
狭開先MAG溶接装置
【課題】大型圧力容器など厚肉の大型構造物の溶接に対して、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を開発・提供することにある。
【解決手段】溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニット(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置であり、狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状のブロック(3a)、あるいはS字状のブロック(3b)を介して設け、さらに、ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を円弧状に、かつ、左右に振るローラ(1c)を設け、該レバーを左右に振ることを特徴とする狭開先MAG溶接装置である。
【解決手段】溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニット(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置であり、狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状のブロック(3a)、あるいはS字状のブロック(3b)を介して設け、さらに、ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を円弧状に、かつ、左右に振るローラ(1c)を設け、該レバーを左右に振ることを特徴とする狭開先MAG溶接装置である。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、狭開先MAG溶接装置に関するものである。
【背景技術】
【0002】
従来、発電用ボイラーの一部を構成する配管、例えば過熱蒸気管、再熱蒸気管、ボイラ給水管等は、熱交換器である過熱器で過熱された温風、高圧の蒸気をボイラーからタービンに送り、タービンを駆動し終わった蒸気を再びボイラで再過熱し、再度タービンに送り、ボイラに予め加圧した給水を送る機能を担っており、高温、高圧蒸気または給水に耐える材料で形成しなければならないため、大径の厚肉管で構成されている。
【0003】
即ち,これらの配管には高耐圧性が要求され、特にボイラの起動、停止時には低温から高温にまで及ぶ大きな温度変化環境下に曝されるため、熱収縮量が大きく、応力が集中し易い溶接継手等の溶接接続箇所においては、溶接品質が高度で強度の高いことが要求される。そして、これらの配管は大径の肉厚管で構成されているため、その溶接作業は数時間に及び連続作業となっていた。
【0004】
そのため、大型圧力容器などの厚肉の大型構造物の溶接に対し、開先を狭くする,狭開先MAG溶接が存在する。コンタクトチップに被溶接材の対向に直交する方向に細長い断面形状をもつノズル孔を設けておき、こきおノズル孔に溶接ワイヤを送り込む直前に溶接ワイヤに波状の塑性変形を与え、この波状変形に戻ろうとする波状弾性を保たせたままノズル孔中に移動させてノズル端より開先内に送り出すようにした波状溶接ワイヤ式狭開先溶接方法の発明が開示されている。例えば、特許文献1のように。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭52−110246号公報
【0006】
そして、上記の特許文献1の溶接方法の原理を採用し、大きな波状の塑性変形を与えられる溶接ワイヤを形成する部材を有するベンディングユニットケース(1)と、安定した溶接が行えるように、図6、図7に示すように、溶接中心線に対して左右対称な2次シールドボックス(10b)とを、溶接ワイヤ(6)が、溶接トーチ(2)に供給される途中に備えた溶接装置を使用していた。
【0007】
上記ケース(1)内の構造は、細径の溶接ワイヤ(6)を一対のローラ(1c)間に挿通し、該ワイヤ(6)と該ローラ(1c)を送り方向に対して、直交する方向に反復継続して揺動させることにより、溶接ワイヤ(6)に大きな波状の塑性変形を与えるワイヤオシレート機構(1a)と、この大きな波状の塑性変形を与えられた溶接ワイヤ(6)を、溶接トーチ(2)方向に送る一対の送給ローラ(1b)を設けたものである。
