
物品検査装置
【課題】装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる物品検査装置を提供すること。
【解決手段】搬送部2に設けられ、搬送される被検査物Wの通過を検知する搬入センサ50(第1搬入センサ51、第2搬入センサ52)と、搬入センサ50により通過が検知される検知タイミングに基づいて、被検査物Wを検査する通常検査モードから検査部3の動作確認を行う動作確認モードに動作モードを切替える制御部8と、を備えた。
【解決手段】搬送部2に設けられ、搬送される被検査物Wの通過を検知する搬入センサ50(第1搬入センサ51、第2搬入センサ52)と、搬入センサ50により通過が検知される検知タイミングに基づいて、被検査物Wを検査する通常検査モードから検査部3の動作確認を行う動作確認モードに動作モードを切替える制御部8と、を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば生肉、魚、加工食品等の食品や、医薬などの被検査物中に混入した異物の有無の検査、または、被検査物の重量が規定範囲であるか否かの検査を行う物品検査装置に関し、特に、通常の検査を行う通常検査モードと動作確認のための動作確認モードとを切替える物品検査装置に関するものである。
【背景技術】
【0002】
一般に、食品や薬品等の製造ラインに設けられ、その重量、形状、異物の混入の有無といった品質を検査する物品検査装置においては、感度や精度を維持しつつ信頼性を高めるため、必要に応じて不具合や異常がないかどうかの動作確認を行うようになっている。
【0003】
例えば金属検出装置においては、長期間不使用の後に使用する場合や、高い精度が要求される特別の場合に、金属球を組み込んだ異物サンプルを使用開始前に搬送させて異物サンプルによる検査を行い、検出機能が正常か否かを動作確認している。
【0004】
従来、この種の物品検査装置としては、動作確認のための動作確認モード(テストモード)に動作モードを切替えるために、ユーザーにより設定部にて切替設定がなされているときに動作確認モードに移行するか、または、カメラ、バーコードリーダ等からなる異物サンプル情報取得手段により被検査物の中から異物サンプル情報(情報識別子)を取得できたときに、通常検査モードから動作確認モードに移行させる構成とすることにより、稼動中のラインにおいて、ユーザーが設定部にて動作確認モードの切替設定を行わなくても、自動的に動作確認モードに移行して動作確認処理を行うことができるようにした技術が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−31149号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載された技術では、動作モードの切替はユーザーによる切替操作に依存しているため、動作モードの切替操作をユーザーが忘れてしまった場合には、動作確認モードに移行することができないという問題があった。
【0007】
また、異物サンプル情報取得手段を用いて動作確認モードに移行する構成では、被検査物に予め異物サンプル情報を設けるとともに、異物サンプル情報取得手段を備えていなければならず、装置構成が複雑化してコストが上昇してしまうという問題があった。
【0008】
そこで、本発明は、前述のような従来の問題を解決するためになされたもので、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる物品検査装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明に係る物品検査装置は、被検査物を検査して検査信号を出力する検査手段と、前記検査手段に前記被検査物を順次搬送する搬送手段と、前記検査手段からの検査信号に基づいて前記被検査物の良否を判定する判定手段と、を備えた物品検査装置において、前記搬送手段に設けられ、搬送される前記被検査物の通過を検知する通過検知手段と、前記通過検知手段により通過が検知される検知タイミングに基づいて、前記被検査物を検査する通常検査モードから前記検査手段の動作確認を行う動作確認モードに動作モードを切替える動作モード切替手段と、を備えたことを特徴とする。
【0010】
この構成により、動作モード切替手段は、通過検知手段により通過が検知された被検査物の搬送間隔に基づいて、通常検査モードから動作確認モードに動作モードを切替えるため、ユーザーによる動作モードの切替操作に依存することなく動作モードを動作確認モードに切替えることができるとともに、被検査物がテストピースであることを識別するための複雑な手段を設けることなく通過検知手段のみにより動作モードを動作確認モードに切替えることができる。従って、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0011】
また、本発明に係る物品検査装置は、前記通過検知手段は、前記検査手段より搬送方向上流側に配置され前記被検査物の通過を検知する第1の通過検知手段と、該第1の通過検知手段より搬送方向上流側に配置され前記被検査物の通過を検知する第2の通過検知手段と、を有し、前記動作モード切替手段は、前記第2の通過検知手段が前記被検査物の通過を検知せず、かつ、前記第1の通過検知手段が前記被検査物の通過を検知したとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする。
【0012】
この構成により、搬送手段上の第1の通過検知手段と第2の通過検知手段の間に被検査物としてテストピースが載置されると、このテストピースが第1の通過検知手段のみに検知され、動作モードが通常検査モードから動作確認モードに切替えられることとなるので、被検査物が製品であるかまたはテストピースであるかが明確に識別され、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0013】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記第2の通過検知手段が前記被検査物の通過を検知したとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0014】
この構成により、被検査物が上段のラインから搬送されてきた製品であるときは第2の通過検知手段に検知されるので、被検査物が製品であるかまたはテストピースであるかが明確に識別され、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0015】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記通過検知手段により通過が検知された前記被検査物の搬送間隔が予め定められた第1の所定時間以上であり、かつ、前記被検査物が前記判定手段により不良と判定されたとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする。
【0016】
この構成により、被検査物の搬送間隔が第1の所定時間以上となるような通常の搬送間隔と異なる状況と、被検査物の良否判定が不良判定となるような通常と異なる状況が重なったときのみ、通常検査モードから動作確認モードに動作モードが切替わるので、意図しない動作確認モードへの自動移行を防止することができる。
【0017】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記動作モードを前記動作確認モードに切替えてからの時間が、予め定められた第2の所定時間以上となったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0018】
この構成により、動作確認モードの継続時間である第2の所定時間を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0019】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の検知間隔が予め定められた第3の所定時間以上であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0020】
この構成により、被検査物の検知間隔である第3の所定時間を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0021】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の個数が予め定められた所定個数であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0022】
この構成により、動作モードが動作確認モードに切替わってからの被検査物の検知個数が所定個数になると、動作モードが通常検査モードに復帰するので、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【発明の効果】
【0023】
本発明は、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる物品検査装置を提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の第1の実施の形態に係る物品検査装置の構成を示す図である。
【図2】本発明の第1の実施の形態に係る物品検査装置の検査部の金属検出部としての構成を示す図である。
【図3】本発明の第1の実施の形態に係る物品検査装置の検査部のX線検出部としての構成を示す図である。
【図4】本発明の第1の実施の形態に係る物品検査装置の検査部の重量検出部としての構成を示す図である。
【図5】検査部による検査結果データを示す図であり、(a)は、金属検出部の検査結果データ、(b)は、X線検出部からの検査結果データ、(c)は、重量検出部の検査結果データ、(d)は、来歴データを示す。
【図6】2つの搬入センサにより被検査物とテストピースを検知して動作モードを切替えるときのタイミングチャートである。
【図7】図6の動作モードの切替を説明するフロー図である。
【図8】本発明の第2の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、1つの搬入センサの検知タイミングと被検査物の良否判定結果に基づいて動作モードを切替える動作を示す図である。
【図9】図8の動作モードの切替を説明するフロー図である。
【図10】本発明の第3の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、1つの搬入センサの検知タイミングと被検査物の良否判定結果に基づいて動作モードを切替える動作の他の例を示す図である。
【図11】図10の動作モードの切替を説明するフロー図である。
【図12】本発明の第4の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、1つの搬入センサの検知タイミングと被検査物の良否判定結果に基づいて動作モードを切替える動作の他の例を示す図である。
【図13】図12の動作モードの切替を説明するフロー図である。
【図14】本発明の第5の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、外部SWと1つの搬入センサの検知タイミングに基づいて動作モードを切替える動作を示す図である。
【図15】図14の動作モードの切替を説明するフロー図である。
【発明を実施するための形態】
【0025】
(第1の実施の形態)
以下、本発明の第1の実施の形態について、図面を参照して説明する。
【0026】
まず構成について説明する。
【0027】
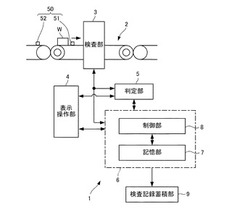
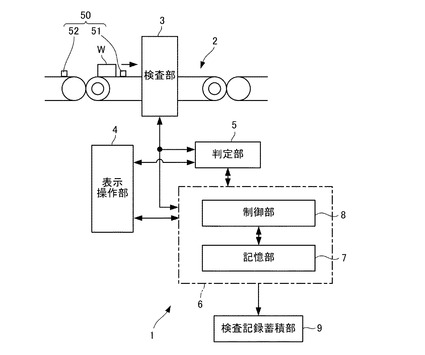
図1に示すように、物品検査装置1は、搬送部2と、検査部3と、表示操作部4と、判定部5と、制御回路6と、検査記録蓄積部9と、を備えている。
【0028】
この物品検査装置1は、例えば生肉、魚、加工食品、医薬などの被検査物Wが搬送される図示しない製造ラインに組み込まれ、被検査物W中に混入した異物を検出するものである。
【0029】
搬送部2は、例えば、生肉、魚、加工食品、医薬などの様々な品種の中から予め表示操作部4で設定される品種の被検査物Wを順次搬送するもので、例えば装置本体に対して水平に配置されたベルトコンベアにより構成される。
【0030】
また、搬送部2は、図示しない駆動モータにより駆動され、予め設定された所定の搬送速度で、搬入された被検査物Wを図1の矢印方向(右方向)に搬送するようになっている。
【0031】
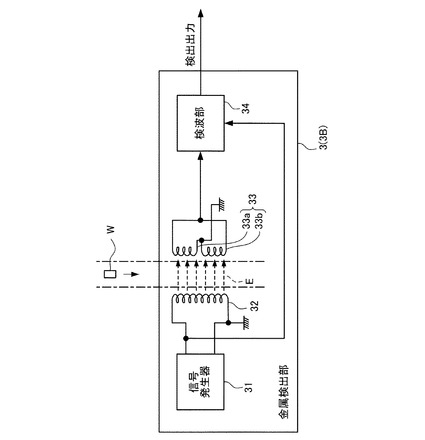
