
特に高温用途のための部品を製造する方法、及び部品
本発明は部品を製造する方法に関し、
a)ブランク材を用意するステップ、
b)無機−有機複合ポリマー層をブランク材の表面に適用するステップ、
c)コーティングされたブランク材を加熱して、前記ポリマー層を硬化するステップ、及び、
前記コーティングされたブランク材を冷却するステップを特徴とする。
本発明は、さらに、特に家庭用器具に使用するための部品、及び前記部品の使用に関する。
a)ブランク材を用意するステップ、
b)無機−有機複合ポリマー層をブランク材の表面に適用するステップ、
c)コーティングされたブランク材を加熱して、前記ポリマー層を硬化するステップ、及び、
前記コーティングされたブランク材を冷却するステップを特徴とする。
本発明は、さらに、特に家庭用器具に使用するための部品、及び前記部品の使用に関する。
【発明の詳細な説明】
【発明の詳細な説明】
【0001】
本発明は、請求項1の前提部に記載の方法、請求項16の前提部に記載の部品、及び請求項24の前提部に記載の部品の使用に関する。
【0002】
部品、特に取付金具、サイドグリッド及び調理器具支持体を提供する際、自己不動態化ステンレス鋼から部品を作製することが知られている。表面の不動態化は大抵、12%を超えるクロム含有量で発生し、その結果、厚さ2〜4nmの酸化クロム層が形成される。この不動態層は部品を腐食から保護し、金属が別の媒体に直接接触するのを阻止する。クロム酸化層による不動態化は、自己不動態化が伴うという利点があり、このことは、表面の引掻きによりクロム酸化物が取り除かれたとき、新たな不動態化クロム酸化物が、大気中の酸素と接触している下部クロム層から自動的に形成されることを意味する。
【0003】
不動態化の際に均一な不動態層を形成するためには、クロム含有量以外にも幾つかの条件が満たされる必要がある。主な条件は、表面に沿った完全な酸化を確実に行うための純粋な金属表面及び十分な酸素である。これらの条件が満たされないならば、自己不動態化ステンレス鋼の場合、自発性酸化物層が高温(450℃以上の温度)では形成され得ず、腐食に対する抵抗性が減少し、多孔質酸化クロム層の形成が酸化の結果として発生し、このため、可能となる腐食からの保護量が非常に少なくなろう。このことが、自己不動態化ステンレス鋼の使用が、400℃以上で使用される調理用オーブン及びベーキングオーブン用の部品の製造に不利な理由である。
【0004】
DE2544880には、少なくとも2つのエステル基ORを有するチタン、アルミニウム又はジルコニウムエステルから製造されるコーティング化合物と、エポキシ及び/又はアクリルオキシシランと、任意選択により従来の添加剤及びフィラーとからなる、プラスチック又は金属基材に耐摩耗性カバーを製造する方法が開示されている。EP0973958には、コーティング組成物を金属表面に適用し、次にこのコーティングを少なくとも350℃の温度で熱圧縮して透明なガラス状の層にすることにより、金属表面にガラス状の層を形成する方法を開示している。
【0005】
上述したコーティング装置は、家庭用器具(例えば温度−50℃の冷蔵庫の分野、並びに500℃を超える温度で普遍的な腐食条件下の乾留炉)の分野において広範な応用範囲を有する部品にも使用できるか疑問である。
【0006】
DE102004001097には、ケイ酸アルカリ含有コーティングゾルを基材に適用し、続いて2段階の熱処理を行うことを含む、変形可能なガラス状コーティングを有する金属基材が開示されている。第1段階は、酸素含有雰囲気中、又は残圧≦15mbarの真空中で行うことができる。第2段階は、ガラス状の層が完全に緻密化及び硬化するまで、低酸素雰囲気中で行われる。この方法は、熱緻密化中に異なる雰囲気を生成及び維持する工夫がさらに必要となる。
【0007】
EP1137729には、加水分解性シランをベースにしており、少なくとも1つの非加水分解性成分を含む、家庭用器具用コーティングが開示されている。加水分解性シランは、少なくとも1つの非加水分解性置換基のエポキシ基、並びにジルコニウムチタン又はアルミニウムのアルコキシドのルイス塩基からなる群より選択される硬化触媒、及びさらにナノスケール無機固体を含む。
【0008】
DE102007053023には、酸化物化合物を有する積層用組成物、及び特に金属から製造される基材をコーティングする方法が開示されている。コーティング組成物は、最初に基材に適用される。このコーティング組成物は、例えばシランの一般式を示す。次にこのシラン組成物は、元素/元素酸化物複合層の形成中に400℃を超える温度まで加熱される。その直後、この元素酸化物複合構造は、レーザーによる局部焼結により加熱され、固化される。この固化には、以前の加熱方法と比較すると追加の装置が必要となる。
【0009】
EP0928457には、耐高温性及び耐UV性の透明着色コーティングを有する基材を製造する方法を開示しており、このコーティング組成物は、少なくとも1つのガラス状で結晶質又は部分結晶質酸化物を形成でき、金属化合物の群の少なくとも1つの構成員を含有しており、このカバーは、コーティングされた基材の形成中に熱によって固化することになろう。
【0010】
EP0729442には、少なくとも1つの加水分解性シランと、少なくとも1つの有機シランと、コーティングの着色用、又は呈色用、又は金属的な外観の改善用の少なくとも1つの機能性担体とを有する、機能性でガラス状の層を製造する方法が開示されている。後に、このコーティングは熱で緻密化されてガラス状の層になる。
【0011】
EP1068372A1には、腐食から金属基材を保護する方法が開示されている。金属由来の化学種Xが、腐食中に形成される。このような化学種の形成を阻止するため、基材は、ポリシロキサン製コーティングを備えており、このコーティングは、金属と共に化学種Yの一部となる、化学種Zをさらに含む。化学種Yの形成は、化学種Xの形成よりも低い生成エンタルピーを示す。従って、化学種Yの形成は好ましい。−40℃〜100℃の範囲にわたる耐熱衝撃性が確認された。例えばオーブン内の腐食条件下、−40℃〜500℃の範囲にわたって発生する耐熱衝撃性は、この文献には開示されていない。
【0012】
DE10351467には、二層コーティングを備える基材が開示されている。このコーティングは、例えばベーキングオーブン内部に使用できる。二層コーティングは、外層として、遊離OH基と反応する疎水性成分を有する。内層は無機ゾル−ゲル層であり、そこでは、疎水性外層が、最大でも100℃の低温時でのみ適用され、縮合反応によって内層に化学的に強固に結合している。最後に、物体の表面上で二層系を焼成することが、別の方法ステップで行われる。
【0013】
DE10155613には、複合ポリマー材料によって表面をコーティングする方法、並びに、この方法中で使用されるコーティング溶液及び化合物が開示されている。有機残基を有するシラン及びアルミニウムアルコキシドから製造される層を基材の表面に適用し、乾燥させる。次に、表面にカバーラッカーが設けられる。
【0014】
DE10253839A1には、金属表面を有する物体をコーティングする方法が開示されている。いわゆるゾル−ゲル法における少なくとも1つの有機シランが、金属表面を活性化するために任意選択で行う前処理ステップの後に、適用され、こうして得られたコーティングは、ポリシロキサンコーティングに転換される。該コーティングのポリシロキサンコーティングへの転換は、好ましくは100℃の温度の熱処理によって行われる。
【0015】
EP0956373には、鉄、ニッケル及びクロムを含有するベース合金に保護表面を形成する方法が開示されている。元素ケイ素及びチタンは、少なくともアルミニウム又はクロムと共にベース合金に堆積され、表面合金の生成によって熱処理される。
【0016】
高温範囲で使用される可能性のあるコーティングされた取付具及び部品が、DE102005039883に開示されている。これには、ベーキングオーブン用付属品が記載されており、この付属品は金属、例えばクロム処理鋼から製造される基体、及び耐熱分解性コーティングを有している。コーティング材料はガラス状であり、基体に液相から適用された。
【0017】
従って、本発明の目的は、特に高温範囲で使用されるときの、部品の環境影響に対する抵抗性を改善する方法を提供することである。
【0018】
本発明はこの目的を、請求項1の特徴を有する方法及び請求項16の特徴を有する部品により、及び請求項24の特徴に従ってこのような部品を使用することにより、達成した。
【0019】
高温用途に特に関する部品を製造する方法は、好ましくは金属シートを穴開け加工及び曲げ加工することによってブランク材を用意し、無機−有機複合ポリマー層をブランク材表面に適用し、コーティングされたブランク材を、例えば少なくとも400℃の温度に加熱し、コーティングされたブランク材を室温にまで冷却することを提供する。このようにして、高温でさえも腐食に対する良好な抵抗性を可能にするブランク材が、創り出される。ベーキングオーブン及び冷蔵庫などに使用するために部品をコーティングした際、無機−有機複合ポリマー層が予め形成された表面は、熱処理して初めて、耐久性試験を満たすのに十分な抵抗性となることが、驚くべきことに見出された。
【0020】
ブランク材は、金属、例えば特殊鋼、鋼、アルミニウム、アルミニウム合金、銅、銅合金、亜鉛、クロム、もしくはニッケルから製造できるのが好ましい。無機−有機複合ポリマー層は、PTFE(ポリテトラフルオロエチレン)又はPEEK(ポリエーテルエーテルケトン)で予めコーティングされたブランク材にも適用できる。複合ポリマー層は、LCP(液晶ポリマー)、熱可塑性プラスチック、セラミック及びエナメルにも適用できる。多種多様な成形方法をブランク材の生成過程中に、その材料の構成に応じて適用できる。
【0021】
この方法のステップは自動化できるので、連続製造への適用が可能である。無機−有機複合ポリマーコーティングを行い、続いて熱処理すると、以前の不動態化と比較して高い温度範囲でさえ、腐食からの保護が改善されることになる。
【0022】
硬化のための後続の熱処理の後、得られたポリマーは、例えば純無機材料の適用の場合よりも引裂きに対してさらに抵抗性がある硬質層を形成する。従って、熱処理の結果によるコーティングのこのさらなる強度は、機械的摩耗に対するその抵抗性を高め、この方法で製造された部品の整備不要の使用を確保する。
【0023】
無機−有機複合ポリマーをブランク材表面にゾル−ゲル法によって適用することは、有利であると証明された。極性基は、溶解した上記出発物質をゾルに変換する加水分解により、最初に創り出される。この粘性ゾルは、材料の消費を少なくしながらブランク材表面の全体にわたって分配されるため、続いて、ゲル形成の結果、ブランク材表面に強固に接着するであろう。
【0024】
このプロセス中、ブランク材表面上へのゾルのスプレーは適用可能であり、スプレーは、材料を節約する簡素な適用方法である。
【0025】
その表面は、ゾル−ゲル法の出発物質としてフッ化シランを使用することにより、疎油特性及び疎水特性を備えることができる。従って、この表面は泥を弾くようになろう。
【0026】
紫外線は、コーティングの有利な硬化を実現するので、表面は、ポリマー層の3次元的結合の結果、耐引掻き性になり、摩耗に抵抗性を有することになる。これが、このステップの後、ブランク材をさらに加工する前に、長期間にわたってブランク材を保存できる理由である。
【0027】
表面品質が要求されない場合、処理された部品をこの処理ステップの後に、−50〜600℃間の適用温度の冷蔵及び/又は冷凍器具内並びにベーキングオーブン内で、低温で使用することができる。従って、特に冷蔵庫及び冷凍庫内で使用される場合、費用がより高い均一な追加亜鉛層を省略できる。
