
狭開先継手の多層盛溶接方法
【課題】
厚板の開先継手の多層盛溶接の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させる。
【解決手段】
厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法。
厚板の開先継手の多層盛溶接の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させる。
【解決手段】
厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先継手の多層盛溶接方法に係わり、特に、溶接終了後の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させるのに有効な狭開先継手の多層盛溶接方法に関する。
【背景技術】
【0002】
原子力発電プラントや火力発電プラントの容器,配管,構成部品などの溶接構造物に用いられるオーステナイト系ステンレス鋼材は、溶接などによって結晶粒界にCr炭化物が析出し易く、結晶粒界近傍にCr欠乏層の形成により腐食に対する割れ感受性(材料の鋭敏化)が高くなることが知られている。また、溶接部分(溶接金属部及び隣接する熱影響部)には、高い引張残留応力が存在しており、高温水などの厳しい腐食環境下で使用されると、応力腐食割れが発生し易い。この応力腐食割れを防止するためには、前記材料の鋭敏化,引張応力,腐食環境の3因子の中から1つの因子を取り除く必要がある。このため、特に、高温水などの腐食環境下にさらされる溶接部分の表面及び近傍に残留する引張応力を圧縮応力に変化させる又は大幅低減させることが強く求められている。
【0003】
従来から溶接材部分の引張残留応力の低減に関する溶接方法や溶接装置が幾つか提案されている。例えば、特許文献1(特公昭53−38246号公報)に記載の配管系の熱処理方法では、溶接組み立て後の配管の内部に冷却水を存在させ、前記配管の外部を加熱して管内面と管外面との間に温度差を発生させ、管内面を引張降伏させ、管外面を圧縮降伏させることが提案されている。
【0004】
また、特許文献2(特開2001−141629号公報)に記載のオーステナイト系ステンレス鋼溶接部位の予防保全方法及び装置では、線状の溶接部位を追従しながら高周波加熱コイルを移動させ、この高周波加熱コイルによって溶接部位を応力降伏点の温度より高い温度まで加熱する手順と、過熱領域に冷却水を噴出して急速冷却する手順を有することが提案されている。
【0005】
一方、特許文献3(特表平9−512485号公報)に記載の金属部品を接合する方法及び装置では、選定速度(毎分127cm以上)で走行する電極先端のチップ近傍に溶接材を連続的に供給する段階と、前記チップからの放電電流によって溶接材料を開先内で連続的に溶融する段階と、溶接ビードを形成する段階とを有し、前記電極はチップに接合及び電気的に接続された非円形断面のブレードを有し、所定数の溶接パス全体で圧縮性のある最終残留応力状態を外部にヒートシンク媒体なしで生成して達成することが提案されている。
【0006】
また、特許文献4(特公昭62−19953号公報)に記載のオーステナイト系ステンレス鋼の狭開先継手の多層盛溶接方法では、開先最深部に近い側の層を、オーステナイト系溶加材を用いて溶着(溶接)し、前記層に隣接する外側の少なくとも1つの層をマルテンサイト系溶加材を用いて溶接することが提案されている。
【0007】
さらに、特許文献5(特開平11−138290号公報)に記載の溶接方法及び溶接材料では、溶接によって生成する溶接金属に溶接後の冷却過程でマルテンサイト変態を生じさせ、前記溶接金属が室温時においてマルテンサイト変態の開始温度(例えば250℃未満170度以下)時より膨張している状態にすることが提案されている。
【0008】
また、特許文献6(特開平9−253860号公報)に記載の高張力鋼のTIG溶接方法及びTIG溶接用ソリッドワイヤでは、全溶着金属のマルテンサイト変態開始温度が
400℃以下であり、ワイヤ全重量に対してNiが7.5〜12%を含有し、Cが0.1%以下、Hは2ppm 以下に規制されたソリッドワイヤを使用し、ワイヤ送り速度を5〜40g/分にして溶接することが提案されている。
【0009】
【特許文献1】特公昭53−38246号公報(特許第957324号)
【特許文献2】特開2001−141629号公報
【特許文献3】特表平9−512485号公報(特許第3215427号)
【特許文献4】特公昭62−19953号公報(特許第1415054号)
【特許文献5】特開平11−138290号公報(特許第3350726号)
【特許文献6】特開平9−253860号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記特許文献1の場合には、溶接組み立て時に生じていた配管内面の引張残留応力を圧縮残留応力に変化させるのに有効な方法であると考えられる。しかしながら、溶接設備と異なる大型の高周波加熱設備が必要であるばかりでなく、溶接完了後に、配管の内周部に冷却水を供給しながら外周部を高温加熱するための作業工数及び費用が必要になる。
【0011】
また、上記特許文献2の場合には、引張残留応力を低減するための工夫がされている。しかしながら、溶接完了後に、線状の溶接部位表面上を移動させる高周波コイルにより高温加熱し、過熱領域を冷却水の噴射により急速冷却しているため、移動式の加熱及び水冷設備が必要になると共に、この高温加熱及び急速冷却を実施するための作業工数及び費用が必要になる。
【0012】
一方、上記特許文献3の場合には、外部にヒートシンク媒体を使用せずに、熱効率の高い溶接施工及び狭い開先継手の伝導性自己冷却効果により、引張残留応力及び溶接ひずみを低減する工夫がされている。しかしながら、この引張残留応力を圧縮残留応力に変化させるまでに至らない可能性が高い。また、安価な円形断面のタングステン電極棒と異なる非円筒形(非円形断面)に成形した薄い電極を使用しているため、この薄い電極は、製作費が高価になり、また、開先内に挿入してアーク溶接する時に生じる電極先端の消耗に伴う電極交換費用もコスト高になる。開先内に供給して溶融させるワイヤ(溶加材)は、溶接対象の開先継手材と同じ組成のオーステナイト系ワイヤが使用され、このワイヤと異なるマルテンサイト系ワイヤは使用されていない。
【0013】
また、上記特許文献4の場合には、管内面の引張残留応力を低減するために、開先継手の材質と同質系のオーステナイト系ワイヤとマルテンサイト系ワイヤとを使い分けて溶接している。引張残留応力の低減に有効であるが、まだ引張応力が残留しており、圧縮応力に変化させるまでには至っていない。また、マルテンサイト系ワイヤは、開先内の中間層の溶接部分のみに使用されており、開先表面の最終層の溶接部分には使用されていない。さらに、開先継手の角度が広いため、板厚の厚い開先継手を溶接する場合には、溶接すべき開先断面積及び開先肩幅が増加し、1層1パスずつ積層する溶接が困難であり、1層多パスの多層盛溶接が必要になり、引張残留応力及び収縮変形が増す可能性が高い。溶接方法については、不明であるが、実施例から想定すると、非消耗性のタングステンを電極にするアーク溶接法ではなく、溶接ワイヤ(溶加材)を電極にするアーク溶接法の可能性が高い。
【0014】
また、上記特許文献5の場合には、溶接継手の疲労強度を向上するために、マルテンサイト変態を生じさせる溶接材料(溶接ワイヤに該当)を用いて溶接している。溶接対象は主に低合金鉄鋼材料(高張力鋼材など)の溶接構造物であり、材質が異なるオーステナイト系ステンレス鋼材の溶接に適用できない。また、溶接で生じる引張残留応力の低減箇所は、すみ肉継手やT継手や十字継手の溶接表面部分、又はX開先継手の両面溶接の表面部分であり、継手形状及び溶け込み形状が異なる狭開先継手のような片面溶接で求められている溶接裏面部分が対象ではない。さらに、溶接方法については、溶接ワイヤを電極にするアーク溶接法であり、非消耗性のタングステンを電極にするアーク溶接法ではない。
【0015】
また、上記特許文献6の場合には、高張力鋼の溶接割れの防止に有効であると考えられるが、材質の異なるステンレス鋼材の溶接に適用できない。
【0016】
この他にも、マルテンサイト変態を生じさせる溶接ワイヤを用いて溶接する溶接方法が幾つか提案されているが、主に高張力鋼材の溶接が対象であり、オーステナイト系ステンレス鋼材の溶接ではないようである。また、前記特許文献6と同様に、溶接で生じる引張残留応力の低減箇所は、溶接表面部分であり、継手形状及び溶け込み形状が異なる狭開先継手のような片面溶接で求められている溶接裏面部分が対象になっていない。
【0017】
本発明の目的は、厚板の開先継手に必要な開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を良好に施工すると共に、溶接終了後の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させるのに有効な狭開先継手の多層盛溶接方法を提供することにある。
【課題を解決するための手段】
【0018】
本願発明者らは、上記目的を達成するために、管部材又は平板部材を相互に突き合せた開先を片面から積層溶接する狭開先継手の多層盛溶接方法において、前記積層溶接は積層溶接の開始より部材厚さの1/5以上4/5以下の範囲に前記管部材又は平板部材と同種のワイヤを用いて行う第一の溶接工程と、前記第一の溶接工程後に残存部より溶接最終層までの範囲に前記管部材又は平板部材より小さい線膨張係数を有するワイヤを用いて行う第二の溶接工程とを有することを特徴とする多層盛溶接方法を提案する。
【発明の効果】
【0019】
本発明の狭開先継手の多層盛溶接方法によれば、2種類のワイヤを使い分けて積層溶接することより、表面側の溶接金属部に膨張作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができ、同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。その結果、残留応力腐食割れ防止,装置の長寿命化に寄与することができる。
【0020】
また、溶接すべき開先断面積を小さくでき、ワイヤの使用量を削減し、溶接工数を低減できる。
【発明を実施するための最良の形態】
【0021】
本発明は厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法において、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行い、その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことを特徴とする狭開先継手の多層盛溶接方法を提案する。
【0022】
また、本発明は、上記目的を達成するために、厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法において、前記開先底部の開先幅又はこの開先底部中央に挿入するインサート材の幅を含む開先幅を最小で4mm以上、最大で8mm以下の寸法に予め形成すると共に、開先上面部までの片面角度を10°以下の狭い開先形状に形成し、多層盛溶接を施工する時に、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行い、その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行う、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことを特徴とする狭開先継手の多層盛溶接方法を提案する。
【0023】
また、本発明は、上記目的を達成するために、厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法において、前記開先底部の開先幅又はこの開先底部中央に挿入するインサート材の幅を含む開先幅を最小で4mm以上、最大で8mm以下の寸法に予め形成すると共に、開先上面部までの片面角度を10°以下の狭い開先形状に形成し、この狭い開先内を溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでの溶接施工では、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、前記開先幅より細径の円形断面形状を有する非消耗性の電極を開先内に挿入し、あるいはこの電極径より太径の電極下部の横幅を前記開先幅より狭い偏平形状に形成した非消耗性の電極か、又は前記開先幅より狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を開先内に挿入し、この挿入した電極先端に発生させるアーク中及びこのアーク直下に形成する溶融プール中に前記オーステナイト系ワイヤを送給して溶融させ、開先底部の前記初層裏波溶接から順番に1層1パスずつ積層するにように非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行い、その後に積層すべき開先上面部までの溶接施工では、少なくとも前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換し、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、この交換した前記ワイヤを前記アーク中及びこのアーク直下に形成する溶融プール中に送給して溶融させ、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に1層1パスずつ積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行う、あるいは前記1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層する、あるいは最終層の溶接パスを3パスに増して積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことを特徴とする狭開先継手の多層盛溶接方法を提案する。
【0024】
また、前記開先継手の開先底部中央にインサート材を表面側及び裏面側に各々突き出すように予め設け、このインサート材は、前記開先継手材と同質材のオーステナイト系ステンレスからなるインサート材、あるいは前記開先継手材と同質材であって、化学組成の一つであるS(重量%)が前記開先継手材より高めの0.008〜0.015%含有しているインサート材を用い、本溶接の前記初層裏波溶接を施工する以前に、裏面側まで溶融しない浅い溶け込みの低入熱アーク及びワイヤ送りなしの仮付け条件を用いて、表面側の開先底部の継ぎ部とインサート材の突き出し部とが溶融接合するように仮付け溶接を行い、この仮付け溶接の終了後に、開先底部の裏面側に突き出している前記インサート材及び継ぎ部を溶融させ、裏面側の裏ビード幅が特定値の範囲に形成するように前記初層裏波溶接を行うこともできる。
【0025】
特に、前記初層裏波溶接の施工では、表面側の開先底部から裏面側まで完全溶け込み可能な入熱アークの初層溶接条件を用い、パルスアーク溶接中又は直流アーク溶接中に1つ以上の条件因子を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値の4〜7mmの範囲、好ましくは4〜6mmの範囲に形成するとよい。
【0026】
また、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接まで積層する溶接施工では、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換し、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用いると共に、前記溶接施工の以前に前記オーステナイト系ワイヤを用いて溶接施工した時の最後の溶接条件又はこの最後前の溶接条件よりも小さい入熱量の溶接条件に変更して使用し、あるいは前記最後の溶接条件又はこの最後前の溶接条件と同等の溶接条件を再使用して前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことができる。特に、前記マルテンサイト系ワイヤは、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤを用いるとよい。
【0027】
すなわち、本発明の狭開先継手の多層盛溶接方法では、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、例えば、高温水などの腐食環境下にさらされる内面側又は底面側の溶接裏面部及びこの溶接裏面部から所定の開先深さまで、開先継手材と同質系のオーステナイト系の溶接金属で確実に埋めることができる。
【0028】
その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。マルテンサイト系ワイヤは、溶接時の冷却過程でマルテンサイト変態を生じ、通常の室温(例えば20℃)時に、マルテンサイト変態の開始温度
(例えば100〜300℃)時よりも膨張した状態になる溶接金属であり、しかも、溶接対象のオーステナイト系ステンレス鋼の溶接継手材と融合性の良いマルテンサイト系のステンレスワイヤを用いるとよい。例えば、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤを用いればよい。
【0029】
さらに、上述した溶接施工で残留応力を改善できる結果、溶接完了後に、残留応力を除去するための高価な加熱処理装置を設けたり、加熱処理を行ったりする必要がなくなり、コスト低減を図ることができる。
【0030】
また、本発明の狭開先継手の多層盛溶接方法では、前記管部材又は平板部材を相互に突き合せた開先底部の開先幅又はこの開先底部中央に挿入するインサート材の幅を含む開先幅を最小で4mm以上、最大で8mm以下の寸法に予め形成すると共に、開先上面部までの片面角度を10°以下の狭い開先形状に形成することにより、溶接パス毎の入熱量,溶接熱による収縮変形を小さくできるばかりでなく、溶接すべき開先断面積を小さくでき、ワイヤの使用量の削減,溶接工数の低減を図ることができる。
【0031】
また、多層盛溶接を施工する時に、上述したように、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、例えば、高温水などの腐食環境下にさらされる内面側又は底面側の溶接裏面部及びこの溶接裏面部から所定の開先深さまで、開先継手材と同質系のオーステナイト系の溶接金属で確実に埋めることができる。その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。
【0032】
また、マルテンサイト系ワイヤの代わりに、インコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしてもよい。前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤ又はインコネル系ワイヤに交換して、前記開先内の残りの溶接から開先上面部まで積層溶接することにより、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅に低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。
【0033】