検査部3は、被検査物Wに含まれる異物の種類やサイズに応じた検出信号、または被検査物Wの重量に応じた検出信号を出力するようになっている。物品検査装置1が金属検出装置として構成される場合、検査部3は、図2に示す金属検出部3Bから構成される。物品検査装置1がX線異物検出装置として構成される場合、検査部3は、図3に示すX線検出部3Aから構成される。物品検査装置1が計量装置として構成される場合、検査部3は、図4に示す重量検出部3Cから構成される。
【0032】
図2に示す金属検出部3Bは、信号発生器31、送信コイル32、2つの受信コイル33a、33bを有する磁界変化検出部33、検波部34を備えている。
【0033】
信号発生器31は、所定周波数の信号を出力する。送信コイル32は、信号発生器31からの信号を受けて被検査物Wに所定周波数の交番磁界を発生するようになっている。
【0034】
2つの受信コイル33a、33bは、送信コイル32が発生する交番磁界を等量ずつ受ける位置で被検査物Wの搬送方向に沿って配置され、互いに差動接続される。磁界変化検出部33は、交番磁界中を通過する物体による磁界の変化に対応した信号を発生するようになっている。
【0035】
検波部34は、磁界変化検出部33の出力信号を信号発生器31が発生する信号と同一周波数の信号によって同期検波するようになっている。
【0036】
このような構成による金属検出部3Bでは、被検査物Wが交番磁界中に存在していないときには、2つの受信コイル33a、33bに生起される信号の振幅が等しく位相が反転している平衡状態となるため、信号の振幅はゼロとなり、検波部34の出力もゼロになる(検波出力)。
【0037】
これに対し、被検査物Wが交番磁界中に存在している場合には、被検査物W自身およびその被検査物Wに混入している金属の影響により、2つの受信コイル33a、33bに生起される両信号の平衡状態がくずれ、被検査物Wの移動に伴い、振幅および位相が変化する信号が検波部34から出力される(検波出力)。
【0038】
なお、図2に示した金属検出部3Bは、搬送部2を挟んで一方側に送信コイル32を配置し、他方側に2つの受信コイル33a、33bを送信コイル32に対向させるように配置したいわゆる対向型配置の構成を有しているが、送信コイル32と受信コイル33a、33bとが同軸上に配置された同軸型配置の構成を有していてもよい。
【0039】
また、金属検出部3Bは、被検査物Wに含まれる金属を磁石等の磁化器で着磁し、磁化された金属の残留磁気を磁気センサで検出するような構成としてもよい。
【0040】
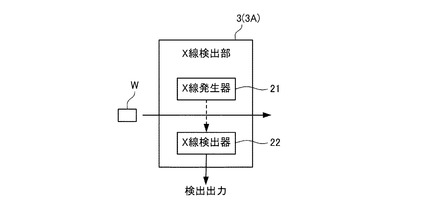
また、図3に示すX線検出部3Aは、X線発生器21とX線検出器22とを備えている。
【0041】
X線発生器21は、金属性の箱体内部に設けられる円筒形のX線管を絶縁油に浸漬したものから構成されており、X線管の陰極からの電子ビームを陽極ターゲットに照射してX線を生成している。
【0042】
X線管は、その長手方向が被検査物Wの搬送方向となるように配置されている。X線管により生成されたX線は、下方のX線検出器22に向けて、不図示のスリットにより略三角形状のスクリーン状となって搬送方向を横切るように照射されるようになっている。
【0043】
X線検出器22は、被検査物Wに対してX線が照射されたときに、被検査物Wを透過してくるX線を検出し、この検出したX線の透過量に応じた電気信号を出力している。X線検出器22には、例えば搬送部2を構成するベルトコンベア上を搬送される被検査物Wの搬送方向と直交する方向にライン状に配列された複数のフォトダイオードと、フォトダイオード上に設けられたシンチレータとを備えたアレイ状のラインセンサが用いられている。
【0044】
このような構成によるX線検出部3Aでは、被検査物Wに対してX線発生器21からX線が照射されたときに、被検査物Wを透過してくるX線をX線検出器22のシンチレータで受けて光に変換する。
【0045】
さらにシンチレータで変換された光は、その下部に配置されるX線検出器22のフォトダイオードによって受光される。そして、各フォトダイオードは、受光した光を電気信号に変換して出力する(検出出力)ようになっている。
【0046】
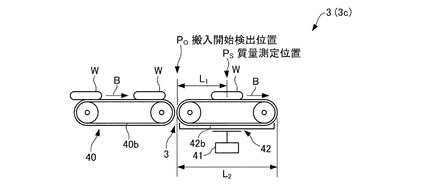
また、図4に示す重量検出部3Cは、秤量コンベア42と、この秤量コンベア42の下方に配置された荷重センサ41とを備え、秤量コンベア42に乗った被検査物Wの荷重を計量するようになっている。
【0047】
荷重センサ41は、電磁平衡機構などのはかり機構で構成されており、被検査物Wが秤量コンベア42で搬送されている間に、荷重センサ41に加わる荷重、すなわち被検査物Wと秤量コンベア42との合計重量を測定するようになっている。荷重センサ41は、重量を測定できるはかり機構であればよく、例えば、差動トランス機構や歪ゲージ機構などのはかり機構で構成してもよい。
【0048】
荷重センサ41は、後述する第1搬入センサ51によって被検査物Wが秤量コンベア42に搬入されたことが検知されてから予め設定された基準時間Tkが経過したときに計量を行うようになっている。
【0049】
ここで、基準時間Tkは、第1搬入センサ51で被検査物Wが秤量コンベア42に搬入を開始したことを検出してから、被検査物Wが秤量コンベア42に完全に乗り移り、さらに荷重センサ41から出力された信号が安定するまでに必要な時間を意味し、秤量コンベア42のサイズ、速度、および所定の被検査物Wの大きさに対応して予め設定されている。
【0050】
具体的には、基準時間Tkは、秤量コンベア42の速度(m/min)、秤量コンベア42の矢印B方向の長さ(mm)および被検査物Wの搬送方向の長さ(mm)、被検査物Wのサイズやラインの処理能力、その他の条件などに基づいて設定される。また、基準時間Tkが経過すると、被検査物Wは、搬入開始検出位置POからL1だけ移動して質量測定位置PSに到達し、計量が行われる。
【0051】
検査部3の上流側には、搬送部2により搬送される被検査物Wの通過を検知する第1搬入センサ51、第2搬入センサ52が設けられている。第1搬入センサ51、第2搬入センサ52は、所定の間隔を隔てて、第1搬入センサ51の上流側に第2搬入センサ52が位置するようにそれぞれ配置されている。すなわち、従来の物品検査装置は、被検査物Wの搬入の検知のために第1搬入センサ51に相当する搬入センサを1つのみ備えていたが、本実施の形態の物品検査装置1は、第1搬入センサ51と第2搬入センサ52とを備え、これら2つの搬入センサの検知結果に基づいて、被検査物Wの搬入の検知だけでなく、通常検査モードと動作確認モードとの間で動作モードの切替えを行うようになっている。なお、第1搬入センサ51と第2搬入センサ52を総称する場合、搬入センサ50という。
【0052】
第1搬入センサ51、第2搬入センサ52は、搬送部2を幅方向(図1の手前および奥方向)に跨ぐように対向して配置された図示しない一対の投光部および受光部からなる透過形光電センサでそれぞれ構成されている。
【0053】
第1搬入センサ51、第2搬入センサ52は、被検査物Wが各々の投光部と受光部の間を通過すると、被検査物Wにより受光部が遮光されるので、被検査物Wが通過して検査部3に搬入が開始されたことを検出するようになっている。第1搬入センサ51、第2搬入センサ52からの検出信号は、制御部8に出力されるようになっている。なお、第1搬入センサ51、第2搬入センサ52は、透過形光電センサで被検査物Wの通過を検知するものに限らず、例えば、被検査物Wをカメラで撮影して画像認識により通過を検知したり、物品検査装置1が金属検出装置またはX線異物検出装置として構成されている場合は、被検査物Wのワーク影響値に基づいて通過を検知するように構成してもよい。
【0054】
表示操作部4は、設定や指示のために操作する複数のキーやスイッチ等を有しており、搬送部2によって搬送させる被検査物Wの品種の設定操作や、被検査物Wの異物検出、計量や動作確認に関する各種設定操作や指示操作を行うようになっている。
【0055】
また、表示操作部4は、例えば液晶表示器等を有しており、被検査物Wの品種の設定操作が行われるときの設定値、動作モードの切替に関する設定値、指示操作が行われるときの指示値、各種判定結果等、種々の表示を行うようになっている。
【0056】
判定部5は、検査部3からの検出信号に基づいて、被検査物Wの中に異物が含まれているか否か、または被検査物Wの重量が所定範囲内であるか否か等の良否判定を行うとともに、判定結果を表示操作部4に表示させるようになっている。
【0057】
制御回路6は、物品検査装置1の全体の制御を行うものであり、記憶部7および制御部8を備えている。
【0058】
記憶部7は、制御部8が物品検査装置1を制御するための各種プログラム、判定部5が被検査物Wについて良品判定を行うための各種パラメータ等を記憶するようになっている。
【0059】
制御部8は、記憶部7に記憶されたプログラムを実行して、搬送部2の搬送速度の制御、判定部5のパラメータの変更、動作モードの切替等、物品検査装置1の各種制御を行うようになっている。
【0060】
検査記録蓄積部9は、被検査物W毎の判定部5による判定結果と、この判定結果の根拠となる検査部3からの検出信号(素データ)の一部と、を記憶するようになっている。すなわち、検査記録蓄積部9はいわゆる検査結果の全数データ収録を行う。
【0061】
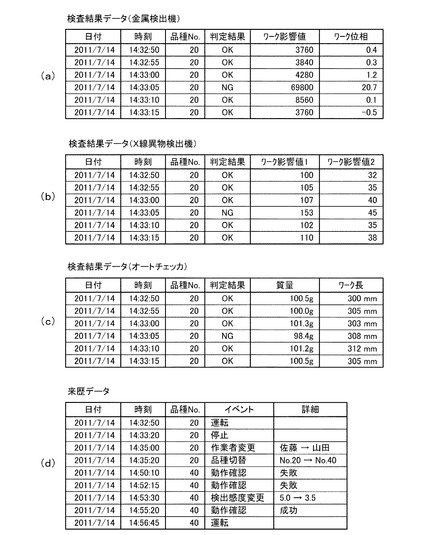
具体的には、物品検査装置1が金属検出装置として構成され、検査部3が図2に示す金属検出部3Bから構成される場合、検査記録蓄積部9は、図5(a)に示すように、検査結果データとして、被検査物W毎に、日付、時刻、品種番号、判定結果、ワーク影響値、ワーク位相を記憶する。ワーク影響値、ワーク位相は、判定結果の根拠となるある素データとして記憶される。
【0062】
また、物品検査装置1がX線異物検出装置として構成され、検査部3が図3に示すX線検出部3Aから構成される場合、検査記録蓄積部9は、図5(b)に示すように、検査結果データとして、被検査物W毎に、日付、時刻、品種番号、判定結果、ワーク影響値1、ワーク影響値2を記憶する。ワーク影響値1、ワーク影響値2は、判定結果の根拠となるある素データとして記憶される。
【0063】
また、物品検査装置1が計量装置として構成され、検査部3が図4に示す重量検出部3Cから構成される場合、検査記録蓄積部9は、図5(c)に示すように、検査結果データとして、被検査物W毎に、日付、時刻、品種番号、判定結果、質量、ワーク長を記憶する。質量、ワーク長は、判定結果の根拠となるある素データとして記憶される。なお、ワーク長とは、被検査物Wの搬送方向長さである。
【0064】
また、検査記録蓄積部9は、図5(d)に示す来歴データを記憶するようになっている。来歴データとは、物品検査装置1の運転状況や異常状態の有無等に関する情報である。検査記録蓄積部9に記憶される来歴データは、日付、時刻、品種番号、イベント(運転状況)、詳細(イベントの詳細)、から構成されている。イベントの項目には、運転、停止、作業者変更、品種切替、動作確認(動作確認モードの実行)、検出感度変更、等が記録されている。
【0065】
ここで、制御部8が実行する動作モードとしては、検査部3により被検査物Wを検査して判定部5により良否判定を行う通常の動作モードである通常検査モードの他に、動作確認モードがある。
【0066】
通常検査モードとは、被検査物Wとしての製品に対して異物の有無の検査、計量等を行う動作モードである。動作確認モードとは、通常検査モードの前、または通常検査モード中に、搬送部2により被検査物WとしてテストピースWp(図6参照)を搬送して、テストピースWpに対する検査部3からの検出信号が適正であるか否か等を確認するモードである。
【0067】
なお、物品検査装置1が金属検出装置として構成される場合、テストピースWpとしては、Fe(鉄)、SUS(ステンレス)からなる金属異物サンプルの球体等が用いられ、この場合、動作確認モードにおいてテストピースWpに対する検査部3の感度等の確認が行われる。
【0068】
検査記録蓄積部9には、通常検査モードを実行時の製品を被検査物Wとして良品判定した結果が、図5(a)〜図5(c)の態様で検査結果データとして記憶されるが、動作確認モードを実行時のテストピースWpに対する動作確認結果は、フラグを付す等により製品の被検査物Wの検査結果とは区別されるとともに、図5(a)〜図5(c)の検査結果データとは別に管理される。動作モードが動作確認モードに切替えられた履歴、および動作確認結果は、図5(d)の来歴データに記憶される。
【0069】
本実施の形態の物品検査装置1は、動作モードが通常検査モードで被検査物Wの検査を行っているときに、所定の条件を満足することにより、意図しない動作確認モードへの自動移行を防止するための動作確認待ちフラグ(動作確認可)がオンになり、これがオンのときに、更に、搬入センサ50(第1搬入センサ51、第2搬入センサ52)による被検査物Wの検知タイミングが予め定められた条件を満足すると、動作モードを自動的に動作確認モードに切替えるように構成されている。すなわち、動作確認待ちフラグがオンの状態で、通過検知手段である搬入センサ50(第1搬入センサ51、第2搬入センサ52)のみによる動作モードの動作確認モードへの切替ができ、動作確認待ちフラグがオフの状態では、通過検知手段による被検査物Wの検知に関わらず動作確認モードへの自動移行を禁止するようにしている。
