
現像ロール
【課題】トナーに対するストレスを低減した状態で、トナー搬送性を発揮することができる現像ロールを提供する。
【解決手段】軸体1と、この軸体1の外周面に形成された弾性層2と、この弾性層2の外周面に形成された最外層3とから構成されている。そして、上記弾性層2の外周面には、多数の凹部Aが、相互に開口縁部が重なり合わない状態で、分布形成されている。これにより、上記最外層3の外周面には、上記各凹部Aに起因する凹部Bが現れている。また、上記最外層3には、粗面形成用の粒子が分散しており、その粒径は0.5〜4.0μmの範囲内に設定されている。
【解決手段】軸体1と、この軸体1の外周面に形成された弾性層2と、この弾性層2の外周面に形成された最外層3とから構成されている。そして、上記弾性層2の外周面には、多数の凹部Aが、相互に開口縁部が重なり合わない状態で、分布形成されている。これにより、上記最外層3の外周面には、上記各凹部Aに起因する凹部Bが現れている。また、上記最外層3には、粗面形成用の粒子が分散しており、その粒径は0.5〜4.0μmの範囲内に設定されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写機,プリンター等の電子写真機器類に用いられる現像ロールに関するものである。
【背景技術】
【0002】
複写機,プリンター等の電子写真機器に用いられる現像ロールは、通常、軸体の外周面にゴム等からなる弾性層が形成されており、この弾性層の外周面に抵抗調整層や保護層等の被覆層が1層または2層以上形成されている。
【0003】
そして、現像ロールの外周面において均一かつ確実にトナー搬送を行うことが、高画質の画像を得る上で重要な役割となっている。このため、一般に、現像ロールの表層(最外被覆層)の外周面を粗面化することにより、トナー搬送性を向上させている。その粗面化の方法は、様々であるが、例えば、現像ロールの表層内にナイロン系粒子等の硬質粒子(砂質粒子)を分散させることにより、表層の外周面を粗面化する方法(例えば、特許文献1参照)が知られている。その粗面は、硬質粒子が存在する部分が凸部、硬質粒子が存在しない部分が凹部に形成された凹凸粗面になっている。
【特許文献1】特開2004−157576号公報(段落〔0041〕)
【発明の開示】
【発明が解決しようとする課題】
【0004】
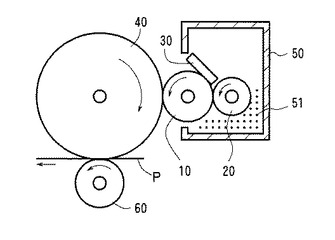
しかしながら、上記凸部では、硬質粒子の存在により、現像ロールの表面硬度が高くなっている。このため、図2に示すように、現像ロール10がトナー供給ロール20,層形成ブレード30および感光ドラム40等と圧接した状態で回転する際には、現像ロール10の表面において、トナーにストレスを与えてしまう。これにより、上記凸部を起点としてフィルミングが発生し、現像ロール10の表面粗さがさらに上昇する。その結果、トナーの搬送量が増加したり帯電性が低下したりして、画像にかぶりや濃度変化等の不具合が発生する。なお、図2において、符号50はトナーボックス、符号51はトナー、符号60は転写ロール、符号Pは紙である。
【0005】
このことについて、本発明者らが研究した結果、つぎのようなことを突き止めた。すなわち、現像ロール10の表層に硬質粒子を分散させることにより、トナー搬送性を発揮するよう、現像ロール10の外周面を粗面化するためには、上記硬質粒子の粒径をある程度大きく(上記特許文献1では5〜100μm)する必要があるが、そのような大きさの硬質粒子では、トナーに対するストレスが大きくなり、それがフィルミングの発生原因となる。そこで、フィルミング防止のために、トナーに対するストレスを小さくする目的で、硬質粒子の粒径を小さくすると、今度は、粗面化が不充分となり、トナー搬送性を発揮することができないという問題が生じる。
