
物品移送装置およびそれを備えた包装システム
【課題】製袋包装機の横シール部分への物品の噛み込みに起因するシール不良を低減することができる、製袋包装機への物品移送装置を提供する。
【解決手段】物品移送装置4は、漏斗状構造体40と、高圧空気供給管49とを備える。漏斗状構造体40には、上方から落下してくる物品を受け入れるための上端開口40aと、製袋包装機へと物品を落とすための下端開口40bと、それらの開口40a,40bの間の内側空間S2とが形成される。内側空間S2の上部の断面積は、内側空間S2の下部の断面積よりも大きい。内側空間S2を囲う内周面40cには、螺旋状に配置された多数の空気噴出穴41cが形成される。高圧空気供給管49は、多数の空気噴出穴41cから内側空間S2に向けて気体を吹き出させる。
【解決手段】物品移送装置4は、漏斗状構造体40と、高圧空気供給管49とを備える。漏斗状構造体40には、上方から落下してくる物品を受け入れるための上端開口40aと、製袋包装機へと物品を落とすための下端開口40bと、それらの開口40a,40bの間の内側空間S2とが形成される。内側空間S2の上部の断面積は、内側空間S2の下部の断面積よりも大きい。内側空間S2を囲う内周面40cには、螺旋状に配置された多数の空気噴出穴41cが形成される。高圧空気供給管49は、多数の空気噴出穴41cから内側空間S2に向けて気体を吹き出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製袋包装機への物品移送装置およびそれを備えた包装システムに関する。
【背景技術】
【0002】
従来から、シート状の包材を筒状に成形し、その中にスナック菓子などの物品を充填した状態で包材の上下の端部を横シールして袋を製造する製袋包装機が存在する。例えば、縦型の製袋包装機は、シート状の包材を筒状に成形した後、筒状の包材の縦に重なり合う両縁を縦シールする。そして、落下してきた物品が筒状の包材の内部空間に位置している状態のときに、筒状の包材のうち1つの袋になる部分の上下の端部が順に横シールされ、筒状の包材の中に物品が存在する状態で下シール部と上シール部が形成される。詳細には、先行する袋の上端部となる部分と後続の袋の下端部となる部分とにまたがって横シールが施され、その直後(あるいは同時)に横シール部分の中央がカッターにより上下に切り離され、筒状の包材に下シール部および上シール部が形成される。このような動作の繰り返しにより、製袋包装機は、物品が充填された袋を連続的に製造する。
【0003】
ここで、袋に充填される物品がポテトチップスのように比重の小さい物品であった場合、一群の物品が落下してくるときに上下に間延びし、横シール部分に物品が噛み込んでしまうことがある。このような噛み込みによるシール不良を抑制するために、特許文献1(特開昭61−190410号公報)に開示されている技術など、各社が工夫を凝らしている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1(特開昭61−190410号公報)に開示されている包装装置では、充填物の落下速度を加速する空気流を作るために、下方に向く開口から内部に空気を入れているが、それらの開口4の配置に特徴はない。吸引ファンによってホッパの下方で充填パイプから空気を吸引するといった特徴はあるものの、開口4については、フラップ19を形成して下方へ向く空気流を生じさせることのみが記述されている。
【0005】
しかし、袋の長さを小さくして、物品群(充填物)を小さな袋に充填するためには、特許文献1(特開昭61−190410号公報)の包装装置の構成では不十分である。
【0006】
本発明の課題は、製袋包装機へ落下させる物品が製袋包装機においてコンパクトにまとまるような物品移送装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係る物品移送装置は、製袋包装機へ物品を落下させる装置である。製袋包装機は、筒状の包材を横シールすることで、上方から落下してくる物品が充填された袋を、筒状の包材から製造する機械である。物品移送装置は、筒状部と、気体吹出部とを備えている。筒状部には、上方から落下してくる物品を受け入れるための上端開口と、製袋包装機へと物品を落とすための下端開口と、上端開口と下端開口との間の空間である内側空間とが形成されている。また、筒状部の内側空間の上部の断面積は、内側空間の下部の断面積よりも大きい。そして、筒状部の内側空間を囲う内周面には、螺旋状(弦巻線状)に配置された複数の穴が形成されている。気体吹出部は、筒状部の複数の穴から、筒状部の内側空間に向けて、気体を吹き出させる。
【0008】
ここでは、気体吹出部が、筒状部の内周面に螺旋状に配置された複数の穴から、内側空間に向けて気体を吹き出させる。すると、内側空間に螺旋状の気体の流れが生じるようになり、内側空間を落下する物品に、筒状部の内周面に沿った回転力(旋回力)が作用する。これにより、旋回する運動をしながら物品が製袋包装機へと落下していくようになり、製袋包装機において袋への物品の充填度合いが向上する。
【0009】
なお、気体吹出部は、筒状部の複数の穴から内側空間に向けて気体を連続的に吹き出させてもよいし、間欠的に吹き出させてもよい。
【0010】
また、筒状部の内側空間の断面積は、下端開口から上端開口に向けて徐々に大きくなっていることが好ましい。この場合には、内周面に急な段差部などが存在しなくなり、物品が内周面に衝突することによる物品の損傷がより低減される。
【0011】
また、筒状部の内周面の鉛直線に対する傾斜角度は、3°〜25°であることが好ましい。この傾斜角度が大きければ、たとえ内周面に形成した複数の穴から気体を内側空間に吹き出していても物品の内周面への物理的な衝突の頻度が高くなり、物品の損傷がある程度避けられないためである。ポテトチップスのような比重の小さな物品を扱う場合には、さらに傾斜角度を3°〜20°の範囲に設定することが好ましい。
【0012】
