
特には自動車用の、ドア張り、及び製造方法
本発明は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割し、且つ分離フィルムと吸収性不織素材との合成物から構成される分離手段に関する。本発明は、分離手段を製造する方法に、及び車両ドアにも関する。

【発明の詳細な説明】
【技術分野】
【0001】
本願は、ドアの金属薄板(sheet metal)とドア張り(door liner)との間の空間を外部湿式領域(outer wet area)と内部乾式領域(inner dry area)とに分割し、且つ分離フィルムと吸収性不織素材との合成物からなる分離手段に関する。本願は、分離手段を製造する方法及び車両ドアにも関する。
【背景技術】
【0002】
一般的な分離手段は、例えば、DE10326154A1、US6,197,403B1、DE3510018C2及びG8225069から知られている。当該文献に記載の車両ドアは、室内側のドア張り、分離手段により外部湿式領域と内部乾式領域とに分割されるドアの外部金属薄板とドア張りとにより取り囲まれた空間を備える。
【発明の概要】
【0003】
本発明の目的は、分離フィルムの音響的特性を改善することであった。
【0004】
当該目的は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割する分離手段により達成され、当該手段は、分離フィルムと吸収性不織素材との合成物からなると共に、吸収性不織素材は、樹脂繊維(plastic fiber)の基礎織布(base web)からなる。
【0005】
本発明による分離手段を用いて改善された音響的特性を達成することが出来るということは、当業者にとっては、全く驚くべきであると共に意外なことであった。結果として、車両室内における雑音は、著しく低減される。それにより、車両操縦者の移動快適性が向上する。
【0006】
本発明によれば、分離手段は、樹脂繊維の基礎織布を有する吸収性不織素材を備える。樹脂繊維は、好ましくは、ポリエステル繊維及び/又はポリプロピレン繊維である。特に好ましくは、ポリエステル繊維とポリプロピレン繊維との間の荷重配分比は、25:75から35:55であるが、とりわけ好ましくは30:70である。
【0007】
基礎織布は、好ましくは、150から500グラム/m2、最も好ましくは170から220グラム/m2の単位面積当たりの重量を有する。
【0008】
基礎織布は、5から30mm、好ましくは7から20mmの厚さを好ましくは有する。
【0009】
本発明により同様に存在する分離手段は、好ましくは、ポリオレフィンから、特に好ましくはポリプロピレンから製造される。フィルムは、0.1から4mmの、好ましくは1から2mmの厚さを好ましくは有する。
【0010】
本発明による分離手段は、好ましくはさらに、表面織布を備える。表面織布は、好ましくは、ポリプロピレン(PP)裏張りへの接着を改善するために、特に好ましくは、実質的には、完全にポリプロピレンからなる。表面織布の1つの機能は、比較的に繊維質の基礎織布に対する保護を提供することであってもよい。
【0011】
吸収性不織素材は、好ましくは、表面織布と分離フィルムとの間に配置される。
【0012】
しかし、何らかの他の素材、例えばポリエーテルスルホン(PES)から基礎織布を製造し、次にPP裏張りと基礎織布との間の結合を可能にし又は改善するために、それに接着促進剤、例えばポリエチレン粉体を提供することも考えられる。
【0013】
本発明は、分離フィルム及び吸収性不織素材を備える分離手段を製造するための方法にも関し、この方法において、分離フィルム及び吸収性不織素材は連帯的に変形させられ、好ましくは熱成形される。
【0014】
分離手段は、好ましくは、上述の本発明による分離手段である。