【0070】
動作モードを自動的に動作確認モードに自動的に切替える手法としては、第1搬入センサ51と第2搬入センサ52の両方の検知信号に基づいて動作モードの切替を行う第1の手法と、第1搬入センサ51または第2搬入センサ52の一方の検出信号に基づいて動作モードの切替を行う第2の手法と、を用いることができる。本実施の形態では、第1の手法を用いるように構成されており、第2の手法については、第2の実施の形態以降で説明する。
【0071】
以下、第1の手法について説明する。この場合、制御部8は、第1搬入センサ51、第2搬入センサ52による被検査物Wの検知タイミング、すなわち、第1搬入センサ51、第2搬入センサ52により通過が検知された被検査物Wの搬送間隔に基づいて、物品検査装置1の動作モードを、通常検査モードから動作確認モードに切替えるようになっている。
【0072】
ここで、搬送部2が搬送する被検査物Wは、まず上流に配置された第2搬入センサ52により通過が順次検知され、その後、下流に配置された第1搬入センサ51により通過が順次検知されるが、搬送部2上の第1搬入センサ51と第2搬入センサ52の間にテストピースWpが置かれた場合には、このテストピースWpは、第2搬入センサ52には通過が検知されず、第1搬入センサ51にのみ通過が検知されるため、搬送部2の上段の設備から来た通常の被検査物WではなくテストピースWpであると判別できる。
【0073】
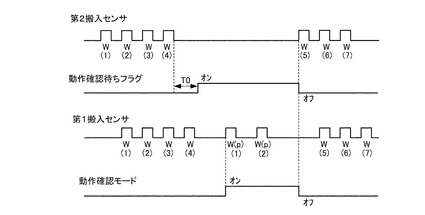
そこで、制御部8は、図6に示すように、動作確認待ちフラグがオンの場合に、第2搬入センサ52が被検査物Wの通過を検知せず、かつ、第1搬入センサ51が被検査物Wの通過を検知したとき、この被検査物WをテストピースWpであると認識し、通常検査モードから動作確認モードに動作モードを切替えるとともに、動作モードが動作確認モードであるとき、第2搬入センサ52が被検査物Wの通過を検知したとき、動作モードを通常検査モードに復帰するようになっている。
【0074】
具体的には、図6において、搬送部2に搬送される複数の被検査物WおよびテストピースWpを搬送順に被検査物W(1)、被検査物W(2)、被検査物W(3)、・・・、テストピースWp(1)、テストピースWp(2)として区別すると、搬送部2には、一連の被検査物W(1)〜被検査物W(4)が相対的に狭い略一定の間隔で載置され、一連の被検査物W(5)〜被検査物W(7)も相対的に狭い略一定の間隔で載置され、被検査物W(4)と被検査物W(5)の間には、相対的に広い間隔が空いている。
【0075】
また、搬送部2には、被検査物W(4)が第1搬入センサ51を通過してから被検査物W(5)が第2搬入センサ52と通過するまでの間のタイミングで、搬送部2の第1搬入センサ51と第2搬入センサ52との間に、テストピースWp(1)とテストピースWp(2)が載置されている。
【0076】
図6のような態様で被検査物WとテストピースWpが搬送されるとき、一連の被検査物W(1)〜被検査物W(4)は、第2搬入センサ52により順次通過が検知され、その後、搬送速度と第1搬入センサ51と第2搬入センサ52との距離に応じた所定時間差で、第1搬入センサ51により順次通過が検知される。
【0077】
同様に、一連の被検査物W(5)〜被検査物W(7)も、第1搬入センサ51と第2搬入センサ52の両方に所定時間差で順次通過が検知される。また、テストピースWp(1)とテストピースWp(2)は、第2搬入センサ52には通過が検知されず、第1搬入センサ51にのみ通過が検知される。
【0078】
そこで、制御部8は、図6に示すように、動作確認待ちフラグがオンの場合に、第2搬入センサ52により通過が検知されなかったテストピースWp(1)が第1搬入センサ51に検知されたとき、このテストピースWp(1)をテストピースであると認識し、通常検査モードから動作確認モードに動作モードを切替える。ここで、動作確認待ちフラグとは、所定条件を満たしてこのフラグがオンのときにのみ、搬入センサ50(ここでは、第1搬入センサ51、第2搬入センサ52)の検知タイミングを監視して動作確認モードへの切替のための判別が実行されるようにするためのフラグであり、これにより、意図しない動作確認モードへの自動移行が防止されるようになっている。
【0079】
また、制御部8は、テストピースWp(1)の通過が第1搬入センサ51に検知されることで動作モードが動作確認モードに切替わっているときに、第2搬入センサ52が被検査物W(5)の通過を検知したとき、動作モードを通常検査モードに復帰(動作確認モードをオフ)する。
【0080】
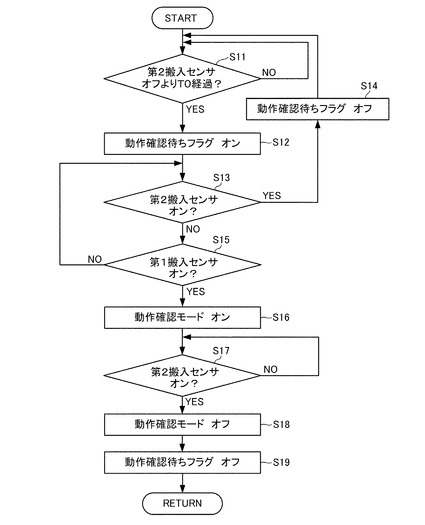
図7に制御部8により実行される動作モード切替処理のフロー図を示す。図7において、まず、制御部8は、第2搬入センサ52の検知信号がオフとなってから所定時間が経過したか否かを判別し(ステップS11)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS12)。
【0081】
ついで、制御部8は、被検査物Wが第2搬入センサ52に検知されたか否かを判別し(ステップS13)、この判別が"YES"であれば動作確認フラグをオフにして(ステップS14)、ステップS11に戻り、この判別が"NO"であれば被検査物Wが第1搬入センサ51に検知されたか否かを判別する(ステップS15)。
【0082】
制御部8は、ステップS15で被検査物Wが第1搬入センサ51に検知されたとき、すなわち判別が"YES"のときは、動作モードを動作確認モードに切替え(動作確認モードオン)(ステップS16)、この判別が"NO"であればステップS13に戻る。
【0083】
ついで、制御部8は、被検査物Wが第2搬入センサ52に検知されたか否かを判別し(ステップS17)、この判別が"NO"であれば判別を継続し、この判別が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS18)、動作確認待ちフラグをオフにし(ステップS19)、図7の処理を終了する。
【0084】
(第2の実施の形態)
第2の実施の形態について説明する。本実施の形態では、第1搬入センサ51または第2搬入センサ52の一方の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。この場合、制御部8は、第1搬入センサ51または第2搬入センサ52の何れか一方の検出信号を監視して、搬送部2上で隣合う被検査物W同士の通過時間差に基づいて動作モードの切替を行うようになっている。
【0085】
すなわち、検出信号の監視対象となるのは、1つの搬入センサのみであり、第1搬入センサ51であるかまたは第2搬入センサ52であるかを問わないため、以下、第1搬入センサ51と第2搬入センサ52を搬入センサ50と総称し、この搬入センサ50の検出信号を監視して動作モードを切替えるものとして説明する。
【0086】
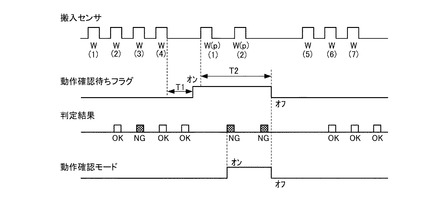
本実施の形態では、制御部8は、図8に示すように、搬入センサ50が被検査物Wの通過を検知してからの時間が予め定められた所定時間T1(例えば、10秒)以上であったときに動作確認待ちフラグをオンにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態で最初の被検査物Wを検知してから所定時間T2が経過するまでの期間に、NG判定となった被検査物Wがあったときに、通常検査モードから動作確認モードに動作モードを切替えるようになっている。すなわち、動作確認フラグがオンのときにNGと判定した結果と、動作確認モード中に発生した全ての判定結果は、動作確認の結果とする。また、制御部8は、所定時間T2が経過すると動作確認モードおよび動作確認待ちフラグをオフにするようになっている。
【0087】
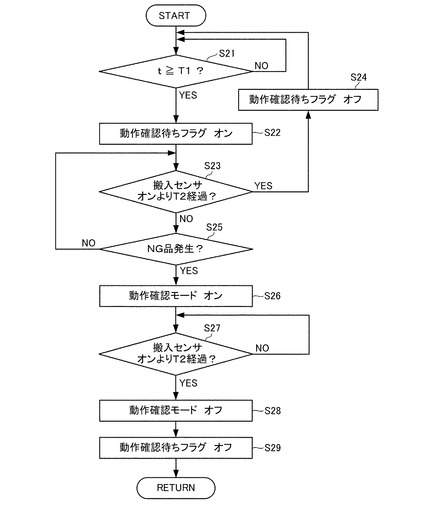
図9に制御部8により実行される動作モード切替処理のフロー図を示す。図9において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS21)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS22)。
【0088】
ついで、制御部8は、搬入センサ50の検知信号がオンとなってから所定時間T2が経過したか否かを判別し(ステップS23)、この判別が"YES"であれば動作確認待ちフラグをオフにして(ステップS24)、ステップS21に戻り、この判別が"NO"であればNG品が発生したか、すなわち被検査物Wの良否判定結果が不良判定であったか否かを判別する(ステップS25)。
【0089】
ついで、制御部8は、ステップS25の判別結果が"YES"であれば動作確認モードをオンにし(ステップS26)、搬入センサ50の検知信号がオンとなってから所定時間T2が経過したか否かを判別する(ステップS27)。
【0090】
ついで、制御部8は、ステップS27の判別結果が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS28)、動作確認待ちフラグをオフにし(ステップS29)、このフロー図の処理を終了する。
【0091】
(第3の実施の形態)
第3の実施の形態について説明する。本実施の形態では、第2の実施の形態と同様に、搬入センサ50の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。
【0092】
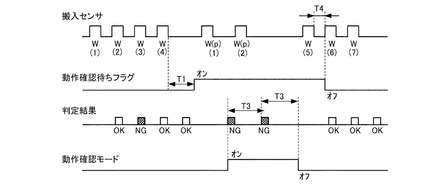
本実施の形態では、制御部8は、図10に示すように、搬入センサ50が被検査物Wの通過を検知してからの時間が予め定められた所定時間T1(例えば、10秒)以上であったときに動作確認待ちフラグをオンにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態でNG判定となった被検査物Wがあったときに、通常検査モードから動作確認モードに動作モードを切替えるようになっている。すなわち、動作確認フラグがオンのときにNGと判定した結果と、動作確認モード中に発生した全ての判定結果は、動作確認の結果とする。また、制御部8は、搬入センサ50により被検査物Wが検知されてから所定時間T3が経過する間に次の被検査物Wが検知されなかったとき(搬入センサ50により通過が検知された被検査物Wの検知間隔が予め定められた所定時間T3以上であったとき)、動作確認モードをオフにして通常検査モードに復帰し、搬入センサ50による被検査物Wの搬送間隔が所定時間T4以下であるとき動作確認待ちフラグをオフにするようになっている。
【0093】
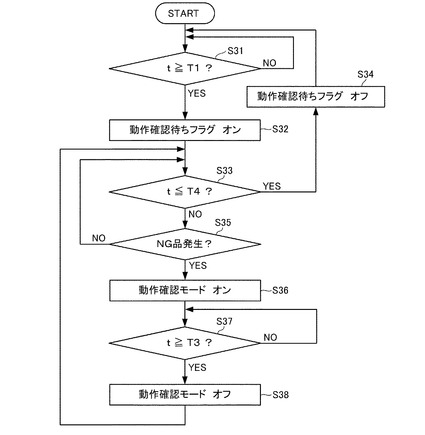
図11に制御部8により実行される動作モード切替処理のフロー図を示す。図11において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS31)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS32)。
【0094】
ついで、制御部8は、搬入センサ50により通過が検知された被検査物Wの搬送間隔が予め定められた所定時間T4(例えば、3秒)以下であるか否かを判別し(ステップS33)、この判別が"YES"(T4以下)であれば動作確認待ちフラグをオフにして(ステップS34)、ステップS31に戻り、この判別が"NO"(T4超)であればNG品が発生したか、すなわち被検査物Wの良否判定結果が不良判定であったか否かを判別する(ステップS35)。
【0095】
ついで、制御部8は、ステップS35の判別結果が"YES"であれば動作確認モードをオンにし(ステップS36)、この判別結果が"NO"であればステップS33に戻る。
【0096】
ついで、制御部8は、ステップS36で動作確認モードをオンにした後に、搬入センサ50による隣合う被検査物Wの検知間隔が所定時間T3以上であるか否かを判別し(ステップS37)、この判別結果が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS38)、ステップS33に戻る。
【0097】
(第4の実施の形態)
第4の実施の形態について説明する。本実施の形態では、第2、第3の実施の形態と同様に、搬入センサ50の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。
【0098】
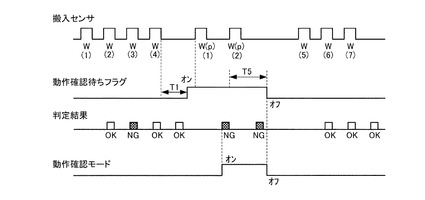
