
狭開先溶接方法及び溶接装置
【課題】
アーク溶接に於いて、I型狭開先のギャップを小さくして狭開先溶接を可能とし、溶接品質の向上、又溶接コストの低減を図る。
【解決手段】
トーチ5が支持される走行台車16にワイヤガイド17が設けられ、該ワイヤガイドは耐熱絶縁材21で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤ7は前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドする。
アーク溶接に於いて、I型狭開先のギャップを小さくして狭開先溶接を可能とし、溶接品質の向上、又溶接コストの低減を図る。
【解決手段】
トーチ5が支持される走行台車16にワイヤガイド17が設けられ、該ワイヤガイドは耐熱絶縁材21で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤ7は前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は厚板を狭開先で突合わせ溶接する場合の狭開先溶接方法、及び該狭開先溶接方法により溶接を実施する場合の溶接装置に関するものである。
【背景技術】
【0002】
厚板を狭開先で突合わせ溶接する一般的な方法としては、溶接部を炭酸ガス及び炭酸ガスと不活性ガスの混合ガスによってシールドするMAG溶接法、不活性ガスによってシールドするMIG溶接法があり、いずれも、フィラーワイヤを電極としてアークを発生させ、開先部の母材を溶融させつつ、フィラーワイヤを溶融させ、開先部分に溶接金属を充填して突合わせ部を溶接するものである。
【0003】
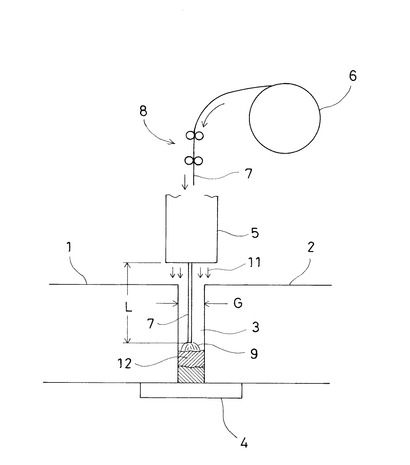
図6により、従来の狭開先溶接方法について略述する。
【0004】
図中、1,2は溶接される母材であり、母材1,2はI型狭開先3を介して突合わされている。又、4は前記I型狭開先3の下端開口を閉塞する裏当て板、5はトーチである。
【0005】
該トーチ5にはワイヤドラム6から送出されたフィラーワイヤ7が供給され、又該フィラーワイヤ7は供給途中に設けられたワイヤ矯正装置8によって、前記フィラーワイヤ7の巻癖が矯正され直線ワイヤとして前記トーチ5に供給される。
【0006】
該トーチ5から前記フィラーワイヤ7に溶接電流が給電され、該フィラーワイヤ7の下端にアーク9が発生され、又前記トーチ5の先端からシールドガス11が噴出され、前記フィラーワイヤ7、前記母材1,2が溶融される。又、前記トーチ5は紙面に対して垂直な方向に移動(パス)される。パスが繰返され、前記I型狭開先3に溶接金属12が多層に充填され、前記母材1,2が突合わせ溶接される。
【0007】
該母材1,2の板厚が厚くなると、前記I型狭開先3に挿入される前記フィラーワイヤ7の突出し長さLも長くなる。又、前記フィラーワイヤ7は前記ワイヤ矯正装置8により巻癖が矯正されているが、完全には除去されてなく、前記フィラーワイヤ7の先端は供給に合わせてふらつく。
【0008】
該フィラーワイヤ7がふらつくことで、アーク9が不安定となり、融合不良の原因となる。又、前記フィラーワイヤ7の途中が前記母材1,2の端面に接近し、或は接触すると、前記フィラーワイヤ7の先端ではなく途中にアークが発生し、或は前記母材1,2の端面に付着したスパッタとの間にアークが発生することがあり、この場合、溶接部にボイドが発生することがあり溶接欠陥となる。
【0009】
この為、前記I型狭開先3のギャップGは、前記フィラーワイヤ7のふらつきを考慮した値となっており、例えば該フィラーワイヤ7の線径が1.6mmの場合、ギャップGは8mm〜12mmと前記フィラーワイヤ7の線径に対して充分大きな値に設定されていた。
【0010】
然し乍ら、ギャップGが大きいと、前記I型狭開先3に充填する溶接金属が多くなり、入熱量も大きく、前記母材1,2の熱影響部が大きくなり、母材溶接部の靭性低下の原因となる。又、溶接金属の量が多いことで、パス数が増え、溶接時間も長くなり、溶接コスト低減を阻害する要因となっていた。
【0011】
【特許文献1】特開2007−69231号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は斯かる実情に鑑み、I型狭開先のギャップを小さくして狭開先溶接を可能とし、溶接品質の向上、又溶接コストの低減を図るものである。