本発明に係る包装システムは、上述の本発明に係る物品移送装置と、製袋包装機とから成る包装システムである。製袋包装機は、シート状の包材を筒状に成形するフォーマー部と、そのフォーマー部で筒状となった包材の中に物品がある状態において筒状の包材を横シールする横シール部とを有している。そして、製袋包装機は、物品が充填された袋を製造する。物品移送装置は、製袋包装機のフォーマー部の上方に位置しており、筒状の包材の内部空間に向けて物品を落下させる。
【発明の効果】
【0013】
本発明によれば、旋回する運動をしながら物品が製袋包装機へと落下していくようになり、製袋包装機において物品がコンパクトにまとまる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係る物品移送装置、製袋包装機および計量機の概略斜視図。
【図2】物品移送装置、製袋包装機および計量機の制御ブロック図。
【図3】製袋包装機の主要部分に対する物品移送装置の配置を示す概略斜視図。
【図4】漏斗状構造体の側面図を含む物品移送装置の概略図。
【図5】漏斗状構造体の平面図。
【図6】図5のVI-VI矢視断面図。
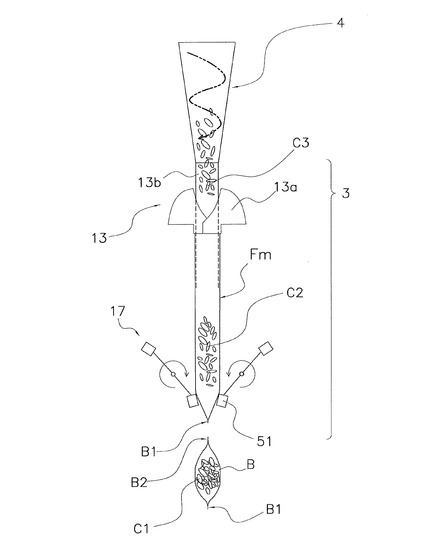
【図7】物品移送装置および製袋包装機における物品の落下状態を示す図。
【図8】物品移送装置および製袋包装機における物品の落下状態を示す図。
【発明を実施するための形態】
【0015】
〔全体概略〕
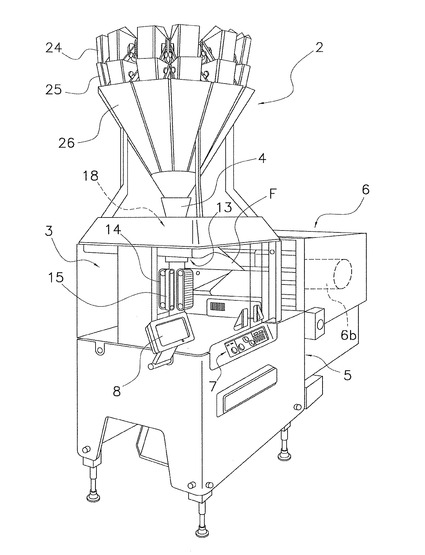
本発明の一実施形態に係る物品移送装置4および縦型の製袋包装機3から成る包装システムを、その上方に配置される計量機2とともに図1に示す。この包装システムは、物品となるポテトチップス等のみかけ比重の小さな物品(食品)をフィルムで覆い、筒状となったフィルムを縦および横にシールして袋を製造する。
【0016】
物品は、包装システムの物品移送装置4の上方の計量機2から、所定量ずつ落下してくる。計量機2は、フィーダ、プールホッパ24、計量ホッパ25、集合排出シュート26などから構成される組み合わせ計量装置である。
【0017】
物品移送装置4は、製袋包装機3における物品の充填効率を上げるため、後述する内側漏斗部材41の内周面40cに沿って物品が回るように物品に力を加えるともに、その内周面40cと物品との接触による物品の損傷(例えば、物品がポテトチップスの場合、ポテトチップスの割れ)が低減されるように内周面40cから空気を吹き出す。
【0018】
計量機2から物品移送装置4に落下し、さらに物品移送装置4から下方に落ちてきた物品は、製袋包装機3に入る。製袋包装機3は、物品の袋詰めを行う本体部分である製袋包装ユニット5(図3参照)と、この製袋包装ユニット5に袋となるフィルムFを供給するフィルム供給ユニット6と、両ユニット5,6の駆動部分の動きを制御する制御装置90(図2参照)とから構成されている。製袋包装機3において、物品はフィルムで覆われ、筒状のフィルムが縦シール、横シールされることによって、物品が充填された袋B(図3および図8を参照)が連続的に製造されていく。
【0019】
〔製袋包装機のフィルム供給ユニット〕
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6では、フィルムFが巻かれたフィルムロール6bがセットされており、このフィルムロール6bからフィルムFが繰り出される。
【0020】
フィルムロール6bから繰り出されるフィルムFは、フィルムロール6bを回転させる送出モータ6a(図2参照)の作動により送り出され、後述する製袋包装ユニット5のプルダウンベルト機構14の作動により製袋包装ユニット5側に引っ張られて、搬送が為される。送出モータ6aやプルダウンベルト機構14の動きは制御装置90によって制御される。
【0021】
〔製袋包装機の製袋包装ユニット〕
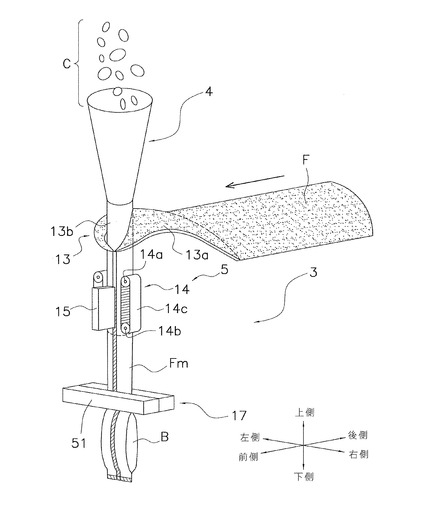
製袋包装ユニット5は、図3に示すように、シート状で送られてくるフィルムFを筒状に成形する成形機構13と、筒状となったフィルムF(以下、筒状フィルムFmという。)を下方に搬送するプルダウンベルト機構14と、筒状フィルムFmの両側部の重なり部分を縦にシールする縦シール機構15と、筒状フィルムFmを横にシールすることで袋Bの上下の端部を熱封止する横シール機構17とを有している。
【0022】
<成形機構13>
成形機構13は、チューブ13bと、フォーマー13aとを有している。チューブ13bは、円筒形状の部材であり、上下端が開口している。このチューブ13bの上端の円形開口は、後述する物品移送装置4の漏斗状構造体の下端開口40bとつながっている。
【0023】
フォーマー13aは、チューブ13bを取り囲むように配置されている。フォーマー13aは、シート状のフィルムFをチューブ13bの周囲に巻きつかせるような形状をしている(図3参照)。フィルムロール6bから繰り出されてきたシート状のフィルムFは、フォーマー13aと下チューブ13bとの間を通るときに筒状に成形され、フィルムFの上面が筒状フィルムFmの内周面となり、フィルムFの下面が筒状フィルムFmの外周面となる。
【0024】
<プルダウンベルト機構14>
プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に搬送する機構であり、図3に示すように、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cを駆動ローラ14aおよび従動ローラ14bによって回して筒状フィルムFmを下方に運ぶ。なお、図3においては、駆動ローラ14a等を回転させるローラ駆動モータの図示を省略している。
【0025】
<縦シール機構15>
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、チューブ13bの正面側に位置しており、ヒーターや、そのヒーターにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、図示しないが、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置も備えている。
【0026】
<横シール機構17>