さらに、本発明の狭開先継手の多層盛溶接方法では、上述した狭い開先形状に形成し、この狭い開先内を溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでの溶接施工では、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、前記開先幅より細径の円形断面形状を有する非消耗性の電極を開先内に挿入し、あるいはこの電極径より太径の電極下部の横幅を前記開先幅より狭い偏平形状に形成した非消耗性の電極か、又は前記開先幅より狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を開先内に挿入し、この挿入した電極先端に発生させるアーク中及びこのアーク直下に形成する溶融プール中に前記オーステナイト系ワイヤを送給して溶融させ、開先底部の前記初層裏波溶接から順番に1層1パスずつ積層するように非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことにより、上述したように、高温水などの腐食環境下にさらされる内面側又は底面側の溶接裏面部及びこの溶接裏面部から所定の開先深さまで、開先継手材と同質系のオーステナイト系の溶接金属で確実に埋めることができ、溶接パス毎の溶接ビードを良好に積み重ねることができる。また、溶接パス毎の入熱量,溶接熱による収縮変形を小さくでき、溶接ワイヤの使用量の削減や溶接工数の低減を図ることができる。
【0034】
特に、細径の円形断面形状を有する非消耗性の電極の場合は、前記パルスアーク溶接又は直流アーク溶接に使用できるばかりでなく、安価に入手,丸電極棒の先端のみを簡便な電極研磨器で簡単に円錐加工でき、溶接使用で先端部の一部が消耗した時にも、消耗部の再加工や取り付け取り外し作業が容易で使い勝手が良い。また、太径の電極下部の横幅を前記開先幅より狭い偏平形状に形成した非消耗性の電極の場合には、偏平形状にするための製作費用を要するが、上述した丸電極棒とほぼ同様に、電極先端のみを簡便な電極研磨器によって簡単に円錐加工でき、取り付け取り外し作業も容易である。この他に、開先幅より狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を用いることも可能である。
【0035】
また、その後に前記積層すべき開先上面部までの溶接施工では、上述したように、オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して、1層パスずつ積層溶接することにより、溶接パス毎の溶接ビード(マルテンサイト系ワイヤの溶接金属)を開先上面部まで良好に積み重ねることができるばかりでなく、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えられる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、上述したように、溶接パス毎の入熱量,溶接熱による収縮変形を小さくでき、溶接ワイヤの使用量の削減や溶接工数の低減を図ることができる。さらに、1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層する、あるいは最終層を3パスに増して積層溶接することにより、1パスでは溶けにくくなる開先幅の壁面であっても、入熱アークが同一条件のまま又は少し低く抑制した条件でも開先幅の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得られる。さらに、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力を小さくできる。また、前記積層すべき開先上面部までの溶接施工では、マルテンサイト系ワイヤの代わりに、インコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して、上述したように、開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで1層パスずつ積層する、あるいはこの1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層する、あるいは最終層の溶接パスを3パスに増して積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことにより、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、1パスでは溶けにくくなる開先幅の壁面であっても、この開先幅の両壁面を確実に溶融できるばかりでなく、開先上面部まで良好な溶接結果を得ることができ、さらに、最終層の累計ビード幅をより広くできる。
【0036】
また、本発明の狭開先継手の多層盛溶接方法では、前記開先継手の開先底部中央にインサート材を表面側及び裏面側に各々突き出すように予め設け、このインサート材は、前記開先継手材と同質材のオーステナイト系ステンレスからなるインサート材、あるいは前記開先継手材と同質材であって、化学組成の一つであるS(重量%)が前記開先継手材より高めの0.008〜0.015%含有しているインサート材を用いることにより、開先底部の突き合せ部に生じ易い段違いやギャップの影響を緩和できるばかりでなく、初層裏波溶接で重要な裏面側に形成すべき裏ビード幅を確実に凸形状に形成できる。特に、前記Sの含有量が高めのインサート材を用いることにより、Sの含有量が少ない通常のインサート材使用の溶接時よりも、アーク形状が細く絞られ、深さ方向への溶融金属の対流及び溶け込みが促進し、10〜20%程度少ない溶接電流(又は入熱量)の溶接条件で裏面側に裏ビードが容易に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得られる。また、前記初層裏波溶接を施工する以前に、裏面側まで溶融しない浅い溶け込みの低入熱アーク及びワイヤ送りなしの仮付け条件を用いて、表面側の開先底部の継ぎ部とインサート材の突き出し部とが溶融接合するように仮付け溶接を行うことにより、溶接対象の開先継手を確実に接合固定でき、本溶接の初層裏波溶接時にワイヤ送りが容易になると共に、裏ビード形成への悪影響をなくすことができる。そして、この仮付け溶接の終了後に、開先底部の裏面側に突き出している前記インサート材及び継ぎ部を溶融させ、裏面側の裏ビード幅が特定値の範囲に形成するように前記初層裏波溶接を行うことにより、裏波溶接が比較的易しい下向き姿勢や立向き上進姿勢の溶接はもちろんのこと、高度な溶接技術を要する配管の全姿勢溶接,管材の横向き姿勢の溶接,平板材の上向き姿勢の溶接であっても、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。
【0037】
特に、前記初層裏波溶接の施工では、表面側の開先底部から裏面側まで完全溶け込み可能な入熱アークの初層溶接条件を用い、パルスアーク溶接中又は直流アーク溶接中に1つ以上の条件因子を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値の4〜7mmの範囲、好ましくは4〜6mmの範囲に形成するようにすることにより、溶接装置を操作する溶接者が代わっても個人差の影響がなくなり、裏面側に目標としている溶融プール幅及び裏ビード幅を前記特定値の適正範囲内に確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。調整又は制御すべき条件因子は、例えば、パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度,ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度であり、また、直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度である。裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値の4〜7mmの範囲、好ましくは4〜6mmの範囲内に形成するように、いずれか1つ以上の前記条件因子を調整又は制御すればよい。
【0038】
さらに、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接まで積層する溶接施工では、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換し、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用いると共に、前記溶接施工の以前に前記オーステナイト系ワイヤを用いて溶接施工した時の最後の溶接条件又はこの最後前の溶接条件よりも小さい入熱量の溶接条件に変更して使用し、あるいは前記最後の溶接条件又はこの最後前の溶接条件と同等の溶接条件を再使用して前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことにより、上述したように、溶接時の冷却過程でマルテンサイト変態及び膨張効果を有するマルテンサイト系ワイヤにて積層溶接された溶接金属部に生じる膨張作用及び張力によって、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。例えば、前記マルテンサイト系ワイヤは、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤを用いるとよい。また、このマルテンサイト系ステンレスワイヤの代わりに、開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤ又はインコネル系ワイヤに交換して前記積層溶接することにより、上述したように、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、溶接パス毎の入熱量を小さく抑制した溶接条件を用いることにより、パス毎の溶接及び累計の積層溶接で生じる溶接金属部及びこの周辺部の収縮変形やたわみ変形,熱影響部の領域を小さくできる。
【実施例】
【0039】
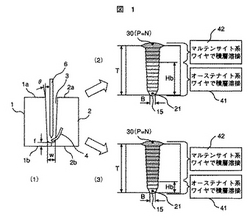
以下、本発明の内容について、図1〜図10の実施例に用いて具体的に説明する。図1は、本発明の狭開先継手の多層盛溶接方法の概要を示す一実施例であり、(1)は継手部材の狭い開先内に非消耗性の電極及びワイヤを挿入した状態の溶接前の開先断面、(2)はオーステナイト系ワイヤを用いて開先底部から板厚Tの3/5程度の高さHbまで積層溶接し、その後にマルテンサイト系ワイヤに交換して残りの部分から開先上面部まで積層溶接した時の溶接断面、(3)は(2)と同様に、オーステナイト系ワイヤを用いて板厚Tの1/4程度の浅い高さHbまで積層溶接し、その後にマルテンサイト系ワイヤに交換して残りの深い部分から開先上面部まで積層溶接した時の溶接断面である。この開先継手部材1,2は、開先裏面1b,2b側に裏ビード15を形成させると共に、開先表面1a,2a側の開先上面部まで積層する多層盛溶接が必要な容器や配管や案内管など厚板の管部材又は厚板の平板部材を突き合せた狭い開先継手である。特に、原子力発電プラント,火力発電プラント,化学プラントなどで使用されるオーステナイト系のステンレス鋼材からなる狭開先継手であって、多層盛溶接の施工によって裏面側の溶接部分(裏ビード15部分)に残留する応力を圧縮応力に変化させることが重要である。
【0040】
図1(1)に示すように、狭い開先継手部材1,2の開先内3に非消耗性の電極6とこの電極6先端に点弧するアーク10で溶融させるワイヤとを挿入して溶接を施工する。この非消耗性の電極6は、例えばLa2O3入りW,Y2O3入りW,ThO2 入りWなどの高融点材のタングステンを主成分とする市販品の丸電極棒を用いればよい。本溶接試験によれば、太径電極の横幅を狭く偏平形状に加工しなくても、開先内3に挿入可能な細径の丸電極6(例えば外径φ1.6,φ2.4の電極棒の先端のみを円錐形状に加工)であっても、図示していないシールドガス流入の雰囲気内で、この丸電極6先端と開先底部との間に発生させるアーク10が開先内3の壁面側にはい上がることなく、溶融すべき開先底部の部分に前記アークを安定に保持できる。開先内3に挿入可能な細径の丸電極は、安価に入手できると共に、丸電極棒の先端のみを簡便な電極研磨器で簡単に円錐加工でき、消耗時の再加工,溶接トーチへの取り付け取り外し作業が容易で使い勝手が優れている。また、この細径の丸電極6の代わりに、太径の電極下部の横幅を開先幅wより狭い偏平形状に形成した非消耗性の電極、あるいは開先幅wより狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を用いて溶接を行うことも可能である。偏平形状の電極は、太径の丸電極下部の横幅を偏平形状に加工するための製作費用を要するが、上述した丸電極とほぼ同様に、電極先端のみを簡便な電極研磨器によって簡単に円錐加工でき、溶接トーチへの取り付け取り外し作業容易である。
【0041】
裏ビード形成が必要な初層裏波溶接(裏ビード形成工程)では、裏面側まで溶融可能な入熱アークの初層条件を出力させ、図1(2)(3)に示すように、開先底部の裏面側に裏ビード15の幅が特定値の4〜7mmの範囲、好ましくは4〜6mm(5±1mm)の範囲に形成するように施工することにより、裏波溶接が比較的易しい下向き姿勢や立向き上進姿勢の溶接はもちろんのこと、高度な溶接技術を要する配管の全姿勢溶接,管材の横向き姿勢の溶接,平板材の上向き姿勢の溶接であっても、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。なお、この初層裏波溶接については、図6及び図7にて詳細に説明する。
【0042】
また、開先裏面1b,2bから累計の積層ビード高さHbが所定範囲に到達するまでは、図1 (2)(3) に示したように、開先継手の部材1,2の材質(例えば、SUS304系,SUS316系)と同質系のオーステナイト系ワイヤ(例えば、外径がφ0.8 〜
φ1.2 で、SUS304系かSUS308系,SUS316系の市販ワイヤ)を用い、開先内3で溶融させて1層1パスずつ積層溶接するようにしている。なお、前記開先継手部材1,2の材質が異なる他のオーステナイト系ステンレス(例えば、SUS309系,SUS321系など)の場合には、この継手部材の材質に合った同質系のオーステナイト系ワイヤを用いればよい。
【0043】
この積層溶接の終了後に、前記オーステナイト系ワイヤと異なるマルテンサイト変態を有するマルテンサイト系ワイヤに交換し、開先内3の残りの溶接部分から開先上面部の最終層(ビード断面30)まで、前記交換したマルテンサイト系ワイヤを開先内のアーク溶接部分に送給及び溶融させて1層1パスずつ積層溶接するようにしている。このように第2の積層溶接工程で積層溶接することにより、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。前記マルテンサイト系ワイヤは、溶接時の冷却過程でマルテンサイト変態を生じ、通常の室温(例えば20℃)時に、マルテンサイト変態の開始温度(例えば100〜300℃)時よりも膨張した状態になる溶接金属であり、しかも、溶接対象のオーステナイト系ステンレス鋼の溶接継手材と融合性の良いマルテンサイト系のステンレスワイヤを用いるとよい。例えば、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤ(外径がφ0.8〜φ1.2のワイヤ)を用いればよい。
【0044】
また、マルテンサイト系ワイヤの代わりに、例えば、インコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、この交換した前記ワイヤを前記アーク中及びこのアーク直下に形成する溶融プール中(アーク溶接部分)に送給して溶融させ、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に1層1パスずつ積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしてもよい。このように第2の積層溶接工程で積層溶接することにより、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。
【0045】
また、非消耗電極方式のパルスアーク溶接を行う場合には、溶接毎に出力すべき高いピーク電流と低いベース電流とを交互に繰り返すパルス周波数を最小で1Hz以上、最大で500Hz以下、好ましくは150Hz以下の範囲で使用する1つ以上の特定値を定め、あるいは大別した3つの前記溶接工程で異なる複数の特定値を定めるとよい。この定めたパルス周波数のパルスアークを溶接毎に出力させて、前記裏ビード形成工程で仮付け溶接を含む初層裏波溶接を行い、その後に、前記第1の積層溶接工程で特定範囲の積層ビード高さまで積層する積層溶接を行い、次の前記第2の積層溶接工程で開先内の残り部分の溶接から開先上面部の最終層溶接まで積層する積層溶接を行うことにより、開先底部から初層裏波溶接から開先上面部の最終層溶接まで良好に積層溶接できる。また、目標とする特定値のパルス周波数のパルスアークを所望の溶接工程及び溶接パスで確実に出力できるばかりでなく、直流アーク溶接で出力させる平均電流と同じ平均電流であっても、アーク力及び指向力を強くでき、開先内の両壁面部及び開先底面部の溶融,溶け込み深さを促進できる。なお、パルスアーク溶接時のパルス周波数が最も低い約1Hz(パルス周期時間:1s)の場合は、例えば、溶接速度が90mm/min 以上の速度領域で溶接ビードのリップル形状(貝殻模様のような波目)が約1.5mm 以上に荒くなり易い。一方、パルス周波数が高い約300Hz,約500Hzの場合には、パルス周期時間が極端に短くなるため、給電ケーブルの延長(例えば10倍の100mm以上に延長)が必要な時に、このケーブル延長に伴うリアクタの増加によって、矩形状のピーク電流波形が台形状や三角形状に変化するので、事前にピーク電流値を少し高めに補正することが望ましい。このパルス周波数を約150Hz以下に下げた場合には、例えば、給電ケーブルを100mまで長く延長しても、ほぼ矩形状のピーク電流波形を出力することが可能である。
【0046】
また、前記オーステナイト系ワイヤを用いて溶接すべき累計の積層ビード高さHbは、開先裏面1b,2bより板厚Tの1/5以上から4/5以下の範囲にするとよい。あるいは開先表面1a,2aより残存する開先深さHが板厚Tの1/5以上から4/5以下の範囲とできる。なお、オーステナイト系ワイヤを用いて溶接すべき累計の積層ビード高さ
Hbが板厚Tの1/5より小さ過ぎる又は残存する開先深さHが板厚Tの4/5より大き過ぎると、腐食環境下にさらされる溶接裏面部分の耐食性保持,腐食進行の防止を損なうおそれがあって好ましくない。前記積層ビード高さHbの最小値は、板厚の大小によって変化するが、少なくとも2層目の溶接ビード高さまではオーステナイト系ワイヤを用いて溶接施工することが好ましい。一方、オーステナイト系ワイヤを用いて溶接すべき累計の積層ビード高さHbが板厚Tの4/5より大き過ぎる又は残存する開先深さHが板厚Tの1/5より小さ過ぎると、その後に、前記マルテンサイト系ワイヤに交換して最終層まで積層溶接すべき部分が少な過ぎるため、室温時の溶接金属部に生じさせる膨張効果及び張力が相対的に低下し、反対側の最も離れた溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができなくなって好ましくない。また、前記マルテンサイト系ワイヤの代わりに、インコネル系ワイヤ又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤを用いる場合も、最終層まで積層溶接すべき部分が少な過ぎることになるので好ましくない。
【0047】
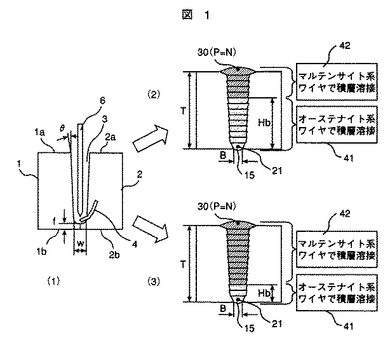
図2は、本発明の狭開先継手の多層盛溶接方法の概要を示す他の一実施例であり、(1)は特定範囲の積層ビード高さHbに到達するまで、オーステナイ系ワイヤを用いて積層溶接した後に、オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層溶接した時の断面、(2)は最終層の溶接パスを3パスに増して積層溶接した時の断面である。ここでは、例えば、開先底部から板厚Tの3/5程度の高さHbまで、開先継手の部材1,2と同質系のオーステナイト系ワイヤを開先内3で溶融させて積層溶接している。そして、この積層溶接の終了後に、前記オーステナイト系ワイヤと異なるマルテンサイト変態を有するマルテンサイト系ワイヤに交換して用い、この交換したマルテンサイト系ステンレスワイヤを前記開先内のアーク溶接部分に送給及び溶融させて、図2(1)(2)に示すように、開先内の残り部分の溶接から開先上面部の最終層溶接まで1層1パスずつ積層溶接する、あるいは1層1パスずつ積層する途中で必要に応じて開先左右に振分けて1層2パスずつ積層溶接する、あるいは最終層の溶接パスを3パスに増して積層溶接するようにしている。