【課題を解決するための手段】
【0013】
本発明は、厚板を狭開先で突合わせ溶接する狭開先溶接方法に於いて、トーチから突出されたフィラーワイヤを開先内部でガイドしつつ溶接を行う狭開先溶接方法に係るものである。
【0014】
又本発明は、前記フィラーワイヤは耐熱絶縁材で形成された溝を挿通することでガイドされる狭開先溶接方法に係り、又前記フィラーワイヤは、前記溝内を前記フィラーワイヤの軸心方向に移動し、開先幅方向の変位が制限される様ガイドされる狭開先溶接方法に係り、更に又前記フィラーワイヤは、前記溝内を開先幅に対して直角方向に移動しつつ、開先幅方向の変位が制限される様ガイドされる狭開先溶接方法に係るものである。
【0015】
又本発明は、トーチが支持される走行台車にワイヤガイドが設けられ、該ワイヤガイドは耐熱絶縁材で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤは前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドする溶接装置に係るものである。
【0016】
又本発明は、前記ワイヤガイドは、前記トーチに対し前記フィラーワイヤの軸心方向に位置を調整可能に設けられた溶接装置に係り、又前記ワイヤガイドは走行台車に固定され、前記トーチは傾斜した状態で前記走行台車に支持され、該トーチから延出する前記フィラーワイヤの先端が溶接箇所の移動に対応して変位する様、前記走行台車に相対変位可能に設けられた溶接装置に係り、更に又前記ワイヤガイドは、前記走行台車に取付けられる支持片と該支持片を挾んで設けられる一対の前記耐熱絶縁材のワイヤガイド片で構成され、前記ガイド溝は前記ワイヤガイド片間に形成される溶接装置に係るものである。
【発明の効果】
【0017】
本発明によれば、厚板を狭開先で突合わせ溶接する狭開先溶接方法に於いて、トーチから突出されたフィラーワイヤを開先内部でガイドしつつ溶接を行うので、フィラーワイヤが開先内部でふらつくことがなく、アークが安定し、又開先幅を狭くできるので、溶接金属の量を少なくでき、入熱量が減少し、母材の劣化を防止でき、又溶接パス数を少なくでき溶接コストの低減を図り得る。
【0018】
又本発明によれば、トーチが支持される走行台車にワイヤガイドが設けられ、該ワイヤガイドは耐熱絶縁材で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤは前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドするので、フィラーワイヤが開先内部でふらつくことがなく、アークが安定し、又開先幅を狭くできるので、溶接金属の量を少なくでき、入熱量が減少し、母材の劣化を防止でき、又溶接パス数を少なくでき溶接コストの低減を図り得るという優れた効果を発揮する。
【発明を実施するための最良の形態】
【0019】
以下、図面を参照しつつ本発明を実施する為の最良の形態を説明する。
【0020】
図1〜図4に於いて、本発明の第1の実施の形態について説明する。
【0021】
第1の実施の形態は、本発明を下向き溶接に実施した場合を示している。尚、図1〜図4中、図6中で示したものと同一のものには同符号を付し、その説明を省略する。
【0022】
母材1,2の表面と平行に台車レール15が設けられ、該台車レール15に走行台車16が走行可能に設けられている。該走行台車16にはトーチ5が支持され、ワイヤガイド17が取付けられている。前記トーチ5と前記ワイヤガイド17とは前記走行台車16の走行により開先の長手方向に一体となって移動可能である。
【0023】
該ワイヤガイド17を、図3、図4により説明する。
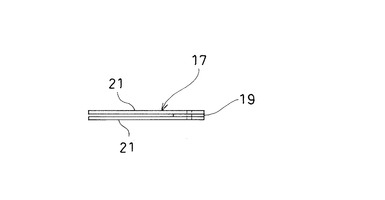
【0024】
金属製の支持片19の両面に、ワイヤガイド片21,21が固着される。前記支持片19の材質は金属であり、前記ワイヤガイド片21は耐熱絶縁材、例えばセラミック材が使用される。セラミック材としては、例えばAl2 O3 、BN等が挙げられる。
【0025】
前記支持片19の板厚は、前記フィラーワイヤ7の線径が1.6mmであるならば、2mmとされ、前記ワイヤガイド片21,21とは前記支持片19の板厚分だけ間隙を生じ、前記ワイヤガイド片21,21との間を前記フィラーワイヤ7が通過する様になっている。又、前記ワイヤガイド片21としては、板厚が2mmのものが選択される。
