
現像ローラー、これを用いた現像装置、電子写真装置及びプロセスカートリッジ
【課題】現像ローラーと現像ブレード間における現像剤への圧力を軽減させ、表面への現像剤の固着を抑制し、すじ状の画像不良を抑制できる現像ローラーを提供する。
【解決手段】軸芯体と、表面に導電性樹脂層とを有する現像ローラーにおいて、導電性樹脂層が、弾性率が異なる低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有し、低弾性樹脂粒子A及び高弾性樹脂粒子Bは平均粒子径3μm以上30μm以下で、且つ、高弾性樹脂粒子Bの平均粒子径bと低弾性樹脂粒子Aの平均粒子径aとの差(b−a)が5μm以上27μm以下であり、低弾性樹脂粒子Aが弾性率0.05MPa以上0.2MPa以下を有し、高弾性樹脂粒子Bが弾性率0.3MPa以上2.0MPa以下を有し、低弾性樹脂粒子A及び高弾性樹脂粒子Bが、導電樹脂層の断面積に占める断面積が10%以上50%以下となるように含有される。
【解決手段】軸芯体と、表面に導電性樹脂層とを有する現像ローラーにおいて、導電性樹脂層が、弾性率が異なる低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有し、低弾性樹脂粒子A及び高弾性樹脂粒子Bは平均粒子径3μm以上30μm以下で、且つ、高弾性樹脂粒子Bの平均粒子径bと低弾性樹脂粒子Aの平均粒子径aとの差(b−a)が5μm以上27μm以下であり、低弾性樹脂粒子Aが弾性率0.05MPa以上0.2MPa以下を有し、高弾性樹脂粒子Bが弾性率0.3MPa以上2.0MPa以下を有し、低弾性樹脂粒子A及び高弾性樹脂粒子Bが、導電樹脂層の断面積に占める断面積が10%以上50%以下となるように含有される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、現像ローラー、これを用いた現像装置、電子写真装置及びプロセスカートリッジに関する。より詳しくは、現像ローラー表面への現像剤の固着を抑制し、良好な画質を形成することができる現像ローラー、これを用いた現像装置、電子写真装置及びプロセスカートリッジに関する。
【背景技術】
【0002】
複写機やファクシミリ、プリンタ等の電子写真装置の画像形成方法として、接触現像方法が知られている。接触現像方法は、例えば、非磁性一成分の現像剤を用いる場合、表面に静電潜像が形成された感光体に、現像剤を薄膜状として表面に担持する現像ローラーを圧接させて、現像剤を静電潜像へ移動させトナー像を形成する方法である。
【0003】
このような接触現像法を適用した現像装置においては、具体的には、以下のようにして現像が行われる。現像剤の収納容器の開口を閉塞するように一部が露出するように設けられた現像ローラーに、収納容器内で供給された現像剤は、現像ローラーの回転に伴い、現像ローラーに当接して設けられる現像ブレード間を通過する。現像ブレード間を通過するとき、現像ローラー表面上の現像剤は、加圧摺動され摩擦帯電されると同時に均一な膜厚に形成され、一定量として搬送される。現像ローラーの更なる回転により現像剤の収納容器外の感光体との対向位置に搬送された現像剤は、感光体の静電潜像上に移動し、これを現像する。
【0004】
この種の現像装置に用いられる現像ローラーは、現像剤を帯電させて、表面に現像剤を担持して感光体に対向した位置まで搬送し、感光体の静電潜像と現像剤の受け渡しを行い現像を行う。このため、現像ローラーに対し、103Ωから1010Ωの半導電性領域でその目的にあった導電性(電気抵抗)と、弾性とを有することが要求され、導電性ゴム層上に単層又は複数の樹脂層を有するものが用いられている。
【0005】
このような現像装置において、現像ローラーは、常に現像剤を介して感光体及び現像ブレードに押圧され、負荷が掛けられている。特に、現像ローラーと現像ブレード間には、装置の始動時の摺動において、現像ローラー上の現像剤量が均されていないために滑性が低下し、両者間の摩擦が大きくなり、大きなトルクが発生する。その際、現像ローラーと現像ブレード間で現像剤の一部が潰され、現像ローラーの長手方向に亘って現像剤が固着する現象が起こる場合がある。そして、現象剤の固着した位置において、白抜けのすじ状の画像不良が発生する傾向が強い。
【0006】
上記画像不良に対し、現像ローラーの最表面層に粗し粒子を含有させ、表面に凹凸を形成し、現像ローラーと現像ブレード間における現像剤への負荷を軽減させる技術が知られている。特に、現像剤の搬送性を高めるため、1種又は2種の粗し粒子を含有させる技術として、例えば、長期における規制部材への現像剤融着の発生を抑えるため、粒径の異なる2種の粗し剤による最表面層の調整を行った現像ローラー(特許文献1)が報告されている。また、2種の粗し剤が最表面層に含有される現像ローラー(特許文献2、3)が開示されている。
【0007】
しかしながら、これらはいずれも電子写真装置における画像形成において、現像ローラーへの現像剤の固着に起因するすじ状の画像不良の発生を抑制することについては充分ではなく、さらに改良すべき点を有している。
【特許文献1】特許第2940071号
【特許文献2】特開2005−258201
【特許文献3】特開2005−115265
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の課題は、現像ローラーと現像ブレード間における現像剤への圧力を軽減させ、これにより現像ローラー表面への現像剤の固着を抑制し、長手方向に発生する白抜けのすじ状の画像不良を抑制できる現像ローラーを提供することにある。特に、装置の始動時に生じる傾向が高い現像ローラーへの現像剤の固着に起因する画像不良の発生を抑制できる現像ローラーを提供することにある。また、本発明の課題は、現像ローラーへの現像剤の固着に起因する画像不良の発生を抑制できるプロセスカートリッジ及び電子写真装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、軸芯体と、表面に導電性樹脂層とを有する現像ローラーにおいて、
該導電性樹脂層が、低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有し、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bは平均粒子径が3μm以上30μm以下で、且つ、該高弾性樹脂粒子Bの平均粒子径bと該低弾性樹脂粒子Aの平均粒子径aとの差(b−a)が5μm以上27μm以下であり、
該低弾性樹脂粒子Aの弾性率が0.05MPa以上0.2MPa以下であって、該高弾性樹脂粒子Bの弾性率が0.3MPa以上2.0MPa以下であって、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、導電性樹脂層の断面積に占める断面積が10%以上50%以下となるように含有されていることを特徴とする現像ローラーに関する。
【0010】
また、本発明は、上記現像ローラーと、現像ローラー上の現像剤量を一定にする現像ブレードと、一成分乾式現像剤を収納する現像剤容器とを備えたことを特徴とする現像装置に関する。
【0011】
また、本発明は、静電潜像を担持する感光体と、該感光体に対向した状態で現像剤を供給して静電潜像を現像する現像ローラーとを有する電子写真装置において、上記現像装置を有することを特徴とする電子写真装置や、上記電子写真装置に着脱可能なプロセスカートリッジであって、少なくとも現像ローラーを具備したことを特徴とするプロセスカートリッジに関する。
【発明の効果】
【0012】
本発明の現像ローラーは充分な搬送量を維持して現像剤を感光体へ搬送することができ、現像ブレード間における現像剤への圧力を軽減させ、これにより現像ローラー表面への現像剤の固着を抑制し、長手方向に発生する白抜けのすじ状の画像不良を抑制できる。特に、装置の始動時に生じる傾向が高い現像剤の固着を抑制し、画像不良の発生を抑制できる。
【0013】
本発明のプロセスカートリッジや、電子写真装置は、現像ローラーへの現像剤の固着に起因する画像不良の発生を抑制することができる。
【発明を実施するための最良の形態】
【0014】
本発明の現像ローラーは、軸芯体と、表面に導電性樹脂層とを有する。
【0015】
本発明の現像ローラーにおける軸芯体は、上層の導電性樹脂層を支持可能な強度を有し、電極として機能する導電性を有するものが好ましい。軸芯体の材質としては、例えば、アルミニウム、銅合金、ステンレス鋼等の金属若しくは合金、又は導電性を有する合成樹脂であってもよい。更に、これらにクロム又は、ニッケルで鍍金処理を施してもよい。
【0016】
上記軸芯体の形状は円柱状、円筒状等いずれであってもよく、外径は、例えば、4mm以上10mmの範囲とすることができる。軸体の外径が4mm以上であれば、剛性を有し、現像ローラーの撓みを抑制し、ローラーの長手方向に亘って均一な画像濃度を得ることができる。軸芯体の外径が10mm以下であれば、現像ローラー全体の大径化を抑制することができる。
【0017】
更に、上記軸芯体上にはゴム材等で形成される弾性層を有することが好ましい。かかる弾性層は感光体表面に形成された静電潜像にトナーを過不足なく供給することができるような柔軟性や弾性を現像ローラーに付与するものである。
【0018】
弾性層を形成するゴム材としては、以下のものを挙げることができる。シリコーンゴム。
エチレン−プロピレン−ジエン共重合ゴム(EPDM)。アクリルニトリル−ブタジエンゴム(NBR)。クロロプレンゴム(CR)。天然ゴム(NR)。イソプレンゴム(IR)。スチレン−ブタジエンゴム(SBR)。フッ素ゴム。エピクロロヒドリンゴム。NBRの水素化物。多硫化ゴム。ウレタンゴム。上記から選ばれる少なくとも2つ以上の混合物。
【0019】
これらのうち、特にセット性能の観点からシリコーンゴムを用いることが好ましい。シリコーンゴムとしては、ポリジメチルシロキサン、ポリメチルトリフルオロプロピルシロキサン、ポリメチルビニルシロキサン、ポリフェニルビニルシロキサン、これらポリシロキサンの共重合体を挙げることができる。
【0020】
このような弾性層には、導電性を付与するための導電性付与剤、その他、非導電性充填剤、架橋剤、触媒等各種添加剤が含有されていてもよい。かかる導電性付与剤としては、グラファイト、カーボンブラック、アルミニウム、銅の導電性金属微粒子;酸化亜鉛、酸化錫、酸化チタンの導電性金属酸化物の微粒子を用いることができる。このうち、カーボンブラックは比較的容易に入手でき、良好な導電性が得られるので好ましい。
【0021】
非導電性充填剤としては、珪藻土、シリカ、石英粉末、酸化チタン、酸化亜鉛、アルミノケイ酸、炭酸カルシウム等を挙げることができる。架橋剤としては、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジクミルパーオキサイド、t−ブチルパーオキシベンゾエート等を挙げることができる。
【0022】
このような弾性層はソリッド体、発泡体のいずれであってもよく、アスカーC硬度は、50°以上60°以下であることが好ましい。弾性層の硬度がこの範囲であれば、現像ローラーにおいて、現像ブレードや感光体との間に適度なニップを有し、その表面に均一膜厚の現像剤を形成し、静電潜像上へ移動させることができる。
【0023】
アスカーC硬度は、日本ゴム協会標準規格SRIS0101に準拠したアスカーC型スプリング式ゴム硬度計(高分子計器(株)社製)を用いて測定したローラーの硬度である。常温常湿(23℃、55%RH)の環境中に12時間以上放置したローラーに対して、上記硬度計を10Nの力で当接させてから30秒後の測定値を本発明に係るアスカーC硬度とする。
【0024】
上記弾性層は、その厚さが1.0mm以上6.0mm以下の範囲であることが、感光体とのニップを維持し、成型コストを低く抑えることから、好ましく、より好ましくは2.0mm以上5.0mm以下の範囲である。
【0025】
上記弾性層は導電性を有することが好ましい。具体的には、100Vの直流電圧印加時において103Ω・cm以上1010Ω・cm以下の範囲の体積固有抵抗率を有することが、トナーを均一に帯電することができることから、好ましい。導電性付与剤としてカーボンブラックを用いる場合は、弾性層に上記導電性を付与するため、ゴム100.0質量部に対して5.0質量部以上80.0質量部以下の範囲で配合することができる。
【0026】
[導電性樹脂層]
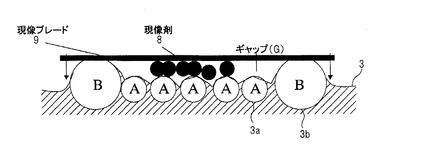
表面に設けられる導電性樹脂層は、現像剤を担持し、摩擦帯電を可能とするため、導電性を有し、高弾性で大径の弾性樹脂粒子と、低弾性で小径の弾性樹脂粒子とを、特定の割合で含有する。このような導電性樹脂層は、その表面に高硬度の大きい凸部と、低硬度の小さい凸部とが形成され、大小の凸部間により形成されるギャップを有する。このようなギャップに現像剤を担持することにより、装置の始動時においても現像ローラーと現像ブレード間の滑性を保持し、過大な摺動摩擦による負荷を回避して現像剤が表面に固着するのを抑制することができる。
【0027】
上記低弾性樹脂粒子Aは弾性率0.05MPa以上0.2MPa以下を有し、高弾性樹脂粒子Bは弾性率0.3MPa以上2.0MPa以下を有する。低弾性樹脂粒子Aの弾性率が0.05MPa以上であれば現像剤の良好な搬送を行うことができる。低弾性樹脂粒子Aの弾性率が0.2MPa以下であれば、これらの弾性樹脂粒子により形成される凸部間のギャップに存在する現像剤が、現像ブレードにより受ける圧力を吸収、軽減し、固着を抑制することができる。高弾性樹脂粒子Bの弾性率が0.3MPa以上であれば、これらの弾性樹脂粒子により形成される凸部間のギャップを広く保ち、ギャップ中に存在する現像剤の流動を担保して固着を抑制することができる。高弾性樹脂粒子Bの弾性率が2.0MPa以下であれば、高弾性粒子上への現像剤の担持を阻害することによる粒子の形状のポチ状の白抜け画像の発生を抑制することができる。高弾性樹脂粒子Bの弾性率は0.5MPa以上1.7MPa以下であることが、上記の効果をより顕著に得ることができるため、好ましい。
【0028】
ここで、弾性樹脂粒子の弾性率は以下の測定方法による測定値を採用することができる。
図1に示すように、現像ローラーの任意の場所からカッターにより幅2.5mmの半円筒状に導電性樹脂層の10箇所から切り取った試験片を使用する。試験片の断面の任意の箇所から弾性樹脂粒子を100個選び、インデンター(Nano Indenter:MTS社製)を用い、DCMヘッド、バーコヴィッチ型圧子(CSMモード)で弾性率を測定し、その平均値を測定値とする。
【0029】
上記低弾性樹脂粒子A及び高弾性樹脂粒子Bの全体の平均粒子径は、3μm以上30μm以下である。これらの弾性樹脂粒子の平均粒子径が3μm以上であれば、現像剤の搬送性に優れ良好な濃度の画像を得ることができ、30μm以下であれば、これらの弾性樹脂粒子に起因する白抜けのポチ画像不良の発生を抑制することができる。
