
特にフラット・カード、ローラ・カード、精選機などの紡績機械において繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置
【課題】連結用増幅器および連結バスを介することなしにデータ交換を行う。
【解決手段】紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置において、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有する。設備に関して簡素な手段を用いて上記処理機構の又は該機構に対する全ての機能を制御および/または調整するために、上記処理機構の又は該機構に対する制御および/または調整は上記紡績機械の上記制御/調整デバイスに統合され、上記処理機構の又は該機構に対する特にアクチュエータなどの機能要素、および、上記紡績機械の上記制御/調整デバイスは、単方向的におよび/または双方向的に信号を交換し得る。
【解決手段】紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置において、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有する。設備に関して簡素な手段を用いて上記処理機構の又は該機構に対する全ての機能を制御および/または調整するために、上記処理機構の又は該機構に対する制御および/または調整は上記紡績機械の上記制御/調整デバイスに統合され、上記処理機構の又は該機構に対する特にアクチュエータなどの機能要素、および、上記紡績機械の上記制御/調整デバイスは、単方向的におよび/または双方向的に信号を交換し得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特にフラット・カード、ローラ・カード、精選機などの紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置であって、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有するという装置に関する。
【背景技術】
【0002】
繊維機械分野において、特にフラット・カードおよびローラ・カードの場合、たとえばシリンダまたはドッファなどの個々のローラが備えている針布は、定期的に研削もしくは再研磨されねばならない。この処理が必要なのは、カーディングの間において針布は相当の摩耗を蒙ると共に、針布が鈍頭であるとカーディングの結果は悪影響を受けるからである。一般的に、針布は多数回に亙り再研磨され得るが、その後に交換されねばならない。研削処理のための特殊なデバイスが存在し、これは通常は、研削ヘッドを有する縦走デバイスと、該デバイスに対する駆動器としての電気モータと、操作要素を備えた制御デバイスと、移動用キャリッジとから成る。これに加え、フラット・カードもしくはローラ・カードの制御システムは通常、これらの研削処理のための特殊な保守プログラムを有する。上記目的のために基本的には、通常的な製造において必須である安全保護装置をバイパスし、且つ、研削されるべきローラを例えば他の所定の回転速度にて回転させる必要がある。一定の場合、回転方向も変更されねばならない。研削デバイスはそれ自体の別体の制御システムを要するという事実の結果として、該デバイスは比較的に高価である。
【発明の開示】
【発明が解決しようとする課題】
【0003】
公知の装置(DD 240 569 A1)の場合、フラット・カードもしくはローラ・カードに対する駆動システムは、速度制御デバイスを伴う少なくとも一台の速度制御式の三相交流モータを備えている。三相交流モータの各々の回転速度は周波数変換器を用いて制御され得る。2台の周波数変換器の各々には、別体のマイクロコンピュータ(MR1およびMR2)が組み合わされる。各周波数変換器はD/A変換器を介してマイクロコンピュータにより制御可能であるが、そのRAMメモリ内には全鋼製針布の研削処理に対する速度制御プログラム・ブロックが記憶されている。上記の2台のマイクロコンピュータはマスタ/スレーブ方式に従い動作し、すなわち、それらは相互に依存すると共にそれらの種々のタスクはそれらの間で割り振られる。上記各マイクロコンピュータ間のデータ交換は、連結用増幅器および連結バスを介して行われる。全鋼製針布用の研削処理に対する上記速度制御プログラム・ブロックは専ら、各三相交流モータの速度を制御する役割を果たしている。上記装置の場合において特に不都合なのは、たとえば負荷が変化した場合などに必要とされ得る研削処理の改変が不可能なことである。これに加え、上記の2台のマイクロコンピュータが必要とされる事実の結果として、設備経費は相当である。
【0004】
故に、本発明の基礎となる課題は、冒頭にて言及された種類の装置であって、言及された不都合を回避し、且つ、設備に関して簡素な手段を用いて上記処理機構の又は該処理機構に対する全ての機能を制御および/または調整し得る装置を提供するに在る。
【課題を解決するための手段】
【0005】
上記課題は、請求項1の特徴部分の特徴により解決される。
すなわち1番目の発明においては、特にフラット・カード、ローラ・カード、精選機などの紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置であって、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有するという装置において、上記処理機構の又は該機構に対する制御および/または調整は上記紡績機械の上記制御/調整デバイスに統合または一体化され、上記処理機構の又は該機構に対する特にアクチュエータなどの機能要素、および、上記紡績機械の上記制御/調整デバイスは、単方向的におよび/または双方向的に信号を交換し得ることを特徴とする、装置が提供される。
【0006】
本発明に依れば、上記紡績機械の(駆動制御器と協働する)電子制御/調整デバイスは上記処理機構の又は該機構に対する全ての機能を制御および/または調整すべく使用されるという対策が為される。研削デバイスの制御はフラット・カードまたはローラ・カードの制御システムへと統合されると共に、その操作のために、上記紡績機械の操作/表示ユニットが好適に使用される。必要とされたときに上記デバイスの全てのセンサおよびアクチュエータは、たとえばプラグ接続により上記機械制御器に対して接続される。上記機械用のソフトウェアは特定の”研削プログラム”も備えている。その過程において、一定の安全デバイスは無効とされ、該当するローラが駆動され且つ研削デバイスの全機能が実施される。特定の利点は、各研削デバイスに対する別体の制御システムが完全に省略されることである。この手法のみの結果として、相当のコスト削減が達成され得る。これに加え、上記研削デバイスの制御をフラット・カードまたはローラ・カードのそれに統合した結果として、研削の間に生ずるデータが決定され、記憶され、且つ、必要な場合に検索読取りされ得る。これにより、該当する機械工または監督は、対応する書類を手作業で保持する業務から解放される。これに加え、該当する機械に対して必要とされるデータは、最も頻繁に必要とされる場所すなわち正にその機械において如何なるときでも利用可能である。
【0007】
