
物品間の間隔形成方法および装置
【課題】単列状態で不揃いな間隔で搬送されてくる容器(物品)間の間隔を適正に形成し、小さなスペースで、しかも、装置コストが安価な容器(物品)間の間隔形成方法および装置を提供する。
【解決手段】コンベヤ2で搬送される物品間の間隔形成装置において、コンベヤ2にトンネル状の圧力保持室3と、圧力保持室3内に空気などの圧力媒体を吹き込む空気吹き込み装置7,8を設けて、圧力保持室3内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって圧力保持室3と圧力保持室3内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成した。
【解決手段】コンベヤ2で搬送される物品間の間隔形成装置において、コンベヤ2にトンネル状の圧力保持室3と、圧力保持室3内に空気などの圧力媒体を吹き込む空気吹き込み装置7,8を設けて、圧力保持室3内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって圧力保持室3と圧力保持室3内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ペットボトル、缶容器等の物品を単列で搬送するコンベヤにおける物品間の間隔を形成する方法および装置に関する。
【背景技術】
【0002】
コンベヤで搬送される物品の搬送工程において、単列状態の場合に物品を密着ではなく物品間の間隔を空けて搬送することが必要となる場合がある。
従来、このような目的に対して、容器(物品)間の間隔を割り出す箇所において、上流側の低速コンベヤの終端部と下流側の高速コンベヤの始端部を並列に配置して、低速コンベヤ側から高速コンベヤ側へ高速ベルトとの摩擦力によって容器を移送し、先行する容器と後続の容器との間に間隔を形成する方法および装置が公知である(特許文献1)。
【特許文献1】特開2004−203598号公報(図3、図4)
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記特許文献1によれば、容器間隔形成装置は高速ベルト(5)(特許文献1の図中の記号を括弧書きで表示する。以下本段落において同じ。)の搬送方向の終端近傍に、高速ベルト(5)に対向するようにノズル(15)を設けて、容器(10)が高速ベルト(5)から離れた直後にノズル(15)から高圧エアを容器(10)に向けて吹き付けて、容器(10)の間隔を広げる装置としている。
しかしながら、この装置では、容器(10)が高速ベルト(5)との摩擦力で上流側の低速コンベヤ(1)から下流側の高速コンベヤ(2)へ乗り継ぐために、乗り継ぎ部での抵抗の影響により容器(10)が減速することがあり、その減速の影響により安定したピッチで容器間隔を割り出すことが困難であるとともに、ノズル(15)による高圧エアの吹き付けにより容器(10)が前の容器(10)に追いついてしまうこと、或いは、前の容器(10)との間隔が適正とならないことがあり、容器間隔形成が極めて不安定となる虞が考えられる。
さらに、上流側の低速コンベヤ(1)と下流側の高速コンベヤ(2)を並列に配置するために広い設置スペースが必要であるとともに、装置コストが高価になるということがあった。
【0004】
本発明は、単列状態で不揃いな間隔で搬送されてくる容器(物品)間の間隔を適正に形成し、小さなスペースで、しかも、装置コストが安価な容器(物品)間の間隔形成方法および装置を提供することを目的としている。
【課題を解決するための手段】
【0005】
前記の課題に対し、本発明は以下の手段により解決を図る。
(1)第1の手段の物品間の間隔形成方法および装置は、コンベヤで搬送される物品間の間隔形成方法および装置において、前記コンベヤにトンネル状の圧力保持室(以下チャンバーという)と、該チャンバー内に圧力媒体(加圧空気)を吹き込む圧力媒体吹き込み装置(以下吹き込み装置という)を設けて、前記チャンバー内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0006】
(2)第2の手段の物品間の間隔形成方法および装置は、前記第1の手段の物品間の間隔形成方法および装置において、前記圧力媒体吹き込み条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件を自動的に設定できるようにしたことを特徴とする。
【0007】
(3)第3の手段の物品間の間隔形成装置は、前記第1および第2の手段の物品間の間隔形成装置において、前記制御装置に予め入力しておいた搬送対象物品の特性から前記チャンバーの形状を搬送対象物品に適するように自動的に設定されるようにしたことを特徴とする。
【0008】
(4)第4の手段の物品間の間隔形成方法および装置は、前記第1の手段の物品間の間隔形成方法および装置において、前記チャンバーの左右の側壁にさらに空気噴射ノズルを設けて、前記チャンバー内で搬送される物品に側方から空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品にさらに減速力が作用するようにして、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加で減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し広げ力で押し出すことにより、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0009】
(5)第5の手段の物品間の間隔形成方法および装置は、前記第4の手段の物品間の間隔形成方法および装置において、前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件または前記空気噴射条件を自動的に設定できるようにしたことを特徴とする。
【0010】
(6)第6の手段の物品間の間隔形成方法および装置は、コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右横方向から空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用する一対の空気噴射ノズルを前記コンベヤの左右に設けて、不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0011】
(7)第7の手段の物品間の間隔形成方法および装置は、前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右一方の横方向から空気をジェット噴射して、物品をジェット噴射がない側の側面ガイドに押しながら沿わせて搬送されるように作用するとともに、ジェット噴射が搬送されてくる物品の前半分に当る時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当る時は物品を加速するように作用する空気噴射ノズルを前記コンベヤの一方に設けて、不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0012】
(8)第8の手段の物品間の間隔形成装置は、前記第6および第7の手段の物品間の間隔形成装置において、さらに前記コンベヤで搬送される物品の上方から前記コンベヤの進行方向に対して逆らった向きに空気をジェット噴射する空気噴射ノズルを設けて、物品に付着している水滴を除去するようにしたことを特徴とする。
【発明の効果】
【0013】
請求項1および3に係わる本発明は、コンベヤ上で搬送される物品間の間隔形成方法および装置において、前記コンベヤに設けたチャンバーに設置した吹き込み装置から前記チャンバー内に圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことにより、物品間の間隔を適正なものとし、装置設置のスペースが小さく、しかも、装置コストが安価で、エネルギー消費量が少ない物品間の間隔形成方法および装置を提供できるという効果を有する。
【0014】
請求項2、4および6に係わる本発明は、前記請求項1および3に対して、さらに前記圧力媒体吹き込み条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の重量、高さ、幅または直径、重心までの高さ、コンベヤとの接地幅、重心安定モーメント、物品とコンベヤとの摩擦係数、物品の搬送速度、許容加速および減速の速度、加速および減速に対する安定角度など物品の特性データを入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件を自動的に設定できるようにしたことにより、搬送対象物品が搬送されている前記チャンバー内に適正な条件で圧力媒体を吹き込んで適正な物品押し広げ力を発生させることができるとともに、搬送対象物品を変更する場合に効率的に作業を進めることができるという効果を有する。
【0015】
請求項5に係わる本発明は、前記請求項1において、前記制御装置に予め入力しておいた搬送対象物品の特性からその特性に適した前記チャンバーの形状が自動的に設定されるようにしたことにより、搬送対象物品に対して前記チャンバーの形状設定が容易になるとともに、作業者の勘に頼らない適正な設定ができるという効果を有する。
【0016】
請求項7および12に係わる本発明は、前記請求項1および3に対して、さらに前記チャンバーの側壁に空気噴射ノズルを設けて、前記チャンバー内で搬送される物品に側方から空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品にさらに減速力が作用するようにして、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加で減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し広げ力で押し出すようにしたので、前記トンネルを通過する全ての物品間は一定以上の間隔を形成することができるという効果を有する。
【0017】
