
狭い厚み分布を有する薄いアルミニウム顔料、それを製造するための方法、およびその使用
本発明は、少なくとも部分的に潤滑剤を用いてコーティングされたアルミニウム顔料に関し、ここで、そのアルミニウム顔料は、走査型電子顕微鏡厚み計測法により求め、それに相当する相対出現頻度の累積破過曲線をベースに、式Δh=100×(h90−h10)/h50に従って計算した厚み分布の相対幅Δhが30%から70%未満までであり、実質的に面に平行な配向にある顔料について測定したX線回折図が、[111]反射には相当しない一つまたは二つのメインピークを有している。
本発明はさらに、前記アルミニウム顔料を製造するための方法、およびその使用、さらには本発明の前記アルミニウム顔料を含むマニキュア液および印刷インキにも関する。
本発明はさらに、前記アルミニウム顔料を製造するための方法、およびその使用、さらには本発明の前記アルミニウム顔料を含むマニキュア液および印刷インキにも関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、狭い厚み分布を有する薄い微小板状アルミニウム顔料およびそれを製造するための方法に関する。本発明は、さらに、これらのアルミニウム顔料の使用にも関する。
【背景技術】
【0002】
微小板状アルミニウム顔料は効果顔料であり、独特の金属的外観と高い隠蔽力が特徴である。これらの効果顔料は微小板状構造であるために、コーティング媒体の中で配向されて基材に平行となり、無数の離別した小さな鏡が組み合わさったものが形成されるために、金属効果が得られる。この金属効果は、特に湿式ラッカーの場合には極めて強く表れる。フルトーンラッカーの場合においては、観察角および/または入射角に依存した輝度効果が存在し、これは、「フロップ性」とも呼ばれる。良好なフロップ性は顔料の多くの性質の影響を受ける。したがって、それらの配向、それらのサイズおよびサイズ分布、それらの表面構造(粗さ)および端部構造のすべてが、重要な役割を果たす。
【0003】
フレークとも呼ばれる、顔料が面に平行な配向をとるための決定的要因は、アルミニウム顔料およびバインダー系の表面化学的な非相溶性だけではなく、特に顔料の形状因子である。形状因子とは、顔料における長さdの厚みhに対する比を意味すると理解されたい。その長さは、主としてレーザー散乱法によって測定する。この場合、累積破過曲線のd50指数が通常使用される。
【0004】
アルミニウム顔料の長さは、その意図する適用方法に高度に依存するために、高い形状因子、従って可能である最善の配向は、顔料の厚みを変化させることによって、特にうまく達成することができる。薄い顔料ほど良好な配向をしやすく、そのため高いフロップ性を有している。メタリックコーティングまたは印刷インキのさらに重要な特性は、それらの高い光沢である。光沢は、なかんずく、生理学的および心理学的に関わる変数であるが、DIN 67 530に従えば、面の表面の「光沢力」は、反射率計の値によって記録される。反射は、標準(一般に黒色鏡面ガラス板)に対する相対的な光沢角で測定される。
【0005】
このDIN標準に従えば、高度に光沢性の試験片(反射率計の値>70)は、入射または反射角が20度で測定し、中程度に光沢性の表面では60度で測定する。メタリックコーティングまたは印刷インキが良好な光沢を示すための前提条件は、同様に、コーティング媒体中の微小板状顔料が最大の面に平行な配向をとることである。
【0006】
現時点における、最高の光沢およびフロップ性を有する最も光輝なアルミニウム顔料には、二つの一般的なタイプがある:その一つは、アルミニウムショットを湿式粉砕することにより調製する、いわゆる「シルバーダラー顔料」であり、もう一つは、いわゆる「PVD顔料」である。
【0007】
PVD顔料の場合、約20nm〜60nmの平均厚みを有する極端に薄いAl顔料が調製される。これらの顔料の厚み分布は極めて狭い。この方法においては、超高真空中で剥離コートを備えたキャリヤフィルムの上にアルミニウムを蒸着させる。この剥離コートは、一般に、ポリマーである。次いで、その蒸着させたアルミニウムを、可能な限り、溶媒中でキャリヤフィルムから分離させ、金属フィルムを機械的または超音波により微粉砕する。PVD顔料の製造については、たとえば、J.Seubert and A.Fetz,“PVD Aluminum Pigments:Superior Brilliance for Coatings and Graphic Arts”,Coatings Journal、Vol.84、A6 225264、July 2001、pages 240〜245に記載されている。
【0008】
それらは極端に薄いために、これらのPVD顔料は優れた隠蔽力を示す。それらの薄い顔料が極めてフレキシブルなので、基材に実際上「まつわりつく」。したがって、それらの光学的な可能性を示すためには、それらを平坦な基材に適用すべきである。
【0009】
印刷分野におけるいわゆる「リバースサイド適用」の場合には、特別な効果が達成される。その場合、PVD顔料を含む印刷インキを用いて、透明なフィルムに印刷する。印刷インキを硬化させた後に、印刷をしていない裏側からそのフィルムを見ると、鏡とほとんど同程度の金属光沢が観察される。この適用の形態の好適な用途には、ヘッドライトの反射鏡が含まれる。
【0010】
しかしながら、製造コストが極端に高いことが、PVD顔料の欠点となっている。また別な欠点は、顔料粒子から剥離コートを完全に除去することが、ほとんど不可能である点である。しかしながら、この付着ポリマーフィルムは不利をもたらす可能性がある。したがって、印刷インキの場合においては、印刷インキ中に使用される溶媒と相溶しないことが起こりうる。たとえば、トルエンに適したポリマーフィルムは、たとえばアルコールや水のような溶媒とは相溶しない可能性がある。このことは、集塊の形成として自ずから顕在化し、それは、所望の装飾効果を完全に破壊する。
【0011】
しかしながら、特にこのタイプのポリマーの付着性は、アルミニウム顔料を、製造した後に、たとえばDE 196 35 085に記載されているようにして、耐食性を付与するための化学的な保護コーティングを与えようとするときに、有害作用をもたらす可能性がある。
【0012】
たとえばDE 100 01 437に記載されているようにして、腐食防止剤によって安定化させる場合にも、同じ事があてはまる。いくつかの状況においては、付着した剥離コートの残渣が、保護コーティングに不均一性をもたらし、保護層を再現性よく作成し、適用することを妨害する可能性がある。
【0013】
特に、安定化されていないアルミニウム顔料がその中で水素の発生による望ましくないガス発生を起こすような水性ラッカー中で、この方法でコーティングした基材を使用することは、このタイプのプレコート基材を用いては、再現性よく達成することがほとんどできない。
【0014】
PVD顔料のさらなる深刻な欠点は、それらが極端に強い集塊化傾向を示すことである。この理由から、PVD顔料は、アルミニウム顔料の含量が通常10%〜20重量%の極めて希薄な分散体の形でしか供給されない。取扱い性を改良するためには、より高いアルミニウム顔料の含量を有する組成物を使用するのが望ましい。
【0015】
シルバーダラー顔料は、比較的球形の形状と比較的滑らかな表面の点で、微粉砕研磨から得られる金属顔料とは区別される。
【0016】
US No.4,318,747には、リーフィング特性を有し、平均サイズが5μm未満の微細なアルミニウム効果顔料が開示されているが、そのものは、少なくとも50,000cm2/gの水被覆面積と、24m2/g〜93m2/gのBET比表面積を有している。これらのデータから、その粗さ値が2.4〜9.3の範囲であるということが計算できる。
【0017】
これらの顔料の表面の粗さの程度が高いために、入射光の散乱が大きく、そのため、PVD顔料の滑らかな表面に比較して、光沢が低下する。
【0018】
EP 1 621 586 A1には、PVD顔料の厚み範囲に入る、湿式粉砕によって得られるアルミニウム効果顔料が開示されており、その平均厚みは25nm〜80nm、平均サイズは8μm〜30μmである。しかしながら、これらの顔料の欠点は、それらがPVD顔料の光学的性質を示さないところにある。
【0019】
最後に、EP 1 080 810 B1は、アルミニウムダストの湿式粉砕により調製されたアルミニウム顔料に関する。顔料製造のための噴霧化製品として採用され、2μm〜10μmの平均粒子サイズを有する、そのアルミニウムダストについては、さらに詳しい説明はない。
【0020】
EP 1 424 371 A1には、アルミニウム粉体を粉砕することによって得られるアルミニウム効果顔料が開示されている。EP 1 424 371 A1の教示に従えば、採用されたアルミニウム粉体は、1μm〜10μmの範囲の平均粒子サイズ(D50)を有している。
【0021】
EP 1 621 586 A1、EP 1 080 810 B1、およびEP 1 424 371 A1に開示されているこれらの顔料の欠点は、それらが極めて広い相対的厚み分布を有し、そのために、これらの顔料を用いて塗装または印刷した物品の光沢性に関して、品質が低下してしまう点にある。
【0022】
DE 103 15 775 A1には、30nm〜100nmの平均厚みと、70%〜140%の相対的厚み分布とを有する薄い被覆アルミニウム効果顔料が開示されており、そのアルミニウム効果顔料は、極めて高い隠蔽力と、それらが極めて滑らかな表面を有しているために、PVD顔料の光沢に近い光沢を示す。それらの光学的性質に関しては、それらは、隠蔽力、光沢、およびフロップ性の点で、従来からのシルバーダラー顔料からは顕著な改良を示している。しかし、DE 103 15 775 A1に開示されているアルミニウム顔料は、場合によっては、特に印刷インキにおいて、不十分な転写機能を示すことがわかった。
【発明の概要】
【発明が解決しようとする課題】
【0023】
本発明の一つの目的は、付着ポリマーフィルムをまったく担持せず、従来技術から公知で従来からの湿式粉砕によって得られた従来からのアルミニウム効果顔料に比較して、優れた隠蔽力、高光沢、および改良された金属質外観を有する極めて薄いアルミニウム効果顔料を提供することである。
【0024】
本発明のさらなる目的は、さらに、これらのアルミニウム効果顔料を含む印刷インキを適用したときに、良好な転写挙動を示すアルミニウム効果顔料を提供することである。そのアルミニウム顔料は、特に印刷インキにおいて、それらの光学的性質に関してはPVD顔料に極めて近いが、後者よりも製造および取扱いが顕著に容易であるように意図されている。特に、そのアルミニウム顔料は、PVD顔料に比較して、集塊化する傾向が顕著に低下するように意図されている。
【0025】
さらには、このタイプの顔料は、PVD製造方法を使用したアルミニウム効果顔料の高コストな製造に比較して、より経済性に優れた方法によって、調製することが可能であるべきである。
【課題を解決するための手段】
【0026】
この目的は、以下の性質を有する微小板状アルミニウム顔料を提供することにより達成される:
a)走査型電子顕微鏡による厚み計測によって決定した、平均厚みh50が15nm〜75nmであり、
b)走査型電子顕微鏡による厚み計測によって決定し、相当する相対出現頻度の累積破過曲線に基づき、Δh=100×(h90−h10)/h50の式に従って計算した、厚み分布の相対幅Δhが、30%から70%未満までであり、そして
c)実質的に面に平行な配向にある顔料について測定したX線回折図が、[111]反射に相当しない1つまたは2つのメインピークを有する。
【0027】
本発明のアルミニウム効果顔料の好ましい展開は、従属請求項1〜16において定義されている。
【0028】
本発明に基礎を置く目的は、さらに、請求項1〜16のいずれか1項において定義されているようなアルミニウム効果顔料を製造するために、請求項17において定義されているような方法により達成されるが、それには以下の工程が含まれる:
a)d10<3.0μm、d50<5.0μm、およびd90<8.0μmを有する粒子サイズ分布を示すアルミニウムショットを提供する工程、
b)粉砕機を使用し、溶媒および潤滑剤および個々の重量が2mg〜13mgの粉砕媒体の存在下に、a)において定義されたアルミニウムショットを粉砕する工程。
【0029】
その方法の好ましい展開は、従属請求項18〜24において定義されている。
【0030】
本発明の目的は、さらに、請求項25または請求項26において定義されているようなアルミニウム効果顔料の使用、そのアルミニウム効果顔料を含み、請求項27において定義されているマニキュア液、および、そのアルミニウム効果顔料を含み、請求項28において定義されているUV安定性印刷インキにより、達成される。
【0031】
本発明の微小板状アルミニウム顔料またはアルミニウム効果顔料は、以後においては単純化のために、「アルミニウム顔料」と呼ぶこともある。
【0032】
本発明は、以下の性質を有する微小板状アルミニウム顔料に関する。
a)走査型電子顕微鏡による厚み計測によって決定した、平均厚みh50が15nm〜75nmであり、
b)走査型電子顕微鏡による厚み計測によって決定し、相当する相対出現頻度の累積破過曲線に基づき、Δh=100×(h90−h10)/h50の式に従って計算した、厚み分布の相対幅Δhが、30%から70%未満までであり、そして
c)実質的に面に平行な配向にある顔料について測定したX線回折図が、[111]反射に相当しない1つまたは2つのメインピークを有する。
【0033】
本発明のアルミニウム顔料は、それらの平均厚みが薄いために、極めて高い隠蔽力を有している。顔料の隠蔽力は、通常、顔料の単位重量あたりで被覆される面積として定義される。アルミニウム顔料の平均厚みが薄い程、顔料によって被覆される面積が大きくなり、したがって、そのアルミニウム顔料の隠蔽力が高くなる。
【0034】
狭い厚み分布を有する薄い顔料は、有利なことには、コーティング媒体の中で、広い厚み分布を有する従来からのアルミニウム顔料よりも均質に積み重なる。従来からのアルミニウム顔料を用いた場合、顔料の不均質な積み重なりが容易に起こりうる。したがって、極めて厚い顔料は、特に、「スペーサー」として機能する可能性があり、そのために、周囲のまたは隣接した顔料の配向に悪影響を与える。このことは、光沢、フロップ性、ある種の環境下では隠蔽力に悪影響を与える。このことは、印刷の場合には、特に望ましくない影響を持つ。塗装コーティングの場合に比較して、印刷の場合には、厚みが実質的により薄く、バインダー含量もより低い。
【0035】
狭い厚み分布を有する本発明の極めて薄いアルミニウム顔料は、驚くべきことには、PVD顔料の厚み分布に類似した厚み分布を示し、そのために、そのような顔料は、それらの光学的性質においてもPVD顔料に類似しているが、しかし、PVD顔料の場合よりも、その製造がより容易かつ安価である。
【0036】
微小板状金属顔料の正確な平均厚みを求めることは難しい。実際には、顔料の厚みは、水被覆面積(拡がり指数、DIN 55923)を測定するか、および/または走査型電子顕微鏡(SEM)によって求める。水被覆面積からは、顔料の平均厚みhのみ(厚み分布ではない)を計算することができる。PVD顔料の場合には、水被覆面積法はうまくいかないが、それは、PVD顔料が極めて顕著な集塊化傾向を有しているからである。拡がり試験のための準備には、顔料を乾燥させる工程が含まれるが、その工程によって、PVD顔料の場合には不可逆的な集塊現象を招く。したがって、本発明の目的においては、本発明のアルミニウム顔料の平均厚みは、走査型電子顕微鏡(SEM)により求める。この方法を使用する場合には、十分な数の粒子を測定して、典型的な統計的評価を実現するようにすべきである。一般的には、約100個の粒子を測定する。
【0037】
厚み分布は、累積破過曲線の形態で表すのが有利である。厚みの累積破過曲線のh50値を、適切な平均値とみなす。分布の幅(スパンとも呼ばれる)の目安であるΔhは、次式により求める:
【数1】

[式中、指数は、累積破過分布のそれぞれの値に関するものである]
【0038】
走査型電子顕微鏡による厚み計測において求めたスコアから計算した本発明のアルミニウム顔料の平均厚みh50(累積破過曲線のh50指数)においては、その計算された平均厚みh50は、15nm〜75nm、好ましくは18nm〜70nm、より好ましくは25nm〜60nm、極めて好ましくは30nm〜55nmである。
【0039】
平均厚みが15nm未満では、顔料が暗くなりすぎるが、その理由は、アルミニウムの高い吸収性を維持しながらも、金属的反射性能が失われるためと考えられる。さらに、そのアルミニウムの機械的性質が不利な方向に変化し、顔料が脆くなりすぎる。平均厚みが75nmを超えると、良好な光学的性質がだんだん損なわれていく。しかしながら、平均厚みが75nmまでであれば、顕著な悪化は起きない。
【0040】
本発明の顔料の厚み分布の相対幅Δhは、好ましくは30%〜70%、より好ましくは35%〜67%、さらにより好ましくは40%〜65%、最も好ましくは40%〜60%である。
【0041】
Δhが70%を超えると、アルミニウム顔料の有利な性質がもはや認められなくなる。特に、PVD顔料のそれに匹敵するような、いわゆる「リバースサイド適用」の高光沢がもはや認められなくなる。さらに、70%よりも高いΔhを有するこれらの顔料は、場合によっては、印刷用途における転写挙動に関連して問題を起こす。これまでは、30%未満の厚み分布の相対幅Δhを有する顔料を製造することは不可能であった。
【0042】
また別な好ましい実施態様においては、本発明のアルミニウム顔料は、25nm〜60nmの平均厚みh50と、35%〜67%のスパンΔhを有している。本発明のアルミニウム顔料のまた別な特に好ましい実施態様は、25nm〜55nmの平均厚みh50と、35%〜65%のスパンΔhを特徴とする。
【0043】
本発明のアルミニウム顔料は、そのX線回折法における挙動において、従来からのPVD顔料とは顕著に異なっている。X線回折法(XRD、X線反射回折)によって微小板状アルミニウム顔料の試験片を検討するためには、その顔料を予め配向させて、試験片の基材に対して、実質的に面に平行としておく。基本的には、市販されているX線回折計ならどれでも、この目的には適している。
【0044】
本発明の目的においては、実質的に面に平行な配列は、顔料の少なくとも80%が、許容範囲±15度以内で基材に対して平行となっていることを意味している。
【0045】
PVD顔料は、常に、[111]面の反射にメインピークを有していることが判っている。[111]面は、ミラー指数を意味している。[111]面は、面心立方結晶化に従う金属の最密可能面に相当する。この結果は自体公知であるが、その理由は、フィルムの上にスパッタされたアルミニウムがそのような結晶を形成することは常識だからである。しかしながら、驚くべきことには、本発明のアルミニウム顔料は、[111]面の反射にメインピークを有していないことが判明した。[111]面の反射は、たとえ存在するとしても、常に弱い。そのメインピーク、または可能性としては複数のメインピークは、[200]面および/または[220]面の反射に優先的に対応している。そのメインピークは、極めて優先的に[200]面に属している。
【0046】
PVD顔料の場合と異なって、本発明の顔料における[111]/[200]の強度比は、常に<1である。この比率は、好ましくは<0.5、極めて好ましくは<0.1である。
【0047】
これらの性質は、アルミニウム顔料が粉砕プロセスの際に置かれている塑性変形状態を反映しているものと考えられる。少なくとも多結晶のアルミニウムショットが、成形粉砕の際には強い剪断力に暴露される。個々の微結晶の間で剪断が起こり、最密充填された[111]面は明らかにその剪断面である。粉砕プロセスは、当然のことながら微小板表面に対して直角の方向に起こるために、これらの面が微小板の面から破壊除去され、このことが、回折図におけるピーク強度の低下に反映される。同時に、[200]面および[220]面のピークが強くなる。
【0048】
極めて驚くべきことには、本発明のアルミニウム顔料が「リバースサイド適用」において金属光沢を有していることが見出されたが、このことは、湿式粉砕によって調製された従来からのアルミニウム顔料ではこれまで達成されたことがなく、PVD顔料を用いた場合にのみ可能であった。
【0049】