本実施の形態では、制御部8は、図12に示すように、搬入センサ50が被検査物Wの通過を検知してからの時間が予め定められた所定時間T1(例えば、10秒)以上であったときに動作確認待ちフラグをオンにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態でNG判定となった被検査物Wがあったときに、通常検査モードから動作確認モードに動作モードを切替えるようになっている。すなわち、動作確認フラグがオンのときにNGと判定した結果と、動作確認モード中に発生した全ての判定結果は、動作確認の結果とする。また、制御部8は、搬入センサ50により通過が検知された被検査物Wの数が所定個数(本実施の形態では2個)となったとき、(搬入センサ50により所定個数が検知されてから、その被検査物Wの判定に要する時間以上の予め定められた所定時間T5を経過したとき)、動作確認モードをオフにして通常検査モードに復帰し、動作確認待ちフラグをオフにするようになっている。
【0099】
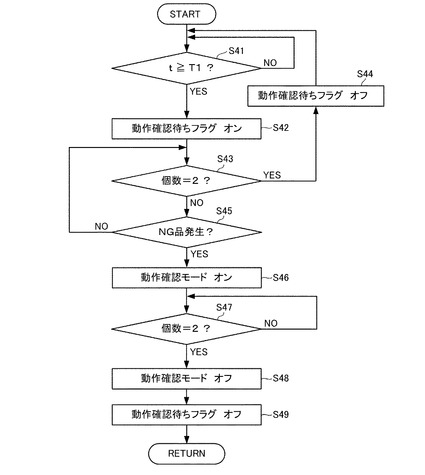
図13に制御部8により実行される動作モード切替処理のフロー図を示す。図13において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS41)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS42)。
【0100】
ついで、制御部8は、搬入センサ50により通過が検知された被検査物Wの数が2個となったか否かを判別し(ステップS43)、この判別が"YES"であれば動作確認待ちフラグをオフにして(ステップS44)、ステップS41に戻り、この判別が"NO"すなわち検知された被検査物Wの数が0個または1個のときはNG品が発生したか否かを判別する(ステップS45)。
【0101】
ついで、制御部8は、ステップS45の判別結果が"YES"であれば動作確認モードをオンにし(ステップS46)、この判別結果が"NO"であればステップS43に戻る。
【0102】
ついで、制御部8は、ステップS46で動作確認モードをオンにした後に、搬入センサ50により通過が検知された被検査物Wの数が2個となったか否かを判別し(ステップS47)、この判別が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS48)、動作確認待ちフラグをオフにし(ステップS49)、このフロー図の処理を終了する。
【0103】
(第5の実施の形態)
第5実施の形態について説明する。本実施の形態では、第2〜第4の実施の形態と同様に、搬入センサ50の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。
【0104】
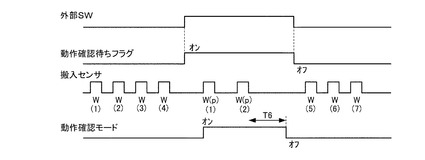
本実施の形態では、制御部8は、図14に示すように、搬入センサ50の検知信号の代わりに外部機器からのSW信号を監視し、このSW信号のオンおよびオフに応じて動作確認待ちフラグをオンおよびオフにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態で搬入センサ50の検知信号がオンになったとき、通常検査モードから動作確認モードに動作モードを切替えるようになっている。また、制御部8は、搬入センサ50の検知信号がオフになってから所定時間T6が経過すると、動作確認モードをオフにして通常検査モードに復帰するようになっている。
【0105】
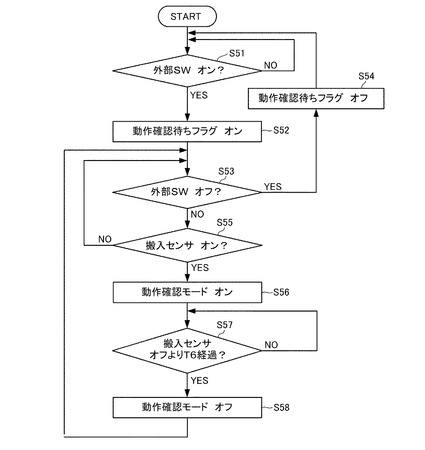
図15に制御部8により実行される動作モード切替処理のフロー図を示す。図15において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS51)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS52)。
【0106】
ついで、制御部8は、外部機器からの外部SWがオフであるか否かを判別し(ステップS53)、この判別が"YES"(外部SWオフ)であれば動作確認待ちフラグをオフにして(ステップS54)、ステップS51に戻り、この判別が"NO"(外部SWオン)であれば搬入センサ50の検知信号がオンであるかを判別する(ステップS55)。
【0107】
ついで、制御部8は、ステップS55の判別結果が"YES"であれば動作確認モードをオンにし(ステップS56)、この判別結果が"NO"であればステップS53に戻る。
【0108】
ついで、制御部8は、ステップS56で動作確認モードをオンにした後に、搬入センサ50の検知信号がオフになってから所定時間T6が経過したか否かを判別し(ステップS57)、この判別が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS58)、ステップS53に戻る。
【0109】
以上のように、第1〜第5の実施の形態に係る物品検査装置1は、搬送部2に設けられ、搬送される被検査物Wの通過を検知する搬入センサ50(第1搬入センサ51、第2搬入センサ52)と、搬入センサ50により通過が検知される検知タイミングに基づいて、被検査物Wを検査する通常検査モードから検査部3の動作確認を行う動作確認モードに動作モードを切替える制御部8と、を備えたことを特徴とする。
【0110】
この構成により、制御部8は、搬入センサ50により通過が検知された被検査物Wの搬送間隔に基づいて、通常検査モードから動作確認モードに動作モードを切替えるため、ユーザーによる動作モードの切替操作に依存することなく動作モードを動作確認モードに切替えることができるとともに、被検査物WがテストピースWpであることを識別するための複雑な手段を設けることなく搬入センサ50のみにより動作モードを動作確認モードに切替えることができる。従って、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0111】
また、第1の実施の形態に係る物品検査装置1は、搬入センサ50として、検査部3より搬送方向上流側に配置され被検査物Wの通過を検知する第1搬入センサ51と、この第1搬入センサ51より搬送方向上流側に配置され被検査物Wの通過を検知する第2搬入センサ52と、を有し、制御部8は、第2搬入センサ52が被検査物Wの通過を検知せず、かつ、第1搬入センサ51が被検査物Wの通過を検知したとき、通常検査モードから動作確認モードに動作モードを切替えることを特徴とする。
【0112】
この構成により、搬送部2上の第1搬入センサ51と第2搬入センサ52の間に被検査物WとしてテストピースWpが載置されると、このテストピースWpが第1搬入センサ51のみに検知され、動作モードが通常検査モードから動作確認モードに切替えられることとなるので、被検査物Wが製品であるかまたはテストピースWpであるかが明確に識別され、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0113】
また、第1の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、第2搬入センサ52が被検査物Wの通過を検知したとき、動作モードを通常検査モードに復帰することを特徴とする。
【0114】
この構成により、被検査物Wが上段のラインから搬送されてきた製品であるときは第2搬入センサ52に検知されるので、被検査物Wが製品であるかまたはテストピースWpであるかが明確に識別され、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0115】
また、第2〜第4の実施の形態に係る物品検査装置1は、制御部8は、搬入センサ50により通過が検知された被検査物Wの搬送間隔が予め定められた第1の所定時間以上であり、かつ、前記被検査物が前記判定手段により不良と判定されたとき、通常検査モードから動作確認モードに動作モードを切替えることを特徴とする。
【0116】
この構成により、被検査物Wの搬送間隔が第1の所定時間以上となるような通常の搬送間隔と異なる状況と、被検査物Wの良否判定が不良判定となるような通常と異なる状況が重なったときのみ、通常検査モードから動作確認モードに動作モードが切替わるので、意図しない動作確認モードへの自動移行を防止することができる。
【0117】
また、第2の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、動作モードを動作確認モードに切替えてからの時間が、予め定められた第2の所定時間T2以上となったとき、動作モードを通常検査モードに復帰することを特徴とする。
【0118】
この構成により、動作確認モードの継続時間である第2の所定時間T2を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0119】
また、第3の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、搬入センサ50により通過が検知された被検査物Wの検知間隔が予め定められた第3の所定時間T3以上であったとき、動作モードを通常検査モードに復帰することを特徴とする。
【0120】
この構成により、被検査物Wの検知間隔である第3の所定時間を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0121】
また、第4の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、搬入センサ50により通過が検知された被検査物Wの個数が予め定められた所定個数であったとき、動作モードを通常検査モードに復帰することを特徴とする。
【0122】
この構成により、動作モードが動作確認モードに切替わってからの被検査物Wの検知個数が所定個数になると、動作モードが通常検査モードに復帰するので、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【産業上の利用可能性】
【0123】
以上のように、本発明に係る物品検査装置は、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができるという効果を有し、通常検査モードと動作確認モードとを切替える物品検査装置として有用である。
【符号の説明】
【0124】
1 物品検査装置
2 搬送部(搬送手段)
3 検査部(検査手段)
3A X線検出部
3B 金属検出部
3C 重量検出部
4 表示操作部
5 判定部(判定手段)
6 制御回路
7 記憶部
8 制御部(動作モード切替手段)
9 検査記録蓄積部
50 搬入センサ(通過検知手段)
51 第1搬入センサ(通過検知手段、第1の通過検知手段)
52 第2搬入センサ(通過検知手段、第2の通過検知手段)
W 被検査物
Wp テストピース
【技術分野】
【0001】
本発明は、例えば生肉、魚、加工食品等の食品や、医薬などの被検査物中に混入した異物の有無の検査、または、被検査物の重量が規定範囲であるか否かの検査を行う物品検査装置に関し、特に、通常の検査を行う通常検査モードと動作確認のための動作確認モードとを切替える物品検査装置に関するものである。
【背景技術】
【0002】
一般に、食品や薬品等の製造ラインに設けられ、その重量、形状、異物の混入の有無といった品質を検査する物品検査装置においては、感度や精度を維持しつつ信頼性を高めるため、必要に応じて不具合や異常がないかどうかの動作確認を行うようになっている。
【0003】
例えば金属検出装置においては、長期間不使用の後に使用する場合や、高い精度が要求される特別の場合に、金属球を組み込んだ異物サンプルを使用開始前に搬送させて異物サンプルによる検査を行い、検出機能が正常か否かを動作確認している。
【0004】
従来、この種の物品検査装置としては、動作確認のための動作確認モード(テストモード)に動作モードを切替えるために、ユーザーにより設定部にて切替設定がなされているときに動作確認モードに移行するか、または、カメラ、バーコードリーダ等からなる異物サンプル情報取得手段により被検査物の中から異物サンプル情報(情報識別子)を取得できたときに、通常検査モードから動作確認モードに移行させる構成とすることにより、稼動中のラインにおいて、ユーザーが設定部にて動作確認モードの切替設定を行わなくても、自動的に動作確認モードに移行して動作確認処理を行うことができるようにした技術が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−31149号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載された技術では、動作モードの切替はユーザーによる切替操作に依存しているため、動作モードの切替操作をユーザーが忘れてしまった場合には、動作確認モードに移行することができないという問題があった。
【0007】