【0030】
また、低弾性樹脂粒子Aの平均粒子径aと、高弾性樹脂粒子Bの平均粒子径bとの差(b−a)は5μm以上27μm以下である。(b−a)が5μm以上であれば、大小の弾性樹脂粒子B、Aにより現像ローラー表面に形成される凸部間の厚さ方向のギャップを広く保つことができる。このため、現像剤に負荷される圧力を軽減して、そのギャップ間に現像剤を流動させ、現像剤の固着を抑制できる。また、(b−a)が27μm以下であれば、現像ローラーの現像剤の担持量が過大となることを抑制し、適正な濃度の画像を得ることができる。
【0031】
ここで弾性樹脂粒子の平均粒子径は、以下の測定方法による測定値を採用することができる。上記弾性率の測定から、以下の範囲に区分した弾性率の各区分に属する弾性樹脂粒子の個数を得る。
(1)0.05MPa未満
(2)0.05MPa以上0.2MPa以下
(3)0.2MPa超0.3MPa未満
(4)0.3MPa以上2MPa以下
(5)2MPa超
上記区分のうち弾性樹脂粒子が属する個数が最大の範囲(2)と、ニ番目に多い範囲(4)について、これに属する弾性樹脂粒子を、デジタルマイクロスコープ(VH-8000:KEYENCE社製)にて倍率1500倍で観察する。そして、長径と短径を測定しその平均値を粒子径として得る。区分に属する全弾性樹脂粒子についての粒子径を得て、その平均値を平均粒子径として求めることができる。
【0032】
上記低弾性樹脂粒子A及び高弾性樹脂粒子Bは、導電樹脂層の断面積に占める断面積が10%以上50%以下となるように含有される。これらの弾性樹脂粒子が導電樹脂層の断面積に占める断面積が10%以上であれば、現像ローラー表層を適切に粗面化し、現像剤の良好な搬送が得られる。導電樹脂層の断面積に占める断面積が50%以下であれば、弾性樹脂粒子に起因したポチ画像不良の発生を抑制することができる。
【0033】
更に、導電性樹脂層における低弾性樹脂粒子Aと高弾性樹脂粒子Bの含有割合は、高弾性樹脂粒子Bの個数Bbに対する低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)の値が10以上200以下の範囲であることが好ましく、より好ましくは50以上100以下である。低弾性樹脂粒子Aと高弾性樹脂粒子Bが導電性樹脂層にこのような個数比により含有されることにより、現像ローラー表面に、現像剤の流動を可能とした搬送を行うことができるギャップを形成することができる。これにより、現像剤が受ける現像ブレードによるストレスを緩和して、現像ローラー表面への固着を抑制できる。
【0034】
ここで、弾性樹脂粒子の導電性樹脂中における断面積と、粒子の個数は以下の測定方法により得られる値を採用することができる。上記弾性率の測定に用いた試験片の作成と同様にして導電性樹脂層から切り取った試験片を使用する。試験片の断面をデジタルマイクロスコープ(VH-8000:KEYENCE社製)にて倍率1500倍で観察する。面積モードにて導電性樹脂層の面積1100μm2を特定する。その面積範囲にある弾性樹脂粒子の面積と、その個数を測定する。導電性樹脂層面積1100μm2に占める弾性樹脂粒子の合計面積の割合を求める。測定は1試験片につき2ヵ所で計20箇所行い、その平均値を採用する。
【0035】
このような断面積を占める弾性樹脂粒子の導電性樹脂層中の含有量は、具体的には、導電性樹脂層の樹脂固形分100.0質量部に対し、1.0から75.0質量部であることが好ましい。弾性樹脂粒子の導電性樹脂層中の含有量がこの範囲であると、現像剤の適切な搬送を可能とする凸部間ギャップを有する粗面化された現像ローラー表面を形成することができる。
【0036】
上記低弾性樹脂粒子Aの材質としては、ウレタン樹脂、エステル樹脂、エーテル樹脂、又はシリコーン樹脂等を用いることができる。これらのうちウレタン樹脂が好ましい。
【0037】
高弾性樹脂粒子Bの材質としては、アクリル樹脂、アミド樹脂、フェノール樹脂等を用いることができる。これらのうちアクリル樹脂が好ましい。
【0038】
このような弾性樹脂粒子を得る方法としては、重合体粒子について、分級して上記平均粒子径を有するものとする。分級方法としては、ふるい分け機、重力分級機、遠心分級機、慣性分級機等の分級装置を用いる方法を挙げることができる。これらの分級装置のうち、生産性が良好で分級点の変更が容易にできることから、重力分級機、遠心分級機、慣性分級機の風力分級機を好ましく用いることができる。
【0039】
上記低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有する導電性樹脂層は、現像ローラー表層を粗面化し、好ましくは、Raで表される表面平均粗さが0.5μm以上2.0μm以下となるように粗面化する。このような粗面化表面を有することにより、良好な現像剤の搬送を行うことができ、現像剤の現像ローラーへの固着を抑制することできる。
【0040】
ここで、表面平均粗さは、以下の測定方法による測定値を採用することができる。測定はJISB0601に準じた方法で行うことができる。具体的には、半径2μmの触針を用い、押し付け圧0.7mN、測定速度0.3mm/sec、測定倍率5000倍、カットオフ波長0.8mm、測定長さ2.5mmで、測定装置は接触式表面粗さ計サーフコム480A(東京精密製)を用いる。周方向3点、軸方向3点、合計9点を測定しその平均値を表面粗さRaとする。
【0041】
また、導電性樹脂層は、導電性を有することが好ましい。導電性樹脂層の体積固有抵率としては、現像ローラーの表面において電気抵抗値が1.0×104Ω以上1.0×107Ω以下となる範囲であることが、現像剤の摩擦帯電を行うために、好ましい。
【0042】
ここで、現像ローラーの電気抵抗値としては、以下の測定方法による測定値を採用することができる。測定装置として、図2の概略構成図に示すものを用いる。現像ローラーの軸芯体の両端にそれぞれ4.9Nの荷重をかけて直径50mmの金属ドラム25に当接する。金属ドラム25を表面速度50mm/secで駆動し、現像ローラーを従動回転させる。高圧電源HVから現像ローラーの軸芯体に+50Vの電圧を印加し、金属ローラーとグランドとの間に配設した既知の電気抵抗(現像ローラーの電気抵抗に対して2桁以上電気抵抗が低いもの)を有する抵抗器Rの両端の電位差を測定する。電位差の測定にはデジタルマルチメーターDMM(FLUKE社製 189TRUE RMS MULTIMETER)を用いる。その電位差と抵抗器の電気抵抗から、現像ローラーを介して金属ローラーに流れた電流を計算により求め、その電流と印加電圧50Vから算出して現像ローラーの電気抵抗値を求める。ここで、デジタルマルチメーターでの測定は、電圧印加2秒後から3秒間サンプリングを行い、その平均値を電気抵抗値とする。
【0043】
導電性樹脂層に導電性を付与する方法としては、導電性付与剤を添加する方法を挙げることができる。導電性付与剤としては、上記弾性層に用いる導電性付与剤として例示したものと同様のものを、具体的に挙げることができるが、カーボンブラックが好ましい。使用するカーボンブラックの平均粒子径は15nm以上50nm以下であることが、導電性樹脂層の強度の低下と導電性との比較考量から、好ましい。また、カーボンブラックのDBP吸油量は70ml/100g以上150ml/100g以下であれば、導電性樹脂層中へのカーボンブラックの分散性向上の点から、好ましい。
【0044】
カーボンブラックの平均粒子径は以下の測定方法による測定値を採用することができる。カーボンブラックを150kHz、0.4kWの超音波分散機により、10分間クロロホルムに分散させて分散試料を作成し、これをカーボン補強した支持膜に振り掛けて固定する。上記ビデオマイクロスコープで観察し、50000〜200000倍に拡大した画像でランダムに1000個以上のカーボンブラックの粒子径を測定する。粒子径は長径と短径の平均値とし、その平均値を平均粒子径とする。
【0045】
また、カーボンブラックのDBP吸油量はJIS K6221に準拠した測定方法による測定値を採用することができる。具体的には、試料25gをシリンダーに入れ、ピストンを差し込み、油圧プレスで24000psi(1687Kg/cm2)の圧力を5秒間加える。この加圧後、試料を取り出し、1000μmの篩に移し、カーボンブラック塊をほぐして、篩を通過させる。この操作を4回繰り返して処理した試料についてJIS K6221に準拠してDBP吸収量を測定する。
【0046】
カーボンブラックの導電性樹脂層中の含有量は、導電性樹脂層を形成する基体樹脂100.0質量部に対して、0.5質量部以上50.0質量部以下を挙げることができる。カーボンブラックの含有量がこの範囲であれば、導電性樹脂層の強度を低下させず現像ローラーに好ましい導電性を付与することができる。
【0047】
このような導電性樹脂層の基材樹脂としては、以下のものを挙げることができる。ポリアミド樹脂。ウレタン樹脂。尿素樹脂。イミド樹脂。メラミン樹脂。フッ素樹脂。フェノール樹脂。アルキド樹脂。シリコーン樹脂。ポリエステル樹脂。ポリエーテル樹脂。上記の樹脂から選ばれる少なくとも2つの樹脂の混合物。これらのうち摩擦により現像剤を帯電する能力が大きく、且つ耐摩耗性を有しているウレタン樹脂が好ましい。
【0048】
上記導電性樹脂層の成形方法としては、基材樹脂に上記弾性樹脂粒子、カーボンブラック等の導電性付与剤、その他必要に応じて添加剤を含有する塗工液を調製し、スプレー法、浸漬法、ロールコート法等の塗工により成形する方法を挙げることができる。具体的には、特開昭57−5047号公報に記載されているような浸漬槽上端から塗料をオーバーフローさせる浸漬塗工方法は、導電性樹脂層を形成する方法として簡便で生産安定性に優れることから、好ましい。
【0049】
本発明の現像ローラーは、軸芯体と、表面に導電性樹脂層を有するものであればよいが、軸芯体と導電性樹脂層間に設ける弾性層の他、他の機能を有する機能層を有するものであってもよい。また、弾性層、導電性樹脂層は単層のみならず複数層で構成されるものであってもよく、その場合、交互に設けることもできる。
【0050】
本発明の現像ローラーの一例として、図3の側面図に示すものを挙げることができる。図3に示す現像ローラー60は、中実または中空円筒状の導電性の軸芯体61と、この外周に積層された、導電性樹脂層62とを有する。
【0051】
また、本発明の現像ローラーの他の例として、図4の斜視図、図5の長手方向の断面図に示すものを挙げることができる。図4、5に示す現像ローラー6は、中実又は中空円筒状の導電性の軸芯体1と、この外周に順次積層された、弾性層2、導電性樹脂層3を有する。導電性樹脂層3には、図6の概略構成図に示すように、低弾性樹脂粒子A3aと高弾性樹脂粒子B3bとが含有され、これらの粒子により導電性樹脂層表面に大小の凸部が形成される。導電性樹脂層表面にこの大小の凸部に起因する凸部間ギャップGが形成される。ギャップGにおいて現像剤8が担持され、このギャップGに存在する現像剤に対し、現像ブレード9の当接による圧力が緩和される。これにより、装置の始動時における現像ローラーの表面への現像剤の固着を抑制し、画像不良の発生を抑制することができる。
【0052】
[現像装置]
本発明の現像装置は、上記現像ローラーと、現像ローラー上の現像剤量を一定にする現像ブレードと、一成分乾式現像剤を収納する現像剤容器とを備えたことを特徴とする。
【0053】
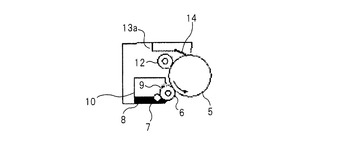
本発明の現像装置の一例として、図7中に示す現像装置を挙げることができる。図7中に示す現像装置10には、主として、上記現像ローラー6、一成分乾式現像剤(トナー)8を収納する現像剤容器8a、現像剤容器内に設けられる現像剤塗布部材7、現像ブレード9が設けられる。更に、現像ローラー6と現像ブレード9に、それぞれ現像バイアス電圧、ブレードバイアス電圧を印加する現像バイアス電源6a、ブレードバイアス電源9aが接続される。
【0054】
上記現像ブレードに印加するブレードバイアス電圧としては、トナーの帯電極性と同極性で、現像ローラーに印加される現像バイアス電圧よりも数十Vから数百V高い電圧とすることができる。具体的には、100V以上200V以下等を挙げることができる。現像ブレードにバイアス電圧を印加する場合は、現像ブレードは導電性であることが好ましく、その材質としては、リン青銅やステンレス等の金属が好ましい。
【0055】
更に、現像ブレードは現像ローラーに線圧0.1N/cm以上0.5N/cm以下で当接されることが好ましい。現像ブレードの当接圧が上記の範囲であれば、低弾性樹脂粒子及び高弾性樹脂粒子により形成される現像ローラー表面のギャップを現像剤の良好な搬送を可能とする適性な範囲に保持し、現像ローラーへのトナーの固着を抑制できる。
【0056】
ここで、現像ブレードの現像ローラーへの当接圧を示す線圧は以下の測定方法により得られた測定値を採用することができる。図8に示すように、1cm幅に切断した現像ブレード91を、モーター32により図中矢印K3方向へ移動可能なブレード台33にセットし、所望の設定角θ、例えば、32°として、荷重センサ34に当接させる。次いで、ブレード台33を求めたい侵入量δ(μm)分だけ荷重センサ34方向に移動させ、荷重センサ34の可動部分を矢印K4方向に移動させ、そのときの荷重センサ34の出力値をアンプ35で増幅して電圧計36で読み取る。予め求めておいた単位電圧当たりの荷重から、単位長さ当たりの線圧を得る。
【0057】
上記現像剤塗布部材7は、現像剤容器内において、静電潜像の現像に用いられずに現像ローラー表面上に残留する現像残トナーを掻き取り、現像ローラー表面に新たなトナーを供給するものである。現像剤塗布部材7の構造としては、発泡骨格状スポンジ構造や軸芯体上にレーヨン、ポリアミド等の繊維を植毛したファーブラシ構造のものが好ましく、例えば、軸芯体上にポリウレタンフォームを設けた弾性ローラーを用いることができる。この現像剤塗布部材の現像ローラーに対する当接幅としては、1〜8mmが好ましく、また、現像ローラーに対してその当接部において相対速度をもたせることが好ましい。
【0058】
本発明の現像装置において用いる一成分乾式現像剤(トナー)は、体積平均粒子径が5.0μm以上6.5μm以下であることが好ましい。トナーがこのような体積平均粒子径を有することにより、上記現像ローラーの凸部間のギャップに保持され、現像ブレードによる圧力が緩和され、良好な搬送が行われ、現像ローラーへの固着が抑制される。
【0059】
ここで、トナーの体積平均粒子径は、以下の測定方法により測定した測定値を採用することができる。コールターマルチサイザーII(コールター社製)に、個数分布及び体積分布を出力するインターフェース(日科機製)とPC9801パーソナルコンピューター(NEC製)とを接続する。電解液としては、一級塩化ナトリウムを用いて1%NaCl水溶液を調製してもよいが、ISOTON R−II(コールターサイエンティフィックジャパン社製)等を使用してもよい。電解液100〜150ml中に分散剤として界面活性剤(好ましくはアルキルベンゼンスルホン酸塩)を1ml加え、更に測定試料を10mg加える。測定試料を懸濁した電解液を、超音波分散器で約1〜3分間分散処理する。超音波処理された電解液を測定サンプルとして、100μmのアパーチャーを採用するコールターマルチサイザーにより、1.59μmから64.00μmの範囲で16チャンネルの体積粒度分布を測定し、測定された50%D径を体積平均粒子径とする。