横シール機構17は、成形機構13、プルダウンベルト機構14および縦シール機構15の下方に配置されている。横シール機構17は、ヒーターを内蔵する一対のシールジョー51を含む機構である(図3、図7および図8を参照)。
【0027】
一対のシールジョー51は、互いに対称な軌跡を描きながら略D字状に旋回する。この旋回移動の駆動機構として、特開平10−53206号公報に開示されているようなものを用いており、図2に示すジョー押圧用モータ51aや旋回用モータ51bを備えている。そして、略D字状に旋回する一対のシールジョー51は、互いに押しつけ合う状態で筒状フィルムFmを挟持し、袋の上下の端部となる筒状フィルムFmの一部分に圧力および熱を加えてシール(横シール)を施す。また、シールジョー51の片方の内部には、図示しないカッターが内蔵されている。このカッターは、シールジョー51による横シール部分の高さ方向の中心位置において、袋Bと後続の筒状フィルムFmとを切り離す役割を果たす。図8に示すように、切り離された後の袋Bや後続の筒状フィルムFmには、横シールによって下シール部B1および上シール部B2が形成される。
【0028】
〔物品移送装置〕
物品移送装置4は、下シール部B1に向かって筒状フィルムFm内を落ちていく物品(図8の物品群C2を参照)を鉛直方向にコンパクト化する目的で配備されている装置である。この物品移送装置4を配備することで、下シール部B1に続く筒状フィルムFmの中における物品群の充填率が向上し、物品群が内側に存在する状態の筒状フィルムFmの内部空間におけるデッドスペース(物品が存在しないスペース)が少なくなる。具体的には、物品移送装置4がなければ、筒状フィルムFmの内部空間における物品群の分布状態は逆円錐状になるが、物品移送装置4を配備することで、下シール部B1の直上空間の両サイド部分にも物品が入り込むようになる。
【0029】
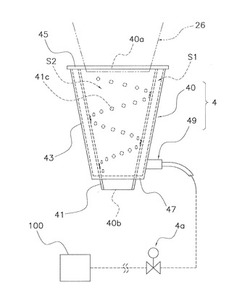
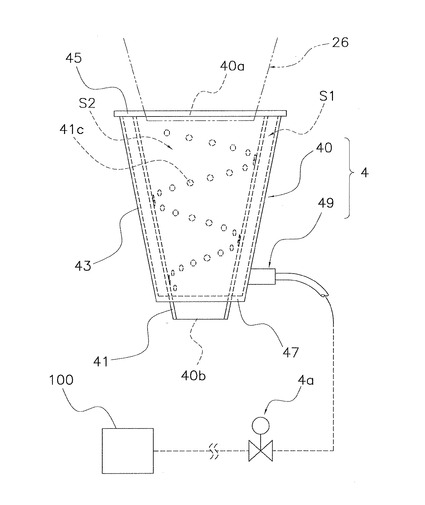
物品移送装置4は、主として、漏斗状構造体40と、高圧空気供給管49とから構成される。
【0030】
漏斗状構造体40は、図4〜6に示すように、内側漏斗部材41と、外側漏斗部材43と、上部環状蓋部材45と、下部環状蓋部材47とから成る透明樹脂製で筒状の構造体であり、上端に上端開口40a、下端に下端開口40bが形成されている。
【0031】
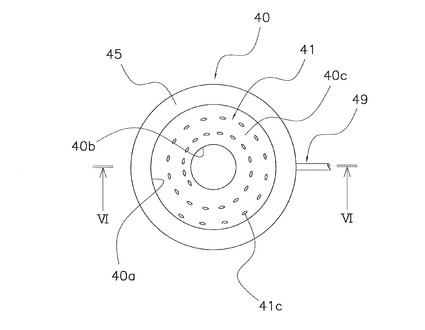
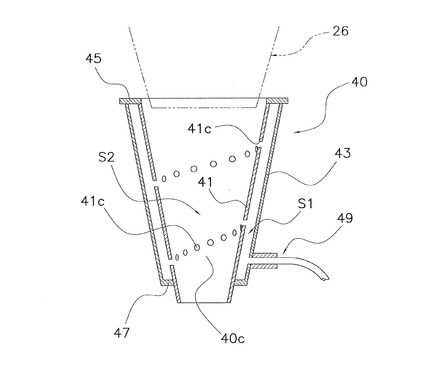
上下が開いている内側漏斗部材41は、漏斗状構造体40の内側空間S2を囲う漏斗形状の部材であって、その内周面が漏斗状構造体40の内周面40cとなっている。この内周面40cには、上部から下部にかけて螺旋状に並ぶ多数の空気噴出穴41cが形成されている。ここでは、平面図である図5に示すように、30以上の空気噴出穴41cが形成されている。平面視においては、空気噴出穴41cは、旋回するにつれ中心へと近づく曲線(渦巻線)に沿って並んでおり(図5参照)、ここでは約2巻の渦巻線に沿って並んでいる。なお、内側漏斗部材41の下端の開口は、漏斗状構造体40の下端開口40bとなっている。また、図4〜6に示すように、漏斗形状の内側漏斗部材41の内側の空間である漏斗状構造体40の内側空間S2は、その上部の断面積が下部の断面積よりも大きく、下端開口40bから上端開口40aに向けて内側空間S2の断面積は徐々に大きくなっている。
【0032】
外側漏斗部材43は、いずれの高さ位置においても内側漏斗部材41よりも外径が大きな漏斗形状の部材である。外側漏斗部材43、内側漏斗部材41とも、内周面および外周面の鉛直線に対する傾斜角度は等しく、その傾斜角度は3°〜25°の範囲に設定されている。外側漏斗部材43には、後述する高圧空気供給管49の先端のソケットが装着される円孔が開けられている。
【0033】
上部環状蓋部材45および下部環状蓋部材47は、筒状の内側漏斗部材41と外側漏斗部材43とに挟まれた筒状の空間の上下を塞ぐために設けられた部材である。上部環状蓋部材45および下部環状蓋部材47は、内側漏斗部材41或いは外側漏斗部材43と一体的に成形されていてもよいし、別体であってもよい。これらの上部環状蓋部材45および下部環状蓋部材47が塞いだ、内側漏斗部材41と外側漏斗部材43とに挟まれた筒状の空間を、以下、高圧空気供給空間S1と呼ぶ(図4及び図6を参照)。なお、上部環状蓋部材45の開口が、漏斗状構造体40の上端開口40aとなっている。
【0034】
高圧空気供給管49は、その先端が外側漏斗部材43に開けられた円孔にソケットを介して接続され、漏斗状構造体40の高圧空気供給空間S1へと高圧空気を送り込む。高圧空気供給管49へは、工場内の高圧空気供給設備あるいはブロアといった送風機である高圧空気供給源100(図4参照)から高圧空気が供給される。また、高圧空気供給管49には、エアー遮断弁4aが配備されている。エアー遮断弁4aの開閉指令は、後述する制御装置90が行う。
【0035】
〔制御装置〕
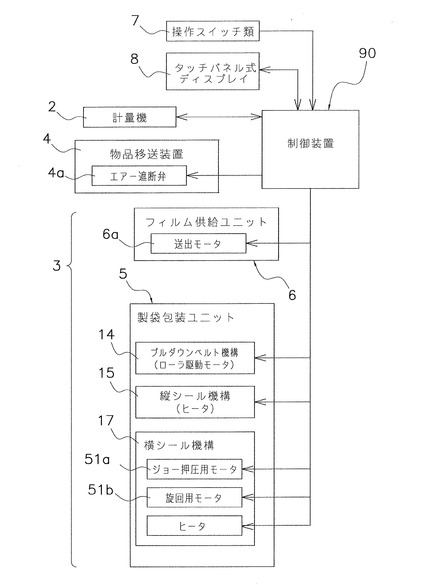
制御装置90は、計量機2の制御、物品移送装置4のエアー遮断弁4aの開閉制御、および製袋包装機3の制御を行うものであって、CPU、ROM、RAMなどから構成されている。制御装置90は、図1および図2に示す操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作や設定に従って、フィルム供給ユニット6や製袋包装ユニット5の各機構の駆動部分などを制御する。また、制御装置90は、計量機2のフィーダ、プールホッパ24、計量ホッパ25などの駆動を制御する。さらに、制御装置90は、計量機2および製袋包装機3にある各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0036】
この制御装置90は、製袋包装ユニット5のプルダウンベルト機構14、縦シール機構15、横シール機構17とともに、物品移送装置4のエアー遮断弁4aに開閉指令を送る役割も果たしている。