本発明に係る上記装置によれば、工業技術的および科学技術的な更なる改良が可能とされる。たとえば2通りの縦走速度の代わりに、その無段階的な変更が可能である。縦走移動のための上記モータの速度を変更するために、カード制御システムに配備された速度制御または調整デバイスが好適に使用される。存在する速度調整式または速度制御式である複数の駆動器の大部分は研削処理の間において使用されないことから、斯かるデバイスが切換えられ、故に再び利用されることは問題でない。研削処理の回数ならびに当該処理の間において生ずるデータが決定かつ記憶されると共に任意の時点で検索読取可能である様に、上記機械制御器が配置されるのが好ましい。上記データは、使用される回転速度、縦走移動の回数、送り込みの量などとされ得る。これに加えて上記データは、機械用ディスプレイ上に明確な様式で示され、(たとえばKITなどの)他のシステムに対して転送され、または、印刷出力され得る。該当する個々の機械においては、必要な研削処理に関する情報が、引張り装着時点から又は最後の研削処理時点から実際に製造されたスライバの量に応じて自動的に出力され得る。故に、斯かる措置(針布管理)の失念が防止され得る。たとえば、該当する機械に対する研削もしくは交換処理が必要であることを制御器が決定すると、このことが直ちに、遠くから明確に視認可能である様式にて上記機械における信号灯を用いて表示され得る。研削デバイスと機械制御器との間の接続は、好適には、対応した適切なプラグ接続により行われる。
【0008】
請求項2乃至請求項35は、本発明の好適な発展例を包含する。
すなわち2番目の発明によれば、1番目の発明において、前記機械用のソフトウェアは研削プロセスの間において前記研削デバイスおよび必要なローラを制御かつ監視するプログラムを備える。
3番目の発明によれば、1番目または2番目の発明において、前記機械の制御は、製造の間において作業に必須である安全保護装置が前記研削プロセスに対する操作から排除される様に配置される。
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記研削ヘッドの縦走速度は無段階的に調節可能である。
5番目の発明によれば、1番目から4番目のいずれかの発明において、縦走用駆動モータの制御もしくは調整に対しては、前記フラット・カードもしくはローラ・カードの制御システム内に既に存在する駆動制御または調整デバイスが使用される。
6番目の発明によれば、1番目から5番目のいずれかの発明において、前記駆動制御または調整デバイスは切換えられ得る。
7番目の発明によれば、1番目から6番目のいずれかの発明において、前記研削デバイスはプラグ接続の助力により前記フラット・カードもしくはローラ・カードに連結されるべく配置される。
8番目の発明によれば、1番目から7番目のいずれかの発明において、前記機械制御システムは、研削行程もしくは研削処理の回数と該処理において生ずる他のデータとが決定され、記憶されるべく構成され且つ任意の時点にて検索読取可能である様に配置される。
9番目の発明によれば、1番目から8番目のいずれかの発明において、生ずるデータは、使用される回転速度、縦走移動の回数、送り込みの量などである。
10番目の発明によれば、1番目から9番目のいずれかの発明において、決定されたデータは機械用ディスプレイ上に明確な形態で示される。
11番目の発明によれば、1番目から10番目のいずれかの発明において、決定されたデータは(たとえばKITなどの)他のシステムもしくは機械に対して転送されおよび/または印刷出力され得る。
12番目の発明によれば、1番目から11番目のいずれかの発明において、研削処理の間における操作は前記フラット・カードもしくはローラ・カードの操作/表示デバイスにより実施される。
13番目の発明によれば、1番目から12番目のいずれかの発明において、回転速度制御デバイスは前記電子的機械制御/調整デバイスに一体化される。
14番目の発明によれば、1番目から13番目のいずれかの発明において、回転速度制御デバイスは前記電子的モータ制御/調整デバイスに一体化される。
15番目の発明によれば、1番目から14番目のいずれかの発明において、前記処理機構の操作のために前記紡績機械の操作デバイスが使用される。
16番目の発明によれば、1番目から15番目のいずれかの発明において、前記紡績機械の表示デバイスが使用される。
17番目の発明によれば、1番目から16番目のいずれかの発明において、研削の前、その間およびその後に、操作者は前記表示デバイスにより命令、メッセージ、情報などを受ける。
18番目の発明によれば、1番目から17番目のいずれかの発明において、研削されつつあるローラを駆動するために、製造の間において他のローラを駆動するために配備された、カード機の駆動モータが使用される。
19番目の発明によれば、1番目から18番目のいずれかの発明において、前記他のローラは前記カード機のローラである。
20番目の発明によれば、1番目から19番目のいずれかの発明において、研削プロセスの間においてシリンダを駆動するためにドッファ・モータが使用される。
21番目の発明によれば、1番目から20番目のいずれかの発明において、前記ドッファ・モータは研削プロセスの間においてドッファを駆動するために使用される。
22番目の発明によれば、1番目から21番目のいずれかの発明において、特に研削されつつあるローラを駆動するなどの様に針布を研削するために必要な機能は、たとえばフラット・カードもしくはローラ・カードなどの前記紡績機械の制御システムにより実施される。
23番目の発明によれば、1番目から22番目のいずれかの発明において、前記制御/調整装置には、必要なときに開始される研削プロセス用の特定プログラムが配備される。
24番目の発明によれば、1番目から23番目のいずれかの発明において、前記アクチュエータはモータである。
25番目の発明によれば、1番目から24番目のいずれかの発明において、前記アクチュエータは研削要素の縦走のためのデバイスを駆動する。
26番目の発明によれば、1番目から25番目のいずれかの発明において、前記アクチュエータは前記研削要素を、研削されるべき針布に対して接近/離間させて送り込みを行うためのデバイスである。
27番目の発明によれば、1番目から26番目のいずれかの発明において、送り込みのための前記アクチュエータはモータである。
28番目の発明によれば、1番目から27番目のいずれかの発明において、送り込みのための前記アクチュエータは好適には複動式空気圧シリンダである。
29番目の発明によれば、1番目から28番目のいずれかの発明において、前記機能要素はセンサである。
30番目の発明によれば、1番目から29番目のいずれかの発明において、前記センサは縦走する研削要素の終端位置を検出する。
31番目の発明によれば、1番目から30番目のいずれかの発明において、進行の方向は進行経路の各終端位置にて逆転されるべく配備される。
32番目の発明によれば、1番目から31番目のいずれかの発明において、前記処理機構はたとえば砥石などの研削要素を備える。
33番目の発明によれば、1番目から32番目のいずれかの発明において、研削処理の間において前記砥石は例えばスプリングにより前記針布に対して付勢される。
34番目の発明によれば、1番目から33番目のいずれかの発明において、前記研削要素は回転研削ディスクである。
35番目の発明によれば、1番目から34番目のいずれかの発明において、前記紡績機械の前記制御/調整デバイスは前記処理機構と組み合わされた少なくとも一個の切換え要素に接続され、該切換え要素の起動の結果として、所定の軌道に沿う上記処理機構の変位、および/または、送り込み動作が開始され得る。
【発明を実施するための最良の形態】
【0009】
以下において本発明は図面に示された実施例に関して相当に詳細に記述される。
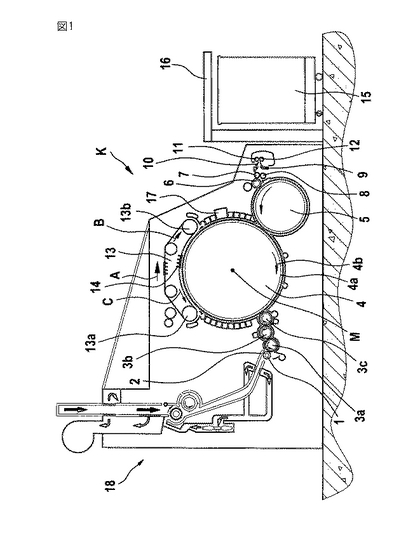