【0015】
熱成形の間、吸収性不織素材及び分離フィルムはまた、好ましくは変形するだけでなく、互いに一体的に結合する。この一体的結合は、特には吸収性不織素材及び/又は分離フィルムが、互いの上に配置される後又は時に、或いは圧力を加えて、それらが後で冷えるときに互いに一体的に結合する程度に熱せられることによって行われる。本発明による方法のこの好ましい実施形態は、接着剤が分離フィルムと吸収性不織素材との間に用いられる必要がない点において有利である。
【0016】
分離フィルムは、好ましくは変形の前に熱せられる。分離フィルムは、この場合において、好ましくは、少なくともその可塑化(plastication)温度まで熱せられる。
【0017】
本発明は、本発明による分離手段又は本発明による方法により製造される分離手段を備える車両ドアにも関する。
【0018】
車両は、好ましくは自動車であり、特には乗用車又はトラックである。
【0019】
本発明は、図1から5を参照して以下で説明される。これらの説明は単に例示の目的で供されるのであって、本発明の一般概念を限定するものではない。説明は、本発明の主題の全側面に等しく当てはまる。
【図面の簡単な説明】
【0020】
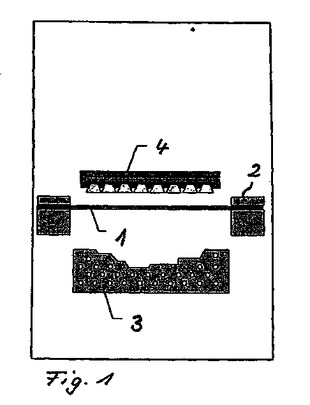
【図1】分離フィルムの加熱を示す。
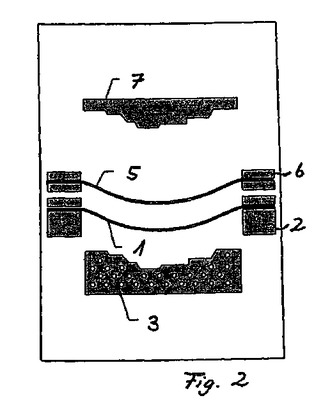
【図2】分離フィルムの上の吸収性不織素材の配置を示す。
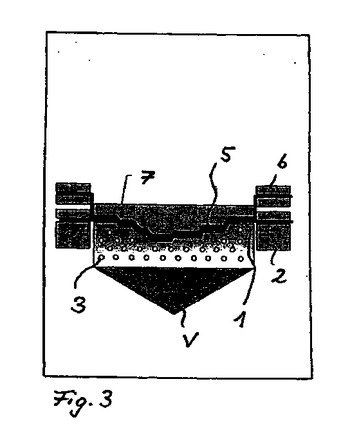
【図3】分離フィルムと吸収性不織素材との結合熱成形を示す。
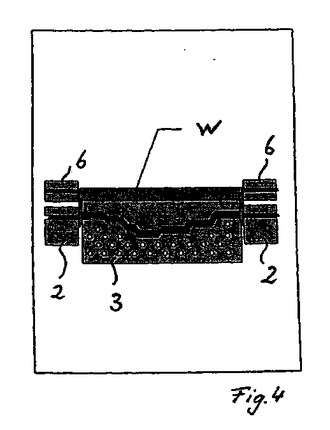
【図4】分離フィルムと吸収性不織素材との合成物の打抜き(punching)を示す。
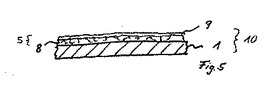
【図5】本発明による分離手段を概略的に示す。
【発明を実施するための形態】
【0021】
最初に、図1に示されるように、静止平面の分離フィルム1は、第1フレーム2にクランプで締められ、熱成形金型3の上に位置し、且つ少なくともその可塑化温度に到達するまで加熱器4により上から熱せられる。分離フィルム1の加熱4は、当業者には幾分周知のエネルギーを導入することにより、例えば放射、接触過熱、対流、超音波又はこれらの組み合わせにより行われてもよい。加熱の方法ステップの後、以下でより詳細に明記されると共にさらなるフレーム6により保持される吸収性不織素材5は、分離フィルムの上に配置される(図2)。熱成形金型3の方向に移動可能であると共に、例えば10CM厚の発泡体からなり得る打抜き器(punch)7により、吸収性不織素材5及び分離フィルム1は熱成形金型3に連帯して圧入され、同時にその3次元的に形成された金型表面上に減圧Vにより引き込まれる。分離フィルム1のなおも存在する余熱により、分離フィルム1及び吸収性不織素材5がそれにより親密な結合、特には一体的結合に入り、それは続いて所望の形態に至ると共に打抜き(図4の型W)により必要な凹所を備えることが出来る、という効果が奏される。その後、打抜き器7及び熱成形金型3は再度、互いから離されて、製造された分離手段が取り除かれてもよい。代替的に、分離フィルム1は、加熱され、その後、プレブロー(pre−blow)される。次のステップにおいて、熱成形打抜き器は、プレブローされた分離フィルム1に進入すると共に、減圧が適用され、その結果分離フィルムは熱成形打抜き器に対向して位置するようになる。続いて、吸収性不織素材5は、熱成形分離フィルム上に発泡体打抜き器で押圧される。本発明による方法は、非常に容易に且つ低費用で実行することが出来る。分離フィルム及び吸収性不織素材の変形並びにそれらの一体的結合は、1つの方法ステップで行われ、その結果、本発明による方法は、先行技術による方法よりも非常に容易に実行することが出来る。