【0028】
SiO2及び/又はTiO2などのさらなる無機成分をゾルに添加することによって、これらの成分を重合中に無機−有機複合ポリマー構造に取り入れることにより、コーティングの機械的特性のさらなる改善を実現することが有利である。
【0029】
さらなる骨材は、アルミニウム及び/又はマンガンを含有する化合物でもよい。これらの化合物は、加水分解中に、無機/有機複合ポリマー構造に取り入れることができる。アルミニウム及び/又はマンガンは、800℃まで部品を熱処理した後、コーティングの主に無機架橋に取り入れることができる。
【0030】
さらに、コーティングの有利な実施形態は、ケイ素、アルミニウム及び/又はチタンを含有し、最大800℃、好ましくは400〜600℃の範囲の温度に対して抵抗性を有する無機−有機複合ポリマーを提供する。アルミニウム、チタン及びケイ素−酸素ポリマー化合物は、安価であり、合成し易く、大多数の化学薬品に対して化学的抵抗性がある。これらの材料特性の結果、このようなポリマーは、建材又はコーティング材料として広範に使用されているので、高温用途コーティング材料に課されるすべての要件を満たす。
【0031】
無機−有機複合ポリマーコーティングの処理は、コーティングされたブランク材の加熱段階中に2つの異なる温度勾配を使用して、温度プログラムに応じて有利に行われる。始めに、ブランク材の緩やかな加熱は、室温v0=0℃〜40℃から中間温度v1=80〜200℃まで行う。この後、各目標温度v2を実現するために、かなりより速い加熱段階が行われる。従って、コーティングは、ブランク材の熱膨張中に変化した条件に適合させることができるし、任意選択により、コーティング自体を基材表面に沿って再配向させることもできる。従って、制御された加熱は、硬化したコーティングが、より高い温度範囲では亀裂を生じる傾向があるので、有利である。
【0032】
無機−有機複合ポリマーでコーティングされたブランク材は、少なくとも20分間、特に30分間を超えて、少なくとも200℃、好ましくは300〜600℃で、焼き戻しされるのが好ましい。その結果、接着性で、耐腐食性で、実質的に耐老化性である基材−ポリマー化合物が得られる。オーブンの熱分解洗浄は、例えばこの温度範囲で行われる。有機複合ポリマー成分の酸化がこの高温で起き、無機出発物質のみを使用したときよりも微細に分布しより耐引裂き性であるポリマー層が、有機成分の酸化後に得られるので、少なくとも20又は30分間の時間が有利である。
【0033】
冷却段階の間、5〜40K/分、好ましくは15〜25K/分の高い温度勾配が推奨されるため、異なる熱膨張による材料の境界表面に対する応力を最小化し、材料中の構造の不規則を阻止する。
【0034】
有利な実施形態では、コーティングされたブランク材は、1分当たり30〜90L、好ましくは1分当たり50〜70Lの通気量で焼き戻しされ、従って、基材表面上の複合ポリマーの有機成分の可能な限りの酸化が達成され、有機ポリマー成分の起こり得る二次燃焼の燃焼生成物に対してユーザーが後で曝されないようにする。
【0035】
好ましい実施形態に従うと、形成されつつあるポリマー表面と基材表面との間に可能な限り大きい境界表面を実現し、しかも、2つの表面間の距離を小さくするために、該部品は、無機−有機複合ポリマー層を適用する前に平滑化される。コーティングの前に、該部品は、最大500nm、例えば300〜500nm、好ましくは300〜400nmの表面粗さを有することができ、これにより、ポリマーの基材表面に対する接着が改善される。脱脂などの洗浄方法は、無機−有機複合ポリマー層の適用の前に使用できる。
【0036】
本発明に従った方法によって製造した部品は、コーティングによって、材料が非常に頑丈で、耐熱性が非常に高くなるので、高温範囲のベーキングオーブン内で特に使用できる。食料は通常、ベーキングオーブン内で調理され、蒸発して他の場所に堆積することになる多量の水を含有している。このことから、ベーキングオーブン内の部品における腐食感受性が高レベルになる。さらに、特にこの分野の用途では、衛生的に高品質な加工方法に着目するのが不可欠である。
【0037】
さらに、本発明に従った方法によってコーティングされた部品は、−50℃〜600℃間の範囲にある他の家庭用器具内の取付具として使用できる。これには、例えば塩水噴霧ミスト試験などによる取付具の腐食耐性に高い要求が課される冷蔵庫での使用が、とりわけ含まれる。
【0038】
さらに、コーティングは、ヒンジ、ヒンジ金具、レール装置、調理品支持体及び引出しガイドなどの取付具又は取付具の一部として、特に配設できる。
【0039】
無機−有機複合ポリマーコーティングは、部品の輸送中の腐食に対する抵抗性、特に雨、雪、塩水、海水靄及び霧などの外部気候影響に対する抵抗性も増大させる。容器は外的影響から保護されているが、結露が依然として内部に生じ得る。装入中に容器内に達する現在の温度及び湿度が、容器内の現在の相対湿度に各々影響することになろう。容器、貨物、その包装、又は貯蔵物質内に閉じ込められた空気が、湿度源である。コーティングされた部品の、特に海上輸送中の腐食に対する抵抗性を増大させるコーティングが、本発明に従って提供される。さらに、コーティングされた部品の海洋性気候中での使用が可能となる。さらに、部品は、キッチン備品、及び/又は洗浄剤及び化学薬品の保管に使用される実験室備品における備品取付具の形態で使用され得る。
【0040】
染料及び/又は顔料を部品のコーティング中に取り込むこともできる。特殊鋼に起こり得る変色を、カラー又はメタリック仕上げによって隠すことができるので、この取込みは、視覚的効果を実現するのに有利である。
【0041】
該部品がPTFE又はPEEKコーティングを予め有し、その上に無機−有機複合ポリマー層を適用する場合、これらのプレコートされた部品は、予め着色して用意することができる。
【0042】
本発明に従った部品は、引出しガイドの製造に特に適する。特に、引出しガイドのレールは、それに応じてコーティングされ得る。
【0043】
以下、添付の図面に示されている実施形態を参照して、本発明を説明する。
【図面の簡単な説明】
【0044】
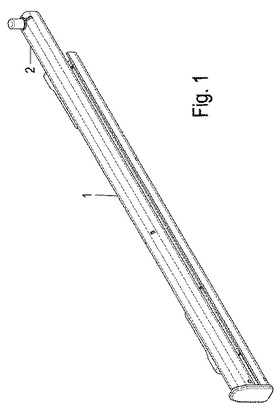
【図1】本発明に従った引出しガイドの斜視図である。
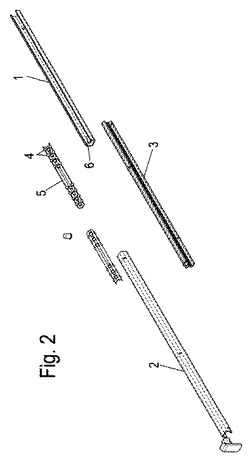
【図2】図1の引出しガイドの分解図である。
【図3】コーティングされた部品を製造するための模式温度図である。
【図4】0〜100μmの深さ分布を有する部品の組成に関する計測値の表である。
【図5】コーティングされた部品の深さ分布内にある各元素の濃度推移の模式図である。
【図6】コーティングされた部品の光学顕微鏡による画像資料の階層図である。
【図7】コーティングされた部品の走査型電子顕微鏡による画像資料の階層図である。
【図8】部品の非コーティング部分に対するSEM/EDX計測のスペクトル記録図及び計測値表である。
【図9】部品のコーティングに対するSEM/EDX計測のスペクトル記録図及び計測値表である。
【図10】コーティングされた部品の表面に対するSEM/EDX計測のスペクトル記録図及び計測値表である。
【0045】
図1は、ガイドレール1と、このガイドレールに対して可動式になっているスライドレール2とを備え、これらの間に中間レール3(図2を参照)が保持されている、高温用途のための、特にベーキングオーブン用の引出しガイドを示している。ガイドレール及びスライドレールのみを備える引出しガイドが、知られている。さらに、ガイドレールと、スライドレールと、2個以上のレールとを備える引出しガイドが、使用されている。セラミック材料から特に製造される転動体4は、中間レール3及びスライドレール2を移動式にして取り付けるために配設されている。球状転動体4用の幾つかの軌道6が、ガイドレール1、中間レール3、及びスライドレール2の各々の上に配設されている。転動体4は、これらが転動中に接触して滑らかな走行が損なわれるのを阻止するため、転動体ケージ5内で各々が間隔をおいて誘導される。
【0046】
レール1〜3は、ベーキングオーブン内で使用するために、穴開け加工及び曲げ加工された鋼板から製造され、コーティングを備える。引出しガイドの部品、特にレール1〜3の製造は、以下のステップで行われる。
【0047】
最初に、引出しガイドの金属製ブランク材が、穴開け加工及び曲げ加工によって製造される。このブランク材は、機械によって製造できる。次に、無機−有機複合ポリマー層がブランク材表面に適用される。
【0048】
ブランク材の表面には、事前に前処理が行われる。前処理は、表面の平滑化と、すべての残存するグリース残留物を好ましくはpH8〜10.5のアルカリ洗浄剤によって化学洗浄することにより、本事例では行われる。
【0049】
次に、コーティングされたブランク材は、少なくとも400℃の温度まで加熱され、所定の期間焼き戻しされた後、再び室温まで冷却される。
【0050】
無機−有機複合ポリマー層の適用は、ポリシロキサンコーティングの例として図3で説明されるゾル−ゲル法によって行われる。
【0051】
この場合、ケイ素のアルコキシ化合物は、加水分解とアルコキシ官能基のヒドロキシ基による置換とにより、コロイド粒子としてゾル中に存在する反応性シラノールに変換される。金属から製造されるのが好ましい表面へのゾルの適用中に、これらの粒子が、この表面に定着する。シラノール分子と表面間の相互作用は、共有結合が形成されるまで加熱することにより、さらに増幅される。この加熱により、ポリシロキサンが形成されて、ゾルがゲル状に変換されることにもなる。アルコール及び水が、このプロセス中の縮合反応によって生じる。
【0052】
複合ポリマーの有機成分と無機成分の間に様々な相互作用が、例えば、ケイ素並びに他の金属及び半金属のアルコキシ化合物中で発生する。これらの相互作用は、共有結合又はイオン性共有結合が起因して起きる。
【0053】
無機−有機複合ポリマーのコーティングゾルは、ゾル−ゲル法により、流体にして金属部品に適用可能であり、また、コーティングゾルは、この金属部品上に向かって流動していき、穏やかな反応条件下で硬化することができる。
【0054】
硬化中には、アルカリ性又は酸性下で触媒として作用するアルコキシドの加水分解が起きた後で、縮合反応の結果として、酸化ケイ素層の3次元的無機架橋が形成される。
【0055】
無機成分としてケイ素の代わりに、ジルコニウム又はチタンのアルコキシ化合物などの金属を使用することも可能である。
【0056】
これらは最初に、溶解及び懸濁させるために約0℃で緩やかに添加(約2時間)することにより、溶媒(TMOSの体積の約1/4)中テトラメトキシシラン(TMOS)に慎重に添加することができる。TMOSは引火し易く、毒性であり、腐食性なので、添加は0〜10℃間の範囲で行われる。爆発性蒸気混合物が、約20℃以上の温度では生じ得る。続いて、有機化合物を加水分解するために、濃HCl水溶液(TMOSの体積に対して約1〜3%の体積)が、30分間にわたる継続撹拌下で添加される。HClはこの添加の前に、約0℃の温度まで冷却されていてもよい。続いて、撹拌を数分間、例えば5〜10分間維持する。粘度は、さらなる溶媒の添加に応じた調整ができる。溶媒は、プロトン性又は非プロトン性極性、例えばイソプロパノールであり得る。
【0057】