図1は、送給ローラ1と、送給テーブル2と、テーカイン3a、3b、3cと、シリンダ4と、ドッファ5と、ストリッパ・ローラ6と、ニップ・ローラ7、8と、ウェブ案内要素10と、引出しローラ11、12と、カード頂部偏向ローラ13a、13bおよびカード頂部バー14を有するカード回転頂部13と、ケンス15と、ケンス用巻取器(カンコイラ)16とを有する例えばTruetzschler TC 03などのフラット・カードKを示している。湾曲矢印は各ローラの回転方向を表している。参照符号Mはシリンダ4の中心(軸心)を表している。参照番号4aは針布を表し、且つ、参照番号4bはシリンダ4の回転方向を表している。参照符号Cはカーディング箇所におけるカード回転頂部13の回転方向を表し、且つ、参照符号Bは逆側にてカード頂部バー14が移動される方向を表している。参照番号17はシリンダ4の針布4aに対する研削デバイスを表し、且つ、参照番号18はカード・フィーダを表す。
【0010】
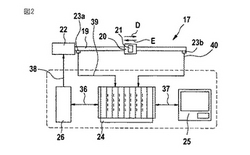
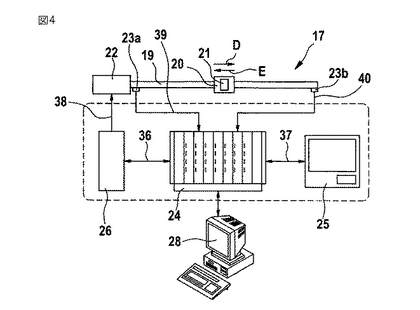
図2に依ると研削デバイス17は、直線状案内レール19と、砥石21を備えた研削ヘッド20とを備えて成り、該研削ヘッドは案内レール19に沿い矢印D、Eの方向に移動(縦走)し得ると共に(不図示の)送り込みデバイスも備えている。直線状案内レール19は、シリンダ4の軸心Mと、針布装着されたシリンダ4の外側面とに対して平行に配置される。研削デバイス17は駆動デバイス22を更に備え、これにより研削ヘッド20は砥石21と共に方向D、Eにおいて案内レール19に沿い移動され得る。上記送り込みデバイスは少なくとも一個の送り込み要素を備え、これにより研削ヘッド20は砥石21と共に、待機位置から研削位置へと且つその逆に、案内レール19に対して直交して移動される。上記送り込み要素は、好適には電子制御/調整デバイス24により制御される複動式空気圧昇降シリンダの形態である。位置決め用モータもまた好適に使用され得る。上記送り込みデバイスは例えば、研削処理の間において上記砥石を自動的に接触形成方向に案内する役割を果たすスプリング負荷式付勢デバイスなどの(不図示の)付勢デバイスを有する。研削範囲の開始箇所および終了箇所(反転箇所)は、2つのセンサ23a、23bにより規定される。たとえばTruetzschler TMS 2などの電子的機械制御/調整デバイス24が配備される。該機械制御/調整デバイス24に対しては、操作/表示デバイス25、駆動制御および/または調整デバイス26、および、上記センサ23a、23bが接続される。駆動制御および/または調整デバイス26は、好適に電気駆動モータから成る駆動ユニット22(縦走用駆動器)と通信する。
【0011】
電子制御/調整デバイス24はライン36、37、38、39、40および/または無線手段により、駆動制御および/または調整デバイス26、操作/表示デバイス25、駆動デバイス22およびセンサ23a、23bに対して接続される。これにより、研削デバイス17の機能要素と電子制御/調整デバイス24との間における単方向的および/または双方向的な信号交換が達成される。
【0012】
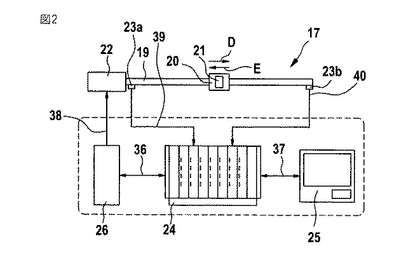
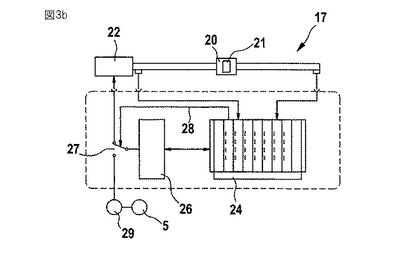
図3a、図3bに依ると、一方においてはドッファ5用の駆動モータ29と駆動制御および/または調整デバイス26との間に、且つ、他方においては研削デバイス17の縦走移動に対する駆動デバイス22と該駆動制御および/または調整デバイス26との間に配置された切換えデバイス27が在る。切換えデバイス27はライン28を介し、機械制御/調整デバイス24により制御される。切換えデバイス27は、図3aに係る位置に在るときには駆動制御および/または調整デバイス26からドッファ5用の駆動モータ29への接続を行い、且つ、図3bに係る位置に在るときには駆動制御および/または調整デバイス26から研削デバイス17の縦走移動のための駆動制御器22への接続を行う。
【0013】
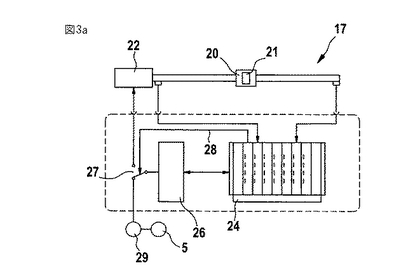
図4に係る配置構成は図2に示された配置構成に対応し、電子制御/調整デバイス24はKITカード情報システムに接続されている。
【0014】
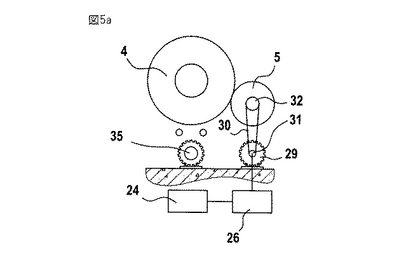
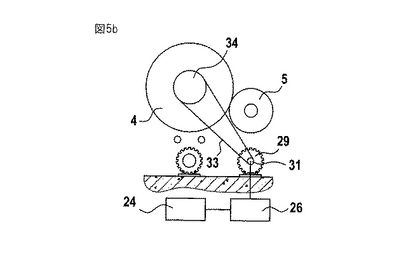
図5a、図5bに依ると、速度制御式モータ29はドッファ5に対して組み合わされる。カード機Kによる製造の間、モータ29はベルト30によりドッファ5を駆動する(図5a参照)。ベルト30は、ベルト・プーリ31および32の回りにループ巻回される。シリンダ4の針布4aの研削の間、モータ29は別のベルト33によりシリンダ4を駆動する(図5b参照)。ベルト33は、ベルト・プーリ31および34の回りにループ巻回される。
【0015】
この様にして、機械Kに既に存在すると共に速度制御が行われるモータは、使用者の施設における研削プロセスの間において各ローラを駆動するために使用される。そのモータは、該当する各ローラの製造領域に対していずれの場合にも存在するモータとされ得る。而して、高度に正確な速度制御を以て標準的に配備されるドッファ・モータ29がシリンダ4の研削に対して使用されることが好適である。その目的のためには、ドッファ・モータ29とドッファ5との間およびシリンダ・モータ35とシリンダ4との間の夫々の駆動ベルトを取り外し、且つ、ドッファ・モータ29とシリンダ4との間にベルトなどを配備することのみが必要である(図5b)。上記機械は、斯かる種類の伝達が可能であり且つ正しいサイズおよび種類の可能的な対応ベルト・プーリが既に存在する様に、機械的に構成される。この様にして、非常に簡素に、迅速に、且つ、最小限の経費のみを以て、各ローラを研削するための駆動力が生成され得る。
【0016】
本発明に係る上記デバイスに依れば、上記研削デバイスの制御がフラット・カードもしくはローラ・カードのそれに対して直接的に統合されると共に、その操作のために上記機械の操作/表示ユニットが用いられる。上記デバイスの全てのセンサおよびアクチュエータは、必要とされたときに、たとえばプラグ接続により上記機械制御器に対して接続される。上記機械のソフトウェアもまた、特定の研削プログラムを備える。その過程においては、特定の安全デバイスが先ず無効とされ、該当するローラが駆動され、且つ、研削デバイスの全機能が実施される。
【0017】
本発明に係る上記装置を用いると、研削デバイスに対する別体の制御システムが完全に省略され得るという特定の利点に帰着する。この手段のみの結果として、相当のコスト削減が達成され得る。
【図面の簡単な説明】
【0018】
【図1】本発明に係る装置に対するフラット・カードの概略的側面図である。
【図2】電子的機械制御/調整デバイス、電子的モータ制御および/または調整デバイス、および、操作/表示デバイス、ならびに、縦走用駆動器を備えたブロック回路図である。
【図3a】電子的機械制御/調整デバイスと、ドッファ駆動器(図3a)との間の切換えを行い得る切換えデバイスを備えた電子的モータ制御および/または調整デバイスとを備えたブロック回路図である。
【図3b】電子的機械制御/調整デバイスと、縦走用駆動器(図3b)との間の切換えを行い得る切換えデバイスを備えた電子的モータ制御および/または調整デバイスとを備えたブロック回路図である。