【0022】
好ましくは25:75から35:55、特には約30:70の荷重配分比における、ポリエステル繊維及びポリプロピレン繊維からなる、基礎織布8を有する合成物が、好ましくは、吸収性不織素材5として使用される。排他的にポリプロピレン繊維を含むと共に合成物に所定の強度を与え、或いは非常に繊維質の吸収性不織素材を保護する表面織布9は、好ましくは少なくとも1側面において、このシート状の構成上に配置される。吸収性不織素材5が2層のみである場合、分離フィルム1上に押圧した後、この表面織布9は、図5に表されるように、好ましくは、当該フィルムに面していないシートの側面に配置される。層8、9は、好ましくは、密封又は接着により、互いに一体的に結合される。吸収性不織素材の製造は、好ましくは、本発明による方法が実行される前の期間に行われる。
【0023】
好ましくは、単一層吸収性不織素材は、少なくとも1面、好ましくは両面が、カレンダーにかけられ、すなわち、例えば、それらの強化のために、熱処理される。
【0024】
より良好な接着のために、PP及び/又はPE繊維がPES繊維の不織素材に混合されてもよい。
【符号の説明】
【0025】
1 分離フィルム
2 フレーム
3 熱成形金型
4 加熱器、加熱
5 吸収性不織素材
6 フレーム
7 打抜き器
8 基礎織布
9 表面織布
10 分離手段
V 減圧
W 打抜き型
【技術分野】
【0001】
本願は、ドアの金属薄板(sheet metal)とドア張り(door liner)との間の空間を外部湿式領域(outer wet area)と内部乾式領域(inner dry area)とに分割し、且つ分離フィルムと吸収性不織素材との合成物からなる分離手段に関する。本願は、分離手段を製造する方法及び車両ドアにも関する。
【背景技術】
【0002】
一般的な分離手段は、例えば、DE10326154A1、US6,197,403B1、DE3510018C2及びG8225069から知られている。当該文献に記載の車両ドアは、室内側のドア張り、分離手段により外部湿式領域と内部乾式領域とに分割されるドアの外部金属薄板とドア張りとにより取り囲まれた空間を備える。
【発明の概要】
【0003】
本発明の目的は、分離フィルムの音響的特性を改善することであった。
【0004】
当該目的は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割する分離手段により達成され、当該手段は、分離フィルムと吸収性不織素材との合成物からなると共に、吸収性不織素材は、樹脂繊維(plastic fiber)の基礎織布(base web)からなる。
【0005】
本発明による分離手段を用いて改善された音響的特性を達成することが出来るということは、当業者にとっては、全く驚くべきであると共に意外なことであった。結果として、車両室内における雑音は、著しく低減される。それにより、車両操縦者の移動快適性が向上する。
【0006】
本発明によれば、分離手段は、樹脂繊維の基礎織布を有する吸収性不織素材を備える。樹脂繊維は、好ましくは、ポリエステル繊維及び/又はポリプロピレン繊維である。特に好ましくは、ポリエステル繊維とポリプロピレン繊維との間の荷重配分比は、25:75から35:55であるが、とりわけ好ましくは30:70である。
【0007】
基礎織布は、好ましくは、150から500グラム/m2、最も好ましくは170から220グラム/m2の単位面積当たりの重量を有する。
【0008】
基礎織布は、5から30mm、好ましくは7から20mmの厚さを好ましくは有する。
【0009】