【0060】
上記トナー粒子の形状は球形に近いことが好ましく、平均円形度(S)が、0.960≦S≦1.000であることが好ましい。平均円形度は、完全なる球形の場合、1.000であり、表面形状が複雑になる程、円形度は小さい値となる。
【0061】
平均円形度は、上記トナーの球形度を簡便に定量的に表現する指標として、フロー式粒子像測定装置FPIA−2000型(東亜医用電子社製)を用いて測定を行い、下式より求めた値を採用することができる。
【0062】
【数1】

【0063】
式中、「粒子投影面積」とは設定した輝度の閾値により各画素を二値化してトナー粒子を認識し、認識したトナー粒子像から求める面積であり、「粒子投影像の周囲長」とは粒子像において隣接するエッジを結んで得られる輪郭線の長さとする。
【0064】
上記トナーの製造方法としては、以下の方法を挙げることができる。特公昭36−10231号公報、特開昭59−53856号公報、特開昭59−61842号公報、特開2006−106198号公報等に記載されている懸濁重合法を用いて直接現像剤粒子を生成する方法。単量体には可溶で水溶性重合開始剤の存在下で直接重合させて現像剤粒子を生成するソープフリー重合法に代表される乳化重合法。マイクロカプセル製法のような界面重合法、in site重合法による方法。コアセルベーション法による方法。特開昭62−106473号公報や特開昭63−186253号公報に開示されている少なくとも1種以上の微粒子を凝集させ所望の粒径の現像剤粒子を得る会合重合法による方法。単分散を特徴とする分散重合法による方法。非水溶性有機溶媒に必要な樹脂類を溶解させた後、水中で現像剤粒子を得る乳化分散法による方法。加圧ニーダーやエクストルーダー又はメディア分散機を用いて現像剤成分を混練、均一に分散させた後、冷却し、混練物を機械的又はジェット気流下でターゲットに衝突させて所望の粒径に微粉砕し、分級工程を経て粒度分布をシャープにする粉砕法。粉砕法で得られた現像剤粒子を溶媒中で加熱等により球形化処理し、現像剤粒子を得る方法。これらのうち、懸濁重合法、会合重合法、乳化分散法による現像剤粒子の製造方法が好ましく、より好ましくは小粒径の現像剤粒子が容易に得られる懸濁重合方法である。
【0065】
このような現像装置における現像プロセスを以下に説明する。回転可能に支持された現像剤塗布部材7により現像ローラー6上にトナーが塗布される。現像ローラー上に塗布されたトナーは、現像ローラーの回転により現像ブレード9と摺擦される。ここで、現像ブレードに印加されたバイアスにより現像ローラー上のトナーは現像ローラー上に均一にコートされる。現像ローラーは感光体5と回転しながら接触し、感光体上に形成された静電潜像を現像ローラー上にコートされたトナーにより現像する。
【0066】
[電子写真装置]
本発明の電子写真装置は、静電潜像を担持する感光体と、該感光体に対向した状態で現像剤を供給して静電潜像を現像する現像ローラーとを有する電子写真装置において、上記現像装置を有することを特徴とする。
【0067】
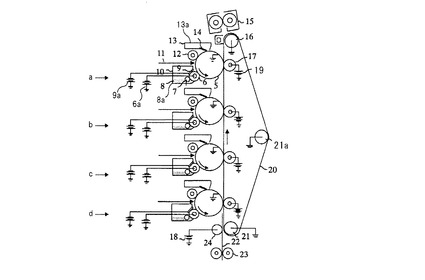
本発明の電子写真装置の一例として、図7の概略構成図に示すタンデム方式のカラー電子写真装置を挙げることができる。図7に示すカラー電子写真装置には、イエロートナー、マゼンダトナー、シアントナー、ブラックトナーの各色トナー毎に設けられる画像形成ユニットa〜dが設けられる。各画像形成ユニットには、それぞれ矢印方向に回転する感光体5が設けられる。各感光体の周囲には、感光体を一様に帯電するための帯電装置12、一様に帯電処理した感光体にレーザー光11を照射して静電潜像を形成する露光手段、静電潜像を形成した感光体にトナーを供給し静電潜像を現像する上記現像装置10が設けられる。一方、給紙ローラー23により供給される紙等の記録材22を搬送する転写搬送ベルト20が駆動ローラー16、従動ローラー21、テンションローラー21aに懸架されて設けられる。転写搬送ベルト20には吸着ローラー24を介して吸着バイアス電源18の電荷が印加され、記録材22を表面に静電気的に付着させて搬送するようになっている。
【0068】
各画像形成ユニットにおいて形成される各色のトナー像は、画像形成ユニットに同期して搬送される記録材22の裏面から転写バイアス電源19からの転写バイアス電荷が印加されることにより、記録材22上に順次重畳して転写されるようになっている。
【0069】
更に、カラー電子写真装置には、記録材上に重畳転写したトナー像を加熱等により定着する定着装置15、画像形成された記録材22を装置外に排出する搬送装置(不図示)が設けられる。
【0070】
一方、各画像形成ユニットには各感光体上に転写されずに残存する転写残トナーを除去し表面をクリーニングするクリーニングブレード14を有するクリーニング装置13が設けられる。更に、その他感光体から掻き取られたトナーを収納する廃現像剤収容容器13aが設けられる。クリーニングされた感光体は画像形成可能状態とされて待機するようになっている。
【0071】
[プロセスカートリッジ]
本発明のプロセスカートリッジは、上記電子写真装置に着脱可能なプロセスカートリッジであって、少なくとも現像ローラーを具備したことを特徴とする。
【0072】
本発明のプロセスカートリッジの一例として、図9に示すプロセスカートリッジを挙げることができる。図9に示すプロセスカートリッジは、上記現像装置10と、感光体5、クリーニングブレード14、廃現像剤収容容器13a、帯電装置12が一体的に設けられ、電子写真装置本体に脱着可能に装着されている。
【0073】
本発明のプロセスカートリッジはこれに限定されず、上記の他、感光体上のトナー像を記録材に転写する転写部材等を上記の部材と共に、又は上記の部材のいずれか一個または二個以上と交換して一体的に設けたものであってもよい。
【実施例】
【0074】
以下に、本発明の現像ローラー、プロセスカートリッジ、電子写真装置を具体的に詳細に説明するが、本発明の技術的範囲はこれらに限定されるものではない。以下、「部」は「質量部」を示す。
【0075】
[実施例1]
[弾性層の調製]
軸芯体としてSUS製の芯金にニッケルメッキを施し、さらにプライマ−(商品名DY35−051:東レ・ダウコーニング社製)を塗布、焼付けしたものを用いた。ついで、軸芯体を金型に配置し、以下の組成を混合した付加型シリコーンゴム組成物を金型内に形成されたキャビティに注入した。
【0076】
液状シリコーンゴム材料 100.0質量部
(SE6724A/B:東レ・ダウコーニング社製)
カーボンブラック 35.0質量部
(トーカブラック#7360SB:東海カーボン社製)
耐熱性付与剤としてシリカ粉体 0.2質量部
白金触媒 0.1質量部
続いて、金型を加熱してシリコーンゴムを温度150℃、15分間加硫硬化し、脱型した後、さらに温度180℃、1時間加熱し硬化反応を完結させ、軸芯体の外周に弾性層を作成した。
【0077】
[導電性樹脂層の調製]
導電性樹脂層の材料として、ポリテトラメチレングリコール(PTG1000SN:保土谷化学社製)100質量部に、イソシアネート化合物(ミリオネートMT:日本ポリウレタン工業社製)23質量部をMEK溶媒中で段階的に混合した。窒素雰囲気下温度80℃にて6時間反応させて、重量平均分子量(Mw)10000、水酸基価18.2のポリウレタンポリオールを得た。この基体樹脂100質量部に対し、硬化剤(コロネート2521:日本ポリウレタン工業社製)33.4質量部、カーボンブラック(MA230:三菱化学社製)30質量部混合した。総固形分比30質量%になるようにMEKに溶解、混合し、サンドミルにて均一に分散し、分散液1を得た。
【0078】
低弾性樹脂粒子としてシリコーン粒子(トレフィルE500:東レ社製)を風力分級機(EJ−L−3型:日鉄鉱業株式会社製)で分級し、コールターマルチサイザーII(コールター社製)による測定で体積平均径4.2μmとした。高弾性樹脂粒子として、アクリル粒子(MBX20X−5:積水化学工業社製)を分級し、体積平均粒子径を12.0μmとした。
【0079】
上記分散液1の100質量部に上記シリコーン粒子26質量部とアクリル粒子4質量部とを添加し、攪拌モーターで10分間攪拌し、導電性樹脂層形成用塗料1を得た。次にこの導電性樹脂層形成用塗料を前記弾性層上に浸漬塗工した後乾燥させ、温度150℃にて4時間加熱処理することで弾性層外周に導電性樹脂層を設け、現像ローラーを得た。
【0080】
[画像出力試験方法]
得られた現像ローラーを用いて、画像出力を行い、得られた画像の評価を行なった。
【0081】
キヤノン製プリンターLBP5500改造カートリッジを用いた。カートリッジはOPC感光ドラムを有し、現像ローラーはOPC感光ドラムを押圧しており、現像ブレードとして、厚み80μmのSUSブレードを用い、現像ローラーに対する線圧を0.15N/cmとし、ブレードバイアスを印加できるように改造した。このカートリッジに上記現像ローラーを組み込み、特開2006−106198の実施例1に記載された重合方法により製造した体積平均粒子径5.5μm、形状係数SF−1が114、SF−2が108のマゼンタ現像剤を充填し画像出力試験用カートリッジを得た。
【0082】
キヤノン製プリンターLBP5500改造機に、作製した画像出力試験用カートリッジを搭載し画像出力試験を行った。現像バイアスに対して−200Vのブレードバイアスを印加して温度23℃湿度55%Rh(N/N環境)で、1%印字率の画像を連続で10枚出力した後、連続で10枚出力した100%印字率の画像について、白スジ、ポチ画像、画像濃度を以下の方法で評価した。
【0083】
白スジ、ポチ画像発生有無の確認は、ベタ画像、ハーフトーン画像を出力して画像を目視して、以下の基準により評価した。結果を表1に示す。
【0084】
A:白スジ、ポチ画像が発生していない
B:軽微に発生したものの、出力中に消失した
C:白スジ、ポチ画像が消失しない。
【0085】
画像濃度については、上述の連続10枚出力した100%印字率の画像の一枚目を反射式濃度計TC−6DS/A((有)東京電色製)を用いて、反射濃度を測定した。画像上で測定した10点の平均値を画像濃度の値とし、得られた画像濃度の値により、以下の基準により評価した。結果を表1に示す。
【0086】
A:1.1超
B:0.9以上1.1以下
C:0.5以上0.9未満
D:0.5未満。
【0087】
また、評価後の現像ローラーについて、導電性樹脂層中の弾性樹脂粒子について上記方法により各測定を行なった。低弾性樹脂粒子Aの平均粒子径は3.0μm、高弾性樹脂粒子Bの平均粒子径は8.0μmであり、粒径差は5.0μmであった。また、低弾性樹脂粒子Aの弾性率は0.05MPa、高弾性樹脂粒子Bの弾性率は0.6MPaであった。高弾性樹脂粒子Bの個数Bbに対する低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)は52であった。また、導電性樹脂層面積1100μm2に占める弾性樹脂粒子の合計断面積の割合は10%であった。
【0088】
[実施例2]
高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を重力分級機により体積平均粒子径43.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0089】
[実施例3]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:エアウォーター社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径43.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0090】
[実施例4]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:エアウォーター社製)を体積平均粒子径11.4μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径28.6μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0091】
[実施例5]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE601C:エアウォーター社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径28.6μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0092】
[実施例6]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールGR400:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0093】
[実施例7]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0094】
[実施例8]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0095】
[実施例9]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径14.3μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径28.6μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0096】
[実施例10]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0097】
[実施例11]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0098】
[実施例12]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0099】
[実施例13]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径15.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径25.7μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0100】