【0006】
本発明は、このような事情に鑑みなされたもので、トナーに対するストレスを低減した状態で、トナー搬送性を発揮することができる現像ロールの提供をその目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するため、本発明の現像ロールは、軸体と、この軸体の外周面に形成された弾性層と、この弾性層の外周に直接もしくは他の層を介して形成された最外層とを有し、その最外層に粗面形成用の粒子が分散している現像ロールであって、上記粒子の粒径が0.5〜4.0μmの範囲内であり、かつ、上記弾性層の外周面に、相互に開口縁部が重なり合わない状態で多数の凹部が分布形成され、上記各凹部に起因して上記最外層の外周面にも凹部が現れて粗面が形成されているという構成をとる。
【0008】
すなわち、本発明の現像ロールは、弾性層の外周面に、相互に開口縁部が重なり合わない多数の凹部を分布形成し、その外周に直接もしくは他の層を介して、粒径0.5〜4.0μmの範囲内の粗面形成用粒子が分散している最外層を形成している。これにより、その最外層の外周面にも、上記各凹部に起因する凹部を現し、上記粗面形成用粒子とともに、最外層の外周面を粗面に形成している。そして、トナー搬送性は、最外層の外周面に現れた凹部による、比較的柔らかい粗面で発揮される。また、最外層の外周面(上記凹部内の凹面およびその凹部が現れていない外周面部分)は、粗面形成用粒子によっても粗面に形成されているが、その粗面形成用粒子の粒径は0.5〜4.0μmの範囲内と小さくなっているため、感光ドラムや層形成ブレード等と圧接した際には、特に、上記凹部が現れていない外周面部分で、トナーに対してストレスがかかるものの、そのストレスは小さく、フィルミングの発生までは至らない。しかも、感光ドラム等と圧接した際には、上記粗面形成用粒子によって形成される多数の凸部の頂部が感光ドラム等と当接するようになって当接面積が減少するため、その感光ドラム等との摩擦力が低減され、現像ロールの回転がスムーズになる。しかも、上記粗面形成用粒子の粒径が0.5〜4.0μmの範囲内と小さいことから、上記凸部の高さのばらつきも小さくなっている。このため、上記感光ドラム等との圧接圧力が均一になり、現像ロールのスムーズな回転と相俟って、得られる画像は、濃度むら,画像すじ,画像荒れ等のない良質なものとなる。
【発明の効果】
【0009】
本発明の現像ロールは、弾性層の外周面に、相互に開口縁部が重なり合わない多数の凹部が分布形成され、粒径0.5〜4.0μmの範囲内の粗面形成用粒子が分散している最外層の外周面に、上記各凹部に起因する凹部が現われている。このため、最外層の外周面に現れた凹部による、比較的柔らかい粗面で、トナー搬送性を発揮することができる。また、粗面形成用粒子の粒径が0.5〜4.0μmの範囲内と小さいため、トナーに対するストレスを低減することができ、その結果、フィルミングを防止することができる。しかも、最外層の外周面は、上記粒径の小さい粗面形成用粒子により、高さのばらつきが小さい凸部が多数形成されるため、感光ドラムや層形成ブレード等との摩擦力を低減して現像ロールの回転をスムーズにすることができるとともに、その感光ドラム等との圧接圧力を均一にすることができ、その結果、良質の画像を得ることができる。
【0010】
特に、上記最外層の外周面に現れている各凹部の開口径が20〜200μmの範囲内であり、各凹部の深さが1.5〜20μmの範囲内であり、隣り合う凹部の開口縁間の距離が0〜200μmの範囲内である場合には、現像ロールとして好適なトナー搬送性を有するような表面粗さに形成することができる。