【0048】
このように積層溶接することにより、1パスでは溶けにくくなる開先幅の壁面であっても、入熱アークが同一条件のまま又は少し低く抑制した条件でも開先幅の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得ることができる。また、高いピーク電流と低いベース電流を交互に出力させるパルスアーク溶接を行うことにより、直流アーク溶接で出力させる平均電流と同じ平均電流であっても、アーク力及び指向力を強くでき、開先内の両壁面部及び開先底面部の溶融、溶け込み深さを促進できる。また、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができ、同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0049】
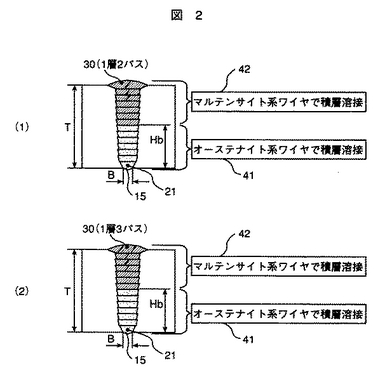
図3は、本発明の狭開先継手の多層盛溶接方法の概要を示すもう一つ別の一実施例であり、図2との主な相違点は、前記マルテンサイト系ワイヤの代わりに、インコネル系ワイヤ又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤを用いて積層溶接することである。すなわち、この交換した前記インコネル系ワイヤ又は線膨張係数の小さい他のオーステナイト系ワイヤを開先内3のアーク溶接部分に送給及び溶融させて、図3(1)(2)に示すように、1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ最終層の溶接まで積層溶接する、あるいは最終層の溶接パスを3パスに増して積層溶接している。
【0050】
このように積層溶接することにより、上述したように、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、1パスでは溶けにくくなる開先幅の壁面であっても、上述したように、入熱アークが同一条件のまま又は少し低く抑制した条件でも開先幅の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得ることができる。さらに、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0051】
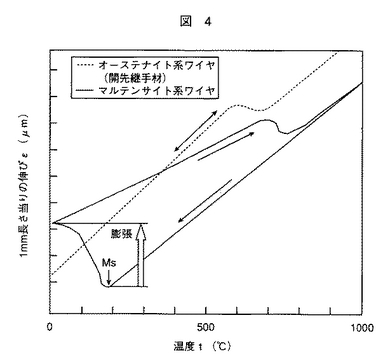
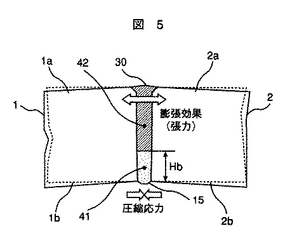
図4は、図1及び図2に示した多層盛溶接方法に使用するマルテンサイト系ワイヤと、オーステナイト系ワイヤ(又はこのワイヤと同質係の開先継手材)とにおける温度と伸び(1mm長さ当りの伸び)との関係を模式的に示す説明図である。また、図5は、マルテンサイト系ワイヤで積層溶接した溶接断面の上位部分に生じる膨張効果による張力とオーステナイト系ワイヤで積層溶接した溶接断面の裏面部分に生じる圧縮応力との関係を模式的に示す説明図である。図4に示すように、オーステナイト系ワイヤ(又はオーステナイト系ステンレス鋼の開先継手材)の場合は、点線で示すように、温度変化(上昇時と下降時)に対する伸び曲線が同一線上を行き来するように変化している。これに対して、マルテンサイト変態を有するマルテンサイト系ワイヤの場合には、実線で示すように、温度上昇時の伸び曲線と温度下降時の伸び曲線とが異なるように変化している。特に、温度下降時の過程(高温領域から冷却する過程)で、マルテンサイト変態が生じ、冷却後の室温時(約20℃)に、マルテンサイト変態の開始温度Ms時より膨張した状態になることを示している。
【0052】
本発明の狭開先継手の多層盛溶接方法では、図4に示した温度変化に対する伸び曲線が異なる2種類のワイヤを使い分けて積層溶接を施工している。すなわち、図5に示すように、前記オーステナイト系ワイヤを用いて開先底部側を積層溶接し、その後に、マルテンサイト変態を有する前記マルテンサイト系ワイヤを用いて、開先内の残り部分から開先上面部の最終層まで積層溶接している。このように2種類のワイヤを使い分けて積層溶接することにより、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。前記マルテンサイト系ワイヤは、オーステナイト系ステンレス鋼の溶接継手材と融合性の良いマルテンサイト系のステンレスワイヤであって、上述したように、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤ(外径がφ0.8〜φ1.2のワイヤ)を用いればよい。また、前記マルテンサイト系ワイヤの代わりに、上述したように、インコネル系ワイヤ又は開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤを用いることもできる。
【0053】
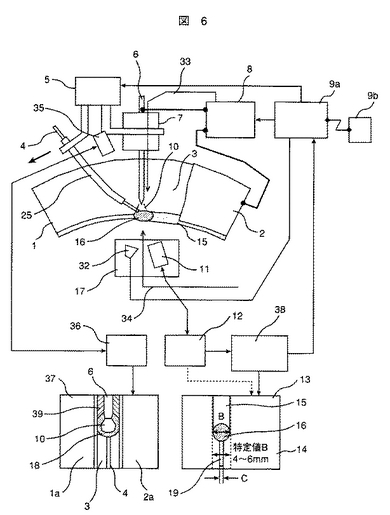
図6は、本発明の狭開先継手の多層盛溶接方法に係わる溶接装置の一実施を示す概略構成図である。溶接対象の開先継手部材1,2は、厚板のオーステナイト系ステンレス鋼からなる容器や配管や案内管などの管部材であり、開先底部の裏面側に裏ビード15形成
(完全溶け込み)を有する初層裏波溶接、開先上部までの多層盛溶接が必要な狭開先継手ある。また、前記管部材と異なる形状製品の平板部材の狭開先継手であってもよい。図6に示す実施例では、レール上を走行する溶接台車5に搭載されている溶接トーチ7(TIGトーチ)に装着した非消耗性の電極6と、ワイヤ4を案内するワイヤホルダ25の両方とを開先内3に挿入し、シールドガス33の流入雰囲気で発生させるアーク10中及び溶融プール中にワイヤ4を送給し、開先底部の裏面側に裏ビード15を形成させる初層裏波溶接を行っている状況を示している。表面側の溶接部に流入するシールドガス33は、不活性の純Arガス、あるいはAr+数パーセントH2 入りの混合ガス又はAr+数十パーセントHe入りの混合ガスを使用すればよい。これらの混合ガスを使用すると、純Arガスと比べてエネルギ密度やアークの集中性が高まり、溶融状態及び溶け込みを良くでき、溶接速度も上げることができる。
【0054】
TIG溶接電源8は、前記溶接トーチ7先端の電極6と開先継手部材1,2との間に接続されており、溶接モードを選択するスイッチによってパルスアーク溶接又は直流アーク溶接の切り換えが可能な溶接電源である。パルスアーク溶接を選択した場合は、このパルスアーク溶接の給電に必要なピーク電流とベース電流,アーク電圧などの各条件値を任意に出力でき、また、パルス周波数の任意変更(例えば1Hz〜最大500Hz)もできるようになっている。パルスアーク溶接と異なる直流アーク溶接を選択した場合には、溶接電流(平均電流)に該当する所望の直流電流,アーク電圧(平均アーク電圧)を出力できる。
【0055】
溶接制御装置9aは、溶接トーチ7及びワイヤ4を搭載した溶接台車5の走行を指令制御し、TIG溶接電源8の出力を指令制御し、溶接トーチ7(電極6)の左右位置,上下位置を必要に応じて指令制御し、電極6先端部へのワイヤ4の供給、このワイヤ4の左右位置及び上下位置を必要に応じて調整し、さらに、開先継手部材1,2の裏面側に配備してある裏面側監視装置17を駆動するものである。操作ペンダント9bは、溶接制御装置9aに接続されており、溶接条件調整手段,トーチ位置及びワイヤ位置調整手段を内蔵している。操作ペンダント9bに内蔵されている溶接条件調整手段により、パルスアーク溶接時のピーク電流とそのピーク電流時間,ベース電流とそのベース電流時間、又はパルス周波数とピーク電流の時間比率,電極高さの制御(AVC制御)に使用するピーク電圧又はベース電圧又は平均アーク電圧,ピークワイヤ送りとベースワイヤ送り、溶接速度又はこの溶接速度に該当する走行速度の各条件値を設定したり、これらの条件値を溶接中に割り込んで調整したりできるようになっている。また、トーチ位置及びワイヤ位置調整手段により、前記溶接トーチ7の位置ずれや、省略しているワイヤ4の位置ずれを調整したりできるようになっている。
【0056】
また、直流アーク溶接を選択した場合には、前記溶接条件調整手段により、直流アーク溶接で出力すべき平均電流,電極高さの制御(AVC制御)に使用する平均アーク電圧又はアーク長,ワイヤ送り速度,溶接速度又はこの溶接速度に該当する走行速度の各条件値を設定したり、これらの条件値を溶接中に割り込んで調整したりできるようになっている。また、パルスアーク溶接の場合と同様に、トーチ位置及びワイヤ位置調整手段により、溶接トーチ7の位置ずれ、ワイヤ4の位置ずれを調整できるようになっている。また、前記操作ペンダント9bに内蔵している溶接条件調整手段は、仮付け溶接で出力すべき小入熱の仮付け条件,初層裏波溶接で出力すべき初層条件,特定の積層ビード高さまで積層溶接する施工で出力すべき複数の積層条件、その後に開先上面部の最終層まで積層溶接する施工で出力すべき複数の積層条件を設定,記憶及び再生が可能な機能を有している。この溶接条件調整手段に該当する機能を有する溶接データファイルや他の手段であってもよい。また、前記操作ペンダント9bは、溶接実行手段を兼用しており、前記溶接条件調整手段又はこの溶接条件調整手段に該当する溶接データファイルに予め設定された層別又はパス別の各溶接条件に基づいて、仮付け溶接,初層裏波溶接、その後2層目溶接、3層目から開先上面部の最終層までの各溶接が順番に実行できるようになっている。最終層まで積層溶接する手順については、図7にて説明する。
【0057】
また、溶接台車5には、表面側の溶接状態を監視するための第2のカメラ35を、溶接トーチ7とワイヤホルダ25との上部中間に配備している。この第2のカメラ35と一対のカメラ制御器36によって撮像する表面側の溶接状態の映像を第2の映像モニタ装置
37に画面表示して監視できるようにしている。前記第2のカメラ35,第2の映像モニタ装置37に該当する他の第2の映像手段,第2の映像表示手段であってもよい。前記第2の映像モニタ装置43の画面には、図6の左下段に示すように、開先表面1a,2a側から開先内3に挿入した電極6とワイヤ4,表側のアーク10及び溶融プール18、この溶融プール18及び電極6の後方に形成する表側の溶接ビードの状態を表示している。前記第2の映像モニタ装置37に画面表示する表面側の溶接状態の監視結果に基づいて、電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御することにより、電極6の位置ずれ(例えば左右方向の電極位置ずれ)やワイヤ4の位置ずれ(例えば左右方向,上下方向のワイヤ位置ずれ)をなくすことができる。また、溶接条件の因子も調整又は制御できる。
【0058】
一方、開先継手部材1,2の裏面側には、裏面側監視装置17を配備している。この裏面側監視装置17には、裏面側の溶融プール16及びこの周辺部を撮像する第1のカメラ11,この撮像周辺部を照らす照明手段32(例えば小径の照明ランプ)、前記裏面側の溶融プール16及びこの周辺部の裏ビード15を保護するためのバックシールドガス34(例えばArガス)を流すガス流出ボックスを装備している。また、第1の映像モニタ装置13は、図6の右下段に示すように、カメラ制御器12と一対の前記第1のカメラ11又はこの第1のカメラ11に該当する撮像手段によって撮像する裏面側の溶融プール16及びこの周辺部の映像をリアルタイムで画面表示するものである。同時に、この映像の大きさ又は溶融プール幅又はこの溶融プール近傍の裏ビード幅Bを示す寸法、初層裏波溶接で形成すべき裏面側の溶融プール幅又は裏ビード幅の適正範囲を示す特定値14を第1の映像モニタ装置13の画面内に表示するようにしている。第1の映像モニタ装置13は、これに該当する他の映像表示手段であってもよい。裏面側の溶融プール幅又は裏ビード幅を特定する適正範囲は、4〜7mm、好ましくは約4〜6mm(又は約5±1mm)であり、この適正範囲を特定した数値及びこの数値に該当する線引きライン(点線)又は寸法矢印を監視可能な状態に画面表示している。
【0059】
このように、前記第1の映像モニタ装置13の画面又はこの第1の映像モニタ装置13に該当する第1の映像表示手段の画面に直接表示することにより、初層裏波溶接で重要な裏面側の溶融プール及び裏ビードの形成状態や大きさ、裏面側に突き出ているインサート材19の溶融状態、特定値の裏ビード幅Bを映像として監視及び観察でき、溶接中の裏ビード幅が適正範囲に形成されているか否かを容易に判定できる。特に、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅Bの適正範囲を約4〜6mmに特定し、この特定値を前記第1の映像モニタ装置13の画面内に直接色分け表示して明瞭に監視可能な状態にする。その後に、裏面側の裏ビード幅Bが前記特定値の適正範囲に形成するように、初層溶接条件を出力させて前記パルスアーク溶接又は直流アーク溶接を行うことにより、溶接装置を操作する溶接者が代わっても個人差の影響がなくなり、裏面側に目標としている溶融プール幅及び裏ビード幅を適正範囲に確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。
【0060】
また、画像処理装置38は、裏面側のインサート材19を含む溶融プール16及びこの周辺部の画像を処理して、裏面側の溶融プール16の幅B又はこの溶融プール16近傍の裏ビード15幅Bをリアルタイムで検出し、また、インサート材の幅Cをも検出するものである。この画像処理装置38に該当する他の検出処理手段であってもよい。溶接制御装置9a側にリアルタイムで送信される検出データは、溶接制御装置9a内で複数の値を平均化する処理を順次行い、その平均化処理した検出値と目標の前記特定値とを比較及び判定処理する。そして、この判定処理の結果に基づいて、裏面側の溶融プールB幅又はこの溶融プール近傍の裏ビード幅Bが特定値の適正範囲(約4〜6mm又は約5±1mmの範囲)に形成するように、パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件因子、あるいは前記条件因子の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件因子を増減制御するようにしている。また、直流アーク溶接の場合には、平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件因子を増減制御するようにしている。
【0061】
例えば、前記画像処理装置38で検出する裏面側の溶融プール幅の検出値Bsが前記特定値の適正範囲より小さくなる状態(Bs<B1=4mm)であれば、ピーク電流Ip(パルスアーク溶接の時)や平均電流Ia(直流アーク溶接の時)を増加(Ip+ΔI又は
Ia+ΔI)させる。反対に、溶融プール幅の検出値Bsが前記特定値の適正範囲より大きくなる状態(Bs>B2=6mm)であれば、ピーク電流(パルスアーク溶接の時)や平均電流(直流アーク溶接の時)を減少(Ip−ΔI又はIa−ΔI)させるとよい。溶融プール幅の検出値Bsが適正範囲内の状態(例えばB1=4≦Bs≦B2=6mm)であれば、出力中の溶接条件をそのまま保持するとよい。
【0062】
このように、検出値の判定結果に基づいて条件因子を適正に増減制御することにより、アーク力及び入熱量の増減によって溶融プール幅及びその溶融プール近傍の裏ビード幅を適正範囲内に短時間で回復させられる。また、ピーク電流又はベース電流(パルスアーク溶接の時),平均電流(直流アーク溶接の時)の増減と同時に、ピーク電圧又は平均アーク電圧又はワイヤ送り速度を増減する制御を行うことにより、裏面側に目標としている溶融プール幅及び裏ビード幅を適正範囲に確実に形成できる。さらに、前記1つ以上の条件因子を増減調整又は増減制御すると共に、表面側の溶接状態の監視結果に基づいて、前記電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御することにより、電極6の位置ずれ(例えば左右方向の電極位置ずれ)やワイヤ4の位置ずれをなくし、蛇行や融合不良のない良好な裏ビード幅を特定値の適正範囲に形成できるばかりでなく、溶接者の負担を大幅に軽減でき、溶接品質の向上や生産性の向上を図ることができる。
【0063】
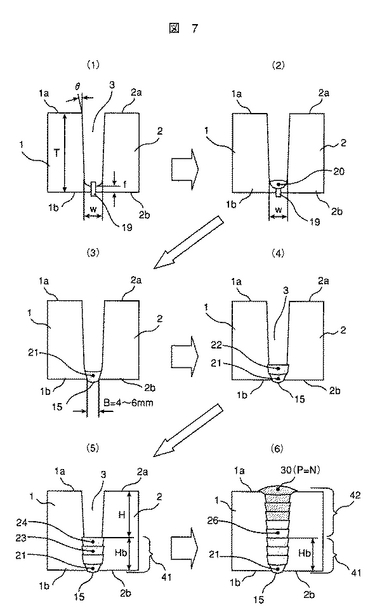
図7は、狭開先継手の溶接施工の概要を示すものであり、(1)は溶接前の断面、(2)は本溶接前に仮付け溶接した時の断面、(3)は本溶接1パス目で初層裏波溶接した時の断面、(4)は前記継手部材の材質と同質系のオーステナイト系ワイヤを用いて2パス目まで溶接した時の断面、(5)は累計の積層ビード高さHbが板厚Tの約2/5に到達するまで積層溶接した時の断面、(6)は前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤを用いて、開先内の残りの溶接部分から開先上面部の最終層まで積層溶接した時の断面である。この開先継手部材1,2は、上述したように、原子力発電プラントや火力発電プラントなどで使用される厚板のオーステナイト系ステンレス鋼からなる容器や配管や案内管などの管部材又は平板部材の溶接製品であり、開先底部の初層裏波溶接から開先上面部まで積層する溶接施工及び溶接部分に残留する引張応力の圧縮応力化又は大幅低減が必要な狭開先継手ある。
【0064】
この狭開先継手の一例では、図7(1)に示すように、開先底部の中央にインサート材19を表面側1a,2a及び裏面側1b,2bに各々突き出すように設けている。このインサート材19は、前記開先継手部材1,2の材質と同質系のオーステナイト系ステンレス鋼材である。このインサート材を設けることにより、裏面側に適正範囲(約4〜6mm)の裏ビード幅Bを確実に凸形状に形成できるばかりでなく、開先底部の突き合せ部に生じ易い段違いやギャップの影響を緩和できる。また、このインサート材19は、前記開先継手材と同質材であって、化学組成の一つであるS(重量%)が前記開先継手材より高めの0.008〜0.015%含有しているインサート材19を用いるとよい。特に、前記Sの含有量が高めの前記インサート材19を用いることにより、Sの含有量が少ない通常のインサート材19使用の溶接時よりも、アーク形状が細く絞られ、深さ方向への溶融金属の対流及び溶け込みが促進し、10〜20%程度少ない溶接電流(又は入熱量)の溶接条件で裏面側に裏ビード15が確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を得ることができる。なお、S(重量%)の含有量が0.015% を超えると、溶接割れの感受性が高まるので好ましくない。
【0065】
一方、インサート材19の幅を含む開先底部の開先幅wは、ここでは約6mmに設定した例を示しているが、例えば、最小値の約4mm又は約5mm、あるいは少し広めの約7mm又は最大値の約8mmの概略寸法、又はこれらの概略寸法に近い少数点含みの寸法(例えば約
5.3mm,6.4mm,7.5mm など)に予め形成するとよい。同時に、この狭開先継手の上部までの片面角度θを10°以下に形成(例えば、約2.5°,約5°,約7.5°,約
10°に形成)することにより、開先表面1a,2aの上部まで狭い開先内3を1層1パスずつ積層する多層盛溶接を確実に施工できる。また、溶接パス毎の入熱量や多層盛溶接の累計入熱量、溶接熱による収縮変形を従来溶接より大幅に低減できるばかりでなく、溶接すべき開先断面積を小さくでき、ワイヤの使用量の削減や溶接工数の低減を図ることもできる。なお、この片面角度θを広くした開先継手を多層盛溶接することは可能であるが、板厚T又は開先深さの増加と共に、溶接すべき開先断面積Aが増大(A=H2 *tanθ+H*w)するため、溶接パス数の増加や溶接作業時間の増加,累計入熱量及び収縮変形も増加することになる。これを抑制するべく、前記片面角度θを10°以下に限定した。開先底部のルートフェイスfについては、約1〜2.5mm の範囲に形成すること、好ましくは約1.5mm前後に形成することにより、裏面側まで容易に溶融させることができる。
【0066】