【0026】
又、前記ワイヤガイド片21,21の外寸は、前記I型狭開先3のギャップGより、若干小さくなっており、前記ワイヤガイド片21が前記I型狭開先3内を移動するに支障ない様になっている。
【0027】
又、前記ワイヤガイド17は、ボルト22によって前記走行台車16に固定され、又前記支持片19のボルト孔23は上下方向に長孔となっており、前記ワイヤガイド17は上下方向に位置が調整可能である。前記ワイヤガイド17は、1パス毎に前記溶接金属12が盛られた量だけ上方に位置を移動され、多数パスの突合わせ溶接に対応が可能となっている。
【0028】
尚、突出し長さL′が一定となる様、前記ワイヤガイド17の位置を自動的に調整する様にしてもよい。
【0029】
以下、本発明の作用について説明する。
【0030】
母材1,2間に形成されるI型狭開先3のギャップGは、前記ワイヤガイド片21,21の外寸より若干大きく設定される。又、該ワイヤガイド片21,21は、前記I型狭開先3の内部に挿入され、前記ワイヤガイド片21の下端からの前記フィラーワイヤ7の突出し長さがL′となる様に支持される。又前記突出し長さL′は、アーク発生に支障ない程度突出していればよく、僅かでよい。この為、前記フィラーワイヤ7に巻癖が残っていたとしても、前記フィラーワイヤ7の先端部にふらつきは生じない。従って、アークは安定する。
【0031】
アークを発生させ、前記フィラーワイヤ7を所定の割合で供給し、溶接金属12を盛上げながら、前記走行台車16を走行させることで、一層についての溶接が行われ、前記溶接金属12の盛上げ量が、前記母材1,2の板厚になる迄パスが繰返され、突合わせ溶接が完了する。
【0032】
尚、前記ワイヤガイド17のトーチ5に対する位置は、1パス毎に盛上げ量だけ上昇した位置に調整されるが、前記突出し長さL′は一定である。1パス中、前記フィラーワイヤ7は溶幅と共に該フィラーワイヤ7の軸心方向に移動し、又前記I型狭開先3の幅方向の変位が制限され、前記フィラーワイヤ7と前記ワイヤガイド片21との位置関係に変化はない。
【0033】
溶接施工中、前記ワイヤガイド片21,21は、アークが形成されている空間を残置して、前記母材1,2の突合わせ端面を覆うことになるので、スパッタが突合わせ端面に付着することはない。又、スパッタと前記フィラーワイヤ7との間にアークが発生することもない。
【0034】
更に、前記フィラーワイヤ7の前記突出し長さL′は、前記母材1,2の板厚に関係なく、一定とすることができ、又前記I型狭開先3のギャップGは前記ワイヤガイド片21,21の外寸より決定され、板厚の増加と共にギャップGを増大させる必要はない。
【0035】
例えば、上記した様に前記支持片19の板厚を2mm、前記ワイヤガイド片21の板厚を2mmとすると、前記ワイヤガイド片21,21の外寸は6mmとなり、前記I型狭開先3のギャップGは、前記母材1,2の板厚が大きい場合でも、6mmより若干大きい程度である。従って、従来のギャップGが12mmであった場合に比べると、略半分の大きさでよいことになる。
【0036】
この為、前記溶接金属12が大幅に減少する。該溶接金属12の減少に伴い、溶接部への入熱量が大幅に減少し、前記母材1,2の熱影響部も減少する。又、パス数も少なくなり、溶接施工時間が大幅に減少する。而して、狭開先溶接の品質が向上し、又溶接コストが低減する。
【0037】
尚、上記したワイヤガイド17は前記支持片19を2枚の前記ワイヤガイド片21で挾んで、前記フィラーワイヤ7が挿通する溝を形成したが、厚板のワイヤガイド片21にガイド孔を穿設し、該ガイド孔にフィラーワイヤ7を挿通する様にしてもよい。
【0038】
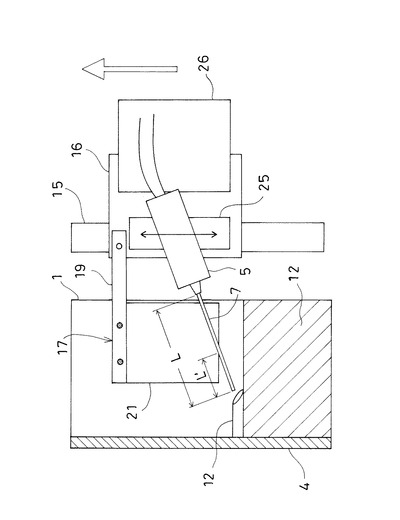
図5は、本発明の第2の実施の形態を示し、第2の実施の形態は、本発明を立向き溶接に実施した場合を示している。尚、図5中、図1中で示したものと同一のものには同符号を付し、その説明を省略する。
【0039】
立向き溶接は、I型狭開先3が垂直となる様に母材1,2を垂直に立てた状態で実行される。
【0040】
台車レール15は前記母材1,2の表面と平行に垂直に設けられ、走行台車16は前記台車レール15に沿って上下方向に移動する。トーチ5は揺動装置25を介して前記走行台車16に設けられ、前記揺動装置25は前記トーチ5を前記走行台車16に対して相対的に上下方向に移動可能としている。