【発明を実施するための最良の形態】
【0011】
つぎに、本発明の実施の形態を図面にもとづいて詳しく説明する。但し、本発明は、これに限定されるわけではない。
【0012】
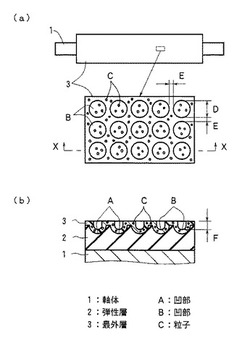
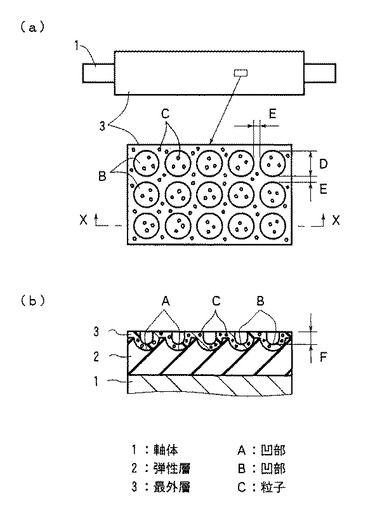
図1(a),(b)は、本発明の現像ロールの一実施の形態を示している。この実施の形態の現像ロールは、円柱状の軸体1と、この軸体1の外周面に形成された弾性層2と、この弾性層2の外周面に形成された最外層3とから構成されている。そして、上記弾性層2の外周面には、多数の凹部(ディンプル)Aが、相互に開口縁部が重なり合わない状態で、分布形成されている。これにより、上記最外層3の外周面には、上記各凹部Aに起因する凹部(ディンプル)Bが現れている。また、上記最外層3には、粗面形成用の粒子Cが分散しており、その粒径は0.5〜4.0μmの範囲内に設定されている。すなわち、上記最外層3の外周面は、上記凹部Bと粗面形成用の粒子Cによって形成される多数の凸部とにより、粗面に形成されている。
【0013】
より詳しく説明すると、弾性層2の外周面に形成された各凹部Aの形状は、特に限定されず、各凹部Aの開口形状としては円形状,楕円状,四角形状等があげられるが、形成容易性の観点から、図示するように、各凹部Aの開口形状が円形状であり、各凹部Aの凹面形状が球面状の一部からなる曲面(例えば、半球面状)であることが好ましい。そして、最外層3の外周面に現れる各凹部Bの形状は、上記弾性層2の外周面の各凹部Aに略相似した形状になっている。
【0014】
また、上記最外層3の外周面の各凹部Bの大きさは、現像ロールとして好適なトナー搬送性を有するような表面粗さにする観点から、各凹部Bの開口径Dが20〜200μmの範囲内、各凹部Bの深さFが1.5〜20μmの範囲内に設定されていることが好ましく、より好ましくは、各凹部Bの開口径Dが30〜100μmの範囲内、各凹部Bの深さFが3〜15μmの範囲内である。このように、上記最外層3の外周面の各凹部Bを上記好ましい大きさにするためには、上記最外層3の厚み(通常3〜30μmの範囲内)にもよるが、通常、上記弾性層2の外周面の各凹部Aの開口径を20〜200μmの範囲内、各凹部Aの深さを1.5〜20μmの範囲内に形成し、上記各凹部Bを上記より好ましい大きさにするためには、上記弾性層2の外周面の各凹部Aの開口径を30〜110μmの範囲内、各凹部Aの深さを3〜20μmの範囲内に形成する。ここで、「各凹部Aの開口径」は、弾性層2の外周面を電子顕微鏡で見て、凹部Aの開口径を任意の10個所で測定し、それらの平均値をとっている。また、「各凹部Bの開口径D」は、現像ロールの外周面を電子顕微鏡で見て、凹部Bの開口径Dを任意の10個所で測定し、それらの平均値をとっている。また、「各凹部Aの深さ」は、弾性層2を厚み方向に切断し、その断面を電子顕微鏡で見て、凹部Aの深さを任意の10個所で測定し、それらの平均値をとっている。また、「各凹部Bの深さF」は、現像ロールを厚み方向に切断し、その断面を電子顕微鏡で見て、凹部Bの深さFを任意の10個所で測定し、それらの平均値をとっている。
【0015】