[実施例14]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(GR400:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0101】
[実施例15]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0102】
[実施例16]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径37.5μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0103】
[実施例17]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径8.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径21.4μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0104】
[実施例18]
高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0105】
[実施例19]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、28質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して、2質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0106】
[実施例20]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0107】
[実施例21]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0108】
[実施例22]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0109】
[実施例23]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC300:根上工業社製)を体積平均粒子径14.3μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0110】
[実施例24]
高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0111】
[実施例25]
高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0112】
[実施例26]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0113】
[実施例27]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径7.1μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径21.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0114】
[実施例28]
高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-10:ユニチカ社製)を体積平均粒子径12.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0115】
[実施例29]
高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0116】
[実施例30]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0117】
[実施例31]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径10.0μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-10:ユニチカ社製)を体積平均粒子径27.1μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0118】
[実施例32]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-10:ユニチカ社製)を体積平均粒子径12.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0119】
[実施例33]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0120】
[実施例34]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0121】
[実施例35]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径7.1μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径25.7μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0122】
[実施例36]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、65質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して、10質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0123】
[実施例37]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、18質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X-5:積水化学工業社製)を体積平均粒子径12.0μmに分級して、12質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0124】
[実施例38]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、40質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X-5:積水化学工業社製)を体積平均粒子径12.0μmに分級して、6質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0125】
[実施例39]
実施例36で得られた現像ローラーを用い、現像剤として、風力分級機(EJ−L−3型:日鉄鉱業株式会社製)で分級し、体積平均粒子径を4.8μmとしたものを使用した外は、実施例1と同様にして画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0126】
[実施例40]
実施例36で得られた現像ローラーを用い、現像剤として、風力分級機(EJ−L−3型:日鉄鉱業株式会社製)で分級し、体積平均粒子径を7.0μmとしたものを使用した外は、実施例1と同様にして画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0127】
[比較例1]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)の体積平均粒子径3.0μmのものを用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径40.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0128】
[比較例2]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールGR400:根上工業社製)を体積平均粒子径10.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0129】
[比較例3]
低弾性樹脂粒子Aとして、体積平均粒子径4.6μmのエチレン−プロピレンゴム粒子を用い、高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:綜研化学社製)を体積平均粒子径11.4μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0130】
[比較例4]
低弾性樹脂粒子Aとして、体積平均粒子径4.6μmのエチレン−プロピレンゴム粒子を用い、高弾性樹脂粒子Bとして、アミド粒子(オルガソール2002DNAT1:エルフ・アトケム・ジャパン社製)を体積平均粒子径12.3μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0131】
[比較例5]
低弾性樹脂粒子Aとして、アミド粒子(オルガソール2002DNAT1:エルフ・アトケム・ジャパン社製)を体積平均粒子径5.0μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:綜研化学社製)を体積平均粒子径11.4μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0132】
[比較例6]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、シリカ粒子(サイロスフェアC−1510:富士シリシア)を体積平均粒子径10.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0133】
[比較例7]
低弾性樹脂粒子Aを7.8質量部、高弾性樹脂粒子Bを1.2質量部を用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0134】
[比較例8]
低弾性樹脂粒子Aを63.5質量部、高弾性樹脂粒子Bを9.5質量部を用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0135】
[比較例9]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC−50:ユニチカ社製)を体積平均粒子径50.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0136】
【表1】
【図面の簡単な説明】
【0137】
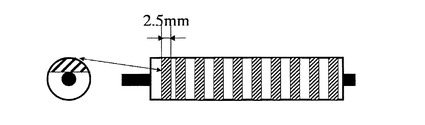
【図1】本発明の現像ローラーの物性の測定用試験片を作成する方法を示す図である。
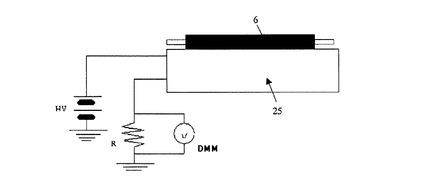
【図2】本発明の現像ローラーの電気抵抗の測定方法を示す図である。
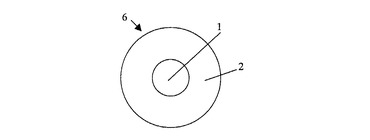
【図3】本発明の現像ローラーの一例を示す側面図である。
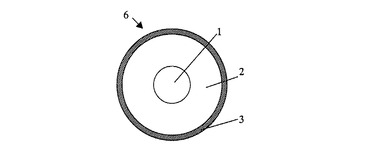
【図4】本発明の現像ローラーの他の例を示す斜視図である。
【図5】本発明の現像ローラーの他の例を示す断面図である。
【図6】本発明の現像ローラーの他の例の表面を示す拡大図である。
【図7】本発明の電子写真装置の一例を示す概略構成図である。
【図8】本発明の現像装置の一例に用いる現像ブレードの線圧の測定方法を示す図である。
【図9】本発明のプロセスカートリッジの一例を示す概略構成図である。
【符号の説明】
【0138】
1、61 軸芯体
3、62 導電性樹脂層
3a 低弾性樹脂粒子
3b 高弾性樹脂粒子
5 感光体
6、60 現像ローラー
8 トナー(一成分乾式現像剤)
9 現像ブレード
10 現像装置
【技術分野】
【0001】
本発明は、現像ローラー、これを用いた現像装置、電子写真装置及びプロセスカートリッジに関する。より詳しくは、現像ローラー表面への現像剤の固着を抑制し、良好な画質を形成することができる現像ローラー、これを用いた現像装置、電子写真装置及びプロセスカートリッジに関する。
【背景技術】
【0002】
複写機やファクシミリ、プリンタ等の電子写真装置の画像形成方法として、接触現像方法が知られている。接触現像方法は、例えば、非磁性一成分の現像剤を用いる場合、表面に静電潜像が形成された感光体に、現像剤を薄膜状として表面に担持する現像ローラーを圧接させて、現像剤を静電潜像へ移動させトナー像を形成する方法である。
【0003】
このような接触現像法を適用した現像装置においては、具体的には、以下のようにして現像が行われる。現像剤の収納容器の開口を閉塞するように一部が露出するように設けられた現像ローラーに、収納容器内で供給された現像剤は、現像ローラーの回転に伴い、現像ローラーに当接して設けられる現像ブレード間を通過する。現像ブレード間を通過するとき、現像ローラー表面上の現像剤は、加圧摺動され摩擦帯電されると同時に均一な膜厚に形成され、一定量として搬送される。現像ローラーの更なる回転により現像剤の収納容器外の感光体との対向位置に搬送された現像剤は、感光体の静電潜像上に移動し、これを現像する。
【0004】
この種の現像装置に用いられる現像ローラーは、現像剤を帯電させて、表面に現像剤を担持して感光体に対向した位置まで搬送し、感光体の静電潜像と現像剤の受け渡しを行い現像を行う。このため、現像ローラーに対し、103Ωから1010Ωの半導電性領域でその目的にあった導電性(電気抵抗)と、弾性とを有することが要求され、導電性ゴム層上に単層又は複数の樹脂層を有するものが用いられている。
【0005】
このような現像装置において、現像ローラーは、常に現像剤を介して感光体及び現像ブレードに押圧され、負荷が掛けられている。特に、現像ローラーと現像ブレード間には、装置の始動時の摺動において、現像ローラー上の現像剤量が均されていないために滑性が低下し、両者間の摩擦が大きくなり、大きなトルクが発生する。その際、現像ローラーと現像ブレード間で現像剤の一部が潰され、現像ローラーの長手方向に亘って現像剤が固着する現象が起こる場合がある。そして、現象剤の固着した位置において、白抜けのすじ状の画像不良が発生する傾向が強い。
【0006】
上記画像不良に対し、現像ローラーの最表面層に粗し粒子を含有させ、表面に凹凸を形成し、現像ローラーと現像ブレード間における現像剤への負荷を軽減させる技術が知られている。特に、現像剤の搬送性を高めるため、1種又は2種の粗し粒子を含有させる技術として、例えば、長期における規制部材への現像剤融着の発生を抑えるため、粒径の異なる2種の粗し剤による最表面層の調整を行った現像ローラー(特許文献1)が報告されている。また、2種の粗し剤が最表面層に含有される現像ローラー(特許文献2、3)が開示されている。