別法として、3−グリシジルオキシプロピルトリメトキシシラン(GPTS)及びチタンテトライソプロピレートから主になる混合物を、アルカリ性又は酸性条件下で加水分解することによって流動性コーティング物質に変換することができ、700〜800℃での濃縮の結果、続いて硬化することにより、無機二酸化ケイ素層に変換できる。
【0058】
中間層は、厚さ0.1〜2μmの上部二酸化ケイ素層と金属部品表面との間に形成されており、この中間層は、二酸化ケイ素以外にも、金属化合物又はクロム、アルミニウム及び/若しくはマンガンなどの金属元素の増加した部分を含む。
【0059】
コーティングされた部品が有する金属合金に応じて、拡散効果が発生し、その場合、ケイ素が金属表面を貫通し、同時に、金属化合物の数がケイ素層内に拡散するであろう。この金属部品は、クロム含有又はアルミニウム含有合金を任意選択により含むことができ、その場合、主にアルミニウム原子が、中間層の形成によってケイ素層内に拡散するであろう。
【0060】
クロム、マンガン、アルミニウム、さらにニッケル化合物のケイ素含有層内への拡散は、鉄化合物のこの層内への拡散よりも驚くほどに大きい。金属化合物の拡散は、この層中の貫通深さ及び濃度分布に関する、硬化中の温度勾配により、有利な影響を受けることができる。
【0061】
例えばアルミニウムなどの金属は、無機−有機複合ポリマー層の成分として予め導入しておくことが可能であり、拡散及び分散効果の結果、コーティングの中心に蓄積され得る。
【0062】
マンガンは、加熱中に金属から無機−有機複合ポリマー層内に拡散でき、この層中に蓄積され得る。
【0063】
さらに、400〜800℃の温度では、特にクロム、マンガン及びアルミニウム原子がケイ素層に侵入し、ケイ素層がこの部品の金属表面に侵入する各深さが、それより低い温度で可能な深さよりも大きくなることが可能である。
【0064】
中間層中の鉄含有量が減少すると、結果として、ガラス状ケイ素カバー層のような、500℃さえ超えて耐熱性の不動態化中間層が形成され得る。
【0065】
この層の一体性は、上述したようにコーティングされた部品が短期間、すなわち約30分間、1000〜1500℃の溶接炎に曝されるときにも維持される。この結果、コーティングを金属部品に対して、別の金属表面を有する未コーティングの表面上に溶接可能な部分で少なくとも適用及び使用できる。溶接炎が取付具のコーティングされた領域と接触する場合、コーティングは破壊されない。
【0066】
コーティングは、クロム処理された表面にもゾル−ゲル法に従って適用でき、クロム/酸化ケイ素コーティングは後続の部品の曲げ加工中に、純粋にクロム処理された表面と比較してより大きな荷重下でのみ剥離する。
【0067】
流体ゾルを金属部品の表面上に適用するのは、スプレー、ディッピング、又はブラッシングなどによって行うことができる。
【0068】
無機−有機複合ポリマーの有機成分は、UV処理によって3次元的にさらに架橋できる。UV処理は、コーティングに有利な機械的特性を付与する。
【0069】
ケイ素原子の他にも、チタン酸化物又は酸化ケイ素などのさらなる無機成分を、ポリシロキサンコーティングに入れ込むことによって取り入れることが可能であり、これにより、コーティングの機械的特性も改善できる。さらなる無機成分は、微粒子として特に40nm〜500nm間のナノスケール範囲で取り入れることができる。
【0070】
高温範囲に対して耐引掻き性、耐老化性、及び耐腐食性のコーティングを創り出すために、無機−有機複合ポリマー層は、温度勾配中で400〜600℃の範囲の温度まで加熱し、ポリマーの有機成分を酸化するのが好ましい。従って架橋密度は、ゾル−ゲル法と組み合わせた無機−有機複合ポリマーによって創り出され、この方法は、好ましくは1.0〜5.0μm間の薄い層厚さを例えばケイ素系ポリマー層上で可能にし、さらなるナノスケール無機成分並びに染料又は顔料のポリマー層中への導入を可能にする。
【0071】
焼き戻し時間は40分〜3時間の間であり、200〜800℃、好ましくは300〜600℃で、1時間が好ましい。
【0072】
このポリマー層は、水晶様で、耐引裂き性で、機械的抵抗性があり、ブランク材を腐食から保護する。さらに、このポリマー層は、メタリックラッカー処理などの鋼含有材料の色の変色を覆う。
【0073】
以下の表は、異なる一連試験を示している。この一連試験は、本発明に従った方法によってコーティングされた異なる部品表面の洗浄能力を提示する。
【0074】
【表1】

【0075】
表面1.4016及び1.4301は、引出しガイドの金属表面である。
【0076】
表に示されているように、無機−有機複合ポリマーコーティングを有する金属部品は、500℃で長期間にわたって負荷を受けることができるので、このような部品は高温範囲で使用できる。しかしこの場合、引出しガイドの洗浄能力は限定的にしかならない。
【0077】
PEEKでコーティングされた、一連試験3の引出しガイドは、500℃で2時間にわたって負荷を受けることはできないが、実施例1及び2と比較すると、改善された接着防止効果及びより良好な洗浄を示す。
【0078】
引出しガイド上のPEEKコーティングに関連するゾル−ゲルコーティングは、高温動作中の使用、及び改善された洗浄能力を有利に可能にするので、完全な熱分解能を可能にする。
【0079】
図3は、高温用途の取付具、サイドグリッド、及び調理器具支持体の恒久コーティングの方法に関する温度図を模式的に示している。最初に、コーティングされたブランク材が、周囲温度v0から加熱される。これは、25℃の初期温度v0から始まる約10K/分の温度勾配で開始され、次に、v1=100℃の平均温度で、約25K/分の温度勾配に収束する。500℃の目標温度v2に到達した後、30分間に及ぶ温度レベルになる。その後、約20K/分からv0までの冷却段階になる。
【0080】
引出しガイドは、例示した実施形態で記述されている。本発明に従ったコーティングを有する他の部品を提供することも明らかに可能である。
【0081】
無機−有機複合ポリマーコーティングの適用前に、ブランク材の金属製又はプラスチック製の表面の洗浄が、異なる機械的及び/又は化学的洗浄法によって行われる。しかも、さらなる表面処理を、表面を粗仕上げするために実施できる。
【0082】
無機−有機複合ポリマー層を適用するとき、垂直な表面にさえ接着するように流動性を設定することができる。
【0083】
それぞれの無機−有機複合ポリマーコーティングを有し、本発明に従った部品は、耐引掻き性、耐摩耗性、腐食からの保護、改善された洗浄能力、及び減少された泥の付着という利点を提供する。金属コーティングとは対照的に、上記コーティングは透明であり、染色した基材に適用できる。
【0084】
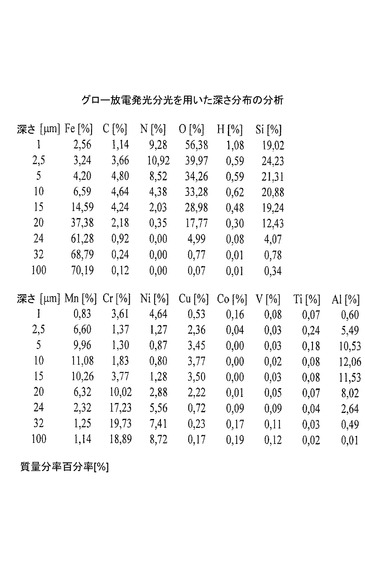
図4は、表中に、本発明に従ってコーティングされた部品の深さ分布に沿った質量濃度による元素組成を示している。
【0085】
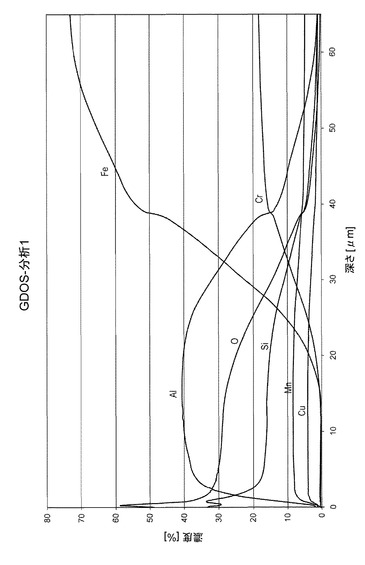
図5は、0〜65μmの深さ分布にわたるコーティングされた部品の元素組成の計測された値のグラフを示している。計測点のステップ幅は、0〜20μmの範囲では0.5μmであり、20〜65μmの範囲では4μmである。65μmでの元素組成は、コーティング前の金属部品のクロム鋼の組成に、実質的に対応する。
【0086】
図4及び5の計測データは、光学グロー放電分光法(スパッタガスAr5.0、アノード直径2.5mm)によって測定された。
【0087】
検査する部品は、本発明に従った方法によってコーティングされたベーキングオーブン引出しガイドのプロフィール部である。部品はそれぞれ、検査の前に、1.5時間を超えて500℃での100熱分解サイクルにより、熱処理された。
【0088】
図4の表は、グロー放電を用いた分光測定の選択された個々の値の例を示す。
【0089】
1μmの層厚さでは、この層は主に酸素含有化合物からなる。約19%の質量分率を有する酸化ケイ素が、優勢に表示されている。酸化ケイ素化合物の分率は、金属酸化物の分率よりも、約1.6倍高い。鉄は、層のこの領域に2.6%の質量分率で含有されている。
【0090】
2.5μmの層厚さでは、酸素含有化合物の質量分率(%)は、1μmの層厚さを有する組成と比較して、約10%減少した。ケイ素化合物の質量分率は、24%であった。ケイ素化合物の質量分率は、金属化合物の質量分率よりも、1.2倍依然として高かった。金属組成物は、1μmの層の組成物にわたって変化した。
【0091】
クロム及びニッケル分率は、鉄分率が事実上一定なときはで3〜4%減少したが、質量分率は、アルミニウム分率が5%、マンガン分率が6%、銅分率が1.5%増大した。
【0092】
層の質量分率w(アルミニウム)は、約10μmの層厚さで12.1%であり、マンガン含有量は、11.1%だった。ケイ素質量分率は、約20.9%だった。酸素質量分率は33.3%だった。鉄分率が6.6%だけであることは、アルミニウム及びマンガン含有量と比較すると注目に値する。
【0093】
15μmの層厚さでは、鉄質量分率はすでに14.6%になっており、深さ分布がさらに進行する間に約70%まで増大する。
【0094】
アルミニウム、マンガン及びケイ素が豊富且つ鉄が少ない層が、鉄/クロム層に転換するのは、約20μmで起きる。
【0095】
100μmでの組成は、使用されたクロム鋼の元素組成を実質的に表す。
【0096】
図5は、コーティング中の濃度がアルミニウムは40%に、マンガンが8%に上昇しているのを示しており、濃度は、10〜20μm間の領域でその最大に到達した後、再び減少する。
【0097】
同時に、ケイ素濃度に関する濃度平坦域は、15〜17%で形成され、これは、4μm〜22μmの範囲にわたって広がっている。
【0098】
鉄及びクロムの濃度が、73%(鉄の場合)及び80%(マンガン)の濃度に上昇するのが、20〜50μm間の範囲で観測できる。
【0099】
気付いて驚いたことに、無機−有機ケイ素含有複合ポリマー層をゾル−ゲル法によって適用し、コーティングを550〜800℃、好ましくは650〜750℃まで加熱した後に、アルミニウム及びマンガン化合物がケイ素含有層内に拡散及び分配されていた。
【0100】
可能性のある数多くの用途が、このように得られた2層コーティングによって実現する。この層を着色することにより、表面を顧客の要望に応じて変更できる。コーティングを適用して表面を平滑化することは、表面の洗浄能力及び魅力的外観を改善することになる。
【0101】
図6は、コーティングされた部品の階層構成の光学顕微鏡図を、50μmのスケールで示している。
【0102】
酸化ケイ素カバー層101は、図面にのみ示されている。
【0103】
中間層102は、カバー層の真下に配置されており、この中間層は、ケイ素化合物に加えて、マンガン及びアルミニウム化合物を主に含む。この層は不均一な構成を有しており、この構成は、グレー層中にある複数のより暗い点及びより明るい点によって確認される。これらの濃度集中点は、上記中間層の真下に配置された鋼層103中の場合よりも、層中に、より小さく、より均一に分配されている。
【0104】
図6は、層厚さが20〜30μmであることを示している。
【0105】
以下の計測値は表面、すなわち酸化ケイ素カバー層の組成を、質量分率w(物質)%として示しており、ケイ素:36.2%、酸素:35.4%、アルミニウム:10.9%、マンガン:5.4%、鉄:2.3%、銅:4.0%、カリウム:0.7%、チタン:0.6%、ニオブ:4.0%、ナトリウム:0.7%、及びカルシウム:0.1%である。
【0106】
計測された値は、3回の測定の平均値であり、平均値に関して5%平均変動マージンを受ける。
【0107】
計測は、エネルギー分散型X線分光法(EDX)によって行われる。