本実験によれば、前記インサート材19の幅を含む開先底部の開先幅wを4mm未満に形成すると、狭すぎるため、その開先内に挿入する電極6の外面と開先内3の壁面との隙間が極端に狭く、しかも、初層溶接及びその後の溶接による熱収縮によって開先幅全体が収縮し、開先壁面への電極6の接触やアーク発生が起こり易く、開先上部までの積層溶接が困難に至る。一方、開先底部の開先幅wが8mmを超えると、広すぎるため、開先面積の増加によって溶接パス数及びワイヤ使用量が増加し、溶接工数も増す結果となる。したがって、前記開先幅wは、上述したように、最小でも4mm以上、最大でも8mm以下の寸法に形成することが好ましい。なお、1層1パスずつ積層する溶接が途中で難しくなる場合には、図2及び図3に示したように、必要に応じて開先左右に振分けて1層2パスずつ積層溶接することにより、開先内の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得ることができる。さらに、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0067】
本溶接の初層裏波溶接の以前に行う仮付け溶接では、図7(2)に示すように、開先継手部材1,2の裏面側の継ぎ部及びインサート材19の突き出し部が溶融しない浅い溶け込みの低入熱アーク及びワイヤ送りなしの仮付け条件を出力させて、表面側1a,2aから開先底部の継ぎ部とインサート材19の突き出し部とを溶融接合するように、ワイヤ4送りなしの仮付け溶接を行うとよい。このように仮付け溶接することにより、裏面側まで溶融しない浅い溶け込みの溶接ビードが開先底部に良好に形成でき、溶接対象の開先継手を確実に接合固定できる。また、本溶接の初層裏波溶接時にワイヤ送りが容易になると共に、裏ビード形成への悪影響をなくすことができる。
【0068】
そして、本溶接で裏ビード15形成が必要な初層裏波溶接では、裏面側まで溶融させる入熱アークの初層条件を出力させ、図7(3)に示すように、裏面側まで完全に溶け込むように溶融させると共に、溶融プール幅又はこの溶融プール近傍の裏ビード15の幅Bが特定値の約4〜6mmの範囲(又は約5±1mmの範囲)に形成するようにしている。例えば、パルスアーク溶接の場合は、図6に示した第1の映像モニタ装置13に画面表示する裏面側の溶融プール16及びその溶融プール近傍の裏ビード15の状態や大きさを示す映像と、目標の裏ビード幅Bの適正範囲を示す特定値とを監視し、溶接中の裏ビード幅が前記特定値の範囲に形成するように、必要に応じてピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度,ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件因子を調整又は制御するとよい。初層溶接時のワイヤ送りは少量(例えば積層溶接時の半分以下)で充分である。また、直流アーク溶接の場合には、同様の裏ビード幅が前記特定値の範囲に形成するように、必要に応じて平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件因子を調整又は制御するとよい。
【0069】
例えば、溶融プール幅又は裏ビード幅が前記特定値の適正範囲より小さくなる又は大きくなる状態であれば、ピーク電流(パルスアーク溶接の時)や平均電流(直流アーク溶接の時)を増減調整すると、アーク力及び入熱量の増減によって溶融プール幅及びその溶融プール近傍の裏ビード幅を短時間で適正範囲内に回復させることができ、応答性の緩やかな溶接速度又は走行速度の調整より優位である。前記ピーク電流や前記平均電流の次に、ベース電流の増減調整かアーク長又はアーク電圧の調整が有効であり、裏ビード幅を適正範囲内に回復させる。また、ワイヤ送り速度の調整は、溶着金属の増減及び溶融プールの温度変化によって裏ビード幅と表面側のビード高さとの両方を微調整できる。さらに、表面側の前記電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御するとよい。
【0070】
本実験によれば、例えば、裏面側の溶融プール幅が約2.5mm 以下になると、裏ビードが形成したり、形成しなかったりする極めて不安定な状態になり、さらに小さくなると、全くでない溶融不足(裏ビードなし)の欠陥溶接の結果に至った。一方、裏面側の溶融プール幅が約7.5mm を超える大きさになると、下向き姿勢での裏ビード形状が1mm以上凸形状に盛り上り(下側に沈み込む形状)、反対に、上向き姿勢での裏ビード形状は1mm程度凹んでしまう結果になり、溶接姿勢の違いによって裏面側の裏ビードが凹凸形状に変化した。さらに、裏面側の溶融プール幅が約9mmを超えると、溶け落ちる欠陥溶接に至った。したがって、上述したように、裏面側の溶融プール幅及び裏ビード幅を4〜7mmの範囲、好ましくは4〜6mm(5±1mm)の範囲に特定して確実に形成させ、凹みのない凸形状でほぼ均一な裏ビードを得るようにしている。
【0071】
このように、裏面側の溶融プール幅及び裏ビード幅が前記特定値の適正範囲に形成するように、前記パルスアーク溶接又は直流アーク溶接を施工することにより、溶接装置を操作する溶接者が代わっても個人差の影響がなくなり、裏面側に目標としている溶融プール幅及び裏ビード幅を前記特定値の適正範囲に確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。特に、高度な溶接技術を要する配管の全姿勢溶接,管材の横向き姿勢の溶接,平板材の上向き姿勢の初層裏波溶接に適している。さらに、前記1つ以上の条件値を調整又は制御すると共に、表面側の前記電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御することにより、電極6の位置ずれ(例えば左右方向の電極位置ずれ)やワイヤ4の位置ずれをなくし、蛇行や融合不良のない良好な裏ビード幅を特定値の適正範囲に形成できる。ここでは少量のワイヤ送りを示したが、このワイヤ送りを停止(ワイヤなし)にして初層裏波溶接を実施することも可能である。また、ここでは開先継手部材1,2の開先底部中央にインサート材19を設ける溶接例を示したが、インサート材19なしの開先継手であっても、例えば、下向き姿勢や立向き上進姿勢で初層裏波溶接を実施すれば、裏面側に目標としている溶融プール幅及び裏ビード幅を適正範囲に形成でき、凸形状でほぼ均一な裏ビード幅を良好に得ることが可能である。次に、初層裏波溶接の終了後に行う2層目の溶接では、オーステナイト系ワイヤを使用すると共に、図7(4)に示すように、少なくとも初層溶接時に形成した前記裏ビード15を再溶融させない入熱条件に抑制した溶接条件(例えば、初層溶接条件の1/2〜2/3の入熱条件)に変更して、非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしている。このように2層目溶接の入熱を抑制して溶接することにより、裏ビードの再溶融が確実に防止できると共に、表面側に積層するビード高さを増すことができる。また、累計の積層ビード高さHbが3層目の溶接以降に到達するまで積層する溶接施工では、図7(5)に示すように、少なくとも初層の溶接条件、2層目の溶接条件と異なる積層条件であって、溶接パスに該当する複数の適正な溶接条件(例えば、4kJ/cm〜12kJ/cmの低い入熱条件又は平均溶接電流が約120A〜220Aのアーク条件)に変更して1層1パスずつ積層溶接するように、前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしている。又はほぼ一定の適正な溶接条件(例えば、約4kJ/cmか約6kJ/cmか約8kJ/cmか約10kJ/cmか約12kJ/cmに特定した低い入熱条件)に設定して積層溶接するように、前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うこともできる。ワイヤ送り量については、溶入熱条件に適した溶融可能なワイヤ量であり、例えば、形成すべきビード高さが0.5〜2.0mmの範囲内になるように送給するとよい。また、溶接中は、図6に示した第2の映像モニタ装置37に画面表示する表面側の溶接状態の監視結果に基づいて、電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御するとよい。このように第1の積層溶接を施工することにより、開先裏面から所定の積層ビード高さHbまでオーステナイト系ワイヤによる溶接金属で満たすことができる。
【0072】
そして、その後に開先上面部の最終層まで積層する溶接施工では、マルテンサイト変態を有するマルテンサイト系ワイヤに交換し、図7(6)に示すように、継続すべき開先内3の残りの溶接部分26から開先上面部の最終層まで1層1パスずつ積層溶接するようにしている。また、図2に示したように1層1パスずつ積層する途中で開先左右に振分けて1層2パスずつ積層溶接できる。さらに、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0073】
マルテンサイト系ワイヤを使用する積層溶接では、この積層溶接の以前にオーステナイト系ワイヤを使用して積層溶接した時の最後の溶接条件又はこの最後前の溶接条件よりも小さい入熱量の適正な溶接条件に変更して溶接することにより、開先上面部まで良好な溶接結果を得ることができるばかりでなく、溶接による収縮変形やたわみ変形、熱影響部の領域を小さくできる。あるいは前記最後の溶接条件又はこの最後前の溶接条件と同等の適正な溶接条件を再使用して溶接することにより、少ないパス数で積層できると共に、開先上面部まで良好な溶接結果を得ることができる。最終層の溶接(P=N)では、図7(6)に示したように開先表面1a,2aより少し盛り上る(例えは1mm程度の余盛り高さ)ように仕上げている。この最終層の溶接又は最終層の前層の溶接及び最終層の溶接では、溶接トーチ4を左右に揺動させるウィービング溶接を行うとよい。このウィービング溶接によって溶接ビードの両止端部の溶け込みを良くし、貝殻模様のような波目を有する良好な溶接ビード外観を得ることができる。
【0074】
このように2種類のワイヤを使い分けて各々積層溶接することにより、原子力発電プラント,火力発電プラントなどで使用される厚板の容器や配管などの管部材や平板部材の開先継手の完全溶け込み溶接及び残留応力低減が要求される溶接製品であっても、開先裏面部から開先上面部まで欠陥のない良好な溶接結果を得ることかできるばかりでなく、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、重要な開先底面側の溶接裏面部及びその近傍に残留する応力を圧縮応力に改善できる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、溶接パス毎の入熱量を小さく抑制した溶接条件を用いることにより、パス毎の溶接及び累計の積層溶接で生じる溶接金属部及びこの周辺部の収縮変形やたわみ変形,熱影響部の領域を小さくできる。なお、溶接継手の引張強度試験,曲げ強度試験を行った結果、母材破断による母材以上の高強度,ミクロ割れもない延性強度を有する良好な結果であった。
【0075】
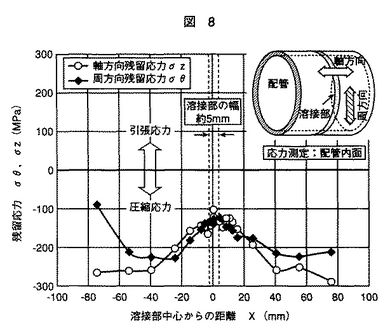
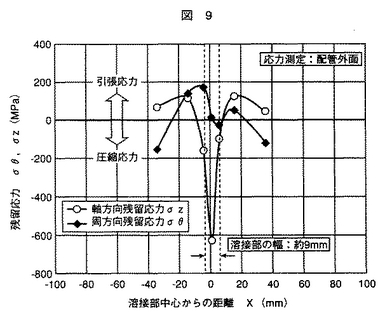
最後に、残留応力の測定結果について述べる。図8は、本発明の狭開先継手の多層盛溶接方法で施工した多層盛溶接構造物の1つである配管内面の残留応力測定結果の一例である。同様に、図9は、多層盛溶接構造物の1つである配管外面の残留応力測定結果の一例である。配管の材質がSUS316L系、外径が314mm、板厚が29.5mm 、開先深さが28mmである。溶接施工は、図1(3)及び図7で説明したように示したように、配管と同質系のオーステナイト系ワイヤ(SUS316L系)を用いて開先板厚Tの2/5程度の浅い高さまで積層溶接し、その後に、マルテンサイト変態を有するマルテンサイト系のステンレスワイヤに交換して残りの深い部分から開先上面部まで低入熱条件で積層溶接している。また、残留応力測定は、X線回折測定法より精度の良いひずみゲージ開放法
(配管内外面の測定箇所にひずみゲージを貼り付け、短冊切りの1次切断開放の工程から最終スリット切りの3次開放の工程を経て、周方向の開放ひずみ値εθと軸方向の開放ひずみ値εzとの測定結果より、周方向の残留応力σθ,軸方向の残留応力を算出)を用いて測定した結果である。
【0076】
配管内面側の溶接裏面部及びその周辺部の残留応力は、図8に示したように、溶接線直角方向の軸方向残留応力σz(〇印の線)及び溶接線方向の周方向残留応力σθ(◆印の線)の両方ともに、約−100MPa以下の圧縮応力になっている。一方、配管外面側の溶接表面部及びその周辺部の残留応力については、図9に示したように、溶接部に隣接する部分の周方向残留応力σθ(◆印の線)が最大約170MPaの引張応力になっている。これに対して、溶接線直角方向の軸方向残留応力σz(〇印の線)は、溶接部に隣接する部分及び溶接中央部分で約−100MPaの圧縮応力になっている。
【0077】
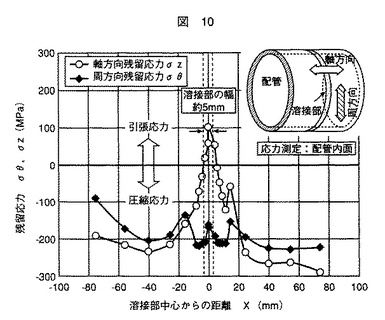
比較のために、初層裏波溶接から最終層の溶接まで全て前記オーステナイト系ワイヤを用いて溶接施工した配管内面の残留応力測定結果の一例を図10に示す。配管の材質やサイズ,開先形状,溶接条件及び溶接の施工法はほぼ同じあり、マルテンサイト系ワイヤを使用せずに、開先継手材と同質系のオーステナイト系ワイヤのみを使用していることが異なっている。この場合には、周方向残留応力σθが約−100MPa以下の圧縮応力であるのに対して、重要な軸方向残留応力σzが最大で約100MPaの引張応力に変化している。開先継手の開先幅を狭くし、しかも、低入熱の溶接条件で積層溶接することによって、重要な溶接裏面部及びその周辺部の残留応力を低減できるが、図10に示したように、最大で約100MPaの引張応力が残っている。これに対して、本発明の多層盛溶接方法を施工することにより、図8に示したように、重要な溶接裏面部及びその周辺部の残留応力を圧縮応力に改善できる。この改善の結果、溶接完了後に、残留応力を除去するための高価な加熱処理装置を設けたり、加熱処理を行ったりする必要がなくなり、コスト低減を図ることもできる。
【0078】
以上述べたように、本発明の狭開先継手の多層盛溶接方法によれば、開先継手の多層盛溶接及び残留応力低減が必要な厚板の容器や配管などの管部材又は平板部材であっても、開先底部から初層裏波溶接から開先上面部の最終層溶接まで良好に積層溶接できる。また、2種類のオーステナイト系ワイヤ及びマルテンサイトを使い分けて積層溶接することより、マルテンサイト変態の溶接金属部に膨張作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができ、同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、溶接パス毎の入熱量,溶接による収縮変形やたわみ変形,熱影響部の領域を小さくできるばかりでなく、溶接すべき開先断面積を小さくでき、ワイヤの使用量の削減,溶接工数の低減を図ることができる。さらに、残留応力を改善できる結果、溶接完了後に、残留応力を除去するための高価な加熱処理装置を設けたり、加熱処理を行ったりする必要がなくなり、コスト低減を図ることができるばかりでなく、原子力発電プラントなどの実機適用稼働における残留応力腐食割れ防止,長寿命化に寄与することができる。
【図面の簡単な説明】
【0079】
【図1】本発明の狭開先継手の多層盛溶接方法の概要を示す一実施例の溶接断面である。
【図2】本発明の狭開先継手の多層盛溶接方法の概要を示す他の一実施例の溶接断面である。
【図3】本発明の狭開先継手の多層盛溶接方法の概要を示すもう一つ別の一実施例の溶接断面である。
【図4】図1及び図2に示した多層盛溶接方法に使用するマルテンサイト系ワイヤと、オーステナイト系ワイヤ(又はこのワイヤと同質係の開先継手材)とにおける温度と伸び(1mm長さ当りの伸び)との関係を模式的に示す説明図である。
【図5】マルテンサイト系ワイヤで積層溶接した溶接断面の上位部分に生じる膨張効果による張力とオーステナイト系ワイヤで積層溶接した溶接断面の裏面部分に生じる圧縮応力との関係を模式的に示す説明図である。
【図6】本発明の狭開先継手の多層盛溶接方法に係わる溶接装置の一実施を示す概略構成図である。
【図7】狭開先継手の溶接施工の概要を示す溶接前と積層溶接後の断面である。
【図8】本発明の狭開先継手の多層盛溶接方法で施工した多層盛溶接構造物の1つである配管内面の残留応力測定結果の一例である。
【図9】本発明の狭開先継手の多層盛溶接方法で施工した多層盛溶接構造物の1つである配管外面の残留応力測定結果の一例である。
【図10】初層裏波溶接から最終層の溶接まで全て前記オーステナイト系ワイヤを用いて溶接施工した配管内面の残留応力測定結果の一例である。
【符号の説明】
【0080】
1,2…開先継手部材、1b,2b…開先裏面、3…開先内、4…ワイヤ、5…溶接台車、6…電極、7…溶接トーチ、8…TIG溶接電源、9a…溶接制御装置、9b…操作ペンダント、10…アーク、11…第1のカメラ、12…カメラ制御器、13…第1の映像モニタ装置、14…裏ビード幅Bの特定値、15…裏ビード、16…裏面側の溶融プール、17…裏面側監視装置、18…表面側の溶融プール、19…インサート材、20…仮付け溶接のビード断面、21…初層裏波溶接のビード断面、22…2パス目溶接のビード断面、23…3パス目溶接のビード断面、30…最終層のビード断面、32…照明手段、33…シールドガス、34…バックガス、35…第2のカメラ、36…カメラ制御器、
37…第2の映像モニタ装置、38…画像処理装置、39…表面側の溶融プール、41…オーステナイ系ワイヤで積層溶接、42…マルテンサイト系ワイヤで積層溶接、Hb…累計の積層ビード高さ、H…残存開先深さ、w…開先底部幅、f…ルートフェイス、θ…片面角度。
【技術分野】
【0001】
本発明は、厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先継手の多層盛溶接方法に係わり、特に、溶接終了後の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させるのに有効な狭開先継手の多層盛溶接方法に関する。
【背景技術】
【0002】
原子力発電プラントや火力発電プラントの容器,配管,構成部品などの溶接構造物に用いられるオーステナイト系ステンレス鋼材は、溶接などによって結晶粒界にCr炭化物が析出し易く、結晶粒界近傍にCr欠乏層の形成により腐食に対する割れ感受性(材料の鋭敏化)が高くなることが知られている。また、溶接部分(溶接金属部及び隣接する熱影響部)には、高い引張残留応力が存在しており、高温水などの厳しい腐食環境下で使用されると、応力腐食割れが発生し易い。この応力腐食割れを防止するためには、前記材料の鋭敏化,引張応力,腐食環境の3因子の中から1つの因子を取り除く必要がある。このため、特に、高温水などの腐食環境下にさらされる溶接部分の表面及び近傍に残留する引張応力を圧縮応力に変化させる又は大幅低減させることが強く求められている。
【0003】
従来から溶接材部分の引張残留応力の低減に関する溶接方法や溶接装置が幾つか提案されている。例えば、特許文献1(特公昭53−38246号公報)に記載の配管系の熱処理方法では、溶接組み立て後の配管の内部に冷却水を存在させ、前記配管の外部を加熱して管内面と管外面との間に温度差を発生させ、管内面を引張降伏させ、管外面を圧縮降伏させることが提案されている。
【0004】
また、特許文献2(特開2001−141629号公報)に記載のオーステナイト系ステンレス鋼溶接部位の予防保全方法及び装置では、線状の溶接部位を追従しながら高周波加熱コイルを移動させ、この高周波加熱コイルによって溶接部位を応力降伏点の温度より高い温度まで加熱する手順と、過熱領域に冷却水を噴出して急速冷却する手順を有することが提案されている。
【0005】