【0037】
〔製袋包装機へと物品を落下させる物品移送装置の役割および特徴〕
(1)
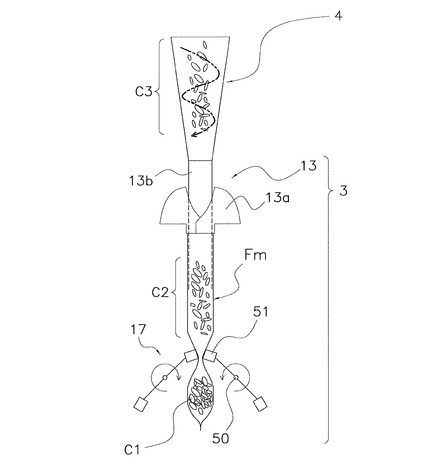
物品移送装置4は、計量機2から落下してくる物品群(図3の物品群Cを参照)を、漏斗状構造体40の上端開口40aから受け入れる。その後、物品群は、漏斗状構造体40の内側空間S2を落下していき(図7の物品群C3を参照)、漏斗状構造体40の下端開口40bから物品群を製袋包装機3のチューブ13bの中へと落とす(図8の物品群C3を参照)。物品群が漏斗状構造体40の内側空間S2を落下しているときには、高圧空気供給管49から漏斗状構造体40の高圧空気供給空間S1へと高圧空気が送り込まれており、高圧空気供給空間S1にある高圧空気が、螺旋状に並ぶ多数の空気噴出穴41cから内側空間S2へと吹き出されている。製袋包装機3では連続的に袋Bが製造されており、製袋包装機3のチューブ13bにつながっている物品移送装置4の内側空間S2でも、上から下へと流れる空気流が生じている。この空気流に螺旋状に並ぶ空気噴出穴41cから吹き出される空気が合流することで、漏斗状構造体40の内側空間S2には、図7及び図8において二点鎖線で示すような、漏斗状構造体40の内周面40cに沿った螺旋状の下向きの空気の旋回流が生じる。
【0038】
この螺旋状の旋回流が漏斗状構造体40の内側空間S2に生じるため、計量機2から落下してくる物品群は、整列されるとともに、遠心力がかけられた状態で製袋包装機3へと落下していくことになる。これにより、製袋包装機3において、下シール部B1の直上の筒状フィルムFmの内部空間の両サイド部分にも物品が入り込むようになり、筒状フィルムFmの内部空間におけるデッドスペース(物品が存在しないスペース)が少なくなる。すなわち、漏斗状構造体40の内側空間S2に螺旋状の旋回流を生じさせたことによって、物品の充填効率が向上している。
【0039】
なお、製袋包装機3のフォーマー13aの下方空間において旋回流を発生させる構成を採ることもできるが、その高さ位置で物品群に旋回流を当てても殆ど効果がなく、デッドスペースも変わらずに存在してしまう結果となる。これに対し、本実施形態の包装システムでは、製袋包装機3の上方に物品移送装置4を配備し、その高さ位置で物品群に螺旋状の空気の旋回流を当てているため、物品群が内側に存在する状態の筒状フィルムFmの内部空間におけるデッドスペースを低減することができている。
【0040】
(2)
また、本実施形態に係る物品移送装置4では、下端開口40bから上端開口40aに向けて内側空間S2の断面積は徐々に大きくなり、内側空間S2を囲う面、すなわち内側漏斗部材41の内周面40cの鉛直線に対する傾斜角度は3°〜25°の範囲に設定されている。このため、内側漏斗部材41の内周面40cに急な段差部は存在せず、物品が内周面40cに衝突することによる物品の損傷は殆ど起きない。内側漏斗部材41に形成された螺旋状に並ぶ空気噴出穴41cから吹き出される空気は、内周面40cに沿った螺旋状の旋回流となり、物品が内周面40cに衝突するときの衝突エネルギーを緩和あるいは吸収するからである。
【0041】
上述の(1)、(2)に関する具体的な実験結果を、以下に示す。
【実施例】
【0042】
<実験条件>
・サンプル(物品):コーンチップ
・能力:連続製袋で120bpm(1分間に120袋)〜130bpm
・袋サイズA:幅152mm、高さ200mm(幅140mm、高さ190mm)
・袋サイズB:幅152mm、高さ178mm(幅140mm、高さ170mm)
*A,Bとも、括弧内は袋内の物品が占める領域
<使用した計量機、物品移送装置および製袋包装機>
・計量機:株式会社イシダ製のCCW−R−214W
・製袋包装機:株式会社イシダ製のATLAS
・図4〜6に示す上述の物品移送装置4
<実験内容および評価基準>
物品移送装置4を配備しない状態では横シール部分にコーンチップが噛み込む不良が5%以上生じていた、上述の小さい袋サイズに挑戦している実験条件において、物品移送装置4を追加した包装システムで、横シール部分への噛み込み率(シール不良率)が許容範囲に収まるかどうかを評価する。
【0043】
<実験結果>
シール不良率が、許容範囲である1%以下に下がった。
【0044】
〔変形例〕
(A)
上記の実施形態では、製袋包装時において物品移送装置4のエアー遮断弁4aを常時開けているという前提で説明を行っているが、製袋包装機3の横シール動作のタイミングに合わせてエアー遮断弁4aを開閉させることも考えられる。
【0045】
(B)
また、上記の実施形態では、漏斗状構造体40に2つの漏斗部材41,43の間に高圧空気供給空間S1を形成し、そこに高圧空気を供給しているが、外側漏斗部材43をなくし、内側漏斗部材41の空気噴出穴41cに高圧空気供給用のチューブを直接つなげてもよい。
【符号の説明】
【0046】
2 計量機
3 製袋包装機
4 物品移送装置
13 成形機構
13a フォーマー
13b チューブ
17 横シール機構
40 漏斗状構造体(筒状部)
40a 漏斗状構造体の上端開口
40b 漏斗状構造体の下端開口
40c 漏斗状構造体の内周面(=内側漏斗部材の内周面)
41 内側漏斗部材
41c 螺旋状に配列されている内側漏斗部材の多数の空気噴出穴
43 外側漏斗部材
45 上部環状蓋部材
47 下部環状蓋部材
49 高圧空気供給管(気体吹出部)
90 制御装置
100 高圧空気供給源
B 袋
F シート状フィルム(包材)
Fm 筒状フィルム(筒状の包材)
S1 高圧空気供給空間
S2 漏斗状構造体の内側空間
【先行技術文献】
【特許文献】
【0047】
【特許文献1】特開昭61−190410号公報
【技術分野】
【0001】
本発明は、製袋包装機への物品移送装置およびそれを備えた包装システムに関する。
【背景技術】
【0002】