【0008】
このように、ワイヤリールより細径のワイヤ(6)を送給する過程で、ワイヤオシレート機構(1a)はローラ(1b)が直線上に動くことで溶接ワイヤ(6)に大きな波状の塑性変形を与え、溶接ワイヤ(6)が溶接トーチ(2)を通過後、給電チップ(8)の先端から溶接ワイヤ(6)の曲がり癖の復元力によって溶接ワイヤ(6)を自動的に揺動させることにより、溶接部(9)のアーク(7)が狭開先(4c)の側壁面へ到達し得るようになり、十分な溶け込みが得られるようにしたものであり、また、溶接中心線に対して左右対称な2次シールドボックス(10b)を配置して安定した溶接が行えるよう構成している。
【0009】
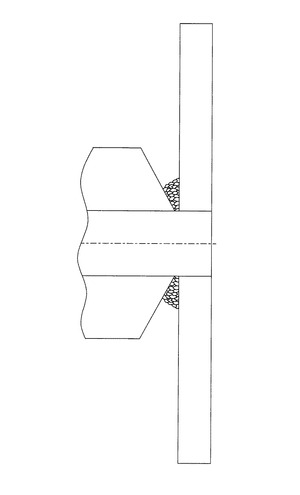
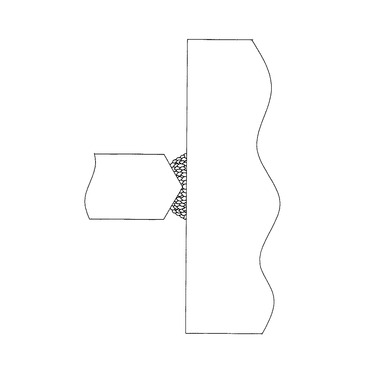
しかしながら、図8に示す母材であるフランジとパイプや、図9に示すような母材である厚板のT継ぎ手溶接のように、母材の左右の壁の高さが同じでない場合は、レ型開先が用いられ、狭開MAG溶接は行われていなかった。さらに、図7に示すように母材であるフランジとパイプで狭開先MAG溶接を行う場合は、壁からある程度の距離離れた位置に狭開先(K)を加工する必要があるために、直管部分を設けて行っていた。
【0010】
そして、厚板の構造物で片側に高い壁があるような場合の溶接作業は、開先断面積が大きく、多大な時間を必要としていた。また、開先断面積を小さくした狭開先MAG溶接はベンディングユニットが壁と干渉するため、壁から一定の距離離れた位置に狭開先を設ける必要があった。
【0011】
また、安定した溶接品質を保つためには、2次シールドボックスが必要であるが、片側の母材の壁に干渉するため、この場合も、壁から一定の距離離れた位置に狭開先を設ける必要があった。さらに、ベンディング幅は、ストッパで決めていたため溶接途中に変更することが不可能であるという欠点があった。
【発明の概要】
【発明が解決しようとする課題】
【0012】
そこで、この発明は、これらの上記の各欠点を解決しようとする発明であって、大型圧力容器など厚肉の大型構造物の溶接に対して、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を開発・提供することにある。
【課題を解決するための手段】
【0013】
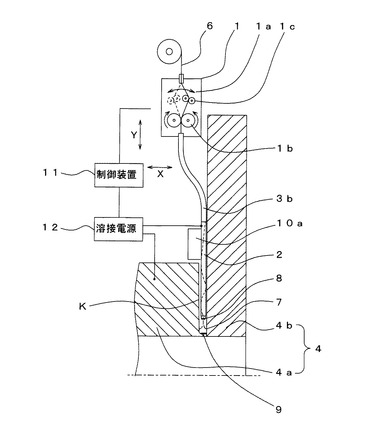
この発明による課題を解決するための手段としては、ベンディングユニットを傾けて狭開先トーチ(2)との間に、トーチと絶縁されている円弧ブロック(3a)を設けることにより解決し、また、ベンディングユニットを傾けて狭開先トーチ(2)との間に、トーチと絶縁されているS字状ブロック(3b)を設けることで解決し、あるいは、曲げ部を有する狭開先トーチ(2a)を使用することにより解決し、さらに、ワイヤオシレート機構(1a)のレバー(1d)の揺動駆動に位置決めを有するモータ(1e)で行うことにより解決しようとするものである。
【発明の効果】
【0014】
この発明によると、
1) ベンディングユニットケース(1)を傾けて狭開先トーチ(2)の間に円弧状ブロック(3a)を設けることにより、ベンディングユニットケース(1)が壁から遠ざかり、干渉がなくなるため、狭開先MAG溶接ができ、開先断面積が小さくなり、溶接ワイヤの低減を図ることができる。
2) また、フランジ(4b)近傍での狭開先MAG溶接が可能となり、直管部が必要なくなり、材料の低減を図ることができる。
3) さらに、壁の近傍でも2次シールドボックス(10a)を使って狭開先MAG溶接が可能となり、直管部が必要なくなり、材料の低減を図ることができる。
4) そして、ワイヤオシレート機構(1a)のローラ(1c)が左右方向に動くときの軌跡が円弧状になることで、ワイヤ(6)が均一に引っ張られるため、安定したアークを発生させることができる。
等の極めて有益なる効果を奏するものである。
【図面の簡単な説明】
【0015】