請求項8および13に係わる本発明は、前記請求項7および12に対して、さらに前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件または前記空気噴射条件が自動的に設定できるようにしたことにより、搬送対象物品が搬送されている前記チャンバーに適正な条件で圧力媒体および空気噴射を吹き込んで、適正な物品押し広げ力および減速力を発生させることができるとともに、搬送対象物品を変更する場合に効率的に作業を進めることができるという効果を有する。
【0018】
請求項9および14に係わる本発明は、物品を搬送するコンベヤの左右横方向から物品側方に空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用させて物品間の間隔を形成することにより、前記コンベヤにより単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたので、物品間の間隔を適正なものとし、装置設置のスペースが小さく、装置コストが安価で、しかも、搬送対象物品の変更に対応しやすい物品間の間隔形成方法および装置が提供できるという効果を有する。
【0019】
また、請求項10および15に係わる本発明は、物品を搬送するコンベヤの左右一方の横方向から搬送されてくる物品の側方に空気をジェット噴射して、物品をジェット噴射がない側の側面ガイドに押しながら沿わせて搬送するように作用するとともに、ジェット噴射が物品の前半分に当る時は物品を減速し、ジェット噴射が物品の後半分に当る時は物品を加速するように作用して、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことにより、物品間の間隔を適正なものとし、装置設置のスペースが小さく、装置コストがさらに安価で、しかも、エネルギー消費量が小さい物品間の間隔形成方法および装置が提供できるという効果を有する。
【0020】
さらに、請求項11に係わる本発明は、物品側面への空気のジェット噴射に加えて、搬送される物品の上方から前記コンベヤの進行方向に対して逆らった向きに空気をジェット噴射するようにしたので、前工程から物品に付着していた膜状、水滴状等の水分を除くということを付加した物品間の間隔形成装置を提供できるという効果を有する。
【発明を実施するための最良の形態】
【0021】
以下、この発明の実施の形態につき図面を参照しつつ詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。また、下記実施の形態における構成要素には、当業者が容易に想定できるもの、あるいは実質的に同一のものが含まれる。
【0022】
(第1の実施の形態)
本発明の第1の実施の形態を図に基づいて説明する。
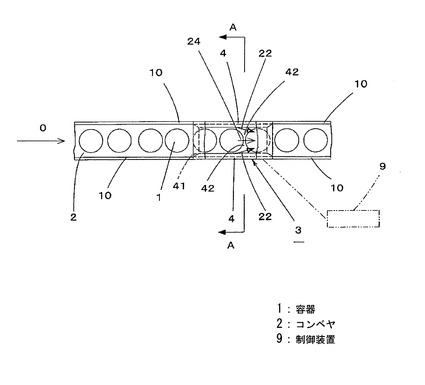
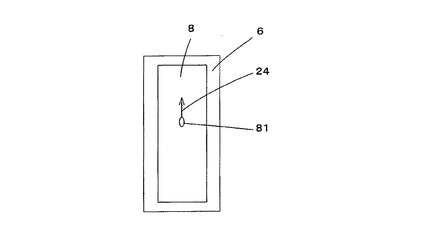
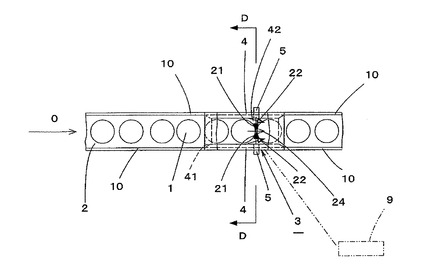
図1は、本発明を適用した物品間の間隔形成装置の平面図で、一部断面図としてある。
図2は、図1のA−A断面図である。
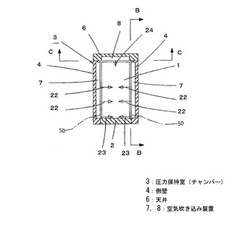
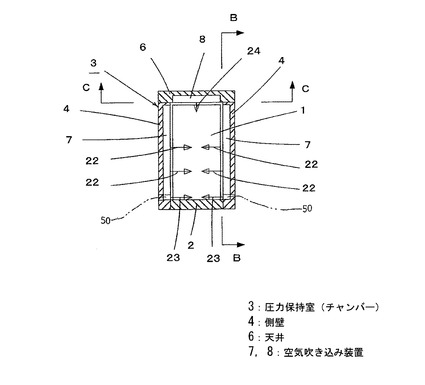
図3は、図2のB−B断面図である。
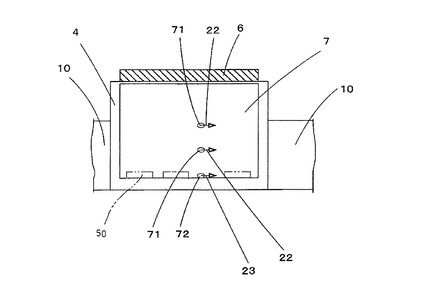
図4は、図2のC−C断面図である。
【0023】
図において、容器(物品)1はコンベヤ2により矢印O方向から一対の側面ガイド10によってガイドされながら単列状態で搬送され、トンネル状の圧力保持室(以下チャンバーという)3の入口において側壁4の傾斜部41で搬送幅を狭められてチャンバー3内を搬送されるようになっている。
チャンバー3は、搬送される容器1との隙間を小さく形成するように一対の側壁4および天井6で囲まれた構造となっており、側壁4には図示しない送風機から加圧空気(圧力媒体)が吹き込まれてチャンバー3内に加圧空気(以下空気という)を吹き込む空気吹き込み装置7が、天井6には同様に空気吹き込み装置8が構成されている。また、空気吹き込み装置7には空気吹き込み孔71および72が、空気吹き込み装置8には空気吹き込み孔81が設けられていて、空気吹き込み孔71、72および81からチャンバー3内に空気がそれぞれ向き22、23および24の方向に吹き込まれるようになっている。
【0024】
図中において、空気吹き込み孔71はチャンバー3の高さ方向の中央近辺および中央からやや下方に、空気吹き込み孔72は下部で、空気吹き込み孔81はチャンバー3の上面の幅方向中央部に位置しており、チャンバー3内で容器1が前後して搬送されているときには先行の容器1と後続の容器1との間隔によりその大きさが異なるが、チャンバー3と両容器1との間の閉鎖空間42に空気吹込みにより圧力が発生する構成となっている。また、空気吹き込み孔71、72、81のチャンバー3の長さ方向の位置は、中間よりやや下流側で、空気吹き込み孔71、72、81からチャンバー3の入口までに容器1が2個分相当以上、チャンバー3の出口までに容器1が1個分相当以上の長さが望ましく、これによりチャンバー3と先行の容器1、後続の容器1との間の閉鎖空間42に発生した圧力が保たれて、この圧力により先行の容器1と後続の容器1との間に相互に押し広げ力が働いて、先行の容器1が押し出され、後続の容器1が押し戻されることにより、先行の容器1と後続の容器1との間に間隔が形成される。
ここで、図示の空気吹き込み孔の数、位置、噴出し方向は一例として示しているものであり、図示に限定されることなく、本発明の目的に沿って構造を変えることができることはもちろんである。
なお、9は制御装置で、チャンバー3の空気吹き込み装置7および8からの空気吹き込みの風量、風圧、噴出し方法等の空気吹き込み条件を設定、制御するようになっている。
【0025】
次に、本実施の形態に係わる物品間の間隔形成装置の作用を説明する。
チャンバー3内で、空気吹き込み装置7および8の空気吹き込み孔71、72および81から向き22、23および向き24へ空気が吹き込まれると、チャンバー3内で先行の容器1と後続の容器1とが密着して搬送されているときには、チャンバー3と両容器1との間にできている小さな閉鎖空間42に空気が入り込んで大きな圧力が発生する。この大きな圧力により先行の容器1と後続の容器1とには相互に押し広げ力が働き、先行の容器1は前方へ押し出され、後続の容器1が押し戻されて、先行の容器1と後続の容器1との間に間隔が形成される。
チャンバー3内で先行の容器1と後続の容器1との間隔が大きく空いて搬送されているときには、チャンバー3と両容器1との間の空間が広いため、空気吹き込み装置7および8から吹き込まれた空気により発生する圧力は小さいものとなり、先行の容器1は押し出される力が小さいため僅かに押し出されるか殆ど押し出されない。したがって、先行の容器1と後続の容器1は間隔を僅かに開くか殆ど間隔を変えずに大きい間隔のままで搬送されていく。
チャンバー3内で搬送される容器1が1個のみのときは、空気吹き込み装置7および8から吹き込まれた空気により発生する圧力が殆ど無いため、容器1は押し出されることなく、そのまま搬送されていく。
【0026】
ここで、先行の容器1が下流側へ押し出されようとする力は、前記吹き込み空気の風量、風圧および空気圧力を受ける容器1の大きさ(空気圧力を受ける投影面積)等によって影響されるが、容器1は前記コンベヤ2によって搬送されているので、容器1とコンベヤ2との間には摩擦力が作用しており、この摩擦力にも影響される。前記空気吹き込み装置7および8からの空気吹き込みの風量、風圧を適宜選択すると、空気吹き込みによる圧力で先行容器1への押し出し力が前記摩擦力に勝って、先行の容器1が押し出されながら搬送されるようになる。なお、前記摩擦力が、容器1と前記コンベヤ2との摩擦係数、容器1の重量、容器1のコンベヤ2との接地径等によって変わるのはもちろんであり、これに対応した空気吹き込みの条件を設定することになる。
本実施の形態によれば、前記吹き込み空気の風量、風圧は前記摩擦力に勝って容器1を押し出すのに必要な量でよいので、吹き込み空気のための消費エネルギーは小さい。
【0027】
ここで、空気吹き込みの風量、風圧、吹き込み方法は、搬送される容器1の重量、高さ、幅または直径、重心までの高さ、コンベヤ2との接地幅、重心安定モーメント、容器1とコンベヤ2との摩擦係数、容器1の搬送速度、容器1の許容加速および減速の速度、容器1の加速および減速に対する安定角度などの容器1の特性により設定されることになるが、このような容器1の特性データを予め制御装置9に入力して空気吹き込みの風量、風圧、吹き込み方法等の空気吹き込み条件が自動的に設定されるようにすれば、事前テストなどで得た容器1の適正間隔を容易に、かつ、精度良く形成することができる。
また、前記チャンバー3は、その内部の先行および後続の容器1との閉鎖空間42に適正な圧力を形成するように、容器1の特性に応じた最適な形状寸法とすることが求められるが、前記容器1の特性データを入力しておいた制御装置の制御により、適正な形状寸法を自動的に決定することができる。
【0028】
(第2の実施の形態)
次に、本発明を適用した物品の間隔形成装置の第2の実施の形態について図5から図7を参照しつつ説明する。
図5は、第2の実施の形態に係わる物品間の間隔形成装置の平面図で、一部断面図としてあり、図1に相当するものである。
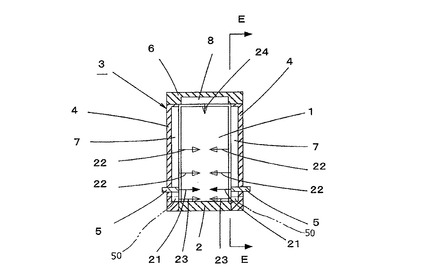
図6は、図5のD−D断面図である。
図7は、図6のE−E断面図である。
【0029】
図5から図7において、図1から図4と同じ構造のものは同じ記号を記しており、重複する説明は省略する。5は空気噴射ノズルで、一対が側壁4の下部において空気吹き込み装置7を貫通して設けられていて、チャンバー3内を搬送されてくる容器1の側方に空気噴流21を当てるようになっている。
空気噴射ノズル5の作用を説明すると、前記チャンバー3内で左右の側壁4に案内されて搬送される容器1に側方から空気を噴出し、該空気噴流21によって前記チャンバー3内を搬送される容器1にさらに減速力が作用するようにして、前記チャンバー3内で前後して搬送されてくる後続の容器1を該減速力の付加で減速させるとともに、先行の容器1を前記空気吹き込み装置7および8から吹き込まれた空気の閉鎖空間42で発生した圧力による相互押し広げ力で押し出すことができる。