【0007】
しかしながら、これらはいずれも電子写真装置における画像形成において、現像ローラーへの現像剤の固着に起因するすじ状の画像不良の発生を抑制することについては充分ではなく、さらに改良すべき点を有している。
【特許文献1】特許第2940071号
【特許文献2】特開2005−258201
【特許文献3】特開2005−115265
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の課題は、現像ローラーと現像ブレード間における現像剤への圧力を軽減させ、これにより現像ローラー表面への現像剤の固着を抑制し、長手方向に発生する白抜けのすじ状の画像不良を抑制できる現像ローラーを提供することにある。特に、装置の始動時に生じる傾向が高い現像ローラーへの現像剤の固着に起因する画像不良の発生を抑制できる現像ローラーを提供することにある。また、本発明の課題は、現像ローラーへの現像剤の固着に起因する画像不良の発生を抑制できるプロセスカートリッジ及び電子写真装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、軸芯体と、表面に導電性樹脂層とを有する現像ローラーにおいて、
該導電性樹脂層が、低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有し、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bは平均粒子径が3μm以上30μm以下で、且つ、該高弾性樹脂粒子Bの平均粒子径bと該低弾性樹脂粒子Aの平均粒子径aとの差(b−a)が5μm以上27μm以下であり、
該低弾性樹脂粒子Aの弾性率が0.05MPa以上0.2MPa以下であって、該高弾性樹脂粒子Bの弾性率が0.3MPa以上2.0MPa以下であって、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、導電性樹脂層の断面積に占める断面積が10%以上50%以下となるように含有されていることを特徴とする現像ローラーに関する。
【0010】
また、本発明は、上記現像ローラーと、現像ローラー上の現像剤量を一定にする現像ブレードと、一成分乾式現像剤を収納する現像剤容器とを備えたことを特徴とする現像装置に関する。
【0011】
また、本発明は、静電潜像を担持する感光体と、該感光体に対向した状態で現像剤を供給して静電潜像を現像する現像ローラーとを有する電子写真装置において、上記現像装置を有することを特徴とする電子写真装置や、上記電子写真装置に着脱可能なプロセスカートリッジであって、少なくとも現像ローラーを具備したことを特徴とするプロセスカートリッジに関する。
【発明の効果】
【0012】
本発明の現像ローラーは充分な搬送量を維持して現像剤を感光体へ搬送することができ、現像ブレード間における現像剤への圧力を軽減させ、これにより現像ローラー表面への現像剤の固着を抑制し、長手方向に発生する白抜けのすじ状の画像不良を抑制できる。特に、装置の始動時に生じる傾向が高い現像剤の固着を抑制し、画像不良の発生を抑制できる。
【0013】
本発明のプロセスカートリッジや、電子写真装置は、現像ローラーへの現像剤の固着に起因する画像不良の発生を抑制することができる。
【発明を実施するための最良の形態】
【0014】
本発明の現像ローラーは、軸芯体と、表面に導電性樹脂層とを有する。
【0015】
本発明の現像ローラーにおける軸芯体は、上層の導電性樹脂層を支持可能な強度を有し、電極として機能する導電性を有するものが好ましい。軸芯体の材質としては、例えば、アルミニウム、銅合金、ステンレス鋼等の金属若しくは合金、又は導電性を有する合成樹脂であってもよい。更に、これらにクロム又は、ニッケルで鍍金処理を施してもよい。
【0016】
上記軸芯体の形状は円柱状、円筒状等いずれであってもよく、外径は、例えば、4mm以上10mmの範囲とすることができる。軸体の外径が4mm以上であれば、剛性を有し、現像ローラーの撓みを抑制し、ローラーの長手方向に亘って均一な画像濃度を得ることができる。軸芯体の外径が10mm以下であれば、現像ローラー全体の大径化を抑制することができる。
【0017】
更に、上記軸芯体上にはゴム材等で形成される弾性層を有することが好ましい。かかる弾性層は感光体表面に形成された静電潜像にトナーを過不足なく供給することができるような柔軟性や弾性を現像ローラーに付与するものである。
【0018】
弾性層を形成するゴム材としては、以下のものを挙げることができる。シリコーンゴム。
エチレン−プロピレン−ジエン共重合ゴム(EPDM)。アクリルニトリル−ブタジエンゴム(NBR)。クロロプレンゴム(CR)。天然ゴム(NR)。イソプレンゴム(IR)。スチレン−ブタジエンゴム(SBR)。フッ素ゴム。エピクロロヒドリンゴム。NBRの水素化物。多硫化ゴム。ウレタンゴム。上記から選ばれる少なくとも2つ以上の混合物。
【0019】
これらのうち、特にセット性能の観点からシリコーンゴムを用いることが好ましい。シリコーンゴムとしては、ポリジメチルシロキサン、ポリメチルトリフルオロプロピルシロキサン、ポリメチルビニルシロキサン、ポリフェニルビニルシロキサン、これらポリシロキサンの共重合体を挙げることができる。
【0020】
このような弾性層には、導電性を付与するための導電性付与剤、その他、非導電性充填剤、架橋剤、触媒等各種添加剤が含有されていてもよい。かかる導電性付与剤としては、グラファイト、カーボンブラック、アルミニウム、銅の導電性金属微粒子;酸化亜鉛、酸化錫、酸化チタンの導電性金属酸化物の微粒子を用いることができる。このうち、カーボンブラックは比較的容易に入手でき、良好な導電性が得られるので好ましい。
【0021】
非導電性充填剤としては、珪藻土、シリカ、石英粉末、酸化チタン、酸化亜鉛、アルミノケイ酸、炭酸カルシウム等を挙げることができる。架橋剤としては、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジクミルパーオキサイド、t−ブチルパーオキシベンゾエート等を挙げることができる。
【0022】
このような弾性層はソリッド体、発泡体のいずれであってもよく、アスカーC硬度は、50°以上60°以下であることが好ましい。弾性層の硬度がこの範囲であれば、現像ローラーにおいて、現像ブレードや感光体との間に適度なニップを有し、その表面に均一膜厚の現像剤を形成し、静電潜像上へ移動させることができる。
【0023】
アスカーC硬度は、日本ゴム協会標準規格SRIS0101に準拠したアスカーC型スプリング式ゴム硬度計(高分子計器(株)社製)を用いて測定したローラーの硬度である。常温常湿(23℃、55%RH)の環境中に12時間以上放置したローラーに対して、上記硬度計を10Nの力で当接させてから30秒後の測定値を本発明に係るアスカーC硬度とする。
【0024】
上記弾性層は、その厚さが1.0mm以上6.0mm以下の範囲であることが、感光体とのニップを維持し、成型コストを低く抑えることから、好ましく、より好ましくは2.0mm以上5.0mm以下の範囲である。
【0025】
上記弾性層は導電性を有することが好ましい。具体的には、100Vの直流電圧印加時において103Ω・cm以上1010Ω・cm以下の範囲の体積固有抵抗率を有することが、トナーを均一に帯電することができることから、好ましい。導電性付与剤としてカーボンブラックを用いる場合は、弾性層に上記導電性を付与するため、ゴム100.0質量部に対して5.0質量部以上80.0質量部以下の範囲で配合することができる。
【0026】
[導電性樹脂層]
表面に設けられる導電性樹脂層は、現像剤を担持し、摩擦帯電を可能とするため、導電性を有し、高弾性で大径の弾性樹脂粒子と、低弾性で小径の弾性樹脂粒子とを、特定の割合で含有する。このような導電性樹脂層は、その表面に高硬度の大きい凸部と、低硬度の小さい凸部とが形成され、大小の凸部間により形成されるギャップを有する。このようなギャップに現像剤を担持することにより、装置の始動時においても現像ローラーと現像ブレード間の滑性を保持し、過大な摺動摩擦による負荷を回避して現像剤が表面に固着するのを抑制することができる。
【0027】
上記低弾性樹脂粒子Aは弾性率0.05MPa以上0.2MPa以下を有し、高弾性樹脂粒子Bは弾性率0.3MPa以上2.0MPa以下を有する。低弾性樹脂粒子Aの弾性率が0.05MPa以上であれば現像剤の良好な搬送を行うことができる。低弾性樹脂粒子Aの弾性率が0.2MPa以下であれば、これらの弾性樹脂粒子により形成される凸部間のギャップに存在する現像剤が、現像ブレードにより受ける圧力を吸収、軽減し、固着を抑制することができる。高弾性樹脂粒子Bの弾性率が0.3MPa以上であれば、これらの弾性樹脂粒子により形成される凸部間のギャップを広く保ち、ギャップ中に存在する現像剤の流動を担保して固着を抑制することができる。高弾性樹脂粒子Bの弾性率が2.0MPa以下であれば、高弾性粒子上への現像剤の担持を阻害することによる粒子の形状のポチ状の白抜け画像の発生を抑制することができる。高弾性樹脂粒子Bの弾性率は0.5MPa以上1.7MPa以下であることが、上記の効果をより顕著に得ることができるため、好ましい。
【0028】
ここで、弾性樹脂粒子の弾性率は以下の測定方法による測定値を採用することができる。
図1に示すように、現像ローラーの任意の場所からカッターにより幅2.5mmの半円筒状に導電性樹脂層の10箇所から切り取った試験片を使用する。試験片の断面の任意の箇所から弾性樹脂粒子を100個選び、インデンター(Nano Indenter:MTS社製)を用い、DCMヘッド、バーコヴィッチ型圧子(CSMモード)で弾性率を測定し、その平均値を測定値とする。
【0029】
上記低弾性樹脂粒子A及び高弾性樹脂粒子Bの全体の平均粒子径は、3μm以上30μm以下である。これらの弾性樹脂粒子の平均粒子径が3μm以上であれば、現像剤の搬送性に優れ良好な濃度の画像を得ることができ、30μm以下であれば、これらの弾性樹脂粒子に起因する白抜けのポチ画像不良の発生を抑制することができる。
【0030】
また、低弾性樹脂粒子Aの平均粒子径aと、高弾性樹脂粒子Bの平均粒子径bとの差(b−a)は5μm以上27μm以下である。(b−a)が5μm以上であれば、大小の弾性樹脂粒子B、Aにより現像ローラー表面に形成される凸部間の厚さ方向のギャップを広く保つことができる。このため、現像剤に負荷される圧力を軽減して、そのギャップ間に現像剤を流動させ、現像剤の固着を抑制できる。また、(b−a)が27μm以下であれば、現像ローラーの現像剤の担持量が過大となることを抑制し、適正な濃度の画像を得ることができる。
【0031】
ここで弾性樹脂粒子の平均粒子径は、以下の測定方法による測定値を採用することができる。上記弾性率の測定から、以下の範囲に区分した弾性率の各区分に属する弾性樹脂粒子の個数を得る。
(1)0.05MPa未満
(2)0.05MPa以上0.2MPa以下
(3)0.2MPa超0.3MPa未満
(4)0.3MPa以上2MPa以下
(5)2MPa超
上記区分のうち弾性樹脂粒子が属する個数が最大の範囲(2)と、ニ番目に多い範囲(4)について、これに属する弾性樹脂粒子を、デジタルマイクロスコープ(VH-8000:KEYENCE社製)にて倍率1500倍で観察する。そして、長径と短径を測定しその平均値を粒子径として得る。区分に属する全弾性樹脂粒子についての粒子径を得て、その平均値を平均粒子径として求めることができる。
【0032】
上記低弾性樹脂粒子A及び高弾性樹脂粒子Bは、導電樹脂層の断面積に占める断面積が10%以上50%以下となるように含有される。これらの弾性樹脂粒子が導電樹脂層の断面積に占める断面積が10%以上であれば、現像ローラー表層を適切に粗面化し、現像剤の良好な搬送が得られる。導電樹脂層の断面積に占める断面積が50%以下であれば、弾性樹脂粒子に起因したポチ画像不良の発生を抑制することができる。
【0033】
更に、導電性樹脂層における低弾性樹脂粒子Aと高弾性樹脂粒子Bの含有割合は、高弾性樹脂粒子Bの個数Bbに対する低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)の値が10以上200以下の範囲であることが好ましく、より好ましくは50以上100以下である。低弾性樹脂粒子Aと高弾性樹脂粒子Bが導電性樹脂層にこのような個数比により含有されることにより、現像ローラー表面に、現像剤の流動を可能とした搬送を行うことができるギャップを形成することができる。これにより、現像剤が受ける現像ブレードによるストレスを緩和して、現像ローラー表面への固着を抑制できる。
【0034】
ここで、弾性樹脂粒子の導電性樹脂中における断面積と、粒子の個数は以下の測定方法により得られる値を採用することができる。上記弾性率の測定に用いた試験片の作成と同様にして導電性樹脂層から切り取った試験片を使用する。試験片の断面をデジタルマイクロスコープ(VH-8000:KEYENCE社製)にて倍率1500倍で観察する。面積モードにて導電性樹脂層の面積1100μm2を特定する。その面積範囲にある弾性樹脂粒子の面積と、その個数を測定する。導電性樹脂層面積1100μm2に占める弾性樹脂粒子の合計面積の割合を求める。測定は1試験片につき2ヵ所で計20箇所行い、その平均値を採用する。
【0035】
このような断面積を占める弾性樹脂粒子の導電性樹脂層中の含有量は、具体的には、導電性樹脂層の樹脂固形分100.0質量部に対し、1.0から75.0質量部であることが好ましい。弾性樹脂粒子の導電性樹脂層中の含有量がこの範囲であると、現像剤の適切な搬送を可能とする凸部間ギャップを有する粗面化された現像ローラー表面を形成することができる。
【0036】
上記低弾性樹脂粒子Aの材質としては、ウレタン樹脂、エステル樹脂、エーテル樹脂、又はシリコーン樹脂等を用いることができる。これらのうちウレタン樹脂が好ましい。
【0037】
高弾性樹脂粒子Bの材質としては、アクリル樹脂、アミド樹脂、フェノール樹脂等を用いることができる。これらのうちアクリル樹脂が好ましい。
【0038】
このような弾性樹脂粒子を得る方法としては、重合体粒子について、分級して上記平均粒子径を有するものとする。分級方法としては、ふるい分け機、重力分級機、遠心分級機、慣性分級機等の分級装置を用いる方法を挙げることができる。これらの分級装置のうち、生産性が良好で分級点の変更が容易にできることから、重力分級機、遠心分級機、慣性分級機の風力分級機を好ましく用いることができる。
【0039】
上記低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有する導電性樹脂層は、現像ローラー表層を粗面化し、好ましくは、Raで表される表面平均粗さが0.5μm以上2.0μm以下となるように粗面化する。このような粗面化表面を有することにより、良好な現像剤の搬送を行うことができ、現像剤の現像ローラーへの固着を抑制することできる。