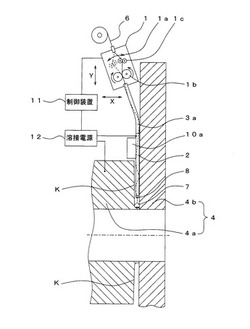
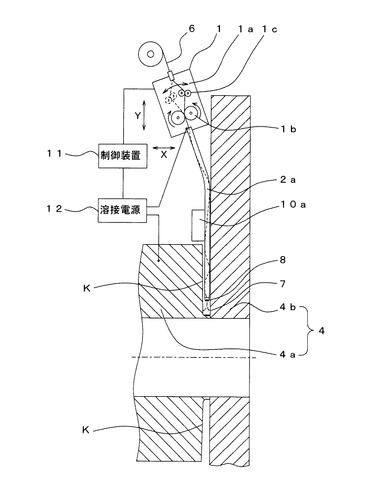
【図1】この発明の一実施例を示し、パイプ材とフランジ材との狭開先MAG溶接装置の一部欠截断面図である。
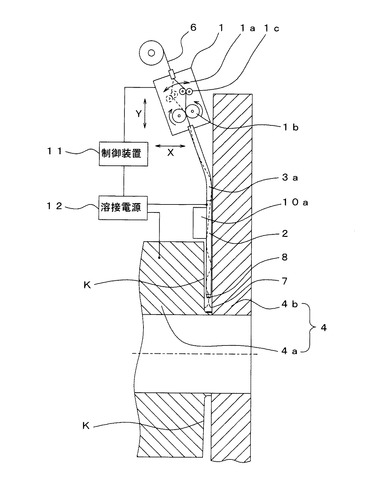
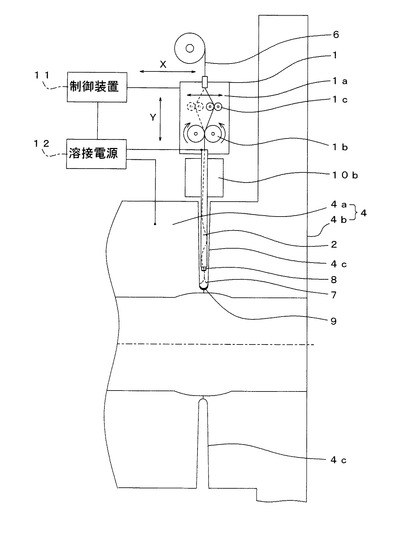
【図2】この発明の他の実施例を示し、厚板材と大型構造物の長手T継ぎ手の狭開先MAG溶接装置の一部欠截断面図である。
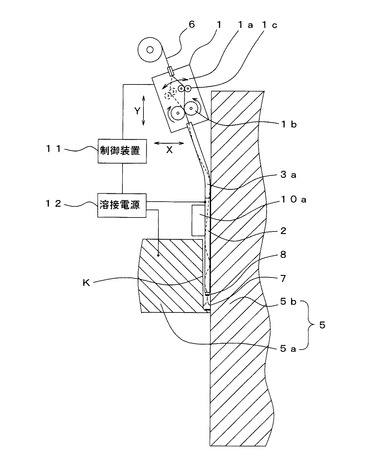
【図3】この発明のさらに他の実施例を示し、S字状ブロックを用いた狭開先MAG溶接装置である。
【図4】この発明のさらに他の実施例を示し、曲げ部を有する狭開先トーチを使用した狭開先MAG溶接装置である。
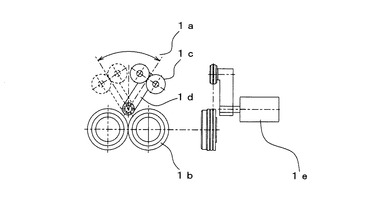
【図5】この発明の一実施例を示し、ワイヤオレシート機構を示し、(a)は、一部欠截正面図であり、(b)は、側面図である。
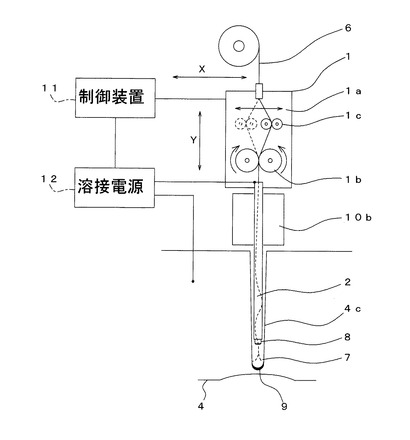
【図6】従来例を示す狭開先MAG溶接装置の一部欠截側面図である。
【図7】従来例を示す狭開先MAG溶接装置の一部欠截側面図である。
【図8】従来例のパイプとフランジの開先形状を示す側面である。
【図9】従来例の厚板材と構造物のT継ぎ手の開先形状を示す側面図である。
【発明を実施するための最良の形態】
【0016】
この発明は、大型圧力容器など厚肉の大型構造物の溶接に対し、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を提供するものである。
【実施例】
【0017】
この発明の一実施例を図1,図2そして図3に基づいて詳細に説明すると、溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニットケース(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置から構成されている。
【0018】
尚、(7)は、溶接ワイヤ(6)の先端部に発生したアークであり、(11)は、溶接動作を制御する制御装置、(12)は、母材(4)と溶接ボイヤ(6)との間に溶接電流を供給する溶接電源であり、(2)は、狭開先トーチ、(8)は、狭開先トーチ先端にある給電チップ、(3a)は、ベンディングユニットケース(1)と狭開先トーチ(2)を連結する円弧状ブロック、(10a)は、左右非対称の2次シールドボックスである。
【0019】
そして、狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状のブロック(3a)、あるいはS字状のブロック(3b)を介して設けることを特徴とする狭開先MAG溶接装置である。
【0020】
さらに、ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を左右に振るローラ(1c)を円弧状に、かつ、左右に移動するよう設け、該レバーを左右に振ることを特徴とする狭開先MAG溶接装置である。
【0021】
尚、ベンディングユニット(1)と左右非対称第2次シールドボックス(10a)は、パイプ(4a)、フランジ(4b)等の母材(4)とは、独立して支持されており、例えば,支持台(図示はしない)等に支持され、水平方向(X),垂直方向(Y)に移動可能に配置されるものである。
【産業上の利用可能性】
【0022】
この発明は、狭開先MAG溶接装置の技術を確立し、実施することにより、産業上利用できるものである。
【符号の説明】
【0023】
1 ベンディングユニットケース
1a ワイヤオシレート機構
1b 送給ローラ
1c ローラ
1d レバー
1e 位置決めを有するモータ
2 開先トーチ
2a 曲げ部を有する狭開先トーチ
3a 円弧状ブロック
3b S字状ブロック
4 母材
4a パイプ
4b フランジ
5 母材
5a 厚板材
5b 大型構造物
6 溶接ワイヤ
7 アーク