【0030】
上記減速力と押し広げ力の作用により、チャンバー3内を前後して搬送されてきた容器1は、先行の容器1と後続の容器1との間には一定以上の間隔を空けて搬送されていく。
本第2の実施の形態は前記第1の実施の形態よりも装置コスト、エネルギーコストが高価になるが、搬送対象容器の種類および目的とする容器1間の間隔の大きさや精度等により適宜選択して使用することができる。
なお、図5では、空気噴流21はコンベヤ2に対して直角の向きに噴射するようにしてあるが、空気噴射21の向きはやや上流側へ向ける等目的に応じて対応できる。
また、第1及び第2の実施の形態において、空気吹き込み装置7と側壁4の下端部に、空気逃がし孔50を設けることにより、チャンバー3内の圧力を調整するようにしてもよい。
【0031】
(第3の実施の形態)
次に、本発明を適用した物品の間隔形成装置の第3の実施の形態について図8から図11を参照しつつ説明する。
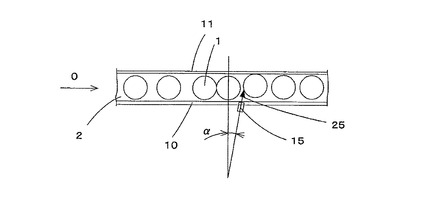
図8は、本発明の第3の実施の形態に係わる物品間の間隔形成装置の平面図で、図5に相当するものである。
図9は、図8のF−F断面図である。
図10は、図9に相当する断面図で、空気噴射ノズルの取り付け角度を変えた場合のものである。
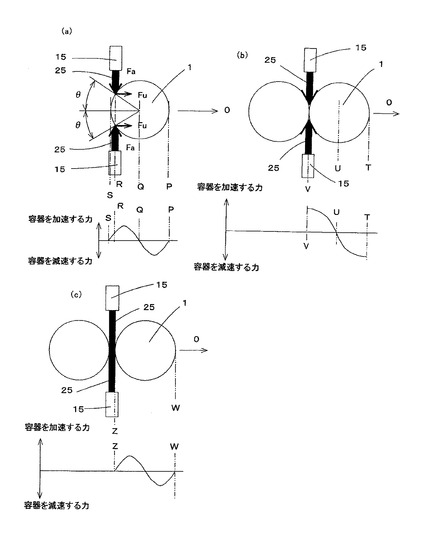
図11は、図8の空気噴射ノズル部の拡大図で、容器が空気噴射ノズルからのジェット噴流により受ける力について、(a)は単独の容器にジェット噴流が当るときの説明、(b)は容器同士が密着しているときの説明、(c)は容器が間隔を空けているときの説明をするモデル図である。
【0032】
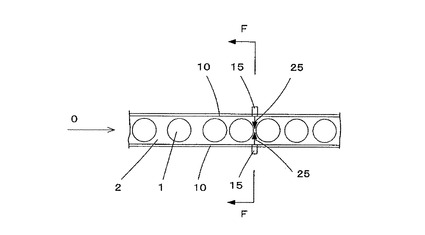
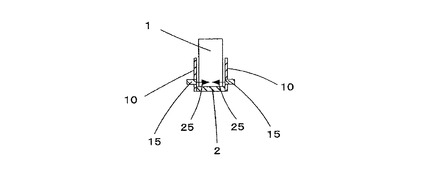
図において、容器(物品)1はコンベヤ2により矢印O方向から一対の側面ガイド10によってガイドされながら単列状態で不揃いな間隔で搬送されてくる。一対の空気噴射ノズル15は側面ガイド10の下部に貫通してコンベヤ2側にはみ出さないように図示しない取り付け部品によりコンベヤ2に進行方向Oに対して直角に取り付けられて、コンベヤ2で搬送される容器1に空気のジェット噴流25を当てるようになっている。
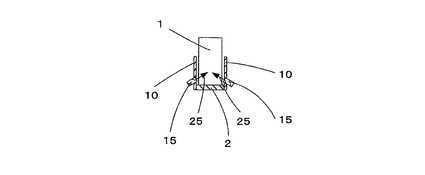
なお、図9では空気噴射ノズル15をコンベヤ2に平行に取り付けた場合を示したが、図10は、空気噴射ノズル15を、コンベヤ2に対して約30度上向きの角度にジェット噴流25を噴射するように取り付けた場合を示している。
【0033】
次に、本実施の形態に係わる物品間の間隔形成装置の作用を説明する。
先ず、空気噴射ノズル15の作用の原理について図11をもとに説明する。
図11(a)は単独の容器1の側方に空気噴射ノズル15から空気のジェット噴流25が当る場合のモデル図であり、ジェット噴流25が容器1の側方に当ると、ジェット噴流25が容器1に当る位置によってその大きさおよび向きが異なるが、容器1に進行方向0の方向にジェット噴流25の力の分力が作用する。
ジェット噴流25が容器1に当る力をFaとすると、容器1の進行方向Oの位置Rでジェット噴流25の中心が容器1に当る角度が進行方向Oに対して図示のようにθであるとき、容器1に作用する進行方向Oの方向の分力Fuは、Fu=Fa×sinθ×cosθとなる。
ここで、ジェット噴流25の幅は、空気噴射ノズル15から出た直後は空気噴射ノズル15の噴射口の幅とほぼ同じで、先へ進むほど幅広の傾向になるが、図では便宜上幅一定として、かつ、容器1に当る部分は点として示してある。
また、空気噴射ノズル15はコンベヤ2の左右両側に設けてあるので、前記分力Fuは容器2には2倍となってかかるが、ここでは、便宜上一方の側の分力Fuについて説明する。
【0034】
容器1が進行方向Oに向かって進むと、ジェット噴流25は先ず容器1の先頭の位置Pに当り始め、順次中央部Qの位置からRの位置を経由してSの位置に移動していく。Pの位置からQの位置への移動では、Fuは缶を減速する力として作用し、図11(a)に示すように、PとQの中間位置で缶を減速する力が最大になる。Qの位置からSの位置への移動では、Fuは缶を加速する力として作用し、QとSの中間位置で缶を加速する力が最大になる。
容器1の中心がジェット噴流25の当る位置よりも先に進むと、前記加速の作用により、容器1は後続の容器1との間に間隔を空けて進む。
上記容器1を減速する力および加速する力は、噴射されるジェット噴流25の流量、流速の大きさにより変わるので、目的とする容器1間に形成する間隔の大きさ、容器1の大きさ、重量等の特性によりジェット噴流25の流量、流速の大きさを選択すればよい。
このようにして、ジェット噴流25の流量、流速の大きさを適宜選択すれば、空気噴射ノズル15を通過した後の容器1は適正な間隔を形成されて搬送されることになる。
【0035】
また、容器1が密着して搬送されてきた場合について図11(b)をもとに説明する。容器1同士が密着により形成している閉窄部にジェット噴流25が溜まって大きな圧力が発生することにより空気噴射ノズル15の位置より先行する容器1には進行方向への大きな加速力が作用し、逆に空気噴射ノズル15の位置より後方となる容器1には容器1の進行を妨げようとする大きな減速力が作用する。
即ち、容器1同士が密着しているところへジェット噴流25が当ると、容器1同士の後方側の容器1のT点には図示のように先ず大きな減速力が作用する。容器1にジェット噴流25の当る位置がTからUに移動していくと減速力は減少して、Uの位置を過ぎると今度は加速力が作用してVの位置でさらに後続する容器1が密着してきている場合にはこの密着閉窄によるジェット噴流25の溜りの圧力により加速力が最大になる。
このようにして、図11(b)に示したように、容器1同士が密着してきた場合には、容器1を減速または加速する力はかなり大きなものとなるが、ジェット噴流25の流量、流速の大きさを適宜選択すれば、空気噴射ノズル15を通過した後の容器1は適正な間隔を形成されて搬送されていく。
【0036】
さらに、前後する容器1が間隔をもって搬送されてきた場合について、図11(c)をもとに説明する。容器1が間隔をもって搬送されてくると、この間隔にジェット噴流25が噴射されても、容器1同士の間隔がジェット噴流25の噴射幅よりも大きい場合は、ジェット噴流25による容器1間の間隔形成の作用は働かず、空気噴射ノズル15を通過する前後で、図11(a)で説明した容器1が単独の場合と同様の状態になり、空気噴射ノズル15の位置で、容器1の前半分にジェット噴流25が当るときは減速力が作用し、容器1の後半分にジェット噴流25が当るときは加速力が作用して、容器1は間隔を形成されて搬送されていく。
この場合、ジュット噴流25の流量、流速、ジェット幅の大きさ等を適宜選択して容器1間に形成する間隔を設定していけばよい。
【0037】
以上、図11をもとに、ジェット噴流25による容器1への減速力、加速力の原理について説明してきたが、容器1はコンベヤ2上を搬送されており、容器1とコンベヤ2との間には摩擦力が作用している。前記空気噴射ノズル15の位置へ搬送されてきた容器1の前半分にジェット噴流25が当っている間に前記ジェット噴流25による容器1への減速力が作用して減速するには、前記摩擦力に勝つ減速力が必要であり、また、前記空気噴射ノズル15の位置へ搬送されてきた容器1の後半分にジェット噴流25が当っている間に前記ジェット噴流25による容器1への加速力が作用して加速するには、前記摩擦力に勝つ加速力が必要となる。
【0038】
即ち、ジェット噴流25は容器1間の間隔を形成するのに十分な流量、流速が必要となるが、以上説明してきたように、ジェット噴流25の強さを適宜選択しておけば、コンベヤ2により単列状態で不揃いな間隔で搬送されてきた容器1は、容器1同士が密着してきた場合には、ジェット噴流25による大きな減速力、加速力で容器1の間隔を大きく空けて搬送され、容器1同士が離れた間隔できた場合には、その間隔の大きさにより、小さい間隔で搬送されてくれば間隔をより大きく空けて搬送され、大きい間隔で搬送されてくれば間隔が大きく変わらずに搬送されていくので、容器1の間隔は適正になる。
また、一対の側面ガイド10の幅間隔は、容器1の大きさに対して十分なものにしておけば、この幅間隔内で容器1の大きさを変更しても側面ガイド10の取り付けを変更する等の所謂サイズ変更の対応をする必要はなく、容器1のサイズ変更の頻度が多い場合には適している。
なお、図10に示すように、ジェット噴流25は斜め上向き噴射してもよい。
【0039】
(第4の実施の形態)
また、本発明を適用した物品の間隔形成装置の第4の実施の形態について図12を参照しつつ説明する。
図12は、本発明の第4の実施の形態に係わる物品間の間隔形成装置で、図8に相当する平面図であり、空気噴射ノズルを1個のみ取り付けたものである。
図12において、図8と同じ構造のものは同じ記号で記してあり、重複する説明は省略する。11は側面ガイドで、該側面ガイド11には空気噴射ノズルは取り付けられていない。
側面ガイド10に設けられた空気噴射ノズル15は、容器1の進行方向に直角の方向から図示のようにαの角度だけ下流側へ向けてジェット噴流25を噴射するように取り付けられている。
【0040】
容器1の側方に、空気噴射ノズル15のジェット噴流25が当ると、容器1はジェット噴流25の吹き付け力により側面ガイド11側に押されながら側面ガイド11に沿わされて進行するとともに、前記図11での説明と同様に、ジェット噴流25が容器1の前半分に当っている時は容器1に減速力が作用し、ジェット噴流25が容器1の後半分に当っている時は容器1に加速力が作用して容器1同士が間隔を空けていく。さらに、この場合には、ジェット噴流25が側面ガイド11に反射して、その反射した空気流が容器1の後半分と側面ガイド11との閉窄部に溜まり、この閉窄部の空気圧力により容器1の搬送を加速するように、また、容器1を側面ガイド11からコンベヤ2の中心側へやや寄せて搬送するように作用する。したがって、容器1と側面ガイド11との接触は一時的なものでああり、容器1間の間隔形成に及ぼす影響は小さい。