さらに、弾性層2の外周面の凹部Aの開口縁部は、相互に重なり合わないように形成されており、最外層3の外周面に現れる凹部Bも同様に、開口縁部が相互に重なり合わないようになっている。そして、最外層3の外周面では、隣り合う凹部Bの開口縁間の距離Eは、現像ロールとして好適な表面粗さにする観点から、0〜200μmの範囲内に設定されることが好ましく、より好ましくは10〜100μmの範囲内である。このように、上記最外層3の外周面における隣り合う凹部Bの開口縁間の距離Eを上記好ましい範囲内にするためには、上記弾性層2の外周面における隣り合う凹部Aの開口縁間の距離を0〜200μmの範囲内に形成し、上記隣り合う凹部Bの開口縁間の距離Eを上記より好ましい範囲内にするためには、隣り合う凹部Aの開口縁間の距離を10〜100μmの範囲内に形成する。ここで、「隣り合う凹部Aの開口縁間の距離」は、弾性層2の外周面を電子顕微鏡で見て、任意の10個所の開口縁間を測定し、それらの平均値をとっている。そして、この「隣り合う凹部Aの開口縁間の距離」が0μmのときは、隣り合う凹部Aの開口縁が接している状態であり、この状態は、本発明では、隣り合う凹部Aの開口縁部が相互に重なり合っていない状態を意味する。また、「隣り合う凹部Bの開口縁間の距離E」は、現像ロールの外周面を電子顕微鏡で見て、任意の10個所の開口縁間を測定し、それらの平均値をとっている。そして、この「隣り合う凹部Bの開口縁間の距離E」が0μmのときは、隣り合う凹部Bの開口縁が接している状態になっている。
【0016】
また、現像ロールの表面粗さを外周全面にわたって均一にする観点から、凹部A(凹部B)の分布形成は、周方向および軸方向に規則的になされていることが好ましい。例えば、凹部A(凹部B)の形成ピッチを周方向で一定にしたり、軸方向で一定にしたりする。
【0017】
また、凹部A(凹部B)の分布は、特に限定されるものではなく、凹部A(凹部B)を軸方向に連ねてなる凹部列が軸に対して傾斜して形成されていてもよい。また、一の凹部列の凹部A(凹部B)の一部が、隣り合う他の凹部列の凹部A(凹部B)と凹部A(凹部B)との間に入り込んだ状態になって凹部A(凹部B)の密度を高めるようにしてもよい。
【0018】
このような現像ロールの作製は、つぎに説明するように、軸体1の外周面に弾性層2を形成した後に、レーザマーキングにより上記凹部Aを形成し、ついで、最外層3を形成することにより行われる。
【0019】
より詳しく説明すると、まず、軸体1の外周面に、必要に応じて接着剤等を塗布し、これを成形用金型の中空部に同軸的に設置し、密封した後、弾性層2の形成材料を注入して成形する。ついで、オーブン加硫等により加硫し、上記弾性層2(通常、厚み0.5〜5mm程度)を形成した後、脱型する。このとき用いる上記成形用金型としては、その型面(内周面)が研磨等により鏡面〔十点平均粗さ(Rz)が2μm以下〕になっているものが好ましい。これにより、上記弾性層2の外周面を鏡面に形成し、その外周面に形成される上記凹部Aの効果(後に形成される最外層3の外周面に凹部Bを現わし、その凹部Bによりトナー搬送性を発揮する効果)を明確にするためである。
【0020】
ついで、レーザマーキングにより、上記弾性層2の外周面に凹部Aを形成する。このレーザマーキングは、レーザ光をレンズ系により微小な点状に収束させ、弾性層2の外周面にレーザ光密度の高い点状部分を形成することにより、微小な上記凹部Aを形成することができる。例えば、上記レンズ系を上記ロール体の軸方向に沿って直線状に複数個配置することにより、上記レーザ光が点状に収束した点状部分を、弾性層2の外周面に、軸方向に沿って一端縁から他端縁まで直線状に多数点在させるようにすると、それら点在部分を一度に上記凹部Aに形成することができる。さらに、上記ロール体を断続的に軸周りに回転させ、その回転に同調させて断続的にレーザ光を照射すると、上記弾性層2の外周面に多数の凹部Aを分布形成することができる。