本発明により同様に存在する分離手段は、好ましくは、ポリオレフィンから、特に好ましくはポリプロピレンから製造される。フィルムは、0.1から4mmの、好ましくは1から2mmの厚さを好ましくは有する。
【0010】
本発明による分離手段は、好ましくはさらに、表面織布を備える。表面織布は、好ましくは、ポリプロピレン(PP)裏張りへの接着を改善するために、特に好ましくは、実質的には、完全にポリプロピレンからなる。表面織布の1つの機能は、比較的に繊維質の基礎織布に対する保護を提供することであってもよい。
【0011】
吸収性不織素材は、好ましくは、表面織布と分離フィルムとの間に配置される。
【0012】
しかし、何らかの他の素材、例えばポリエーテルスルホン(PES)から基礎織布を製造し、次にPP裏張りと基礎織布との間の結合を可能にし又は改善するために、それに接着促進剤、例えばポリエチレン粉体を提供することも考えられる。
【0013】
本発明は、分離フィルム及び吸収性不織素材を備える分離手段を製造するための方法にも関し、この方法において、分離フィルム及び吸収性不織素材は連帯的に変形させられ、好ましくは熱成形される。
【0014】
分離手段は、好ましくは、上述の本発明による分離手段である。
【0015】
熱成形の間、吸収性不織素材及び分離フィルムはまた、好ましくは変形するだけでなく、互いに一体的に結合する。この一体的結合は、特には吸収性不織素材及び/又は分離フィルムが、互いの上に配置される後又は時に、或いは圧力を加えて、それらが後で冷えるときに互いに一体的に結合する程度に熱せられることによって行われる。本発明による方法のこの好ましい実施形態は、接着剤が分離フィルムと吸収性不織素材との間に用いられる必要がない点において有利である。
【0016】
分離フィルムは、好ましくは変形の前に熱せられる。分離フィルムは、この場合において、好ましくは、少なくともその可塑化(plastication)温度まで熱せられる。
【0017】
本発明は、本発明による分離手段又は本発明による方法により製造される分離手段を備える車両ドアにも関する。
【0018】
車両は、好ましくは自動車であり、特には乗用車又はトラックである。
【0019】
本発明は、図1から5を参照して以下で説明される。これらの説明は単に例示の目的で供されるのであって、本発明の一般概念を限定するものではない。説明は、本発明の主題の全側面に等しく当てはまる。
【図面の簡単な説明】
【0020】
【図1】分離フィルムの加熱を示す。
【図2】分離フィルムの上の吸収性不織素材の配置を示す。
【図3】分離フィルムと吸収性不織素材との結合熱成形を示す。
【図4】分離フィルムと吸収性不織素材との合成物の打抜き(punching)を示す。
【図5】本発明による分離手段を概略的に示す。
【発明を実施するための形態】
【0021】
最初に、図1に示されるように、静止平面の分離フィルム1は、第1フレーム2にクランプで締められ、熱成形金型3の上に位置し、且つ少なくともその可塑化温度に到達するまで加熱器4により上から熱せられる。分離フィルム1の加熱4は、当業者には幾分周知のエネルギーを導入することにより、例えば放射、接触過熱、対流、超音波又はこれらの組み合わせにより行われてもよい。加熱の方法ステップの後、以下でより詳細に明記されると共にさらなるフレーム6により保持される吸収性不織素材5は、分離フィルムの上に配置される(図2)。熱成形金型3の方向に移動可能であると共に、例えば10CM厚の発泡体からなり得る打抜き器(punch)7により、吸収性不織素材5及び分離フィルム1は熱成形金型3に連帯して圧入され、同時にその3次元的に形成された金型表面上に減圧Vにより引き込まれる。分離フィルム1のなおも存在する余熱により、分離フィルム1及び吸収性不織素材5がそれにより親密な結合、特には一体的結合に入り、それは続いて所望の形態に至ると共に打抜き(図4の型W)により必要な凹所を備えることが出来る、という効果が奏される。