リバースサイド適用は、金属効果顔料を用いて着色された印刷インキが透明なフィルムの上に印刷されることを意味すると理解されたい。その硬化した印刷物をフィルムの印刷されていない側から見ると、この場合、PVD顔料を使用している場合には、ほとんど鏡のような効果が観察される。PVD顔料は、それらの厚みが薄く、厚み分布が狭いために、フィルムにしっかりとまつわりついている。驚くべきことには、本発明のアルミニウム顔料を用いても、同様の効果を得ることができる。全体の顔料の厚みが薄く、厚み分布の幅が狭いことが、この効果をもたらす因子であると考えられる。
【0050】
さらに、顔料を面に平行に配向させる決定的要因は、アルミニウム顔料とバインダー系の表面化学的な非相溶性だけではなく、形状因子でもあって、これは、本発明の微小板状アルミニウム顔料の性質を決定する、また別な重要な特性である。
【0051】
形状因子fは、アルミニウム顔料微小板の、平均長さ対平均厚みの比率を意味するものと理解されたい。
【0052】
その長さd(直径)は、フラウンホーファーおよび/またはミー回折理論に基づくレーザー散乱試験法において求められる。その回折データの評価は、相当する球の直径に照準を置いたモデルを基準にしている。したがって、絶対値は得られないが、その測定された直径は、微小板状金属顔料のサイズ特性を記述するための信頼のおける相対値として受け入れられてきた。
【0053】
長さに関しては、本発明のアルミニウム顔料は、湿式粉砕によって調製された、従来から市場で入手可能なアルミニウム顔料と、基本的に違っていない。特に、それらのサイズは意図する用途に依存する。
【0054】
顔料の長さ分布のd50指数は、好ましくは3μmを超え、より好ましくは4μm〜50μm、さらにより好ましくは5μm〜45μm、さらにより好ましくは8μm〜40μm、極めて好ましくは10μm〜30μm、最も好ましくは15μm〜25μmの範囲である。
【0055】
さらに、微細な顔料は、好ましくは3μm〜15μm、極めて好ましくは5μm〜12μmの大きさである。そのようなタイプの顔料は、さらに非リーフィング性を示すのが好ましい。それらは、たとえば、潤滑剤としてのオレイン酸を用いて粉砕され、その結果、この物質でコーティングされる。このタイプの顔料は、印刷分野におけるリバースサイド適用において特に好適である。
【0056】
無次元の形状因子fは、本発明においては、次式で定義される:
【数2】
【0057】
顔料の長さのd50指数は、相当する球体の体積分布の形で測定および評価された、累積破過曲線の50%に相当する。厚み分布の平均値h50は、上述のようにして求められる。
【0058】
本発明の顔料は、形状因子fが200〜約1,500であることを特徴としている。本発明の顔料は、好ましくは210〜1,000、より好ましくは220〜500、最も好ましくは230〜400の形状因子fを有している。
【0059】
活性アルミニウムの含量が比較的に低いことも、本発明の顔料のまた別な特徴である。活性アルミニウムの含量は、規定の量のアルミニウム顔料をアルカリ溶液の中に完全に溶解させ、発生する水素を温度制御条件下で容積的に記録することによって、求めることができる。これらの顔料の活性アルミニウム含量は、アルミニウム顔料の全重量を基準にして、80%〜92%、好ましくは85%〜90%の範囲に入る。これらの数値は、湿式粉砕により得られ、93%〜97重量%の活性アルミニウム含量を有する、従来からのアルミニウム顔料の数値よりも低い。
【0060】
顔料中の残りの不活性アルミニウムの含量は、その表面上に自然に形成された酸化アルミニウムと、表面に結合した脂肪酸に帰することができる。本発明のアルミニウム顔料の厚みが極めて薄いために、それらは、比較的高い相対酸化物含量を有している。脂肪酸の含量も、比較的に高い。後者は、元素分析で求めたC含量からおおよそ概算することができる。本発明の顔料の場合においては、その残存含量は、予めアセトンまたは類似の溶媒を用いて洗浄し、次いで乾燥させたアルミニウム粉体について測定して、典型的には0.3%〜1.2重量%、好ましくは0.4%〜1.0重量%である。
【0061】
本発明のアルミニウム顔料は、極めて狭い厚み分布を有する、極めて薄い顔料である。このタイプの顔料は、高い隠蔽力を有する。本発明のアルミニウム顔料は、h90指数が110nm未満、好ましくは100nm未満、より好ましくは75nm未満の厚み分布を有しているのが好ましい。さらに、本発明のアルミニウム顔料は、h95指数が150nm未満、好ましくは120nm未満、より好ましくは100nm未満の厚み分布を有している。本発明のアルミニウム顔料の厚み分布のh99値は、好ましくは140nm未満、より好ましくは110nm未満、最も好ましくは90nm未満である。
【0062】
これらの極めて狭い厚み分布であるので、実質的に100nmを超える厚みを有する顔料微小板はほとんど存在しない。
【0063】
厚み分布が狭いために、有利なことには、コーティング媒体、たとえばラッカーまたは印刷インキの中で、本発明のアルミニウム顔料を極めて良好に積み重ねることができる。本発明のアルミニウム顔料を用いれば、たとえば、極めて薄い層厚み、たとえば10μm未満の層厚みで適用したときでも、良好な被覆および極めて高い光沢および極めて良好なフロップ性を示すラッカーを得ることが可能となる。
【0064】
特に自動車用ラッカー塗装分野においては、主としてコスト節約の理由から、薄い層厚みが必要とされている。今までは、ベースコート層の厚みは典型的には15μmの領域であった。現在でさえも、曲線の強い形状の部品、たとえばドアハンドルでは、薄い層厚みが定常的に使用されている。10μm未満の薄い層厚みが実現されれば、望ましいことである。しかしながら、層の厚みを薄くしすぎてはならないが、その理由は、そうしないと、接着性、被覆性および/または顔料着色の問題が起きうるからである。
【0065】
印刷インキの場合、バインダー含量と層の厚みは、一般的に、ラッカーの場合よりもはるかに低い。このことは、特に、グラビア印刷インキにあてはまる。従来からのアルミニウム顔料を用いて着色したグラビア印刷インキは、約40重量%の固形分含量を示す。グラビア印刷インキを用いて印刷された膜は、約3μm〜6μmのウェットな膜の層厚みと、約1.5μm〜3μmのドライな膜の層厚みを有している。PVD顔料を用いて着色したグラビア印刷インキの場合には、その固形分含量は、全グラビア印刷インキの約15%〜20重量%である。このことから、ドライな膜の層厚みがたった0.5μm〜1.5μmとなる。これら極端に薄い層厚みの場合には、特にリバースサイド適用においては、金属顔料を実質的に平坦で面に平行に配向させることが必要である。今までは、PVD顔料を使用した場合にのみ、この配向を達成させることが可能であった。湿式粉砕によって得られる本発明の金属顔料は、同様の平均粒子厚みおよび同様の粒子厚み分布を示す。従来は得られなかった、これらこのタイプの顔料のみが、PVD顔料を使用したときに得られる効果に匹敵する、リバースサイド適用における光学効果を示すことができる。本発明の金属顔料の光学的品質をPVD顔料と比較しても、グラビア用途においては実質的に何の差も観察できない。
【0066】
本発明のさらなる実施態様においては、本発明のアルミニウム顔料は、次いで、不動態化抑制剤および/または不動態化耐腐食層を用いて被覆またはコーティングされる。このタイプのコーティングを用いる場合に限って、水性ラッカー中および/または外側コーティング中で本発明の顔料を安全に使用することが可能である。
【0067】
不動態化層の作用機構は複雑である。抑制剤の場合においては、それは通常、立体効果に基づく。したがって、抑制剤の大部分は、リーフィングまたは非リーフィングに関して、すなわち、コーティング媒体中で、浮揚性であるか、浮揚性でないかの、配向作用も有している。
【0068】
抑制剤は、通常、採用するアルミニウム顔料の重量を基準にして0.5重量%〜15重量%の量のオーダーにおいて、低濃度で添加される。
【0069】
好適な抑制剤としては、好ましくは以下のものが挙げられる:
*次の一般式の有機変性ホスホン酸またはそのエステル:
R−P(O)(OR1)(OR2)
[式中、Rは、アルキル、アリール、アルキルアリール、アリールアルキル、およびアルキルエーテル、特にエトキシル化アルキルエーテルを表し、R1、R2は、H、CnH2n+1(ここでnは、1〜6である)を表すが、ここでそのアルキルは分岐状であっても、分岐状でなくてもよく、R1およびR2は同一であっても、異なっていてもよい。]
*次の一般式の有機変性リン酸およびそのエステル:
R−O−P(OR1)(OR2)
[式中、Rは、アルキル、アリール、アルキルアリール、アリールアルキル、およびアルキルエーテル、特にエトキシル化アルキルエーテルを表し、R1、R2は、H、CnH2n+1(ここでnは、1〜6である)を表し、そしてそのアルキルは分岐状であっても、分岐状でなくてもよい。]
【0070】
純粋なホスホン酸もしくはそのエステル、またはリン酸もしくはそのエステル、またはそれらの任意の混合物を使用することができる。
【0071】
主として水系の溶媒中でアルミニウムショットを粉砕する場合においては、このタイプの抑制剤を粉砕助剤として使用して、安全面で危険性をもたらしうる、粉砕プロセスの際の水素の発生を防止する。
【0072】
さらに、不動態化抑制剤層は、以下のものからなるか、それらを含んでいてもよい:腐食抑制有機官能化シラン、脂肪族もしくは環状アミン、脂肪族もしくは芳香族窒素化合物、酸素、硫黄および/もしくは窒素を含む複素環化合物、たとえば、チオ尿素誘導体、高級ケトン、アルデヒド、およびアルコール、たとえば脂肪族アルコールの硫黄および/または窒素化合物、またはチオール、またはそれらの混合物。しかしながら、不動態化抑制剤層は、さらに、上述の物質からなっていてもよい。有機ホスホン酸および/もしくはリン酸のエステルまたはそれらの混合物が好ましく、アミン化合物を使用するのならば、それらが、6個を超える炭素を有する有機ラジカルを含んでいるのが好ましい。このタイプのアミンは、有機ホスホン酸および/もしくはリン酸のエステルまたはそれらの混合物と組み合わせて使用するのが好ましい。
【0073】
化学的および物理的な保護作用を有する耐腐食バリヤーによる不動態化は、各種の方法で実現することができる。
【0074】
アルミニウム顔料に特に良好な腐食保護を保証する不動態化耐腐食層は、以下のものを含むか、あるいはそれらからなる:ケイ素酸化物、好ましくは二酸化ケイ素、酸化アルミニウムクロム(好ましくは、クロメート処理法が適用されたもの)、酸化ジルコニウム、酸化アルミニウム、重合化合成樹脂、ホスフェート、ホスファイト、もしくはボレート、またはそれらの混合物。
【0075】
二酸化ケイ素および酸化アルミニウムクロム層(クロメート処理)が好ましい。さらに、たとえばDE 195 20 312A1に記載されているような、酸化アルミニウム、水酸化アルミニウム、または水和酸化アルミニウム層も好ましい。
【0076】
SiO2層は、好ましくは、有機溶媒中で、ゾルゲル法によって、平均層厚みが10nm〜150nm、好ましくは15nm〜40nmで調製する。
【0077】
以下において、本発明のアルミニウム顔料を製造するための方法について説明する。これは、アルミニウムショットを極端に穏やかに成形粉砕するところに特徴がある。具体的には、その方法は、以下の工程からなる:
a)d10<3.0μm、d50<5.0μm、およびd90<8.0μmの粒子サイズ分布を有するアルミニウムショットを取り上げる工程、
b)粉砕機を使用し、溶媒および潤滑剤および個々の重量が2mg〜13mgの粉砕媒体の存在下に、a)において定義されたアルミニウムショットを粉砕する工程。
【0078】
アルミニウムショットは、噴霧器中で、液状アルミニウム、好ましくはアルミニウム溶融物を噴霧することによって調製するのが好ましい。ショットは、好ましくはほぼ球の形状を有するアルミニウム粒子を含むか、またはそれらからなる。球体の形状からわずかに楕円体の形状のアルミニウム粒子を有するアルミニウムショットを使用するのが、特に好ましい。アルミニウム溶融物を噴霧した後に得られるアルミニウムショットは、好適な種々の方法に従って分級して、所望の粒子サイズ分布(粒子サイズの範囲と呼ぶこともできる)を得る。
【0079】
アルミニウムショットは、極めて狭いサイズ分布を有する、極めて微細な金属ショットである。サイズ分布の範囲は、通常、レーザー回折分光法によって求め、粒子サイズは、レーザー光回折法から求めることができる。レーザー回折分光法は、たとえば、Sympatec GmbH、Clausthal−Zellerfeld、Germanyから供給される装置Helosを使用し、メーカーの説明書に従って、実施することができる。
【0080】
サイズ分布は、dshot,10<3.0μm、dshot,50<5.0μm、およびdshot,90<8.0μmを有する。そのサイズ分布は、好ましくは、dshot,10<0.6μm、dshot,50<2.0μm、およびdshot,90<4.0μmを有する。
【0081】
噴霧工程の後に、適切な分級工程により、所望の狭いサイズ分布でショットを得ることができる。分級は、空気分級器、サイクロン、およびその他の公知の装置を使用して実施することができる。
【0082】
そのような微細で比較的狭い画分のアルミニウムショットを使用した場合にのみ、本発明のアルミニウム顔料を調製することができる。下限としては、そのサイズ分布は次の特性を有する:dshot,10>0.15μm、dshot,50>0.8μm、およびdshot,90>2.0μm。したがって、使用するアルミニウムショットには、ナノメーター寸法のアルミニウムショットはほとんど含まれない。
【0083】
dshot,50値が0.9μm〜3.0μmの範囲であるアルミニウムショットがより好ましく、その値が0.95μm〜2.5μmの範囲のものが最も好ましい。
【0084】
好適に使用されるアルミニウムショットでは、通常、Δdshot=(dshot,90−dshot,10)/dshot,50として定義される、サイズ分布のスパンが、30%〜200%、より好ましくは40%〜180%、最も好ましくは50%〜170%である。
【0085】
狭いサイズ分布を有するそのような微細なアルミニウムショットを使用することが、本発明の金属顔料を製造するためには、必須である。成形粉砕の際に、アルミニウムショット粒子の全部が均等に変形される必要はないが、このことは、幾分かの粒子が大きく変形されるのに対して、幾分かのショット粒子が粉砕プロセスの後の方で変形されることを意味している。これの一つの原因は、変形される粒子の確率が、そのサイズに依存する点にある。すでに予備変形されて微小板を形成している粒子は、したがって、未変形のショットより高い比表面積を有しており、その結果、さらに変形される確率が高くなる。したがって、ショットのサイズ分布の幅は、それから形成されるアルミニウム粒子のサイズ分布だけではなく、その厚み分布もまた考慮に入れられる。したがって、狭い厚み分布を得るためには、適切に低いサイズ変動を有するアルミニウムショットを使用しなければならない。
【0086】
本発明の微小板状アルミニウム顔料を製造するために使用されるアルミニウムショットは、さらに、極めて低い酸化物含量を有している。アルミニウムショット中の酸化アルミニウムの含量は、アルミニウムショットを炭素と共に溶融させ、生成する一酸化炭素を市販されている装置(たとえば、JUWE GmbHにより供給されるOmat 3500)によって測定することによって求める。アルミニウムショット中の酸化アルミニウムの含量は、アルミニウムショットを基準にして、5重量%未満、好ましくは1.5重量%未満、極めて好ましくは1.0重量%未満である。
【0087】
これらの低い酸化物含量を達成するためには、噴霧工程を、不活性ガス雰囲気中で実施するのが好ましい。不活性ガスとしては、窒素および/またはヘリウムを使用するのが好ましい。
【0088】
噴霧プロセスにおいて使用するアルミニウムの純度は、99.0%から99.9重量%を超えるのが好ましい。ショットは、通常の合金成分(たとえば、Mg、Si、Fe)を、適当な少量で含んでいてもよい。
【0089】
アルミニウムショットは、粉砕機、好ましくはボールミルまたは撹拌ボールミルを使用し、溶媒および粉砕助剤として機能する潤滑剤の存在下、そして個々の重量が1.2mg〜13mgの粉砕媒体の存在下で、粉砕する。粉砕を極めて穏やかな方法で実施するために、このタイプの粉砕では比較的長い時間が必要である。その粉砕時間は、好ましくは15時間〜100時間、より好ましくは16時間〜80時間、極めて好ましくは17時間〜70時間である。
【0090】
本発明の好ましい展開においては、その粉砕媒体の個々の重量が2.0mg〜12.5mg、極めて好ましくは5.0mg〜12.0mgである。使用する粉砕媒体は、好ましくは球体の媒体、より好ましくはボールである。
【0091】
極めて滑らかな表面を有し、可能な限り球状で、実質的にサイズが均一なボールが好ましい。ボールの材質は、鋼鉄、ガラスまたはセラミック、たとえば、酸化ジルコニウムもしくはコランダムとすることができる。粉砕プロセスの際の温度は、10℃〜70℃の範囲である。25℃〜45℃の範囲の温度が好ましい。
【0092】
ガラスから作られ、個々の重量の平均が2.0mg〜12.5mgであるボールが、特に好ましい。
【0093】
鋼鉄から作られ、個々の重量の平均が1.2mg〜4.5mg、好ましくは個々の重量の平均が1.4〜4.0mg、より好ましくは個々の重量の平均が2.0mg〜3.5mgのボールが使用される。
【0094】
粉砕時間を長くすれば、顔料とボールの衝突回数を増やすことになる。その結果、顔料が極めて均一に成形されるが、そのことは、表面が極めて滑らかなこと、および厚み分布が極めて狭いことからも明らかである。
【0095】
ボールミル中での粉砕に関連して、回転の臨界速度ncritは、重要なパラメーターであって、それは、ボールがミルの壁面に対して遠心力によって押しつけることが始まる点を示すものであり、その点では粉砕は実質的にほとんど起きていない:
【数3】
[式中、Dはドラムの直径であり、gは重力定数である。]
【0096】
ボールミルの回転速度は、回転の臨界速度ncritの、好ましくは25%〜68%、より好ましくは28%〜60%、さらにより好ましくは30%〜50%未満、最も好ましくは35%〜45%である。
【0097】
回転速度が遅いと、アルミニウムショットがゆっくりと変形される。ゆっくりとした変形を起こさせるためには、本発明の方法において、軽量の粉砕球体を使用するのもまた好ましい。個々の重量が13mgを超える粉砕球体では、アルミニウムショットの変形が激しくなりすぎて、そのために早々と破損が起きてしまう。
【0098】
慣用される粉砕プロセスとは異なって、本発明の方法におけるアルミニウムショットは、その大部分は粉砕や微粉砕はされておらず、比較的長時間をかけて極端に穏やかに変形されている。
【0099】
極めて軽量のボールを用い、低い回転速度で、長い粉砕時間をかけて粉砕することによって、極端に穏やかな粉砕プロセスとなり、そこで極めて薄いアルミニウム顔料が得られる。採用したアルミニウムショットが極めて狭い粒子サイズ分布を示すために、本発明のアルミニウム効果顔料もまた極めて均一な厚み分布を示す。
【0100】
粉砕は、溶媒中で、溶媒対アルミニウムショットの重量比を2.5〜10、そして粉砕球体対アルミニウムショットの重量比を20〜110とし、粉砕助剤としての潤滑剤を使用して実施することができる。
【0101】
その粉砕プロセスにおける潤滑剤としては、極めて多くの化合物を使用することができる。
【0102】
この文脈においては、10〜24個の炭素を有するアルキルラジカルを含む脂肪酸を挙げることができるが、それらのものは、多年にわたって既に使用されてきたものである。ステアリン酸、オレイン酸、またはそれらの混合物を使用するのが好ましい。潤滑剤としてステアリン酸を使用した場合には、リーフィング顔料が形成される。その一方で、オレイン酸を使用すると、非リーフィング顔料が得られる。リーフィング顔料は、それらが、コーティング媒体、たとえばラッカーまたは印刷インキの中で浮揚性である、すなわち、それらがコーティング媒体の表面上に浮くということが特徴である。その一方で、非リーフィング顔料は、コーティング媒体中で集合する。たとえば長鎖アミノ化合物を、脂肪酸に添加することもできる。脂肪酸は、動物由来であっても植物由来であってもよい。同様にして、有機ホスホン酸および/またはリン酸のエステルを潤滑剤として使用することも可能である。
【0103】