【0041】
該走行台車16の走行、前記揺動装置25による前記トーチ5の移動は、制御装置26によって制御される様になっている。
【0042】
ワイヤガイド17は前記走行台車16に水平に取付けられ、該走行台車16と一体に移動する様になっている。
【0043】
前記トーチ5は傾斜状態で前記走行台車16に支持され、フィラーワイヤ7も傾斜して溶接部迄延出する。前記揺動装置25により、前記トーチ5を前記走行台車16に対して上下移動させることで、前記フィラーワイヤ7の先端の位置が前記I型狭開先3の最深部(底)から上縁(母材1,2の表面)迄溶接部位に対応して移動し、前記I型狭開先3を水平方向に横切る様に該I型狭開先3に溶接金属12を盛ることができる。
【0044】
尚、前記トーチ5を水平軸心を中心に回転させ、或は該トーチ5の上下方向の移動、該トーチ5の回転の合成で前記フィラーワイヤ7の先端位置を最深部から上縁迄移動させてもよい。
【0045】
前記フィラーワイヤ7は前記ワイヤガイド17のワイヤガイド片21,21の間隙を貫通して延出するので、前記トーチ5からの突出し長さは、図示の如く、Lであるが、突出した基部が前記ワイヤガイド片21でガイドされているので、実質的には、前記ワイヤガイド片21から突出する部分のL′となる。
【0046】
従って、第2の実施の形態に於いても、前記フィラーワイヤ7の先端部にふらつきは生じない。従って、アークは安定し、又前記I型狭開先3のギャップGは前記ワイヤガイド片21,21の外寸と略等しくできる。
【0047】
1パス毎に前記走行台車16を上昇させ、前記I型狭開先3の上下方向の全長に亘って溶接を施工する。
【0048】
尚、前記ワイヤガイド17は、前記走行台車16に固定され、該走行台車16と前記ワイヤガイド17とは溶接が終了する迄位置関係に変動はない。又、前記ワイヤガイド片21と前記フィラーワイヤ7との位置関係は、1パスの間で前記ワイヤガイド片21,21間の間隙内を前記フィラーワイヤ7が移動し、前記I型狭開先3の幅方向には変位が拘束される状態となる。
【図面の簡単な説明】
【0049】
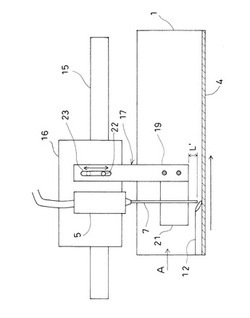
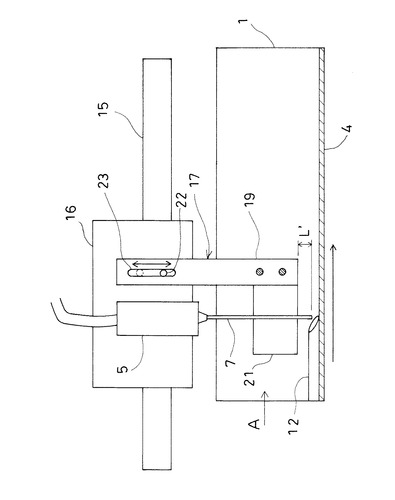
【図1】本発明の第1の実施の形態を示す概略説明図である。
【図2】図1のA矢視図である。
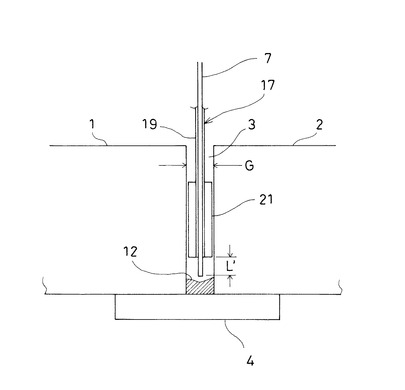
【図3】第1の実施の形態で用いられるワイヤガイドの側面図である。
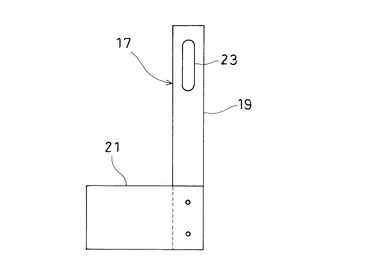
【図4】該ワイヤガイドの平面図である。
【図5】本発明の第2の実施の形態を示す概略説明図である。
【図6】従来の狭開先溶接方法を示す説明図である。
【符号の説明】
【0050】
1 母材
2 母材
3 I型狭開先
5 トーチ
7 フィラーワイヤ
9 アーク
12 溶接金属
15 台車レール
16 走行台車
17 ワイヤガイド
19 支持片
21 ワイヤガイド片
25 揺動装置
26 制御装置
【技術分野】
【0001】
本発明は厚板を狭開先で突合わせ溶接する場合の狭開先溶接方法、及び該狭開先溶接方法により溶接を実施する場合の溶接装置に関するものである。
【背景技術】
【0002】
厚板を狭開先で突合わせ溶接する一般的な方法としては、溶接部を炭酸ガス及び炭酸ガスと不活性ガスの混合ガスによってシールドするMAG溶接法、不活性ガスによってシールドするMIG溶接法があり、いずれも、フィラーワイヤを電極としてアークを発生させ、開先部の母材を溶融させつつ、フィラーワイヤを溶融させ、開先部分に溶接金属を充填して突合わせ部を溶接するものである。
【0003】
図6により、従来の狭開先溶接方法について略述する。
【0004】
図中、1,2は溶接される母材であり、母材1,2はI型狭開先3を介して突合わされている。又、4は前記I型狭開先3の下端開口を閉塞する裏当て板、5はトーチである。
【0005】
該トーチ5にはワイヤドラム6から送出されたフィラーワイヤ7が供給され、又該フィラーワイヤ7は供給途中に設けられたワイヤ矯正装置8によって、前記フィラーワイヤ7の巻癖が矯正され直線ワイヤとして前記トーチ5に供給される。
【0006】