8 給電チップ
9 溶接部
10a 左右非対称第2次シールドボックス
10b 左右非対称第2次シールドボックス
11 制御装置
12 溶接電源
K 開先
【技術分野】
【0001】
この発明は、狭開先MAG溶接装置に関するものである。
【背景技術】
【0002】
従来、発電用ボイラーの一部を構成する配管、例えば過熱蒸気管、再熱蒸気管、ボイラ給水管等は、熱交換器である過熱器で過熱された温風、高圧の蒸気をボイラーからタービンに送り、タービンを駆動し終わった蒸気を再びボイラで再過熱し、再度タービンに送り、ボイラに予め加圧した給水を送る機能を担っており、高温、高圧蒸気または給水に耐える材料で形成しなければならないため、大径の厚肉管で構成されている。
【0003】
即ち,これらの配管には高耐圧性が要求され、特にボイラの起動、停止時には低温から高温にまで及ぶ大きな温度変化環境下に曝されるため、熱収縮量が大きく、応力が集中し易い溶接継手等の溶接接続箇所においては、溶接品質が高度で強度の高いことが要求される。そして、これらの配管は大径の肉厚管で構成されているため、その溶接作業は数時間に及び連続作業となっていた。
【0004】
そのため、大型圧力容器などの厚肉の大型構造物の溶接に対し、開先を狭くする,狭開先MAG溶接が存在する。コンタクトチップに被溶接材の対向に直交する方向に細長い断面形状をもつノズル孔を設けておき、こきおノズル孔に溶接ワイヤを送り込む直前に溶接ワイヤに波状の塑性変形を与え、この波状変形に戻ろうとする波状弾性を保たせたままノズル孔中に移動させてノズル端より開先内に送り出すようにした波状溶接ワイヤ式狭開先溶接方法の発明が開示されている。例えば、特許文献1のように。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭52−110246号公報
【0006】
そして、上記の特許文献1の溶接方法の原理を採用し、大きな波状の塑性変形を与えられる溶接ワイヤを形成する部材を有するベンディングユニットケース(1)と、安定した溶接が行えるように、図6、図7に示すように、溶接中心線に対して左右対称な2次シールドボックス(10b)とを、溶接ワイヤ(6)が、溶接トーチ(2)に供給される途中に備えた溶接装置を使用していた。
【0007】
上記ケース(1)内の構造は、細径の溶接ワイヤ(6)を一対のローラ(1c)間に挿通し、該ワイヤ(6)と該ローラ(1c)を送り方向に対して、直交する方向に反復継続して揺動させることにより、溶接ワイヤ(6)に大きな波状の塑性変形を与えるワイヤオシレート機構(1a)と、この大きな波状の塑性変形を与えられた溶接ワイヤ(6)を、溶接トーチ(2)方向に送る一対の送給ローラ(1b)を設けたものである。
【0008】
このように、ワイヤリールより細径のワイヤ(6)を送給する過程で、ワイヤオシレート機構(1a)はローラ(1b)が直線上に動くことで溶接ワイヤ(6)に大きな波状の塑性変形を与え、溶接ワイヤ(6)が溶接トーチ(2)を通過後、給電チップ(8)の先端から溶接ワイヤ(6)の曲がり癖の復元力によって溶接ワイヤ(6)を自動的に揺動させることにより、溶接部(9)のアーク(7)が狭開先(4c)の側壁面へ到達し得るようになり、十分な溶け込みが得られるようにしたものであり、また、溶接中心線に対して左右対称な2次シールドボックス(10b)を配置して安定した溶接が行えるよう構成している。
【0009】
しかしながら、図8に示す母材であるフランジとパイプや、図9に示すような母材である厚板のT継ぎ手溶接のように、母材の左右の壁の高さが同じでない場合は、レ型開先が用いられ、狭開MAG溶接は行われていなかった。さらに、図7に示すように母材であるフランジとパイプで狭開先MAG溶接を行う場合は、壁からある程度の距離離れた位置に狭開先(K)を加工する必要があるために、直管部分を設けて行っていた。
【0010】
そして、厚板の構造物で片側に高い壁があるような場合の溶接作業は、開先断面積が大きく、多大な時間を必要としていた。また、開先断面積を小さくした狭開先MAG溶接はベンディングユニットが壁と干渉するため、壁から一定の距離離れた位置に狭開先を設ける必要があった。
【0011】