潤滑剤は、あまりにも少量で使用すべきではないが、その理由は、そうしないと、アルミニウムショットの激しい変形が起きて、調製される微小板状アルミニウム顔料の表面積が極めて大きくなり、その結果、吸着された潤滑剤による飽和が不十分にしかならない可能性があるからである。この場合には、冷間圧接が起きる。したがって、典型的な潤滑剤の量は、使用したアルミニウムの重量を基準にして、1%〜20重量%、好ましくは4%〜18重量%、極めて好ましくは8%〜15重量%である。
【0104】
溶媒の選択は、さほど重要ではない。慣用される溶媒、たとえばホワイトスピリット、ソルベントナフサなどを使用することが可能である。アルコール、たとえば、イソプロパノール、エーテル、ケトン、エステルなども使用することができる。
【0105】
同様にして、水(少なくとも大部分が水)も、溶媒として使用することができる。しかしながら、この場合、使用する潤滑剤は、顕著な耐腐食作用を有しているべきである。ホスホン酸および/またはリン酸のエステル(エトキシル化側鎖を担持していてもよい)が好ましい。粉砕プロセスの際に腐食抑制剤を添加することも有利である。
【0106】
本発明の製造方法によれば、アルミニウム顔料には付着ポリマーフィルムがまったく存在せず、これは極めて有利なことである。したがって、本発明のアルミニウム顔料では、PVD法により調製された場合のような、剥離コートの残渣によって妨害されるというアルミニウム顔料の欠点で困るということはない。さらに、それらの製造方法は、複雑なPVD製造法よりもコストが低い。得られたアルミニウム顔料の粉砕媒体、好ましくは粉砕球体からの分離は、篩分けによる慣用される方法により実施することができる。
【0107】
アルミニウムショットを粉砕した後で、得られたアルミニウム顔料を、粉砕媒体、好ましくは粉砕球体から分離する。
【0108】
方法のさらなる工程において、得られたアルミニウム顔料を分級にかけることもできる。この分級は、薄いアルミニウム顔料を壊さないように、穏やかに実施するべきである。そのような方法としては、たとえば、湿式篩別法、デカント法、またはそれらに代わるものとしての、たとえば、重力の作用によるかまたは遠心力によって起こさせる沈降による分離法が挙げられる。湿式篩別においては、通常、粗い画分を篩で取り除く。別な方法においては、特に、細かいものを分離することもできる。次いで、その懸濁液を、過剰の溶媒から、たとえば、フィルタープレス、遠心分離機および/またはフィルターを用いて分離する。
【0109】
最後の工程において、さらなる加工を加えて、所望の供与形態を与える。
【0110】
本発明の金属顔料は、PVD顔料と同様の厚みおよび同様の厚み分布を有しているが、驚くべきことには、それらは、より容易に扱うことができる。供与形態の面においては、本発明のアルミニウム顔料は、有利なことには、PVD顔料の場合に常用されているような、希薄分散体の形態に限定されることはない。
【0111】
したがって、従来からのアルミニウム顔料の場合と同様の方法で、ペーストの形態を使用することができる。その固形分含量は、ペーストの全重量を基準にして、30%〜65重量%、好ましくは40%〜60重量%、極めて好ましくは45%〜55重量%である。
【0112】
さらに、本発明のアルミニウム顔料は、乾燥させることによって、粉体の形態、好ましくは粉立ちのない粉体の形態に変換することができる。乾燥させた粉体をさらに加工して、適切なホモジナイザー中で、極めて少量の溶媒、たとえば、粉体と溶媒の全重量を基準にして、1重量%〜10重量%未満、たとえば3%〜5重量%の溶媒を添加することによって、粉立ちのない金属粉体を得ることができる。別な方法では、フィルターケーキを完全に乾燥させてから、別の溶媒を用いてそれを再変換させてペーストとする(再湿潤)。
【0113】
驚くべきことには、また別に、アルミニウム顔料を、適切な樹脂の適切な分散体を用いてフィルターケーキを処理することによりさらに加工して、顆粒、ペレット、ブリケット、タブレット、または小型の円柱状物の形態とすることも可能である。これらの供与形態は、粉塵を発生しない、計量が容易である、分散性が高いという利点を有している。
【0114】
ペレット化は、従来からの方法で、ペレット化プレートの上で実施することができる。タブレット化は、タブレット化装置で実施することができる。小型の円柱状物は、アルミニウムペーストもしくは粉体のための成形方法によるか、あるいは、押出機からアルミニウムペーストを押出し加工し、その押出されたペーストのひも状物を回転ナイフシステムによって切断することによって、調製することができる。本発明のアルミニウム顔料の顆粒化は、たとえばスプレー顆粒化によって実施することができる。
【0115】
本発明のアルミニウム顔料は、極めて有利なことには、たとえば90重量%〜35重量%、好ましくは70重量%〜40重量%の高いアルミニウム顔料の含量を有する顆粒またはペレットの形態で得ることができる。
【0116】
本発明のアルミニウム顔料が極めて高い比表面積を有しているために、たとえば本発明のアルミニウム顔料をペレット化するプロセスでは、比較的多量の分散樹脂を使用しなければならない。ペレット全配合物を基準にして、好ましくは2%〜50重量%、より好ましくは5%〜30重量%の樹脂を使用する。
【0117】
ペレット化は、多量の分散樹脂を使用して実施してもよい。その例としては、天然樹脂および合成樹脂の両方が挙げられる。それらには、以下のものが含まれる:たとえば、アルキド樹脂、カルボキシメチルおよびカルボキシエチルセルロース樹脂、セルロースアセテート、セルロースアセテートプロピオネート(CAP)、およびセルロースアセテートブチレート(CAB)、クマロール−インデン樹脂、エポキシドエステル、エポキシド−メラミン、およびエポキシド−フェノール縮合物、エチルおよびメチルセルロース、エチルヒドロキシエチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルメチルセルロース、ケトン酸およびマレイン酸樹脂、コロホニウム樹脂、メラミン樹脂、ニトロセルロース樹脂、フェノール樹脂および変性フェノール樹脂、ポリアクリルアミド樹脂、ポリカーボネート樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリエーテル樹脂、ポリウレタン樹脂、ならびにビニル樹脂。
【0118】
これらのポリマー樹脂の中でも、特に、アクリレートコポリマーおよびアクリル酸エステル樹脂、ポリアクリロニトリル樹脂およびアクリロニトリルコポリマー樹脂、ブタジエンと塩化ビニリデンのコポリマー、ブタジエン/スチレンコポリマー、アクリル酸メチルコポリマーおよびメタクリル酸メチルコポリマー;ならびにポリブテン樹脂、ポリイソブチレン樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリ塩化ビニル樹脂、ポリビニルエーテル樹脂、ポリビニルピロリドン樹脂、およびポリスチレン樹脂を挙げることができる。さらなるコポリマーとしては、スチレン/無水マレイン酸樹脂およびスチレン/シェラック樹脂、塩化ビニル/酢酸ビニル樹脂、塩化ビニル/ビニルエーテル樹脂、および塩化ビニル/塩化ビニリデン樹脂が挙げられる。
【0119】
天然由来の樹脂、たとえば、アラビアガム、グッタペルカ、カゼイン、およびゼラチンもまた好適である。
【0120】
アルデヒド樹脂、たとえばBASF AG、Ludwigshafenによって製造されているLaropalシリーズが好ましい。さらに、ワックスも好適なバインダー材料である。ここでは、天然ワックス、たとえば蜜ろう、カンデリラワックス、カルナウバワックス、モンタンワックス、およびパラフィンワックスを例として挙げることができる。合成ワックス、たとえば、PEワックスもまた同様に適している。
【0121】
上述の調製物は、望ましくないアルミニウム顔料の集塊を起こすことなく、たとえば、ラッカー系または印刷インキの中に極めて容易に組み入れることが可能である。
【0122】
驚くべきことには、本発明のアルミニウム顔料が集塊する傾向は、PVD顔料の場合よりも遙かに低いことが見出された。
【0123】
この効果は、本発明のアルミニウム顔料の粗さに関係していると考えられる。本発明のアルミニウム顔料は、その製造に特有の粗さまたは波打ちのある種の尺度を示し、それが、驚くべきことには、本発明のアルミニウム顔料の光学的性質、たとえば、反射能力および光沢には顕著な悪化を与えること無く、アルミニウム顔料相互における、面に平行な付着、すなわち集塊を防止する。
【0124】
PVD顔料とは異なって、重ね合わさった本発明のアルミニウム顔料は、それらの粗さまたは波打ちのために、点と点の相互接触表面しか示さない。その結果として、PVD顔料とは異なって、たとえばファンデルワールス力または水素橋かけのような、短距離での引力の形成が最小限となり、その結果、集塊または凝集が阻止される。
【0125】
本発明のアルミニウム顔料は、コーティング、ラッカー、印刷インキ、粉体ラッカー、プラスチック、および化粧品配合物において使用される。本発明のアルミニウム顔料は、印刷インキ中およびマニキュア液配合物中で使用するのが好ましい。本発明の印刷インキ、マニキュア液、およびコーティングは、液状金属の印象を与える、傑出した金属質外観を有している。
【0126】
本発明のアルミニウム顔料は、印刷インキにおいて、特に有利に使用される。本発明のアルミニウム顔料は、グラビア印刷インキ、スクリーン印刷インキ、またはフレキソ印刷インキの中で使用するのが極めて好ましい。
【0127】
後続のコーティングによって不動態化された本発明のアルミニウム顔料は、水系ラッカー中、および外側コーティング中で使用するのが好ましい。
【0128】
本発明のさらなる目的は、本発明の金属顔料を含む印刷インキ、特に液状印刷インキ、たとえば、グラビア印刷インキ、フレキソ印刷インキ、またはスクリーン印刷インキである。このタイプのグラビア印刷インキ、フレキソ印刷インキ、またはスクリーン印刷インキは、溶媒または溶媒混合物を含む。それらは、なかんずくバインダーを溶解させるのに役立つが、それだけではなく、印刷インキの重要な性能特性、たとえば粘度または乾燥速度を確立させるのにも役立つ。
【0129】
液状印刷インキ、たとえば、フレキソ印刷およびスクリーン印刷インキのために使用する溶媒としては、特に低沸点溶媒が挙げられる。その沸点は、一般に、140℃以下である。高沸点溶媒は、乾燥速度を調節する目的で、少量に限って使用される。スクリーン印刷インキは、フレキソ印刷またはグラビア印刷インキと同様に調合されるが、ただ、わずかに粘度が高く製造され、通常はやや高沸点の溶媒を含む。液状印刷インキに適した溶媒の例としては、エタノール、1−プロパノールおよび2−プロパノール、置換アルコール、たとえば、エトキシプロパノール、ならびにエステル、たとえば、酢酸エチル、酢酸イソプロピル、酢酸n−プロピルおよび酢酸n−ブチルが挙げられる。当然のことであるが、各種の溶媒の混合物を使用することも可能である。たとえば、そのような混合物が、エタノールと、エステル、たとえば酢酸エチルまたは酢酸プロピルの混合物であってもよい。フレキソ印刷版を用いて印刷する場合には、一般的には、全溶媒中のエステルの含量は約20%〜25重量%を超えないのがよい。水または主として水性である溶媒混合物もまた、液状印刷インキのための溶媒として使用するのに好ましい。
【0130】
印刷インキのタイプに応じて、溶媒は、全成分の合計量を基準にして、通常10%〜60重量%の量で使用する。しかしながら、本発明の印刷インキの場合には、溶媒を60%〜80重量%の範囲とするのが特に有利であることが判明した。
【0131】
放射線硬化型印刷インキは、通常、上述のような溶媒を含まず、代わりに反応性希釈剤を含む。反応性希釈剤は、典型的には二重の機能を演じる。一方では、それらは印刷インキを架橋または硬化させるのに役立つ。他方では、それらは、従来からの溶媒(DE 20 2004 005 921 U1 2004.07.1)と同様に、粘度を調節するのに役立つ。それらの例としては、アクリル酸ブチル、アクリル酸2−エチルヘキシル、ならびに特に多官能アクリレート、たとえば、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレートまたはトリメチロールプロパントリ(メタ)アクリレートが挙げられる。
【0132】
原理的には、液状印刷インキで通常使用されているバインダーは、本発明のメタリック印刷インキのためのバインダーとして使用することができる。当業者ならば、意図する用途および所望の性質に従って適切な選択をするであろう。好適なバインダーの例としては、ポリエステル、ポリアミド、PVCコポリマー、脂肪族および芳香族ケトン樹脂、メラミン/尿素樹脂、メラミン/ホルムアルデヒド樹脂、マレイン酸エステル、コロホニウム誘導体、カゼインおよびカゼイン誘導体、エチルセルロース、ニトロセルロース、または芳香族もしくは脂肪族ポリウレタンが挙げられる。酢酸ビニル、ビニルアルコール、アクリレート、メタクリレート、ビニルピロリドンまたはビニルアセタールのポリマーまたはコポリマーも使用してよい。WO 02/36695およびWO 02/36697に開示されているような、官能基を有する超分岐状のポリマー、たとえば超分岐状のポリウレタン、ポリウレアまたはポリエステルアミドを、特に有利に使用することができる。当然のことながら、異なるポリマー性バインダーの混合物を使用することもまた可能であるが、ただし、選択したバインダーは、相互に混ぜ合わせたときに望ましくない性質を有さないようにしなければならない。バインダーの合計量は、通常、印刷インキの全成分の合計量を基準にして、5%〜40重量%である。
【0133】
特に好適なバインダーとしては、たとえば、ニトロセルロース、エチルセルロース、ヒドロキシエチルセルロース、アクリレート、ポリビニルブチラール、ならびに脂肪族および芳香族のポリウレタンおよびポリウレア、特に超分岐状のポリウレタンおよびポリウレア、ならびにそれらの混合物が挙げられる。
【0134】
水に希釈可能なメタリック印刷インキのために特に好適なバインダーは、(メタ)アクリル酸および/またはそれらのエステルとスチレンを基とするコポリマーである。このタイプのバインダーは、印刷インキに使用するために、溶液または分散体として、たとえばZinpol(登録商標)(Worleeから供給)の名前で市販されている。さらなる例としては、芳香族および脂肪族の水性ポリウレタン、ポリエステル、ならびに水性ポリアミドが挙げられる。
【0135】
ペースト状の印刷インキのために好ましいバインダーとしては、たとえば、コロホニウム樹脂または変性コロホニウム樹脂が挙げられる。変性コロホニウム樹脂の例としては、ポリオール、たとえば、グリセロールまたはペンタエリスリトールを用いて、全面的または部分的にエステル化されたものが挙げられる。
【0136】
放射線硬化型印刷インキには、架橋性基、たとえばオレフィン基、ビニルエーテル基またはエポキシド基を有するバインダーが含まれる。この場合、バインダーの合計量(反応性希釈剤を含む)は、通常、印刷インキの全成分の30%〜90重量%の範囲にある。
【0137】
本発明のメタリック印刷インキには、さらに、1種または複数の補助剤または添加剤が含まれていてもよい。添加剤および補助剤の例は、充填剤、たとえば、炭酸カルシウム、水和アルミナまたはケイ酸アルミニウムもしくはケイ酸マグネシウムである。ワックスは耐摩耗性を向上させ、滑り性を改良するのに役立つ。その具体例としては、ポリエチレンワックス、酸化ポリエチレンワックス、石油ワックスおよびセレシンワックスが挙げられる。脂肪酸アミドを使用して、表面の平滑性を向上させることができる。可塑剤は、乾燥膜の弾性を向上させるのに役立つ。放射線硬化型印刷インキの場合には、少なくとも1種の光重合開始剤または1種の光重合開始剤系を添加剤としてさらに使用する。効果顔料を分散させるために、分散剤を使用してもよい。脂肪酸によって、印刷層の中での効果顔料の浮揚を達成させて、その顔料が印刷層の上部境界に集まるようにすることが可能である。それによって、有利なことには、改良された金属効果を達成させることができる。さらに、沈降防止剤を添加してもよい。そのような添加剤は、効果顔料の沈降を防止する。例としては、シリカ、セルロース誘導体およびワックスが挙げられる。
【0138】
特に好適な低粘度フレキソ、グラビアまたはスクリーン印刷インキを調合する場合、沈降防止剤の添加が一般的に推奨されるが、常に絶対的に必須という訳ではない。すべての添加剤および補助剤の合計量は、通常、印刷インキの全成分の合計量を基準にして、20重量%を超えないようにするべきであり、好ましくは0.1%〜10重量%である。
【0139】
本発明のメタリック印刷インキの調製は、基本的には公知の方法で実施することが可能であって、従来からの装置、たとえば、溶解タンクまたは撹拌タンクの中で、成分を混合または分散させる。溶解タンクを使用する場合、当業者ならば、金属効果顔料の損傷を避けるために、あまりにも高いエネルギーを注入しないことは確実なものにするであろう。逆に、顔料を適切に分散させることを可能とする十分な高さにしなければならないことも、当然である。本発明の金属効果顔料に加えて、従来からの着色顔料も使用する場合には、メタリック印刷インキにおいて使用される溶媒、バインダーおよび各種の補助剤の一部または全部の中に、それらを予め分散させておき、後の段階で本発明の金属効果顔料を添加することが推奨される。このようにすることで、不当に高い分散力によって金属効果顔料が損傷することなく、さらなる顔料の特に良好な分散が達成される。顔料に代えて、予め分散させた顔料濃縮物を添加してもよい。特に簡にして要を得た手順としては、この場合、市販の印刷インキを少量使用することも可能であるが、ただし、添加する印刷インキがメタリック印刷インキの配合物と相溶性を有している必要があり、その性質に悪影響を与えてはならない。
【0140】
以下の実施例は、本発明を非限定的に説明するのに役立つ。
【0141】
実施例1:
a)噴霧化(アトマイゼーション):
アルミニウム棒を誘導るつぼ形炉(Induga製、炉容量は約2.5トン)に連続的に供給し、その中で溶融させる。アルミニウム溶融物は、いわゆる前炉中で、約720℃の温度で液体状態で存在している。その溶融物の中に浸漬させた複数のインジェクタータイプのノズルが、そのアルミニウム溶融物を垂直上向きに噴霧させる。推進ガスは、圧縮機(Kaeser製)中で圧縮して最高20バールとし、ガスヒーターの中で加熱して約700℃とする。得られたアルミニウムショットは、飛行中に固化し、冷却される。誘導るつぼ形炉は密閉されたプラントの中に統合されている。噴霧化は、不活性ガス(窒素)下で実施する。アルミニウムショットをまずサイクロンの中で沈殿させるが、そこで沈殿した粉状のアルミニウムショットは、14μm〜17μmのd50を有する。マルチサイクロンがさらなる沈殿を起こさせるのに役立つが、このマルチサイクロン中で沈殿した粉状のアルミニウムショットは、2.3μm〜2.8μmのd50を有する。金属エレメント(Pall製)を含むフィルター(Alpine製)の中で、ガス/固体の分離を起こす。0.7μmのd10、1.9μmのd50、および3.8μmのd90を有するアルミニウムショットが、微粒物として得られる。
【0142】
b)粉砕:
4kgのガラス球体(直径:2mm)、75gのa)で得られた最も微細なアルミニウムショット、200gのホワイトスピリット、および3.75gのオレイン酸を、バレルミル(長さ:32cm、幅:19cm)の中に入れる。次いでその混合物を、58rpmで15時間かけて粉砕する。ホワイトスピリットを用いて洗浄して生成物を粉砕ボールから分離し、次いで25μmの金網の上での湿式篩別プロセスで篩別する。次いで微粒物を、吸引フィルターによりホワイトスピリットから実質的に分離し、次いで、実験室用ミキサー中でホワイトスピリットを用いてペースト化する(約50%の固形分)。
【0143】
実施例2:
a)アルミニウムショット:
実施例1に従って製造したアルミニウムショットを使用した。そのショットは、そのサイズ分布曲線で以下の特性を示す:d10,shot=0.7μm;d50,shot=1.6μm;d90,shot=3.2μm。
【0144】
b)粉砕:
4.7kgのガラス球体(直径:2.0mm)、67gの2aで得られた最も微細なアルミニウムショット、200gのホワイトスピリット、および10gのオレイン酸を、バレルミル(長さ:32cm、幅:19cm)の中に入れる。次いでその混合物を、43rpmで22時間かけて粉砕する。ホワイトスピリットを用いて洗浄して生成物を粉砕ボールから分離し、次いで25μmの金網の上での湿式篩別プロセスで篩別する。次いで微粒物を、吸引フィルターによりホワイトスピリットから実質的に分離し、次いで、実験室用ミキサー中でホワイトスピリットを用いてペースト化する(約50%の固形分)。