【0040】
ここで、表面平均粗さは、以下の測定方法による測定値を採用することができる。測定はJISB0601に準じた方法で行うことができる。具体的には、半径2μmの触針を用い、押し付け圧0.7mN、測定速度0.3mm/sec、測定倍率5000倍、カットオフ波長0.8mm、測定長さ2.5mmで、測定装置は接触式表面粗さ計サーフコム480A(東京精密製)を用いる。周方向3点、軸方向3点、合計9点を測定しその平均値を表面粗さRaとする。
【0041】
また、導電性樹脂層は、導電性を有することが好ましい。導電性樹脂層の体積固有抵率としては、現像ローラーの表面において電気抵抗値が1.0×104Ω以上1.0×107Ω以下となる範囲であることが、現像剤の摩擦帯電を行うために、好ましい。
【0042】
ここで、現像ローラーの電気抵抗値としては、以下の測定方法による測定値を採用することができる。測定装置として、図2の概略構成図に示すものを用いる。現像ローラーの軸芯体の両端にそれぞれ4.9Nの荷重をかけて直径50mmの金属ドラム25に当接する。金属ドラム25を表面速度50mm/secで駆動し、現像ローラーを従動回転させる。高圧電源HVから現像ローラーの軸芯体に+50Vの電圧を印加し、金属ローラーとグランドとの間に配設した既知の電気抵抗(現像ローラーの電気抵抗に対して2桁以上電気抵抗が低いもの)を有する抵抗器Rの両端の電位差を測定する。電位差の測定にはデジタルマルチメーターDMM(FLUKE社製 189TRUE RMS MULTIMETER)を用いる。その電位差と抵抗器の電気抵抗から、現像ローラーを介して金属ローラーに流れた電流を計算により求め、その電流と印加電圧50Vから算出して現像ローラーの電気抵抗値を求める。ここで、デジタルマルチメーターでの測定は、電圧印加2秒後から3秒間サンプリングを行い、その平均値を電気抵抗値とする。
【0043】
導電性樹脂層に導電性を付与する方法としては、導電性付与剤を添加する方法を挙げることができる。導電性付与剤としては、上記弾性層に用いる導電性付与剤として例示したものと同様のものを、具体的に挙げることができるが、カーボンブラックが好ましい。使用するカーボンブラックの平均粒子径は15nm以上50nm以下であることが、導電性樹脂層の強度の低下と導電性との比較考量から、好ましい。また、カーボンブラックのDBP吸油量は70ml/100g以上150ml/100g以下であれば、導電性樹脂層中へのカーボンブラックの分散性向上の点から、好ましい。
【0044】
カーボンブラックの平均粒子径は以下の測定方法による測定値を採用することができる。カーボンブラックを150kHz、0.4kWの超音波分散機により、10分間クロロホルムに分散させて分散試料を作成し、これをカーボン補強した支持膜に振り掛けて固定する。上記ビデオマイクロスコープで観察し、50000〜200000倍に拡大した画像でランダムに1000個以上のカーボンブラックの粒子径を測定する。粒子径は長径と短径の平均値とし、その平均値を平均粒子径とする。
【0045】
また、カーボンブラックのDBP吸油量はJIS K6221に準拠した測定方法による測定値を採用することができる。具体的には、試料25gをシリンダーに入れ、ピストンを差し込み、油圧プレスで24000psi(1687Kg/cm2)の圧力を5秒間加える。この加圧後、試料を取り出し、1000μmの篩に移し、カーボンブラック塊をほぐして、篩を通過させる。この操作を4回繰り返して処理した試料についてJIS K6221に準拠してDBP吸収量を測定する。
【0046】
カーボンブラックの導電性樹脂層中の含有量は、導電性樹脂層を形成する基体樹脂100.0質量部に対して、0.5質量部以上50.0質量部以下を挙げることができる。カーボンブラックの含有量がこの範囲であれば、導電性樹脂層の強度を低下させず現像ローラーに好ましい導電性を付与することができる。
【0047】
このような導電性樹脂層の基材樹脂としては、以下のものを挙げることができる。ポリアミド樹脂。ウレタン樹脂。尿素樹脂。イミド樹脂。メラミン樹脂。フッ素樹脂。フェノール樹脂。アルキド樹脂。シリコーン樹脂。ポリエステル樹脂。ポリエーテル樹脂。上記の樹脂から選ばれる少なくとも2つの樹脂の混合物。これらのうち摩擦により現像剤を帯電する能力が大きく、且つ耐摩耗性を有しているウレタン樹脂が好ましい。
【0048】
上記導電性樹脂層の成形方法としては、基材樹脂に上記弾性樹脂粒子、カーボンブラック等の導電性付与剤、その他必要に応じて添加剤を含有する塗工液を調製し、スプレー法、浸漬法、ロールコート法等の塗工により成形する方法を挙げることができる。具体的には、特開昭57−5047号公報に記載されているような浸漬槽上端から塗料をオーバーフローさせる浸漬塗工方法は、導電性樹脂層を形成する方法として簡便で生産安定性に優れることから、好ましい。
【0049】
本発明の現像ローラーは、軸芯体と、表面に導電性樹脂層を有するものであればよいが、軸芯体と導電性樹脂層間に設ける弾性層の他、他の機能を有する機能層を有するものであってもよい。また、弾性層、導電性樹脂層は単層のみならず複数層で構成されるものであってもよく、その場合、交互に設けることもできる。
【0050】
本発明の現像ローラーの一例として、図3の側面図に示すものを挙げることができる。図3に示す現像ローラー60は、中実または中空円筒状の導電性の軸芯体61と、この外周に積層された、導電性樹脂層62とを有する。
【0051】
また、本発明の現像ローラーの他の例として、図4の斜視図、図5の長手方向の断面図に示すものを挙げることができる。図4、5に示す現像ローラー6は、中実又は中空円筒状の導電性の軸芯体1と、この外周に順次積層された、弾性層2、導電性樹脂層3を有する。導電性樹脂層3には、図6の概略構成図に示すように、低弾性樹脂粒子A3aと高弾性樹脂粒子B3bとが含有され、これらの粒子により導電性樹脂層表面に大小の凸部が形成される。導電性樹脂層表面にこの大小の凸部に起因する凸部間ギャップGが形成される。ギャップGにおいて現像剤8が担持され、このギャップGに存在する現像剤に対し、現像ブレード9の当接による圧力が緩和される。これにより、装置の始動時における現像ローラーの表面への現像剤の固着を抑制し、画像不良の発生を抑制することができる。
【0052】
[現像装置]
本発明の現像装置は、上記現像ローラーと、現像ローラー上の現像剤量を一定にする現像ブレードと、一成分乾式現像剤を収納する現像剤容器とを備えたことを特徴とする。
【0053】
本発明の現像装置の一例として、図7中に示す現像装置を挙げることができる。図7中に示す現像装置10には、主として、上記現像ローラー6、一成分乾式現像剤(トナー)8を収納する現像剤容器8a、現像剤容器内に設けられる現像剤塗布部材7、現像ブレード9が設けられる。更に、現像ローラー6と現像ブレード9に、それぞれ現像バイアス電圧、ブレードバイアス電圧を印加する現像バイアス電源6a、ブレードバイアス電源9aが接続される。
【0054】
上記現像ブレードに印加するブレードバイアス電圧としては、トナーの帯電極性と同極性で、現像ローラーに印加される現像バイアス電圧よりも数十Vから数百V高い電圧とすることができる。具体的には、100V以上200V以下等を挙げることができる。現像ブレードにバイアス電圧を印加する場合は、現像ブレードは導電性であることが好ましく、その材質としては、リン青銅やステンレス等の金属が好ましい。
【0055】
更に、現像ブレードは現像ローラーに線圧0.1N/cm以上0.5N/cm以下で当接されることが好ましい。現像ブレードの当接圧が上記の範囲であれば、低弾性樹脂粒子及び高弾性樹脂粒子により形成される現像ローラー表面のギャップを現像剤の良好な搬送を可能とする適性な範囲に保持し、現像ローラーへのトナーの固着を抑制できる。
【0056】
ここで、現像ブレードの現像ローラーへの当接圧を示す線圧は以下の測定方法により得られた測定値を採用することができる。図8に示すように、1cm幅に切断した現像ブレード91を、モーター32により図中矢印K3方向へ移動可能なブレード台33にセットし、所望の設定角θ、例えば、32°として、荷重センサ34に当接させる。次いで、ブレード台33を求めたい侵入量δ(μm)分だけ荷重センサ34方向に移動させ、荷重センサ34の可動部分を矢印K4方向に移動させ、そのときの荷重センサ34の出力値をアンプ35で増幅して電圧計36で読み取る。予め求めておいた単位電圧当たりの荷重から、単位長さ当たりの線圧を得る。
【0057】
上記現像剤塗布部材7は、現像剤容器内において、静電潜像の現像に用いられずに現像ローラー表面上に残留する現像残トナーを掻き取り、現像ローラー表面に新たなトナーを供給するものである。現像剤塗布部材7の構造としては、発泡骨格状スポンジ構造や軸芯体上にレーヨン、ポリアミド等の繊維を植毛したファーブラシ構造のものが好ましく、例えば、軸芯体上にポリウレタンフォームを設けた弾性ローラーを用いることができる。この現像剤塗布部材の現像ローラーに対する当接幅としては、1〜8mmが好ましく、また、現像ローラーに対してその当接部において相対速度をもたせることが好ましい。
【0058】
本発明の現像装置において用いる一成分乾式現像剤(トナー)は、体積平均粒子径が5.0μm以上6.5μm以下であることが好ましい。トナーがこのような体積平均粒子径を有することにより、上記現像ローラーの凸部間のギャップに保持され、現像ブレードによる圧力が緩和され、良好な搬送が行われ、現像ローラーへの固着が抑制される。
【0059】
ここで、トナーの体積平均粒子径は、以下の測定方法により測定した測定値を採用することができる。コールターマルチサイザーII(コールター社製)に、個数分布及び体積分布を出力するインターフェース(日科機製)とPC9801パーソナルコンピューター(NEC製)とを接続する。電解液としては、一級塩化ナトリウムを用いて1%NaCl水溶液を調製してもよいが、ISOTON R−II(コールターサイエンティフィックジャパン社製)等を使用してもよい。電解液100〜150ml中に分散剤として界面活性剤(好ましくはアルキルベンゼンスルホン酸塩)を1ml加え、更に測定試料を10mg加える。測定試料を懸濁した電解液を、超音波分散器で約1〜3分間分散処理する。超音波処理された電解液を測定サンプルとして、100μmのアパーチャーを採用するコールターマルチサイザーにより、1.59μmから64.00μmの範囲で16チャンネルの体積粒度分布を測定し、測定された50%D径を体積平均粒子径とする。
【0060】
上記トナー粒子の形状は球形に近いことが好ましく、平均円形度(S)が、0.960≦S≦1.000であることが好ましい。平均円形度は、完全なる球形の場合、1.000であり、表面形状が複雑になる程、円形度は小さい値となる。
【0061】
平均円形度は、上記トナーの球形度を簡便に定量的に表現する指標として、フロー式粒子像測定装置FPIA−2000型(東亜医用電子社製)を用いて測定を行い、下式より求めた値を採用することができる。
【0062】
【数1】
【0063】
式中、「粒子投影面積」とは設定した輝度の閾値により各画素を二値化してトナー粒子を認識し、認識したトナー粒子像から求める面積であり、「粒子投影像の周囲長」とは粒子像において隣接するエッジを結んで得られる輪郭線の長さとする。
【0064】
上記トナーの製造方法としては、以下の方法を挙げることができる。特公昭36−10231号公報、特開昭59−53856号公報、特開昭59−61842号公報、特開2006−106198号公報等に記載されている懸濁重合法を用いて直接現像剤粒子を生成する方法。単量体には可溶で水溶性重合開始剤の存在下で直接重合させて現像剤粒子を生成するソープフリー重合法に代表される乳化重合法。マイクロカプセル製法のような界面重合法、in site重合法による方法。コアセルベーション法による方法。特開昭62−106473号公報や特開昭63−186253号公報に開示されている少なくとも1種以上の微粒子を凝集させ所望の粒径の現像剤粒子を得る会合重合法による方法。単分散を特徴とする分散重合法による方法。非水溶性有機溶媒に必要な樹脂類を溶解させた後、水中で現像剤粒子を得る乳化分散法による方法。加圧ニーダーやエクストルーダー又はメディア分散機を用いて現像剤成分を混練、均一に分散させた後、冷却し、混練物を機械的又はジェット気流下でターゲットに衝突させて所望の粒径に微粉砕し、分級工程を経て粒度分布をシャープにする粉砕法。粉砕法で得られた現像剤粒子を溶媒中で加熱等により球形化処理し、現像剤粒子を得る方法。これらのうち、懸濁重合法、会合重合法、乳化分散法による現像剤粒子の製造方法が好ましく、より好ましくは小粒径の現像剤粒子が容易に得られる懸濁重合方法である。
【0065】
このような現像装置における現像プロセスを以下に説明する。回転可能に支持された現像剤塗布部材7により現像ローラー6上にトナーが塗布される。現像ローラー上に塗布されたトナーは、現像ローラーの回転により現像ブレード9と摺擦される。ここで、現像ブレードに印加されたバイアスにより現像ローラー上のトナーは現像ローラー上に均一にコートされる。現像ローラーは感光体5と回転しながら接触し、感光体上に形成された静電潜像を現像ローラー上にコートされたトナーにより現像する。
【0066】
[電子写真装置]
本発明の電子写真装置は、静電潜像を担持する感光体と、該感光体に対向した状態で現像剤を供給して静電潜像を現像する現像ローラーとを有する電子写真装置において、上記現像装置を有することを特徴とする。
【0067】
本発明の電子写真装置の一例として、図7の概略構成図に示すタンデム方式のカラー電子写真装置を挙げることができる。図7に示すカラー電子写真装置には、イエロートナー、マゼンダトナー、シアントナー、ブラックトナーの各色トナー毎に設けられる画像形成ユニットa〜dが設けられる。各画像形成ユニットには、それぞれ矢印方向に回転する感光体5が設けられる。各感光体の周囲には、感光体を一様に帯電するための帯電装置12、一様に帯電処理した感光体にレーザー光11を照射して静電潜像を形成する露光手段、静電潜像を形成した感光体にトナーを供給し静電潜像を現像する上記現像装置10が設けられる。一方、給紙ローラー23により供給される紙等の記録材22を搬送する転写搬送ベルト20が駆動ローラー16、従動ローラー21、テンションローラー21aに懸架されて設けられる。転写搬送ベルト20には吸着ローラー24を介して吸着バイアス電源18の電荷が印加され、記録材22を表面に静電気的に付着させて搬送するようになっている。
【0068】
各画像形成ユニットにおいて形成される各色のトナー像は、画像形成ユニットに同期して搬送される記録材22の裏面から転写バイアス電源19からの転写バイアス電荷が印加されることにより、記録材22上に順次重畳して転写されるようになっている。
【0069】
更に、カラー電子写真装置には、記録材上に重畳転写したトナー像を加熱等により定着する定着装置15、画像形成された記録材22を装置外に排出する搬送装置(不図示)が設けられる。