また、安定した溶接品質を保つためには、2次シールドボックスが必要であるが、片側の母材の壁に干渉するため、この場合も、壁から一定の距離離れた位置に狭開先を設ける必要があった。さらに、ベンディング幅は、ストッパで決めていたため溶接途中に変更することが不可能であるという欠点があった。
【発明の概要】
【発明が解決しようとする課題】
【0012】
そこで、この発明は、これらの上記の各欠点を解決しようとする発明であって、大型圧力容器など厚肉の大型構造物の溶接に対して、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を開発・提供することにある。
【課題を解決するための手段】
【0013】
この発明による課題を解決するための手段としては、ベンディングユニットを傾けて狭開先トーチ(2)との間に、トーチと絶縁されている円弧ブロック(3a)を設けることにより解決し、また、ベンディングユニットを傾けて狭開先トーチ(2)との間に、トーチと絶縁されているS字状ブロック(3b)を設けることで解決し、あるいは、曲げ部を有する狭開先トーチ(2a)を使用することにより解決し、さらに、ワイヤオシレート機構(1a)のレバー(1d)の揺動駆動に位置決めを有するモータ(1e)で行うことにより解決しようとするものである。
【発明の効果】
【0014】
この発明によると、
1) ベンディングユニットケース(1)を傾けて狭開先トーチ(2)の間に円弧状ブロック(3a)を設けることにより、ベンディングユニットケース(1)が壁から遠ざかり、干渉がなくなるため、狭開先MAG溶接ができ、開先断面積が小さくなり、溶接ワイヤの低減を図ることができる。
2) また、フランジ(4b)近傍での狭開先MAG溶接が可能となり、直管部が必要なくなり、材料の低減を図ることができる。
3) さらに、壁の近傍でも2次シールドボックス(10a)を使って狭開先MAG溶接が可能となり、直管部が必要なくなり、材料の低減を図ることができる。
4) そして、ワイヤオシレート機構(1a)のローラ(1c)が左右方向に動くときの軌跡が円弧状になることで、ワイヤ(6)が均一に引っ張られるため、安定したアークを発生させることができる。
等の極めて有益なる効果を奏するものである。
【図面の簡単な説明】
【0015】
【図1】この発明の一実施例を示し、パイプ材とフランジ材との狭開先MAG溶接装置の一部欠截断面図である。
【図2】この発明の他の実施例を示し、厚板材と大型構造物の長手T継ぎ手の狭開先MAG溶接装置の一部欠截断面図である。
【図3】この発明のさらに他の実施例を示し、S字状ブロックを用いた狭開先MAG溶接装置である。
【図4】この発明のさらに他の実施例を示し、曲げ部を有する狭開先トーチを使用した狭開先MAG溶接装置である。
【図5】この発明の一実施例を示し、ワイヤオレシート機構を示し、(a)は、一部欠截正面図であり、(b)は、側面図である。
【図6】従来例を示す狭開先MAG溶接装置の一部欠截側面図である。
【図7】従来例を示す狭開先MAG溶接装置の一部欠截側面図である。
【図8】従来例のパイプとフランジの開先形状を示す側面である。
【図9】従来例の厚板材と構造物のT継ぎ手の開先形状を示す側面図である。
【発明を実施するための最良の形態】
【0016】
この発明は、大型圧力容器など厚肉の大型構造物の溶接に対し、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を提供するものである。
【実施例】
【0017】
この発明の一実施例を図1,図2そして図3に基づいて詳細に説明すると、溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニットケース(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置から構成されている。
【0018】
尚、(7)は、溶接ワイヤ(6)の先端部に発生したアークであり、(11)は、溶接動作を制御する制御装置、(12)は、母材(4)と溶接ボイヤ(6)との間に溶接電流を供給する溶接電源であり、(2)は、狭開先トーチ、(8)は、狭開先トーチ先端にある給電チップ、(3a)は、ベンディングユニットケース(1)と狭開先トーチ(2)を連結する円弧状ブロック、(10a)は、左右非対称の2次シールドボックスである。