【0145】
比較例3:市販のMetalure L−55350(Eckart)。
【0146】
比較例4:市販のSilvershine S 2100(Eckart)、DE 103 15 775の記載に従って調製。
【0147】
比較例5:市販のVP 53534(Eckart)、ラッカー用シルバーダラー顔料。
【0148】
比較例6:市販のRotoVario 530 080(Eckart)、グラビア印刷用シルバーダラー顔料。
【0149】
比較例7:市販のRotoVario 500 042(Eckart)、グラビア印刷用シルバーダラー顔料
【0150】
本発明の実施例1および2、ならびに比較例3〜5の試験片を、電界イオン走査型電子顕微鏡を使用してそれらの粒子厚みをより精密に求めて、特性解析した。
【0151】
以下の記載に従って、SEMによる厚み分布の測定のために、試験片を調製した。
【0152】
a)本発明のアルミニウム顔料および湿式粉砕によって得られた従来からの顔料(実施例1および2、ならびに比較例4および5)
本発明のアルミニウム顔料および従来からの湿式粉砕によって得られた従来からのアルミニウム顔料は、それぞれの場合において、ペーストまたはフィルターケーキの形態で存在させ、それぞれを最初にアセトンを用いて洗浄してから乾燥させる。
【0153】
電子顕微鏡法において慣例的に使用される樹脂、たとえばTEMPFIX(Gerhard Neubauer Chemikalien、D−48031 Munster、Germany)を、試験片プレートに適用し、ホットプレート上で軟化温度まで加熱する。次いで、その試験片プレートをホットプレートから外して、それぞれのアルミニウム粉体を、その軟化した樹脂の上に散布する。冷却してその樹脂を再固化させると、散布されたアルミニウム顔料は、接着性と重力の間の相互作用のために、ほとんど垂直に広がって調製され、試験片プレートに固定される。その結果、電子顕微鏡で横方向に、顔料を容易に測定することができる。厚みを測定する場合、顔料の方位角αは、表面に対して法線方向の面に対して評価し、厚みを次式に従って評価したときに、許容される。
heff=hmess/cosα
【0154】
累積破過曲線は、そのheff値を相対出現頻度に対してプロットしたものである。すべての場合において、100個の粒子を計測した。
【0155】
b)PVD顔料(比較例3)
PVD顔料の懸濁液を、大過剰のアセトンを用いて数回洗浄して、剥離コートの残渣をそれから実質的に除去した。次いで、そのPVD顔料をアセトン中に分散させ、その分散体の1滴を顕微鏡のスライドの上に分配させた。溶媒を蒸発させてから、そのスライドをスライスした。個々のスライスは、電子顕微鏡に垂直に搭載させることが可能である。シャープな破断端面のところで、十分にPVD顔料を測定することができる。この場合もまた、100個の粒子を計測した。
【0156】
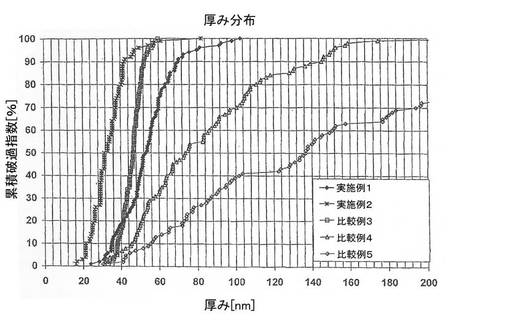
本発明の実施例および比較例3〜5の厚み分布の累積破過曲線を図1に示す。統計的解析から、本発明の顔料および湿式粉砕によって得られた従来からの顔料においては、75〜100個の粒子で、累積破過曲線が実質的に一定となることが判った。
【0157】
d10値、d50値、およびd90値、およびそれらから計算したサイズ分布のスパン値(Cilas)、それに対応するSEM実験からの厚み測定の特性、それから計算したスパン直径/厚みの値、顔料の形状因子f、ならびに活性金属含量を以下の表1に列記する。
【0158】
長さdは、レーザー粒度計(Cilas 1064、Cilas、France)を用いて測定したが、常法に従って、累積破過分布のd50指数(単位、μm)を、平均長さの目安として選択した。
【0159】
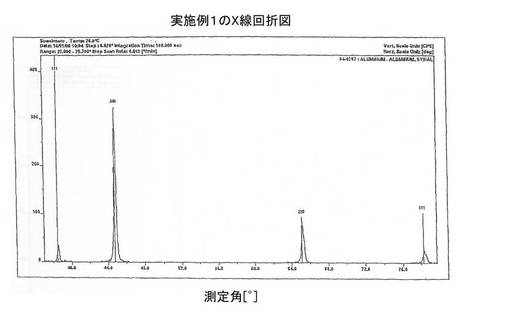
実施例1および比較例3の顔料を、X線回折実験にかけた。X’tronタイプのThermoelektron(Ecublens、Switzerlandで製造)により供給される粉体回折計を使用して、読み取りを行った。X線源として銅管を使用し、Cu−Kα1,2線を励起のために使用した。その装置は、Bragg−Brentano測定配置を有していた。
【0160】
試験片を調製するために、アセトンを用いて顔料を洗浄した。次いで、顔料/アセトン分散体の数滴を回転プレートに塗布し、室温で乾燥させた。そのようにすると、顔料は、それら自体で、基材に対して実質的に平行に配向する。
【0161】
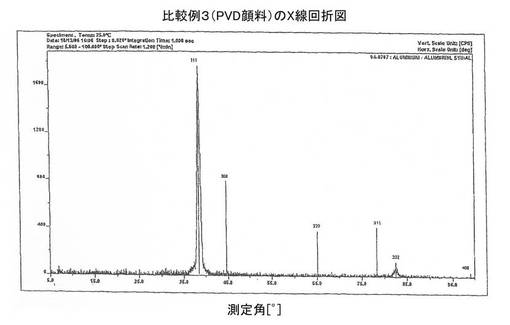
対応する回折図を図2および3に示す。測定されたX線の強度を、測定角の関数として示している。線は、特定の結晶面の反射の位置を示しているが、これはICDD(International Center for Diffraction Data)に従って予想されたものである。
【0162】
回折図を記録するための測定時間は数時間であった。比較例3のスペクトル(PVD顔料、図3)は、[111]面および[222]面だけに明瞭なピークを有していることが、明らかに示されている。[222]面の反射の方が、[111]面より次数が高く、はるかに弱い。これらの知見は、その顔料がほとんど単結晶構造であって、密に充填された[111]面がその微小板表面に平行して存在していることを示唆している。
【0163】
図2から判るように、本発明の実施例のX線回折図では、[200]面に極めて強いメインピークを有している。さらに、[220]面に相当する信号、ならびに、はるかに弱いが、[111]面および[311]面に相当する信号も認められる。いずれの信号の強度も、PVD顔料の場合よりも、積分時間をより長くとっているにも関わらず、明らかに弱い。したがって、湿式粉砕によって得られたこの顔料の結晶特性は、全体として、かなり弱い。これらの反射は、塑性変形状態にあるアルミニウム顔料に特有のものであり、したがって、粉砕途中または粉砕後のアルミニウム顔料の物理的な状態を反映している。
【0164】
【表1】
【0165】
以下の表2には、選択された例の湿式ラッカーコーティングの測色データが列記されている。
【0166】
表2におけるリバースサイド適用は、市販のポリビニルブチラールを基とするグラビア印刷インキを使用し、最初にブレードギャップが24μmのドクターブレードにより、二回目には印刷機(印刷機:Rotova 300、Rotocolor製、3インキ装置;印刷速度100m/分、粘度15s DIN 4フローカップ;70ライン/cm;顔料着色レベルは粒子厚みに依存して3.5%(実施例3)〜14.5%(実施例7)の間)により、MELINEX 400フィルム(PETフィルム、50μm)に印刷することにより調製した。
【0167】
リバースサイド適用は、DIN 67 530に従って、60度での光沢測定によって、光学的に特性解析した(装置:micro−TRI gloss、Byk−Gardner、D−82538 Geretsried、Germany製)。この目的のために、装置は、ダークキャリブレーションにより、そして60度で92の値を有する黒色鏡面ガラス板を用いてキャリブレートした。
【0168】
従来からの方法における60度で実施した光沢測定の評価は、本発明の実施例1および2に従って調製した顔料が、従来からの湿式粉砕により得られた従来からの顔料(比較例6および7参照)よりもはるかに高い光沢を示すことを示している。
【0169】
本発明の実施例1および2に従って調製した顔料の視覚的印象もまた、PVD顔料(比較例3参照)で観察されるのと同様の、極めて強い金属鏡面効果を特徴としている。
【0170】
この用途における本発明の顔料の光沢は、PVD顔料(比較例3参照)のそれにほぼ匹敵する。
【0171】
比較例4および5においては、リバースサイド適用は、グラビア印刷によっては、満足いくように実施することができなかった。それらの顔料は、それらの粒子サイズが原因で、グラビア印刷プロセスにおいては不十分な転写挙動を示した。リバースサイド適用は、ドクターブレードによる場合にのみ達成可能であった。しかしながら、ドクターブレード法は、多くの場合、商業目的では適用できない。比較例4の場合においては、ドクターブレードによって行われた適用では、同様の高光沢および金属効果が達成できたが、鏡面効果は得られなかった。
【0172】
比較例5および6によって代表される、グラビア印刷のための従来からのシルバーダラー顔料は、光沢がかなり低く、実施例1および2または比較例3の場合の鏡面効果には決して到達できない。
【0173】
測色の結果から、本発明の顔料は、厚みが薄く厚み分布が狭いために、PVD顔料と同様の、極端に良好な配向と、それによる極めて高い直接反射、すなわち60度で測定したときの高い光沢度とを示すことが明らかである。
【0174】
【表2】
【0175】
本発明のアルミニウム顔料の不動態化に関する実施例:
実施例8:(SiO2コーティングされたアルミニウム):
55.1gの、実施例1に記載のアルミニウム顔料を含むペースト(38.5gのAlに相当)を375mLのイソプロパノール中に分散させ、沸騰させた。13.35gのテトラエトキシシランを添加した。次いで、25%強度のNH3溶液(9.3gの水中)5.4gを、3時間かけて計量仕込みした。さらに3時間後に、その混合物を冷却して室温とし、懸濁液を、ブフナー漏斗により吸引濾過した。次いで、その生成物を、真空乾燥オーブン中100℃で一夜かけて乾燥させた。
【0176】
実施例9:クロメート処理アルミニウム
13.5gの脱イオン水の中に4.5gのCrO3を溶解させることによって、18gのクロム酸溶液を調製した。
【0177】
1リットルの容量の反応器の中で、220gの脱イオン水を加熱して90℃とした。激しく撹拌しながら(撹拌ユニット:Stollenscheibe)、まず21gのブチルグリコールを添加し、次いで125gの実施例1に記載した固形分含量70%のホワイトスピリットペーストの形態のアルミニウム顔料を添加した。数分後に、クロム酸溶液を反応温度80℃で添加した。その混合物をさらに50分間、激しく撹拌しながら反応させた。次いでその反応混合物を30分かけて冷却し、何回も、その都度250mLの5%強度の脱イオンH2O/ブチルグリコール溶液を用いてビーカーの中にデカントさせ、上澄み液の黄色の着色が起きなくなるまで続けた。次いでその生成物を吸引フィルターで濾過し、約3リットルの水を用いて洗浄した。
【0178】
ガス発生試験:
8.6gのAlを、315gの市販の無色の水系ラッカーの中にペーストの形態で組み入れて、ジメタノール−エタノールアミンを用いてpH8.2に調節した。300gのこのラッカーをガス洗浄ビンの中に充填し、これを、ダブルチャンバー式ガスバブルカウンターを用いて封じた。ガスバブルカウンターの下側チャンバーの中に置き換えられた水の量から、ガスの量を求めることが可能であった。ガス洗浄ビンをウォーターバスの中で40℃に温度制御し、30日かけて試験を実施した。水素の発生が、7日後で4mL以下かつ30日後で20mL以下であるならば、その試験片はこの試験に合格したものとみなした。
【0179】
【表3】
【0180】
表3から、本発明のアルミニウム顔料が、腐食に対して極端に良好に安定化されていることが判る。
【0181】
実施例10(マニキュア液):
アルミニウムショットを噴霧してから、実施例1のようにして粉砕した。植物由来の脂肪酸を潤滑剤として使用した。ブフナー漏斗により、イソプロパノールを用いてその顔料を5回洗浄し、湿式粉砕プロセスに由来するホワイトスピリットの残渣を除去した。
【0182】
次いで、この顔料および比較例3から、以下の組成のマニキュア液を調製した:
【0183】
【表4】
【0184】
実施例10および比較例11によるマニキュア液を、人工爪に塗布した。いずれの塗布物も、「液状金属」に類似した、高光沢で、銀のような、連続的な金属膜を示した。しかしながら、比較例11の方が、やや高い光沢を示した。
【0185】
本発明は、その物理的性質がPVD顔料に極めて近くなるが、顕著により簡単な方法で調製することが可能なアルミニウム顔料に関する。最後になるが、本発明のアルミニウム顔料は、PVD顔料の欠点である集塊化傾向をまったく示さない。従来からのアルミニウム顔料と比較すると、本発明のアルミニウム顔料は、極めて改良された、特にそれらの隠蔽力およびそれらの光沢性に関する性質を示す。特に印刷分野におけるリバースサイド適用においては、本発明のアルミニウム顔料は、PVD顔料の性質に匹敵する性質を示す。このことは、湿式粉砕によって得られる顔料では今日まで達成されていなかった。
【図面の簡単な説明】
【0186】
【図1】本発明の実施例および比較例3〜5の厚み分布の累積破過曲線。
【図2】実施例1の顔料のX線回折図。
【図3】比較例3の顔料のX線回折図。
【技術分野】
【0001】
本発明は、狭い厚み分布を有する薄い微小板状アルミニウム顔料およびそれを製造するための方法に関する。本発明は、さらに、これらのアルミニウム顔料の使用にも関する。
【背景技術】
【0002】
微小板状アルミニウム顔料は効果顔料であり、独特の金属的外観と高い隠蔽力が特徴である。これらの効果顔料は微小板状構造であるために、コーティング媒体の中で配向されて基材に平行となり、無数の離別した小さな鏡が組み合わさったものが形成されるために、金属効果が得られる。この金属効果は、特に湿式ラッカーの場合には極めて強く表れる。フルトーンラッカーの場合においては、観察角および/または入射角に依存した輝度効果が存在し、これは、「フロップ性」とも呼ばれる。良好なフロップ性は顔料の多くの性質の影響を受ける。したがって、それらの配向、それらのサイズおよびサイズ分布、それらの表面構造(粗さ)および端部構造のすべてが、重要な役割を果たす。
【0003】
フレークとも呼ばれる、顔料が面に平行な配向をとるための決定的要因は、アルミニウム顔料およびバインダー系の表面化学的な非相溶性だけではなく、特に顔料の形状因子である。形状因子とは、顔料における長さdの厚みhに対する比を意味すると理解されたい。その長さは、主としてレーザー散乱法によって測定する。この場合、累積破過曲線のd50指数が通常使用される。
【0004】
アルミニウム顔料の長さは、その意図する適用方法に高度に依存するために、高い形状因子、従って可能である最善の配向は、顔料の厚みを変化させることによって、特にうまく達成することができる。薄い顔料ほど良好な配向をしやすく、そのため高いフロップ性を有している。メタリックコーティングまたは印刷インキのさらに重要な特性は、それらの高い光沢である。光沢は、なかんずく、生理学的および心理学的に関わる変数であるが、DIN 67 530に従えば、面の表面の「光沢力」は、反射率計の値によって記録される。反射は、標準(一般に黒色鏡面ガラス板)に対する相対的な光沢角で測定される。
【0005】
このDIN標準に従えば、高度に光沢性の試験片(反射率計の値>70)は、入射または反射角が20度で測定し、中程度に光沢性の表面では60度で測定する。メタリックコーティングまたは印刷インキが良好な光沢を示すための前提条件は、同様に、コーティング媒体中の微小板状顔料が最大の面に平行な配向をとることである。
【0006】
現時点における、最高の光沢およびフロップ性を有する最も光輝なアルミニウム顔料には、二つの一般的なタイプがある:その一つは、アルミニウムショットを湿式粉砕することにより調製する、いわゆる「シルバーダラー顔料」であり、もう一つは、いわゆる「PVD顔料」である。
【0007】
PVD顔料の場合、約20nm〜60nmの平均厚みを有する極端に薄いAl顔料が調製される。これらの顔料の厚み分布は極めて狭い。この方法においては、超高真空中で剥離コートを備えたキャリヤフィルムの上にアルミニウムを蒸着させる。この剥離コートは、一般に、ポリマーである。次いで、その蒸着させたアルミニウムを、可能な限り、溶媒中でキャリヤフィルムから分離させ、金属フィルムを機械的または超音波により微粉砕する。PVD顔料の製造については、たとえば、J.Seubert and A.Fetz,“PVD Aluminum Pigments:Superior Brilliance for Coatings and Graphic Arts”,Coatings Journal、Vol.84、A6 225264、July 2001、pages 240〜245に記載されている。
【0008】
それらは極端に薄いために、これらのPVD顔料は優れた隠蔽力を示す。それらの薄い顔料が極めてフレキシブルなので、基材に実際上「まつわりつく」。したがって、それらの光学的な可能性を示すためには、それらを平坦な基材に適用すべきである。
【0009】
印刷分野におけるいわゆる「リバースサイド適用」の場合には、特別な効果が達成される。その場合、PVD顔料を含む印刷インキを用いて、透明なフィルムに印刷する。印刷インキを硬化させた後に、印刷をしていない裏側からそのフィルムを見ると、鏡とほとんど同程度の金属光沢が観察される。この適用の形態の好適な用途には、ヘッドライトの反射鏡が含まれる。
【0010】
しかしながら、製造コストが極端に高いことが、PVD顔料の欠点となっている。また別な欠点は、顔料粒子から剥離コートを完全に除去することが、ほとんど不可能である点である。しかしながら、この付着ポリマーフィルムは不利をもたらす可能性がある。したがって、印刷インキの場合においては、印刷インキ中に使用される溶媒と相溶しないことが起こりうる。たとえば、トルエンに適したポリマーフィルムは、たとえばアルコールや水のような溶媒とは相溶しない可能性がある。このことは、集塊の形成として自ずから顕在化し、それは、所望の装飾効果を完全に破壊する。
【0011】
しかしながら、特にこのタイプのポリマーの付着性は、アルミニウム顔料を、製造した後に、たとえばDE 196 35 085に記載されているようにして、耐食性を付与するための化学的な保護コーティングを与えようとするときに、有害作用をもたらす可能性がある。
【0012】
たとえばDE 100 01 437に記載されているようにして、腐食防止剤によって安定化させる場合にも、同じ事があてはまる。いくつかの状況においては、付着した剥離コートの残渣が、保護コーティングに不均一性をもたらし、保護層を再現性よく作成し、適用することを妨害する可能性がある。
【0013】
特に、安定化されていないアルミニウム顔料がその中で水素の発生による望ましくないガス発生を起こすような水性ラッカー中で、この方法でコーティングした基材を使用することは、このタイプのプレコート基材を用いては、再現性よく達成することがほとんどできない。
【0014】
PVD顔料のさらなる深刻な欠点は、それらが極端に強い集塊化傾向を示すことである。この理由から、PVD顔料は、アルミニウム顔料の含量が通常10%〜20重量%の極めて希薄な分散体の形でしか供給されない。取扱い性を改良するためには、より高いアルミニウム顔料の含量を有する組成物を使用するのが望ましい。
【0015】
シルバーダラー顔料は、比較的球形の形状と比較的滑らかな表面の点で、微粉砕研磨から得られる金属顔料とは区別される。
【0016】
US No.4,318,747には、リーフィング特性を有し、平均サイズが5μm未満の微細なアルミニウム効果顔料が開示されているが、そのものは、少なくとも50,000cm2/gの水被覆面積と、24m2/g〜93m2/gのBET比表面積を有している。これらのデータから、その粗さ値が2.4〜9.3の範囲であるということが計算できる。
【0017】
これらの顔料の表面の粗さの程度が高いために、入射光の散乱が大きく、そのため、PVD顔料の滑らかな表面に比較して、光沢が低下する。
【0018】
EP 1 621 586 A1には、PVD顔料の厚み範囲に入る、湿式粉砕によって得られるアルミニウム効果顔料が開示されており、その平均厚みは25nm〜80nm、平均サイズは8μm〜30μmである。しかしながら、これらの顔料の欠点は、それらがPVD顔料の光学的性質を示さないところにある。
【0019】
最後に、EP 1 080 810 B1は、アルミニウムダストの湿式粉砕により調製されたアルミニウム顔料に関する。顔料製造のための噴霧化製品として採用され、2μm〜10μmの平均粒子サイズを有する、そのアルミニウムダストについては、さらに詳しい説明はない。
【0020】
EP 1 424 371 A1には、アルミニウム粉体を粉砕することによって得られるアルミニウム効果顔料が開示されている。EP 1 424 371 A1の教示に従えば、採用されたアルミニウム粉体は、1μm〜10μmの範囲の平均粒子サイズ(D50)を有している。
【0021】