【0041】
第4の実施の形態の場合は、ジェット噴流25の流量、流速を前記第3の実施の形態の場合よりも少なくすることができ、省エネルギーとなる効果がある。
なお、角度αはジェット噴流25による容器1の減速力および加速力と側面ガイド11に反射した空気による容器1の加速力を勘案して適宜選択すればよい。
この第4の実施の形態の場合には、容器1は側面ガイド11に接触するため前記説明の第3の実施の形態の場合よりも容器1間の間隔形成精度がやや悪くなるが、空気噴射ノズル15が1個のみであるので、装置コストが安価になるという効果があり、要求される容器1間に空ける間隔の大きさおよび精度と、装置コスト、エネルギー消費量との兼ね合いで選択することができる。
【0042】
(第5の実施の形態)
次いで、本発明を適用した物品間の間隔形成装置の第5の実施の形態について図13、図14を参照しつつ説明する。
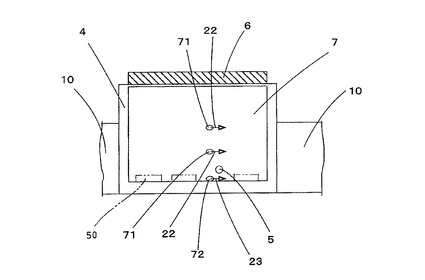
図13は、本発明の第5の実施の形態に係わる物品間の間隔形成装置で、図10に相当する断面図であり、上面ガイドを設けて空気噴射ノズルを追加して取り付けたものである。
図14は、図13をG方向から見た部分正面図である。
図13および図14において、図10と同じ構造のものについては同じ記号が記してあり、重複する説明は省略する。
上面ガイド12には容器1の上方から容器1の上面に容器1の進行に逆らう方向で空気噴流26を噴射するように空気噴射ノズル13が取り付けられている。
【0043】
空気噴流26の噴射により、コンベヤ2の上流から上面に膜状、水滴状等の水分が付着してきた容器1はこの水分が除去される。さらに容器1の側面に付着していた水分は空気噴射ノズル15のジェット噴流25により除去される。
このようにして、ジェット噴流25と空気噴流26とを組み合わせて、コンベヤ2の上流で容器1に付着していた水分を除去して、下流において容器1が水分を除去された状態で段ボール箱に包装することができる。
【0044】
以上説明してきたように、本発明による物品間の間隔形成方法および装置の実施の形態は、容器間の間隔形成に必要なエネルギー消費量、容器サイズ変更の頻度、容器間に形成する間隔の大きさおよび精度、容器に付着している水分除去の付加機能、装置コスト等を勘案して選択することができる。
【図面の簡単な説明】
【0045】
【図1】本発明を適用した物品間の間隔形成装置の平面図であって、一部を断面図としてある。
【図2】図1のA−A断面図である。
【図3】図2のB−B断面図である。
【図4】図2のC−C断面図である。
【図5】第2の実施の形態に係わる物品間の間隔形成装置の平面図で、一部断面図としてあり、図1に相当するものである。
【図6】図5のD−D断面図である。
【図7】図6のE−E断面図である。
【図8】本発明の第3の実施の形態に係わる物品間の間隔形成装置の平面図で、図5に相当するものである。
【図9】図8のF−F断面図である。
【図10】図9に相当する断面図で、空気噴射ノズルの取り付け角度を変えた場合のものである。
【図11】図8の空気噴射ノズル部の拡大図で、容器が空気噴射ノズルからのジェット噴流により受ける力について、(a)は単独の容器にジェット噴流が当るときの説明、(b)は容器同士が密着しているときの説明、(c)は容器が間隔を空けているときの説明をするモデル図である。
【図12】本発明の第4の実施の形態に係わる物品間の間隔形成装置で、図8に相当する平面図であり、空気噴射ノズルを1個のみ取り付けたものである。
【図13】本発明の第5の実施の形態に係わる物品間の間隔形成装置で、図10に相当する断面図であり、上面ガイドを設けて空気噴射ノズルを追加して取り付けたものである。
【図14】図13をG方向から見た部分正面図である。
【符号の説明】
【0046】
1…容器、
2…コンベヤ、
3…圧力保持室(チャンバー)、
4…側壁、
5…空気噴射ノズル、
6…天井、
7,8…空気吹き込み装置、
9…制御装置、
10,11…側面ガイド、
12…上面ガイド、
13,15…空気噴射ノズル、
21…空気噴流、
25…ジュット噴流、
26…空気噴流、
42…閉鎖空間、
71,72,81…空気吹き込み孔
【技術分野】
【0001】
本発明は、ペットボトル、缶容器等の物品を単列で搬送するコンベヤにおける物品間の間隔を形成する方法および装置に関する。
【背景技術】
【0002】
コンベヤで搬送される物品の搬送工程において、単列状態の場合に物品を密着ではなく物品間の間隔を空けて搬送することが必要となる場合がある。
従来、このような目的に対して、容器(物品)間の間隔を割り出す箇所において、上流側の低速コンベヤの終端部と下流側の高速コンベヤの始端部を並列に配置して、低速コンベヤ側から高速コンベヤ側へ高速ベルトとの摩擦力によって容器を移送し、先行する容器と後続の容器との間に間隔を形成する方法および装置が公知である(特許文献1)。
【特許文献1】特開2004−203598号公報(図3、図4)
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記特許文献1によれば、容器間隔形成装置は高速ベルト(5)(特許文献1の図中の記号を括弧書きで表示する。以下本段落において同じ。)の搬送方向の終端近傍に、高速ベルト(5)に対向するようにノズル(15)を設けて、容器(10)が高速ベルト(5)から離れた直後にノズル(15)から高圧エアを容器(10)に向けて吹き付けて、容器(10)の間隔を広げる装置としている。
しかしながら、この装置では、容器(10)が高速ベルト(5)との摩擦力で上流側の低速コンベヤ(1)から下流側の高速コンベヤ(2)へ乗り継ぐために、乗り継ぎ部での抵抗の影響により容器(10)が減速することがあり、その減速の影響により安定したピッチで容器間隔を割り出すことが困難であるとともに、ノズル(15)による高圧エアの吹き付けにより容器(10)が前の容器(10)に追いついてしまうこと、或いは、前の容器(10)との間隔が適正とならないことがあり、容器間隔形成が極めて不安定となる虞が考えられる。
さらに、上流側の低速コンベヤ(1)と下流側の高速コンベヤ(2)を並列に配置するために広い設置スペースが必要であるとともに、装置コストが高価になるということがあった。
【0004】
本発明は、単列状態で不揃いな間隔で搬送されてくる容器(物品)間の間隔を適正に形成し、小さなスペースで、しかも、装置コストが安価な容器(物品)間の間隔形成方法および装置を提供することを目的としている。
【課題を解決するための手段】
【0005】
前記の課題に対し、本発明は以下の手段により解決を図る。
(1)第1の手段の物品間の間隔形成方法および装置は、コンベヤで搬送される物品間の間隔形成方法および装置において、前記コンベヤにトンネル状の圧力保持室(以下チャンバーという)と、該チャンバー内に圧力媒体(加圧空気)を吹き込む圧力媒体吹き込み装置(以下吹き込み装置という)を設けて、前記チャンバー内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0006】
(2)第2の手段の物品間の間隔形成方法および装置は、前記第1の手段の物品間の間隔形成方法および装置において、前記圧力媒体吹き込み条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件を自動的に設定できるようにしたことを特徴とする。
【0007】
(3)第3の手段の物品間の間隔形成装置は、前記第1および第2の手段の物品間の間隔形成装置において、前記制御装置に予め入力しておいた搬送対象物品の特性から前記チャンバーの形状を搬送対象物品に適するように自動的に設定されるようにしたことを特徴とする。
【0008】
(4)第4の手段の物品間の間隔形成方法および装置は、前記第1の手段の物品間の間隔形成方法および装置において、前記チャンバーの左右の側壁にさらに空気噴射ノズルを設けて、前記チャンバー内で搬送される物品に側方から空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品にさらに減速力が作用するようにして、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加で減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し広げ力で押し出すことにより、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0009】
(5)第5の手段の物品間の間隔形成方法および装置は、前記第4の手段の物品間の間隔形成方法および装置において、前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件または前記空気噴射条件を自動的に設定できるようにしたことを特徴とする。
【0010】
(6)第6の手段の物品間の間隔形成方法および装置は、コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右横方向から空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用する一対の空気噴射ノズルを前記コンベヤの左右に設けて、不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0011】
(7)第7の手段の物品間の間隔形成方法および装置は、前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右一方の横方向から空気をジェット噴射して、物品をジェット噴射がない側の側面ガイドに押しながら沿わせて搬送されるように作用するとともに、ジェット噴射が搬送されてくる物品の前半分に当る時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当る時は物品を加速するように作用する空気噴射ノズルを前記コンベヤの一方に設けて、不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする。
【0012】