従来から、シート状の包材を筒状に成形し、その中にスナック菓子などの物品を充填した状態で包材の上下の端部を横シールして袋を製造する製袋包装機が存在する。例えば、縦型の製袋包装機は、シート状の包材を筒状に成形した後、筒状の包材の縦に重なり合う両縁を縦シールする。そして、落下してきた物品が筒状の包材の内部空間に位置している状態のときに、筒状の包材のうち1つの袋になる部分の上下の端部が順に横シールされ、筒状の包材の中に物品が存在する状態で下シール部と上シール部が形成される。詳細には、先行する袋の上端部となる部分と後続の袋の下端部となる部分とにまたがって横シールが施され、その直後(あるいは同時)に横シール部分の中央がカッターにより上下に切り離され、筒状の包材に下シール部および上シール部が形成される。このような動作の繰り返しにより、製袋包装機は、物品が充填された袋を連続的に製造する。
【0003】
ここで、袋に充填される物品がポテトチップスのように比重の小さい物品であった場合、一群の物品が落下してくるときに上下に間延びし、横シール部分に物品が噛み込んでしまうことがある。このような噛み込みによるシール不良を抑制するために、特許文献1(特開昭61−190410号公報)に開示されている技術など、各社が工夫を凝らしている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1(特開昭61−190410号公報)に開示されている包装装置では、充填物の落下速度を加速する空気流を作るために、下方に向く開口から内部に空気を入れているが、それらの開口4の配置に特徴はない。吸引ファンによってホッパの下方で充填パイプから空気を吸引するといった特徴はあるものの、開口4については、フラップ19を形成して下方へ向く空気流を生じさせることのみが記述されている。
【0005】
しかし、袋の長さを小さくして、物品群(充填物)を小さな袋に充填するためには、特許文献1(特開昭61−190410号公報)の包装装置の構成では不十分である。
【0006】
本発明の課題は、製袋包装機へ落下させる物品が製袋包装機においてコンパクトにまとまるような物品移送装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係る物品移送装置は、製袋包装機へ物品を落下させる装置である。製袋包装機は、筒状の包材を横シールすることで、上方から落下してくる物品が充填された袋を、筒状の包材から製造する機械である。物品移送装置は、筒状部と、気体吹出部とを備えている。筒状部には、上方から落下してくる物品を受け入れるための上端開口と、製袋包装機へと物品を落とすための下端開口と、上端開口と下端開口との間の空間である内側空間とが形成されている。また、筒状部の内側空間の上部の断面積は、内側空間の下部の断面積よりも大きい。そして、筒状部の内側空間を囲う内周面には、螺旋状(弦巻線状)に配置された複数の穴が形成されている。気体吹出部は、筒状部の複数の穴から、筒状部の内側空間に向けて、気体を吹き出させる。
【0008】
ここでは、気体吹出部が、筒状部の内周面に螺旋状に配置された複数の穴から、内側空間に向けて気体を吹き出させる。すると、内側空間に螺旋状の気体の流れが生じるようになり、内側空間を落下する物品に、筒状部の内周面に沿った回転力(旋回力)が作用する。これにより、旋回する運動をしながら物品が製袋包装機へと落下していくようになり、製袋包装機において袋への物品の充填度合いが向上する。
【0009】
なお、気体吹出部は、筒状部の複数の穴から内側空間に向けて気体を連続的に吹き出させてもよいし、間欠的に吹き出させてもよい。
【0010】
また、筒状部の内側空間の断面積は、下端開口から上端開口に向けて徐々に大きくなっていることが好ましい。この場合には、内周面に急な段差部などが存在しなくなり、物品が内周面に衝突することによる物品の損傷がより低減される。
【0011】
また、筒状部の内周面の鉛直線に対する傾斜角度は、3°〜25°であることが好ましい。この傾斜角度が大きければ、たとえ内周面に形成した複数の穴から気体を内側空間に吹き出していても物品の内周面への物理的な衝突の頻度が高くなり、物品の損傷がある程度避けられないためである。ポテトチップスのような比重の小さな物品を扱う場合には、さらに傾斜角度を3°〜20°の範囲に設定することが好ましい。
【0012】
本発明に係る包装システムは、上述の本発明に係る物品移送装置と、製袋包装機とから成る包装システムである。製袋包装機は、シート状の包材を筒状に成形するフォーマー部と、そのフォーマー部で筒状となった包材の中に物品がある状態において筒状の包材を横シールする横シール部とを有している。そして、製袋包装機は、物品が充填された袋を製造する。物品移送装置は、製袋包装機のフォーマー部の上方に位置しており、筒状の包材の内部空間に向けて物品を落下させる。
【発明の効果】
【0013】
本発明によれば、旋回する運動をしながら物品が製袋包装機へと落下していくようになり、製袋包装機において物品がコンパクトにまとまる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係る物品移送装置、製袋包装機および計量機の概略斜視図。
【図2】物品移送装置、製袋包装機および計量機の制御ブロック図。
【図3】製袋包装機の主要部分に対する物品移送装置の配置を示す概略斜視図。
【図4】漏斗状構造体の側面図を含む物品移送装置の概略図。
【図5】漏斗状構造体の平面図。
【図6】図5のVI-VI矢視断面図。
【図7】物品移送装置および製袋包装機における物品の落下状態を示す図。
【図8】物品移送装置および製袋包装機における物品の落下状態を示す図。
【発明を実施するための形態】
【0015】
〔全体概略〕
本発明の一実施形態に係る物品移送装置4および縦型の製袋包装機3から成る包装システムを、その上方に配置される計量機2とともに図1に示す。この包装システムは、物品となるポテトチップス等のみかけ比重の小さな物品(食品)をフィルムで覆い、筒状となったフィルムを縦および横にシールして袋を製造する。
【0016】
物品は、包装システムの物品移送装置4の上方の計量機2から、所定量ずつ落下してくる。計量機2は、フィーダ、プールホッパ24、計量ホッパ25、集合排出シュート26などから構成される組み合わせ計量装置である。
【0017】