EP 1 621 586 A1、EP 1 080 810 B1、およびEP 1 424 371 A1に開示されているこれらの顔料の欠点は、それらが極めて広い相対的厚み分布を有し、そのために、これらの顔料を用いて塗装または印刷した物品の光沢性に関して、品質が低下してしまう点にある。
【0022】
DE 103 15 775 A1には、30nm〜100nmの平均厚みと、70%〜140%の相対的厚み分布とを有する薄い被覆アルミニウム効果顔料が開示されており、そのアルミニウム効果顔料は、極めて高い隠蔽力と、それらが極めて滑らかな表面を有しているために、PVD顔料の光沢に近い光沢を示す。それらの光学的性質に関しては、それらは、隠蔽力、光沢、およびフロップ性の点で、従来からのシルバーダラー顔料からは顕著な改良を示している。しかし、DE 103 15 775 A1に開示されているアルミニウム顔料は、場合によっては、特に印刷インキにおいて、不十分な転写機能を示すことがわかった。
【発明の概要】
【発明が解決しようとする課題】
【0023】
本発明の一つの目的は、付着ポリマーフィルムをまったく担持せず、従来技術から公知で従来からの湿式粉砕によって得られた従来からのアルミニウム効果顔料に比較して、優れた隠蔽力、高光沢、および改良された金属質外観を有する極めて薄いアルミニウム効果顔料を提供することである。
【0024】
本発明のさらなる目的は、さらに、これらのアルミニウム効果顔料を含む印刷インキを適用したときに、良好な転写挙動を示すアルミニウム効果顔料を提供することである。そのアルミニウム顔料は、特に印刷インキにおいて、それらの光学的性質に関してはPVD顔料に極めて近いが、後者よりも製造および取扱いが顕著に容易であるように意図されている。特に、そのアルミニウム顔料は、PVD顔料に比較して、集塊化する傾向が顕著に低下するように意図されている。
【0025】
さらには、このタイプの顔料は、PVD製造方法を使用したアルミニウム効果顔料の高コストな製造に比較して、より経済性に優れた方法によって、調製することが可能であるべきである。
【課題を解決するための手段】
【0026】
この目的は、以下の性質を有する微小板状アルミニウム顔料を提供することにより達成される:
a)走査型電子顕微鏡による厚み計測によって決定した、平均厚みh50が15nm〜75nmであり、
b)走査型電子顕微鏡による厚み計測によって決定し、相当する相対出現頻度の累積破過曲線に基づき、Δh=100×(h90−h10)/h50の式に従って計算した、厚み分布の相対幅Δhが、30%から70%未満までであり、そして
c)実質的に面に平行な配向にある顔料について測定したX線回折図が、[111]反射に相当しない1つまたは2つのメインピークを有する。
【0027】
本発明のアルミニウム効果顔料の好ましい展開は、従属請求項1〜16において定義されている。
【0028】
本発明に基礎を置く目的は、さらに、請求項1〜16のいずれか1項において定義されているようなアルミニウム効果顔料を製造するために、請求項17において定義されているような方法により達成されるが、それには以下の工程が含まれる:
a)d10<3.0μm、d50<5.0μm、およびd90<8.0μmを有する粒子サイズ分布を示すアルミニウムショットを提供する工程、
b)粉砕機を使用し、溶媒および潤滑剤および個々の重量が2mg〜13mgの粉砕媒体の存在下に、a)において定義されたアルミニウムショットを粉砕する工程。
【0029】
その方法の好ましい展開は、従属請求項18〜24において定義されている。
【0030】
本発明の目的は、さらに、請求項25または請求項26において定義されているようなアルミニウム効果顔料の使用、そのアルミニウム効果顔料を含み、請求項27において定義されているマニキュア液、および、そのアルミニウム効果顔料を含み、請求項28において定義されているUV安定性印刷インキにより、達成される。
【0031】
本発明の微小板状アルミニウム顔料またはアルミニウム効果顔料は、以後においては単純化のために、「アルミニウム顔料」と呼ぶこともある。
【0032】
本発明は、以下の性質を有する微小板状アルミニウム顔料に関する。
a)走査型電子顕微鏡による厚み計測によって決定した、平均厚みh50が15nm〜75nmであり、
b)走査型電子顕微鏡による厚み計測によって決定し、相当する相対出現頻度の累積破過曲線に基づき、Δh=100×(h90−h10)/h50の式に従って計算した、厚み分布の相対幅Δhが、30%から70%未満までであり、そして
c)実質的に面に平行な配向にある顔料について測定したX線回折図が、[111]反射に相当しない1つまたは2つのメインピークを有する。
【0033】
本発明のアルミニウム顔料は、それらの平均厚みが薄いために、極めて高い隠蔽力を有している。顔料の隠蔽力は、通常、顔料の単位重量あたりで被覆される面積として定義される。アルミニウム顔料の平均厚みが薄い程、顔料によって被覆される面積が大きくなり、したがって、そのアルミニウム顔料の隠蔽力が高くなる。
【0034】
狭い厚み分布を有する薄い顔料は、有利なことには、コーティング媒体の中で、広い厚み分布を有する従来からのアルミニウム顔料よりも均質に積み重なる。従来からのアルミニウム顔料を用いた場合、顔料の不均質な積み重なりが容易に起こりうる。したがって、極めて厚い顔料は、特に、「スペーサー」として機能する可能性があり、そのために、周囲のまたは隣接した顔料の配向に悪影響を与える。このことは、光沢、フロップ性、ある種の環境下では隠蔽力に悪影響を与える。このことは、印刷の場合には、特に望ましくない影響を持つ。塗装コーティングの場合に比較して、印刷の場合には、厚みが実質的により薄く、バインダー含量もより低い。
【0035】
狭い厚み分布を有する本発明の極めて薄いアルミニウム顔料は、驚くべきことには、PVD顔料の厚み分布に類似した厚み分布を示し、そのために、そのような顔料は、それらの光学的性質においてもPVD顔料に類似しているが、しかし、PVD顔料の場合よりも、その製造がより容易かつ安価である。
【0036】
微小板状金属顔料の正確な平均厚みを求めることは難しい。実際には、顔料の厚みは、水被覆面積(拡がり指数、DIN 55923)を測定するか、および/または走査型電子顕微鏡(SEM)によって求める。水被覆面積からは、顔料の平均厚みhのみ(厚み分布ではない)を計算することができる。PVD顔料の場合には、水被覆面積法はうまくいかないが、それは、PVD顔料が極めて顕著な集塊化傾向を有しているからである。拡がり試験のための準備には、顔料を乾燥させる工程が含まれるが、その工程によって、PVD顔料の場合には不可逆的な集塊現象を招く。したがって、本発明の目的においては、本発明のアルミニウム顔料の平均厚みは、走査型電子顕微鏡(SEM)により求める。この方法を使用する場合には、十分な数の粒子を測定して、典型的な統計的評価を実現するようにすべきである。一般的には、約100個の粒子を測定する。
【0037】
厚み分布は、累積破過曲線の形態で表すのが有利である。厚みの累積破過曲線のh50値を、適切な平均値とみなす。分布の幅(スパンとも呼ばれる)の目安であるΔhは、次式により求める:
【数1】
[式中、指数は、累積破過分布のそれぞれの値に関するものである]
【0038】
走査型電子顕微鏡による厚み計測において求めたスコアから計算した本発明のアルミニウム顔料の平均厚みh50(累積破過曲線のh50指数)においては、その計算された平均厚みh50は、15nm〜75nm、好ましくは18nm〜70nm、より好ましくは25nm〜60nm、極めて好ましくは30nm〜55nmである。
【0039】
平均厚みが15nm未満では、顔料が暗くなりすぎるが、その理由は、アルミニウムの高い吸収性を維持しながらも、金属的反射性能が失われるためと考えられる。さらに、そのアルミニウムの機械的性質が不利な方向に変化し、顔料が脆くなりすぎる。平均厚みが75nmを超えると、良好な光学的性質がだんだん損なわれていく。しかしながら、平均厚みが75nmまでであれば、顕著な悪化は起きない。
【0040】
本発明の顔料の厚み分布の相対幅Δhは、好ましくは30%〜70%、より好ましくは35%〜67%、さらにより好ましくは40%〜65%、最も好ましくは40%〜60%である。
【0041】
Δhが70%を超えると、アルミニウム顔料の有利な性質がもはや認められなくなる。特に、PVD顔料のそれに匹敵するような、いわゆる「リバースサイド適用」の高光沢がもはや認められなくなる。さらに、70%よりも高いΔhを有するこれらの顔料は、場合によっては、印刷用途における転写挙動に関連して問題を起こす。これまでは、30%未満の厚み分布の相対幅Δhを有する顔料を製造することは不可能であった。
【0042】
また別な好ましい実施態様においては、本発明のアルミニウム顔料は、25nm〜60nmの平均厚みh50と、35%〜67%のスパンΔhを有している。本発明のアルミニウム顔料のまた別な特に好ましい実施態様は、25nm〜55nmの平均厚みh50と、35%〜65%のスパンΔhを特徴とする。
【0043】
本発明のアルミニウム顔料は、そのX線回折法における挙動において、従来からのPVD顔料とは顕著に異なっている。X線回折法(XRD、X線反射回折)によって微小板状アルミニウム顔料の試験片を検討するためには、その顔料を予め配向させて、試験片の基材に対して、実質的に面に平行としておく。基本的には、市販されているX線回折計ならどれでも、この目的には適している。
【0044】
本発明の目的においては、実質的に面に平行な配列は、顔料の少なくとも80%が、許容範囲±15度以内で基材に対して平行となっていることを意味している。
【0045】
PVD顔料は、常に、[111]面の反射にメインピークを有していることが判っている。[111]面は、ミラー指数を意味している。[111]面は、面心立方結晶化に従う金属の最密可能面に相当する。この結果は自体公知であるが、その理由は、フィルムの上にスパッタされたアルミニウムがそのような結晶を形成することは常識だからである。しかしながら、驚くべきことには、本発明のアルミニウム顔料は、[111]面の反射にメインピークを有していないことが判明した。[111]面の反射は、たとえ存在するとしても、常に弱い。そのメインピーク、または可能性としては複数のメインピークは、[200]面および/または[220]面の反射に優先的に対応している。そのメインピークは、極めて優先的に[200]面に属している。
【0046】
PVD顔料の場合と異なって、本発明の顔料における[111]/[200]の強度比は、常に<1である。この比率は、好ましくは<0.5、極めて好ましくは<0.1である。
【0047】
これらの性質は、アルミニウム顔料が粉砕プロセスの際に置かれている塑性変形状態を反映しているものと考えられる。少なくとも多結晶のアルミニウムショットが、成形粉砕の際には強い剪断力に暴露される。個々の微結晶の間で剪断が起こり、最密充填された[111]面は明らかにその剪断面である。粉砕プロセスは、当然のことながら微小板表面に対して直角の方向に起こるために、これらの面が微小板の面から破壊除去され、このことが、回折図におけるピーク強度の低下に反映される。同時に、[200]面および[220]面のピークが強くなる。
【0048】
極めて驚くべきことには、本発明のアルミニウム顔料が「リバースサイド適用」において金属光沢を有していることが見出されたが、このことは、湿式粉砕によって調製された従来からのアルミニウム顔料ではこれまで達成されたことがなく、PVD顔料を用いた場合にのみ可能であった。
【0049】
リバースサイド適用は、金属効果顔料を用いて着色された印刷インキが透明なフィルムの上に印刷されることを意味すると理解されたい。その硬化した印刷物をフィルムの印刷されていない側から見ると、この場合、PVD顔料を使用している場合には、ほとんど鏡のような効果が観察される。PVD顔料は、それらの厚みが薄く、厚み分布が狭いために、フィルムにしっかりとまつわりついている。驚くべきことには、本発明のアルミニウム顔料を用いても、同様の効果を得ることができる。全体の顔料の厚みが薄く、厚み分布の幅が狭いことが、この効果をもたらす因子であると考えられる。
【0050】
さらに、顔料を面に平行に配向させる決定的要因は、アルミニウム顔料とバインダー系の表面化学的な非相溶性だけではなく、形状因子でもあって、これは、本発明の微小板状アルミニウム顔料の性質を決定する、また別な重要な特性である。
【0051】
形状因子fは、アルミニウム顔料微小板の、平均長さ対平均厚みの比率を意味するものと理解されたい。
【0052】
その長さd(直径)は、フラウンホーファーおよび/またはミー回折理論に基づくレーザー散乱試験法において求められる。その回折データの評価は、相当する球の直径に照準を置いたモデルを基準にしている。したがって、絶対値は得られないが、その測定された直径は、微小板状金属顔料のサイズ特性を記述するための信頼のおける相対値として受け入れられてきた。
【0053】
長さに関しては、本発明のアルミニウム顔料は、湿式粉砕によって調製された、従来から市場で入手可能なアルミニウム顔料と、基本的に違っていない。特に、それらのサイズは意図する用途に依存する。
【0054】
顔料の長さ分布のd50指数は、好ましくは3μmを超え、より好ましくは4μm〜50μm、さらにより好ましくは5μm〜45μm、さらにより好ましくは8μm〜40μm、極めて好ましくは10μm〜30μm、最も好ましくは15μm〜25μmの範囲である。
【0055】
さらに、微細な顔料は、好ましくは3μm〜15μm、極めて好ましくは5μm〜12μmの大きさである。そのようなタイプの顔料は、さらに非リーフィング性を示すのが好ましい。それらは、たとえば、潤滑剤としてのオレイン酸を用いて粉砕され、その結果、この物質でコーティングされる。このタイプの顔料は、印刷分野におけるリバースサイド適用において特に好適である。
【0056】
無次元の形状因子fは、本発明においては、次式で定義される:
【数2】
【0057】
顔料の長さのd50指数は、相当する球体の体積分布の形で測定および評価された、累積破過曲線の50%に相当する。厚み分布の平均値h50は、上述のようにして求められる。
【0058】
本発明の顔料は、形状因子fが200〜約1,500であることを特徴としている。本発明の顔料は、好ましくは210〜1,000、より好ましくは220〜500、最も好ましくは230〜400の形状因子fを有している。
【0059】
活性アルミニウムの含量が比較的に低いことも、本発明の顔料のまた別な特徴である。活性アルミニウムの含量は、規定の量のアルミニウム顔料をアルカリ溶液の中に完全に溶解させ、発生する水素を温度制御条件下で容積的に記録することによって、求めることができる。これらの顔料の活性アルミニウム含量は、アルミニウム顔料の全重量を基準にして、80%〜92%、好ましくは85%〜90%の範囲に入る。これらの数値は、湿式粉砕により得られ、93%〜97重量%の活性アルミニウム含量を有する、従来からのアルミニウム顔料の数値よりも低い。
【0060】
顔料中の残りの不活性アルミニウムの含量は、その表面上に自然に形成された酸化アルミニウムと、表面に結合した脂肪酸に帰することができる。本発明のアルミニウム顔料の厚みが極めて薄いために、それらは、比較的高い相対酸化物含量を有している。脂肪酸の含量も、比較的に高い。後者は、元素分析で求めたC含量からおおよそ概算することができる。本発明の顔料の場合においては、その残存含量は、予めアセトンまたは類似の溶媒を用いて洗浄し、次いで乾燥させたアルミニウム粉体について測定して、典型的には0.3%〜1.2重量%、好ましくは0.4%〜1.0重量%である。
【0061】
本発明のアルミニウム顔料は、極めて狭い厚み分布を有する、極めて薄い顔料である。このタイプの顔料は、高い隠蔽力を有する。本発明のアルミニウム顔料は、h90指数が110nm未満、好ましくは100nm未満、より好ましくは75nm未満の厚み分布を有しているのが好ましい。さらに、本発明のアルミニウム顔料は、h95指数が150nm未満、好ましくは120nm未満、より好ましくは100nm未満の厚み分布を有している。本発明のアルミニウム顔料の厚み分布のh99値は、好ましくは140nm未満、より好ましくは110nm未満、最も好ましくは90nm未満である。
【0062】
これらの極めて狭い厚み分布であるので、実質的に100nmを超える厚みを有する顔料微小板はほとんど存在しない。
【0063】
厚み分布が狭いために、有利なことには、コーティング媒体、たとえばラッカーまたは印刷インキの中で、本発明のアルミニウム顔料を極めて良好に積み重ねることができる。本発明のアルミニウム顔料を用いれば、たとえば、極めて薄い層厚み、たとえば10μm未満の層厚みで適用したときでも、良好な被覆および極めて高い光沢および極めて良好なフロップ性を示すラッカーを得ることが可能となる。
【0064】
特に自動車用ラッカー塗装分野においては、主としてコスト節約の理由から、薄い層厚みが必要とされている。今までは、ベースコート層の厚みは典型的には15μmの領域であった。現在でさえも、曲線の強い形状の部品、たとえばドアハンドルでは、薄い層厚みが定常的に使用されている。10μm未満の薄い層厚みが実現されれば、望ましいことである。しかしながら、層の厚みを薄くしすぎてはならないが、その理由は、そうしないと、接着性、被覆性および/または顔料着色の問題が起きうるからである。
【0065】
印刷インキの場合、バインダー含量と層の厚みは、一般的に、ラッカーの場合よりもはるかに低い。このことは、特に、グラビア印刷インキにあてはまる。従来からのアルミニウム顔料を用いて着色したグラビア印刷インキは、約40重量%の固形分含量を示す。グラビア印刷インキを用いて印刷された膜は、約3μm〜6μmのウェットな膜の層厚みと、約1.5μm〜3μmのドライな膜の層厚みを有している。PVD顔料を用いて着色したグラビア印刷インキの場合には、その固形分含量は、全グラビア印刷インキの約15%〜20重量%である。このことから、ドライな膜の層厚みがたった0.5μm〜1.5μmとなる。これら極端に薄い層厚みの場合には、特にリバースサイド適用においては、金属顔料を実質的に平坦で面に平行に配向させることが必要である。今までは、PVD顔料を使用した場合にのみ、この配向を達成させることが可能であった。湿式粉砕によって得られる本発明の金属顔料は、同様の平均粒子厚みおよび同様の粒子厚み分布を示す。従来は得られなかった、これらこのタイプの顔料のみが、PVD顔料を使用したときに得られる効果に匹敵する、リバースサイド適用における光学効果を示すことができる。本発明の金属顔料の光学的品質をPVD顔料と比較しても、グラビア用途においては実質的に何の差も観察できない。
【0066】
本発明のさらなる実施態様においては、本発明のアルミニウム顔料は、次いで、不動態化抑制剤および/または不動態化耐腐食層を用いて被覆またはコーティングされる。このタイプのコーティングを用いる場合に限って、水性ラッカー中および/または外側コーティング中で本発明の顔料を安全に使用することが可能である。
【0067】
不動態化層の作用機構は複雑である。抑制剤の場合においては、それは通常、立体効果に基づく。したがって、抑制剤の大部分は、リーフィングまたは非リーフィングに関して、すなわち、コーティング媒体中で、浮揚性であるか、浮揚性でないかの、配向作用も有している。
【0068】
抑制剤は、通常、採用するアルミニウム顔料の重量を基準にして0.5重量%〜15重量%の量のオーダーにおいて、低濃度で添加される。
【0069】
好適な抑制剤としては、好ましくは以下のものが挙げられる:
*次の一般式の有機変性ホスホン酸またはそのエステル:
R−P(O)(OR1)(OR2)
[式中、Rは、アルキル、アリール、アルキルアリール、アリールアルキル、およびアルキルエーテル、特にエトキシル化アルキルエーテルを表し、R1、R2は、H、CnH2n+1(ここでnは、1〜6である)を表すが、ここでそのアルキルは分岐状であっても、分岐状でなくてもよく、R1およびR2は同一であっても、異なっていてもよい。]
*次の一般式の有機変性リン酸およびそのエステル:
R−O−P(OR1)(OR2)
[式中、Rは、アルキル、アリール、アルキルアリール、アリールアルキル、およびアルキルエーテル、特にエトキシル化アルキルエーテルを表し、R1、R2は、H、CnH2n+1(ここでnは、1〜6である)を表し、そしてそのアルキルは分岐状であっても、分岐状でなくてもよい。]
【0070】
純粋なホスホン酸もしくはそのエステル、またはリン酸もしくはそのエステル、またはそれらの任意の混合物を使用することができる。
【0071】