この凹部Aの形成において、レンズ系を調節することにより、レーザ光が点状に収束した点状部分を一定ピッチになるようにし、さらに、ロール体の断続的回転を一定角度になるようにすると、凹部Aを周方向および軸方向に規則的に分布形成することができる。また、形成される凹部Aの大きさは、レーザ光の出力,照射時間等を調節することにより、設定することができる。上記凹部Aを形成した後は、必要に応じて、弾性層2の外周面を研磨する。このようにして、上記現像ロールを作製することができる。なお、上記レーザ光としては、通常、Nd−YAGレーザまたはエキシマレーザを用いる。また、上記凹部Aの形成は、1個のレーザ光をロール体の軸方向に走査させ、その走査の過程でレーザ光の照射を断続させるようにしてもよい。
【0021】
そして、上記凹部Aが形成された弾性層2の外周面に、最外層3の形成材料(粗面形成用粒子C入り)を、ロールコーティング法,スプレーコーティング法,ディッピング法等により塗布した後、硬化させて最外層3(通常、厚み3〜30μm程度)を形成する。この最外層3の外周面には、上記弾性層2に形成した凹部Aに起因する凹部Bが現れる。
【0022】
ここで、本発明の現像ロールを構成する軸体1,弾性層2,最外層3の形成材料等について説明する。
【0023】
上記軸体1は、特に限定されるものではなく、中実でも中空でもよい。また、上記軸体1の材料としては、特に限定されるものではなく、例えば、鉄,鉄にめっきを施したもの,ステンレス,アルミニウム等があげられる。そして、上記軸体1の表面には、通常、接着剤やプライマー等が塗布される。さらに、上記接着剤やプライマー等は、必要に応じて、導電化してもよい。
【0024】
上記弾性層2の形成材料としては、通常、下記の主材料に導電剤が含有されているものが用いられる。すなわち、その主材料としては、特に限定されるものではないが、例えば、ポリウレタン系エラストマー,エチレン−プロピレン−ジエンゴム(EPDM),スチレン−ブタジエンゴム(SBR),シリコーンゴム,アクリロニトリル−ブタジエンゴム(NBR),水素添加アクリロニトリル−ブタジエンゴム(H−NBR),クロロプレンゴム(CR)等があげられる。なかでも、低硬度でへたりが少ないという点から、シリコーンゴムを用いることが好ましい。また、必要に応じて、シリコーンオイル,加硫剤,加硫促進剤,滑剤,助剤等を適宜に添加してもよい。
【0025】
上記最外層3の形成材料としては、下記の主材料に粗面形成用の粒子Cが混在しているものが用いられる。すなわち、その主材料としては、特に限定されるものではなく、例えば、ウレタン樹脂,ポリアミド樹脂,アクリル樹脂、アクリルシリコーン樹脂、ブチラール樹脂(PVB),アルキッド樹脂,ポリエステル樹脂,フッ素ゴム,フッ素樹脂,フッ素ゴムとフッ素樹脂の混合物,シリコーン樹脂,シリコーングラフトアクリルポリマー,アクリルグラフトシリコーンポリマー,ニトリルゴム,ウレタンゴム等があげられる。これらは単独でもしくは2種以上併せて用いられる。なかでも、耐摩耗性の点で、ウレタン樹脂が好ましい。
【0026】
上記粗面形成用粒子Cの形成材料としては、特に限定されるものではなく、例えば、ウレタン樹脂粒子,シリカ粒子,ポリアミド樹脂粒子,メラミン・ホルムアルデヒド縮合物粒子,フッ素樹脂粒子,アクリル樹脂粒子,尿素樹脂粒子等があげられる。これらは、単独でもしくは2種以上併せて用いられる。なかでも、耐摩耗性を向上させることができる観点から、シリカ粒子が好適に用いられる。そして、上記粗面形成用の粒子Cを混在させる割合は、その粒径にもよるが、通常、上記最外層3の上記主材料100重量部に対して、5〜30重量部の範囲内とすることが好ましい。その混在割合が5重量部を下回ると、摩擦係数が高く、現像すじやフィルミングが発生する傾向にあり、30重量部を上回ると、表面硬度が高く、かぶりが悪化する傾向にあるからである。