【図4】上記電子的機械制御および/または調整デバイスがKITシステムと通信するという図2に係るブロック回路図である。
【図5a】図1に係るフラット・カードのドッファが製造を行う間に該ドッファ用とされた速度制御式駆動モータを示す図である。
【図5b】シリンダの針布の研削の間における図5aのドッファ用の速度制御式駆動モータを示す図である。
【符号の説明】
【0019】
1 送給ローラ
2 送給テーブル
3a、3b、3c テーカイン
4 シリンダ
4a 針布
5 ドッファ
6 ローラ
7、8 ローラ
10 ウェブ案内要素
11、12 引出しローラ
13 カード回転頂部
13a、13b カード頂部偏向ローラ
14 カード頂部バー
15 ケンス
17 研削デバイス
19 案内レール
20 研削ヘッド
21 砥石
22 駆動デバイス
22 駆動制御器
23a、23b センサ
24 制御/調整デバイス
25 操作/表示デバイス
26 調整デバイス
27 切換えデバイス
28 ライン
29 駆動モータ
30 ベルト
31 プーリ
33 ベルト
35 モータ
36、37、38、39、40 ライン
K カード機
【技術分野】
【0001】
本発明は、特にフラット・カード、ローラ・カード、精選機などの紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置であって、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有するという装置に関する。
【背景技術】
【0002】
繊維機械分野において、特にフラット・カードおよびローラ・カードの場合、たとえばシリンダまたはドッファなどの個々のローラが備えている針布は、定期的に研削もしくは再研磨されねばならない。この処理が必要なのは、カーディングの間において針布は相当の摩耗を蒙ると共に、針布が鈍頭であるとカーディングの結果は悪影響を受けるからである。一般的に、針布は多数回に亙り再研磨され得るが、その後に交換されねばならない。研削処理のための特殊なデバイスが存在し、これは通常は、研削ヘッドを有する縦走デバイスと、該デバイスに対する駆動器としての電気モータと、操作要素を備えた制御デバイスと、移動用キャリッジとから成る。これに加え、フラット・カードもしくはローラ・カードの制御システムは通常、これらの研削処理のための特殊な保守プログラムを有する。上記目的のために基本的には、通常的な製造において必須である安全保護装置をバイパスし、且つ、研削されるべきローラを例えば他の所定の回転速度にて回転させる必要がある。一定の場合、回転方向も変更されねばならない。研削デバイスはそれ自体の別体の制御システムを要するという事実の結果として、該デバイスは比較的に高価である。
【発明の開示】
【発明が解決しようとする課題】
【0003】
公知の装置(DD 240 569 A1)の場合、フラット・カードもしくはローラ・カードに対する駆動システムは、速度制御デバイスを伴う少なくとも一台の速度制御式の三相交流モータを備えている。三相交流モータの各々の回転速度は周波数変換器を用いて制御され得る。2台の周波数変換器の各々には、別体のマイクロコンピュータ(MR1およびMR2)が組み合わされる。各周波数変換器はD/A変換器を介してマイクロコンピュータにより制御可能であるが、そのRAMメモリ内には全鋼製針布の研削処理に対する速度制御プログラム・ブロックが記憶されている。上記の2台のマイクロコンピュータはマスタ/スレーブ方式に従い動作し、すなわち、それらは相互に依存すると共にそれらの種々のタスクはそれらの間で割り振られる。上記各マイクロコンピュータ間のデータ交換は、連結用増幅器および連結バスを介して行われる。全鋼製針布用の研削処理に対する上記速度制御プログラム・ブロックは専ら、各三相交流モータの速度を制御する役割を果たしている。上記装置の場合において特に不都合なのは、たとえば負荷が変化した場合などに必要とされ得る研削処理の改変が不可能なことである。これに加え、上記の2台のマイクロコンピュータが必要とされる事実の結果として、設備経費は相当である。
【0004】
故に、本発明の基礎となる課題は、冒頭にて言及された種類の装置であって、言及された不都合を回避し、且つ、設備に関して簡素な手段を用いて上記処理機構の又は該処理機構に対する全ての機能を制御および/または調整し得る装置を提供するに在る。
【課題を解決するための手段】
【0005】
上記課題は、請求項1の特徴部分の特徴により解決される。
すなわち1番目の発明においては、特にフラット・カード、ローラ・カード、精選機などの紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置であって、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有するという装置において、上記処理機構の又は該機構に対する制御および/または調整は上記紡績機械の上記制御/調整デバイスに統合または一体化され、上記処理機構の又は該機構に対する特にアクチュエータなどの機能要素、および、上記紡績機械の上記制御/調整デバイスは、単方向的におよび/または双方向的に信号を交換し得ることを特徴とする、装置が提供される。
【0006】
本発明に依れば、上記紡績機械の(駆動制御器と協働する)電子制御/調整デバイスは上記処理機構の又は該機構に対する全ての機能を制御および/または調整すべく使用されるという対策が為される。研削デバイスの制御はフラット・カードまたはローラ・カードの制御システムへと統合されると共に、その操作のために、上記紡績機械の操作/表示ユニットが好適に使用される。必要とされたときに上記デバイスの全てのセンサおよびアクチュエータは、たとえばプラグ接続により上記機械制御器に対して接続される。上記機械用のソフトウェアは特定の”研削プログラム”も備えている。その過程において、一定の安全デバイスは無効とされ、該当するローラが駆動され且つ研削デバイスの全機能が実施される。特定の利点は、各研削デバイスに対する別体の制御システムが完全に省略されることである。この手法のみの結果として、相当のコスト削減が達成され得る。これに加え、上記研削デバイスの制御をフラット・カードまたはローラ・カードのそれに統合した結果として、研削の間に生ずるデータが決定され、記憶され、且つ、必要な場合に検索読取りされ得る。これにより、該当する機械工または監督は、対応する書類を手作業で保持する業務から解放される。これに加え、該当する機械に対して必要とされるデータは、最も頻繁に必要とされる場所すなわち正にその機械において如何なるときでも利用可能である。
【0007】
本発明に係る上記装置によれば、工業技術的および科学技術的な更なる改良が可能とされる。たとえば2通りの縦走速度の代わりに、その無段階的な変更が可能である。縦走移動のための上記モータの速度を変更するために、カード制御システムに配備された速度制御または調整デバイスが好適に使用される。存在する速度調整式または速度制御式である複数の駆動器の大部分は研削処理の間において使用されないことから、斯かるデバイスが切換えられ、故に再び利用されることは問題でない。研削処理の回数ならびに当該処理の間において生ずるデータが決定かつ記憶されると共に任意の時点で検索読取可能である様に、上記機械制御器が配置されるのが好ましい。上記データは、使用される回転速度、縦走移動の回数、送り込みの量などとされ得る。これに加えて上記データは、機械用ディスプレイ上に明確な様式で示され、(たとえばKITなどの)他のシステムに対して転送され、または、印刷出力され得る。該当する個々の機械においては、必要な研削処理に関する情報が、引張り装着時点から又は最後の研削処理時点から実際に製造されたスライバの量に応じて自動的に出力され得る。故に、斯かる措置(針布管理)の失念が防止され得る。たとえば、該当する機械に対する研削もしくは交換処理が必要であることを制御器が決定すると、このことが直ちに、遠くから明確に視認可能である様式にて上記機械における信号灯を用いて表示され得る。研削デバイスと機械制御器との間の接続は、好適には、対応した適切なプラグ接続により行われる。