一方、特許文献3(特表平9−512485号公報)に記載の金属部品を接合する方法及び装置では、選定速度(毎分127cm以上)で走行する電極先端のチップ近傍に溶接材を連続的に供給する段階と、前記チップからの放電電流によって溶接材料を開先内で連続的に溶融する段階と、溶接ビードを形成する段階とを有し、前記電極はチップに接合及び電気的に接続された非円形断面のブレードを有し、所定数の溶接パス全体で圧縮性のある最終残留応力状態を外部にヒートシンク媒体なしで生成して達成することが提案されている。
【0006】
また、特許文献4(特公昭62−19953号公報)に記載のオーステナイト系ステンレス鋼の狭開先継手の多層盛溶接方法では、開先最深部に近い側の層を、オーステナイト系溶加材を用いて溶着(溶接)し、前記層に隣接する外側の少なくとも1つの層をマルテンサイト系溶加材を用いて溶接することが提案されている。
【0007】
さらに、特許文献5(特開平11−138290号公報)に記載の溶接方法及び溶接材料では、溶接によって生成する溶接金属に溶接後の冷却過程でマルテンサイト変態を生じさせ、前記溶接金属が室温時においてマルテンサイト変態の開始温度(例えば250℃未満170度以下)時より膨張している状態にすることが提案されている。
【0008】
また、特許文献6(特開平9−253860号公報)に記載の高張力鋼のTIG溶接方法及びTIG溶接用ソリッドワイヤでは、全溶着金属のマルテンサイト変態開始温度が
400℃以下であり、ワイヤ全重量に対してNiが7.5〜12%を含有し、Cが0.1%以下、Hは2ppm 以下に規制されたソリッドワイヤを使用し、ワイヤ送り速度を5〜40g/分にして溶接することが提案されている。
【0009】
【特許文献1】特公昭53−38246号公報(特許第957324号)
【特許文献2】特開2001−141629号公報
【特許文献3】特表平9−512485号公報(特許第3215427号)
【特許文献4】特公昭62−19953号公報(特許第1415054号)
【特許文献5】特開平11−138290号公報(特許第3350726号)
【特許文献6】特開平9−253860号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記特許文献1の場合には、溶接組み立て時に生じていた配管内面の引張残留応力を圧縮残留応力に変化させるのに有効な方法であると考えられる。しかしながら、溶接設備と異なる大型の高周波加熱設備が必要であるばかりでなく、溶接完了後に、配管の内周部に冷却水を供給しながら外周部を高温加熱するための作業工数及び費用が必要になる。
【0011】
また、上記特許文献2の場合には、引張残留応力を低減するための工夫がされている。しかしながら、溶接完了後に、線状の溶接部位表面上を移動させる高周波コイルにより高温加熱し、過熱領域を冷却水の噴射により急速冷却しているため、移動式の加熱及び水冷設備が必要になると共に、この高温加熱及び急速冷却を実施するための作業工数及び費用が必要になる。
【0012】
一方、上記特許文献3の場合には、外部にヒートシンク媒体を使用せずに、熱効率の高い溶接施工及び狭い開先継手の伝導性自己冷却効果により、引張残留応力及び溶接ひずみを低減する工夫がされている。しかしながら、この引張残留応力を圧縮残留応力に変化させるまでに至らない可能性が高い。また、安価な円形断面のタングステン電極棒と異なる非円筒形(非円形断面)に成形した薄い電極を使用しているため、この薄い電極は、製作費が高価になり、また、開先内に挿入してアーク溶接する時に生じる電極先端の消耗に伴う電極交換費用もコスト高になる。開先内に供給して溶融させるワイヤ(溶加材)は、溶接対象の開先継手材と同じ組成のオーステナイト系ワイヤが使用され、このワイヤと異なるマルテンサイト系ワイヤは使用されていない。
【0013】
また、上記特許文献4の場合には、管内面の引張残留応力を低減するために、開先継手の材質と同質系のオーステナイト系ワイヤとマルテンサイト系ワイヤとを使い分けて溶接している。引張残留応力の低減に有効であるが、まだ引張応力が残留しており、圧縮応力に変化させるまでには至っていない。また、マルテンサイト系ワイヤは、開先内の中間層の溶接部分のみに使用されており、開先表面の最終層の溶接部分には使用されていない。さらに、開先継手の角度が広いため、板厚の厚い開先継手を溶接する場合には、溶接すべき開先断面積及び開先肩幅が増加し、1層1パスずつ積層する溶接が困難であり、1層多パスの多層盛溶接が必要になり、引張残留応力及び収縮変形が増す可能性が高い。溶接方法については、不明であるが、実施例から想定すると、非消耗性のタングステンを電極にするアーク溶接法ではなく、溶接ワイヤ(溶加材)を電極にするアーク溶接法の可能性が高い。
【0014】
また、上記特許文献5の場合には、溶接継手の疲労強度を向上するために、マルテンサイト変態を生じさせる溶接材料(溶接ワイヤに該当)を用いて溶接している。溶接対象は主に低合金鉄鋼材料(高張力鋼材など)の溶接構造物であり、材質が異なるオーステナイト系ステンレス鋼材の溶接に適用できない。また、溶接で生じる引張残留応力の低減箇所は、すみ肉継手やT継手や十字継手の溶接表面部分、又はX開先継手の両面溶接の表面部分であり、継手形状及び溶け込み形状が異なる狭開先継手のような片面溶接で求められている溶接裏面部分が対象ではない。さらに、溶接方法については、溶接ワイヤを電極にするアーク溶接法であり、非消耗性のタングステンを電極にするアーク溶接法ではない。
【0015】
また、上記特許文献6の場合には、高張力鋼の溶接割れの防止に有効であると考えられるが、材質の異なるステンレス鋼材の溶接に適用できない。
【0016】
この他にも、マルテンサイト変態を生じさせる溶接ワイヤを用いて溶接する溶接方法が幾つか提案されているが、主に高張力鋼材の溶接が対象であり、オーステナイト系ステンレス鋼材の溶接ではないようである。また、前記特許文献6と同様に、溶接で生じる引張残留応力の低減箇所は、溶接表面部分であり、継手形状及び溶け込み形状が異なる狭開先継手のような片面溶接で求められている溶接裏面部分が対象になっていない。
【0017】
本発明の目的は、厚板の開先継手に必要な開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を良好に施工すると共に、溶接終了後の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させるのに有効な狭開先継手の多層盛溶接方法を提供することにある。
【課題を解決するための手段】
【0018】
本願発明者らは、上記目的を達成するために、管部材又は平板部材を相互に突き合せた開先を片面から積層溶接する狭開先継手の多層盛溶接方法において、前記積層溶接は積層溶接の開始より部材厚さの1/5以上4/5以下の範囲に前記管部材又は平板部材と同種のワイヤを用いて行う第一の溶接工程と、前記第一の溶接工程後に残存部より溶接最終層までの範囲に前記管部材又は平板部材より小さい線膨張係数を有するワイヤを用いて行う第二の溶接工程とを有することを特徴とする多層盛溶接方法を提案する。
【発明の効果】
【0019】
本発明の狭開先継手の多層盛溶接方法によれば、2種類のワイヤを使い分けて積層溶接することより、表面側の溶接金属部に膨張作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができ、同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。その結果、残留応力腐食割れ防止,装置の長寿命化に寄与することができる。
【0020】
また、溶接すべき開先断面積を小さくでき、ワイヤの使用量を削減し、溶接工数を低減できる。
【発明を実施するための最良の形態】
【0021】
本発明は厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法において、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行い、その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことを特徴とする狭開先継手の多層盛溶接方法を提案する。
【0022】
また、本発明は、上記目的を達成するために、厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法において、前記開先底部の開先幅又はこの開先底部中央に挿入するインサート材の幅を含む開先幅を最小で4mm以上、最大で8mm以下の寸法に予め形成すると共に、開先上面部までの片面角度を10°以下の狭い開先形状に形成し、多層盛溶接を施工する時に、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行い、その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行う、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことを特徴とする狭開先継手の多層盛溶接方法を提案する。
【0023】
また、本発明は、上記目的を達成するために、厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法において、前記開先底部の開先幅又はこの開先底部中央に挿入するインサート材の幅を含む開先幅を最小で4mm以上、最大で8mm以下の寸法に予め形成すると共に、開先上面部までの片面角度を10°以下の狭い開先形状に形成し、この狭い開先内を溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでの溶接施工では、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、前記開先幅より細径の円形断面形状を有する非消耗性の電極を開先内に挿入し、あるいはこの電極径より太径の電極下部の横幅を前記開先幅より狭い偏平形状に形成した非消耗性の電極か、又は前記開先幅より狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を開先内に挿入し、この挿入した電極先端に発生させるアーク中及びこのアーク直下に形成する溶融プール中に前記オーステナイト系ワイヤを送給して溶融させ、開先底部の前記初層裏波溶接から順番に1層1パスずつ積層するにように非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行い、その後に積層すべき開先上面部までの溶接施工では、少なくとも前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換し、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、この交換した前記ワイヤを前記アーク中及びこのアーク直下に形成する溶融プール中に送給して溶融させ、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に1層1パスずつ積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行う、あるいは前記1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層する、あるいは最終層の溶接パスを3パスに増して積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことを特徴とする狭開先継手の多層盛溶接方法を提案する。
【0024】
また、前記開先継手の開先底部中央にインサート材を表面側及び裏面側に各々突き出すように予め設け、このインサート材は、前記開先継手材と同質材のオーステナイト系ステンレスからなるインサート材、あるいは前記開先継手材と同質材であって、化学組成の一つであるS(重量%)が前記開先継手材より高めの0.008〜0.015%含有しているインサート材を用い、本溶接の前記初層裏波溶接を施工する以前に、裏面側まで溶融しない浅い溶け込みの低入熱アーク及びワイヤ送りなしの仮付け条件を用いて、表面側の開先底部の継ぎ部とインサート材の突き出し部とが溶融接合するように仮付け溶接を行い、この仮付け溶接の終了後に、開先底部の裏面側に突き出している前記インサート材及び継ぎ部を溶融させ、裏面側の裏ビード幅が特定値の範囲に形成するように前記初層裏波溶接を行うこともできる。
【0025】
特に、前記初層裏波溶接の施工では、表面側の開先底部から裏面側まで完全溶け込み可能な入熱アークの初層溶接条件を用い、パルスアーク溶接中又は直流アーク溶接中に1つ以上の条件因子を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値の4〜7mmの範囲、好ましくは4〜6mmの範囲に形成するとよい。
【0026】
また、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接まで積層する溶接施工では、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換し、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用いると共に、前記溶接施工の以前に前記オーステナイト系ワイヤを用いて溶接施工した時の最後の溶接条件又はこの最後前の溶接条件よりも小さい入熱量の溶接条件に変更して使用し、あるいは前記最後の溶接条件又はこの最後前の溶接条件と同等の溶接条件を再使用して前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことができる。特に、前記マルテンサイト系ワイヤは、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤを用いるとよい。
【0027】
すなわち、本発明の狭開先継手の多層盛溶接方法では、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、例えば、高温水などの腐食環境下にさらされる内面側又は底面側の溶接裏面部及びこの溶接裏面部から所定の開先深さまで、開先継手材と同質系のオーステナイト系の溶接金属で確実に埋めることができる。
【0028】
その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。マルテンサイト系ワイヤは、溶接時の冷却過程でマルテンサイト変態を生じ、通常の室温(例えば20℃)時に、マルテンサイト変態の開始温度
(例えば100〜300℃)時よりも膨張した状態になる溶接金属であり、しかも、溶接対象のオーステナイト系ステンレス鋼の溶接継手材と融合性の良いマルテンサイト系のステンレスワイヤを用いるとよい。例えば、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤを用いればよい。
【0029】
さらに、上述した溶接施工で残留応力を改善できる結果、溶接完了後に、残留応力を除去するための高価な加熱処理装置を設けたり、加熱処理を行ったりする必要がなくなり、コスト低減を図ることができる。
【0030】
また、本発明の狭開先継手の多層盛溶接方法では、前記管部材又は平板部材を相互に突き合せた開先底部の開先幅又はこの開先底部中央に挿入するインサート材の幅を含む開先幅を最小で4mm以上、最大で8mm以下の寸法に予め形成すると共に、開先上面部までの片面角度を10°以下の狭い開先形状に形成することにより、溶接パス毎の入熱量,溶接熱による収縮変形を小さくできるばかりでなく、溶接すべき開先断面積を小さくでき、ワイヤの使用量の削減,溶接工数の低減を図ることができる。
【0031】
また、多層盛溶接を施工する時に、上述したように、溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでは、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、開先底部の前記初層裏波溶接から順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、例えば、高温水などの腐食環境下にさらされる内面側又は底面側の溶接裏面部及びこの溶接裏面部から所定の開先深さまで、開先継手材と同質系のオーステナイト系の溶接金属で確実に埋めることができる。その後に、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する非消耗電極方式のパルスアーク溶接又は直流アーク溶接を施工することにより、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。
【0032】
また、マルテンサイト系ワイヤの代わりに、インコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に積層する前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしてもよい。前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤ又はインコネル系ワイヤに交換して、前記開先内の残りの溶接から開先上面部まで積層溶接することにより、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅に低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。
【0033】
さらに、本発明の狭開先継手の多層盛溶接方法では、上述した狭い開先形状に形成し、この狭い開先内を溶接すべき累計の積層ビード高さが開先裏面より板厚の1/5以上から4/5以下の範囲に到達、あるいは残存する開先深さが開先表面より板厚の1/5以上から4/5以下の範囲に到達するまでの溶接施工では、前記開先継手の材質と同質系のオーステナイト系ワイヤを用い、前記開先幅より細径の円形断面形状を有する非消耗性の電極を開先内に挿入し、あるいはこの電極径より太径の電極下部の横幅を前記開先幅より狭い偏平形状に形成した非消耗性の電極か、又は前記開先幅より狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を開先内に挿入し、この挿入した電極先端に発生させるアーク中及びこのアーク直下に形成する溶融プール中に前記オーステナイト系ワイヤを送給して溶融させ、開先底部の前記初層裏波溶接から順番に1層1パスずつ積層するように非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことにより、上述したように、高温水などの腐食環境下にさらされる内面側又は底面側の溶接裏面部及びこの溶接裏面部から所定の開先深さまで、開先継手材と同質系のオーステナイト系の溶接金属で確実に埋めることができ、溶接パス毎の溶接ビードを良好に積み重ねることができる。また、溶接パス毎の入熱量,溶接熱による収縮変形を小さくでき、溶接ワイヤの使用量の削減や溶接工数の低減を図ることができる。
【0034】
特に、細径の円形断面形状を有する非消耗性の電極の場合は、前記パルスアーク溶接又は直流アーク溶接に使用できるばかりでなく、安価に入手,丸電極棒の先端のみを簡便な電極研磨器で簡単に円錐加工でき、溶接使用で先端部の一部が消耗した時にも、消耗部の再加工や取り付け取り外し作業が容易で使い勝手が良い。また、太径の電極下部の横幅を前記開先幅より狭い偏平形状に形成した非消耗性の電極の場合には、偏平形状にするための製作費用を要するが、上述した丸電極棒とほぼ同様に、電極先端のみを簡便な電極研磨器によって簡単に円錐加工でき、取り付け取り外し作業も容易である。この他に、開先幅より狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を用いることも可能である。
【0035】