(8)第8の手段の物品間の間隔形成装置は、前記第6および第7の手段の物品間の間隔形成装置において、さらに前記コンベヤで搬送される物品の上方から前記コンベヤの進行方向に対して逆らった向きに空気をジェット噴射する空気噴射ノズルを設けて、物品に付着している水滴を除去するようにしたことを特徴とする。
【発明の効果】
【0013】
請求項1および3に係わる本発明は、コンベヤ上で搬送される物品間の間隔形成方法および装置において、前記コンベヤに設けたチャンバーに設置した吹き込み装置から前記チャンバー内に圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことにより、物品間の間隔を適正なものとし、装置設置のスペースが小さく、しかも、装置コストが安価で、エネルギー消費量が少ない物品間の間隔形成方法および装置を提供できるという効果を有する。
【0014】
請求項2、4および6に係わる本発明は、前記請求項1および3に対して、さらに前記圧力媒体吹き込み条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の重量、高さ、幅または直径、重心までの高さ、コンベヤとの接地幅、重心安定モーメント、物品とコンベヤとの摩擦係数、物品の搬送速度、許容加速および減速の速度、加速および減速に対する安定角度など物品の特性データを入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件を自動的に設定できるようにしたことにより、搬送対象物品が搬送されている前記チャンバー内に適正な条件で圧力媒体を吹き込んで適正な物品押し広げ力を発生させることができるとともに、搬送対象物品を変更する場合に効率的に作業を進めることができるという効果を有する。
【0015】
請求項5に係わる本発明は、前記請求項1において、前記制御装置に予め入力しておいた搬送対象物品の特性からその特性に適した前記チャンバーの形状が自動的に設定されるようにしたことにより、搬送対象物品に対して前記チャンバーの形状設定が容易になるとともに、作業者の勘に頼らない適正な設定ができるという効果を有する。
【0016】
請求項7および12に係わる本発明は、前記請求項1および3に対して、さらに前記チャンバーの側壁に空気噴射ノズルを設けて、前記チャンバー内で搬送される物品に側方から空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品にさらに減速力が作用するようにして、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加で減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し広げ力で押し出すようにしたので、前記トンネルを通過する全ての物品間は一定以上の間隔を形成することができるという効果を有する。
【0017】
請求項8および13に係わる本発明は、前記請求項7および12に対して、さらに前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御する制御装置を設けて、該制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件または前記空気噴射条件が自動的に設定できるようにしたことにより、搬送対象物品が搬送されている前記チャンバーに適正な条件で圧力媒体および空気噴射を吹き込んで、適正な物品押し広げ力および減速力を発生させることができるとともに、搬送対象物品を変更する場合に効率的に作業を進めることができるという効果を有する。
【0018】
請求項9および14に係わる本発明は、物品を搬送するコンベヤの左右横方向から物品側方に空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用させて物品間の間隔を形成することにより、前記コンベヤにより単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたので、物品間の間隔を適正なものとし、装置設置のスペースが小さく、装置コストが安価で、しかも、搬送対象物品の変更に対応しやすい物品間の間隔形成方法および装置が提供できるという効果を有する。
【0019】
また、請求項10および15に係わる本発明は、物品を搬送するコンベヤの左右一方の横方向から搬送されてくる物品の側方に空気をジェット噴射して、物品をジェット噴射がない側の側面ガイドに押しながら沿わせて搬送するように作用するとともに、ジェット噴射が物品の前半分に当る時は物品を減速し、ジェット噴射が物品の後半分に当る時は物品を加速するように作用して、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことにより、物品間の間隔を適正なものとし、装置設置のスペースが小さく、装置コストがさらに安価で、しかも、エネルギー消費量が小さい物品間の間隔形成方法および装置が提供できるという効果を有する。
【0020】
さらに、請求項11に係わる本発明は、物品側面への空気のジェット噴射に加えて、搬送される物品の上方から前記コンベヤの進行方向に対して逆らった向きに空気をジェット噴射するようにしたので、前工程から物品に付着していた膜状、水滴状等の水分を除くということを付加した物品間の間隔形成装置を提供できるという効果を有する。
【発明を実施するための最良の形態】
【0021】
以下、この発明の実施の形態につき図面を参照しつつ詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。また、下記実施の形態における構成要素には、当業者が容易に想定できるもの、あるいは実質的に同一のものが含まれる。
【0022】
(第1の実施の形態)
本発明の第1の実施の形態を図に基づいて説明する。
図1は、本発明を適用した物品間の間隔形成装置の平面図で、一部断面図としてある。
図2は、図1のA−A断面図である。
図3は、図2のB−B断面図である。
図4は、図2のC−C断面図である。
【0023】
図において、容器(物品)1はコンベヤ2により矢印O方向から一対の側面ガイド10によってガイドされながら単列状態で搬送され、トンネル状の圧力保持室(以下チャンバーという)3の入口において側壁4の傾斜部41で搬送幅を狭められてチャンバー3内を搬送されるようになっている。
チャンバー3は、搬送される容器1との隙間を小さく形成するように一対の側壁4および天井6で囲まれた構造となっており、側壁4には図示しない送風機から加圧空気(圧力媒体)が吹き込まれてチャンバー3内に加圧空気(以下空気という)を吹き込む空気吹き込み装置7が、天井6には同様に空気吹き込み装置8が構成されている。また、空気吹き込み装置7には空気吹き込み孔71および72が、空気吹き込み装置8には空気吹き込み孔81が設けられていて、空気吹き込み孔71、72および81からチャンバー3内に空気がそれぞれ向き22、23および24の方向に吹き込まれるようになっている。
【0024】
図中において、空気吹き込み孔71はチャンバー3の高さ方向の中央近辺および中央からやや下方に、空気吹き込み孔72は下部で、空気吹き込み孔81はチャンバー3の上面の幅方向中央部に位置しており、チャンバー3内で容器1が前後して搬送されているときには先行の容器1と後続の容器1との間隔によりその大きさが異なるが、チャンバー3と両容器1との間の閉鎖空間42に空気吹込みにより圧力が発生する構成となっている。また、空気吹き込み孔71、72、81のチャンバー3の長さ方向の位置は、中間よりやや下流側で、空気吹き込み孔71、72、81からチャンバー3の入口までに容器1が2個分相当以上、チャンバー3の出口までに容器1が1個分相当以上の長さが望ましく、これによりチャンバー3と先行の容器1、後続の容器1との間の閉鎖空間42に発生した圧力が保たれて、この圧力により先行の容器1と後続の容器1との間に相互に押し広げ力が働いて、先行の容器1が押し出され、後続の容器1が押し戻されることにより、先行の容器1と後続の容器1との間に間隔が形成される。
ここで、図示の空気吹き込み孔の数、位置、噴出し方向は一例として示しているものであり、図示に限定されることなく、本発明の目的に沿って構造を変えることができることはもちろんである。
なお、9は制御装置で、チャンバー3の空気吹き込み装置7および8からの空気吹き込みの風量、風圧、噴出し方法等の空気吹き込み条件を設定、制御するようになっている。
【0025】
次に、本実施の形態に係わる物品間の間隔形成装置の作用を説明する。
チャンバー3内で、空気吹き込み装置7および8の空気吹き込み孔71、72および81から向き22、23および向き24へ空気が吹き込まれると、チャンバー3内で先行の容器1と後続の容器1とが密着して搬送されているときには、チャンバー3と両容器1との間にできている小さな閉鎖空間42に空気が入り込んで大きな圧力が発生する。この大きな圧力により先行の容器1と後続の容器1とには相互に押し広げ力が働き、先行の容器1は前方へ押し出され、後続の容器1が押し戻されて、先行の容器1と後続の容器1との間に間隔が形成される。
チャンバー3内で先行の容器1と後続の容器1との間隔が大きく空いて搬送されているときには、チャンバー3と両容器1との間の空間が広いため、空気吹き込み装置7および8から吹き込まれた空気により発生する圧力は小さいものとなり、先行の容器1は押し出される力が小さいため僅かに押し出されるか殆ど押し出されない。したがって、先行の容器1と後続の容器1は間隔を僅かに開くか殆ど間隔を変えずに大きい間隔のままで搬送されていく。
チャンバー3内で搬送される容器1が1個のみのときは、空気吹き込み装置7および8から吹き込まれた空気により発生する圧力が殆ど無いため、容器1は押し出されることなく、そのまま搬送されていく。
【0026】
ここで、先行の容器1が下流側へ押し出されようとする力は、前記吹き込み空気の風量、風圧および空気圧力を受ける容器1の大きさ(空気圧力を受ける投影面積)等によって影響されるが、容器1は前記コンベヤ2によって搬送されているので、容器1とコンベヤ2との間には摩擦力が作用しており、この摩擦力にも影響される。前記空気吹き込み装置7および8からの空気吹き込みの風量、風圧を適宜選択すると、空気吹き込みによる圧力で先行容器1への押し出し力が前記摩擦力に勝って、先行の容器1が押し出されながら搬送されるようになる。なお、前記摩擦力が、容器1と前記コンベヤ2との摩擦係数、容器1の重量、容器1のコンベヤ2との接地径等によって変わるのはもちろんであり、これに対応した空気吹き込みの条件を設定することになる。