物品移送装置4は、製袋包装機3における物品の充填効率を上げるため、後述する内側漏斗部材41の内周面40cに沿って物品が回るように物品に力を加えるともに、その内周面40cと物品との接触による物品の損傷(例えば、物品がポテトチップスの場合、ポテトチップスの割れ)が低減されるように内周面40cから空気を吹き出す。
【0018】
計量機2から物品移送装置4に落下し、さらに物品移送装置4から下方に落ちてきた物品は、製袋包装機3に入る。製袋包装機3は、物品の袋詰めを行う本体部分である製袋包装ユニット5(図3参照)と、この製袋包装ユニット5に袋となるフィルムFを供給するフィルム供給ユニット6と、両ユニット5,6の駆動部分の動きを制御する制御装置90(図2参照)とから構成されている。製袋包装機3において、物品はフィルムで覆われ、筒状のフィルムが縦シール、横シールされることによって、物品が充填された袋B(図3および図8を参照)が連続的に製造されていく。
【0019】
〔製袋包装機のフィルム供給ユニット〕
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6では、フィルムFが巻かれたフィルムロール6bがセットされており、このフィルムロール6bからフィルムFが繰り出される。
【0020】
フィルムロール6bから繰り出されるフィルムFは、フィルムロール6bを回転させる送出モータ6a(図2参照)の作動により送り出され、後述する製袋包装ユニット5のプルダウンベルト機構14の作動により製袋包装ユニット5側に引っ張られて、搬送が為される。送出モータ6aやプルダウンベルト機構14の動きは制御装置90によって制御される。
【0021】
〔製袋包装機の製袋包装ユニット〕
製袋包装ユニット5は、図3に示すように、シート状で送られてくるフィルムFを筒状に成形する成形機構13と、筒状となったフィルムF(以下、筒状フィルムFmという。)を下方に搬送するプルダウンベルト機構14と、筒状フィルムFmの両側部の重なり部分を縦にシールする縦シール機構15と、筒状フィルムFmを横にシールすることで袋Bの上下の端部を熱封止する横シール機構17とを有している。
【0022】
<成形機構13>
成形機構13は、チューブ13bと、フォーマー13aとを有している。チューブ13bは、円筒形状の部材であり、上下端が開口している。このチューブ13bの上端の円形開口は、後述する物品移送装置4の漏斗状構造体の下端開口40bとつながっている。
【0023】
フォーマー13aは、チューブ13bを取り囲むように配置されている。フォーマー13aは、シート状のフィルムFをチューブ13bの周囲に巻きつかせるような形状をしている(図3参照)。フィルムロール6bから繰り出されてきたシート状のフィルムFは、フォーマー13aと下チューブ13bとの間を通るときに筒状に成形され、フィルムFの上面が筒状フィルムFmの内周面となり、フィルムFの下面が筒状フィルムFmの外周面となる。
【0024】
<プルダウンベルト機構14>
プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に搬送する機構であり、図3に示すように、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cを駆動ローラ14aおよび従動ローラ14bによって回して筒状フィルムFmを下方に運ぶ。なお、図3においては、駆動ローラ14a等を回転させるローラ駆動モータの図示を省略している。
【0025】
<縦シール機構15>
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、チューブ13bの正面側に位置しており、ヒーターや、そのヒーターにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、図示しないが、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置も備えている。
【0026】
<横シール機構17>
横シール機構17は、成形機構13、プルダウンベルト機構14および縦シール機構15の下方に配置されている。横シール機構17は、ヒーターを内蔵する一対のシールジョー51を含む機構である(図3、図7および図8を参照)。
【0027】
一対のシールジョー51は、互いに対称な軌跡を描きながら略D字状に旋回する。この旋回移動の駆動機構として、特開平10−53206号公報に開示されているようなものを用いており、図2に示すジョー押圧用モータ51aや旋回用モータ51bを備えている。そして、略D字状に旋回する一対のシールジョー51は、互いに押しつけ合う状態で筒状フィルムFmを挟持し、袋の上下の端部となる筒状フィルムFmの一部分に圧力および熱を加えてシール(横シール)を施す。また、シールジョー51の片方の内部には、図示しないカッターが内蔵されている。このカッターは、シールジョー51による横シール部分の高さ方向の中心位置において、袋Bと後続の筒状フィルムFmとを切り離す役割を果たす。図8に示すように、切り離された後の袋Bや後続の筒状フィルムFmには、横シールによって下シール部B1および上シール部B2が形成される。
【0028】
〔物品移送装置〕
物品移送装置4は、下シール部B1に向かって筒状フィルムFm内を落ちていく物品(図8の物品群C2を参照)を鉛直方向にコンパクト化する目的で配備されている装置である。この物品移送装置4を配備することで、下シール部B1に続く筒状フィルムFmの中における物品群の充填率が向上し、物品群が内側に存在する状態の筒状フィルムFmの内部空間におけるデッドスペース(物品が存在しないスペース)が少なくなる。具体的には、物品移送装置4がなければ、筒状フィルムFmの内部空間における物品群の分布状態は逆円錐状になるが、物品移送装置4を配備することで、下シール部B1の直上空間の両サイド部分にも物品が入り込むようになる。
【0029】
物品移送装置4は、主として、漏斗状構造体40と、高圧空気供給管49とから構成される。
【0030】
漏斗状構造体40は、図4〜6に示すように、内側漏斗部材41と、外側漏斗部材43と、上部環状蓋部材45と、下部環状蓋部材47とから成る透明樹脂製で筒状の構造体であり、上端に上端開口40a、下端に下端開口40bが形成されている。
【0031】