また、その後に前記積層すべき開先上面部までの溶接施工では、上述したように、オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して、1層パスずつ積層溶接することにより、溶接パス毎の溶接ビード(マルテンサイト系ワイヤの溶接金属)を開先上面部まで良好に積み重ねることができるばかりでなく、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えられる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、上述したように、溶接パス毎の入熱量,溶接熱による収縮変形を小さくでき、溶接ワイヤの使用量の削減や溶接工数の低減を図ることができる。さらに、1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層する、あるいは最終層を3パスに増して積層溶接することにより、1パスでは溶けにくくなる開先幅の壁面であっても、入熱アークが同一条件のまま又は少し低く抑制した条件でも開先幅の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得られる。さらに、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力を小さくできる。また、前記積層すべき開先上面部までの溶接施工では、マルテンサイト系ワイヤの代わりに、インコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して、上述したように、開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで1層パスずつ積層する、あるいはこの1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層する、あるいは最終層の溶接パスを3パスに増して積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことにより、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、1パスでは溶けにくくなる開先幅の壁面であっても、この開先幅の両壁面を確実に溶融できるばかりでなく、開先上面部まで良好な溶接結果を得ることができ、さらに、最終層の累計ビード幅をより広くできる。
【0036】
また、本発明の狭開先継手の多層盛溶接方法では、前記開先継手の開先底部中央にインサート材を表面側及び裏面側に各々突き出すように予め設け、このインサート材は、前記開先継手材と同質材のオーステナイト系ステンレスからなるインサート材、あるいは前記開先継手材と同質材であって、化学組成の一つであるS(重量%)が前記開先継手材より高めの0.008〜0.015%含有しているインサート材を用いることにより、開先底部の突き合せ部に生じ易い段違いやギャップの影響を緩和できるばかりでなく、初層裏波溶接で重要な裏面側に形成すべき裏ビード幅を確実に凸形状に形成できる。特に、前記Sの含有量が高めのインサート材を用いることにより、Sの含有量が少ない通常のインサート材使用の溶接時よりも、アーク形状が細く絞られ、深さ方向への溶融金属の対流及び溶け込みが促進し、10〜20%程度少ない溶接電流(又は入熱量)の溶接条件で裏面側に裏ビードが容易に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得られる。また、前記初層裏波溶接を施工する以前に、裏面側まで溶融しない浅い溶け込みの低入熱アーク及びワイヤ送りなしの仮付け条件を用いて、表面側の開先底部の継ぎ部とインサート材の突き出し部とが溶融接合するように仮付け溶接を行うことにより、溶接対象の開先継手を確実に接合固定でき、本溶接の初層裏波溶接時にワイヤ送りが容易になると共に、裏ビード形成への悪影響をなくすことができる。そして、この仮付け溶接の終了後に、開先底部の裏面側に突き出している前記インサート材及び継ぎ部を溶融させ、裏面側の裏ビード幅が特定値の範囲に形成するように前記初層裏波溶接を行うことにより、裏波溶接が比較的易しい下向き姿勢や立向き上進姿勢の溶接はもちろんのこと、高度な溶接技術を要する配管の全姿勢溶接,管材の横向き姿勢の溶接,平板材の上向き姿勢の溶接であっても、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。
【0037】
特に、前記初層裏波溶接の施工では、表面側の開先底部から裏面側まで完全溶け込み可能な入熱アークの初層溶接条件を用い、パルスアーク溶接中又は直流アーク溶接中に1つ以上の条件因子を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値の4〜7mmの範囲、好ましくは4〜6mmの範囲に形成するようにすることにより、溶接装置を操作する溶接者が代わっても個人差の影響がなくなり、裏面側に目標としている溶融プール幅及び裏ビード幅を前記特定値の適正範囲内に確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。調整又は制御すべき条件因子は、例えば、パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度,ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度であり、また、直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度である。裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値の4〜7mmの範囲、好ましくは4〜6mmの範囲内に形成するように、いずれか1つ以上の前記条件因子を調整又は制御すればよい。
【0038】
さらに、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接まで積層する溶接施工では、前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換し、あるいはインコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用いると共に、前記溶接施工の以前に前記オーステナイト系ワイヤを用いて溶接施工した時の最後の溶接条件又はこの最後前の溶接条件よりも小さい入熱量の溶接条件に変更して使用し、あるいは前記最後の溶接条件又はこの最後前の溶接条件と同等の溶接条件を再使用して前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うことにより、上述したように、溶接時の冷却過程でマルテンサイト変態及び膨張効果を有するマルテンサイト系ワイヤにて積層溶接された溶接金属部に生じる膨張作用及び張力によって、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。例えば、前記マルテンサイト系ワイヤは、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤを用いるとよい。また、このマルテンサイト系ステンレスワイヤの代わりに、開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤ又はインコネル系ワイヤに交換して前記積層溶接することにより、上述したように、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、溶接パス毎の入熱量を小さく抑制した溶接条件を用いることにより、パス毎の溶接及び累計の積層溶接で生じる溶接金属部及びこの周辺部の収縮変形やたわみ変形,熱影響部の領域を小さくできる。
【実施例】
【0039】
以下、本発明の内容について、図1〜図10の実施例に用いて具体的に説明する。図1は、本発明の狭開先継手の多層盛溶接方法の概要を示す一実施例であり、(1)は継手部材の狭い開先内に非消耗性の電極及びワイヤを挿入した状態の溶接前の開先断面、(2)はオーステナイト系ワイヤを用いて開先底部から板厚Tの3/5程度の高さHbまで積層溶接し、その後にマルテンサイト系ワイヤに交換して残りの部分から開先上面部まで積層溶接した時の溶接断面、(3)は(2)と同様に、オーステナイト系ワイヤを用いて板厚Tの1/4程度の浅い高さHbまで積層溶接し、その後にマルテンサイト系ワイヤに交換して残りの深い部分から開先上面部まで積層溶接した時の溶接断面である。この開先継手部材1,2は、開先裏面1b,2b側に裏ビード15を形成させると共に、開先表面1a,2a側の開先上面部まで積層する多層盛溶接が必要な容器や配管や案内管など厚板の管部材又は厚板の平板部材を突き合せた狭い開先継手である。特に、原子力発電プラント,火力発電プラント,化学プラントなどで使用されるオーステナイト系のステンレス鋼材からなる狭開先継手であって、多層盛溶接の施工によって裏面側の溶接部分(裏ビード15部分)に残留する応力を圧縮応力に変化させることが重要である。
【0040】
図1(1)に示すように、狭い開先継手部材1,2の開先内3に非消耗性の電極6とこの電極6先端に点弧するアーク10で溶融させるワイヤとを挿入して溶接を施工する。この非消耗性の電極6は、例えばLa2O3入りW,Y2O3入りW,ThO2 入りWなどの高融点材のタングステンを主成分とする市販品の丸電極棒を用いればよい。本溶接試験によれば、太径電極の横幅を狭く偏平形状に加工しなくても、開先内3に挿入可能な細径の丸電極6(例えば外径φ1.6,φ2.4の電極棒の先端のみを円錐形状に加工)であっても、図示していないシールドガス流入の雰囲気内で、この丸電極6先端と開先底部との間に発生させるアーク10が開先内3の壁面側にはい上がることなく、溶融すべき開先底部の部分に前記アークを安定に保持できる。開先内3に挿入可能な細径の丸電極は、安価に入手できると共に、丸電極棒の先端のみを簡便な電極研磨器で簡単に円錐加工でき、消耗時の再加工,溶接トーチへの取り付け取り外し作業が容易で使い勝手が優れている。また、この細径の丸電極6の代わりに、太径の電極下部の横幅を開先幅wより狭い偏平形状に形成した非消耗性の電極、あるいは開先幅wより狭い偏平形状に該当する非円形断面形状を有する他の非消耗性の電極を用いて溶接を行うことも可能である。偏平形状の電極は、太径の丸電極下部の横幅を偏平形状に加工するための製作費用を要するが、上述した丸電極とほぼ同様に、電極先端のみを簡便な電極研磨器によって簡単に円錐加工でき、溶接トーチへの取り付け取り外し作業容易である。
【0041】
裏ビード形成が必要な初層裏波溶接(裏ビード形成工程)では、裏面側まで溶融可能な入熱アークの初層条件を出力させ、図1(2)(3)に示すように、開先底部の裏面側に裏ビード15の幅が特定値の4〜7mmの範囲、好ましくは4〜6mm(5±1mm)の範囲に形成するように施工することにより、裏波溶接が比較的易しい下向き姿勢や立向き上進姿勢の溶接はもちろんのこと、高度な溶接技術を要する配管の全姿勢溶接,管材の横向き姿勢の溶接,平板材の上向き姿勢の溶接であっても、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。なお、この初層裏波溶接については、図6及び図7にて詳細に説明する。
【0042】
また、開先裏面1b,2bから累計の積層ビード高さHbが所定範囲に到達するまでは、図1 (2)(3) に示したように、開先継手の部材1,2の材質(例えば、SUS304系,SUS316系)と同質系のオーステナイト系ワイヤ(例えば、外径がφ0.8 〜
φ1.2 で、SUS304系かSUS308系,SUS316系の市販ワイヤ)を用い、開先内3で溶融させて1層1パスずつ積層溶接するようにしている。なお、前記開先継手部材1,2の材質が異なる他のオーステナイト系ステンレス(例えば、SUS309系,SUS321系など)の場合には、この継手部材の材質に合った同質系のオーステナイト系ワイヤを用いればよい。
【0043】
この積層溶接の終了後に、前記オーステナイト系ワイヤと異なるマルテンサイト変態を有するマルテンサイト系ワイヤに交換し、開先内3の残りの溶接部分から開先上面部の最終層(ビード断面30)まで、前記交換したマルテンサイト系ワイヤを開先内のアーク溶接部分に送給及び溶融させて1層1パスずつ積層溶接するようにしている。このように第2の積層溶接工程で積層溶接することにより、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。前記マルテンサイト系ワイヤは、溶接時の冷却過程でマルテンサイト変態を生じ、通常の室温(例えば20℃)時に、マルテンサイト変態の開始温度(例えば100〜300℃)時よりも膨張した状態になる溶接金属であり、しかも、溶接対象のオーステナイト系ステンレス鋼の溶接継手材と融合性の良いマルテンサイト系のステンレスワイヤを用いるとよい。例えば、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤ(外径がφ0.8〜φ1.2のワイヤ)を用いればよい。
【0044】
また、マルテンサイト系ワイヤの代わりに、例えば、インコネル系ワイヤに交換又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤに交換して用い、この交換した前記ワイヤを前記アーク中及びこのアーク直下に形成する溶融プール中(アーク溶接部分)に送給して溶融させ、継続すべき開先内の残り部分の溶接から開先上面部の最終層溶接に到達するまで順番に1層1パスずつ積層するように前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしてもよい。このように第2の積層溶接工程で積層溶接することにより、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。
【0045】
また、非消耗電極方式のパルスアーク溶接を行う場合には、溶接毎に出力すべき高いピーク電流と低いベース電流とを交互に繰り返すパルス周波数を最小で1Hz以上、最大で500Hz以下、好ましくは150Hz以下の範囲で使用する1つ以上の特定値を定め、あるいは大別した3つの前記溶接工程で異なる複数の特定値を定めるとよい。この定めたパルス周波数のパルスアークを溶接毎に出力させて、前記裏ビード形成工程で仮付け溶接を含む初層裏波溶接を行い、その後に、前記第1の積層溶接工程で特定範囲の積層ビード高さまで積層する積層溶接を行い、次の前記第2の積層溶接工程で開先内の残り部分の溶接から開先上面部の最終層溶接まで積層する積層溶接を行うことにより、開先底部から初層裏波溶接から開先上面部の最終層溶接まで良好に積層溶接できる。また、目標とする特定値のパルス周波数のパルスアークを所望の溶接工程及び溶接パスで確実に出力できるばかりでなく、直流アーク溶接で出力させる平均電流と同じ平均電流であっても、アーク力及び指向力を強くでき、開先内の両壁面部及び開先底面部の溶融,溶け込み深さを促進できる。なお、パルスアーク溶接時のパルス周波数が最も低い約1Hz(パルス周期時間:1s)の場合は、例えば、溶接速度が90mm/min 以上の速度領域で溶接ビードのリップル形状(貝殻模様のような波目)が約1.5mm 以上に荒くなり易い。一方、パルス周波数が高い約300Hz,約500Hzの場合には、パルス周期時間が極端に短くなるため、給電ケーブルの延長(例えば10倍の100mm以上に延長)が必要な時に、このケーブル延長に伴うリアクタの増加によって、矩形状のピーク電流波形が台形状や三角形状に変化するので、事前にピーク電流値を少し高めに補正することが望ましい。このパルス周波数を約150Hz以下に下げた場合には、例えば、給電ケーブルを100mまで長く延長しても、ほぼ矩形状のピーク電流波形を出力することが可能である。
【0046】
また、前記オーステナイト系ワイヤを用いて溶接すべき累計の積層ビード高さHbは、開先裏面1b,2bより板厚Tの1/5以上から4/5以下の範囲にするとよい。あるいは開先表面1a,2aより残存する開先深さHが板厚Tの1/5以上から4/5以下の範囲とできる。なお、オーステナイト系ワイヤを用いて溶接すべき累計の積層ビード高さ
Hbが板厚Tの1/5より小さ過ぎる又は残存する開先深さHが板厚Tの4/5より大き過ぎると、腐食環境下にさらされる溶接裏面部分の耐食性保持,腐食進行の防止を損なうおそれがあって好ましくない。前記積層ビード高さHbの最小値は、板厚の大小によって変化するが、少なくとも2層目の溶接ビード高さまではオーステナイト系ワイヤを用いて溶接施工することが好ましい。一方、オーステナイト系ワイヤを用いて溶接すべき累計の積層ビード高さHbが板厚Tの4/5より大き過ぎる又は残存する開先深さHが板厚Tの1/5より小さ過ぎると、その後に、前記マルテンサイト系ワイヤに交換して最終層まで積層溶接すべき部分が少な過ぎるため、室温時の溶接金属部に生じさせる膨張効果及び張力が相対的に低下し、反対側の最も離れた溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができなくなって好ましくない。また、前記マルテンサイト系ワイヤの代わりに、インコネル系ワイヤ又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤを用いる場合も、最終層まで積層溶接すべき部分が少な過ぎることになるので好ましくない。
【0047】
図2は、本発明の狭開先継手の多層盛溶接方法の概要を示す他の一実施例であり、(1)は特定範囲の積層ビード高さHbに到達するまで、オーステナイ系ワイヤを用いて積層溶接した後に、オーステナイト系ワイヤと異なるマルテンサイト系ワイヤに交換して用い、1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ積層溶接した時の断面、(2)は最終層の溶接パスを3パスに増して積層溶接した時の断面である。ここでは、例えば、開先底部から板厚Tの3/5程度の高さHbまで、開先継手の部材1,2と同質系のオーステナイト系ワイヤを開先内3で溶融させて積層溶接している。そして、この積層溶接の終了後に、前記オーステナイト系ワイヤと異なるマルテンサイト変態を有するマルテンサイト系ワイヤに交換して用い、この交換したマルテンサイト系ステンレスワイヤを前記開先内のアーク溶接部分に送給及び溶融させて、図2(1)(2)に示すように、開先内の残り部分の溶接から開先上面部の最終層溶接まで1層1パスずつ積層溶接する、あるいは1層1パスずつ積層する途中で必要に応じて開先左右に振分けて1層2パスずつ積層溶接する、あるいは最終層の溶接パスを3パスに増して積層溶接するようにしている。
【0048】
このように積層溶接することにより、1パスでは溶けにくくなる開先幅の壁面であっても、入熱アークが同一条件のまま又は少し低く抑制した条件でも開先幅の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得ることができる。また、高いピーク電流と低いベース電流を交互に出力させるパルスアーク溶接を行うことにより、直流アーク溶接で出力させる平均電流と同じ平均電流であっても、アーク力及び指向力を強くでき、開先内の両壁面部及び開先底面部の溶融、溶け込み深さを促進できる。また、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができ、同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0049】
図3は、本発明の狭開先継手の多層盛溶接方法の概要を示すもう一つ別の一実施例であり、図2との主な相違点は、前記マルテンサイト系ワイヤの代わりに、インコネル系ワイヤ又は前記開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤを用いて積層溶接することである。すなわち、この交換した前記インコネル系ワイヤ又は線膨張係数の小さい他のオーステナイト系ワイヤを開先内3のアーク溶接部分に送給及び溶融させて、図3(1)(2)に示すように、1層1パスずつ積層する途中で必要に応じて左右に振分けて1層2パスずつ最終層の溶接まで積層溶接する、あるいは最終層の溶接パスを3パスに増して積層溶接している。
【0050】
このように積層溶接することにより、上述したように、溶接金属部に線膨張係数の偏差による収縮抑制作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変える又は大幅低減できる。また、同時に最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、1パスでは溶けにくくなる開先幅の壁面であっても、上述したように、入熱アークが同一条件のまま又は少し低く抑制した条件でも開先幅の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得ることができる。さらに、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0051】