【0070】
一方、各画像形成ユニットには各感光体上に転写されずに残存する転写残トナーを除去し表面をクリーニングするクリーニングブレード14を有するクリーニング装置13が設けられる。更に、その他感光体から掻き取られたトナーを収納する廃現像剤収容容器13aが設けられる。クリーニングされた感光体は画像形成可能状態とされて待機するようになっている。
【0071】
[プロセスカートリッジ]
本発明のプロセスカートリッジは、上記電子写真装置に着脱可能なプロセスカートリッジであって、少なくとも現像ローラーを具備したことを特徴とする。
【0072】
本発明のプロセスカートリッジの一例として、図9に示すプロセスカートリッジを挙げることができる。図9に示すプロセスカートリッジは、上記現像装置10と、感光体5、クリーニングブレード14、廃現像剤収容容器13a、帯電装置12が一体的に設けられ、電子写真装置本体に脱着可能に装着されている。
【0073】
本発明のプロセスカートリッジはこれに限定されず、上記の他、感光体上のトナー像を記録材に転写する転写部材等を上記の部材と共に、又は上記の部材のいずれか一個または二個以上と交換して一体的に設けたものであってもよい。
【実施例】
【0074】
以下に、本発明の現像ローラー、プロセスカートリッジ、電子写真装置を具体的に詳細に説明するが、本発明の技術的範囲はこれらに限定されるものではない。以下、「部」は「質量部」を示す。
【0075】
[実施例1]
[弾性層の調製]
軸芯体としてSUS製の芯金にニッケルメッキを施し、さらにプライマ−(商品名DY35−051:東レ・ダウコーニング社製)を塗布、焼付けしたものを用いた。ついで、軸芯体を金型に配置し、以下の組成を混合した付加型シリコーンゴム組成物を金型内に形成されたキャビティに注入した。
【0076】
液状シリコーンゴム材料 100.0質量部
(SE6724A/B:東レ・ダウコーニング社製)
カーボンブラック 35.0質量部
(トーカブラック#7360SB:東海カーボン社製)
耐熱性付与剤としてシリカ粉体 0.2質量部
白金触媒 0.1質量部
続いて、金型を加熱してシリコーンゴムを温度150℃、15分間加硫硬化し、脱型した後、さらに温度180℃、1時間加熱し硬化反応を完結させ、軸芯体の外周に弾性層を作成した。
【0077】
[導電性樹脂層の調製]
導電性樹脂層の材料として、ポリテトラメチレングリコール(PTG1000SN:保土谷化学社製)100質量部に、イソシアネート化合物(ミリオネートMT:日本ポリウレタン工業社製)23質量部をMEK溶媒中で段階的に混合した。窒素雰囲気下温度80℃にて6時間反応させて、重量平均分子量(Mw)10000、水酸基価18.2のポリウレタンポリオールを得た。この基体樹脂100質量部に対し、硬化剤(コロネート2521:日本ポリウレタン工業社製)33.4質量部、カーボンブラック(MA230:三菱化学社製)30質量部混合した。総固形分比30質量%になるようにMEKに溶解、混合し、サンドミルにて均一に分散し、分散液1を得た。
【0078】
低弾性樹脂粒子としてシリコーン粒子(トレフィルE500:東レ社製)を風力分級機(EJ−L−3型:日鉄鉱業株式会社製)で分級し、コールターマルチサイザーII(コールター社製)による測定で体積平均径4.2μmとした。高弾性樹脂粒子として、アクリル粒子(MBX20X−5:積水化学工業社製)を分級し、体積平均粒子径を12.0μmとした。
【0079】
上記分散液1の100質量部に上記シリコーン粒子26質量部とアクリル粒子4質量部とを添加し、攪拌モーターで10分間攪拌し、導電性樹脂層形成用塗料1を得た。次にこの導電性樹脂層形成用塗料を前記弾性層上に浸漬塗工した後乾燥させ、温度150℃にて4時間加熱処理することで弾性層外周に導電性樹脂層を設け、現像ローラーを得た。
【0080】
[画像出力試験方法]
得られた現像ローラーを用いて、画像出力を行い、得られた画像の評価を行なった。
【0081】
キヤノン製プリンターLBP5500改造カートリッジを用いた。カートリッジはOPC感光ドラムを有し、現像ローラーはOPC感光ドラムを押圧しており、現像ブレードとして、厚み80μmのSUSブレードを用い、現像ローラーに対する線圧を0.15N/cmとし、ブレードバイアスを印加できるように改造した。このカートリッジに上記現像ローラーを組み込み、特開2006−106198の実施例1に記載された重合方法により製造した体積平均粒子径5.5μm、形状係数SF−1が114、SF−2が108のマゼンタ現像剤を充填し画像出力試験用カートリッジを得た。
【0082】
キヤノン製プリンターLBP5500改造機に、作製した画像出力試験用カートリッジを搭載し画像出力試験を行った。現像バイアスに対して−200Vのブレードバイアスを印加して温度23℃湿度55%Rh(N/N環境)で、1%印字率の画像を連続で10枚出力した後、連続で10枚出力した100%印字率の画像について、白スジ、ポチ画像、画像濃度を以下の方法で評価した。
【0083】
白スジ、ポチ画像発生有無の確認は、ベタ画像、ハーフトーン画像を出力して画像を目視して、以下の基準により評価した。結果を表1に示す。
【0084】
A:白スジ、ポチ画像が発生していない
B:軽微に発生したものの、出力中に消失した
C:白スジ、ポチ画像が消失しない。
【0085】
画像濃度については、上述の連続10枚出力した100%印字率の画像の一枚目を反射式濃度計TC−6DS/A((有)東京電色製)を用いて、反射濃度を測定した。画像上で測定した10点の平均値を画像濃度の値とし、得られた画像濃度の値により、以下の基準により評価した。結果を表1に示す。
【0086】
A:1.1超
B:0.9以上1.1以下
C:0.5以上0.9未満
D:0.5未満。
【0087】
また、評価後の現像ローラーについて、導電性樹脂層中の弾性樹脂粒子について上記方法により各測定を行なった。低弾性樹脂粒子Aの平均粒子径は3.0μm、高弾性樹脂粒子Bの平均粒子径は8.0μmであり、粒径差は5.0μmであった。また、低弾性樹脂粒子Aの弾性率は0.05MPa、高弾性樹脂粒子Bの弾性率は0.6MPaであった。高弾性樹脂粒子Bの個数Bbに対する低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)は52であった。また、導電性樹脂層面積1100μm2に占める弾性樹脂粒子の合計断面積の割合は10%であった。
【0088】
[実施例2]
高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を重力分級機により体積平均粒子径43.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0089】
[実施例3]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:エアウォーター社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径43.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0090】
[実施例4]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:エアウォーター社製)を体積平均粒子径11.4μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径28.6μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0091】
[実施例5]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE601C:エアウォーター社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径28.6μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0092】
[実施例6]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールGR400:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0093】
[実施例7]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0094】
[実施例8]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0095】
[実施例9]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径14.3μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径28.6μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0096】
[実施例10]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0097】
[実施例11]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0098】
[実施例12]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0099】
[実施例13]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径15.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X−30:積水化学工業社製)を体積平均粒子径25.7μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0100】
[実施例14]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(GR400:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0101】
[実施例15]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0102】
[実施例16]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径37.5μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0103】
[実施例17]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径8.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径21.4μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0104】
[実施例18]
高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0105】
[実施例19]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、28質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して、2質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0106】
[実施例20]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0107】
[実施例21]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0108】
[実施例22]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0109】
[実施例23]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC300:根上工業社製)を体積平均粒子径14.3μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0110】
[実施例24]
高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0111】
[実施例25]
高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0112】
[実施例26]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0113】
[実施例27]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径7.1μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX3000H:根上工業社製)を体積平均粒子径21.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0114】
[実施例28]
高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-10:ユニチカ社製)を体積平均粒子径12.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0115】
[実施例29]
高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0116】
[実施例30]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE505C:東レ社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0117】
[実施例31]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径10.0μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-10:ユニチカ社製)を体積平均粒子径27.1μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0118】
[実施例32]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-10:ユニチカ社製)を体積平均粒子径12.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0119】