また、異物サンプル情報取得手段を用いて動作確認モードに移行する構成では、被検査物に予め異物サンプル情報を設けるとともに、異物サンプル情報取得手段を備えていなければならず、装置構成が複雑化してコストが上昇してしまうという問題があった。
【0008】
そこで、本発明は、前述のような従来の問題を解決するためになされたもので、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる物品検査装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明に係る物品検査装置は、被検査物を検査して検査信号を出力する検査手段と、前記検査手段に前記被検査物を順次搬送する搬送手段と、前記検査手段からの検査信号に基づいて前記被検査物の良否を判定する判定手段と、を備えた物品検査装置において、前記搬送手段に設けられ、搬送される前記被検査物の通過を検知する通過検知手段と、前記通過検知手段により通過が検知される検知タイミングに基づいて、前記被検査物を検査する通常検査モードから前記検査手段の動作確認を行う動作確認モードに動作モードを切替える動作モード切替手段と、を備えたことを特徴とする。
【0010】
この構成により、動作モード切替手段は、通過検知手段により通過が検知された被検査物の搬送間隔に基づいて、通常検査モードから動作確認モードに動作モードを切替えるため、ユーザーによる動作モードの切替操作に依存することなく動作モードを動作確認モードに切替えることができるとともに、被検査物がテストピースであることを識別するための複雑な手段を設けることなく通過検知手段のみにより動作モードを動作確認モードに切替えることができる。従って、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0011】
また、本発明に係る物品検査装置は、前記通過検知手段は、前記検査手段より搬送方向上流側に配置され前記被検査物の通過を検知する第1の通過検知手段と、該第1の通過検知手段より搬送方向上流側に配置され前記被検査物の通過を検知する第2の通過検知手段と、を有し、前記動作モード切替手段は、前記第2の通過検知手段が前記被検査物の通過を検知せず、かつ、前記第1の通過検知手段が前記被検査物の通過を検知したとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする。
【0012】
この構成により、搬送手段上の第1の通過検知手段と第2の通過検知手段の間に被検査物としてテストピースが載置されると、このテストピースが第1の通過検知手段のみに検知され、動作モードが通常検査モードから動作確認モードに切替えられることとなるので、被検査物が製品であるかまたはテストピースであるかが明確に識別され、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0013】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記第2の通過検知手段が前記被検査物の通過を検知したとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0014】
この構成により、被検査物が上段のラインから搬送されてきた製品であるときは第2の通過検知手段に検知されるので、被検査物が製品であるかまたはテストピースであるかが明確に識別され、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0015】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記通過検知手段により通過が検知された前記被検査物の搬送間隔が予め定められた第1の所定時間以上であり、かつ、前記被検査物が前記判定手段により不良と判定されたとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする。
【0016】
この構成により、被検査物の搬送間隔が第1の所定時間以上となるような通常の搬送間隔と異なる状況と、被検査物の良否判定が不良判定となるような通常と異なる状況が重なったときのみ、通常検査モードから動作確認モードに動作モードが切替わるので、意図しない動作確認モードへの自動移行を防止することができる。
【0017】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記動作モードを前記動作確認モードに切替えてからの時間が、予め定められた第2の所定時間以上となったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0018】
この構成により、動作確認モードの継続時間である第2の所定時間を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0019】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の検知間隔が予め定められた第3の所定時間以上であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0020】
この構成により、被検査物の検知間隔である第3の所定時間を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0021】
また、本発明に係る物品検査装置は、前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の個数が予め定められた所定個数であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする。
【0022】
この構成により、動作モードが動作確認モードに切替わってからの被検査物の検知個数が所定個数になると、動作モードが通常検査モードに復帰するので、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【発明の効果】
【0023】
本発明は、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる物品検査装置を提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の第1の実施の形態に係る物品検査装置の構成を示す図である。
【図2】本発明の第1の実施の形態に係る物品検査装置の検査部の金属検出部としての構成を示す図である。
【図3】本発明の第1の実施の形態に係る物品検査装置の検査部のX線検出部としての構成を示す図である。
【図4】本発明の第1の実施の形態に係る物品検査装置の検査部の重量検出部としての構成を示す図である。
【図5】検査部による検査結果データを示す図であり、(a)は、金属検出部の検査結果データ、(b)は、X線検出部からの検査結果データ、(c)は、重量検出部の検査結果データ、(d)は、来歴データを示す。
【図6】2つの搬入センサにより被検査物とテストピースを検知して動作モードを切替えるときのタイミングチャートである。
【図7】図6の動作モードの切替を説明するフロー図である。
【図8】本発明の第2の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、1つの搬入センサの検知タイミングと被検査物の良否判定結果に基づいて動作モードを切替える動作を示す図である。
【図9】図8の動作モードの切替を説明するフロー図である。
【図10】本発明の第3の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、1つの搬入センサの検知タイミングと被検査物の良否判定結果に基づいて動作モードを切替える動作の他の例を示す図である。
【図11】図10の動作モードの切替を説明するフロー図である。
【図12】本発明の第4の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、1つの搬入センサの検知タイミングと被検査物の良否判定結果に基づいて動作モードを切替える動作の他の例を示す図である。
【図13】図12の動作モードの切替を説明するフロー図である。
【図14】本発明の第5の実施の形態に係る物品検査装置の動作を示すタイミングチャートであり、外部SWと1つの搬入センサの検知タイミングに基づいて動作モードを切替える動作を示す図である。
【図15】図14の動作モードの切替を説明するフロー図である。
【発明を実施するための形態】
【0025】
(第1の実施の形態)
以下、本発明の第1の実施の形態について、図面を参照して説明する。
【0026】
まず構成について説明する。
【0027】
図1に示すように、物品検査装置1は、搬送部2と、検査部3と、表示操作部4と、判定部5と、制御回路6と、検査記録蓄積部9と、を備えている。
【0028】
この物品検査装置1は、例えば生肉、魚、加工食品、医薬などの被検査物Wが搬送される図示しない製造ラインに組み込まれ、被検査物W中に混入した異物を検出するものである。
【0029】
搬送部2は、例えば、生肉、魚、加工食品、医薬などの様々な品種の中から予め表示操作部4で設定される品種の被検査物Wを順次搬送するもので、例えば装置本体に対して水平に配置されたベルトコンベアにより構成される。
【0030】
また、搬送部2は、図示しない駆動モータにより駆動され、予め設定された所定の搬送速度で、搬入された被検査物Wを図1の矢印方向(右方向)に搬送するようになっている。
【0031】
検査部3は、被検査物Wに含まれる異物の種類やサイズに応じた検出信号、または被検査物Wの重量に応じた検出信号を出力するようになっている。物品検査装置1が金属検出装置として構成される場合、検査部3は、図2に示す金属検出部3Bから構成される。物品検査装置1がX線異物検出装置として構成される場合、検査部3は、図3に示すX線検出部3Aから構成される。物品検査装置1が計量装置として構成される場合、検査部3は、図4に示す重量検出部3Cから構成される。
【0032】
図2に示す金属検出部3Bは、信号発生器31、送信コイル32、2つの受信コイル33a、33bを有する磁界変化検出部33、検波部34を備えている。
【0033】
信号発生器31は、所定周波数の信号を出力する。送信コイル32は、信号発生器31からの信号を受けて被検査物Wに所定周波数の交番磁界を発生するようになっている。
【0034】
2つの受信コイル33a、33bは、送信コイル32が発生する交番磁界を等量ずつ受ける位置で被検査物Wの搬送方向に沿って配置され、互いに差動接続される。磁界変化検出部33は、交番磁界中を通過する物体による磁界の変化に対応した信号を発生するようになっている。
【0035】
検波部34は、磁界変化検出部33の出力信号を信号発生器31が発生する信号と同一周波数の信号によって同期検波するようになっている。
【0036】
このような構成による金属検出部3Bでは、被検査物Wが交番磁界中に存在していないときには、2つの受信コイル33a、33bに生起される信号の振幅が等しく位相が反転している平衡状態となるため、信号の振幅はゼロとなり、検波部34の出力もゼロになる(検波出力)。
【0037】
これに対し、被検査物Wが交番磁界中に存在している場合には、被検査物W自身およびその被検査物Wに混入している金属の影響により、2つの受信コイル33a、33bに生起される両信号の平衡状態がくずれ、被検査物Wの移動に伴い、振幅および位相が変化する信号が検波部34から出力される(検波出力)。
【0038】
なお、図2に示した金属検出部3Bは、搬送部2を挟んで一方側に送信コイル32を配置し、他方側に2つの受信コイル33a、33bを送信コイル32に対向させるように配置したいわゆる対向型配置の構成を有しているが、送信コイル32と受信コイル33a、33bとが同軸上に配置された同軸型配置の構成を有していてもよい。
【0039】
また、金属検出部3Bは、被検査物Wに含まれる金属を磁石等の磁化器で着磁し、磁化された金属の残留磁気を磁気センサで検出するような構成としてもよい。
【0040】
また、図3に示すX線検出部3Aは、X線発生器21とX線検出器22とを備えている。
【0041】
X線発生器21は、金属性の箱体内部に設けられる円筒形のX線管を絶縁油に浸漬したものから構成されており、X線管の陰極からの電子ビームを陽極ターゲットに照射してX線を生成している。
【0042】
X線管は、その長手方向が被検査物Wの搬送方向となるように配置されている。X線管により生成されたX線は、下方のX線検出器22に向けて、不図示のスリットにより略三角形状のスクリーン状となって搬送方向を横切るように照射されるようになっている。
【0043】
X線検出器22は、被検査物Wに対してX線が照射されたときに、被検査物Wを透過してくるX線を検出し、この検出したX線の透過量に応じた電気信号を出力している。X線検出器22には、例えば搬送部2を構成するベルトコンベア上を搬送される被検査物Wの搬送方向と直交する方向にライン状に配列された複数のフォトダイオードと、フォトダイオード上に設けられたシンチレータとを備えたアレイ状のラインセンサが用いられている。