【0108】
材料検査用のエネルギー分散型X線分光法の方法は、元素組成の検査のために、試料から放出されたX線を活用する。この目的のため、試料中の原子は、電子線によって励起される。これらの原子は、元素特異的エネルギーを有するX線を放出する。
【0109】
EDXの結果であるこれらの計測値は、グロー放電分光法の結果を実質的に支持する。
【0110】
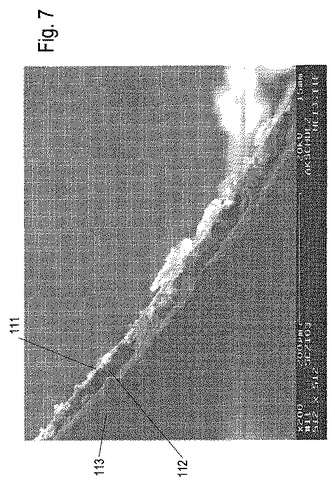
図7は、コーティングの断面の走査型電子顕微鏡記録を示している。
【0111】
計測は、Zeiss REM−DSM962により、加速電圧20kV、作動距離約23mm、倍率約500倍で行われた。
【0112】
コーティングの表面は、約1〜2μmの厚さの薄い白色層を示しており、この層は、酸化ケイ素カバー層111として認識できる。
【0113】
約20μmの厚さを有する中間層が、この層の真下に配置されており、この中間層は、二酸化ケイ素、アルミニウム、鉄及び酸素から主に製造される。
【0114】
金属部品の基板材料113は、真下に配置されている。
【0115】
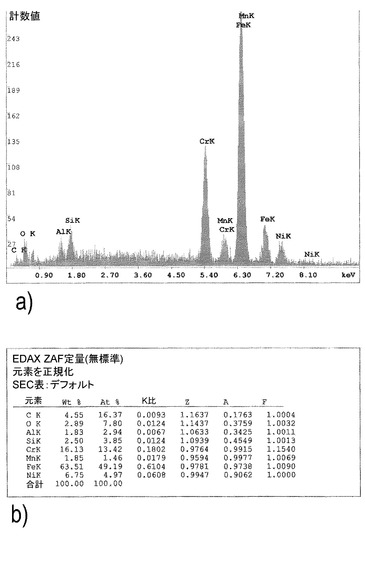
図8〜10は、走査型電子顕微鏡の計測とエネルギー分散型X線放射分析(EDX)を組み合わせて記録したスペクトルを示している。
【0116】
上述したこの走査型電子顕微鏡は、EDX(EDAX Genesis)と組み合わせた。EDXは、10eV/chのエネルギー分解能を有し、1秒当たり14,000パルスの計数率を有する。
【0117】
図8は、意図的にコーティングから取り除かれ、同一条件(500℃、各々1.5時間の100熱分解サイクル)下で処理された、前述したコーティングされたプロフィール部のうち、検査した領域のスペクトルを示している。未処理の表面は、鉄(63%)及びクロム(16%)、並びにニッケル(6.75%)、マンガン(1.85%)、炭素(4.55%)、酸素(2.89%)、アルミニウム(1.83%)及びケイ素(2.50%)を主に含む。
【0118】
従って、金属部品の基板材料113は、クロム鋼のクラスの合金鋼に関する。
【0119】
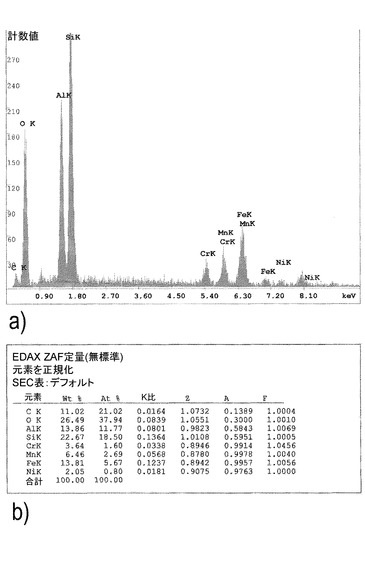
図9は、中間層112の領域のスペクトルを示している。この領域は、ケイ素(22.67%)、酸素(26.49%)、鉄(13.81%)及びアルミニウム(13.86%)、並びにニッケル(2.05%)、マンガン(6.46%)、炭素(11.02%)及びクロム(3.64%)を主に含む。
【0120】
図9は、ケイ素カバー層111の領域のスペクトルを示している。この領域は、ケイ素(35.6%)、酸素(28.05%)及びアルミニウム(12.95%)、並びに鉄(4.73%)、ニッケル(0.92%)、マンガン(8.61%)、炭素(8.50%)及びクロム(0.63%)を主に含む。
【0121】
これらの計測された値は、ケイ素カバー層が主に、すなわち50%を超える酸化ケイ素及びアルミニウム化合物から製造されていることを示す。
【0122】
例えば10〜40μmの厚さを有するケイ素含有中間層は、重量パーセントに関する百分率で、少なくとも10%のケイ素と、好ましくはアルミニウムである10%の金属とを含む。
【0123】
無機−有機複合ポリマーコーティングで補助した場合、未コーティングの部品と比べると高い耐引掻き性を提供し、特殊鋼色を、変色を部分的に避けることにもよって再生成させる透明なコーティングを、金属性ブランク材上に確保することも可能になる。
【0124】
750回のインターバル(Laufintervalle)を、各熱分解サイクルの後に500℃で実施して、このような透明な引出しガイドの機能性を評価した。以下の試験基準が、提供された。
a)N中で引出しガイド(Fa)を引き出す力の消費量
b)N中で引出しガイド(Fe)を格納する力の消費量
c)熟練試験者が順序尺度によって評価する、走行品質
d)熟練試験者が順序尺度によって評価する、ノイズ
【0125】
コーティングされた引出しガイドの、10〜15kgの試験荷重で15回の熱分解サイクル(500℃)後の走行品質及びノイズ品質は、走行品質クラス1〜3に付随した。
【0126】
計測の結果は、一定で良好な走行品質(分類1〜7、1は最大の走行品質に対応し、7は最低の走行品質に対応する)を示している。
【0127】
計測の結果は、一定の低ノイズ移動度(分類1〜7、1はノイズ発生なしに対応し、7は最大の潜在的ノイズ発生に対応する)も示している。
【0128】
コーティングされた引出しガイドを引き出すのに適用された力は、10N未満の範囲、好ましくは3.0〜4.5Nの間である。
【0129】
コーティングされた引出しガイドを格納するのに適用された力は、11N未満の範囲、好ましくは4.0〜8Nの間である。
【0130】
記載されたコーティングは、好ましくは、金属部品、材料番号1.4301を有する鋼からなる基板材料、及び18/10クロム−ニッケル鋼、材料番号1.4016を有する鋼、三価鉄17%クロム鋼又は材料番号1.4310を有する鋼、クロム−ニッケル合金鋼に、適用される。
【0131】
コーティングは、高温用途、特にベーキングオーブンに特別有利な利点を提供する。これは、腐食の高い可能性を有する領域中の部品にも利点を提供する。これは、白物家電の製品、例えば冷蔵庫や洗濯機なども含み、家具用取付具は、湿潤気候及び/又は輸送中、特に海上輸送中の海水による腐食の高い可能性に曝される。これらの領域内で、コーティングされた取付具は、非コーティングの取付具と比較すると、より長い耐用年数を有する。
【符号の説明】
【0132】
1 ガイドレール
2 スライドレール
3 中間レール
4 転動体
5 転動体ケージ
6 軌道
101 二酸化ケイ素カバー層
102 中間層
103 鋼層
111 二酸化ケイ素カバー層
112 中間層
113 基板材料
【発明の詳細な説明】
【0001】
本発明は、請求項1の前提部に記載の方法、請求項16の前提部に記載の部品、及び請求項24の前提部に記載の部品の使用に関する。
【0002】
部品、特に取付金具、サイドグリッド及び調理器具支持体を提供する際、自己不動態化ステンレス鋼から部品を作製することが知られている。表面の不動態化は大抵、12%を超えるクロム含有量で発生し、その結果、厚さ2〜4nmの酸化クロム層が形成される。この不動態層は部品を腐食から保護し、金属が別の媒体に直接接触するのを阻止する。クロム酸化層による不動態化は、自己不動態化が伴うという利点があり、このことは、表面の引掻きによりクロム酸化物が取り除かれたとき、新たな不動態化クロム酸化物が、大気中の酸素と接触している下部クロム層から自動的に形成されることを意味する。
【0003】
不動態化の際に均一な不動態層を形成するためには、クロム含有量以外にも幾つかの条件が満たされる必要がある。主な条件は、表面に沿った完全な酸化を確実に行うための純粋な金属表面及び十分な酸素である。これらの条件が満たされないならば、自己不動態化ステンレス鋼の場合、自発性酸化物層が高温(450℃以上の温度)では形成され得ず、腐食に対する抵抗性が減少し、多孔質酸化クロム層の形成が酸化の結果として発生し、このため、可能となる腐食からの保護量が非常に少なくなろう。このことが、自己不動態化ステンレス鋼の使用が、400℃以上で使用される調理用オーブン及びベーキングオーブン用の部品の製造に不利な理由である。
【0004】
DE2544880には、少なくとも2つのエステル基ORを有するチタン、アルミニウム又はジルコニウムエステルから製造されるコーティング化合物と、エポキシ及び/又はアクリルオキシシランと、任意選択により従来の添加剤及びフィラーとからなる、プラスチック又は金属基材に耐摩耗性カバーを製造する方法が開示されている。EP0973958には、コーティング組成物を金属表面に適用し、次にこのコーティングを少なくとも350℃の温度で熱圧縮して透明なガラス状の層にすることにより、金属表面にガラス状の層を形成する方法を開示している。
【0005】
上述したコーティング装置は、家庭用器具(例えば温度−50℃の冷蔵庫の分野、並びに500℃を超える温度で普遍的な腐食条件下の乾留炉)の分野において広範な応用範囲を有する部品にも使用できるか疑問である。
【0006】
DE102004001097には、ケイ酸アルカリ含有コーティングゾルを基材に適用し、続いて2段階の熱処理を行うことを含む、変形可能なガラス状コーティングを有する金属基材が開示されている。第1段階は、酸素含有雰囲気中、又は残圧≦15mbarの真空中で行うことができる。第2段階は、ガラス状の層が完全に緻密化及び硬化するまで、低酸素雰囲気中で行われる。この方法は、熱緻密化中に異なる雰囲気を生成及び維持する工夫がさらに必要となる。
【0007】
EP1137729には、加水分解性シランをベースにしており、少なくとも1つの非加水分解性成分を含む、家庭用器具用コーティングが開示されている。加水分解性シランは、少なくとも1つの非加水分解性置換基のエポキシ基、並びにジルコニウムチタン又はアルミニウムのアルコキシドのルイス塩基からなる群より選択される硬化触媒、及びさらにナノスケール無機固体を含む。
【0008】
DE102007053023には、酸化物化合物を有する積層用組成物、及び特に金属から製造される基材をコーティングする方法が開示されている。コーティング組成物は、最初に基材に適用される。このコーティング組成物は、例えばシランの一般式を示す。次にこのシラン組成物は、元素/元素酸化物複合層の形成中に400℃を超える温度まで加熱される。その直後、この元素酸化物複合構造は、レーザーによる局部焼結により加熱され、固化される。この固化には、以前の加熱方法と比較すると追加の装置が必要となる。
【0009】
EP0928457には、耐高温性及び耐UV性の透明着色コーティングを有する基材を製造する方法を開示しており、このコーティング組成物は、少なくとも1つのガラス状で結晶質又は部分結晶質酸化物を形成でき、金属化合物の群の少なくとも1つの構成員を含有しており、このカバーは、コーティングされた基材の形成中に熱によって固化することになろう。
【0010】
EP0729442には、少なくとも1つの加水分解性シランと、少なくとも1つの有機シランと、コーティングの着色用、又は呈色用、又は金属的な外観の改善用の少なくとも1つの機能性担体とを有する、機能性でガラス状の層を製造する方法が開示されている。後に、このコーティングは熱で緻密化されてガラス状の層になる。
【0011】
EP1068372A1には、腐食から金属基材を保護する方法が開示されている。金属由来の化学種Xが、腐食中に形成される。このような化学種の形成を阻止するため、基材は、ポリシロキサン製コーティングを備えており、このコーティングは、金属と共に化学種Yの一部となる、化学種Zをさらに含む。化学種Yの形成は、化学種Xの形成よりも低い生成エンタルピーを示す。従って、化学種Yの形成は好ましい。−40℃〜100℃の範囲にわたる耐熱衝撃性が確認された。例えばオーブン内の腐食条件下、−40℃〜500℃の範囲にわたって発生する耐熱衝撃性は、この文献には開示されていない。
【0012】
DE10351467には、二層コーティングを備える基材が開示されている。このコーティングは、例えばベーキングオーブン内部に使用できる。二層コーティングは、外層として、遊離OH基と反応する疎水性成分を有する。内層は無機ゾル−ゲル層であり、そこでは、疎水性外層が、最大でも100℃の低温時でのみ適用され、縮合反応によって内層に化学的に強固に結合している。最後に、物体の表面上で二層系を焼成することが、別の方法ステップで行われる。