該トーチ5から前記フィラーワイヤ7に溶接電流が給電され、該フィラーワイヤ7の下端にアーク9が発生され、又前記トーチ5の先端からシールドガス11が噴出され、前記フィラーワイヤ7、前記母材1,2が溶融される。又、前記トーチ5は紙面に対して垂直な方向に移動(パス)される。パスが繰返され、前記I型狭開先3に溶接金属12が多層に充填され、前記母材1,2が突合わせ溶接される。
【0007】
該母材1,2の板厚が厚くなると、前記I型狭開先3に挿入される前記フィラーワイヤ7の突出し長さLも長くなる。又、前記フィラーワイヤ7は前記ワイヤ矯正装置8により巻癖が矯正されているが、完全には除去されてなく、前記フィラーワイヤ7の先端は供給に合わせてふらつく。
【0008】
該フィラーワイヤ7がふらつくことで、アーク9が不安定となり、融合不良の原因となる。又、前記フィラーワイヤ7の途中が前記母材1,2の端面に接近し、或は接触すると、前記フィラーワイヤ7の先端ではなく途中にアークが発生し、或は前記母材1,2の端面に付着したスパッタとの間にアークが発生することがあり、この場合、溶接部にボイドが発生することがあり溶接欠陥となる。
【0009】
この為、前記I型狭開先3のギャップGは、前記フィラーワイヤ7のふらつきを考慮した値となっており、例えば該フィラーワイヤ7の線径が1.6mmの場合、ギャップGは8mm〜12mmと前記フィラーワイヤ7の線径に対して充分大きな値に設定されていた。
【0010】
然し乍ら、ギャップGが大きいと、前記I型狭開先3に充填する溶接金属が多くなり、入熱量も大きく、前記母材1,2の熱影響部が大きくなり、母材溶接部の靭性低下の原因となる。又、溶接金属の量が多いことで、パス数が増え、溶接時間も長くなり、溶接コスト低減を阻害する要因となっていた。
【0011】
【特許文献1】特開2007−69231号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は斯かる実情に鑑み、I型狭開先のギャップを小さくして狭開先溶接を可能とし、溶接品質の向上、又溶接コストの低減を図るものである。
【課題を解決するための手段】
【0013】
本発明は、厚板を狭開先で突合わせ溶接する狭開先溶接方法に於いて、トーチから突出されたフィラーワイヤを開先内部でガイドしつつ溶接を行う狭開先溶接方法に係るものである。
【0014】
又本発明は、前記フィラーワイヤは耐熱絶縁材で形成された溝を挿通することでガイドされる狭開先溶接方法に係り、又前記フィラーワイヤは、前記溝内を前記フィラーワイヤの軸心方向に移動し、開先幅方向の変位が制限される様ガイドされる狭開先溶接方法に係り、更に又前記フィラーワイヤは、前記溝内を開先幅に対して直角方向に移動しつつ、開先幅方向の変位が制限される様ガイドされる狭開先溶接方法に係るものである。
【0015】
又本発明は、トーチが支持される走行台車にワイヤガイドが設けられ、該ワイヤガイドは耐熱絶縁材で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤは前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドする溶接装置に係るものである。
【0016】
又本発明は、前記ワイヤガイドは、前記トーチに対し前記フィラーワイヤの軸心方向に位置を調整可能に設けられた溶接装置に係り、又前記ワイヤガイドは走行台車に固定され、前記トーチは傾斜した状態で前記走行台車に支持され、該トーチから延出する前記フィラーワイヤの先端が溶接箇所の移動に対応して変位する様、前記走行台車に相対変位可能に設けられた溶接装置に係り、更に又前記ワイヤガイドは、前記走行台車に取付けられる支持片と該支持片を挾んで設けられる一対の前記耐熱絶縁材のワイヤガイド片で構成され、前記ガイド溝は前記ワイヤガイド片間に形成される溶接装置に係るものである。
【発明の効果】
【0017】
本発明によれば、厚板を狭開先で突合わせ溶接する狭開先溶接方法に於いて、トーチから突出されたフィラーワイヤを開先内部でガイドしつつ溶接を行うので、フィラーワイヤが開先内部でふらつくことがなく、アークが安定し、又開先幅を狭くできるので、溶接金属の量を少なくでき、入熱量が減少し、母材の劣化を防止でき、又溶接パス数を少なくでき溶接コストの低減を図り得る。
【0018】