【0044】
このような構成によるX線検出部3Aでは、被検査物Wに対してX線発生器21からX線が照射されたときに、被検査物Wを透過してくるX線をX線検出器22のシンチレータで受けて光に変換する。
【0045】
さらにシンチレータで変換された光は、その下部に配置されるX線検出器22のフォトダイオードによって受光される。そして、各フォトダイオードは、受光した光を電気信号に変換して出力する(検出出力)ようになっている。
【0046】
また、図4に示す重量検出部3Cは、秤量コンベア42と、この秤量コンベア42の下方に配置された荷重センサ41とを備え、秤量コンベア42に乗った被検査物Wの荷重を計量するようになっている。
【0047】
荷重センサ41は、電磁平衡機構などのはかり機構で構成されており、被検査物Wが秤量コンベア42で搬送されている間に、荷重センサ41に加わる荷重、すなわち被検査物Wと秤量コンベア42との合計重量を測定するようになっている。荷重センサ41は、重量を測定できるはかり機構であればよく、例えば、差動トランス機構や歪ゲージ機構などのはかり機構で構成してもよい。
【0048】
荷重センサ41は、後述する第1搬入センサ51によって被検査物Wが秤量コンベア42に搬入されたことが検知されてから予め設定された基準時間Tkが経過したときに計量を行うようになっている。
【0049】
ここで、基準時間Tkは、第1搬入センサ51で被検査物Wが秤量コンベア42に搬入を開始したことを検出してから、被検査物Wが秤量コンベア42に完全に乗り移り、さらに荷重センサ41から出力された信号が安定するまでに必要な時間を意味し、秤量コンベア42のサイズ、速度、および所定の被検査物Wの大きさに対応して予め設定されている。
【0050】
具体的には、基準時間Tkは、秤量コンベア42の速度(m/min)、秤量コンベア42の矢印B方向の長さ(mm)および被検査物Wの搬送方向の長さ(mm)、被検査物Wのサイズやラインの処理能力、その他の条件などに基づいて設定される。また、基準時間Tkが経過すると、被検査物Wは、搬入開始検出位置POからL1だけ移動して質量測定位置PSに到達し、計量が行われる。
【0051】
検査部3の上流側には、搬送部2により搬送される被検査物Wの通過を検知する第1搬入センサ51、第2搬入センサ52が設けられている。第1搬入センサ51、第2搬入センサ52は、所定の間隔を隔てて、第1搬入センサ51の上流側に第2搬入センサ52が位置するようにそれぞれ配置されている。すなわち、従来の物品検査装置は、被検査物Wの搬入の検知のために第1搬入センサ51に相当する搬入センサを1つのみ備えていたが、本実施の形態の物品検査装置1は、第1搬入センサ51と第2搬入センサ52とを備え、これら2つの搬入センサの検知結果に基づいて、被検査物Wの搬入の検知だけでなく、通常検査モードと動作確認モードとの間で動作モードの切替えを行うようになっている。なお、第1搬入センサ51と第2搬入センサ52を総称する場合、搬入センサ50という。
【0052】
第1搬入センサ51、第2搬入センサ52は、搬送部2を幅方向(図1の手前および奥方向)に跨ぐように対向して配置された図示しない一対の投光部および受光部からなる透過形光電センサでそれぞれ構成されている。
【0053】
第1搬入センサ51、第2搬入センサ52は、被検査物Wが各々の投光部と受光部の間を通過すると、被検査物Wにより受光部が遮光されるので、被検査物Wが通過して検査部3に搬入が開始されたことを検出するようになっている。第1搬入センサ51、第2搬入センサ52からの検出信号は、制御部8に出力されるようになっている。なお、第1搬入センサ51、第2搬入センサ52は、透過形光電センサで被検査物Wの通過を検知するものに限らず、例えば、被検査物Wをカメラで撮影して画像認識により通過を検知したり、物品検査装置1が金属検出装置またはX線異物検出装置として構成されている場合は、被検査物Wのワーク影響値に基づいて通過を検知するように構成してもよい。
【0054】
表示操作部4は、設定や指示のために操作する複数のキーやスイッチ等を有しており、搬送部2によって搬送させる被検査物Wの品種の設定操作や、被検査物Wの異物検出、計量や動作確認に関する各種設定操作や指示操作を行うようになっている。
【0055】
また、表示操作部4は、例えば液晶表示器等を有しており、被検査物Wの品種の設定操作が行われるときの設定値、動作モードの切替に関する設定値、指示操作が行われるときの指示値、各種判定結果等、種々の表示を行うようになっている。
【0056】
判定部5は、検査部3からの検出信号に基づいて、被検査物Wの中に異物が含まれているか否か、または被検査物Wの重量が所定範囲内であるか否か等の良否判定を行うとともに、判定結果を表示操作部4に表示させるようになっている。
【0057】
制御回路6は、物品検査装置1の全体の制御を行うものであり、記憶部7および制御部8を備えている。
【0058】
記憶部7は、制御部8が物品検査装置1を制御するための各種プログラム、判定部5が被検査物Wについて良品判定を行うための各種パラメータ等を記憶するようになっている。
【0059】
制御部8は、記憶部7に記憶されたプログラムを実行して、搬送部2の搬送速度の制御、判定部5のパラメータの変更、動作モードの切替等、物品検査装置1の各種制御を行うようになっている。
【0060】
検査記録蓄積部9は、被検査物W毎の判定部5による判定結果と、この判定結果の根拠となる検査部3からの検出信号(素データ)の一部と、を記憶するようになっている。すなわち、検査記録蓄積部9はいわゆる検査結果の全数データ収録を行う。
【0061】
具体的には、物品検査装置1が金属検出装置として構成され、検査部3が図2に示す金属検出部3Bから構成される場合、検査記録蓄積部9は、図5(a)に示すように、検査結果データとして、被検査物W毎に、日付、時刻、品種番号、判定結果、ワーク影響値、ワーク位相を記憶する。ワーク影響値、ワーク位相は、判定結果の根拠となるある素データとして記憶される。
【0062】
また、物品検査装置1がX線異物検出装置として構成され、検査部3が図3に示すX線検出部3Aから構成される場合、検査記録蓄積部9は、図5(b)に示すように、検査結果データとして、被検査物W毎に、日付、時刻、品種番号、判定結果、ワーク影響値1、ワーク影響値2を記憶する。ワーク影響値1、ワーク影響値2は、判定結果の根拠となるある素データとして記憶される。
【0063】
また、物品検査装置1が計量装置として構成され、検査部3が図4に示す重量検出部3Cから構成される場合、検査記録蓄積部9は、図5(c)に示すように、検査結果データとして、被検査物W毎に、日付、時刻、品種番号、判定結果、質量、ワーク長を記憶する。質量、ワーク長は、判定結果の根拠となるある素データとして記憶される。なお、ワーク長とは、被検査物Wの搬送方向長さである。
【0064】
また、検査記録蓄積部9は、図5(d)に示す来歴データを記憶するようになっている。来歴データとは、物品検査装置1の運転状況や異常状態の有無等に関する情報である。検査記録蓄積部9に記憶される来歴データは、日付、時刻、品種番号、イベント(運転状況)、詳細(イベントの詳細)、から構成されている。イベントの項目には、運転、停止、作業者変更、品種切替、動作確認(動作確認モードの実行)、検出感度変更、等が記録されている。
【0065】
ここで、制御部8が実行する動作モードとしては、検査部3により被検査物Wを検査して判定部5により良否判定を行う通常の動作モードである通常検査モードの他に、動作確認モードがある。
【0066】
通常検査モードとは、被検査物Wとしての製品に対して異物の有無の検査、計量等を行う動作モードである。動作確認モードとは、通常検査モードの前、または通常検査モード中に、搬送部2により被検査物WとしてテストピースWp(図6参照)を搬送して、テストピースWpに対する検査部3からの検出信号が適正であるか否か等を確認するモードである。
【0067】
なお、物品検査装置1が金属検出装置として構成される場合、テストピースWpとしては、Fe(鉄)、SUS(ステンレス)からなる金属異物サンプルの球体等が用いられ、この場合、動作確認モードにおいてテストピースWpに対する検査部3の感度等の確認が行われる。
【0068】
検査記録蓄積部9には、通常検査モードを実行時の製品を被検査物Wとして良品判定した結果が、図5(a)〜図5(c)の態様で検査結果データとして記憶されるが、動作確認モードを実行時のテストピースWpに対する動作確認結果は、フラグを付す等により製品の被検査物Wの検査結果とは区別されるとともに、図5(a)〜図5(c)の検査結果データとは別に管理される。動作モードが動作確認モードに切替えられた履歴、および動作確認結果は、図5(d)の来歴データに記憶される。
【0069】
本実施の形態の物品検査装置1は、動作モードが通常検査モードで被検査物Wの検査を行っているときに、所定の条件を満足することにより、意図しない動作確認モードへの自動移行を防止するための動作確認待ちフラグ(動作確認可)がオンになり、これがオンのときに、更に、搬入センサ50(第1搬入センサ51、第2搬入センサ52)による被検査物Wの検知タイミングが予め定められた条件を満足すると、動作モードを自動的に動作確認モードに切替えるように構成されている。すなわち、動作確認待ちフラグがオンの状態で、通過検知手段である搬入センサ50(第1搬入センサ51、第2搬入センサ52)のみによる動作モードの動作確認モードへの切替ができ、動作確認待ちフラグがオフの状態では、通過検知手段による被検査物Wの検知に関わらず動作確認モードへの自動移行を禁止するようにしている。
【0070】
動作モードを自動的に動作確認モードに自動的に切替える手法としては、第1搬入センサ51と第2搬入センサ52の両方の検知信号に基づいて動作モードの切替を行う第1の手法と、第1搬入センサ51または第2搬入センサ52の一方の検出信号に基づいて動作モードの切替を行う第2の手法と、を用いることができる。本実施の形態では、第1の手法を用いるように構成されており、第2の手法については、第2の実施の形態以降で説明する。
【0071】
以下、第1の手法について説明する。この場合、制御部8は、第1搬入センサ51、第2搬入センサ52による被検査物Wの検知タイミング、すなわち、第1搬入センサ51、第2搬入センサ52により通過が検知された被検査物Wの搬送間隔に基づいて、物品検査装置1の動作モードを、通常検査モードから動作確認モードに切替えるようになっている。
【0072】
ここで、搬送部2が搬送する被検査物Wは、まず上流に配置された第2搬入センサ52により通過が順次検知され、その後、下流に配置された第1搬入センサ51により通過が順次検知されるが、搬送部2上の第1搬入センサ51と第2搬入センサ52の間にテストピースWpが置かれた場合には、このテストピースWpは、第2搬入センサ52には通過が検知されず、第1搬入センサ51にのみ通過が検知されるため、搬送部2の上段の設備から来た通常の被検査物WではなくテストピースWpであると判別できる。
【0073】
そこで、制御部8は、図6に示すように、動作確認待ちフラグがオンの場合に、第2搬入センサ52が被検査物Wの通過を検知せず、かつ、第1搬入センサ51が被検査物Wの通過を検知したとき、この被検査物WをテストピースWpであると認識し、通常検査モードから動作確認モードに動作モードを切替えるとともに、動作モードが動作確認モードであるとき、第2搬入センサ52が被検査物Wの通過を検知したとき、動作モードを通常検査モードに復帰するようになっている。
【0074】
具体的には、図6において、搬送部2に搬送される複数の被検査物WおよびテストピースWpを搬送順に被検査物W(1)、被検査物W(2)、被検査物W(3)、・・・、テストピースWp(1)、テストピースWp(2)として区別すると、搬送部2には、一連の被検査物W(1)〜被検査物W(4)が相対的に狭い略一定の間隔で載置され、一連の被検査物W(5)〜被検査物W(7)も相対的に狭い略一定の間隔で載置され、被検査物W(4)と被検査物W(5)の間には、相対的に広い間隔が空いている。
【0075】
また、搬送部2には、被検査物W(4)が第1搬入センサ51を通過してから被検査物W(5)が第2搬入センサ52と通過するまでの間のタイミングで、搬送部2の第1搬入センサ51と第2搬入センサ52との間に、テストピースWp(1)とテストピースWp(2)が載置されている。
【0076】
図6のような態様で被検査物WとテストピースWpが搬送されるとき、一連の被検査物W(1)〜被検査物W(4)は、第2搬入センサ52により順次通過が検知され、その後、搬送速度と第1搬入センサ51と第2搬入センサ52との距離に応じた所定時間差で、第1搬入センサ51により順次通過が検知される。
【0077】