主として水系の溶媒中でアルミニウムショットを粉砕する場合においては、このタイプの抑制剤を粉砕助剤として使用して、安全面で危険性をもたらしうる、粉砕プロセスの際の水素の発生を防止する。
【0072】
さらに、不動態化抑制剤層は、以下のものからなるか、それらを含んでいてもよい:腐食抑制有機官能化シラン、脂肪族もしくは環状アミン、脂肪族もしくは芳香族窒素化合物、酸素、硫黄および/もしくは窒素を含む複素環化合物、たとえば、チオ尿素誘導体、高級ケトン、アルデヒド、およびアルコール、たとえば脂肪族アルコールの硫黄および/または窒素化合物、またはチオール、またはそれらの混合物。しかしながら、不動態化抑制剤層は、さらに、上述の物質からなっていてもよい。有機ホスホン酸および/もしくはリン酸のエステルまたはそれらの混合物が好ましく、アミン化合物を使用するのならば、それらが、6個を超える炭素を有する有機ラジカルを含んでいるのが好ましい。このタイプのアミンは、有機ホスホン酸および/もしくはリン酸のエステルまたはそれらの混合物と組み合わせて使用するのが好ましい。
【0073】
化学的および物理的な保護作用を有する耐腐食バリヤーによる不動態化は、各種の方法で実現することができる。
【0074】
アルミニウム顔料に特に良好な腐食保護を保証する不動態化耐腐食層は、以下のものを含むか、あるいはそれらからなる:ケイ素酸化物、好ましくは二酸化ケイ素、酸化アルミニウムクロム(好ましくは、クロメート処理法が適用されたもの)、酸化ジルコニウム、酸化アルミニウム、重合化合成樹脂、ホスフェート、ホスファイト、もしくはボレート、またはそれらの混合物。
【0075】
二酸化ケイ素および酸化アルミニウムクロム層(クロメート処理)が好ましい。さらに、たとえばDE 195 20 312A1に記載されているような、酸化アルミニウム、水酸化アルミニウム、または水和酸化アルミニウム層も好ましい。
【0076】
SiO2層は、好ましくは、有機溶媒中で、ゾルゲル法によって、平均層厚みが10nm〜150nm、好ましくは15nm〜40nmで調製する。
【0077】
以下において、本発明のアルミニウム顔料を製造するための方法について説明する。これは、アルミニウムショットを極端に穏やかに成形粉砕するところに特徴がある。具体的には、その方法は、以下の工程からなる:
a)d10<3.0μm、d50<5.0μm、およびd90<8.0μmの粒子サイズ分布を有するアルミニウムショットを取り上げる工程、
b)粉砕機を使用し、溶媒および潤滑剤および個々の重量が2mg〜13mgの粉砕媒体の存在下に、a)において定義されたアルミニウムショットを粉砕する工程。
【0078】
アルミニウムショットは、噴霧器中で、液状アルミニウム、好ましくはアルミニウム溶融物を噴霧することによって調製するのが好ましい。ショットは、好ましくはほぼ球の形状を有するアルミニウム粒子を含むか、またはそれらからなる。球体の形状からわずかに楕円体の形状のアルミニウム粒子を有するアルミニウムショットを使用するのが、特に好ましい。アルミニウム溶融物を噴霧した後に得られるアルミニウムショットは、好適な種々の方法に従って分級して、所望の粒子サイズ分布(粒子サイズの範囲と呼ぶこともできる)を得る。
【0079】
アルミニウムショットは、極めて狭いサイズ分布を有する、極めて微細な金属ショットである。サイズ分布の範囲は、通常、レーザー回折分光法によって求め、粒子サイズは、レーザー光回折法から求めることができる。レーザー回折分光法は、たとえば、Sympatec GmbH、Clausthal−Zellerfeld、Germanyから供給される装置Helosを使用し、メーカーの説明書に従って、実施することができる。
【0080】
サイズ分布は、dshot,10<3.0μm、dshot,50<5.0μm、およびdshot,90<8.0μmを有する。そのサイズ分布は、好ましくは、dshot,10<0.6μm、dshot,50<2.0μm、およびdshot,90<4.0μmを有する。
【0081】
噴霧工程の後に、適切な分級工程により、所望の狭いサイズ分布でショットを得ることができる。分級は、空気分級器、サイクロン、およびその他の公知の装置を使用して実施することができる。
【0082】
そのような微細で比較的狭い画分のアルミニウムショットを使用した場合にのみ、本発明のアルミニウム顔料を調製することができる。下限としては、そのサイズ分布は次の特性を有する:dshot,10>0.15μm、dshot,50>0.8μm、およびdshot,90>2.0μm。したがって、使用するアルミニウムショットには、ナノメーター寸法のアルミニウムショットはほとんど含まれない。
【0083】
dshot,50値が0.9μm〜3.0μmの範囲であるアルミニウムショットがより好ましく、その値が0.95μm〜2.5μmの範囲のものが最も好ましい。
【0084】
好適に使用されるアルミニウムショットでは、通常、Δdshot=(dshot,90−dshot,10)/dshot,50として定義される、サイズ分布のスパンが、30%〜200%、より好ましくは40%〜180%、最も好ましくは50%〜170%である。
【0085】
狭いサイズ分布を有するそのような微細なアルミニウムショットを使用することが、本発明の金属顔料を製造するためには、必須である。成形粉砕の際に、アルミニウムショット粒子の全部が均等に変形される必要はないが、このことは、幾分かの粒子が大きく変形されるのに対して、幾分かのショット粒子が粉砕プロセスの後の方で変形されることを意味している。これの一つの原因は、変形される粒子の確率が、そのサイズに依存する点にある。すでに予備変形されて微小板を形成している粒子は、したがって、未変形のショットより高い比表面積を有しており、その結果、さらに変形される確率が高くなる。したがって、ショットのサイズ分布の幅は、それから形成されるアルミニウム粒子のサイズ分布だけではなく、その厚み分布もまた考慮に入れられる。したがって、狭い厚み分布を得るためには、適切に低いサイズ変動を有するアルミニウムショットを使用しなければならない。
【0086】
本発明の微小板状アルミニウム顔料を製造するために使用されるアルミニウムショットは、さらに、極めて低い酸化物含量を有している。アルミニウムショット中の酸化アルミニウムの含量は、アルミニウムショットを炭素と共に溶融させ、生成する一酸化炭素を市販されている装置(たとえば、JUWE GmbHにより供給されるOmat 3500)によって測定することによって求める。アルミニウムショット中の酸化アルミニウムの含量は、アルミニウムショットを基準にして、5重量%未満、好ましくは1.5重量%未満、極めて好ましくは1.0重量%未満である。
【0087】
これらの低い酸化物含量を達成するためには、噴霧工程を、不活性ガス雰囲気中で実施するのが好ましい。不活性ガスとしては、窒素および/またはヘリウムを使用するのが好ましい。
【0088】
噴霧プロセスにおいて使用するアルミニウムの純度は、99.0%から99.9重量%を超えるのが好ましい。ショットは、通常の合金成分(たとえば、Mg、Si、Fe)を、適当な少量で含んでいてもよい。
【0089】
アルミニウムショットは、粉砕機、好ましくはボールミルまたは撹拌ボールミルを使用し、溶媒および粉砕助剤として機能する潤滑剤の存在下、そして個々の重量が1.2mg〜13mgの粉砕媒体の存在下で、粉砕する。粉砕を極めて穏やかな方法で実施するために、このタイプの粉砕では比較的長い時間が必要である。その粉砕時間は、好ましくは15時間〜100時間、より好ましくは16時間〜80時間、極めて好ましくは17時間〜70時間である。
【0090】
本発明の好ましい展開においては、その粉砕媒体の個々の重量が2.0mg〜12.5mg、極めて好ましくは5.0mg〜12.0mgである。使用する粉砕媒体は、好ましくは球体の媒体、より好ましくはボールである。
【0091】
極めて滑らかな表面を有し、可能な限り球状で、実質的にサイズが均一なボールが好ましい。ボールの材質は、鋼鉄、ガラスまたはセラミック、たとえば、酸化ジルコニウムもしくはコランダムとすることができる。粉砕プロセスの際の温度は、10℃〜70℃の範囲である。25℃〜45℃の範囲の温度が好ましい。
【0092】
ガラスから作られ、個々の重量の平均が2.0mg〜12.5mgであるボールが、特に好ましい。
【0093】
鋼鉄から作られ、個々の重量の平均が1.2mg〜4.5mg、好ましくは個々の重量の平均が1.4〜4.0mg、より好ましくは個々の重量の平均が2.0mg〜3.5mgのボールが使用される。
【0094】
粉砕時間を長くすれば、顔料とボールの衝突回数を増やすことになる。その結果、顔料が極めて均一に成形されるが、そのことは、表面が極めて滑らかなこと、および厚み分布が極めて狭いことからも明らかである。
【0095】
ボールミル中での粉砕に関連して、回転の臨界速度ncritは、重要なパラメーターであって、それは、ボールがミルの壁面に対して遠心力によって押しつけることが始まる点を示すものであり、その点では粉砕は実質的にほとんど起きていない:
【数3】
[式中、Dはドラムの直径であり、gは重力定数である。]
【0096】
ボールミルの回転速度は、回転の臨界速度ncritの、好ましくは25%〜68%、より好ましくは28%〜60%、さらにより好ましくは30%〜50%未満、最も好ましくは35%〜45%である。
【0097】
回転速度が遅いと、アルミニウムショットがゆっくりと変形される。ゆっくりとした変形を起こさせるためには、本発明の方法において、軽量の粉砕球体を使用するのもまた好ましい。個々の重量が13mgを超える粉砕球体では、アルミニウムショットの変形が激しくなりすぎて、そのために早々と破損が起きてしまう。
【0098】
慣用される粉砕プロセスとは異なって、本発明の方法におけるアルミニウムショットは、その大部分は粉砕や微粉砕はされておらず、比較的長時間をかけて極端に穏やかに変形されている。
【0099】
極めて軽量のボールを用い、低い回転速度で、長い粉砕時間をかけて粉砕することによって、極端に穏やかな粉砕プロセスとなり、そこで極めて薄いアルミニウム顔料が得られる。採用したアルミニウムショットが極めて狭い粒子サイズ分布を示すために、本発明のアルミニウム効果顔料もまた極めて均一な厚み分布を示す。
【0100】
粉砕は、溶媒中で、溶媒対アルミニウムショットの重量比を2.5〜10、そして粉砕球体対アルミニウムショットの重量比を20〜110とし、粉砕助剤としての潤滑剤を使用して実施することができる。
【0101】
その粉砕プロセスにおける潤滑剤としては、極めて多くの化合物を使用することができる。
【0102】
この文脈においては、10〜24個の炭素を有するアルキルラジカルを含む脂肪酸を挙げることができるが、それらのものは、多年にわたって既に使用されてきたものである。ステアリン酸、オレイン酸、またはそれらの混合物を使用するのが好ましい。潤滑剤としてステアリン酸を使用した場合には、リーフィング顔料が形成される。その一方で、オレイン酸を使用すると、非リーフィング顔料が得られる。リーフィング顔料は、それらが、コーティング媒体、たとえばラッカーまたは印刷インキの中で浮揚性である、すなわち、それらがコーティング媒体の表面上に浮くということが特徴である。その一方で、非リーフィング顔料は、コーティング媒体中で集合する。たとえば長鎖アミノ化合物を、脂肪酸に添加することもできる。脂肪酸は、動物由来であっても植物由来であってもよい。同様にして、有機ホスホン酸および/またはリン酸のエステルを潤滑剤として使用することも可能である。
【0103】
潤滑剤は、あまりにも少量で使用すべきではないが、その理由は、そうしないと、アルミニウムショットの激しい変形が起きて、調製される微小板状アルミニウム顔料の表面積が極めて大きくなり、その結果、吸着された潤滑剤による飽和が不十分にしかならない可能性があるからである。この場合には、冷間圧接が起きる。したがって、典型的な潤滑剤の量は、使用したアルミニウムの重量を基準にして、1%〜20重量%、好ましくは4%〜18重量%、極めて好ましくは8%〜15重量%である。
【0104】
溶媒の選択は、さほど重要ではない。慣用される溶媒、たとえばホワイトスピリット、ソルベントナフサなどを使用することが可能である。アルコール、たとえば、イソプロパノール、エーテル、ケトン、エステルなども使用することができる。
【0105】
同様にして、水(少なくとも大部分が水)も、溶媒として使用することができる。しかしながら、この場合、使用する潤滑剤は、顕著な耐腐食作用を有しているべきである。ホスホン酸および/またはリン酸のエステル(エトキシル化側鎖を担持していてもよい)が好ましい。粉砕プロセスの際に腐食抑制剤を添加することも有利である。
【0106】
本発明の製造方法によれば、アルミニウム顔料には付着ポリマーフィルムがまったく存在せず、これは極めて有利なことである。したがって、本発明のアルミニウム顔料では、PVD法により調製された場合のような、剥離コートの残渣によって妨害されるというアルミニウム顔料の欠点で困るということはない。さらに、それらの製造方法は、複雑なPVD製造法よりもコストが低い。得られたアルミニウム顔料の粉砕媒体、好ましくは粉砕球体からの分離は、篩分けによる慣用される方法により実施することができる。
【0107】
アルミニウムショットを粉砕した後で、得られたアルミニウム顔料を、粉砕媒体、好ましくは粉砕球体から分離する。
【0108】
方法のさらなる工程において、得られたアルミニウム顔料を分級にかけることもできる。この分級は、薄いアルミニウム顔料を壊さないように、穏やかに実施するべきである。そのような方法としては、たとえば、湿式篩別法、デカント法、またはそれらに代わるものとしての、たとえば、重力の作用によるかまたは遠心力によって起こさせる沈降による分離法が挙げられる。湿式篩別においては、通常、粗い画分を篩で取り除く。別な方法においては、特に、細かいものを分離することもできる。次いで、その懸濁液を、過剰の溶媒から、たとえば、フィルタープレス、遠心分離機および/またはフィルターを用いて分離する。
【0109】
最後の工程において、さらなる加工を加えて、所望の供与形態を与える。
【0110】
本発明の金属顔料は、PVD顔料と同様の厚みおよび同様の厚み分布を有しているが、驚くべきことには、それらは、より容易に扱うことができる。供与形態の面においては、本発明のアルミニウム顔料は、有利なことには、PVD顔料の場合に常用されているような、希薄分散体の形態に限定されることはない。
【0111】
したがって、従来からのアルミニウム顔料の場合と同様の方法で、ペーストの形態を使用することができる。その固形分含量は、ペーストの全重量を基準にして、30%〜65重量%、好ましくは40%〜60重量%、極めて好ましくは45%〜55重量%である。
【0112】
さらに、本発明のアルミニウム顔料は、乾燥させることによって、粉体の形態、好ましくは粉立ちのない粉体の形態に変換することができる。乾燥させた粉体をさらに加工して、適切なホモジナイザー中で、極めて少量の溶媒、たとえば、粉体と溶媒の全重量を基準にして、1重量%〜10重量%未満、たとえば3%〜5重量%の溶媒を添加することによって、粉立ちのない金属粉体を得ることができる。別な方法では、フィルターケーキを完全に乾燥させてから、別の溶媒を用いてそれを再変換させてペーストとする(再湿潤)。
【0113】
驚くべきことには、また別に、アルミニウム顔料を、適切な樹脂の適切な分散体を用いてフィルターケーキを処理することによりさらに加工して、顆粒、ペレット、ブリケット、タブレット、または小型の円柱状物の形態とすることも可能である。これらの供与形態は、粉塵を発生しない、計量が容易である、分散性が高いという利点を有している。
【0114】
ペレット化は、従来からの方法で、ペレット化プレートの上で実施することができる。タブレット化は、タブレット化装置で実施することができる。小型の円柱状物は、アルミニウムペーストもしくは粉体のための成形方法によるか、あるいは、押出機からアルミニウムペーストを押出し加工し、その押出されたペーストのひも状物を回転ナイフシステムによって切断することによって、調製することができる。本発明のアルミニウム顔料の顆粒化は、たとえばスプレー顆粒化によって実施することができる。
【0115】
本発明のアルミニウム顔料は、極めて有利なことには、たとえば90重量%〜35重量%、好ましくは70重量%〜40重量%の高いアルミニウム顔料の含量を有する顆粒またはペレットの形態で得ることができる。
【0116】
本発明のアルミニウム顔料が極めて高い比表面積を有しているために、たとえば本発明のアルミニウム顔料をペレット化するプロセスでは、比較的多量の分散樹脂を使用しなければならない。ペレット全配合物を基準にして、好ましくは2%〜50重量%、より好ましくは5%〜30重量%の樹脂を使用する。
【0117】
ペレット化は、多量の分散樹脂を使用して実施してもよい。その例としては、天然樹脂および合成樹脂の両方が挙げられる。それらには、以下のものが含まれる:たとえば、アルキド樹脂、カルボキシメチルおよびカルボキシエチルセルロース樹脂、セルロースアセテート、セルロースアセテートプロピオネート(CAP)、およびセルロースアセテートブチレート(CAB)、クマロール−インデン樹脂、エポキシドエステル、エポキシド−メラミン、およびエポキシド−フェノール縮合物、エチルおよびメチルセルロース、エチルヒドロキシエチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルメチルセルロース、ケトン酸およびマレイン酸樹脂、コロホニウム樹脂、メラミン樹脂、ニトロセルロース樹脂、フェノール樹脂および変性フェノール樹脂、ポリアクリルアミド樹脂、ポリカーボネート樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリエーテル樹脂、ポリウレタン樹脂、ならびにビニル樹脂。
【0118】
これらのポリマー樹脂の中でも、特に、アクリレートコポリマーおよびアクリル酸エステル樹脂、ポリアクリロニトリル樹脂およびアクリロニトリルコポリマー樹脂、ブタジエンと塩化ビニリデンのコポリマー、ブタジエン/スチレンコポリマー、アクリル酸メチルコポリマーおよびメタクリル酸メチルコポリマー;ならびにポリブテン樹脂、ポリイソブチレン樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリ塩化ビニル樹脂、ポリビニルエーテル樹脂、ポリビニルピロリドン樹脂、およびポリスチレン樹脂を挙げることができる。さらなるコポリマーとしては、スチレン/無水マレイン酸樹脂およびスチレン/シェラック樹脂、塩化ビニル/酢酸ビニル樹脂、塩化ビニル/ビニルエーテル樹脂、および塩化ビニル/塩化ビニリデン樹脂が挙げられる。
【0119】
天然由来の樹脂、たとえば、アラビアガム、グッタペルカ、カゼイン、およびゼラチンもまた好適である。
【0120】
アルデヒド樹脂、たとえばBASF AG、Ludwigshafenによって製造されているLaropalシリーズが好ましい。さらに、ワックスも好適なバインダー材料である。ここでは、天然ワックス、たとえば蜜ろう、カンデリラワックス、カルナウバワックス、モンタンワックス、およびパラフィンワックスを例として挙げることができる。合成ワックス、たとえば、PEワックスもまた同様に適している。
【0121】
上述の調製物は、望ましくないアルミニウム顔料の集塊を起こすことなく、たとえば、ラッカー系または印刷インキの中に極めて容易に組み入れることが可能である。
【0122】
驚くべきことには、本発明のアルミニウム顔料が集塊する傾向は、PVD顔料の場合よりも遙かに低いことが見出された。
【0123】
この効果は、本発明のアルミニウム顔料の粗さに関係していると考えられる。本発明のアルミニウム顔料は、その製造に特有の粗さまたは波打ちのある種の尺度を示し、それが、驚くべきことには、本発明のアルミニウム顔料の光学的性質、たとえば、反射能力および光沢には顕著な悪化を与えること無く、アルミニウム顔料相互における、面に平行な付着、すなわち集塊を防止する。
【0124】
PVD顔料とは異なって、重ね合わさった本発明のアルミニウム顔料は、それらの粗さまたは波打ちのために、点と点の相互接触表面しか示さない。その結果として、PVD顔料とは異なって、たとえばファンデルワールス力または水素橋かけのような、短距離での引力の形成が最小限となり、その結果、集塊または凝集が阻止される。
【0125】
本発明のアルミニウム顔料は、コーティング、ラッカー、印刷インキ、粉体ラッカー、プラスチック、および化粧品配合物において使用される。本発明のアルミニウム顔料は、印刷インキ中およびマニキュア液配合物中で使用するのが好ましい。本発明の印刷インキ、マニキュア液、およびコーティングは、液状金属の印象を与える、傑出した金属質外観を有している。