上下が開いている内側漏斗部材41は、漏斗状構造体40の内側空間S2を囲う漏斗形状の部材であって、その内周面が漏斗状構造体40の内周面40cとなっている。この内周面40cには、上部から下部にかけて螺旋状に並ぶ多数の空気噴出穴41cが形成されている。ここでは、平面図である図5に示すように、30以上の空気噴出穴41cが形成されている。平面視においては、空気噴出穴41cは、旋回するにつれ中心へと近づく曲線(渦巻線)に沿って並んでおり(図5参照)、ここでは約2巻の渦巻線に沿って並んでいる。なお、内側漏斗部材41の下端の開口は、漏斗状構造体40の下端開口40bとなっている。また、図4〜6に示すように、漏斗形状の内側漏斗部材41の内側の空間である漏斗状構造体40の内側空間S2は、その上部の断面積が下部の断面積よりも大きく、下端開口40bから上端開口40aに向けて内側空間S2の断面積は徐々に大きくなっている。
【0032】
外側漏斗部材43は、いずれの高さ位置においても内側漏斗部材41よりも外径が大きな漏斗形状の部材である。外側漏斗部材43、内側漏斗部材41とも、内周面および外周面の鉛直線に対する傾斜角度は等しく、その傾斜角度は3°〜25°の範囲に設定されている。外側漏斗部材43には、後述する高圧空気供給管49の先端のソケットが装着される円孔が開けられている。
【0033】
上部環状蓋部材45および下部環状蓋部材47は、筒状の内側漏斗部材41と外側漏斗部材43とに挟まれた筒状の空間の上下を塞ぐために設けられた部材である。上部環状蓋部材45および下部環状蓋部材47は、内側漏斗部材41或いは外側漏斗部材43と一体的に成形されていてもよいし、別体であってもよい。これらの上部環状蓋部材45および下部環状蓋部材47が塞いだ、内側漏斗部材41と外側漏斗部材43とに挟まれた筒状の空間を、以下、高圧空気供給空間S1と呼ぶ(図4及び図6を参照)。なお、上部環状蓋部材45の開口が、漏斗状構造体40の上端開口40aとなっている。
【0034】
高圧空気供給管49は、その先端が外側漏斗部材43に開けられた円孔にソケットを介して接続され、漏斗状構造体40の高圧空気供給空間S1へと高圧空気を送り込む。高圧空気供給管49へは、工場内の高圧空気供給設備あるいはブロアといった送風機である高圧空気供給源100(図4参照)から高圧空気が供給される。また、高圧空気供給管49には、エアー遮断弁4aが配備されている。エアー遮断弁4aの開閉指令は、後述する制御装置90が行う。
【0035】
〔制御装置〕
制御装置90は、計量機2の制御、物品移送装置4のエアー遮断弁4aの開閉制御、および製袋包装機3の制御を行うものであって、CPU、ROM、RAMなどから構成されている。制御装置90は、図1および図2に示す操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作や設定に従って、フィルム供給ユニット6や製袋包装ユニット5の各機構の駆動部分などを制御する。また、制御装置90は、計量機2のフィーダ、プールホッパ24、計量ホッパ25などの駆動を制御する。さらに、制御装置90は、計量機2および製袋包装機3にある各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0036】
この制御装置90は、製袋包装ユニット5のプルダウンベルト機構14、縦シール機構15、横シール機構17とともに、物品移送装置4のエアー遮断弁4aに開閉指令を送る役割も果たしている。
【0037】
〔製袋包装機へと物品を落下させる物品移送装置の役割および特徴〕
(1)
物品移送装置4は、計量機2から落下してくる物品群(図3の物品群Cを参照)を、漏斗状構造体40の上端開口40aから受け入れる。その後、物品群は、漏斗状構造体40の内側空間S2を落下していき(図7の物品群C3を参照)、漏斗状構造体40の下端開口40bから物品群を製袋包装機3のチューブ13bの中へと落とす(図8の物品群C3を参照)。物品群が漏斗状構造体40の内側空間S2を落下しているときには、高圧空気供給管49から漏斗状構造体40の高圧空気供給空間S1へと高圧空気が送り込まれており、高圧空気供給空間S1にある高圧空気が、螺旋状に並ぶ多数の空気噴出穴41cから内側空間S2へと吹き出されている。製袋包装機3では連続的に袋Bが製造されており、製袋包装機3のチューブ13bにつながっている物品移送装置4の内側空間S2でも、上から下へと流れる空気流が生じている。この空気流に螺旋状に並ぶ空気噴出穴41cから吹き出される空気が合流することで、漏斗状構造体40の内側空間S2には、図7及び図8において二点鎖線で示すような、漏斗状構造体40の内周面40cに沿った螺旋状の下向きの空気の旋回流が生じる。
【0038】
この螺旋状の旋回流が漏斗状構造体40の内側空間S2に生じるため、計量機2から落下してくる物品群は、整列されるとともに、遠心力がかけられた状態で製袋包装機3へと落下していくことになる。これにより、製袋包装機3において、下シール部B1の直上の筒状フィルムFmの内部空間の両サイド部分にも物品が入り込むようになり、筒状フィルムFmの内部空間におけるデッドスペース(物品が存在しないスペース)が少なくなる。すなわち、漏斗状構造体40の内側空間S2に螺旋状の旋回流を生じさせたことによって、物品の充填効率が向上している。
【0039】
なお、製袋包装機3のフォーマー13aの下方空間において旋回流を発生させる構成を採ることもできるが、その高さ位置で物品群に旋回流を当てても殆ど効果がなく、デッドスペースも変わらずに存在してしまう結果となる。これに対し、本実施形態の包装システムでは、製袋包装機3の上方に物品移送装置4を配備し、その高さ位置で物品群に螺旋状の空気の旋回流を当てているため、物品群が内側に存在する状態の筒状フィルムFmの内部空間におけるデッドスペースを低減することができている。
【0040】
(2)