【0019】
そして、狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状のブロック(3a)、あるいはS字状のブロック(3b)を介して設けることを特徴とする狭開先MAG溶接装置である。
【0020】
さらに、ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を左右に振るローラ(1c)を円弧状に、かつ、左右に移動するよう設け、該レバーを左右に振ることを特徴とする狭開先MAG溶接装置である。
【0021】
尚、ベンディングユニット(1)と左右非対称第2次シールドボックス(10a)は、パイプ(4a)、フランジ(4b)等の母材(4)とは、独立して支持されており、例えば,支持台(図示はしない)等に支持され、水平方向(X),垂直方向(Y)に移動可能に配置されるものである。
【産業上の利用可能性】
【0022】
この発明は、狭開先MAG溶接装置の技術を確立し、実施することにより、産業上利用できるものである。
【符号の説明】
【0023】
1 ベンディングユニットケース
1a ワイヤオシレート機構
1b 送給ローラ
1c ローラ
1d レバー
1e 位置決めを有するモータ
2 開先トーチ
2a 曲げ部を有する狭開先トーチ
3a 円弧状ブロック
3b S字状ブロック
4 母材
4a パイプ
4b フランジ
5 母材
5a 厚板材
5b 大型構造物
6 溶接ワイヤ
7 アーク
8 給電チップ
9 溶接部
10a 左右非対称第2次シールドボックス
10b 左右非対称第2次シールドボックス
11 制御装置
12 溶接電源
K 開先
【特許請求の範囲】
【請求項1】
溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニット(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置。
【請求項2】
狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状、あるいはS字状のブロックを介して設けることを特徴とする請求項1記載の狭開先MAG溶接装置。
【請求項3】
ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を円弧状に、かつ、左右に振るローラ(1c)を設け、該レバーを左右に振ることを特徴とする請求項1または2記載の狭開先MAG溶接装置。
【請求項1】
溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニット(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置。
【請求項2】
狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状、あるいはS字状のブロックを介して設けることを特徴とする請求項1記載の狭開先MAG溶接装置。
【請求項3】
ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を円弧状に、かつ、左右に振るローラ(1c)を設け、該レバーを左右に振ることを特徴とする請求項1または2記載の狭開先MAG溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−214403(P2010−214403A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−62782(P2009−62782)
【出願日】平成21年3月16日(2009.3.16)
【出願人】(391018639)バブ日立工業株式会社 (38)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月16日(2009.3.16)
【出願人】(391018639)バブ日立工業株式会社 (38)
【Fターム(参考)】
[ Back to top ]