又本発明によれば、トーチが支持される走行台車にワイヤガイドが設けられ、該ワイヤガイドは耐熱絶縁材で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤは前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドするので、フィラーワイヤが開先内部でふらつくことがなく、アークが安定し、又開先幅を狭くできるので、溶接金属の量を少なくでき、入熱量が減少し、母材の劣化を防止でき、又溶接パス数を少なくでき溶接コストの低減を図り得るという優れた効果を発揮する。
【発明を実施するための最良の形態】
【0019】
以下、図面を参照しつつ本発明を実施する為の最良の形態を説明する。
【0020】
図1〜図4に於いて、本発明の第1の実施の形態について説明する。
【0021】
第1の実施の形態は、本発明を下向き溶接に実施した場合を示している。尚、図1〜図4中、図6中で示したものと同一のものには同符号を付し、その説明を省略する。
【0022】
母材1,2の表面と平行に台車レール15が設けられ、該台車レール15に走行台車16が走行可能に設けられている。該走行台車16にはトーチ5が支持され、ワイヤガイド17が取付けられている。前記トーチ5と前記ワイヤガイド17とは前記走行台車16の走行により開先の長手方向に一体となって移動可能である。
【0023】
該ワイヤガイド17を、図3、図4により説明する。
【0024】
金属製の支持片19の両面に、ワイヤガイド片21,21が固着される。前記支持片19の材質は金属であり、前記ワイヤガイド片21は耐熱絶縁材、例えばセラミック材が使用される。セラミック材としては、例えばAl2 O3 、BN等が挙げられる。
【0025】
前記支持片19の板厚は、前記フィラーワイヤ7の線径が1.6mmであるならば、2mmとされ、前記ワイヤガイド片21,21とは前記支持片19の板厚分だけ間隙を生じ、前記ワイヤガイド片21,21との間を前記フィラーワイヤ7が通過する様になっている。又、前記ワイヤガイド片21としては、板厚が2mmのものが選択される。
【0026】
又、前記ワイヤガイド片21,21の外寸は、前記I型狭開先3のギャップGより、若干小さくなっており、前記ワイヤガイド片21が前記I型狭開先3内を移動するに支障ない様になっている。
【0027】
又、前記ワイヤガイド17は、ボルト22によって前記走行台車16に固定され、又前記支持片19のボルト孔23は上下方向に長孔となっており、前記ワイヤガイド17は上下方向に位置が調整可能である。前記ワイヤガイド17は、1パス毎に前記溶接金属12が盛られた量だけ上方に位置を移動され、多数パスの突合わせ溶接に対応が可能となっている。
【0028】
尚、突出し長さL′が一定となる様、前記ワイヤガイド17の位置を自動的に調整する様にしてもよい。
【0029】
以下、本発明の作用について説明する。
【0030】
母材1,2間に形成されるI型狭開先3のギャップGは、前記ワイヤガイド片21,21の外寸より若干大きく設定される。又、該ワイヤガイド片21,21は、前記I型狭開先3の内部に挿入され、前記ワイヤガイド片21の下端からの前記フィラーワイヤ7の突出し長さがL′となる様に支持される。又前記突出し長さL′は、アーク発生に支障ない程度突出していればよく、僅かでよい。この為、前記フィラーワイヤ7に巻癖が残っていたとしても、前記フィラーワイヤ7の先端部にふらつきは生じない。従って、アークは安定する。
【0031】
アークを発生させ、前記フィラーワイヤ7を所定の割合で供給し、溶接金属12を盛上げながら、前記走行台車16を走行させることで、一層についての溶接が行われ、前記溶接金属12の盛上げ量が、前記母材1,2の板厚になる迄パスが繰返され、突合わせ溶接が完了する。
【0032】
尚、前記ワイヤガイド17のトーチ5に対する位置は、1パス毎に盛上げ量だけ上昇した位置に調整されるが、前記突出し長さL′は一定である。1パス中、前記フィラーワイヤ7は溶幅と共に該フィラーワイヤ7の軸心方向に移動し、又前記I型狭開先3の幅方向の変位が制限され、前記フィラーワイヤ7と前記ワイヤガイド片21との位置関係に変化はない。
【0033】
溶接施工中、前記ワイヤガイド片21,21は、アークが形成されている空間を残置して、前記母材1,2の突合わせ端面を覆うことになるので、スパッタが突合わせ端面に付着することはない。又、スパッタと前記フィラーワイヤ7との間にアークが発生することもない。
【0034】