[実施例33]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径4.2μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0120】
[実施例34]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC200:根上工業社製)を体積平均粒子径35.7μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径42.0μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0121】
[実施例35]
低弾性樹脂粒子Aとして、ウレタン粒子(アートパールC800:根上工業社製)を体積平均粒子径7.1μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC-50:ユニチカ社製)を体積平均粒子径25.7μmに分級して用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0122】
[実施例36]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、65質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:根上工業社製)を体積平均粒子径12.0μmに分級して、10質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0123】
[実施例37]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、18質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X-5:積水化学工業社製)を体積平均粒子径12.0μmに分級して、12質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0124】
[実施例38]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.2μmに分級して、40質量部を用いた。高弾性樹脂粒子Bとして、アクリル粒子(MBX20X-5:積水化学工業社製)を体積平均粒子径12.0μmに分級して、6質量部を用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0125】
[実施例39]
実施例36で得られた現像ローラーを用い、現像剤として、風力分級機(EJ−L−3型:日鉄鉱業株式会社製)で分級し、体積平均粒子径を4.8μmとしたものを使用した外は、実施例1と同様にして画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0126】
[実施例40]
実施例36で得られた現像ローラーを用い、現像剤として、風力分級機(EJ−L−3型:日鉄鉱業株式会社製)で分級し、体積平均粒子径を7.0μmとしたものを使用した外は、実施例1と同様にして画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0127】
[比較例1]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)の体積平均粒子径3.0μmのものを用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールG200:根上工業社製)を体積平均粒子径40.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0128】
[比較例2]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(アートパールGR400:根上工業社製)を体積平均粒子径10.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0129】
[比較例3]
低弾性樹脂粒子Aとして、体積平均粒子径4.6μmのエチレン−プロピレンゴム粒子を用い、高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:綜研化学社製)を体積平均粒子径11.4μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0130】
[比較例4]
低弾性樹脂粒子Aとして、体積平均粒子径4.6μmのエチレン−プロピレンゴム粒子を用い、高弾性樹脂粒子Bとして、アミド粒子(オルガソール2002DNAT1:エルフ・アトケム・ジャパン社製)を体積平均粒子径12.3μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0131】
[比較例5]
低弾性樹脂粒子Aとして、アミド粒子(オルガソール2002DNAT1:エルフ・アトケム・ジャパン社製)を体積平均粒子径5.0μmに分級して用いた。高弾性樹脂粒子Bとして、アクリル粒子(MX1500H:綜研化学社製)を体積平均粒子径11.4μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0132】
[比較例6]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、シリカ粒子(サイロスフェアC−1510:富士シリシア)を体積平均粒子径10.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0133】
[比較例7]
低弾性樹脂粒子Aを7.8質量部、高弾性樹脂粒子Bを1.2質量部を用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0134】
[比較例8]
低弾性樹脂粒子Aを63.5質量部、高弾性樹脂粒子Bを9.5質量部を用いた外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0135】
[比較例9]
低弾性樹脂粒子Aとして、シリコーンゴム粒子(トレフィルE500:東レ社製)を体積平均粒子径4.6μmに分級して用いた。高弾性樹脂粒子Bとして、フェノール樹脂粒子(ユニベックスC−50:ユニチカ社製)を体積平均粒子径50.0μmに分級したものを用いた。その外は、実施例1と同様にして現像ローラーを作製し、画像出力試験を行ない、得られた画像の評価を行った。評価後の現像ローラーについて、弾性樹脂粒子の物性の測定を行った。結果を表1に示す。
【0136】
【表1】
【図面の簡単な説明】
【0137】
【図1】本発明の現像ローラーの物性の測定用試験片を作成する方法を示す図である。
【図2】本発明の現像ローラーの電気抵抗の測定方法を示す図である。
【図3】本発明の現像ローラーの一例を示す側面図である。
【図4】本発明の現像ローラーの他の例を示す斜視図である。
【図5】本発明の現像ローラーの他の例を示す断面図である。
【図6】本発明の現像ローラーの他の例の表面を示す拡大図である。
【図7】本発明の電子写真装置の一例を示す概略構成図である。
【図8】本発明の現像装置の一例に用いる現像ブレードの線圧の測定方法を示す図である。
【図9】本発明のプロセスカートリッジの一例を示す概略構成図である。
【符号の説明】
【0138】
1、61 軸芯体
3、62 導電性樹脂層
3a 低弾性樹脂粒子
3b 高弾性樹脂粒子
5 感光体
6、60 現像ローラー
8 トナー(一成分乾式現像剤)
9 現像ブレード
10 現像装置
【特許請求の範囲】
【請求項1】
軸芯体と、表面に導電性樹脂層とを有する現像ローラーにおいて、
該導電性樹脂層が、低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有し、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bは平均粒子径が3μm以上30μm以下で、且つ、該高弾性樹脂粒子Bの平均粒子径bと該低弾性樹脂粒子Aの平均粒子径aとの差(b−a)が5μm以上27μm以下であり、
該低弾性樹脂粒子Aの弾性率が0.05MPa以上0.2MPa以下であって、該高弾性樹脂粒子Bの弾性率が0.3MPa以上2.0MPa以下であって、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、導電性樹脂層の断面積に占める断面積が10%以上50%以下となるように含有されていることを特徴とする現像ローラー。
【請求項2】
該高弾性樹脂粒子Bの弾性率が0.5MPa以上1.7MPa以下であることを特徴とする請求項1記載の現像ローラー。
【請求項3】
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが現像ローラー表面を粗面化していることを特徴とする請求項1又は2記載の現像ローラー。
【請求項4】
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、該高弾性樹脂粒子Bの個数Bbに対する該低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)が10以上200以下となるように含有されることを特徴とする請求項1から3のいずれか記載の現像ローラー。
【請求項5】
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、該高弾性樹脂粒子Bの個数Bbに対する該低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)が50以上100以下となるように含有されることを特徴とする請求項4記載の現像ローラー。
【請求項6】
該高弾性樹脂粒子Bが、フェノール樹脂を含有することを特徴とする請求項1から5のいずれか記載の現像ローラー。
【請求項7】
請求項1から6のいずれか記載の現像ローラーと、現像ローラー上の現像剤量を一定にする現像ブレードと、一成分乾式現像剤を収納する現像剤容器とを備えたことを特徴とする現像装置。
【請求項8】
一成分乾式現像剤が、体積平均粒子径が5.0μm以上6.5μm以下であることを特徴とする請求項7記載の現像装置。
【請求項9】
現像ブレードが、バイアス電圧を印加されて用いられることを特徴とする請求項7又は8記載の現像装置。
【請求項10】
現像ブレードが、現像ローラーに線圧0.1N/cm以上0.5N/cm以下で当接されることを特徴とする請求項7から9のいずれか記載の現像装置。
【請求項11】
静電潜像を担持する感光体と、該感光体に対向した状態で現像剤を供給して静電潜像を現像する現像ローラーとを有する電子写真装置において、請求項7から10のいずれかに記載の現像装置を有することを特徴とする電子写真装置。
【請求項12】
請求項11記載の電子写真装置に着脱可能なプロセスカートリッジであって、少なくとも現像ローラーを具備したことを特徴とするプロセスカートリッジ。
【請求項1】
軸芯体と、表面に導電性樹脂層とを有する現像ローラーにおいて、
該導電性樹脂層が、低弾性樹脂粒子A及び高弾性樹脂粒子Bを含有し、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bは平均粒子径が3μm以上30μm以下で、且つ、該高弾性樹脂粒子Bの平均粒子径bと該低弾性樹脂粒子Aの平均粒子径aとの差(b−a)が5μm以上27μm以下であり、
該低弾性樹脂粒子Aの弾性率が0.05MPa以上0.2MPa以下であって、該高弾性樹脂粒子Bの弾性率が0.3MPa以上2.0MPa以下であって、
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、導電性樹脂層の断面積に占める断面積が10%以上50%以下となるように含有されていることを特徴とする現像ローラー。
【請求項2】
該高弾性樹脂粒子Bの弾性率が0.5MPa以上1.7MPa以下であることを特徴とする請求項1記載の現像ローラー。
【請求項3】
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが現像ローラー表面を粗面化していることを特徴とする請求項1又は2記載の現像ローラー。
【請求項4】
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、該高弾性樹脂粒子Bの個数Bbに対する該低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)が10以上200以下となるように含有されることを特徴とする請求項1から3のいずれか記載の現像ローラー。
【請求項5】
該低弾性樹脂粒子A及び該高弾性樹脂粒子Bが、該高弾性樹脂粒子Bの個数Bbに対する該低弾性樹脂粒子Aの個数Aaの比(Aa/Bb)が50以上100以下となるように含有されることを特徴とする請求項4記載の現像ローラー。
【請求項6】
該高弾性樹脂粒子Bが、フェノール樹脂を含有することを特徴とする請求項1から5のいずれか記載の現像ローラー。
【請求項7】
請求項1から6のいずれか記載の現像ローラーと、現像ローラー上の現像剤量を一定にする現像ブレードと、一成分乾式現像剤を収納する現像剤容器とを備えたことを特徴とする現像装置。
【請求項8】
一成分乾式現像剤が、体積平均粒子径が5.0μm以上6.5μm以下であることを特徴とする請求項7記載の現像装置。
【請求項9】
現像ブレードが、バイアス電圧を印加されて用いられることを特徴とする請求項7又は8記載の現像装置。
【請求項10】
現像ブレードが、現像ローラーに線圧0.1N/cm以上0.5N/cm以下で当接されることを特徴とする請求項7から9のいずれか記載の現像装置。
【請求項11】
静電潜像を担持する感光体と、該感光体に対向した状態で現像剤を供給して静電潜像を現像する現像ローラーとを有する電子写真装置において、請求項7から10のいずれかに記載の現像装置を有することを特徴とする電子写真装置。
【請求項12】
請求項11記載の電子写真装置に着脱可能なプロセスカートリッジであって、少なくとも現像ローラーを具備したことを特徴とするプロセスカートリッジ。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−292830(P2008−292830A)
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願番号】特願2007−139299(P2007−139299)
【出願日】平成19年5月25日(2007.5.25)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願日】平成19年5月25日(2007.5.25)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]