【0013】
DE10155613には、複合ポリマー材料によって表面をコーティングする方法、並びに、この方法中で使用されるコーティング溶液及び化合物が開示されている。有機残基を有するシラン及びアルミニウムアルコキシドから製造される層を基材の表面に適用し、乾燥させる。次に、表面にカバーラッカーが設けられる。
【0014】
DE10253839A1には、金属表面を有する物体をコーティングする方法が開示されている。いわゆるゾル−ゲル法における少なくとも1つの有機シランが、金属表面を活性化するために任意選択で行う前処理ステップの後に、適用され、こうして得られたコーティングは、ポリシロキサンコーティングに転換される。該コーティングのポリシロキサンコーティングへの転換は、好ましくは100℃の温度の熱処理によって行われる。
【0015】
EP0956373には、鉄、ニッケル及びクロムを含有するベース合金に保護表面を形成する方法が開示されている。元素ケイ素及びチタンは、少なくともアルミニウム又はクロムと共にベース合金に堆積され、表面合金の生成によって熱処理される。
【0016】
高温範囲で使用される可能性のあるコーティングされた取付具及び部品が、DE102005039883に開示されている。これには、ベーキングオーブン用付属品が記載されており、この付属品は金属、例えばクロム処理鋼から製造される基体、及び耐熱分解性コーティングを有している。コーティング材料はガラス状であり、基体に液相から適用された。
【0017】
従って、本発明の目的は、特に高温範囲で使用されるときの、部品の環境影響に対する抵抗性を改善する方法を提供することである。
【0018】
本発明はこの目的を、請求項1の特徴を有する方法及び請求項16の特徴を有する部品により、及び請求項24の特徴に従ってこのような部品を使用することにより、達成した。
【0019】
高温用途に特に関する部品を製造する方法は、好ましくは金属シートを穴開け加工及び曲げ加工することによってブランク材を用意し、無機−有機複合ポリマー層をブランク材表面に適用し、コーティングされたブランク材を、例えば少なくとも400℃の温度に加熱し、コーティングされたブランク材を室温にまで冷却することを提供する。このようにして、高温でさえも腐食に対する良好な抵抗性を可能にするブランク材が、創り出される。ベーキングオーブン及び冷蔵庫などに使用するために部品をコーティングした際、無機−有機複合ポリマー層が予め形成された表面は、熱処理して初めて、耐久性試験を満たすのに十分な抵抗性となることが、驚くべきことに見出された。
【0020】
ブランク材は、金属、例えば特殊鋼、鋼、アルミニウム、アルミニウム合金、銅、銅合金、亜鉛、クロム、もしくはニッケルから製造できるのが好ましい。無機−有機複合ポリマー層は、PTFE(ポリテトラフルオロエチレン)又はPEEK(ポリエーテルエーテルケトン)で予めコーティングされたブランク材にも適用できる。複合ポリマー層は、LCP(液晶ポリマー)、熱可塑性プラスチック、セラミック及びエナメルにも適用できる。多種多様な成形方法をブランク材の生成過程中に、その材料の構成に応じて適用できる。
【0021】
この方法のステップは自動化できるので、連続製造への適用が可能である。無機−有機複合ポリマーコーティングを行い、続いて熱処理すると、以前の不動態化と比較して高い温度範囲でさえ、腐食からの保護が改善されることになる。
【0022】
硬化のための後続の熱処理の後、得られたポリマーは、例えば純無機材料の適用の場合よりも引裂きに対してさらに抵抗性がある硬質層を形成する。従って、熱処理の結果によるコーティングのこのさらなる強度は、機械的摩耗に対するその抵抗性を高め、この方法で製造された部品の整備不要の使用を確保する。
【0023】
無機−有機複合ポリマーをブランク材表面にゾル−ゲル法によって適用することは、有利であると証明された。極性基は、溶解した上記出発物質をゾルに変換する加水分解により、最初に創り出される。この粘性ゾルは、材料の消費を少なくしながらブランク材表面の全体にわたって分配されるため、続いて、ゲル形成の結果、ブランク材表面に強固に接着するであろう。
【0024】
このプロセス中、ブランク材表面上へのゾルのスプレーは適用可能であり、スプレーは、材料を節約する簡素な適用方法である。
【0025】
その表面は、ゾル−ゲル法の出発物質としてフッ化シランを使用することにより、疎油特性及び疎水特性を備えることができる。従って、この表面は泥を弾くようになろう。
【0026】
紫外線は、コーティングの有利な硬化を実現するので、表面は、ポリマー層の3次元的結合の結果、耐引掻き性になり、摩耗に抵抗性を有することになる。これが、このステップの後、ブランク材をさらに加工する前に、長期間にわたってブランク材を保存できる理由である。
【0027】
表面品質が要求されない場合、処理された部品をこの処理ステップの後に、−50〜600℃間の適用温度の冷蔵及び/又は冷凍器具内並びにベーキングオーブン内で、低温で使用することができる。従って、特に冷蔵庫及び冷凍庫内で使用される場合、費用がより高い均一な追加亜鉛層を省略できる。
【0028】
SiO2及び/又はTiO2などのさらなる無機成分をゾルに添加することによって、これらの成分を重合中に無機−有機複合ポリマー構造に取り入れることにより、コーティングの機械的特性のさらなる改善を実現することが有利である。
【0029】
さらなる骨材は、アルミニウム及び/又はマンガンを含有する化合物でもよい。これらの化合物は、加水分解中に、無機/有機複合ポリマー構造に取り入れることができる。アルミニウム及び/又はマンガンは、800℃まで部品を熱処理した後、コーティングの主に無機架橋に取り入れることができる。
【0030】
さらに、コーティングの有利な実施形態は、ケイ素、アルミニウム及び/又はチタンを含有し、最大800℃、好ましくは400〜600℃の範囲の温度に対して抵抗性を有する無機−有機複合ポリマーを提供する。アルミニウム、チタン及びケイ素−酸素ポリマー化合物は、安価であり、合成し易く、大多数の化学薬品に対して化学的抵抗性がある。これらの材料特性の結果、このようなポリマーは、建材又はコーティング材料として広範に使用されているので、高温用途コーティング材料に課されるすべての要件を満たす。
【0031】
無機−有機複合ポリマーコーティングの処理は、コーティングされたブランク材の加熱段階中に2つの異なる温度勾配を使用して、温度プログラムに応じて有利に行われる。始めに、ブランク材の緩やかな加熱は、室温v0=0℃〜40℃から中間温度v1=80〜200℃まで行う。この後、各目標温度v2を実現するために、かなりより速い加熱段階が行われる。従って、コーティングは、ブランク材の熱膨張中に変化した条件に適合させることができるし、任意選択により、コーティング自体を基材表面に沿って再配向させることもできる。従って、制御された加熱は、硬化したコーティングが、より高い温度範囲では亀裂を生じる傾向があるので、有利である。
【0032】
無機−有機複合ポリマーでコーティングされたブランク材は、少なくとも20分間、特に30分間を超えて、少なくとも200℃、好ましくは300〜600℃で、焼き戻しされるのが好ましい。その結果、接着性で、耐腐食性で、実質的に耐老化性である基材−ポリマー化合物が得られる。オーブンの熱分解洗浄は、例えばこの温度範囲で行われる。有機複合ポリマー成分の酸化がこの高温で起き、無機出発物質のみを使用したときよりも微細に分布しより耐引裂き性であるポリマー層が、有機成分の酸化後に得られるので、少なくとも20又は30分間の時間が有利である。
【0033】
冷却段階の間、5〜40K/分、好ましくは15〜25K/分の高い温度勾配が推奨されるため、異なる熱膨張による材料の境界表面に対する応力を最小化し、材料中の構造の不規則を阻止する。
【0034】
有利な実施形態では、コーティングされたブランク材は、1分当たり30〜90L、好ましくは1分当たり50〜70Lの通気量で焼き戻しされ、従って、基材表面上の複合ポリマーの有機成分の可能な限りの酸化が達成され、有機ポリマー成分の起こり得る二次燃焼の燃焼生成物に対してユーザーが後で曝されないようにする。
【0035】
好ましい実施形態に従うと、形成されつつあるポリマー表面と基材表面との間に可能な限り大きい境界表面を実現し、しかも、2つの表面間の距離を小さくするために、該部品は、無機−有機複合ポリマー層を適用する前に平滑化される。コーティングの前に、該部品は、最大500nm、例えば300〜500nm、好ましくは300〜400nmの表面粗さを有することができ、これにより、ポリマーの基材表面に対する接着が改善される。脱脂などの洗浄方法は、無機−有機複合ポリマー層の適用の前に使用できる。
【0036】
本発明に従った方法によって製造した部品は、コーティングによって、材料が非常に頑丈で、耐熱性が非常に高くなるので、高温範囲のベーキングオーブン内で特に使用できる。食料は通常、ベーキングオーブン内で調理され、蒸発して他の場所に堆積することになる多量の水を含有している。このことから、ベーキングオーブン内の部品における腐食感受性が高レベルになる。さらに、特にこの分野の用途では、衛生的に高品質な加工方法に着目するのが不可欠である。
【0037】
さらに、本発明に従った方法によってコーティングされた部品は、−50℃〜600℃間の範囲にある他の家庭用器具内の取付具として使用できる。これには、例えば塩水噴霧ミスト試験などによる取付具の腐食耐性に高い要求が課される冷蔵庫での使用が、とりわけ含まれる。
【0038】
さらに、コーティングは、ヒンジ、ヒンジ金具、レール装置、調理品支持体及び引出しガイドなどの取付具又は取付具の一部として、特に配設できる。
【0039】
無機−有機複合ポリマーコーティングは、部品の輸送中の腐食に対する抵抗性、特に雨、雪、塩水、海水靄及び霧などの外部気候影響に対する抵抗性も増大させる。容器は外的影響から保護されているが、結露が依然として内部に生じ得る。装入中に容器内に達する現在の温度及び湿度が、容器内の現在の相対湿度に各々影響することになろう。容器、貨物、その包装、又は貯蔵物質内に閉じ込められた空気が、湿度源である。コーティングされた部品の、特に海上輸送中の腐食に対する抵抗性を増大させるコーティングが、本発明に従って提供される。さらに、コーティングされた部品の海洋性気候中での使用が可能となる。さらに、部品は、キッチン備品、及び/又は洗浄剤及び化学薬品の保管に使用される実験室備品における備品取付具の形態で使用され得る。
【0040】
染料及び/又は顔料を部品のコーティング中に取り込むこともできる。特殊鋼に起こり得る変色を、カラー又はメタリック仕上げによって隠すことができるので、この取込みは、視覚的効果を実現するのに有利である。
【0041】
該部品がPTFE又はPEEKコーティングを予め有し、その上に無機−有機複合ポリマー層を適用する場合、これらのプレコートされた部品は、予め着色して用意することができる。
【0042】
本発明に従った部品は、引出しガイドの製造に特に適する。特に、引出しガイドのレールは、それに応じてコーティングされ得る。
【0043】
以下、添付の図面に示されている実施形態を参照して、本発明を説明する。
【図面の簡単な説明】
【0044】
【図1】本発明に従った引出しガイドの斜視図である。
【図2】図1の引出しガイドの分解図である。
【図3】コーティングされた部品を製造するための模式温度図である。
【図4】0〜100μmの深さ分布を有する部品の組成に関する計測値の表である。
【図5】コーティングされた部品の深さ分布内にある各元素の濃度推移の模式図である。