図4は、図1及び図2に示した多層盛溶接方法に使用するマルテンサイト系ワイヤと、オーステナイト系ワイヤ(又はこのワイヤと同質係の開先継手材)とにおける温度と伸び(1mm長さ当りの伸び)との関係を模式的に示す説明図である。また、図5は、マルテンサイト系ワイヤで積層溶接した溶接断面の上位部分に生じる膨張効果による張力とオーステナイト系ワイヤで積層溶接した溶接断面の裏面部分に生じる圧縮応力との関係を模式的に示す説明図である。図4に示すように、オーステナイト系ワイヤ(又はオーステナイト系ステンレス鋼の開先継手材)の場合は、点線で示すように、温度変化(上昇時と下降時)に対する伸び曲線が同一線上を行き来するように変化している。これに対して、マルテンサイト変態を有するマルテンサイト系ワイヤの場合には、実線で示すように、温度上昇時の伸び曲線と温度下降時の伸び曲線とが異なるように変化している。特に、温度下降時の過程(高温領域から冷却する過程)で、マルテンサイト変態が生じ、冷却後の室温時(約20℃)に、マルテンサイト変態の開始温度Ms時より膨張した状態になることを示している。
【0052】
本発明の狭開先継手の多層盛溶接方法では、図4に示した温度変化に対する伸び曲線が異なる2種類のワイヤを使い分けて積層溶接を施工している。すなわち、図5に示すように、前記オーステナイト系ワイヤを用いて開先底部側を積層溶接し、その後に、マルテンサイト変態を有する前記マルテンサイト系ワイヤを用いて、開先内の残り部分から開先上面部の最終層まで積層溶接している。このように2種類のワイヤを使い分けて積層溶接することにより、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、開先底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。前記マルテンサイト系ワイヤは、オーステナイト系ステンレス鋼の溶接継手材と融合性の良いマルテンサイト系のステンレスワイヤであって、上述したように、少なくとも化学組成のNiが8〜12重量%、Crが8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上,300℃以下であるマルテンサイト系ステンレスワイヤ(外径がφ0.8〜φ1.2のワイヤ)を用いればよい。また、前記マルテンサイト系ワイヤの代わりに、上述したように、インコネル系ワイヤ又は開先継手材の線膨張係数より小さい線膨張係数を有する他のオーステナイト系ワイヤを用いることもできる。
【0053】
図6は、本発明の狭開先継手の多層盛溶接方法に係わる溶接装置の一実施を示す概略構成図である。溶接対象の開先継手部材1,2は、厚板のオーステナイト系ステンレス鋼からなる容器や配管や案内管などの管部材であり、開先底部の裏面側に裏ビード15形成
(完全溶け込み)を有する初層裏波溶接、開先上部までの多層盛溶接が必要な狭開先継手ある。また、前記管部材と異なる形状製品の平板部材の狭開先継手であってもよい。図6に示す実施例では、レール上を走行する溶接台車5に搭載されている溶接トーチ7(TIGトーチ)に装着した非消耗性の電極6と、ワイヤ4を案内するワイヤホルダ25の両方とを開先内3に挿入し、シールドガス33の流入雰囲気で発生させるアーク10中及び溶融プール中にワイヤ4を送給し、開先底部の裏面側に裏ビード15を形成させる初層裏波溶接を行っている状況を示している。表面側の溶接部に流入するシールドガス33は、不活性の純Arガス、あるいはAr+数パーセントH2 入りの混合ガス又はAr+数十パーセントHe入りの混合ガスを使用すればよい。これらの混合ガスを使用すると、純Arガスと比べてエネルギ密度やアークの集中性が高まり、溶融状態及び溶け込みを良くでき、溶接速度も上げることができる。
【0054】
TIG溶接電源8は、前記溶接トーチ7先端の電極6と開先継手部材1,2との間に接続されており、溶接モードを選択するスイッチによってパルスアーク溶接又は直流アーク溶接の切り換えが可能な溶接電源である。パルスアーク溶接を選択した場合は、このパルスアーク溶接の給電に必要なピーク電流とベース電流,アーク電圧などの各条件値を任意に出力でき、また、パルス周波数の任意変更(例えば1Hz〜最大500Hz)もできるようになっている。パルスアーク溶接と異なる直流アーク溶接を選択した場合には、溶接電流(平均電流)に該当する所望の直流電流,アーク電圧(平均アーク電圧)を出力できる。
【0055】
溶接制御装置9aは、溶接トーチ7及びワイヤ4を搭載した溶接台車5の走行を指令制御し、TIG溶接電源8の出力を指令制御し、溶接トーチ7(電極6)の左右位置,上下位置を必要に応じて指令制御し、電極6先端部へのワイヤ4の供給、このワイヤ4の左右位置及び上下位置を必要に応じて調整し、さらに、開先継手部材1,2の裏面側に配備してある裏面側監視装置17を駆動するものである。操作ペンダント9bは、溶接制御装置9aに接続されており、溶接条件調整手段,トーチ位置及びワイヤ位置調整手段を内蔵している。操作ペンダント9bに内蔵されている溶接条件調整手段により、パルスアーク溶接時のピーク電流とそのピーク電流時間,ベース電流とそのベース電流時間、又はパルス周波数とピーク電流の時間比率,電極高さの制御(AVC制御)に使用するピーク電圧又はベース電圧又は平均アーク電圧,ピークワイヤ送りとベースワイヤ送り、溶接速度又はこの溶接速度に該当する走行速度の各条件値を設定したり、これらの条件値を溶接中に割り込んで調整したりできるようになっている。また、トーチ位置及びワイヤ位置調整手段により、前記溶接トーチ7の位置ずれや、省略しているワイヤ4の位置ずれを調整したりできるようになっている。
【0056】
また、直流アーク溶接を選択した場合には、前記溶接条件調整手段により、直流アーク溶接で出力すべき平均電流,電極高さの制御(AVC制御)に使用する平均アーク電圧又はアーク長,ワイヤ送り速度,溶接速度又はこの溶接速度に該当する走行速度の各条件値を設定したり、これらの条件値を溶接中に割り込んで調整したりできるようになっている。また、パルスアーク溶接の場合と同様に、トーチ位置及びワイヤ位置調整手段により、溶接トーチ7の位置ずれ、ワイヤ4の位置ずれを調整できるようになっている。また、前記操作ペンダント9bに内蔵している溶接条件調整手段は、仮付け溶接で出力すべき小入熱の仮付け条件,初層裏波溶接で出力すべき初層条件,特定の積層ビード高さまで積層溶接する施工で出力すべき複数の積層条件、その後に開先上面部の最終層まで積層溶接する施工で出力すべき複数の積層条件を設定,記憶及び再生が可能な機能を有している。この溶接条件調整手段に該当する機能を有する溶接データファイルや他の手段であってもよい。また、前記操作ペンダント9bは、溶接実行手段を兼用しており、前記溶接条件調整手段又はこの溶接条件調整手段に該当する溶接データファイルに予め設定された層別又はパス別の各溶接条件に基づいて、仮付け溶接,初層裏波溶接、その後2層目溶接、3層目から開先上面部の最終層までの各溶接が順番に実行できるようになっている。最終層まで積層溶接する手順については、図7にて説明する。
【0057】
また、溶接台車5には、表面側の溶接状態を監視するための第2のカメラ35を、溶接トーチ7とワイヤホルダ25との上部中間に配備している。この第2のカメラ35と一対のカメラ制御器36によって撮像する表面側の溶接状態の映像を第2の映像モニタ装置
37に画面表示して監視できるようにしている。前記第2のカメラ35,第2の映像モニタ装置37に該当する他の第2の映像手段,第2の映像表示手段であってもよい。前記第2の映像モニタ装置43の画面には、図6の左下段に示すように、開先表面1a,2a側から開先内3に挿入した電極6とワイヤ4,表側のアーク10及び溶融プール18、この溶融プール18及び電極6の後方に形成する表側の溶接ビードの状態を表示している。前記第2の映像モニタ装置37に画面表示する表面側の溶接状態の監視結果に基づいて、電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御することにより、電極6の位置ずれ(例えば左右方向の電極位置ずれ)やワイヤ4の位置ずれ(例えば左右方向,上下方向のワイヤ位置ずれ)をなくすことができる。また、溶接条件の因子も調整又は制御できる。
【0058】
一方、開先継手部材1,2の裏面側には、裏面側監視装置17を配備している。この裏面側監視装置17には、裏面側の溶融プール16及びこの周辺部を撮像する第1のカメラ11,この撮像周辺部を照らす照明手段32(例えば小径の照明ランプ)、前記裏面側の溶融プール16及びこの周辺部の裏ビード15を保護するためのバックシールドガス34(例えばArガス)を流すガス流出ボックスを装備している。また、第1の映像モニタ装置13は、図6の右下段に示すように、カメラ制御器12と一対の前記第1のカメラ11又はこの第1のカメラ11に該当する撮像手段によって撮像する裏面側の溶融プール16及びこの周辺部の映像をリアルタイムで画面表示するものである。同時に、この映像の大きさ又は溶融プール幅又はこの溶融プール近傍の裏ビード幅Bを示す寸法、初層裏波溶接で形成すべき裏面側の溶融プール幅又は裏ビード幅の適正範囲を示す特定値14を第1の映像モニタ装置13の画面内に表示するようにしている。第1の映像モニタ装置13は、これに該当する他の映像表示手段であってもよい。裏面側の溶融プール幅又は裏ビード幅を特定する適正範囲は、4〜7mm、好ましくは約4〜6mm(又は約5±1mm)であり、この適正範囲を特定した数値及びこの数値に該当する線引きライン(点線)又は寸法矢印を監視可能な状態に画面表示している。
【0059】
このように、前記第1の映像モニタ装置13の画面又はこの第1の映像モニタ装置13に該当する第1の映像表示手段の画面に直接表示することにより、初層裏波溶接で重要な裏面側の溶融プール及び裏ビードの形成状態や大きさ、裏面側に突き出ているインサート材19の溶融状態、特定値の裏ビード幅Bを映像として監視及び観察でき、溶接中の裏ビード幅が適正範囲に形成されているか否かを容易に判定できる。特に、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅Bの適正範囲を約4〜6mmに特定し、この特定値を前記第1の映像モニタ装置13の画面内に直接色分け表示して明瞭に監視可能な状態にする。その後に、裏面側の裏ビード幅Bが前記特定値の適正範囲に形成するように、初層溶接条件を出力させて前記パルスアーク溶接又は直流アーク溶接を行うことにより、溶接装置を操作する溶接者が代わっても個人差の影響がなくなり、裏面側に目標としている溶融プール幅及び裏ビード幅を適正範囲に確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。
【0060】
また、画像処理装置38は、裏面側のインサート材19を含む溶融プール16及びこの周辺部の画像を処理して、裏面側の溶融プール16の幅B又はこの溶融プール16近傍の裏ビード15幅Bをリアルタイムで検出し、また、インサート材の幅Cをも検出するものである。この画像処理装置38に該当する他の検出処理手段であってもよい。溶接制御装置9a側にリアルタイムで送信される検出データは、溶接制御装置9a内で複数の値を平均化する処理を順次行い、その平均化処理した検出値と目標の前記特定値とを比較及び判定処理する。そして、この判定処理の結果に基づいて、裏面側の溶融プールB幅又はこの溶融プール近傍の裏ビード幅Bが特定値の適正範囲(約4〜6mm又は約5±1mmの範囲)に形成するように、パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件因子、あるいは前記条件因子の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件因子を増減制御するようにしている。また、直流アーク溶接の場合には、平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件因子を増減制御するようにしている。
【0061】
例えば、前記画像処理装置38で検出する裏面側の溶融プール幅の検出値Bsが前記特定値の適正範囲より小さくなる状態(Bs<B1=4mm)であれば、ピーク電流Ip(パルスアーク溶接の時)や平均電流Ia(直流アーク溶接の時)を増加(Ip+ΔI又は
Ia+ΔI)させる。反対に、溶融プール幅の検出値Bsが前記特定値の適正範囲より大きくなる状態(Bs>B2=6mm)であれば、ピーク電流(パルスアーク溶接の時)や平均電流(直流アーク溶接の時)を減少(Ip−ΔI又はIa−ΔI)させるとよい。溶融プール幅の検出値Bsが適正範囲内の状態(例えばB1=4≦Bs≦B2=6mm)であれば、出力中の溶接条件をそのまま保持するとよい。
【0062】
このように、検出値の判定結果に基づいて条件因子を適正に増減制御することにより、アーク力及び入熱量の増減によって溶融プール幅及びその溶融プール近傍の裏ビード幅を適正範囲内に短時間で回復させられる。また、ピーク電流又はベース電流(パルスアーク溶接の時),平均電流(直流アーク溶接の時)の増減と同時に、ピーク電圧又は平均アーク電圧又はワイヤ送り速度を増減する制御を行うことにより、裏面側に目標としている溶融プール幅及び裏ビード幅を適正範囲に確実に形成できる。さらに、前記1つ以上の条件因子を増減調整又は増減制御すると共に、表面側の溶接状態の監視結果に基づいて、前記電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御することにより、電極6の位置ずれ(例えば左右方向の電極位置ずれ)やワイヤ4の位置ずれをなくし、蛇行や融合不良のない良好な裏ビード幅を特定値の適正範囲に形成できるばかりでなく、溶接者の負担を大幅に軽減でき、溶接品質の向上や生産性の向上を図ることができる。
【0063】
図7は、狭開先継手の溶接施工の概要を示すものであり、(1)は溶接前の断面、(2)は本溶接前に仮付け溶接した時の断面、(3)は本溶接1パス目で初層裏波溶接した時の断面、(4)は前記継手部材の材質と同質系のオーステナイト系ワイヤを用いて2パス目まで溶接した時の断面、(5)は累計の積層ビード高さHbが板厚Tの約2/5に到達するまで積層溶接した時の断面、(6)は前記オーステナイト系ワイヤと異なるマルテンサイト系ワイヤを用いて、開先内の残りの溶接部分から開先上面部の最終層まで積層溶接した時の断面である。この開先継手部材1,2は、上述したように、原子力発電プラントや火力発電プラントなどで使用される厚板のオーステナイト系ステンレス鋼からなる容器や配管や案内管などの管部材又は平板部材の溶接製品であり、開先底部の初層裏波溶接から開先上面部まで積層する溶接施工及び溶接部分に残留する引張応力の圧縮応力化又は大幅低減が必要な狭開先継手ある。
【0064】
この狭開先継手の一例では、図7(1)に示すように、開先底部の中央にインサート材19を表面側1a,2a及び裏面側1b,2bに各々突き出すように設けている。このインサート材19は、前記開先継手部材1,2の材質と同質系のオーステナイト系ステンレス鋼材である。このインサート材を設けることにより、裏面側に適正範囲(約4〜6mm)の裏ビード幅Bを確実に凸形状に形成できるばかりでなく、開先底部の突き合せ部に生じ易い段違いやギャップの影響を緩和できる。また、このインサート材19は、前記開先継手材と同質材であって、化学組成の一つであるS(重量%)が前記開先継手材より高めの0.008〜0.015%含有しているインサート材19を用いるとよい。特に、前記Sの含有量が高めの前記インサート材19を用いることにより、Sの含有量が少ない通常のインサート材19使用の溶接時よりも、アーク形状が細く絞られ、深さ方向への溶融金属の対流及び溶け込みが促進し、10〜20%程度少ない溶接電流(又は入熱量)の溶接条件で裏面側に裏ビード15が確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を得ることができる。なお、S(重量%)の含有量が0.015% を超えると、溶接割れの感受性が高まるので好ましくない。
【0065】
一方、インサート材19の幅を含む開先底部の開先幅wは、ここでは約6mmに設定した例を示しているが、例えば、最小値の約4mm又は約5mm、あるいは少し広めの約7mm又は最大値の約8mmの概略寸法、又はこれらの概略寸法に近い少数点含みの寸法(例えば約
5.3mm,6.4mm,7.5mm など)に予め形成するとよい。同時に、この狭開先継手の上部までの片面角度θを10°以下に形成(例えば、約2.5°,約5°,約7.5°,約
10°に形成)することにより、開先表面1a,2aの上部まで狭い開先内3を1層1パスずつ積層する多層盛溶接を確実に施工できる。また、溶接パス毎の入熱量や多層盛溶接の累計入熱量、溶接熱による収縮変形を従来溶接より大幅に低減できるばかりでなく、溶接すべき開先断面積を小さくでき、ワイヤの使用量の削減や溶接工数の低減を図ることもできる。なお、この片面角度θを広くした開先継手を多層盛溶接することは可能であるが、板厚T又は開先深さの増加と共に、溶接すべき開先断面積Aが増大(A=H2 *tanθ+H*w)するため、溶接パス数の増加や溶接作業時間の増加,累計入熱量及び収縮変形も増加することになる。これを抑制するべく、前記片面角度θを10°以下に限定した。開先底部のルートフェイスfについては、約1〜2.5mm の範囲に形成すること、好ましくは約1.5mm前後に形成することにより、裏面側まで容易に溶融させることができる。
【0066】
本実験によれば、前記インサート材19の幅を含む開先底部の開先幅wを4mm未満に形成すると、狭すぎるため、その開先内に挿入する電極6の外面と開先内3の壁面との隙間が極端に狭く、しかも、初層溶接及びその後の溶接による熱収縮によって開先幅全体が収縮し、開先壁面への電極6の接触やアーク発生が起こり易く、開先上部までの積層溶接が困難に至る。一方、開先底部の開先幅wが8mmを超えると、広すぎるため、開先面積の増加によって溶接パス数及びワイヤ使用量が増加し、溶接工数も増す結果となる。したがって、前記開先幅wは、上述したように、最小でも4mm以上、最大でも8mm以下の寸法に形成することが好ましい。なお、1層1パスずつ積層する溶接が途中で難しくなる場合には、図2及び図3に示したように、必要に応じて開先左右に振分けて1層2パスずつ積層溶接することにより、開先内の両壁面を確実に溶融でき、開先上面部まで良好な溶接結果を得ることができる。さらに、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0067】
本溶接の初層裏波溶接の以前に行う仮付け溶接では、図7(2)に示すように、開先継手部材1,2の裏面側の継ぎ部及びインサート材19の突き出し部が溶融しない浅い溶け込みの低入熱アーク及びワイヤ送りなしの仮付け条件を出力させて、表面側1a,2aから開先底部の継ぎ部とインサート材19の突き出し部とを溶融接合するように、ワイヤ4送りなしの仮付け溶接を行うとよい。このように仮付け溶接することにより、裏面側まで溶融しない浅い溶け込みの溶接ビードが開先底部に良好に形成でき、溶接対象の開先継手を確実に接合固定できる。また、本溶接の初層裏波溶接時にワイヤ送りが容易になると共に、裏ビード形成への悪影響をなくすことができる。
【0068】
そして、本溶接で裏ビード15形成が必要な初層裏波溶接では、裏面側まで溶融させる入熱アークの初層条件を出力させ、図7(3)に示すように、裏面側まで完全に溶け込むように溶融させると共に、溶融プール幅又はこの溶融プール近傍の裏ビード15の幅Bが特定値の約4〜6mmの範囲(又は約5±1mmの範囲)に形成するようにしている。例えば、パルスアーク溶接の場合は、図6に示した第1の映像モニタ装置13に画面表示する裏面側の溶融プール16及びその溶融プール近傍の裏ビード15の状態や大きさを示す映像と、目標の裏ビード幅Bの適正範囲を示す特定値とを監視し、溶接中の裏ビード幅が前記特定値の範囲に形成するように、必要に応じてピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度,ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件因子を調整又は制御するとよい。初層溶接時のワイヤ送りは少量(例えば積層溶接時の半分以下)で充分である。また、直流アーク溶接の場合には、同様の裏ビード幅が前記特定値の範囲に形成するように、必要に応じて平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件因子を調整又は制御するとよい。