本実施の形態によれば、前記吹き込み空気の風量、風圧は前記摩擦力に勝って容器1を押し出すのに必要な量でよいので、吹き込み空気のための消費エネルギーは小さい。
【0027】
ここで、空気吹き込みの風量、風圧、吹き込み方法は、搬送される容器1の重量、高さ、幅または直径、重心までの高さ、コンベヤ2との接地幅、重心安定モーメント、容器1とコンベヤ2との摩擦係数、容器1の搬送速度、容器1の許容加速および減速の速度、容器1の加速および減速に対する安定角度などの容器1の特性により設定されることになるが、このような容器1の特性データを予め制御装置9に入力して空気吹き込みの風量、風圧、吹き込み方法等の空気吹き込み条件が自動的に設定されるようにすれば、事前テストなどで得た容器1の適正間隔を容易に、かつ、精度良く形成することができる。
また、前記チャンバー3は、その内部の先行および後続の容器1との閉鎖空間42に適正な圧力を形成するように、容器1の特性に応じた最適な形状寸法とすることが求められるが、前記容器1の特性データを入力しておいた制御装置の制御により、適正な形状寸法を自動的に決定することができる。
【0028】
(第2の実施の形態)
次に、本発明を適用した物品の間隔形成装置の第2の実施の形態について図5から図7を参照しつつ説明する。
図5は、第2の実施の形態に係わる物品間の間隔形成装置の平面図で、一部断面図としてあり、図1に相当するものである。
図6は、図5のD−D断面図である。
図7は、図6のE−E断面図である。
【0029】
図5から図7において、図1から図4と同じ構造のものは同じ記号を記しており、重複する説明は省略する。5は空気噴射ノズルで、一対が側壁4の下部において空気吹き込み装置7を貫通して設けられていて、チャンバー3内を搬送されてくる容器1の側方に空気噴流21を当てるようになっている。
空気噴射ノズル5の作用を説明すると、前記チャンバー3内で左右の側壁4に案内されて搬送される容器1に側方から空気を噴出し、該空気噴流21によって前記チャンバー3内を搬送される容器1にさらに減速力が作用するようにして、前記チャンバー3内で前後して搬送されてくる後続の容器1を該減速力の付加で減速させるとともに、先行の容器1を前記空気吹き込み装置7および8から吹き込まれた空気の閉鎖空間42で発生した圧力による相互押し広げ力で押し出すことができる。
【0030】
上記減速力と押し広げ力の作用により、チャンバー3内を前後して搬送されてきた容器1は、先行の容器1と後続の容器1との間には一定以上の間隔を空けて搬送されていく。
本第2の実施の形態は前記第1の実施の形態よりも装置コスト、エネルギーコストが高価になるが、搬送対象容器の種類および目的とする容器1間の間隔の大きさや精度等により適宜選択して使用することができる。
なお、図5では、空気噴流21はコンベヤ2に対して直角の向きに噴射するようにしてあるが、空気噴射21の向きはやや上流側へ向ける等目的に応じて対応できる。
また、第1及び第2の実施の形態において、空気吹き込み装置7と側壁4の下端部に、空気逃がし孔50を設けることにより、チャンバー3内の圧力を調整するようにしてもよい。
【0031】
(第3の実施の形態)
次に、本発明を適用した物品の間隔形成装置の第3の実施の形態について図8から図11を参照しつつ説明する。
図8は、本発明の第3の実施の形態に係わる物品間の間隔形成装置の平面図で、図5に相当するものである。
図9は、図8のF−F断面図である。
図10は、図9に相当する断面図で、空気噴射ノズルの取り付け角度を変えた場合のものである。
図11は、図8の空気噴射ノズル部の拡大図で、容器が空気噴射ノズルからのジェット噴流により受ける力について、(a)は単独の容器にジェット噴流が当るときの説明、(b)は容器同士が密着しているときの説明、(c)は容器が間隔を空けているときの説明をするモデル図である。
【0032】
図において、容器(物品)1はコンベヤ2により矢印O方向から一対の側面ガイド10によってガイドされながら単列状態で不揃いな間隔で搬送されてくる。一対の空気噴射ノズル15は側面ガイド10の下部に貫通してコンベヤ2側にはみ出さないように図示しない取り付け部品によりコンベヤ2に進行方向Oに対して直角に取り付けられて、コンベヤ2で搬送される容器1に空気のジェット噴流25を当てるようになっている。
なお、図9では空気噴射ノズル15をコンベヤ2に平行に取り付けた場合を示したが、図10は、空気噴射ノズル15を、コンベヤ2に対して約30度上向きの角度にジェット噴流25を噴射するように取り付けた場合を示している。
【0033】
次に、本実施の形態に係わる物品間の間隔形成装置の作用を説明する。
先ず、空気噴射ノズル15の作用の原理について図11をもとに説明する。
図11(a)は単独の容器1の側方に空気噴射ノズル15から空気のジェット噴流25が当る場合のモデル図であり、ジェット噴流25が容器1の側方に当ると、ジェット噴流25が容器1に当る位置によってその大きさおよび向きが異なるが、容器1に進行方向0の方向にジェット噴流25の力の分力が作用する。
ジェット噴流25が容器1に当る力をFaとすると、容器1の進行方向Oの位置Rでジェット噴流25の中心が容器1に当る角度が進行方向Oに対して図示のようにθであるとき、容器1に作用する進行方向Oの方向の分力Fuは、Fu=Fa×sinθ×cosθとなる。
ここで、ジェット噴流25の幅は、空気噴射ノズル15から出た直後は空気噴射ノズル15の噴射口の幅とほぼ同じで、先へ進むほど幅広の傾向になるが、図では便宜上幅一定として、かつ、容器1に当る部分は点として示してある。
また、空気噴射ノズル15はコンベヤ2の左右両側に設けてあるので、前記分力Fuは容器2には2倍となってかかるが、ここでは、便宜上一方の側の分力Fuについて説明する。
【0034】
容器1が進行方向Oに向かって進むと、ジェット噴流25は先ず容器1の先頭の位置Pに当り始め、順次中央部Qの位置からRの位置を経由してSの位置に移動していく。Pの位置からQの位置への移動では、Fuは缶を減速する力として作用し、図11(a)に示すように、PとQの中間位置で缶を減速する力が最大になる。Qの位置からSの位置への移動では、Fuは缶を加速する力として作用し、QとSの中間位置で缶を加速する力が最大になる。
容器1の中心がジェット噴流25の当る位置よりも先に進むと、前記加速の作用により、容器1は後続の容器1との間に間隔を空けて進む。
上記容器1を減速する力および加速する力は、噴射されるジェット噴流25の流量、流速の大きさにより変わるので、目的とする容器1間に形成する間隔の大きさ、容器1の大きさ、重量等の特性によりジェット噴流25の流量、流速の大きさを選択すればよい。
このようにして、ジェット噴流25の流量、流速の大きさを適宜選択すれば、空気噴射ノズル15を通過した後の容器1は適正な間隔を形成されて搬送されることになる。
【0035】
また、容器1が密着して搬送されてきた場合について図11(b)をもとに説明する。容器1同士が密着により形成している閉窄部にジェット噴流25が溜まって大きな圧力が発生することにより空気噴射ノズル15の位置より先行する容器1には進行方向への大きな加速力が作用し、逆に空気噴射ノズル15の位置より後方となる容器1には容器1の進行を妨げようとする大きな減速力が作用する。
即ち、容器1同士が密着しているところへジェット噴流25が当ると、容器1同士の後方側の容器1のT点には図示のように先ず大きな減速力が作用する。容器1にジェット噴流25の当る位置がTからUに移動していくと減速力は減少して、Uの位置を過ぎると今度は加速力が作用してVの位置でさらに後続する容器1が密着してきている場合にはこの密着閉窄によるジェット噴流25の溜りの圧力により加速力が最大になる。
このようにして、図11(b)に示したように、容器1同士が密着してきた場合には、容器1を減速または加速する力はかなり大きなものとなるが、ジェット噴流25の流量、流速の大きさを適宜選択すれば、空気噴射ノズル15を通過した後の容器1は適正な間隔を形成されて搬送されていく。
【0036】
さらに、前後する容器1が間隔をもって搬送されてきた場合について、図11(c)をもとに説明する。容器1が間隔をもって搬送されてくると、この間隔にジェット噴流25が噴射されても、容器1同士の間隔がジェット噴流25の噴射幅よりも大きい場合は、ジェット噴流25による容器1間の間隔形成の作用は働かず、空気噴射ノズル15を通過する前後で、図11(a)で説明した容器1が単独の場合と同様の状態になり、空気噴射ノズル15の位置で、容器1の前半分にジェット噴流25が当るときは減速力が作用し、容器1の後半分にジェット噴流25が当るときは加速力が作用して、容器1は間隔を形成されて搬送されていく。
この場合、ジュット噴流25の流量、流速、ジェット幅の大きさ等を適宜選択して容器1間に形成する間隔を設定していけばよい。
【0037】
以上、図11をもとに、ジェット噴流25による容器1への減速力、加速力の原理について説明してきたが、容器1はコンベヤ2上を搬送されており、容器1とコンベヤ2との間には摩擦力が作用している。前記空気噴射ノズル15の位置へ搬送されてきた容器1の前半分にジェット噴流25が当っている間に前記ジェット噴流25による容器1への減速力が作用して減速するには、前記摩擦力に勝つ減速力が必要であり、また、前記空気噴射ノズル15の位置へ搬送されてきた容器1の後半分にジェット噴流25が当っている間に前記ジェット噴流25による容器1への加速力が作用して加速するには、前記摩擦力に勝つ加速力が必要となる。
【0038】
即ち、ジェット噴流25は容器1間の間隔を形成するのに十分な流量、流速が必要となるが、以上説明してきたように、ジェット噴流25の強さを適宜選択しておけば、コンベヤ2により単列状態で不揃いな間隔で搬送されてきた容器1は、容器1同士が密着してきた場合には、ジェット噴流25による大きな減速力、加速力で容器1の間隔を大きく空けて搬送され、容器1同士が離れた間隔できた場合には、その間隔の大きさにより、小さい間隔で搬送されてくれば間隔をより大きく空けて搬送され、大きい間隔で搬送されてくれば間隔が大きく変わらずに搬送されていくので、容器1の間隔は適正になる。