【0008】
請求項2乃至請求項35は、本発明の好適な発展例を包含する。
すなわち2番目の発明によれば、1番目の発明において、前記機械用のソフトウェアは研削プロセスの間において前記研削デバイスおよび必要なローラを制御かつ監視するプログラムを備える。
3番目の発明によれば、1番目または2番目の発明において、前記機械の制御は、製造の間において作業に必須である安全保護装置が前記研削プロセスに対する操作から排除される様に配置される。
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記研削ヘッドの縦走速度は無段階的に調節可能である。
5番目の発明によれば、1番目から4番目のいずれかの発明において、縦走用駆動モータの制御もしくは調整に対しては、前記フラット・カードもしくはローラ・カードの制御システム内に既に存在する駆動制御または調整デバイスが使用される。
6番目の発明によれば、1番目から5番目のいずれかの発明において、前記駆動制御または調整デバイスは切換えられ得る。
7番目の発明によれば、1番目から6番目のいずれかの発明において、前記研削デバイスはプラグ接続の助力により前記フラット・カードもしくはローラ・カードに連結されるべく配置される。
8番目の発明によれば、1番目から7番目のいずれかの発明において、前記機械制御システムは、研削行程もしくは研削処理の回数と該処理において生ずる他のデータとが決定され、記憶されるべく構成され且つ任意の時点にて検索読取可能である様に配置される。
9番目の発明によれば、1番目から8番目のいずれかの発明において、生ずるデータは、使用される回転速度、縦走移動の回数、送り込みの量などである。
10番目の発明によれば、1番目から9番目のいずれかの発明において、決定されたデータは機械用ディスプレイ上に明確な形態で示される。
11番目の発明によれば、1番目から10番目のいずれかの発明において、決定されたデータは(たとえばKITなどの)他のシステムもしくは機械に対して転送されおよび/または印刷出力され得る。
12番目の発明によれば、1番目から11番目のいずれかの発明において、研削処理の間における操作は前記フラット・カードもしくはローラ・カードの操作/表示デバイスにより実施される。
13番目の発明によれば、1番目から12番目のいずれかの発明において、回転速度制御デバイスは前記電子的機械制御/調整デバイスに一体化される。
14番目の発明によれば、1番目から13番目のいずれかの発明において、回転速度制御デバイスは前記電子的モータ制御/調整デバイスに一体化される。
15番目の発明によれば、1番目から14番目のいずれかの発明において、前記処理機構の操作のために前記紡績機械の操作デバイスが使用される。
16番目の発明によれば、1番目から15番目のいずれかの発明において、前記紡績機械の表示デバイスが使用される。
17番目の発明によれば、1番目から16番目のいずれかの発明において、研削の前、その間およびその後に、操作者は前記表示デバイスにより命令、メッセージ、情報などを受ける。
18番目の発明によれば、1番目から17番目のいずれかの発明において、研削されつつあるローラを駆動するために、製造の間において他のローラを駆動するために配備された、カード機の駆動モータが使用される。
19番目の発明によれば、1番目から18番目のいずれかの発明において、前記他のローラは前記カード機のローラである。
20番目の発明によれば、1番目から19番目のいずれかの発明において、研削プロセスの間においてシリンダを駆動するためにドッファ・モータが使用される。
21番目の発明によれば、1番目から20番目のいずれかの発明において、前記ドッファ・モータは研削プロセスの間においてドッファを駆動するために使用される。
22番目の発明によれば、1番目から21番目のいずれかの発明において、特に研削されつつあるローラを駆動するなどの様に針布を研削するために必要な機能は、たとえばフラット・カードもしくはローラ・カードなどの前記紡績機械の制御システムにより実施される。
23番目の発明によれば、1番目から22番目のいずれかの発明において、前記制御/調整装置には、必要なときに開始される研削プロセス用の特定プログラムが配備される。
24番目の発明によれば、1番目から23番目のいずれかの発明において、前記アクチュエータはモータである。
25番目の発明によれば、1番目から24番目のいずれかの発明において、前記アクチュエータは研削要素の縦走のためのデバイスを駆動する。
26番目の発明によれば、1番目から25番目のいずれかの発明において、前記アクチュエータは前記研削要素を、研削されるべき針布に対して接近/離間させて送り込みを行うためのデバイスである。
27番目の発明によれば、1番目から26番目のいずれかの発明において、送り込みのための前記アクチュエータはモータである。
28番目の発明によれば、1番目から27番目のいずれかの発明において、送り込みのための前記アクチュエータは好適には複動式空気圧シリンダである。
29番目の発明によれば、1番目から28番目のいずれかの発明において、前記機能要素はセンサである。
30番目の発明によれば、1番目から29番目のいずれかの発明において、前記センサは縦走する研削要素の終端位置を検出する。
31番目の発明によれば、1番目から30番目のいずれかの発明において、進行の方向は進行経路の各終端位置にて逆転されるべく配備される。
32番目の発明によれば、1番目から31番目のいずれかの発明において、前記処理機構はたとえば砥石などの研削要素を備える。
33番目の発明によれば、1番目から32番目のいずれかの発明において、研削処理の間において前記砥石は例えばスプリングにより前記針布に対して付勢される。
34番目の発明によれば、1番目から33番目のいずれかの発明において、前記研削要素は回転研削ディスクである。
35番目の発明によれば、1番目から34番目のいずれかの発明において、前記紡績機械の前記制御/調整デバイスは前記処理機構と組み合わされた少なくとも一個の切換え要素に接続され、該切換え要素の起動の結果として、所定の軌道に沿う上記処理機構の変位、および/または、送り込み動作が開始され得る。
【発明を実施するための最良の形態】
【0009】
以下において本発明は図面に示された実施例に関して相当に詳細に記述される。
図1は、送給ローラ1と、送給テーブル2と、テーカイン3a、3b、3cと、シリンダ4と、ドッファ5と、ストリッパ・ローラ6と、ニップ・ローラ7、8と、ウェブ案内要素10と、引出しローラ11、12と、カード頂部偏向ローラ13a、13bおよびカード頂部バー14を有するカード回転頂部13と、ケンス15と、ケンス用巻取器(カンコイラ)16とを有する例えばTruetzschler TC 03などのフラット・カードKを示している。湾曲矢印は各ローラの回転方向を表している。参照符号Mはシリンダ4の中心(軸心)を表している。参照番号4aは針布を表し、且つ、参照番号4bはシリンダ4の回転方向を表している。参照符号Cはカーディング箇所におけるカード回転頂部13の回転方向を表し、且つ、参照符号Bは逆側にてカード頂部バー14が移動される方向を表している。参照番号17はシリンダ4の針布4aに対する研削デバイスを表し、且つ、参照番号18はカード・フィーダを表す。