【0069】
例えば、溶融プール幅又は裏ビード幅が前記特定値の適正範囲より小さくなる又は大きくなる状態であれば、ピーク電流(パルスアーク溶接の時)や平均電流(直流アーク溶接の時)を増減調整すると、アーク力及び入熱量の増減によって溶融プール幅及びその溶融プール近傍の裏ビード幅を短時間で適正範囲内に回復させることができ、応答性の緩やかな溶接速度又は走行速度の調整より優位である。前記ピーク電流や前記平均電流の次に、ベース電流の増減調整かアーク長又はアーク電圧の調整が有効であり、裏ビード幅を適正範囲内に回復させる。また、ワイヤ送り速度の調整は、溶着金属の増減及び溶融プールの温度変化によって裏ビード幅と表面側のビード高さとの両方を微調整できる。さらに、表面側の前記電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御するとよい。
【0070】
本実験によれば、例えば、裏面側の溶融プール幅が約2.5mm 以下になると、裏ビードが形成したり、形成しなかったりする極めて不安定な状態になり、さらに小さくなると、全くでない溶融不足(裏ビードなし)の欠陥溶接の結果に至った。一方、裏面側の溶融プール幅が約7.5mm を超える大きさになると、下向き姿勢での裏ビード形状が1mm以上凸形状に盛り上り(下側に沈み込む形状)、反対に、上向き姿勢での裏ビード形状は1mm程度凹んでしまう結果になり、溶接姿勢の違いによって裏面側の裏ビードが凹凸形状に変化した。さらに、裏面側の溶融プール幅が約9mmを超えると、溶け落ちる欠陥溶接に至った。したがって、上述したように、裏面側の溶融プール幅及び裏ビード幅を4〜7mmの範囲、好ましくは4〜6mm(5±1mm)の範囲に特定して確実に形成させ、凹みのない凸形状でほぼ均一な裏ビードを得るようにしている。
【0071】
このように、裏面側の溶融プール幅及び裏ビード幅が前記特定値の適正範囲に形成するように、前記パルスアーク溶接又は直流アーク溶接を施工することにより、溶接装置を操作する溶接者が代わっても個人差の影響がなくなり、裏面側に目標としている溶融プール幅及び裏ビード幅を前記特定値の適正範囲に確実に形成でき、凹みのない凸形状でほぼ均一な裏ビード幅を良好に得ることができる。特に、高度な溶接技術を要する配管の全姿勢溶接,管材の横向き姿勢の溶接,平板材の上向き姿勢の初層裏波溶接に適している。さらに、前記1つ以上の条件値を調整又は制御すると共に、表面側の前記電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御することにより、電極6の位置ずれ(例えば左右方向の電極位置ずれ)やワイヤ4の位置ずれをなくし、蛇行や融合不良のない良好な裏ビード幅を特定値の適正範囲に形成できる。ここでは少量のワイヤ送りを示したが、このワイヤ送りを停止(ワイヤなし)にして初層裏波溶接を実施することも可能である。また、ここでは開先継手部材1,2の開先底部中央にインサート材19を設ける溶接例を示したが、インサート材19なしの開先継手であっても、例えば、下向き姿勢や立向き上進姿勢で初層裏波溶接を実施すれば、裏面側に目標としている溶融プール幅及び裏ビード幅を適正範囲に形成でき、凸形状でほぼ均一な裏ビード幅を良好に得ることが可能である。次に、初層裏波溶接の終了後に行う2層目の溶接では、オーステナイト系ワイヤを使用すると共に、図7(4)に示すように、少なくとも初層溶接時に形成した前記裏ビード15を再溶融させない入熱条件に抑制した溶接条件(例えば、初層溶接条件の1/2〜2/3の入熱条件)に変更して、非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしている。このように2層目溶接の入熱を抑制して溶接することにより、裏ビードの再溶融が確実に防止できると共に、表面側に積層するビード高さを増すことができる。また、累計の積層ビード高さHbが3層目の溶接以降に到達するまで積層する溶接施工では、図7(5)に示すように、少なくとも初層の溶接条件、2層目の溶接条件と異なる積層条件であって、溶接パスに該当する複数の適正な溶接条件(例えば、4kJ/cm〜12kJ/cmの低い入熱条件又は平均溶接電流が約120A〜220Aのアーク条件)に変更して1層1パスずつ積層溶接するように、前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うようにしている。又はほぼ一定の適正な溶接条件(例えば、約4kJ/cmか約6kJ/cmか約8kJ/cmか約10kJ/cmか約12kJ/cmに特定した低い入熱条件)に設定して積層溶接するように、前記非消耗電極方式のパルスアーク溶接又は直流アーク溶接を行うこともできる。ワイヤ送り量については、溶入熱条件に適した溶融可能なワイヤ量であり、例えば、形成すべきビード高さが0.5〜2.0mmの範囲内になるように送給するとよい。また、溶接中は、図6に示した第2の映像モニタ装置37に画面表示する表面側の溶接状態の監視結果に基づいて、電極6の位置又はこの電極位置及びワイヤ4位置を調整又は制御するとよい。このように第1の積層溶接を施工することにより、開先裏面から所定の積層ビード高さHbまでオーステナイト系ワイヤによる溶接金属で満たすことができる。
【0072】
そして、その後に開先上面部の最終層まで積層する溶接施工では、マルテンサイト変態を有するマルテンサイト系ワイヤに交換し、図7(6)に示すように、継続すべき開先内3の残りの溶接部分26から開先上面部の最終層まで1層1パスずつ積層溶接するようにしている。また、図2に示したように1層1パスずつ積層する途中で開先左右に振分けて1層2パスずつ積層溶接できる。さらに、最終層の溶接パスを3パスに増して溶接することにより、最終層の累計ビード幅をより広くでき、最終層の溶接表面部及びその近傍に残留する引張応力をさらに小さくできる。
【0073】
マルテンサイト系ワイヤを使用する積層溶接では、この積層溶接の以前にオーステナイト系ワイヤを使用して積層溶接した時の最後の溶接条件又はこの最後前の溶接条件よりも小さい入熱量の適正な溶接条件に変更して溶接することにより、開先上面部まで良好な溶接結果を得ることができるばかりでなく、溶接による収縮変形やたわみ変形、熱影響部の領域を小さくできる。あるいは前記最後の溶接条件又はこの最後前の溶接条件と同等の適正な溶接条件を再使用して溶接することにより、少ないパス数で積層できると共に、開先上面部まで良好な溶接結果を得ることができる。最終層の溶接(P=N)では、図7(6)に示したように開先表面1a,2aより少し盛り上る(例えは1mm程度の余盛り高さ)ように仕上げている。この最終層の溶接又は最終層の前層の溶接及び最終層の溶接では、溶接トーチ4を左右に揺動させるウィービング溶接を行うとよい。このウィービング溶接によって溶接ビードの両止端部の溶け込みを良くし、貝殻模様のような波目を有する良好な溶接ビード外観を得ることができる。
【0074】
このように2種類のワイヤを使い分けて各々積層溶接することにより、原子力発電プラント,火力発電プラントなどで使用される厚板の容器や配管などの管部材や平板部材の開先継手の完全溶け込み溶接及び残留応力低減が要求される溶接製品であっても、開先裏面部から開先上面部まで欠陥のない良好な溶接結果を得ることかできるばかりでなく、上述したように、マルテンサイト系ワイヤによるマルテンサイト変態及び膨張効果によって、室温時の溶接金属部に膨張作用及び張力が生じ、重要な開先底面側の溶接裏面部及びその近傍に残留する応力を圧縮応力に改善できる。同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、溶接パス毎の入熱量を小さく抑制した溶接条件を用いることにより、パス毎の溶接及び累計の積層溶接で生じる溶接金属部及びこの周辺部の収縮変形やたわみ変形,熱影響部の領域を小さくできる。なお、溶接継手の引張強度試験,曲げ強度試験を行った結果、母材破断による母材以上の高強度,ミクロ割れもない延性強度を有する良好な結果であった。
【0075】
最後に、残留応力の測定結果について述べる。図8は、本発明の狭開先継手の多層盛溶接方法で施工した多層盛溶接構造物の1つである配管内面の残留応力測定結果の一例である。同様に、図9は、多層盛溶接構造物の1つである配管外面の残留応力測定結果の一例である。配管の材質がSUS316L系、外径が314mm、板厚が29.5mm 、開先深さが28mmである。溶接施工は、図1(3)及び図7で説明したように示したように、配管と同質系のオーステナイト系ワイヤ(SUS316L系)を用いて開先板厚Tの2/5程度の浅い高さまで積層溶接し、その後に、マルテンサイト変態を有するマルテンサイト系のステンレスワイヤに交換して残りの深い部分から開先上面部まで低入熱条件で積層溶接している。また、残留応力測定は、X線回折測定法より精度の良いひずみゲージ開放法
(配管内外面の測定箇所にひずみゲージを貼り付け、短冊切りの1次切断開放の工程から最終スリット切りの3次開放の工程を経て、周方向の開放ひずみ値εθと軸方向の開放ひずみ値εzとの測定結果より、周方向の残留応力σθ,軸方向の残留応力を算出)を用いて測定した結果である。
【0076】
配管内面側の溶接裏面部及びその周辺部の残留応力は、図8に示したように、溶接線直角方向の軸方向残留応力σz(〇印の線)及び溶接線方向の周方向残留応力σθ(◆印の線)の両方ともに、約−100MPa以下の圧縮応力になっている。一方、配管外面側の溶接表面部及びその周辺部の残留応力については、図9に示したように、溶接部に隣接する部分の周方向残留応力σθ(◆印の線)が最大約170MPaの引張応力になっている。これに対して、溶接線直角方向の軸方向残留応力σz(〇印の線)は、溶接部に隣接する部分及び溶接中央部分で約−100MPaの圧縮応力になっている。
【0077】
比較のために、初層裏波溶接から最終層の溶接まで全て前記オーステナイト系ワイヤを用いて溶接施工した配管内面の残留応力測定結果の一例を図10に示す。配管の材質やサイズ,開先形状,溶接条件及び溶接の施工法はほぼ同じあり、マルテンサイト系ワイヤを使用せずに、開先継手材と同質系のオーステナイト系ワイヤのみを使用していることが異なっている。この場合には、周方向残留応力σθが約−100MPa以下の圧縮応力であるのに対して、重要な軸方向残留応力σzが最大で約100MPaの引張応力に変化している。開先継手の開先幅を狭くし、しかも、低入熱の溶接条件で積層溶接することによって、重要な溶接裏面部及びその周辺部の残留応力を低減できるが、図10に示したように、最大で約100MPaの引張応力が残っている。これに対して、本発明の多層盛溶接方法を施工することにより、図8に示したように、重要な溶接裏面部及びその周辺部の残留応力を圧縮応力に改善できる。この改善の結果、溶接完了後に、残留応力を除去するための高価な加熱処理装置を設けたり、加熱処理を行ったりする必要がなくなり、コスト低減を図ることもできる。
【0078】
以上述べたように、本発明の狭開先継手の多層盛溶接方法によれば、開先継手の多層盛溶接及び残留応力低減が必要な厚板の容器や配管などの管部材又は平板部材であっても、開先底部から初層裏波溶接から開先上面部の最終層溶接まで良好に積層溶接できる。また、2種類のオーステナイト系ワイヤ及びマルテンサイトを使い分けて積層溶接することより、マルテンサイト変態の溶接金属部に膨張作用及び張力が生じ、底面側の溶接裏面部及びその近傍に残留する引張応力を圧縮応力に変えることができ、同時に、最終層の溶接表面部及びその近傍に残留する引張応力を低減できる。また、溶接パス毎の入熱量,溶接による収縮変形やたわみ変形,熱影響部の領域を小さくできるばかりでなく、溶接すべき開先断面積を小さくでき、ワイヤの使用量の削減,溶接工数の低減を図ることができる。さらに、残留応力を改善できる結果、溶接完了後に、残留応力を除去するための高価な加熱処理装置を設けたり、加熱処理を行ったりする必要がなくなり、コスト低減を図ることができるばかりでなく、原子力発電プラントなどの実機適用稼働における残留応力腐食割れ防止,長寿命化に寄与することができる。
【図面の簡単な説明】
【0079】
【図1】本発明の狭開先継手の多層盛溶接方法の概要を示す一実施例の溶接断面である。
【図2】本発明の狭開先継手の多層盛溶接方法の概要を示す他の一実施例の溶接断面である。
【図3】本発明の狭開先継手の多層盛溶接方法の概要を示すもう一つ別の一実施例の溶接断面である。
【図4】図1及び図2に示した多層盛溶接方法に使用するマルテンサイト系ワイヤと、オーステナイト系ワイヤ(又はこのワイヤと同質係の開先継手材)とにおける温度と伸び(1mm長さ当りの伸び)との関係を模式的に示す説明図である。
【図5】マルテンサイト系ワイヤで積層溶接した溶接断面の上位部分に生じる膨張効果による張力とオーステナイト系ワイヤで積層溶接した溶接断面の裏面部分に生じる圧縮応力との関係を模式的に示す説明図である。
【図6】本発明の狭開先継手の多層盛溶接方法に係わる溶接装置の一実施を示す概略構成図である。
【図7】狭開先継手の溶接施工の概要を示す溶接前と積層溶接後の断面である。
【図8】本発明の狭開先継手の多層盛溶接方法で施工した多層盛溶接構造物の1つである配管内面の残留応力測定結果の一例である。
【図9】本発明の狭開先継手の多層盛溶接方法で施工した多層盛溶接構造物の1つである配管外面の残留応力測定結果の一例である。
【図10】初層裏波溶接から最終層の溶接まで全て前記オーステナイト系ワイヤを用いて溶接施工した配管内面の残留応力測定結果の一例である。
【符号の説明】
【0080】
1,2…開先継手部材、1b,2b…開先裏面、3…開先内、4…ワイヤ、5…溶接台車、6…電極、7…溶接トーチ、8…TIG溶接電源、9a…溶接制御装置、9b…操作ペンダント、10…アーク、11…第1のカメラ、12…カメラ制御器、13…第1の映像モニタ装置、14…裏ビード幅Bの特定値、15…裏ビード、16…裏面側の溶融プール、17…裏面側監視装置、18…表面側の溶融プール、19…インサート材、20…仮付け溶接のビード断面、21…初層裏波溶接のビード断面、22…2パス目溶接のビード断面、23…3パス目溶接のビード断面、30…最終層のビード断面、32…照明手段、33…シールドガス、34…バックガス、35…第2のカメラ、36…カメラ制御器、
37…第2の映像モニタ装置、38…画像処理装置、39…表面側の溶融プール、41…オーステナイ系ワイヤで積層溶接、42…マルテンサイト系ワイヤで積層溶接、Hb…累計の積層ビード高さ、H…残存開先深さ、w…開先底部幅、f…ルートフェイス、θ…片面角度。
【特許請求の範囲】
【請求項1】
管部材又は平板部材を相互に突き合せた開先を片面から積層溶接する狭開先継手の多層盛溶接方法において、
前記積層溶接は積層溶接の開始より部材厚さの1/5以上4/5以下の範囲に前記管部材又は平板部材と同種のワイヤを用いて行う第一の溶接工程と、前記第一の溶接工程後に残存部より溶接最終層までの範囲に前記管部材又は平板部材より小さい線膨張係数を有するワイヤを用いて行う第二の溶接工程とを有することを特徴とする多層盛溶接方法。
【請求項2】
請求項1に記載の多層盛溶接方法であって、前記第一の溶接工程または前記第二の溶接工程は、非消耗電極方式のパルスアーク溶接又は直流アーク溶接により行うことを特徴とする多層盛溶接方法。
【請求項3】
請求項1に記載の多層盛溶接方法であって、
前記狭開先の底部の開先幅を4mm以上8mm以下とし、前記開先を形成する部材の片面の角度は10°以下とすることを特徴とする多層盛溶接方法。
【請求項4】
請求項1に記載の多層盛溶接方法であって、
硫黄分を0.008〜0.15%含有したオーステナイト系インサート材を前記狭開先継手底部の中央部に、表面側及び裏面側に各々突き出すよう設けることを特徴とする多層盛溶接方法。
【請求項5】
請求項1に記載の多層盛溶接方法であって、
前記第一の溶接工程に用いられるワイヤはオーステナイト系ワイヤであり、
前記第二の溶接工程に用いられるワイヤはマルテンサイト系ワイヤ,インコネル系ワイヤ,オーステナイト系ワイヤのいずれかであることを特徴とする多層盛溶接方法。
【請求項6】
請求項1に記載の多層盛溶接方法であって、
前記第一の溶接工程に用いられるワイヤはオーステナイト系ワイヤであり、
前記第二の溶接工程に用いられるワイヤはマルテンサイト系ワイヤであり、
前記マルテンサイト系ワイヤはNiを8〜12重量%、Crを8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上300℃以下であるワイヤを用いることを特徴とする多層盛溶接方法。
【請求項7】
請求項4に記載されている多層盛溶接方法において、
前記第一の溶接工程前に前記開先底部の表面側の継ぎ部と前記インサート材の突き出し部とを溶融接合する仮付け溶接工程を有することを特徴とする狭開先継手の多層盛溶接方法。
【請求項1】
管部材又は平板部材を相互に突き合せた開先を片面から積層溶接する狭開先継手の多層盛溶接方法において、
前記積層溶接は積層溶接の開始より部材厚さの1/5以上4/5以下の範囲に前記管部材又は平板部材と同種のワイヤを用いて行う第一の溶接工程と、前記第一の溶接工程後に残存部より溶接最終層までの範囲に前記管部材又は平板部材より小さい線膨張係数を有するワイヤを用いて行う第二の溶接工程とを有することを特徴とする多層盛溶接方法。
【請求項2】
請求項1に記載の多層盛溶接方法であって、前記第一の溶接工程または前記第二の溶接工程は、非消耗電極方式のパルスアーク溶接又は直流アーク溶接により行うことを特徴とする多層盛溶接方法。
【請求項3】
請求項1に記載の多層盛溶接方法であって、
前記狭開先の底部の開先幅を4mm以上8mm以下とし、前記開先を形成する部材の片面の角度は10°以下とすることを特徴とする多層盛溶接方法。
【請求項4】
請求項1に記載の多層盛溶接方法であって、
硫黄分を0.008〜0.15%含有したオーステナイト系インサート材を前記狭開先継手底部の中央部に、表面側及び裏面側に各々突き出すよう設けることを特徴とする多層盛溶接方法。
【請求項5】
請求項1に記載の多層盛溶接方法であって、
前記第一の溶接工程に用いられるワイヤはオーステナイト系ワイヤであり、
前記第二の溶接工程に用いられるワイヤはマルテンサイト系ワイヤ,インコネル系ワイヤ,オーステナイト系ワイヤのいずれかであることを特徴とする多層盛溶接方法。
【請求項6】
請求項1に記載の多層盛溶接方法であって、
前記第一の溶接工程に用いられるワイヤはオーステナイト系ワイヤであり、
前記第二の溶接工程に用いられるワイヤはマルテンサイト系ワイヤであり、
前記マルテンサイト系ワイヤはNiを8〜12重量%、Crを8〜12重量%含有し、マルテンサイト変態開始温度が100℃以上300℃以下であるワイヤを用いることを特徴とする多層盛溶接方法。
【請求項7】
請求項4に記載されている多層盛溶接方法において、
前記第一の溶接工程前に前記開先底部の表面側の継ぎ部と前記インサート材の突き出し部とを溶融接合する仮付け溶接工程を有することを特徴とする狭開先継手の多層盛溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−192438(P2006−192438A)
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願番号】特願2005−3298(P2005−3298)
【出願日】平成17年1月11日(2005.1.11)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願日】平成17年1月11日(2005.1.11)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]