その後、打抜き器7及び熱成形金型3は再度、互いから離されて、製造された分離手段が取り除かれてもよい。代替的に、分離フィルム1は、加熱され、その後、プレブロー(pre−blow)される。次のステップにおいて、熱成形打抜き器は、プレブローされた分離フィルム1に進入すると共に、減圧が適用され、その結果分離フィルムは熱成形打抜き器に対向して位置するようになる。続いて、吸収性不織素材5は、熱成形分離フィルム上に発泡体打抜き器で押圧される。本発明による方法は、非常に容易に且つ低費用で実行することが出来る。分離フィルム及び吸収性不織素材の変形並びにそれらの一体的結合は、1つの方法ステップで行われ、その結果、本発明による方法は、先行技術による方法よりも非常に容易に実行することが出来る。
【0022】
好ましくは25:75から35:55、特には約30:70の荷重配分比における、ポリエステル繊維及びポリプロピレン繊維からなる、基礎織布8を有する合成物が、好ましくは、吸収性不織素材5として使用される。排他的にポリプロピレン繊維を含むと共に合成物に所定の強度を与え、或いは非常に繊維質の吸収性不織素材を保護する表面織布9は、好ましくは少なくとも1側面において、このシート状の構成上に配置される。吸収性不織素材5が2層のみである場合、分離フィルム1上に押圧した後、この表面織布9は、図5に表されるように、好ましくは、当該フィルムに面していないシートの側面に配置される。層8、9は、好ましくは、密封又は接着により、互いに一体的に結合される。吸収性不織素材の製造は、好ましくは、本発明による方法が実行される前の期間に行われる。
【0023】
好ましくは、単一層吸収性不織素材は、少なくとも1面、好ましくは両面が、カレンダーにかけられ、すなわち、例えば、それらの強化のために、熱処理される。
【0024】
より良好な接着のために、PP及び/又はPE繊維がPES繊維の不織素材に混合されてもよい。
【符号の説明】
【0025】
1 分離フィルム
2 フレーム
3 熱成形金型
4 加熱器、加熱
5 吸収性不織素材
6 フレーム
7 打抜き器
8 基礎織布
9 表面織布
10 分離手段
V 減圧
W 打抜き型
【特許請求の範囲】
【請求項1】
ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割する分離手段(10)であって、前記手段は、分離フィルム(1)と吸収性不織素材(5)との合成物から構成され、前記吸収性不織素材(5)は、樹脂繊維の基礎織布(8)から構成されることを特徴する、分離手段(10)。
【請求項2】
前記樹脂繊維が、ポリエステル繊維、ポリプロピレン繊維、ポリアミド繊維、ポリエチレン繊維、及び/又はPES繊維であることを特徴とする、請求項1に記載の分離手段(10)。
【請求項3】
ポリエステル繊維とポリプロピレン繊維との間の荷重配分比が、25:75から35:55、特には約30:70であることを特徴とする、先行する請求項の1つに記載の分離手段(10)。
【請求項4】
前記基礎織(8)が、樹脂繊維、好ましくは、ポリプロピレン繊維の表面織布(9)に結合されることを特徴とする、先行する請求項の1つに記載の分離手段(10)。
【請求項5】
前記分離フィルム(1)が、ポリオレフィン、好ましくは、ポリプロピレンを備えることを特徴とする、先行する請求項の1つに記載の分離手段(10)。
【請求項6】
前記吸収性不織素材(5)が、前記表面織布(9)と前記分離フィルム(1)との間に配置されることを特徴とする、請求項3に記載の分離手段(10)。
【請求項7】
特に先行する請求項の1つに記載の分離手段(10)を製造するための方法であって、前記分離フィルム(1)及び前記吸収性不織素材(5)が連帯して変形され、好ましくは熱成形されることを特徴とする、方法。
【請求項8】