【図6】コーティングされた部品の光学顕微鏡による画像資料の階層図である。
【図7】コーティングされた部品の走査型電子顕微鏡による画像資料の階層図である。
【図8】部品の非コーティング部分に対するSEM/EDX計測のスペクトル記録図及び計測値表である。
【図9】部品のコーティングに対するSEM/EDX計測のスペクトル記録図及び計測値表である。
【図10】コーティングされた部品の表面に対するSEM/EDX計測のスペクトル記録図及び計測値表である。
【0045】
図1は、ガイドレール1と、このガイドレールに対して可動式になっているスライドレール2とを備え、これらの間に中間レール3(図2を参照)が保持されている、高温用途のための、特にベーキングオーブン用の引出しガイドを示している。ガイドレール及びスライドレールのみを備える引出しガイドが、知られている。さらに、ガイドレールと、スライドレールと、2個以上のレールとを備える引出しガイドが、使用されている。セラミック材料から特に製造される転動体4は、中間レール3及びスライドレール2を移動式にして取り付けるために配設されている。球状転動体4用の幾つかの軌道6が、ガイドレール1、中間レール3、及びスライドレール2の各々の上に配設されている。転動体4は、これらが転動中に接触して滑らかな走行が損なわれるのを阻止するため、転動体ケージ5内で各々が間隔をおいて誘導される。
【0046】
レール1〜3は、ベーキングオーブン内で使用するために、穴開け加工及び曲げ加工された鋼板から製造され、コーティングを備える。引出しガイドの部品、特にレール1〜3の製造は、以下のステップで行われる。
【0047】
最初に、引出しガイドの金属製ブランク材が、穴開け加工及び曲げ加工によって製造される。このブランク材は、機械によって製造できる。次に、無機−有機複合ポリマー層がブランク材表面に適用される。
【0048】
ブランク材の表面には、事前に前処理が行われる。前処理は、表面の平滑化と、すべての残存するグリース残留物を好ましくはpH8〜10.5のアルカリ洗浄剤によって化学洗浄することにより、本事例では行われる。
【0049】
次に、コーティングされたブランク材は、少なくとも400℃の温度まで加熱され、所定の期間焼き戻しされた後、再び室温まで冷却される。
【0050】
無機−有機複合ポリマー層の適用は、ポリシロキサンコーティングの例として図3で説明されるゾル−ゲル法によって行われる。
【0051】
この場合、ケイ素のアルコキシ化合物は、加水分解とアルコキシ官能基のヒドロキシ基による置換とにより、コロイド粒子としてゾル中に存在する反応性シラノールに変換される。金属から製造されるのが好ましい表面へのゾルの適用中に、これらの粒子が、この表面に定着する。シラノール分子と表面間の相互作用は、共有結合が形成されるまで加熱することにより、さらに増幅される。この加熱により、ポリシロキサンが形成されて、ゾルがゲル状に変換されることにもなる。アルコール及び水が、このプロセス中の縮合反応によって生じる。
【0052】
複合ポリマーの有機成分と無機成分の間に様々な相互作用が、例えば、ケイ素並びに他の金属及び半金属のアルコキシ化合物中で発生する。これらの相互作用は、共有結合又はイオン性共有結合が起因して起きる。
【0053】
無機−有機複合ポリマーのコーティングゾルは、ゾル−ゲル法により、流体にして金属部品に適用可能であり、また、コーティングゾルは、この金属部品上に向かって流動していき、穏やかな反応条件下で硬化することができる。
【0054】
硬化中には、アルカリ性又は酸性下で触媒として作用するアルコキシドの加水分解が起きた後で、縮合反応の結果として、酸化ケイ素層の3次元的無機架橋が形成される。
【0055】
無機成分としてケイ素の代わりに、ジルコニウム又はチタンのアルコキシ化合物などの金属を使用することも可能である。
【0056】
これらは最初に、溶解及び懸濁させるために約0℃で緩やかに添加(約2時間)することにより、溶媒(TMOSの体積の約1/4)中テトラメトキシシラン(TMOS)に慎重に添加することができる。TMOSは引火し易く、毒性であり、腐食性なので、添加は0〜10℃間の範囲で行われる。爆発性蒸気混合物が、約20℃以上の温度では生じ得る。続いて、有機化合物を加水分解するために、濃HCl水溶液(TMOSの体積に対して約1〜3%の体積)が、30分間にわたる継続撹拌下で添加される。HClはこの添加の前に、約0℃の温度まで冷却されていてもよい。続いて、撹拌を数分間、例えば5〜10分間維持する。粘度は、さらなる溶媒の添加に応じた調整ができる。溶媒は、プロトン性又は非プロトン性極性、例えばイソプロパノールであり得る。
【0057】
別法として、3−グリシジルオキシプロピルトリメトキシシラン(GPTS)及びチタンテトライソプロピレートから主になる混合物を、アルカリ性又は酸性条件下で加水分解することによって流動性コーティング物質に変換することができ、700〜800℃での濃縮の結果、続いて硬化することにより、無機二酸化ケイ素層に変換できる。
【0058】
中間層は、厚さ0.1〜2μmの上部二酸化ケイ素層と金属部品表面との間に形成されており、この中間層は、二酸化ケイ素以外にも、金属化合物又はクロム、アルミニウム及び/若しくはマンガンなどの金属元素の増加した部分を含む。
【0059】
コーティングされた部品が有する金属合金に応じて、拡散効果が発生し、その場合、ケイ素が金属表面を貫通し、同時に、金属化合物の数がケイ素層内に拡散するであろう。この金属部品は、クロム含有又はアルミニウム含有合金を任意選択により含むことができ、その場合、主にアルミニウム原子が、中間層の形成によってケイ素層内に拡散するであろう。
【0060】
クロム、マンガン、アルミニウム、さらにニッケル化合物のケイ素含有層内への拡散は、鉄化合物のこの層内への拡散よりも驚くほどに大きい。金属化合物の拡散は、この層中の貫通深さ及び濃度分布に関する、硬化中の温度勾配により、有利な影響を受けることができる。
【0061】
例えばアルミニウムなどの金属は、無機−有機複合ポリマー層の成分として予め導入しておくことが可能であり、拡散及び分散効果の結果、コーティングの中心に蓄積され得る。
【0062】
マンガンは、加熱中に金属から無機−有機複合ポリマー層内に拡散でき、この層中に蓄積され得る。
【0063】
さらに、400〜800℃の温度では、特にクロム、マンガン及びアルミニウム原子がケイ素層に侵入し、ケイ素層がこの部品の金属表面に侵入する各深さが、それより低い温度で可能な深さよりも大きくなることが可能である。
【0064】
中間層中の鉄含有量が減少すると、結果として、ガラス状ケイ素カバー層のような、500℃さえ超えて耐熱性の不動態化中間層が形成され得る。
【0065】
この層の一体性は、上述したようにコーティングされた部品が短期間、すなわち約30分間、1000〜1500℃の溶接炎に曝されるときにも維持される。この結果、コーティングを金属部品に対して、別の金属表面を有する未コーティングの表面上に溶接可能な部分で少なくとも適用及び使用できる。溶接炎が取付具のコーティングされた領域と接触する場合、コーティングは破壊されない。
【0066】
コーティングは、クロム処理された表面にもゾル−ゲル法に従って適用でき、クロム/酸化ケイ素コーティングは後続の部品の曲げ加工中に、純粋にクロム処理された表面と比較してより大きな荷重下でのみ剥離する。
【0067】
流体ゾルを金属部品の表面上に適用するのは、スプレー、ディッピング、又はブラッシングなどによって行うことができる。
【0068】
無機−有機複合ポリマーの有機成分は、UV処理によって3次元的にさらに架橋できる。UV処理は、コーティングに有利な機械的特性を付与する。
【0069】
ケイ素原子の他にも、チタン酸化物又は酸化ケイ素などのさらなる無機成分を、ポリシロキサンコーティングに入れ込むことによって取り入れることが可能であり、これにより、コーティングの機械的特性も改善できる。さらなる無機成分は、微粒子として特に40nm〜500nm間のナノスケール範囲で取り入れることができる。
【0070】
高温範囲に対して耐引掻き性、耐老化性、及び耐腐食性のコーティングを創り出すために、無機−有機複合ポリマー層は、温度勾配中で400〜600℃の範囲の温度まで加熱し、ポリマーの有機成分を酸化するのが好ましい。従って架橋密度は、ゾル−ゲル法と組み合わせた無機−有機複合ポリマーによって創り出され、この方法は、好ましくは1.0〜5.0μm間の薄い層厚さを例えばケイ素系ポリマー層上で可能にし、さらなるナノスケール無機成分並びに染料又は顔料のポリマー層中への導入を可能にする。
【0071】
焼き戻し時間は40分〜3時間の間であり、200〜800℃、好ましくは300〜600℃で、1時間が好ましい。
【0072】
このポリマー層は、水晶様で、耐引裂き性で、機械的抵抗性があり、ブランク材を腐食から保護する。さらに、このポリマー層は、メタリックラッカー処理などの鋼含有材料の色の変色を覆う。
【0073】
以下の表は、異なる一連試験を示している。この一連試験は、本発明に従った方法によってコーティングされた異なる部品表面の洗浄能力を提示する。
【0074】
【表1】
【0075】
表面1.4016及び1.4301は、引出しガイドの金属表面である。
【0076】
表に示されているように、無機−有機複合ポリマーコーティングを有する金属部品は、500℃で長期間にわたって負荷を受けることができるので、このような部品は高温範囲で使用できる。しかしこの場合、引出しガイドの洗浄能力は限定的にしかならない。
【0077】
PEEKでコーティングされた、一連試験3の引出しガイドは、500℃で2時間にわたって負荷を受けることはできないが、実施例1及び2と比較すると、改善された接着防止効果及びより良好な洗浄を示す。
【0078】
引出しガイド上のPEEKコーティングに関連するゾル−ゲルコーティングは、高温動作中の使用、及び改善された洗浄能力を有利に可能にするので、完全な熱分解能を可能にする。
【0079】
図3は、高温用途の取付具、サイドグリッド、及び調理器具支持体の恒久コーティングの方法に関する温度図を模式的に示している。最初に、コーティングされたブランク材が、周囲温度v0から加熱される。これは、25℃の初期温度v0から始まる約10K/分の温度勾配で開始され、次に、v1=100℃の平均温度で、約25K/分の温度勾配に収束する。500℃の目標温度v2に到達した後、30分間に及ぶ温度レベルになる。その後、約20K/分からv0までの冷却段階になる。
【0080】
引出しガイドは、例示した実施形態で記述されている。本発明に従ったコーティングを有する他の部品を提供することも明らかに可能である。
【0081】
無機−有機複合ポリマーコーティングの適用前に、ブランク材の金属製又はプラスチック製の表面の洗浄が、異なる機械的及び/又は化学的洗浄法によって行われる。しかも、さらなる表面処理を、表面を粗仕上げするために実施できる。
【0082】
無機−有機複合ポリマー層を適用するとき、垂直な表面にさえ接着するように流動性を設定することができる。
【0083】
それぞれの無機−有機複合ポリマーコーティングを有し、本発明に従った部品は、耐引掻き性、耐摩耗性、腐食からの保護、改善された洗浄能力、及び減少された泥の付着という利点を提供する。金属コーティングとは対照的に、上記コーティングは透明であり、染色した基材に適用できる。
【0084】
図4は、表中に、本発明に従ってコーティングされた部品の深さ分布に沿った質量濃度による元素組成を示している。
【0085】