また、本実施形態に係る物品移送装置4では、下端開口40bから上端開口40aに向けて内側空間S2の断面積は徐々に大きくなり、内側空間S2を囲う面、すなわち内側漏斗部材41の内周面40cの鉛直線に対する傾斜角度は3°〜25°の範囲に設定されている。このため、内側漏斗部材41の内周面40cに急な段差部は存在せず、物品が内周面40cに衝突することによる物品の損傷は殆ど起きない。内側漏斗部材41に形成された螺旋状に並ぶ空気噴出穴41cから吹き出される空気は、内周面40cに沿った螺旋状の旋回流となり、物品が内周面40cに衝突するときの衝突エネルギーを緩和あるいは吸収するからである。
【0041】
上述の(1)、(2)に関する具体的な実験結果を、以下に示す。
【実施例】
【0042】
<実験条件>
・サンプル(物品):コーンチップ
・能力:連続製袋で120bpm(1分間に120袋)〜130bpm
・袋サイズA:幅152mm、高さ200mm(幅140mm、高さ190mm)
・袋サイズB:幅152mm、高さ178mm(幅140mm、高さ170mm)
*A,Bとも、括弧内は袋内の物品が占める領域
<使用した計量機、物品移送装置および製袋包装機>
・計量機:株式会社イシダ製のCCW−R−214W
・製袋包装機:株式会社イシダ製のATLAS
・図4〜6に示す上述の物品移送装置4
<実験内容および評価基準>
物品移送装置4を配備しない状態では横シール部分にコーンチップが噛み込む不良が5%以上生じていた、上述の小さい袋サイズに挑戦している実験条件において、物品移送装置4を追加した包装システムで、横シール部分への噛み込み率(シール不良率)が許容範囲に収まるかどうかを評価する。
【0043】
<実験結果>
シール不良率が、許容範囲である1%以下に下がった。
【0044】
〔変形例〕
(A)
上記の実施形態では、製袋包装時において物品移送装置4のエアー遮断弁4aを常時開けているという前提で説明を行っているが、製袋包装機3の横シール動作のタイミングに合わせてエアー遮断弁4aを開閉させることも考えられる。
【0045】
(B)
また、上記の実施形態では、漏斗状構造体40に2つの漏斗部材41,43の間に高圧空気供給空間S1を形成し、そこに高圧空気を供給しているが、外側漏斗部材43をなくし、内側漏斗部材41の空気噴出穴41cに高圧空気供給用のチューブを直接つなげてもよい。
【符号の説明】
【0046】
2 計量機
3 製袋包装機
4 物品移送装置
13 成形機構
13a フォーマー
13b チューブ
17 横シール機構
40 漏斗状構造体(筒状部)
40a 漏斗状構造体の上端開口
40b 漏斗状構造体の下端開口
40c 漏斗状構造体の内周面(=内側漏斗部材の内周面)
41 内側漏斗部材
41c 螺旋状に配列されている内側漏斗部材の多数の空気噴出穴
43 外側漏斗部材
45 上部環状蓋部材
47 下部環状蓋部材
49 高圧空気供給管(気体吹出部)
90 制御装置
100 高圧空気供給源
B 袋
F シート状フィルム(包材)
Fm 筒状フィルム(筒状の包材)
S1 高圧空気供給空間
S2 漏斗状構造体の内側空間
【先行技術文献】
【特許文献】
【0047】
【特許文献1】特開昭61−190410号公報
【特許請求の範囲】
【請求項1】
筒状の包材を横シールすることで上方から落下してくる物品が充填された袋を前記筒状の包材から製造する製袋包装機へ、物品を落下させる物品移送装置であって、
上方から落下してくる物品を受け入れるための上端開口と、前記製袋包装機へと物品を落とすための下端開口と、前記上端開口と前記下端開口との間の空間である内側空間とが形成され、前記内側空間の下部の断面積よりも前記内側空間の上部の断面積のほうが大きく、内周面に螺旋状に配置された複数の穴が形成されている、筒状部と、
前記筒状部の複数の前記穴から、前記筒状部の前記内側空間に向けて気体を吹き出させる気体吹出部と、
を備えた、物品移送装置。
【請求項2】
前記筒状部の内側空間の断面積は、前記下端開口から前記上端開口に向けて徐々に大きくなっている、
請求項1に記載の物品移送装置。
【請求項3】
前記筒状部の内周面の鉛直線に対する傾斜角度は、3°〜25°である、
請求項1又は2に記載の物品移送装置。
【請求項4】
シート状の包材を筒状に成形するフォーマー部と、前記フォーマー部で筒状となった包材の中に物品がある状態において筒状の包材を横シールする横シール部とを有し、物品が充填された袋を製造する、製袋包装機と、
前記フォーマー部の上方に位置し、前記筒状の包材の内部空間に向けて物品を落下させる、請求項1から3のいずれかに記載の物品移送装置と、
を備えた包装システム。
【請求項1】
筒状の包材を横シールすることで上方から落下してくる物品が充填された袋を前記筒状の包材から製造する製袋包装機へ、物品を落下させる物品移送装置であって、
上方から落下してくる物品を受け入れるための上端開口と、前記製袋包装機へと物品を落とすための下端開口と、前記上端開口と前記下端開口との間の空間である内側空間とが形成され、前記内側空間の下部の断面積よりも前記内側空間の上部の断面積のほうが大きく、内周面に螺旋状に配置された複数の穴が形成されている、筒状部と、
前記筒状部の複数の前記穴から、前記筒状部の前記内側空間に向けて気体を吹き出させる気体吹出部と、
を備えた、物品移送装置。
【請求項2】
前記筒状部の内側空間の断面積は、前記下端開口から前記上端開口に向けて徐々に大きくなっている、
請求項1に記載の物品移送装置。
【請求項3】
前記筒状部の内周面の鉛直線に対する傾斜角度は、3°〜25°である、
請求項1又は2に記載の物品移送装置。
【請求項4】
シート状の包材を筒状に成形するフォーマー部と、前記フォーマー部で筒状となった包材の中に物品がある状態において筒状の包材を横シールする横シール部とを有し、物品が充填された袋を製造する、製袋包装機と、
前記フォーマー部の上方に位置し、前記筒状の包材の内部空間に向けて物品を落下させる、請求項1から3のいずれかに記載の物品移送装置と、
を備えた包装システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−166836(P2012−166836A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−30773(P2011−30773)
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]