前記吸収性不織素材(5)及び前記分離フィルム(1)が、前記熱成形の間に一体的に結合されることを特徴とする、請求項7に記載の方法。
【請求項9】
前記分離フィルムが、前記変形の前に加熱されることを特徴とする、請求項7又は8に記載の方法。
【請求項10】
先行する請求項の1つに記載の分離手段(10)を備える、又は先行する請求項の1つに記載の方法により製造される、車両ドア。
【請求項1】
ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割する分離手段(10)であって、前記手段は、分離フィルム(1)と吸収性不織素材(5)との合成物から構成され、前記吸収性不織素材(5)は、樹脂繊維の基礎織布(8)から構成されることを特徴する、分離手段(10)。
【請求項2】
前記樹脂繊維が、ポリエステル繊維、ポリプロピレン繊維、ポリアミド繊維、ポリエチレン繊維、及び/又はPES繊維であることを特徴とする、請求項1に記載の分離手段(10)。
【請求項3】
ポリエステル繊維とポリプロピレン繊維との間の荷重配分比が、25:75から35:55、特には約30:70であることを特徴とする、先行する請求項の1つに記載の分離手段(10)。
【請求項4】
前記基礎織(8)が、樹脂繊維、好ましくは、ポリプロピレン繊維の表面織布(9)に結合されることを特徴とする、先行する請求項の1つに記載の分離手段(10)。
【請求項5】
前記分離フィルム(1)が、ポリオレフィン、好ましくは、ポリプロピレンを備えることを特徴とする、先行する請求項の1つに記載の分離手段(10)。
【請求項6】
前記吸収性不織素材(5)が、前記表面織布(9)と前記分離フィルム(1)との間に配置されることを特徴とする、請求項3に記載の分離手段(10)。
【請求項7】
特に先行する請求項の1つに記載の分離手段(10)を製造するための方法であって、前記分離フィルム(1)及び前記吸収性不織素材(5)が連帯して変形され、好ましくは熱成形されることを特徴とする、方法。
【請求項8】
前記吸収性不織素材(5)及び前記分離フィルム(1)が、前記熱成形の間に一体的に結合されることを特徴とする、請求項7に記載の方法。
【請求項9】
前記分離フィルムが、前記変形の前に加熱されることを特徴とする、請求項7又は8に記載の方法。
【請求項10】
先行する請求項の1つに記載の分離手段(10)を備える、又は先行する請求項の1つに記載の方法により製造される、車両ドア。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2010−506779(P2010−506779A)
【公表日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願番号】特願2009−532725(P2009−532725)
【出願日】平成19年10月18日(2007.10.18)
【国際出願番号】PCT/EP2007/009041
【国際公開番号】WO2008/046618
【国際公開日】平成20年4月24日(2008.4.24)
【出願人】(504348390)ジョンソン コントロールズ インテリアズ ゲーエムベーハー アンド カンパニー カーゲー (25)
【Fターム(参考)】
【公表日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願日】平成19年10月18日(2007.10.18)
【国際出願番号】PCT/EP2007/009041
【国際公開番号】WO2008/046618
【国際公開日】平成20年4月24日(2008.4.24)
【出願人】(504348390)ジョンソン コントロールズ インテリアズ ゲーエムベーハー アンド カンパニー カーゲー (25)
【Fターム(参考)】
[ Back to top ]