更に、前記フィラーワイヤ7の前記突出し長さL′は、前記母材1,2の板厚に関係なく、一定とすることができ、又前記I型狭開先3のギャップGは前記ワイヤガイド片21,21の外寸より決定され、板厚の増加と共にギャップGを増大させる必要はない。
【0035】
例えば、上記した様に前記支持片19の板厚を2mm、前記ワイヤガイド片21の板厚を2mmとすると、前記ワイヤガイド片21,21の外寸は6mmとなり、前記I型狭開先3のギャップGは、前記母材1,2の板厚が大きい場合でも、6mmより若干大きい程度である。従って、従来のギャップGが12mmであった場合に比べると、略半分の大きさでよいことになる。
【0036】
この為、前記溶接金属12が大幅に減少する。該溶接金属12の減少に伴い、溶接部への入熱量が大幅に減少し、前記母材1,2の熱影響部も減少する。又、パス数も少なくなり、溶接施工時間が大幅に減少する。而して、狭開先溶接の品質が向上し、又溶接コストが低減する。
【0037】
尚、上記したワイヤガイド17は前記支持片19を2枚の前記ワイヤガイド片21で挾んで、前記フィラーワイヤ7が挿通する溝を形成したが、厚板のワイヤガイド片21にガイド孔を穿設し、該ガイド孔にフィラーワイヤ7を挿通する様にしてもよい。
【0038】
図5は、本発明の第2の実施の形態を示し、第2の実施の形態は、本発明を立向き溶接に実施した場合を示している。尚、図5中、図1中で示したものと同一のものには同符号を付し、その説明を省略する。
【0039】
立向き溶接は、I型狭開先3が垂直となる様に母材1,2を垂直に立てた状態で実行される。
【0040】
台車レール15は前記母材1,2の表面と平行に垂直に設けられ、走行台車16は前記台車レール15に沿って上下方向に移動する。トーチ5は揺動装置25を介して前記走行台車16に設けられ、前記揺動装置25は前記トーチ5を前記走行台車16に対して相対的に上下方向に移動可能としている。
【0041】
該走行台車16の走行、前記揺動装置25による前記トーチ5の移動は、制御装置26によって制御される様になっている。
【0042】
ワイヤガイド17は前記走行台車16に水平に取付けられ、該走行台車16と一体に移動する様になっている。
【0043】
前記トーチ5は傾斜状態で前記走行台車16に支持され、フィラーワイヤ7も傾斜して溶接部迄延出する。前記揺動装置25により、前記トーチ5を前記走行台車16に対して上下移動させることで、前記フィラーワイヤ7の先端の位置が前記I型狭開先3の最深部(底)から上縁(母材1,2の表面)迄溶接部位に対応して移動し、前記I型狭開先3を水平方向に横切る様に該I型狭開先3に溶接金属12を盛ることができる。
【0044】
尚、前記トーチ5を水平軸心を中心に回転させ、或は該トーチ5の上下方向の移動、該トーチ5の回転の合成で前記フィラーワイヤ7の先端位置を最深部から上縁迄移動させてもよい。
【0045】
前記フィラーワイヤ7は前記ワイヤガイド17のワイヤガイド片21,21の間隙を貫通して延出するので、前記トーチ5からの突出し長さは、図示の如く、Lであるが、突出した基部が前記ワイヤガイド片21でガイドされているので、実質的には、前記ワイヤガイド片21から突出する部分のL′となる。
【0046】
従って、第2の実施の形態に於いても、前記フィラーワイヤ7の先端部にふらつきは生じない。従って、アークは安定し、又前記I型狭開先3のギャップGは前記ワイヤガイド片21,21の外寸と略等しくできる。
【0047】
1パス毎に前記走行台車16を上昇させ、前記I型狭開先3の上下方向の全長に亘って溶接を施工する。
【0048】
尚、前記ワイヤガイド17は、前記走行台車16に固定され、該走行台車16と前記ワイヤガイド17とは溶接が終了する迄位置関係に変動はない。又、前記ワイヤガイド片21と前記フィラーワイヤ7との位置関係は、1パスの間で前記ワイヤガイド片21,21間の間隙内を前記フィラーワイヤ7が移動し、前記I型狭開先3の幅方向には変位が拘束される状態となる。
【図面の簡単な説明】
【0049】
【図1】本発明の第1の実施の形態を示す概略説明図である。
【図2】図1のA矢視図である。
【図3】第1の実施の形態で用いられるワイヤガイドの側面図である。
【図4】該ワイヤガイドの平面図である。
【図5】本発明の第2の実施の形態を示す概略説明図である。
【図6】従来の狭開先溶接方法を示す説明図である。
【符号の説明】
【0050】
1 母材
2 母材
3 I型狭開先
5 トーチ
7 フィラーワイヤ
9 アーク
12 溶接金属