【0126】
本発明のアルミニウム顔料は、印刷インキにおいて、特に有利に使用される。本発明のアルミニウム顔料は、グラビア印刷インキ、スクリーン印刷インキ、またはフレキソ印刷インキの中で使用するのが極めて好ましい。
【0127】
後続のコーティングによって不動態化された本発明のアルミニウム顔料は、水系ラッカー中、および外側コーティング中で使用するのが好ましい。
【0128】
本発明のさらなる目的は、本発明の金属顔料を含む印刷インキ、特に液状印刷インキ、たとえば、グラビア印刷インキ、フレキソ印刷インキ、またはスクリーン印刷インキである。このタイプのグラビア印刷インキ、フレキソ印刷インキ、またはスクリーン印刷インキは、溶媒または溶媒混合物を含む。それらは、なかんずくバインダーを溶解させるのに役立つが、それだけではなく、印刷インキの重要な性能特性、たとえば粘度または乾燥速度を確立させるのにも役立つ。
【0129】
液状印刷インキ、たとえば、フレキソ印刷およびスクリーン印刷インキのために使用する溶媒としては、特に低沸点溶媒が挙げられる。その沸点は、一般に、140℃以下である。高沸点溶媒は、乾燥速度を調節する目的で、少量に限って使用される。スクリーン印刷インキは、フレキソ印刷またはグラビア印刷インキと同様に調合されるが、ただ、わずかに粘度が高く製造され、通常はやや高沸点の溶媒を含む。液状印刷インキに適した溶媒の例としては、エタノール、1−プロパノールおよび2−プロパノール、置換アルコール、たとえば、エトキシプロパノール、ならびにエステル、たとえば、酢酸エチル、酢酸イソプロピル、酢酸n−プロピルおよび酢酸n−ブチルが挙げられる。当然のことであるが、各種の溶媒の混合物を使用することも可能である。たとえば、そのような混合物が、エタノールと、エステル、たとえば酢酸エチルまたは酢酸プロピルの混合物であってもよい。フレキソ印刷版を用いて印刷する場合には、一般的には、全溶媒中のエステルの含量は約20%〜25重量%を超えないのがよい。水または主として水性である溶媒混合物もまた、液状印刷インキのための溶媒として使用するのに好ましい。
【0130】
印刷インキのタイプに応じて、溶媒は、全成分の合計量を基準にして、通常10%〜60重量%の量で使用する。しかしながら、本発明の印刷インキの場合には、溶媒を60%〜80重量%の範囲とするのが特に有利であることが判明した。
【0131】
放射線硬化型印刷インキは、通常、上述のような溶媒を含まず、代わりに反応性希釈剤を含む。反応性希釈剤は、典型的には二重の機能を演じる。一方では、それらは印刷インキを架橋または硬化させるのに役立つ。他方では、それらは、従来からの溶媒(DE 20 2004 005 921 U1 2004.07.1)と同様に、粘度を調節するのに役立つ。それらの例としては、アクリル酸ブチル、アクリル酸2−エチルヘキシル、ならびに特に多官能アクリレート、たとえば、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレートまたはトリメチロールプロパントリ(メタ)アクリレートが挙げられる。
【0132】
原理的には、液状印刷インキで通常使用されているバインダーは、本発明のメタリック印刷インキのためのバインダーとして使用することができる。当業者ならば、意図する用途および所望の性質に従って適切な選択をするであろう。好適なバインダーの例としては、ポリエステル、ポリアミド、PVCコポリマー、脂肪族および芳香族ケトン樹脂、メラミン/尿素樹脂、メラミン/ホルムアルデヒド樹脂、マレイン酸エステル、コロホニウム誘導体、カゼインおよびカゼイン誘導体、エチルセルロース、ニトロセルロース、または芳香族もしくは脂肪族ポリウレタンが挙げられる。酢酸ビニル、ビニルアルコール、アクリレート、メタクリレート、ビニルピロリドンまたはビニルアセタールのポリマーまたはコポリマーも使用してよい。WO 02/36695およびWO 02/36697に開示されているような、官能基を有する超分岐状のポリマー、たとえば超分岐状のポリウレタン、ポリウレアまたはポリエステルアミドを、特に有利に使用することができる。当然のことながら、異なるポリマー性バインダーの混合物を使用することもまた可能であるが、ただし、選択したバインダーは、相互に混ぜ合わせたときに望ましくない性質を有さないようにしなければならない。バインダーの合計量は、通常、印刷インキの全成分の合計量を基準にして、5%〜40重量%である。
【0133】
特に好適なバインダーとしては、たとえば、ニトロセルロース、エチルセルロース、ヒドロキシエチルセルロース、アクリレート、ポリビニルブチラール、ならびに脂肪族および芳香族のポリウレタンおよびポリウレア、特に超分岐状のポリウレタンおよびポリウレア、ならびにそれらの混合物が挙げられる。
【0134】
水に希釈可能なメタリック印刷インキのために特に好適なバインダーは、(メタ)アクリル酸および/またはそれらのエステルとスチレンを基とするコポリマーである。このタイプのバインダーは、印刷インキに使用するために、溶液または分散体として、たとえばZinpol(登録商標)(Worleeから供給)の名前で市販されている。さらなる例としては、芳香族および脂肪族の水性ポリウレタン、ポリエステル、ならびに水性ポリアミドが挙げられる。
【0135】
ペースト状の印刷インキのために好ましいバインダーとしては、たとえば、コロホニウム樹脂または変性コロホニウム樹脂が挙げられる。変性コロホニウム樹脂の例としては、ポリオール、たとえば、グリセロールまたはペンタエリスリトールを用いて、全面的または部分的にエステル化されたものが挙げられる。
【0136】
放射線硬化型印刷インキには、架橋性基、たとえばオレフィン基、ビニルエーテル基またはエポキシド基を有するバインダーが含まれる。この場合、バインダーの合計量(反応性希釈剤を含む)は、通常、印刷インキの全成分の30%〜90重量%の範囲にある。
【0137】
本発明のメタリック印刷インキには、さらに、1種または複数の補助剤または添加剤が含まれていてもよい。添加剤および補助剤の例は、充填剤、たとえば、炭酸カルシウム、水和アルミナまたはケイ酸アルミニウムもしくはケイ酸マグネシウムである。ワックスは耐摩耗性を向上させ、滑り性を改良するのに役立つ。その具体例としては、ポリエチレンワックス、酸化ポリエチレンワックス、石油ワックスおよびセレシンワックスが挙げられる。脂肪酸アミドを使用して、表面の平滑性を向上させることができる。可塑剤は、乾燥膜の弾性を向上させるのに役立つ。放射線硬化型印刷インキの場合には、少なくとも1種の光重合開始剤または1種の光重合開始剤系を添加剤としてさらに使用する。効果顔料を分散させるために、分散剤を使用してもよい。脂肪酸によって、印刷層の中での効果顔料の浮揚を達成させて、その顔料が印刷層の上部境界に集まるようにすることが可能である。それによって、有利なことには、改良された金属効果を達成させることができる。さらに、沈降防止剤を添加してもよい。そのような添加剤は、効果顔料の沈降を防止する。例としては、シリカ、セルロース誘導体およびワックスが挙げられる。
【0138】
特に好適な低粘度フレキソ、グラビアまたはスクリーン印刷インキを調合する場合、沈降防止剤の添加が一般的に推奨されるが、常に絶対的に必須という訳ではない。すべての添加剤および補助剤の合計量は、通常、印刷インキの全成分の合計量を基準にして、20重量%を超えないようにするべきであり、好ましくは0.1%〜10重量%である。
【0139】
本発明のメタリック印刷インキの調製は、基本的には公知の方法で実施することが可能であって、従来からの装置、たとえば、溶解タンクまたは撹拌タンクの中で、成分を混合または分散させる。溶解タンクを使用する場合、当業者ならば、金属効果顔料の損傷を避けるために、あまりにも高いエネルギーを注入しないことは確実なものにするであろう。逆に、顔料を適切に分散させることを可能とする十分な高さにしなければならないことも、当然である。本発明の金属効果顔料に加えて、従来からの着色顔料も使用する場合には、メタリック印刷インキにおいて使用される溶媒、バインダーおよび各種の補助剤の一部または全部の中に、それらを予め分散させておき、後の段階で本発明の金属効果顔料を添加することが推奨される。このようにすることで、不当に高い分散力によって金属効果顔料が損傷することなく、さらなる顔料の特に良好な分散が達成される。顔料に代えて、予め分散させた顔料濃縮物を添加してもよい。特に簡にして要を得た手順としては、この場合、市販の印刷インキを少量使用することも可能であるが、ただし、添加する印刷インキがメタリック印刷インキの配合物と相溶性を有している必要があり、その性質に悪影響を与えてはならない。
【0140】
以下の実施例は、本発明を非限定的に説明するのに役立つ。
【0141】
実施例1:
a)噴霧化(アトマイゼーション):
アルミニウム棒を誘導るつぼ形炉(Induga製、炉容量は約2.5トン)に連続的に供給し、その中で溶融させる。アルミニウム溶融物は、いわゆる前炉中で、約720℃の温度で液体状態で存在している。その溶融物の中に浸漬させた複数のインジェクタータイプのノズルが、そのアルミニウム溶融物を垂直上向きに噴霧させる。推進ガスは、圧縮機(Kaeser製)中で圧縮して最高20バールとし、ガスヒーターの中で加熱して約700℃とする。得られたアルミニウムショットは、飛行中に固化し、冷却される。誘導るつぼ形炉は密閉されたプラントの中に統合されている。噴霧化は、不活性ガス(窒素)下で実施する。アルミニウムショットをまずサイクロンの中で沈殿させるが、そこで沈殿した粉状のアルミニウムショットは、14μm〜17μmのd50を有する。マルチサイクロンがさらなる沈殿を起こさせるのに役立つが、このマルチサイクロン中で沈殿した粉状のアルミニウムショットは、2.3μm〜2.8μmのd50を有する。金属エレメント(Pall製)を含むフィルター(Alpine製)の中で、ガス/固体の分離を起こす。0.7μmのd10、1.9μmのd50、および3.8μmのd90を有するアルミニウムショットが、微粒物として得られる。
【0142】
b)粉砕:
4kgのガラス球体(直径:2mm)、75gのa)で得られた最も微細なアルミニウムショット、200gのホワイトスピリット、および3.75gのオレイン酸を、バレルミル(長さ:32cm、幅:19cm)の中に入れる。次いでその混合物を、58rpmで15時間かけて粉砕する。ホワイトスピリットを用いて洗浄して生成物を粉砕ボールから分離し、次いで25μmの金網の上での湿式篩別プロセスで篩別する。次いで微粒物を、吸引フィルターによりホワイトスピリットから実質的に分離し、次いで、実験室用ミキサー中でホワイトスピリットを用いてペースト化する(約50%の固形分)。
【0143】
実施例2:
a)アルミニウムショット:
実施例1に従って製造したアルミニウムショットを使用した。そのショットは、そのサイズ分布曲線で以下の特性を示す:d10,shot=0.7μm;d50,shot=1.6μm;d90,shot=3.2μm。
【0144】
b)粉砕:
4.7kgのガラス球体(直径:2.0mm)、67gの2aで得られた最も微細なアルミニウムショット、200gのホワイトスピリット、および10gのオレイン酸を、バレルミル(長さ:32cm、幅:19cm)の中に入れる。次いでその混合物を、43rpmで22時間かけて粉砕する。ホワイトスピリットを用いて洗浄して生成物を粉砕ボールから分離し、次いで25μmの金網の上での湿式篩別プロセスで篩別する。次いで微粒物を、吸引フィルターによりホワイトスピリットから実質的に分離し、次いで、実験室用ミキサー中でホワイトスピリットを用いてペースト化する(約50%の固形分)。
【0145】
比較例3:市販のMetalure L−55350(Eckart)。
【0146】
比較例4:市販のSilvershine S 2100(Eckart)、DE 103 15 775の記載に従って調製。
【0147】
比較例5:市販のVP 53534(Eckart)、ラッカー用シルバーダラー顔料。
【0148】
比較例6:市販のRotoVario 530 080(Eckart)、グラビア印刷用シルバーダラー顔料。
【0149】
比較例7:市販のRotoVario 500 042(Eckart)、グラビア印刷用シルバーダラー顔料
【0150】
本発明の実施例1および2、ならびに比較例3〜5の試験片を、電界イオン走査型電子顕微鏡を使用してそれらの粒子厚みをより精密に求めて、特性解析した。
【0151】
以下の記載に従って、SEMによる厚み分布の測定のために、試験片を調製した。
【0152】
a)本発明のアルミニウム顔料および湿式粉砕によって得られた従来からの顔料(実施例1および2、ならびに比較例4および5)
本発明のアルミニウム顔料および従来からの湿式粉砕によって得られた従来からのアルミニウム顔料は、それぞれの場合において、ペーストまたはフィルターケーキの形態で存在させ、それぞれを最初にアセトンを用いて洗浄してから乾燥させる。
【0153】
電子顕微鏡法において慣例的に使用される樹脂、たとえばTEMPFIX(Gerhard Neubauer Chemikalien、D−48031 Munster、Germany)を、試験片プレートに適用し、ホットプレート上で軟化温度まで加熱する。次いで、その試験片プレートをホットプレートから外して、それぞれのアルミニウム粉体を、その軟化した樹脂の上に散布する。冷却してその樹脂を再固化させると、散布されたアルミニウム顔料は、接着性と重力の間の相互作用のために、ほとんど垂直に広がって調製され、試験片プレートに固定される。その結果、電子顕微鏡で横方向に、顔料を容易に測定することができる。厚みを測定する場合、顔料の方位角αは、表面に対して法線方向の面に対して評価し、厚みを次式に従って評価したときに、許容される。
heff=hmess/cosα
【0154】
累積破過曲線は、そのheff値を相対出現頻度に対してプロットしたものである。すべての場合において、100個の粒子を計測した。
【0155】
b)PVD顔料(比較例3)
PVD顔料の懸濁液を、大過剰のアセトンを用いて数回洗浄して、剥離コートの残渣をそれから実質的に除去した。次いで、そのPVD顔料をアセトン中に分散させ、その分散体の1滴を顕微鏡のスライドの上に分配させた。溶媒を蒸発させてから、そのスライドをスライスした。個々のスライスは、電子顕微鏡に垂直に搭載させることが可能である。シャープな破断端面のところで、十分にPVD顔料を測定することができる。この場合もまた、100個の粒子を計測した。
【0156】
本発明の実施例および比較例3〜5の厚み分布の累積破過曲線を図1に示す。統計的解析から、本発明の顔料および湿式粉砕によって得られた従来からの顔料においては、75〜100個の粒子で、累積破過曲線が実質的に一定となることが判った。
【0157】
d10値、d50値、およびd90値、およびそれらから計算したサイズ分布のスパン値(Cilas)、それに対応するSEM実験からの厚み測定の特性、それから計算したスパン直径/厚みの値、顔料の形状因子f、ならびに活性金属含量を以下の表1に列記する。
【0158】
長さdは、レーザー粒度計(Cilas 1064、Cilas、France)を用いて測定したが、常法に従って、累積破過分布のd50指数(単位、μm)を、平均長さの目安として選択した。
【0159】
実施例1および比較例3の顔料を、X線回折実験にかけた。X’tronタイプのThermoelektron(Ecublens、Switzerlandで製造)により供給される粉体回折計を使用して、読み取りを行った。X線源として銅管を使用し、Cu−Kα1,2線を励起のために使用した。その装置は、Bragg−Brentano測定配置を有していた。
【0160】
試験片を調製するために、アセトンを用いて顔料を洗浄した。次いで、顔料/アセトン分散体の数滴を回転プレートに塗布し、室温で乾燥させた。そのようにすると、顔料は、それら自体で、基材に対して実質的に平行に配向する。
【0161】
対応する回折図を図2および3に示す。測定されたX線の強度を、測定角の関数として示している。線は、特定の結晶面の反射の位置を示しているが、これはICDD(International Center for Diffraction Data)に従って予想されたものである。
【0162】
回折図を記録するための測定時間は数時間であった。比較例3のスペクトル(PVD顔料、図3)は、[111]面および[222]面だけに明瞭なピークを有していることが、明らかに示されている。[222]面の反射の方が、[111]面より次数が高く、はるかに弱い。これらの知見は、その顔料がほとんど単結晶構造であって、密に充填された[111]面がその微小板表面に平行して存在していることを示唆している。
【0163】
図2から判るように、本発明の実施例のX線回折図では、[200]面に極めて強いメインピークを有している。さらに、[220]面に相当する信号、ならびに、はるかに弱いが、[111]面および[311]面に相当する信号も認められる。いずれの信号の強度も、PVD顔料の場合よりも、積分時間をより長くとっているにも関わらず、明らかに弱い。したがって、湿式粉砕によって得られたこの顔料の結晶特性は、全体として、かなり弱い。これらの反射は、塑性変形状態にあるアルミニウム顔料に特有のものであり、したがって、粉砕途中または粉砕後のアルミニウム顔料の物理的な状態を反映している。
【0164】
【表1】
【0165】
以下の表2には、選択された例の湿式ラッカーコーティングの測色データが列記されている。
【0166】
表2におけるリバースサイド適用は、市販のポリビニルブチラールを基とするグラビア印刷インキを使用し、最初にブレードギャップが24μmのドクターブレードにより、二回目には印刷機(印刷機:Rotova 300、Rotocolor製、3インキ装置;印刷速度100m/分、粘度15s DIN 4フローカップ;70ライン/cm;顔料着色レベルは粒子厚みに依存して3.5%(実施例3)〜14.5%(実施例7)の間)により、MELINEX 400フィルム(PETフィルム、50μm)に印刷することにより調製した。
【0167】
リバースサイド適用は、DIN 67 530に従って、60度での光沢測定によって、光学的に特性解析した(装置:micro−TRI gloss、Byk−Gardner、D−82538 Geretsried、Germany製)。この目的のために、装置は、ダークキャリブレーションにより、そして60度で92の値を有する黒色鏡面ガラス板を用いてキャリブレートした。
【0168】
従来からの方法における60度で実施した光沢測定の評価は、本発明の実施例1および2に従って調製した顔料が、従来からの湿式粉砕により得られた従来からの顔料(比較例6および7参照)よりもはるかに高い光沢を示すことを示している。
【0169】
本発明の実施例1および2に従って調製した顔料の視覚的印象もまた、PVD顔料(比較例3参照)で観察されるのと同様の、極めて強い金属鏡面効果を特徴としている。
【0170】
この用途における本発明の顔料の光沢は、PVD顔料(比較例3参照)のそれにほぼ匹敵する。
【0171】
比較例4および5においては、リバースサイド適用は、グラビア印刷によっては、満足いくように実施することができなかった。それらの顔料は、それらの粒子サイズが原因で、グラビア印刷プロセスにおいては不十分な転写挙動を示した。リバースサイド適用は、ドクターブレードによる場合にのみ達成可能であった。しかしながら、ドクターブレード法は、多くの場合、商業目的では適用できない。比較例4の場合においては、ドクターブレードによって行われた適用では、同様の高光沢および金属効果が達成できたが、鏡面効果は得られなかった。
【0172】
比較例5および6によって代表される、グラビア印刷のための従来からのシルバーダラー顔料は、光沢がかなり低く、実施例1および2または比較例3の場合の鏡面効果には決して到達できない。
【0173】
測色の結果から、本発明の顔料は、厚みが薄く厚み分布が狭いために、PVD顔料と同様の、極端に良好な配向と、それによる極めて高い直接反射、すなわち60度で測定したときの高い光沢度とを示すことが明らかである。
【0174】
【表2】
【0175】
本発明のアルミニウム顔料の不動態化に関する実施例:
実施例8:(SiO2コーティングされたアルミニウム):