同様に、一連の被検査物W(5)〜被検査物W(7)も、第1搬入センサ51と第2搬入センサ52の両方に所定時間差で順次通過が検知される。また、テストピースWp(1)とテストピースWp(2)は、第2搬入センサ52には通過が検知されず、第1搬入センサ51にのみ通過が検知される。
【0078】
そこで、制御部8は、図6に示すように、動作確認待ちフラグがオンの場合に、第2搬入センサ52により通過が検知されなかったテストピースWp(1)が第1搬入センサ51に検知されたとき、このテストピースWp(1)をテストピースであると認識し、通常検査モードから動作確認モードに動作モードを切替える。ここで、動作確認待ちフラグとは、所定条件を満たしてこのフラグがオンのときにのみ、搬入センサ50(ここでは、第1搬入センサ51、第2搬入センサ52)の検知タイミングを監視して動作確認モードへの切替のための判別が実行されるようにするためのフラグであり、これにより、意図しない動作確認モードへの自動移行が防止されるようになっている。
【0079】
また、制御部8は、テストピースWp(1)の通過が第1搬入センサ51に検知されることで動作モードが動作確認モードに切替わっているときに、第2搬入センサ52が被検査物W(5)の通過を検知したとき、動作モードを通常検査モードに復帰(動作確認モードをオフ)する。
【0080】
図7に制御部8により実行される動作モード切替処理のフロー図を示す。図7において、まず、制御部8は、第2搬入センサ52の検知信号がオフとなってから所定時間が経過したか否かを判別し(ステップS11)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS12)。
【0081】
ついで、制御部8は、被検査物Wが第2搬入センサ52に検知されたか否かを判別し(ステップS13)、この判別が"YES"であれば動作確認フラグをオフにして(ステップS14)、ステップS11に戻り、この判別が"NO"であれば被検査物Wが第1搬入センサ51に検知されたか否かを判別する(ステップS15)。
【0082】
制御部8は、ステップS15で被検査物Wが第1搬入センサ51に検知されたとき、すなわち判別が"YES"のときは、動作モードを動作確認モードに切替え(動作確認モードオン)(ステップS16)、この判別が"NO"であればステップS13に戻る。
【0083】
ついで、制御部8は、被検査物Wが第2搬入センサ52に検知されたか否かを判別し(ステップS17)、この判別が"NO"であれば判別を継続し、この判別が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS18)、動作確認待ちフラグをオフにし(ステップS19)、図7の処理を終了する。
【0084】
(第2の実施の形態)
第2の実施の形態について説明する。本実施の形態では、第1搬入センサ51または第2搬入センサ52の一方の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。この場合、制御部8は、第1搬入センサ51または第2搬入センサ52の何れか一方の検出信号を監視して、搬送部2上で隣合う被検査物W同士の通過時間差に基づいて動作モードの切替を行うようになっている。
【0085】
すなわち、検出信号の監視対象となるのは、1つの搬入センサのみであり、第1搬入センサ51であるかまたは第2搬入センサ52であるかを問わないため、以下、第1搬入センサ51と第2搬入センサ52を搬入センサ50と総称し、この搬入センサ50の検出信号を監視して動作モードを切替えるものとして説明する。
【0086】
本実施の形態では、制御部8は、図8に示すように、搬入センサ50が被検査物Wの通過を検知してからの時間が予め定められた所定時間T1(例えば、10秒)以上であったときに動作確認待ちフラグをオンにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態で最初の被検査物Wを検知してから所定時間T2が経過するまでの期間に、NG判定となった被検査物Wがあったときに、通常検査モードから動作確認モードに動作モードを切替えるようになっている。すなわち、動作確認フラグがオンのときにNGと判定した結果と、動作確認モード中に発生した全ての判定結果は、動作確認の結果とする。また、制御部8は、所定時間T2が経過すると動作確認モードおよび動作確認待ちフラグをオフにするようになっている。
【0087】
図9に制御部8により実行される動作モード切替処理のフロー図を示す。図9において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS21)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS22)。
【0088】
ついで、制御部8は、搬入センサ50の検知信号がオンとなってから所定時間T2が経過したか否かを判別し(ステップS23)、この判別が"YES"であれば動作確認待ちフラグをオフにして(ステップS24)、ステップS21に戻り、この判別が"NO"であればNG品が発生したか、すなわち被検査物Wの良否判定結果が不良判定であったか否かを判別する(ステップS25)。
【0089】
ついで、制御部8は、ステップS25の判別結果が"YES"であれば動作確認モードをオンにし(ステップS26)、搬入センサ50の検知信号がオンとなってから所定時間T2が経過したか否かを判別する(ステップS27)。
【0090】
ついで、制御部8は、ステップS27の判別結果が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS28)、動作確認待ちフラグをオフにし(ステップS29)、このフロー図の処理を終了する。
【0091】
(第3の実施の形態)
第3の実施の形態について説明する。本実施の形態では、第2の実施の形態と同様に、搬入センサ50の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。
【0092】
本実施の形態では、制御部8は、図10に示すように、搬入センサ50が被検査物Wの通過を検知してからの時間が予め定められた所定時間T1(例えば、10秒)以上であったときに動作確認待ちフラグをオンにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態でNG判定となった被検査物Wがあったときに、通常検査モードから動作確認モードに動作モードを切替えるようになっている。すなわち、動作確認フラグがオンのときにNGと判定した結果と、動作確認モード中に発生した全ての判定結果は、動作確認の結果とする。また、制御部8は、搬入センサ50により被検査物Wが検知されてから所定時間T3が経過する間に次の被検査物Wが検知されなかったとき(搬入センサ50により通過が検知された被検査物Wの検知間隔が予め定められた所定時間T3以上であったとき)、動作確認モードをオフにして通常検査モードに復帰し、搬入センサ50による被検査物Wの搬送間隔が所定時間T4以下であるとき動作確認待ちフラグをオフにするようになっている。
【0093】
図11に制御部8により実行される動作モード切替処理のフロー図を示す。図11において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS31)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS32)。
【0094】
ついで、制御部8は、搬入センサ50により通過が検知された被検査物Wの搬送間隔が予め定められた所定時間T4(例えば、3秒)以下であるか否かを判別し(ステップS33)、この判別が"YES"(T4以下)であれば動作確認待ちフラグをオフにして(ステップS34)、ステップS31に戻り、この判別が"NO"(T4超)であればNG品が発生したか、すなわち被検査物Wの良否判定結果が不良判定であったか否かを判別する(ステップS35)。
【0095】
ついで、制御部8は、ステップS35の判別結果が"YES"であれば動作確認モードをオンにし(ステップS36)、この判別結果が"NO"であればステップS33に戻る。
【0096】
ついで、制御部8は、ステップS36で動作確認モードをオンにした後に、搬入センサ50による隣合う被検査物Wの検知間隔が所定時間T3以上であるか否かを判別し(ステップS37)、この判別結果が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS38)、ステップS33に戻る。
【0097】
(第4の実施の形態)
第4の実施の形態について説明する。本実施の形態では、第2、第3の実施の形態と同様に、搬入センサ50の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。
【0098】
本実施の形態では、制御部8は、図12に示すように、搬入センサ50が被検査物Wの通過を検知してからの時間が予め定められた所定時間T1(例えば、10秒)以上であったときに動作確認待ちフラグをオンにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態でNG判定となった被検査物Wがあったときに、通常検査モードから動作確認モードに動作モードを切替えるようになっている。すなわち、動作確認フラグがオンのときにNGと判定した結果と、動作確認モード中に発生した全ての判定結果は、動作確認の結果とする。また、制御部8は、搬入センサ50により通過が検知された被検査物Wの数が所定個数(本実施の形態では2個)となったとき、(搬入センサ50により所定個数が検知されてから、その被検査物Wの判定に要する時間以上の予め定められた所定時間T5を経過したとき)、動作確認モードをオフにして通常検査モードに復帰し、動作確認待ちフラグをオフにするようになっている。
【0099】
図13に制御部8により実行される動作モード切替処理のフロー図を示す。図13において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS41)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS42)。
【0100】
ついで、制御部8は、搬入センサ50により通過が検知された被検査物Wの数が2個となったか否かを判別し(ステップS43)、この判別が"YES"であれば動作確認待ちフラグをオフにして(ステップS44)、ステップS41に戻り、この判別が"NO"すなわち検知された被検査物Wの数が0個または1個のときはNG品が発生したか否かを判別する(ステップS45)。
【0101】
ついで、制御部8は、ステップS45の判別結果が"YES"であれば動作確認モードをオンにし(ステップS46)、この判別結果が"NO"であればステップS43に戻る。
【0102】
ついで、制御部8は、ステップS46で動作確認モードをオンにした後に、搬入センサ50により通過が検知された被検査物Wの数が2個となったか否かを判別し(ステップS47)、この判別が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS48)、動作確認待ちフラグをオフにし(ステップS49)、このフロー図の処理を終了する。
【0103】
(第5の実施の形態)
第5実施の形態について説明する。本実施の形態では、第2〜第4の実施の形態と同様に、搬入センサ50の検出信号に基づいて動作モードの切替を行う第2の手法を用いるよう構成されている。
【0104】
本実施の形態では、制御部8は、図14に示すように、搬入センサ50の検知信号の代わりに外部機器からのSW信号を監視し、このSW信号のオンおよびオフに応じて動作確認待ちフラグをオンおよびオフにするようになっている。また、制御部8は、動作確認待ちフラグがオンの状態で搬入センサ50の検知信号がオンになったとき、通常検査モードから動作確認モードに動作モードを切替えるようになっている。また、制御部8は、搬入センサ50の検知信号がオフになってから所定時間T6が経過すると、動作確認モードをオフにして通常検査モードに復帰するようになっている。
【0105】
図15に制御部8により実行される動作モード切替処理のフロー図を示す。図15において、まず、制御部8は、搬入センサ50の検知信号がオフとなってからの時間が所定時間T1以上であるか否かを判別し(ステップS51)、この判別が"YES"であれば動作確認待ちフラグをオンにする(ステップS52)。
【0106】
ついで、制御部8は、外部機器からの外部SWがオフであるか否かを判別し(ステップS53)、この判別が"YES"(外部SWオフ)であれば動作確認待ちフラグをオフにして(ステップS54)、ステップS51に戻り、この判別が"NO"(外部SWオン)であれば搬入センサ50の検知信号がオンであるかを判別する(ステップS55)。
【0107】
ついで、制御部8は、ステップS55の判別結果が"YES"であれば動作確認モードをオンにし(ステップS56)、この判別結果が"NO"であればステップS53に戻る。
【0108】