また、一対の側面ガイド10の幅間隔は、容器1の大きさに対して十分なものにしておけば、この幅間隔内で容器1の大きさを変更しても側面ガイド10の取り付けを変更する等の所謂サイズ変更の対応をする必要はなく、容器1のサイズ変更の頻度が多い場合には適している。
なお、図10に示すように、ジェット噴流25は斜め上向き噴射してもよい。
【0039】
(第4の実施の形態)
また、本発明を適用した物品の間隔形成装置の第4の実施の形態について図12を参照しつつ説明する。
図12は、本発明の第4の実施の形態に係わる物品間の間隔形成装置で、図8に相当する平面図であり、空気噴射ノズルを1個のみ取り付けたものである。
図12において、図8と同じ構造のものは同じ記号で記してあり、重複する説明は省略する。11は側面ガイドで、該側面ガイド11には空気噴射ノズルは取り付けられていない。
側面ガイド10に設けられた空気噴射ノズル15は、容器1の進行方向に直角の方向から図示のようにαの角度だけ下流側へ向けてジェット噴流25を噴射するように取り付けられている。
【0040】
容器1の側方に、空気噴射ノズル15のジェット噴流25が当ると、容器1はジェット噴流25の吹き付け力により側面ガイド11側に押されながら側面ガイド11に沿わされて進行するとともに、前記図11での説明と同様に、ジェット噴流25が容器1の前半分に当っている時は容器1に減速力が作用し、ジェット噴流25が容器1の後半分に当っている時は容器1に加速力が作用して容器1同士が間隔を空けていく。さらに、この場合には、ジェット噴流25が側面ガイド11に反射して、その反射した空気流が容器1の後半分と側面ガイド11との閉窄部に溜まり、この閉窄部の空気圧力により容器1の搬送を加速するように、また、容器1を側面ガイド11からコンベヤ2の中心側へやや寄せて搬送するように作用する。したがって、容器1と側面ガイド11との接触は一時的なものでああり、容器1間の間隔形成に及ぼす影響は小さい。
【0041】
第4の実施の形態の場合は、ジェット噴流25の流量、流速を前記第3の実施の形態の場合よりも少なくすることができ、省エネルギーとなる効果がある。
なお、角度αはジェット噴流25による容器1の減速力および加速力と側面ガイド11に反射した空気による容器1の加速力を勘案して適宜選択すればよい。
この第4の実施の形態の場合には、容器1は側面ガイド11に接触するため前記説明の第3の実施の形態の場合よりも容器1間の間隔形成精度がやや悪くなるが、空気噴射ノズル15が1個のみであるので、装置コストが安価になるという効果があり、要求される容器1間に空ける間隔の大きさおよび精度と、装置コスト、エネルギー消費量との兼ね合いで選択することができる。
【0042】
(第5の実施の形態)
次いで、本発明を適用した物品間の間隔形成装置の第5の実施の形態について図13、図14を参照しつつ説明する。
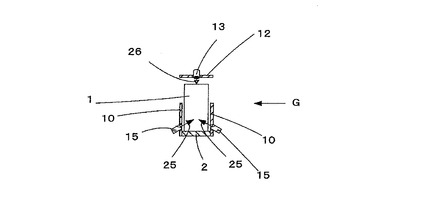
図13は、本発明の第5の実施の形態に係わる物品間の間隔形成装置で、図10に相当する断面図であり、上面ガイドを設けて空気噴射ノズルを追加して取り付けたものである。
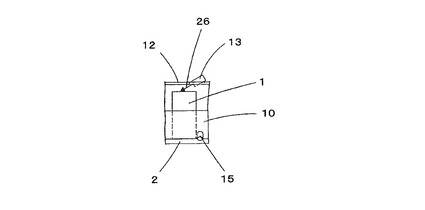
図14は、図13をG方向から見た部分正面図である。
図13および図14において、図10と同じ構造のものについては同じ記号が記してあり、重複する説明は省略する。
上面ガイド12には容器1の上方から容器1の上面に容器1の進行に逆らう方向で空気噴流26を噴射するように空気噴射ノズル13が取り付けられている。
【0043】
空気噴流26の噴射により、コンベヤ2の上流から上面に膜状、水滴状等の水分が付着してきた容器1はこの水分が除去される。さらに容器1の側面に付着していた水分は空気噴射ノズル15のジェット噴流25により除去される。
このようにして、ジェット噴流25と空気噴流26とを組み合わせて、コンベヤ2の上流で容器1に付着していた水分を除去して、下流において容器1が水分を除去された状態で段ボール箱に包装することができる。
【0044】
以上説明してきたように、本発明による物品間の間隔形成方法および装置の実施の形態は、容器間の間隔形成に必要なエネルギー消費量、容器サイズ変更の頻度、容器間に形成する間隔の大きさおよび精度、容器に付着している水分除去の付加機能、装置コスト等を勘案して選択することができる。
【図面の簡単な説明】
【0045】
【図1】本発明を適用した物品間の間隔形成装置の平面図であって、一部を断面図としてある。
【図2】図1のA−A断面図である。
【図3】図2のB−B断面図である。
【図4】図2のC−C断面図である。
【図5】第2の実施の形態に係わる物品間の間隔形成装置の平面図で、一部断面図としてあり、図1に相当するものである。
【図6】図5のD−D断面図である。
【図7】図6のE−E断面図である。
【図8】本発明の第3の実施の形態に係わる物品間の間隔形成装置の平面図で、図5に相当するものである。
【図9】図8のF−F断面図である。
【図10】図9に相当する断面図で、空気噴射ノズルの取り付け角度を変えた場合のものである。
【図11】図8の空気噴射ノズル部の拡大図で、容器が空気噴射ノズルからのジェット噴流により受ける力について、(a)は単独の容器にジェット噴流が当るときの説明、(b)は容器同士が密着しているときの説明、(c)は容器が間隔を空けているときの説明をするモデル図である。
【図12】本発明の第4の実施の形態に係わる物品間の間隔形成装置で、図8に相当する平面図であり、空気噴射ノズルを1個のみ取り付けたものである。
【図13】本発明の第5の実施の形態に係わる物品間の間隔形成装置で、図10に相当する断面図であり、上面ガイドを設けて空気噴射ノズルを追加して取り付けたものである。
【図14】図13をG方向から見た部分正面図である。
【符号の説明】
【0046】
1…容器、
2…コンベヤ、
3…圧力保持室(チャンバー)、
4…側壁、
5…空気噴射ノズル、
6…天井、
7,8…空気吹き込み装置、
9…制御装置、
10,11…側面ガイド、
12…上面ガイド、
13,15…空気噴射ノズル、
21…空気噴流、
25…ジュット噴流、
26…空気噴流、
42…閉鎖空間、
71,72,81…空気吹き込み孔
【特許請求の範囲】
【請求項1】
コンベヤで搬送される物品間の間隔形成装置において、前記コンベヤにトンネル状の圧力保持室(以下チャンバーという)と、該チャンバー内に圧力媒体を吹き込む圧力媒体吹き込み装置(以下吹き込み装置という)を設けて、前記チャンバー内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項2】
請求項1に記載する物品間の間隔形成装置において、前記圧力媒体吹き込み条件を設定、制御する制御装置を設けたことを特徴とする物品間の間隔形成装置。
【請求項3】
コンベヤで搬送される物品間の間隔形成方法において、前記コンベヤに設けたチャンバーに設置した吹き込み装置から前記チャンバー内に圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、進行方向先行の物品は進行方向へ押し出され、後続の物品は押し戻されるように作用させて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【請求項4】
請求項3に記載する物品間の間隔形成方法において、前記圧力媒体吹き込み条件を設定、制御するように設けた制御装置に予め搬送される物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件を自動的に設定できるようにしたことを特徴とする物品間の間隔形成方法。
【請求項5】
請求項1および2に記載する物品間の間隔形成装置において、前記制御装置に予め入力しておいた搬送対象物品の特性に応じて前記チャンバーの形状寸法を自動的に決定するように構成したことを特徴とする物品間の間隔形成装置。
【請求項6】
請求項1および2に記載する物品間の間隔形成装置において、前記制御装置により前記搬送対象物品の特性に応じて前記吹き込み装置の吹き込み条件が自動的に設定されるように構成したことを特徴とする物品間の間隔形成装置。
【請求項7】
請求項1に記載する物品間の間隔形成装置において、さらに前記チャンバー内を搬送されてくる物品の側方に空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品に減速力が作用するようにした空気噴射ノズルを前記チャンバーの左右の側壁に設けて、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加でさらに減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し広げ力で押し出すことにより、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項8】
請求項7に記載する物品間の間隔形成装置において、前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御する制御装置を設けたことを特徴とする物品間の間隔形成装置。
【請求項9】
コンベヤで搬送される物品間の間隔形成装置において、前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右横方向から空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用する一対の空気噴射ノズルを前記コンベヤの左右に設けて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項10】
コンベヤで搬送される物品間の間隔形成装置において、前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右一方の横方向から空気をジェット噴射して、ジェット噴射が物品をジェット噴射がない側の側面ガイドに押しながら沿わせて搬送するように作用するとともに、ジェット噴射が搬送されてくる物品の前半分に当る時は減速し、ジェット噴射が搬送されてくる物品の後半分に当る時は加速するように作用する空気噴射ノズルを前記コンベヤの一方に設けて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項11】