図5は、0〜65μmの深さ分布にわたるコーティングされた部品の元素組成の計測された値のグラフを示している。計測点のステップ幅は、0〜20μmの範囲では0.5μmであり、20〜65μmの範囲では4μmである。65μmでの元素組成は、コーティング前の金属部品のクロム鋼の組成に、実質的に対応する。
【0086】
図4及び5の計測データは、光学グロー放電分光法(スパッタガスAr5.0、アノード直径2.5mm)によって測定された。
【0087】
検査する部品は、本発明に従った方法によってコーティングされたベーキングオーブン引出しガイドのプロフィール部である。部品はそれぞれ、検査の前に、1.5時間を超えて500℃での100熱分解サイクルにより、熱処理された。
【0088】
図4の表は、グロー放電を用いた分光測定の選択された個々の値の例を示す。
【0089】
1μmの層厚さでは、この層は主に酸素含有化合物からなる。約19%の質量分率を有する酸化ケイ素が、優勢に表示されている。酸化ケイ素化合物の分率は、金属酸化物の分率よりも、約1.6倍高い。鉄は、層のこの領域に2.6%の質量分率で含有されている。
【0090】
2.5μmの層厚さでは、酸素含有化合物の質量分率(%)は、1μmの層厚さを有する組成と比較して、約10%減少した。ケイ素化合物の質量分率は、24%であった。ケイ素化合物の質量分率は、金属化合物の質量分率よりも、1.2倍依然として高かった。金属組成物は、1μmの層の組成物にわたって変化した。
【0091】
クロム及びニッケル分率は、鉄分率が事実上一定なときはで3〜4%減少したが、質量分率は、アルミニウム分率が5%、マンガン分率が6%、銅分率が1.5%増大した。
【0092】
層の質量分率w(アルミニウム)は、約10μmの層厚さで12.1%であり、マンガン含有量は、11.1%だった。ケイ素質量分率は、約20.9%だった。酸素質量分率は33.3%だった。鉄分率が6.6%だけであることは、アルミニウム及びマンガン含有量と比較すると注目に値する。
【0093】
15μmの層厚さでは、鉄質量分率はすでに14.6%になっており、深さ分布がさらに進行する間に約70%まで増大する。
【0094】
アルミニウム、マンガン及びケイ素が豊富且つ鉄が少ない層が、鉄/クロム層に転換するのは、約20μmで起きる。
【0095】
100μmでの組成は、使用されたクロム鋼の元素組成を実質的に表す。
【0096】
図5は、コーティング中の濃度がアルミニウムは40%に、マンガンが8%に上昇しているのを示しており、濃度は、10〜20μm間の領域でその最大に到達した後、再び減少する。
【0097】
同時に、ケイ素濃度に関する濃度平坦域は、15〜17%で形成され、これは、4μm〜22μmの範囲にわたって広がっている。
【0098】
鉄及びクロムの濃度が、73%(鉄の場合)及び80%(マンガン)の濃度に上昇するのが、20〜50μm間の範囲で観測できる。
【0099】
気付いて驚いたことに、無機−有機ケイ素含有複合ポリマー層をゾル−ゲル法によって適用し、コーティングを550〜800℃、好ましくは650〜750℃まで加熱した後に、アルミニウム及びマンガン化合物がケイ素含有層内に拡散及び分配されていた。
【0100】
可能性のある数多くの用途が、このように得られた2層コーティングによって実現する。この層を着色することにより、表面を顧客の要望に応じて変更できる。コーティングを適用して表面を平滑化することは、表面の洗浄能力及び魅力的外観を改善することになる。
【0101】
図6は、コーティングされた部品の階層構成の光学顕微鏡図を、50μmのスケールで示している。
【0102】
酸化ケイ素カバー層101は、図面にのみ示されている。
【0103】
中間層102は、カバー層の真下に配置されており、この中間層は、ケイ素化合物に加えて、マンガン及びアルミニウム化合物を主に含む。この層は不均一な構成を有しており、この構成は、グレー層中にある複数のより暗い点及びより明るい点によって確認される。これらの濃度集中点は、上記中間層の真下に配置された鋼層103中の場合よりも、層中に、より小さく、より均一に分配されている。
【0104】
図6は、層厚さが20〜30μmであることを示している。
【0105】
以下の計測値は表面、すなわち酸化ケイ素カバー層の組成を、質量分率w(物質)%として示しており、ケイ素:36.2%、酸素:35.4%、アルミニウム:10.9%、マンガン:5.4%、鉄:2.3%、銅:4.0%、カリウム:0.7%、チタン:0.6%、ニオブ:4.0%、ナトリウム:0.7%、及びカルシウム:0.1%である。
【0106】
計測された値は、3回の測定の平均値であり、平均値に関して5%平均変動マージンを受ける。
【0107】
計測は、エネルギー分散型X線分光法(EDX)によって行われる。
【0108】
材料検査用のエネルギー分散型X線分光法の方法は、元素組成の検査のために、試料から放出されたX線を活用する。この目的のため、試料中の原子は、電子線によって励起される。これらの原子は、元素特異的エネルギーを有するX線を放出する。
【0109】
EDXの結果であるこれらの計測値は、グロー放電分光法の結果を実質的に支持する。
【0110】
図7は、コーティングの断面の走査型電子顕微鏡記録を示している。
【0111】
計測は、Zeiss REM−DSM962により、加速電圧20kV、作動距離約23mm、倍率約500倍で行われた。
【0112】
コーティングの表面は、約1〜2μmの厚さの薄い白色層を示しており、この層は、酸化ケイ素カバー層111として認識できる。
【0113】
約20μmの厚さを有する中間層が、この層の真下に配置されており、この中間層は、二酸化ケイ素、アルミニウム、鉄及び酸素から主に製造される。
【0114】
金属部品の基板材料113は、真下に配置されている。
【0115】
図8〜10は、走査型電子顕微鏡の計測とエネルギー分散型X線放射分析(EDX)を組み合わせて記録したスペクトルを示している。
【0116】
上述したこの走査型電子顕微鏡は、EDX(EDAX Genesis)と組み合わせた。EDXは、10eV/chのエネルギー分解能を有し、1秒当たり14,000パルスの計数率を有する。
【0117】
図8は、意図的にコーティングから取り除かれ、同一条件(500℃、各々1.5時間の100熱分解サイクル)下で処理された、前述したコーティングされたプロフィール部のうち、検査した領域のスペクトルを示している。未処理の表面は、鉄(63%)及びクロム(16%)、並びにニッケル(6.75%)、マンガン(1.85%)、炭素(4.55%)、酸素(2.89%)、アルミニウム(1.83%)及びケイ素(2.50%)を主に含む。
【0118】
従って、金属部品の基板材料113は、クロム鋼のクラスの合金鋼に関する。
【0119】
図9は、中間層112の領域のスペクトルを示している。この領域は、ケイ素(22.67%)、酸素(26.49%)、鉄(13.81%)及びアルミニウム(13.86%)、並びにニッケル(2.05%)、マンガン(6.46%)、炭素(11.02%)及びクロム(3.64%)を主に含む。
【0120】
図9は、ケイ素カバー層111の領域のスペクトルを示している。この領域は、ケイ素(35.6%)、酸素(28.05%)及びアルミニウム(12.95%)、並びに鉄(4.73%)、ニッケル(0.92%)、マンガン(8.61%)、炭素(8.50%)及びクロム(0.63%)を主に含む。
【0121】
これらの計測された値は、ケイ素カバー層が主に、すなわち50%を超える酸化ケイ素及びアルミニウム化合物から製造されていることを示す。
【0122】
例えば10〜40μmの厚さを有するケイ素含有中間層は、重量パーセントに関する百分率で、少なくとも10%のケイ素と、好ましくはアルミニウムである10%の金属とを含む。
【0123】
無機−有機複合ポリマーコーティングで補助した場合、未コーティングの部品と比べると高い耐引掻き性を提供し、特殊鋼色を、変色を部分的に避けることにもよって再生成させる透明なコーティングを、金属性ブランク材上に確保することも可能になる。
【0124】
750回のインターバル(Laufintervalle)を、各熱分解サイクルの後に500℃で実施して、このような透明な引出しガイドの機能性を評価した。以下の試験基準が、提供された。
a)N中で引出しガイド(Fa)を引き出す力の消費量
b)N中で引出しガイド(Fe)を格納する力の消費量
c)熟練試験者が順序尺度によって評価する、走行品質
d)熟練試験者が順序尺度によって評価する、ノイズ
【0125】
コーティングされた引出しガイドの、10〜15kgの試験荷重で15回の熱分解サイクル(500℃)後の走行品質及びノイズ品質は、走行品質クラス1〜3に付随した。
【0126】
計測の結果は、一定で良好な走行品質(分類1〜7、1は最大の走行品質に対応し、7は最低の走行品質に対応する)を示している。
【0127】
計測の結果は、一定の低ノイズ移動度(分類1〜7、1はノイズ発生なしに対応し、7は最大の潜在的ノイズ発生に対応する)も示している。
【0128】
コーティングされた引出しガイドを引き出すのに適用された力は、10N未満の範囲、好ましくは3.0〜4.5Nの間である。
【0129】
コーティングされた引出しガイドを格納するのに適用された力は、11N未満の範囲、好ましくは4.0〜8Nの間である。
【0130】
記載されたコーティングは、好ましくは、金属部品、材料番号1.4301を有する鋼からなる基板材料、及び18/10クロム−ニッケル鋼、材料番号1.4016を有する鋼、三価鉄17%クロム鋼又は材料番号1.4310を有する鋼、クロム−ニッケル合金鋼に、適用される。
【0131】
コーティングは、高温用途、特にベーキングオーブンに特別有利な利点を提供する。これは、腐食の高い可能性を有する領域中の部品にも利点を提供する。これは、白物家電の製品、例えば冷蔵庫や洗濯機なども含み、家具用取付具は、湿潤気候及び/又は輸送中、特に海上輸送中の海水による腐食の高い可能性に曝される。これらの領域内で、コーティングされた取付具は、非コーティングの取付具と比較すると、より長い耐用年数を有する。
【符号の説明】
【0132】
1 ガイドレール
2 スライドレール
3 中間レール
4 転動体
5 転動体ケージ
6 軌道
101 二酸化ケイ素カバー層
102 中間層
103 鋼層
111 二酸化ケイ素カバー層
112 中間層
113 基板材料
【特許請求の範囲】
【請求項1】
a)ブランク材を用意するステップ、
b)無機−有機複合ポリマー層を前記ブランク材の表面に適用するステップ、
c)前記コーティングされたブランク材を前記ポリマー層が硬化するまで加熱するステップ、及び、
d)前記コーティングされたブランク材を冷却するステップ、
を特徴とする、部品の製造方法。
【請求項2】
無機−有機複合ポリマー層を前記ブランク材の表面上に適用する前記ステップが、
a)加水分解によりゾルを形成するステップ、
b)前記ゾルを前記ブランク材の表面上に適用するステップ、及び、
c)重縮合によって接着性ゲル層を形成するステップ、
を含むゾル−ゲル法によって行われることを特徴とする、請求項1に記載の方法。
【請求項3】
前記無機−有機複合ポリマー層を、PEEK(ポリエーテルエーテルケトン)でコーティングされた前記ブランク材の表面上に適用する前記ステップが、前記ゾル−ゲル法に従って行われることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