ついで、制御部8は、ステップS56で動作確認モードをオンにした後に、搬入センサ50の検知信号がオフになってから所定時間T6が経過したか否かを判別し(ステップS57)、この判別が"YES"であれば動作確認モードをオフにして通常検査モードに復帰し(ステップS58)、ステップS53に戻る。
【0109】
以上のように、第1〜第5の実施の形態に係る物品検査装置1は、搬送部2に設けられ、搬送される被検査物Wの通過を検知する搬入センサ50(第1搬入センサ51、第2搬入センサ52)と、搬入センサ50により通過が検知される検知タイミングに基づいて、被検査物Wを検査する通常検査モードから検査部3の動作確認を行う動作確認モードに動作モードを切替える制御部8と、を備えたことを特徴とする。
【0110】
この構成により、制御部8は、搬入センサ50により通過が検知された被検査物Wの搬送間隔に基づいて、通常検査モードから動作確認モードに動作モードを切替えるため、ユーザーによる動作モードの切替操作に依存することなく動作モードを動作確認モードに切替えることができるとともに、被検査物WがテストピースWpであることを識別するための複雑な手段を設けることなく搬入センサ50のみにより動作モードを動作確認モードに切替えることができる。従って、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0111】
また、第1の実施の形態に係る物品検査装置1は、搬入センサ50として、検査部3より搬送方向上流側に配置され被検査物Wの通過を検知する第1搬入センサ51と、この第1搬入センサ51より搬送方向上流側に配置され被検査物Wの通過を検知する第2搬入センサ52と、を有し、制御部8は、第2搬入センサ52が被検査物Wの通過を検知せず、かつ、第1搬入センサ51が被検査物Wの通過を検知したとき、通常検査モードから動作確認モードに動作モードを切替えることを特徴とする。
【0112】
この構成により、搬送部2上の第1搬入センサ51と第2搬入センサ52の間に被検査物WとしてテストピースWpが載置されると、このテストピースWpが第1搬入センサ51のみに検知され、動作モードが通常検査モードから動作確認モードに切替えられることとなるので、被検査物Wが製品であるかまたはテストピースWpであるかが明確に識別され、確実かつ自動的に動作モードを動作確認モードに切替えることができる。
【0113】
また、第1の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、第2搬入センサ52が被検査物Wの通過を検知したとき、動作モードを通常検査モードに復帰することを特徴とする。
【0114】
この構成により、被検査物Wが上段のラインから搬送されてきた製品であるときは第2搬入センサ52に検知されるので、被検査物Wが製品であるかまたはテストピースWpであるかが明確に識別され、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0115】
また、第2〜第4の実施の形態に係る物品検査装置1は、制御部8は、搬入センサ50により通過が検知された被検査物Wの搬送間隔が予め定められた第1の所定時間以上であり、かつ、前記被検査物が前記判定手段により不良と判定されたとき、通常検査モードから動作確認モードに動作モードを切替えることを特徴とする。
【0116】
この構成により、被検査物Wの搬送間隔が第1の所定時間以上となるような通常の搬送間隔と異なる状況と、被検査物Wの良否判定が不良判定となるような通常と異なる状況が重なったときのみ、通常検査モードから動作確認モードに動作モードが切替わるので、意図しない動作確認モードへの自動移行を防止することができる。
【0117】
また、第2の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、動作モードを動作確認モードに切替えてからの時間が、予め定められた第2の所定時間T2以上となったとき、動作モードを通常検査モードに復帰することを特徴とする。
【0118】
この構成により、動作確認モードの継続時間である第2の所定時間T2を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0119】
また、第3の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、搬入センサ50により通過が検知された被検査物Wの検知間隔が予め定められた第3の所定時間T3以上であったとき、動作モードを通常検査モードに復帰することを特徴とする。
【0120】
この構成により、被検査物Wの検知間隔である第3の所定時間を適切に設定することで、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【0121】
また、第4の実施の形態に係る物品検査装置1は、制御部8は、動作モードが動作確認モードの場合に、搬入センサ50により通過が検知された被検査物Wの個数が予め定められた所定個数であったとき、動作モードを通常検査モードに復帰することを特徴とする。
【0122】
この構成により、動作モードが動作確認モードに切替わってからの被検査物Wの検知個数が所定個数になると、動作モードが通常検査モードに復帰するので、簡易な構成により、確実かつ自動的に動作モードを通常検査モードに復帰することができる。
【産業上の利用可能性】
【0123】
以上のように、本発明に係る物品検査装置は、装置構成が複雑化することなく、確実かつ自動的に動作モードを動作確認モードに切替えることができるという効果を有し、通常検査モードと動作確認モードとを切替える物品検査装置として有用である。
【符号の説明】
【0124】
1 物品検査装置
2 搬送部(搬送手段)
3 検査部(検査手段)
3A X線検出部
3B 金属検出部
3C 重量検出部
4 表示操作部
5 判定部(判定手段)
6 制御回路
7 記憶部
8 制御部(動作モード切替手段)
9 検査記録蓄積部
50 搬入センサ(通過検知手段)
51 第1搬入センサ(通過検知手段、第1の通過検知手段)
52 第2搬入センサ(通過検知手段、第2の通過検知手段)
W 被検査物
Wp テストピース
【特許請求の範囲】
【請求項1】
被検査物(W)を検査して検査信号を出力する検査手段(3)と、
前記検査手段に前記被検査物を順次搬送する搬送手段(2)と、
前記検査手段からの検査信号に基づいて前記被検査物の良否を判定する判定手段(5)と、を備えた物品検査装置(1)において、
前記搬送手段に設けられ、搬送される前記被検査物の通過を検知する通過検知手段(51、52)と、
前記通過検知手段により通過が検知される検知タイミングに基づいて、前記被検査物を検査する通常検査モードから前記検査手段の動作確認を行う動作確認モードに動作モードを切替える動作モード切替手段(8)と、を備えたことを特徴とする物品検査装置。
【請求項2】
前記通過検知手段は、前記検査手段より搬送方向上流側に配置され前記被検査物の通過を検知する第1の通過検知手段(51)と、該第1の通過検知手段より搬送方向上流側に配置され前記被検査物の通過を検知する第2の通過検知手段(52)と、を有し、
前記動作モード切替手段は、前記第2の通過検知手段が前記被検査物の通過を検知せず、かつ、前記第1の通過検知手段が前記被検査物の通過を検知したとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする請求項1に記載の物品検査装置。
【請求項3】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記第2の通過検知手段が前記被検査物の通過を検知したとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項2に記載の物品検査装置。
【請求項4】
前記動作モード切替手段は、前記通過検知手段により通過が検知された前記被検査物の搬送間隔が予め定められた第1の所定時間(T1)以上であり、かつ、前記被検査物が前記判定手段により不良と判定されたとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする請求項1に記載の物品検査装置。
【請求項5】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記動作モードを前記動作確認モードに切替えてからの時間が、予め定められた第2の所定時間(T2)以上となったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項4に記載の物品検査装置。
【請求項6】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の検知間隔が予め定められた第3の所定時間(T3)以上であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項4に記載の物品検査装置。
【請求項7】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の個数が予め定められた所定個数であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項4に記載の物品検査装置。
【請求項1】
被検査物(W)を検査して検査信号を出力する検査手段(3)と、
前記検査手段に前記被検査物を順次搬送する搬送手段(2)と、
前記検査手段からの検査信号に基づいて前記被検査物の良否を判定する判定手段(5)と、を備えた物品検査装置(1)において、
前記搬送手段に設けられ、搬送される前記被検査物の通過を検知する通過検知手段(51、52)と、
前記通過検知手段により通過が検知される検知タイミングに基づいて、前記被検査物を検査する通常検査モードから前記検査手段の動作確認を行う動作確認モードに動作モードを切替える動作モード切替手段(8)と、を備えたことを特徴とする物品検査装置。
【請求項2】
前記通過検知手段は、前記検査手段より搬送方向上流側に配置され前記被検査物の通過を検知する第1の通過検知手段(51)と、該第1の通過検知手段より搬送方向上流側に配置され前記被検査物の通過を検知する第2の通過検知手段(52)と、を有し、
前記動作モード切替手段は、前記第2の通過検知手段が前記被検査物の通過を検知せず、かつ、前記第1の通過検知手段が前記被検査物の通過を検知したとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする請求項1に記載の物品検査装置。
【請求項3】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記第2の通過検知手段が前記被検査物の通過を検知したとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項2に記載の物品検査装置。
【請求項4】
前記動作モード切替手段は、前記通過検知手段により通過が検知された前記被検査物の搬送間隔が予め定められた第1の所定時間(T1)以上であり、かつ、前記被検査物が前記判定手段により不良と判定されたとき、前記通常検査モードから前記動作確認モードに動作モードを切替えることを特徴とする請求項1に記載の物品検査装置。
【請求項5】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記動作モードを前記動作確認モードに切替えてからの時間が、予め定められた第2の所定時間(T2)以上となったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項4に記載の物品検査装置。
【請求項6】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の検知間隔が予め定められた第3の所定時間(T3)以上であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項4に記載の物品検査装置。
【請求項7】
前記動作モード切替手段は、前記動作モードが前記動作確認モードの場合に、前記通過検知手段により通過が検知された前記被検査物の個数が予め定められた所定個数であったとき、前記動作モードを前記通常検査モードに復帰することを特徴とする請求項4に記載の物品検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−113784(P2013−113784A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−262223(P2011−262223)
【出願日】平成23年11月30日(2011.11.30)
【出願人】(302046001)アンリツ産機システム株式会社 (238)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【出願人】(302046001)アンリツ産機システム株式会社 (238)
【Fターム(参考)】
[ Back to top ]