【0010】
図2に依ると研削デバイス17は、直線状案内レール19と、砥石21を備えた研削ヘッド20とを備えて成り、該研削ヘッドは案内レール19に沿い矢印D、Eの方向に移動(縦走)し得ると共に(不図示の)送り込みデバイスも備えている。直線状案内レール19は、シリンダ4の軸心Mと、針布装着されたシリンダ4の外側面とに対して平行に配置される。研削デバイス17は駆動デバイス22を更に備え、これにより研削ヘッド20は砥石21と共に方向D、Eにおいて案内レール19に沿い移動され得る。上記送り込みデバイスは少なくとも一個の送り込み要素を備え、これにより研削ヘッド20は砥石21と共に、待機位置から研削位置へと且つその逆に、案内レール19に対して直交して移動される。上記送り込み要素は、好適には電子制御/調整デバイス24により制御される複動式空気圧昇降シリンダの形態である。位置決め用モータもまた好適に使用され得る。上記送り込みデバイスは例えば、研削処理の間において上記砥石を自動的に接触形成方向に案内する役割を果たすスプリング負荷式付勢デバイスなどの(不図示の)付勢デバイスを有する。研削範囲の開始箇所および終了箇所(反転箇所)は、2つのセンサ23a、23bにより規定される。たとえばTruetzschler TMS 2などの電子的機械制御/調整デバイス24が配備される。該機械制御/調整デバイス24に対しては、操作/表示デバイス25、駆動制御および/または調整デバイス26、および、上記センサ23a、23bが接続される。駆動制御および/または調整デバイス26は、好適に電気駆動モータから成る駆動ユニット22(縦走用駆動器)と通信する。
【0011】
電子制御/調整デバイス24はライン36、37、38、39、40および/または無線手段により、駆動制御および/または調整デバイス26、操作/表示デバイス25、駆動デバイス22およびセンサ23a、23bに対して接続される。これにより、研削デバイス17の機能要素と電子制御/調整デバイス24との間における単方向的および/または双方向的な信号交換が達成される。
【0012】
図3a、図3bに依ると、一方においてはドッファ5用の駆動モータ29と駆動制御および/または調整デバイス26との間に、且つ、他方においては研削デバイス17の縦走移動に対する駆動デバイス22と該駆動制御および/または調整デバイス26との間に配置された切換えデバイス27が在る。切換えデバイス27はライン28を介し、機械制御/調整デバイス24により制御される。切換えデバイス27は、図3aに係る位置に在るときには駆動制御および/または調整デバイス26からドッファ5用の駆動モータ29への接続を行い、且つ、図3bに係る位置に在るときには駆動制御および/または調整デバイス26から研削デバイス17の縦走移動のための駆動制御器22への接続を行う。
【0013】
図4に係る配置構成は図2に示された配置構成に対応し、電子制御/調整デバイス24はKITカード情報システムに接続されている。
【0014】
図5a、図5bに依ると、速度制御式モータ29はドッファ5に対して組み合わされる。カード機Kによる製造の間、モータ29はベルト30によりドッファ5を駆動する(図5a参照)。ベルト30は、ベルト・プーリ31および32の回りにループ巻回される。シリンダ4の針布4aの研削の間、モータ29は別のベルト33によりシリンダ4を駆動する(図5b参照)。ベルト33は、ベルト・プーリ31および34の回りにループ巻回される。
【0015】
この様にして、機械Kに既に存在すると共に速度制御が行われるモータは、使用者の施設における研削プロセスの間において各ローラを駆動するために使用される。そのモータは、該当する各ローラの製造領域に対していずれの場合にも存在するモータとされ得る。而して、高度に正確な速度制御を以て標準的に配備されるドッファ・モータ29がシリンダ4の研削に対して使用されることが好適である。その目的のためには、ドッファ・モータ29とドッファ5との間およびシリンダ・モータ35とシリンダ4との間の夫々の駆動ベルトを取り外し、且つ、ドッファ・モータ29とシリンダ4との間にベルトなどを配備することのみが必要である(図5b)。上記機械は、斯かる種類の伝達が可能であり且つ正しいサイズおよび種類の可能的な対応ベルト・プーリが既に存在する様に、機械的に構成される。この様にして、非常に簡素に、迅速に、且つ、最小限の経費のみを以て、各ローラを研削するための駆動力が生成され得る。
【0016】
本発明に係る上記デバイスに依れば、上記研削デバイスの制御がフラット・カードもしくはローラ・カードのそれに対して直接的に統合されると共に、その操作のために上記機械の操作/表示ユニットが用いられる。上記デバイスの全てのセンサおよびアクチュエータは、必要とされたときに、たとえばプラグ接続により上記機械制御器に対して接続される。上記機械のソフトウェアもまた、特定の研削プログラムを備える。その過程においては、特定の安全デバイスが先ず無効とされ、該当するローラが駆動され、且つ、研削デバイスの全機能が実施される。
【0017】
本発明に係る上記装置を用いると、研削デバイスに対する別体の制御システムが完全に省略され得るという特定の利点に帰着する。この手段のみの結果として、相当のコスト削減が達成され得る。
【図面の簡単な説明】
【0018】
【図1】本発明に係る装置に対するフラット・カードの概略的側面図である。
【図2】電子的機械制御/調整デバイス、電子的モータ制御および/または調整デバイス、および、操作/表示デバイス、ならびに、縦走用駆動器を備えたブロック回路図である。
【図3a】電子的機械制御/調整デバイスと、ドッファ駆動器(図3a)との間の切換えを行い得る切換えデバイスを備えた電子的モータ制御および/または調整デバイスとを備えたブロック回路図である。
【図3b】電子的機械制御/調整デバイスと、縦走用駆動器(図3b)との間の切換えを行い得る切換えデバイスを備えた電子的モータ制御および/または調整デバイスとを備えたブロック回路図である。
【図4】上記電子的機械制御および/または調整デバイスがKITシステムと通信するという図2に係るブロック回路図である。
【図5a】図1に係るフラット・カードのドッファが製造を行う間に該ドッファ用とされた速度制御式駆動モータを示す図である。
【図5b】シリンダの針布の研削の間における図5aのドッファ用の速度制御式駆動モータを示す図である。
【符号の説明】
【0019】
1 送給ローラ
2 送給テーブル
3a、3b、3c テーカイン
4 シリンダ
4a 針布
5 ドッファ
6 ローラ
7、8 ローラ
10 ウェブ案内要素
11、12 引出しローラ
13 カード回転頂部
13a、13b カード頂部偏向ローラ
14 カード頂部バー
15 ケンス
17 研削デバイス
19 案内レール
20 研削ヘッド
21 砥石
22 駆動デバイス
22 駆動制御器
23a、23b センサ
24 制御/調整デバイス
25 操作/表示デバイス
26 調整デバイス
27 切換えデバイス
28 ライン
29 駆動モータ
30 ベルト
31 プーリ
33 ベルト
35 モータ
36、37、38、39、40 ライン
K カード機
【特許請求の範囲】
【請求項1】