55.1gの、実施例1に記載のアルミニウム顔料を含むペースト(38.5gのAlに相当)を375mLのイソプロパノール中に分散させ、沸騰させた。13.35gのテトラエトキシシランを添加した。次いで、25%強度のNH3溶液(9.3gの水中)5.4gを、3時間かけて計量仕込みした。さらに3時間後に、その混合物を冷却して室温とし、懸濁液を、ブフナー漏斗により吸引濾過した。次いで、その生成物を、真空乾燥オーブン中100℃で一夜かけて乾燥させた。
【0176】
実施例9:クロメート処理アルミニウム
13.5gの脱イオン水の中に4.5gのCrO3を溶解させることによって、18gのクロム酸溶液を調製した。
【0177】
1リットルの容量の反応器の中で、220gの脱イオン水を加熱して90℃とした。激しく撹拌しながら(撹拌ユニット:Stollenscheibe)、まず21gのブチルグリコールを添加し、次いで125gの実施例1に記載した固形分含量70%のホワイトスピリットペーストの形態のアルミニウム顔料を添加した。数分後に、クロム酸溶液を反応温度80℃で添加した。その混合物をさらに50分間、激しく撹拌しながら反応させた。次いでその反応混合物を30分かけて冷却し、何回も、その都度250mLの5%強度の脱イオンH2O/ブチルグリコール溶液を用いてビーカーの中にデカントさせ、上澄み液の黄色の着色が起きなくなるまで続けた。次いでその生成物を吸引フィルターで濾過し、約3リットルの水を用いて洗浄した。
【0178】
ガス発生試験:
8.6gのAlを、315gの市販の無色の水系ラッカーの中にペーストの形態で組み入れて、ジメタノール−エタノールアミンを用いてpH8.2に調節した。300gのこのラッカーをガス洗浄ビンの中に充填し、これを、ダブルチャンバー式ガスバブルカウンターを用いて封じた。ガスバブルカウンターの下側チャンバーの中に置き換えられた水の量から、ガスの量を求めることが可能であった。ガス洗浄ビンをウォーターバスの中で40℃に温度制御し、30日かけて試験を実施した。水素の発生が、7日後で4mL以下かつ30日後で20mL以下であるならば、その試験片はこの試験に合格したものとみなした。
【0179】
【表3】
【0180】
表3から、本発明のアルミニウム顔料が、腐食に対して極端に良好に安定化されていることが判る。
【0181】
実施例10(マニキュア液):
アルミニウムショットを噴霧してから、実施例1のようにして粉砕した。植物由来の脂肪酸を潤滑剤として使用した。ブフナー漏斗により、イソプロパノールを用いてその顔料を5回洗浄し、湿式粉砕プロセスに由来するホワイトスピリットの残渣を除去した。
【0182】
次いで、この顔料および比較例3から、以下の組成のマニキュア液を調製した:
【0183】
【表4】
【0184】
実施例10および比較例11によるマニキュア液を、人工爪に塗布した。いずれの塗布物も、「液状金属」に類似した、高光沢で、銀のような、連続的な金属膜を示した。しかしながら、比較例11の方が、やや高い光沢を示した。
【0185】
本発明は、その物理的性質がPVD顔料に極めて近くなるが、顕著により簡単な方法で調製することが可能なアルミニウム顔料に関する。最後になるが、本発明のアルミニウム顔料は、PVD顔料の欠点である集塊化傾向をまったく示さない。従来からのアルミニウム顔料と比較すると、本発明のアルミニウム顔料は、極めて改良された、特にそれらの隠蔽力およびそれらの光沢性に関する性質を示す。特に印刷分野におけるリバースサイド適用においては、本発明のアルミニウム顔料は、PVD顔料の性質に匹敵する性質を示す。このことは、湿式粉砕によって得られる顔料では今日まで達成されていなかった。
【図面の簡単な説明】
【0186】
【図1】本発明の実施例および比較例3〜5の厚み分布の累積破過曲線。
【図2】実施例1の顔料のX線回折図。
【図3】比較例3の顔料のX線回折図。
【特許請求の範囲】
【請求項1】
狭い厚み分布を有し、潤滑剤を用いて少なくとも部分的にコーティングされた、微小板状アルミニウム顔料であって、
それらが、
a)走査型電子顕微鏡による厚み計測によって決定した、平均厚みh50が15nm〜75nmであり、
b)走査型電子顕微鏡による厚み計測によって決定し、相当する相対出現頻度の累積破過曲線に基づき、Δh=100×(h90−h10)/h50の式に従って計算した、厚み分布の相対幅Δhが、30%から70%未満までであり、そして
c)実質的に面に平行な配向にある顔料について測定したX線回折図が、[111]反射に相当しない1つまたは2つのメインピークを有する、
ことを特徴とする、微小板状アルミニウム顔料。
【請求項2】
前記アルミニウム顔料が、粉砕プロセスによって製造されることを特徴とする、請求項1に記載の微小板状アルミニウム顔料。
【請求項3】
前記アルミニウム顔料が、35%〜65%の前記厚み分布の相対幅Δhを示すことを特徴とする、請求項1または請求項2に記載の微小板状アルミニウム顔料。
【請求項4】
前記アルミニウム顔料が、200〜1500の形状因子d50/hを有することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項5】
前記X線回折図が、[200]および/または[220]反射に帰属可能な極大強度の1つまたは2つのピークを有することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項6】
前記アルミニウム顔料が、潤滑剤としての脂肪酸を用いて少なくとも部分的にコーティングされていることを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項7】
前記アルミニウム顔料が、潤滑剤としてのステアリン酸を用いて少なくとも部分的にコーティングされていることを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項8】
前記アルミニウム顔料が、潤滑剤としてのオレイン酸を用いて少なくとも部分的にコーティングされていることを特徴とする、請求項1〜6に記載の微小板状アルミニウム顔料。
【請求項9】
前記アルミニウム顔料が、潤滑剤としてのステアリン酸とオレイン酸の混合物を用いて少なくとも部分的にコーティングされていることを特徴とする、請求項1〜6に記載の微小板状アルミニウム顔料。
【請求項10】
前記アルミニウム顔料が、潤滑剤としてのホスホン酸、ホスフェート、またはそれらの混合物を用いて少なくとも部分的にコーティングされていることを特徴とする、請求項1〜6に記載の微小板状アルミニウム顔料。
【請求項11】
前記アルミニウム顔料が、不動態化抑制層または耐腐食層でコーティングされていることを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項12】
前記不動態化抑制層が、耐腐食性の、有機ホスホン酸および/またはリン酸エステル、有機官能化シラン、脂肪族もしくは環状アミン、脂肪族もしくは芳香族窒素化合物、酸素、硫黄および/もしくは窒素を含む複素環化合物、高級ケトン、アルデヒド、およびアルコールの硫黄および/もしくは窒素化合物、チオール、またはそれらの混合物を含むことを特徴とする、請求項11に記載の微小板状アルミニウム顔料。
【請求項13】
前記不動態化耐腐食層が、二酸化ケイ素、酸化ジルコニウム、酸化アルミニウム、酸化クロム、重合化合成樹脂、酸化バナジウム、酸化モリブデンおよび/もしくは過酸化モリブデン、ホスフェート、ホスファイト、ボレート、またはそれらの混合物もしくは組合せを含むことを特徴とする、請求項11に記載の微小板状アルミニウム顔料。
【請求項14】
前記不動態化耐腐食層が、二酸化ケイ素を含み、前二酸化ケイ素の表面が好ましくはシランでコーティングされていることを特徴とする、請求項13に記載の微小板状アルミニウム顔料。
【請求項15】
前記アルミニウム顔料が、化学的湿式プロセスにおいて水によって酸化されて、前記アルミニウム顔料が着色された外観を有することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項16】
前記アルミニウム顔料が、粉体、好ましくは粉立ちのない粉体として、好ましくはペーストとして、または顆粒、ペレット、タブレット、小型の円柱状物、もしくはブリケットのような圧縮化させた形態で存在することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項17】
請求項1〜16のいずれか1項に記載のアルミニウム効果顔料を製造するための方法であって、
それが、次の工程:
a)dshot,10<3.0μm、dshot,50<5.0μm、およびdshot,90<8.0μmを有する粒子サイズ分布を示すアルミニウムショットを提供する工程、
b)粉砕機を使用し、溶媒および潤滑剤および個々の重量が1.2mg〜13mgの粉砕媒体の存在下に、a)において定義されたアルミニウムショットを粉砕する工程、
を含むことを特徴とする、方法。
【請求項18】
前記粉砕媒体が、5.0mg〜12mgの個々の重量を有することを特徴とする、請求項17に記載の方法。
【請求項19】
工程a)に従って製造された前記アルミニウムショットが、dshot,10<0.6μm、dshot,50<2.0μm、およびdshot,90<4.0μmの粒子サイズ分布を有することを特徴とする、請求項17または請求項18に記載の方法。
【請求項20】
粉砕時間が15〜100時間であることを特徴とする、請求項17〜19のいずれか1項に記載の方法。
【請求項21】
前記アルミニウム顔料が、さらなる工程b)において分級にかけられることを特徴とする、請求項17〜20のいずれか1項に記載の方法。
【請求項22】
前記工程b)において得られたアルミニウム顔料を、圧縮化させた形態、好ましくはペースト、顆粒、タブレット、小型の円柱状物、ブリケット、またはペレットに変換することを特徴とする、請求項17〜21のいずれか1項に記載の方法。
【請求項23】
前記工程b)において得られたアルミニウム顔料を、アルミニウム粉体、好ましくは粉立ちのないアルミニウム粉体に変換することを特徴とする、請求項17〜21のいずれか1項に記載の方法。
【請求項24】
使用する前記溶媒が、有機溶媒、好ましくはホワイトスピリット、ソルベントナフサ、イソプロパノール、アルコール、ケトン、またはそれらの混合物であることを特徴とする、請求項17〜23のいずれか1項に記載の方法。
【請求項25】
使用する前記溶媒が水であり、使用する前記潤滑剤が、有機ホスホン酸および/もしくはそのエステル、ならびに/または、リン酸および/もしくはそのエステルであることを特徴とする、請求項17〜24のいずれか1項に記載の方法。
【請求項26】
コーティング、ラッカー、印刷インキ、粉体系のラッカー、プラスチック材料、セキュリティー印刷、セラミックス、および化粧品配合物、好ましくはマニキュア液における、請求項1〜16のいずれか1項に記載のアルミニウム顔料の使用。
【請求項27】
グラビア印刷、フレキソ印刷および/またはスクリーン印刷における、請求項26に記載のアルミニウム顔料の使用。
【請求項28】
リバースサイド適用物を製造するための、請求項27に記載のアルミニウム顔料の使用。
【請求項29】
屋外用途のための水系ラッカーおよびコーティング組成物中での、請求項11〜14のいずれか1項に記載のコーティングされたアルミニウム顔料の使用。
【請求項30】
マニキュア液であって、
前記マニキュア液が、請求項1〜16のいずれか1項に記載のアルミニウム顔料を含むことを特徴とする、マニキュア液。
【請求項31】
印刷インキであって、
それが、請求項1〜16のいずれか1項に記載のアルミニウム顔料を含むことを特徴とする、印刷インキ。
【請求項1】
狭い厚み分布を有し、潤滑剤を用いて少なくとも部分的にコーティングされた、微小板状アルミニウム顔料であって、
それらが、
a)走査型電子顕微鏡による厚み計測によって決定した、平均厚みh50が15nm〜75nmであり、
b)走査型電子顕微鏡による厚み計測によって決定し、相当する相対出現頻度の累積破過曲線に基づき、Δh=100×(h90−h10)/h50の式に従って計算した、厚み分布の相対幅Δhが、30%から70%未満までであり、そして
c)実質的に面に平行な配向にある顔料について測定したX線回折図が、[111]反射に相当しない1つまたは2つのメインピークを有する、
ことを特徴とする、微小板状アルミニウム顔料。
【請求項2】
前記アルミニウム顔料が、粉砕プロセスによって製造されることを特徴とする、請求項1に記載の微小板状アルミニウム顔料。
【請求項3】
前記アルミニウム顔料が、35%〜65%の前記厚み分布の相対幅Δhを示すことを特徴とする、請求項1または請求項2に記載の微小板状アルミニウム顔料。
【請求項4】
前記アルミニウム顔料が、200〜1500の形状因子d50/hを有することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項5】
前記X線回折図が、[200]および/または[220]反射に帰属可能な極大強度の1つまたは2つのピークを有することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項6】
前記アルミニウム顔料が、潤滑剤としての脂肪酸を用いて少なくとも部分的にコーティングされていることを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項7】
前記アルミニウム顔料が、潤滑剤としてのステアリン酸を用いて少なくとも部分的にコーティングされていることを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項8】
前記アルミニウム顔料が、潤滑剤としてのオレイン酸を用いて少なくとも部分的にコーティングされていることを特徴とする、請求項1〜6に記載の微小板状アルミニウム顔料。
【請求項9】
前記アルミニウム顔料が、潤滑剤としてのステアリン酸とオレイン酸の混合物を用いて少なくとも部分的にコーティングされていることを特徴とする、請求項1〜6に記載の微小板状アルミニウム顔料。
【請求項10】
前記アルミニウム顔料が、潤滑剤としてのホスホン酸、ホスフェート、またはそれらの混合物を用いて少なくとも部分的にコーティングされていることを特徴とする、請求項1〜6に記載の微小板状アルミニウム顔料。
【請求項11】
前記アルミニウム顔料が、不動態化抑制層または耐腐食層でコーティングされていることを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項12】
前記不動態化抑制層が、耐腐食性の、有機ホスホン酸および/またはリン酸エステル、有機官能化シラン、脂肪族もしくは環状アミン、脂肪族もしくは芳香族窒素化合物、酸素、硫黄および/もしくは窒素を含む複素環化合物、高級ケトン、アルデヒド、およびアルコールの硫黄および/もしくは窒素化合物、チオール、またはそれらの混合物を含むことを特徴とする、請求項11に記載の微小板状アルミニウム顔料。
【請求項13】
前記不動態化耐腐食層が、二酸化ケイ素、酸化ジルコニウム、酸化アルミニウム、酸化クロム、重合化合成樹脂、酸化バナジウム、酸化モリブデンおよび/もしくは過酸化モリブデン、ホスフェート、ホスファイト、ボレート、またはそれらの混合物もしくは組合せを含むことを特徴とする、請求項11に記載の微小板状アルミニウム顔料。
【請求項14】
前記不動態化耐腐食層が、二酸化ケイ素を含み、前二酸化ケイ素の表面が好ましくはシランでコーティングされていることを特徴とする、請求項13に記載の微小板状アルミニウム顔料。
【請求項15】
前記アルミニウム顔料が、化学的湿式プロセスにおいて水によって酸化されて、前記アルミニウム顔料が着色された外観を有することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項16】
前記アルミニウム顔料が、粉体、好ましくは粉立ちのない粉体として、好ましくはペーストとして、または顆粒、ペレット、タブレット、小型の円柱状物、もしくはブリケットのような圧縮化させた形態で存在することを特徴とする、先行する請求項のいずれか1項に記載の微小板状アルミニウム顔料。
【請求項17】
請求項1〜16のいずれか1項に記載のアルミニウム効果顔料を製造するための方法であって、
それが、次の工程:
a)dshot,10<3.0μm、dshot,50<5.0μm、およびdshot,90<8.0μmを有する粒子サイズ分布を示すアルミニウムショットを提供する工程、
b)粉砕機を使用し、溶媒および潤滑剤および個々の重量が1.2mg〜13mgの粉砕媒体の存在下に、a)において定義されたアルミニウムショットを粉砕する工程、
を含むことを特徴とする、方法。
【請求項18】
前記粉砕媒体が、5.0mg〜12mgの個々の重量を有することを特徴とする、請求項17に記載の方法。
【請求項19】
工程a)に従って製造された前記アルミニウムショットが、dshot,10<0.6μm、dshot,50<2.0μm、およびdshot,90<4.0μmの粒子サイズ分布を有することを特徴とする、請求項17または請求項18に記載の方法。
【請求項20】
粉砕時間が15〜100時間であることを特徴とする、請求項17〜19のいずれか1項に記載の方法。
【請求項21】
前記アルミニウム顔料が、さらなる工程b)において分級にかけられることを特徴とする、請求項17〜20のいずれか1項に記載の方法。
【請求項22】
前記工程b)において得られたアルミニウム顔料を、圧縮化させた形態、好ましくはペースト、顆粒、タブレット、小型の円柱状物、ブリケット、またはペレットに変換することを特徴とする、請求項17〜21のいずれか1項に記載の方法。
【請求項23】
前記工程b)において得られたアルミニウム顔料を、アルミニウム粉体、好ましくは粉立ちのないアルミニウム粉体に変換することを特徴とする、請求項17〜21のいずれか1項に記載の方法。
【請求項24】
使用する前記溶媒が、有機溶媒、好ましくはホワイトスピリット、ソルベントナフサ、イソプロパノール、アルコール、ケトン、またはそれらの混合物であることを特徴とする、請求項17〜23のいずれか1項に記載の方法。
【請求項25】
使用する前記溶媒が水であり、使用する前記潤滑剤が、有機ホスホン酸および/もしくはそのエステル、ならびに/または、リン酸および/もしくはそのエステルであることを特徴とする、請求項17〜24のいずれか1項に記載の方法。
【請求項26】
コーティング、ラッカー、印刷インキ、粉体系のラッカー、プラスチック材料、セキュリティー印刷、セラミックス、および化粧品配合物、好ましくはマニキュア液における、請求項1〜16のいずれか1項に記載のアルミニウム顔料の使用。
【請求項27】
グラビア印刷、フレキソ印刷および/またはスクリーン印刷における、請求項26に記載のアルミニウム顔料の使用。
【請求項28】
リバースサイド適用物を製造するための、請求項27に記載のアルミニウム顔料の使用。
【請求項29】
屋外用途のための水系ラッカーおよびコーティング組成物中での、請求項11〜14のいずれか1項に記載のコーティングされたアルミニウム顔料の使用。
【請求項30】
マニキュア液であって、
前記マニキュア液が、請求項1〜16のいずれか1項に記載のアルミニウム顔料を含むことを特徴とする、マニキュア液。
【請求項31】
印刷インキであって、
それが、請求項1〜16のいずれか1項に記載のアルミニウム顔料を含むことを特徴とする、印刷インキ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2010−513619(P2010−513619A)
【公表日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願番号】特願2009−541908(P2009−541908)
【出願日】平成19年12月21日(2007.12.21)
【国際出願番号】PCT/EP2007/011349
【国際公開番号】WO2008/077612
【国際公開日】平成20年7月3日(2008.7.3)
【出願人】(502099902)エッカルト ゲゼルシャフト ミット ベシュレンクテル ハフツング (48)
【氏名又は名称原語表記】Eckart GmbH
【Fターム(参考)】
【公表日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願日】平成19年12月21日(2007.12.21)
【国際出願番号】PCT/EP2007/011349
【国際公開番号】WO2008/077612
【国際公開日】平成20年7月3日(2008.7.3)
【出願人】(502099902)エッカルト ゲゼルシャフト ミット ベシュレンクテル ハフツング (48)
【氏名又は名称原語表記】Eckart GmbH
【Fターム(参考)】
[ Back to top ]