ステップb)における前記ゾルの前記適用が、前記ブランク材の前記表面上にスプレーすることによって行われることを特徴とする、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記無機−有機複合ポリマー層の紫外線による硬化が、ステップb)及びステップc)の間、又はステップc)の後で行われることを特徴とする、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記ゾルに対して、無機成分、特に酸化ケイ素及び/又は酸化チタンをさらに添加することを特徴とする、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記無機−有機複合ポリマー層が、800℃まで、好ましくは600℃までの耐熱性を有する、ケイ素、アルミニウム又はチタン含有無機−有機複合ポリマーを含むことを特徴とする、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
加熱段階において、第1の時間依存温度勾配が、中間温度までの8〜12K/分であり、第2の時間依存温度勾配が、目標温度までの12〜30K/分であることを特徴とする、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記コーティングされたブランク材が、少なくとも20分間、好ましくは少なくとも25分間、200〜600℃、好ましくは450〜550℃の目標温度で焼き戻しされることを特徴とする、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記コーティングされたブランク材が、少なくとも20分間、好ましくは少なくとも25分間、500〜800℃、好ましくは650〜750℃の目標温度で焼き戻しされることを特徴とする、請求項1〜8のいずれか一項に記載の方法。
【請求項11】
前記目標温度が、15〜90分間、特に25〜40分間の期間にわたって一定に保たれることを特徴とする、請求項7〜10のいずれか一項に記載の方法。
【請求項12】
前記ブランク材の制御冷却の時間依存温度勾配が、5〜40K/分、好ましくは15〜25K/分であることを特徴とする、請求項11に記載の方法。
【請求項13】
前記コーティングされたブランク材が、通気量が30〜90L/分、好ましくは50〜70L/分の強制空気法により焼き戻しされることを特徴とする、請求項9又は10に記載の方法。
【請求項14】
前記ブランク材部品の前記表面が、前記無機−有機複合ポリマー層の適用前に、平滑化されることを特徴とする、請求項1〜12のいずれか一項に記載の方法。
【請求項15】
特にアルミニウム及び/又はマンガンの金属化合物を、腐食から保護するために、前記コーティングされたブランク材を加熱する間に、前記複合ポリマー層中に拡散させることを特徴とする、請求項1〜13のいずれか一項に記載の方法。
【請求項16】
請求項1〜15のいずれか一項に記載の方法に従って製造されるコーティングを備えることを特徴とする、特に家庭用器具に使用される部品。
【請求項17】
前記部品の無機−有機複合ポリマー層が、染料又は顔料を含有することを特徴とする、請求項16に記載の部品。
【請求項18】
前記複合ポリマー層が、7%、好ましくは少なくとも12%の金属、特にアルミニウム及び/又はマンガンの質量分率wを、腐食から保護するために、少なくとも有することを特徴とする、請求項16又は17に記載の部品。
【請求項19】
前記部品が、金属基体、前記基体の上方に配置され、酸化ケイ素、及び少なくとも1つの金属、好ましくはアルミニウム及び/又はマンガンを含む中間層、及び酸化ケイ素を有するカバー層を備え、前記中間層が、酸化ケイ素、及び前記カバー層が傷付いた場合に、前記基板材料を腐食から保護する金属で作製されていることを特徴とする、請求項16〜18のいずれか一項に記載の部品。
【請求項20】
前記カバー層が、少なくとも30%、好ましくは35%の質量分率w(ケイ素)を有することを特徴とする、請求項19に記載の部品。
【請求項21】
前記中間層が、7%、好ましくは10〜12%の質量分率w(アルミニウム)を少なくとも1つ有することを特徴とする、請求項19又は20に記載の部品。
【請求項22】
前記コーティングの層厚さが、10〜40μm、好ましくは20〜30μmであることを特徴とする、請求項16〜21のいずれか一項に記載の部品。
【請求項23】
ベーキングオーブン用引出しガイドのレールとして配置されていることを特徴とする、請求項16又は17に記載の部品。
【請求項24】
家庭用器具、特にベーキングオーブン、冷蔵庫及び洗濯機における、又は家具用取付具としての、請求項16〜23のいずれか一項に記載の部品の使用。
【請求項1】
a)ブランク材を用意するステップ、
b)無機−有機複合ポリマー層を前記ブランク材の表面に適用するステップ、
c)前記コーティングされたブランク材を前記ポリマー層が硬化するまで加熱するステップ、及び、
d)前記コーティングされたブランク材を冷却するステップ、
を特徴とする、部品の製造方法。
【請求項2】
無機−有機複合ポリマー層を前記ブランク材の表面上に適用する前記ステップが、
a)加水分解によりゾルを形成するステップ、
b)前記ゾルを前記ブランク材の表面上に適用するステップ、及び、
c)重縮合によって接着性ゲル層を形成するステップ、
を含むゾル−ゲル法によって行われることを特徴とする、請求項1に記載の方法。
【請求項3】
前記無機−有機複合ポリマー層を、PEEK(ポリエーテルエーテルケトン)でコーティングされた前記ブランク材の表面上に適用する前記ステップが、前記ゾル−ゲル法に従って行われることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
ステップb)における前記ゾルの前記適用が、前記ブランク材の前記表面上にスプレーすることによって行われることを特徴とする、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記無機−有機複合ポリマー層の紫外線による硬化が、ステップb)及びステップc)の間、又はステップc)の後で行われることを特徴とする、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記ゾルに対して、無機成分、特に酸化ケイ素及び/又は酸化チタンをさらに添加することを特徴とする、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記無機−有機複合ポリマー層が、800℃まで、好ましくは600℃までの耐熱性を有する、ケイ素、アルミニウム又はチタン含有無機−有機複合ポリマーを含むことを特徴とする、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
加熱段階において、第1の時間依存温度勾配が、中間温度までの8〜12K/分であり、第2の時間依存温度勾配が、目標温度までの12〜30K/分であることを特徴とする、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記コーティングされたブランク材が、少なくとも20分間、好ましくは少なくとも25分間、200〜600℃、好ましくは450〜550℃の目標温度で焼き戻しされることを特徴とする、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記コーティングされたブランク材が、少なくとも20分間、好ましくは少なくとも25分間、500〜800℃、好ましくは650〜750℃の目標温度で焼き戻しされることを特徴とする、請求項1〜8のいずれか一項に記載の方法。
【請求項11】
前記目標温度が、15〜90分間、特に25〜40分間の期間にわたって一定に保たれることを特徴とする、請求項7〜10のいずれか一項に記載の方法。
【請求項12】
前記ブランク材の制御冷却の時間依存温度勾配が、5〜40K/分、好ましくは15〜25K/分であることを特徴とする、請求項11に記載の方法。
【請求項13】
前記コーティングされたブランク材が、通気量が30〜90L/分、好ましくは50〜70L/分の強制空気法により焼き戻しされることを特徴とする、請求項9又は10に記載の方法。
【請求項14】
前記ブランク材部品の前記表面が、前記無機−有機複合ポリマー層の適用前に、平滑化されることを特徴とする、請求項1〜12のいずれか一項に記載の方法。
【請求項15】
特にアルミニウム及び/又はマンガンの金属化合物を、腐食から保護するために、前記コーティングされたブランク材を加熱する間に、前記複合ポリマー層中に拡散させることを特徴とする、請求項1〜13のいずれか一項に記載の方法。
【請求項16】
請求項1〜15のいずれか一項に記載の方法に従って製造されるコーティングを備えることを特徴とする、特に家庭用器具に使用される部品。
【請求項17】
前記部品の無機−有機複合ポリマー層が、染料又は顔料を含有することを特徴とする、請求項16に記載の部品。
【請求項18】
前記複合ポリマー層が、7%、好ましくは少なくとも12%の金属、特にアルミニウム及び/又はマンガンの質量分率wを、腐食から保護するために、少なくとも有することを特徴とする、請求項16又は17に記載の部品。
【請求項19】
前記部品が、金属基体、前記基体の上方に配置され、酸化ケイ素、及び少なくとも1つの金属、好ましくはアルミニウム及び/又はマンガンを含む中間層、及び酸化ケイ素を有するカバー層を備え、前記中間層が、酸化ケイ素、及び前記カバー層が傷付いた場合に、前記基板材料を腐食から保護する金属で作製されていることを特徴とする、請求項16〜18のいずれか一項に記載の部品。
【請求項20】
前記カバー層が、少なくとも30%、好ましくは35%の質量分率w(ケイ素)を有することを特徴とする、請求項19に記載の部品。
【請求項21】
前記中間層が、7%、好ましくは10〜12%の質量分率w(アルミニウム)を少なくとも1つ有することを特徴とする、請求項19又は20に記載の部品。
【請求項22】
前記コーティングの層厚さが、10〜40μm、好ましくは20〜30μmであることを特徴とする、請求項16〜21のいずれか一項に記載の部品。
【請求項23】
ベーキングオーブン用引出しガイドのレールとして配置されていることを特徴とする、請求項16又は17に記載の部品。
【請求項24】
家庭用器具、特にベーキングオーブン、冷蔵庫及び洗濯機における、又は家具用取付具としての、請求項16〜23のいずれか一項に記載の部品の使用。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2012−510358(P2012−510358A)
【公表日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2011−538011(P2011−538011)
【出願日】平成21年12月2日(2009.12.2)
【国際出願番号】PCT/EP2009/066273
【国際公開番号】WO2010/063776
【国際公開日】平成22年6月10日(2010.6.10)
【出願人】(504467554)ポール ヘティッヒ ゲーエムベーハー ウント ツェーオー. カーゲー (62)
【Fターム(参考)】
【公表日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成21年12月2日(2009.12.2)
【国際出願番号】PCT/EP2009/066273
【国際公開番号】WO2010/063776
【国際公開日】平成22年6月10日(2010.6.10)
【出願人】(504467554)ポール ヘティッヒ ゲーエムベーハー ウント ツェーオー. カーゲー (62)
【Fターム(参考)】
[ Back to top ]