特にフラット・カード、ローラ・カード、精選機などの紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置であって、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有するという装置において、
上記処理機構(17;19、20、21、22)の又は該機構に対する制御および/または調整は上記紡績機械(K)の上記制御/調整デバイス(24;26)に統合され、
上記処理機構(17;19、20、21、22)の又は該機構に対する特にアクチュエータなどの機能要素、および、上記紡績機械(K)の上記制御/調整デバイス(24;26)は、単方向的におよび/または双方向的に信号を交換(36、37、38、39、40)し得ることを特徴とする、装置。
【請求項2】
前記機械用のソフトウェアは研削プロセスの間において前記研削デバイスおよび必要なローラを制御かつ監視するプログラムを備えることを特徴とする、請求項1記載の装置。
【請求項3】
前記機械の制御は、製造の間において作業に必須である安全保護装置が前記研削プロセスに対する操作から排除される様に行われることを特徴とする、請求項1または2に記載の装置。
【請求項4】
前記研削ヘッドの縦走速度は無段階的に調節可能であることを特徴とする、請求項1乃至3のいずれか一項に記載の装置。
【請求項5】
縦走用駆動モータの制御もしくは調整に対しては、前記フラット・カードもしくはローラ・カードの制御システム内に既に存在する駆動制御または調整デバイスが使用されることを特徴とする、請求項1乃至4のいずれか一項に記載の装置。
【請求項6】
前記駆動制御または調整デバイスは切換えられ得ることを特徴とする、請求項1乃至5のいずれか一項に記載の装置。
【請求項7】
前記研削デバイスはプラグ接続の助力により前記フラット・カードもしくはローラ・カードに連結されるべく配置されることを特徴とする、請求項1乃至6のいずれか一項に記載の装置。
【請求項8】
前記機械制御システムは、研削行程もしくは研削処理の回数と該処理において生ずる他のデータとが決定され、記憶されるべく構成され且つ任意の時点にて検索読取可能である様に配置されることを特徴とする、請求項1乃至7のいずれか一項に記載の装置。
【請求項9】
生ずるデータは、使用される回転速度、縦走移動の回数、送り込みの量などであることを特徴とする、請求項1乃至8のいずれか一項に記載の装置。
【請求項10】
決定されたデータは機械用ディスプレイ上に明確な形態で示されることを特徴とする、請求項1乃至9のいずれか一項に記載の装置。
【請求項11】
決定されたデータは(たとえばKITなどの)他のシステムもしくは機械に対して転送されおよび/または印刷出力され得ることを特徴とする、請求項1乃至10のいずれか一項に記載の装置。
【請求項12】
研削処理の間における操作は前記フラット・カードもしくはローラ・カードの操作/表示デバイスにより実施されることを特徴とする、請求項1乃至11のいずれか一項に記載の装置。
【請求項13】
回転速度制御デバイスは前記電子的機械制御/調整デバイスに一体化されることを特徴とする、請求項1乃至12のいずれか一項に記載の装置。
【請求項14】
回転速度制御デバイスは前記電子的モータ制御/調整デバイスに一体化されることを特徴とする、請求項1乃至13のいずれか一項に記載の装置。
【請求項15】
前記処理機構の操作のために前記紡績機械の操作デバイスが使用されることを特徴とする、請求項1乃至14のいずれか一項に記載の装置。
【請求項16】
前記紡績機械の表示デバイスが使用されることを特徴とする、請求項1乃至15のいずれか一項に記載の装置。
【請求項17】
研削の前、その間およびその後に、操作者は前記表示デバイスにより命令、メッセージ、情報などを受けることを特徴とする、請求項1乃至16のいずれか一項に記載の装置。
【請求項18】
研削されつつあるローラを駆動するために、製造の間において他のローラを駆動するために配備された、カード機の駆動モータが使用されることを特徴とする、請求項1乃至17のいずれか一項に記載の装置。
【請求項19】
前記他のローラは前記カード機のローラであることを特徴とする、請求項1乃至18のいずれか一項に記載の装置。
【請求項20】
研削プロセスの間においてシリンダを駆動するためにドッファ・モータが使用されることを特徴とする、請求項1乃至19のいずれか一項に記載の装置。
【請求項21】
前記ドッファ・モータは研削プロセスの間においてドッファを駆動するために使用されることを特徴とする、請求項1乃至20のいずれか一項に記載の装置。
【請求項22】
特に研削されつつあるローラを駆動するなどの様に針布を研削するために必要な機能は、たとえばフラット・カードもしくはローラ・カードなどの前記紡績機械の制御システムにより実施されることを特徴とする、請求項1乃至21のいずれか一項に記載の装置。
【請求項23】
前記制御/調整装置には、必要なときに開始される研削プロセス用の特定プログラムが配備されることを特徴とする、請求項1乃至22のいずれか一項に記載の装置。
【請求項24】
前記アクチュエータはモータであることを特徴とする、請求項1乃至23のいずれか一項に記載の装置。
【請求項25】
前記アクチュエータは研削要素の縦走のためのデバイスを駆動することを特徴とする、請求項1乃至24のいずれか一項に記載の装置。
【請求項26】
前記アクチュエータは前記研削要素を、研削されるべき針布に対して接近/離間させて送り込みを行うためのデバイスであることを特徴とする、請求項1乃至25のいずれか一項に記載の装置。
【請求項27】
送り込みのための前記アクチュエータはモータであることを特徴とする、請求項1乃至26のいずれか一項に記載の装置。
【請求項28】
送り込みのための前記アクチュエータは好適には複動式空気圧シリンダであることを特徴とする、請求項1乃至27のいずれか一項に記載の装置。
【請求項29】
前記機能要素はセンサであることを特徴とする、請求項1乃至28のいずれか一項に記載の装置。
【請求項30】
前記センサは縦走する研削要素の終端位置を検出することを特徴とする、請求項1乃至29のいずれか一項に記載の装置。
【請求項31】
進行の方向は進行経路の各終端位置にて逆転されるべく配備されることを特徴とする、請求項1乃至30のいずれか一項に記載の装置。
【請求項32】
前記処理機構はたとえば砥石などの研削要素を備えることを特徴とする、請求項1乃至31のいずれか一項に記載の装置。
【請求項33】
研削処理の間において前記砥石は例えばスプリングにより前記針布に対して付勢されることを特徴とする、請求項1乃至32のいずれか一項に記載の装置。
【請求項34】
前記研削要素は回転研削ディスクであることを特徴とする、請求項1乃至33のいずれか一項に記載の装置。
【請求項35】
前記紡績機械の前記制御/調整デバイスは前記処理機構と組み合わされた少なくとも一個の切換え要素に接続され、該切換え要素の起動の結果として、所定の軌道に沿う上記処理機構の変位、および/または、送り込み動作が開始され得ることを特徴とする、請求項1乃至34のいずれか一項に記載の装置。
【請求項1】
特にフラット・カード、ローラ・カード、精選機などの紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置であって、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有するという装置において、
上記処理機構(17;19、20、21、22)の又は該機構に対する制御および/または調整は上記紡績機械(K)の上記制御/調整デバイス(24;26)に統合され、