15 台車レール
16 走行台車
17 ワイヤガイド
19 支持片
21 ワイヤガイド片
25 揺動装置
26 制御装置
【特許請求の範囲】
【請求項1】
厚板を狭開先で突合わせ溶接する狭開先溶接方法に於いて、トーチから突出されたフィラーワイヤを開先内部でガイドしつつ溶接を行うことを特徴とする狭開先溶接方法。
【請求項2】
前記フィラーワイヤは耐熱絶縁材で形成された溝を挿通することでガイドされる請求項1の狭開先溶接方法。
【請求項3】
前記フィラーワイヤは、前記溝内を前記フィラーワイヤの軸心方向に移動し、開先幅方向の変位が制限される様ガイドされる請求項2の狭開先溶接方法。
【請求項4】
前記フィラーワイヤは、前記溝内を開先幅に対して直角方向に移動しつつ、開先幅方向の変位が制限される様ガイドされる請求項2の狭開先溶接方法。
【請求項5】
トーチが支持される走行台車にワイヤガイドが設けられ、該ワイヤガイドは耐熱絶縁材で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤは前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドすることを特徴とする溶接装置。
【請求項6】
前記ワイヤガイドは、前記トーチに対し前記フィラーワイヤの軸心方向に位置を調整可能に設けられた請求項5の溶接装置。
【請求項7】
前記ワイヤガイドは走行台車に固定され、前記トーチは傾斜した状態で前記走行台車に支持され、該トーチから延出する前記フィラーワイヤの先端が溶接箇所の移動に対応して変位する様、前記走行台車に相対変位可能に設けられた請求項5の溶接装置。
【請求項8】
前記ワイヤガイドは、前記走行台車に取付けられる支持片と該支持片を挾んで設けられる一対の前記耐熱絶縁材のワイヤガイド片で構成され、前記ガイド溝は前記ワイヤガイド片間に形成される請求項5〜請求項7のいずれか1つの溶接装置。
【請求項1】
厚板を狭開先で突合わせ溶接する狭開先溶接方法に於いて、トーチから突出されたフィラーワイヤを開先内部でガイドしつつ溶接を行うことを特徴とする狭開先溶接方法。
【請求項2】
前記フィラーワイヤは耐熱絶縁材で形成された溝を挿通することでガイドされる請求項1の狭開先溶接方法。
【請求項3】
前記フィラーワイヤは、前記溝内を前記フィラーワイヤの軸心方向に移動し、開先幅方向の変位が制限される様ガイドされる請求項2の狭開先溶接方法。
【請求項4】
前記フィラーワイヤは、前記溝内を開先幅に対して直角方向に移動しつつ、開先幅方向の変位が制限される様ガイドされる請求項2の狭開先溶接方法。
【請求項5】
トーチが支持される走行台車にワイヤガイドが設けられ、該ワイヤガイドは耐熱絶縁材で形成されるガイド溝を有し、前記トーチから突出するフィラーワイヤは前記ガイド溝を通して溶接部に到達する様前記ワイヤガイドにガイドされ、前記耐熱絶縁材は開先内部を移動可能であり、前記フィラーワイヤを開先内部で開先幅方向の変位を制限する様ガイドすることを特徴とする溶接装置。
【請求項6】
前記ワイヤガイドは、前記トーチに対し前記フィラーワイヤの軸心方向に位置を調整可能に設けられた請求項5の溶接装置。
【請求項7】
前記ワイヤガイドは走行台車に固定され、前記トーチは傾斜した状態で前記走行台車に支持され、該トーチから延出する前記フィラーワイヤの先端が溶接箇所の移動に対応して変位する様、前記走行台車に相対変位可能に設けられた請求項5の溶接装置。
【請求項8】
前記ワイヤガイドは、前記走行台車に取付けられる支持片と該支持片を挾んで設けられる一対の前記耐熱絶縁材のワイヤガイド片で構成され、前記ガイド溝は前記ワイヤガイド片間に形成される請求項5〜請求項7のいずれか1つの溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−297720(P2009−297720A)
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願番号】特願2008−151208(P2008−151208)
【出願日】平成20年6月10日(2008.6.10)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願日】平成20年6月10日(2008.6.10)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]