請求項9および10に記載する物品間の間隔形成装置において、さらに前記コンベヤで搬送される物品の上方から前記コンベヤの進行方向に対して逆らった向きに空気をジェット噴射する空気噴射ノズルを設けて、物品に付着している水滴を除去するように構成したことを特徴とする物品間の間隔形成装置。
【請求項12】
請求項3に記載する物品間の間隔形成方法において、前記チャンバーの側壁に設けた空気噴射ノズルから、前記チャンバー内で搬送される物品に側方から空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品にさらに減速力が作用するようにして、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加で減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し力で押し出すことにより、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【請求項13】
請求項12に記載する物品間の間隔形成方法において、前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御するように設けた制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に応じて前記圧力媒体吹き込み条件または前記空気噴射条件を自動的に設定できるようにしたことを特徴とする物品間の間隔形成方法。
【請求項14】
コンベヤで搬送される物品間の間隔形成方法において、前記コンベヤの左右に設けた一対の空気噴射ノズルから前記コンベヤにより単列状態で不揃いな間隔で搬送されてくる物品の側方に空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用させて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【請求項15】
コンベヤで搬送される物品間の間隔形成方法において、前記コンベヤの左右の一方に設けた空気噴射ノズルから前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に片側から空気をジェット噴射して、物品を空気噴射ノズルが取り付けられていない側の側面ガイドに押しながら沿わせて搬送するように作用させるとともに、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用させて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【請求項1】
コンベヤで搬送される物品間の間隔形成装置において、前記コンベヤにトンネル状の圧力保持室(以下チャンバーという)と、該チャンバー内に圧力媒体を吹き込む圧力媒体吹き込み装置(以下吹き込み装置という)を設けて、前記チャンバー内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項2】
請求項1に記載する物品間の間隔形成装置において、前記圧力媒体吹き込み条件を設定、制御する制御装置を設けたことを特徴とする物品間の間隔形成装置。
【請求項3】
コンベヤで搬送される物品間の間隔形成方法において、前記コンベヤに設けたチャンバーに設置した吹き込み装置から前記チャンバー内に圧力媒体を吹き込み、該圧力媒体の吹き込みによって前記チャンバーと前記チャンバー内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、進行方向先行の物品は進行方向へ押し出され、後続の物品は押し戻されるように作用させて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【請求項4】
請求項3に記載する物品間の間隔形成方法において、前記圧力媒体吹き込み条件を設定、制御するように設けた制御装置に予め搬送される物品の特性を入力しておいて、前記搬送対象物品に対応して前記圧力媒体吹き込み条件を自動的に設定できるようにしたことを特徴とする物品間の間隔形成方法。
【請求項5】
請求項1および2に記載する物品間の間隔形成装置において、前記制御装置に予め入力しておいた搬送対象物品の特性に応じて前記チャンバーの形状寸法を自動的に決定するように構成したことを特徴とする物品間の間隔形成装置。
【請求項6】
請求項1および2に記載する物品間の間隔形成装置において、前記制御装置により前記搬送対象物品の特性に応じて前記吹き込み装置の吹き込み条件が自動的に設定されるように構成したことを特徴とする物品間の間隔形成装置。
【請求項7】
請求項1に記載する物品間の間隔形成装置において、さらに前記チャンバー内を搬送されてくる物品の側方に空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品に減速力が作用するようにした空気噴射ノズルを前記チャンバーの左右の側壁に設けて、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加でさらに減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し広げ力で押し出すことにより、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項8】
請求項7に記載する物品間の間隔形成装置において、前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御する制御装置を設けたことを特徴とする物品間の間隔形成装置。
【請求項9】
コンベヤで搬送される物品間の間隔形成装置において、前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右横方向から空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用する一対の空気噴射ノズルを前記コンベヤの左右に設けて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項10】
コンベヤで搬送される物品間の間隔形成装置において、前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に前記コンベヤの左右一方の横方向から空気をジェット噴射して、ジェット噴射が物品をジェット噴射がない側の側面ガイドに押しながら沿わせて搬送するように作用するとともに、ジェット噴射が搬送されてくる物品の前半分に当る時は減速し、ジェット噴射が搬送されてくる物品の後半分に当る時は加速するように作用する空気噴射ノズルを前記コンベヤの一方に設けて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成したことを特徴とする物品間の間隔形成装置。
【請求項11】
請求項9および10に記載する物品間の間隔形成装置において、さらに前記コンベヤで搬送される物品の上方から前記コンベヤの進行方向に対して逆らった向きに空気をジェット噴射する空気噴射ノズルを設けて、物品に付着している水滴を除去するように構成したことを特徴とする物品間の間隔形成装置。
【請求項12】
請求項3に記載する物品間の間隔形成方法において、前記チャンバーの側壁に設けた空気噴射ノズルから、前記チャンバー内で搬送される物品に側方から空気を噴射し、該空気噴射によって前記チャンバー内を搬送される物品にさらに減速力が作用するようにして、前記チャンバー内で前後して搬送されてくる後続の物品を該減速力の付加で減速させるとともに、先行の物品を前記圧力媒体の圧力による物品押し力で押し出すことにより、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【請求項13】
請求項12に記載する物品間の間隔形成方法において、前記圧力媒体吹き込み条件または前記空気噴射条件を設定、制御するように設けた制御装置に予め搬送対象物品の特性を入力しておいて、前記搬送対象物品に応じて前記圧力媒体吹き込み条件または前記空気噴射条件を自動的に設定できるようにしたことを特徴とする物品間の間隔形成方法。
【請求項14】
コンベヤで搬送される物品間の間隔形成方法において、前記コンベヤの左右に設けた一対の空気噴射ノズルから前記コンベヤにより単列状態で不揃いな間隔で搬送されてくる物品の側方に空気をジェット噴射して、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用させて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【請求項15】
コンベヤで搬送される物品間の間隔形成方法において、前記コンベヤの左右の一方に設けた空気噴射ノズルから前記コンベヤにより不揃いな間隔で搬送されてくる物品の側方に片側から空気をジェット噴射して、物品を空気噴射ノズルが取り付けられていない側の側面ガイドに押しながら沿わせて搬送するように作用させるとともに、ジェット噴射が搬送されてくる物品の前半分に当たる時は物品を減速し、ジェット噴射が搬送されてくる物品の後半分に当たる時は物品を加速するように作用させて、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するようにしたことを特徴とする物品間の間隔形成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−76914(P2010−76914A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−248708(P2008−248708)
【出願日】平成20年9月26日(2008.9.26)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月26日(2008.9.26)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
[ Back to top ]