上記処理機構(17;19、20、21、22)の又は該機構に対する特にアクチュエータなどの機能要素、および、上記紡績機械(K)の上記制御/調整デバイス(24;26)は、単方向的におよび/または双方向的に信号を交換(36、37、38、39、40)し得ることを特徴とする、装置。
【請求項2】
前記機械用のソフトウェアは研削プロセスの間において前記研削デバイスおよび必要なローラを制御かつ監視するプログラムを備えることを特徴とする、請求項1記載の装置。
【請求項3】
前記機械の制御は、製造の間において作業に必須である安全保護装置が前記研削プロセスに対する操作から排除される様に行われることを特徴とする、請求項1または2に記載の装置。
【請求項4】
前記研削ヘッドの縦走速度は無段階的に調節可能であることを特徴とする、請求項1乃至3のいずれか一項に記載の装置。
【請求項5】
縦走用駆動モータの制御もしくは調整に対しては、前記フラット・カードもしくはローラ・カードの制御システム内に既に存在する駆動制御または調整デバイスが使用されることを特徴とする、請求項1乃至4のいずれか一項に記載の装置。
【請求項6】
前記駆動制御または調整デバイスは切換えられ得ることを特徴とする、請求項1乃至5のいずれか一項に記載の装置。
【請求項7】
前記研削デバイスはプラグ接続の助力により前記フラット・カードもしくはローラ・カードに連結されるべく配置されることを特徴とする、請求項1乃至6のいずれか一項に記載の装置。
【請求項8】
前記機械制御システムは、研削行程もしくは研削処理の回数と該処理において生ずる他のデータとが決定され、記憶されるべく構成され且つ任意の時点にて検索読取可能である様に配置されることを特徴とする、請求項1乃至7のいずれか一項に記載の装置。
【請求項9】
生ずるデータは、使用される回転速度、縦走移動の回数、送り込みの量などであることを特徴とする、請求項1乃至8のいずれか一項に記載の装置。
【請求項10】
決定されたデータは機械用ディスプレイ上に明確な形態で示されることを特徴とする、請求項1乃至9のいずれか一項に記載の装置。
【請求項11】
決定されたデータは(たとえばKITなどの)他のシステムもしくは機械に対して転送されおよび/または印刷出力され得ることを特徴とする、請求項1乃至10のいずれか一項に記載の装置。
【請求項12】
研削処理の間における操作は前記フラット・カードもしくはローラ・カードの操作/表示デバイスにより実施されることを特徴とする、請求項1乃至11のいずれか一項に記載の装置。
【請求項13】
回転速度制御デバイスは前記電子的機械制御/調整デバイスに一体化されることを特徴とする、請求項1乃至12のいずれか一項に記載の装置。
【請求項14】
回転速度制御デバイスは前記電子的モータ制御/調整デバイスに一体化されることを特徴とする、請求項1乃至13のいずれか一項に記載の装置。
【請求項15】
前記処理機構の操作のために前記紡績機械の操作デバイスが使用されることを特徴とする、請求項1乃至14のいずれか一項に記載の装置。
【請求項16】
前記紡績機械の表示デバイスが使用されることを特徴とする、請求項1乃至15のいずれか一項に記載の装置。
【請求項17】
研削の前、その間およびその後に、操作者は前記表示デバイスにより命令、メッセージ、情報などを受けることを特徴とする、請求項1乃至16のいずれか一項に記載の装置。
【請求項18】
研削されつつあるローラを駆動するために、製造の間において他のローラを駆動するために配備された、カード機の駆動モータが使用されることを特徴とする、請求項1乃至17のいずれか一項に記載の装置。
【請求項19】
前記他のローラは前記カード機のローラであることを特徴とする、請求項1乃至18のいずれか一項に記載の装置。
【請求項20】
研削プロセスの間においてシリンダを駆動するためにドッファ・モータが使用されることを特徴とする、請求項1乃至19のいずれか一項に記載の装置。
【請求項21】
前記ドッファ・モータは研削プロセスの間においてドッファを駆動するために使用されることを特徴とする、請求項1乃至20のいずれか一項に記載の装置。
【請求項22】
特に研削されつつあるローラを駆動するなどの様に針布を研削するために必要な機能は、たとえばフラット・カードもしくはローラ・カードなどの前記紡績機械の制御システムにより実施されることを特徴とする、請求項1乃至21のいずれか一項に記載の装置。
【請求項23】
前記制御/調整装置には、必要なときに開始される研削プロセス用の特定プログラムが配備されることを特徴とする、請求項1乃至22のいずれか一項に記載の装置。
【請求項24】
前記アクチュエータはモータであることを特徴とする、請求項1乃至23のいずれか一項に記載の装置。
【請求項25】
前記アクチュエータは研削要素の縦走のためのデバイスを駆動することを特徴とする、請求項1乃至24のいずれか一項に記載の装置。
【請求項26】
前記アクチュエータは前記研削要素を、研削されるべき針布に対して接近/離間させて送り込みを行うためのデバイスであることを特徴とする、請求項1乃至25のいずれか一項に記載の装置。
【請求項27】
送り込みのための前記アクチュエータはモータであることを特徴とする、請求項1乃至26のいずれか一項に記載の装置。
【請求項28】
送り込みのための前記アクチュエータは好適には複動式空気圧シリンダであることを特徴とする、請求項1乃至27のいずれか一項に記載の装置。
【請求項29】
前記機能要素はセンサであることを特徴とする、請求項1乃至28のいずれか一項に記載の装置。
【請求項30】
前記センサは縦走する研削要素の終端位置を検出することを特徴とする、請求項1乃至29のいずれか一項に記載の装置。
【請求項31】
進行の方向は進行経路の各終端位置にて逆転されるべく配備されることを特徴とする、請求項1乃至30のいずれか一項に記載の装置。
【請求項32】
前記処理機構はたとえば砥石などの研削要素を備えることを特徴とする、請求項1乃至31のいずれか一項に記載の装置。
【請求項33】
研削処理の間において前記砥石は例えばスプリングにより前記針布に対して付勢されることを特徴とする、請求項1乃至32のいずれか一項に記載の装置。
【請求項34】
前記研削要素は回転研削ディスクであることを特徴とする、請求項1乃至33のいずれか一項に記載の装置。
【請求項35】
前記紡績機械の前記制御/調整デバイスは前記処理機構と組み合わされた少なくとも一個の切換え要素に接続され、該切換え要素の起動の結果として、所定の軌道に沿う上記処理機構の変位、および/または、送り込み動作が開始され得ることを特徴とする、請求項1乃至34のいずれか一項に記載の装置。
【図1】


【図2】
【図3a】
【図3b】
【図4】
【図5a】
【図5b】
【図2】
【図3a】
【図3b】
【図4】
【図5a】
【図5b】
【公開番号】特開2006−169712(P2006−169712A)
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願番号】特願2005−360560(P2005−360560)
【出願日】平成17年12月14日(2005.12.14)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願日】平成17年12月14日(2005.12.14)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
[ Back to top ]