【0027】
また、上記粗面形成用粒子Cの粒径は、前記のように、0.5〜4.0μmの範囲内に設定している。これは、粒径が0.5μmを下回ると、その粗面形成用粒子Cによって形成される凸部の高さが充分に得られず、その凸部による効果(圧接する感光ドラム等との摩擦力低減)が得られないからであり、粒径が4.0μmを上回ると、トナーに対するストレスが大きくなり、フィルミングが発生し易くなるからである。なお、上記粒径は、母集団から任意に抽出される10個の試料の平均値である。また、粗面形成用粒子Cの形状が真球状ではなく楕球状(断面が楕円状の球)等のように一律に粒径が定まらない場合には、最長径と最短径との単純平均値をその粒子Cの粒径とする。
【0028】
なお、場合により、弾性層2と最外層3との間には、中間層を形成してもよい。この中間層の形成材料としては、通常、下記の主材料に導電剤が含有されているものが用いられる。すなわち、その主材料としては、特に限定されるものではなく、例えば、水素添加アクリロニトリル−ブタジエンゴム(水素化ニトリルゴム:H−NBR),アクリロニトリル−ブタジエンゴム(ニトリルゴム:NBR),ポリウレタン系エラストマー,クロロプレンゴム(CR),天然ゴム,ブタジエンゴム(BR),アクリルゴム(ACM),イソプレンゴム(IR),スチレン−ブタジエンゴム(SBR),ヒドリンゴム(ECO,CO),ウレタンゴム,フッ素ゴム等があげられる。これらは単独でもしくは2種以上併せて用いられる。なかでも、接着性およびコーティング液の安定性の点から、H−NBR,ポリウレタン系エラストマーが特に好ましい。
【0029】
つぎに、実施例について比較例と併せて説明する。
【実施例1】
【0030】
〔軸体〕
外径8mm、長さ350mmの鉄製の中実円柱状の軸体を準備した。
【0031】
〔弾性層の形成材料〕
導電性シリコーンゴム(X34−270A/B、信越化学工業社製)をニーダーにより混練して弾性層2の形成材料を調製した。
【0032】
〔最外層の形成材料〕
ポリカーボネートジオール系ウレタン樹脂(ニッポラン5196、日本ポリウレタン社製)100重量部に対して、カーボンブラック(デンカブラックHS−100、電気化学工業社製)40重量部の割合で用い、ボールミルにより混練した後、MEK400重量部を加えて混合,攪拌して最外層の主材料を調製した。そして、この主材料100重量部に対して、粒径0.5μmの粗面形成用粒子(トスパール105、東芝シリコーン社製)10重量部を混合,攪拌して最外層の形成材料を調製した。
【0033】
〔弾性層の形成〕
成形用金型を用いて成形(190℃×30分間)することにより、軸体の外周面に弾性層(厚み4mm、長さ240mm)を形成した。そして、その弾性層の外周面に、レーザマーキングを施すことにより、多数の凹部を分布形成した。このレーザマーキングには、レーザ光としてNd−YAGレーザを用い、その出力を26A,レーザ照射周波数を17.6Hz,1つの凹部形成に要するレーザ照射時間を60秒間とした。そして、上記凹部として、開口形状が略円形(開口径175μm)であり、凹面形状が略球面の一部からなる曲面状(凹部の深さ7.5μm)のものを形成した。それら凹部は、開口縁部が相互に重なり合っていず、周方向および軸方向に一定のピッチ(周方向に隣り合う凹部の開口縁間の距離および軸方向に隣り合う凹部の開口縁間の距離をいずれも5μm)とした。
【0034】
〔最外層の形成〕
上記弾性層の外周面に、上記最外層の形成材料をロールコーティング法により塗工した後、乾燥(硬化)させ、最外層(上記凹部が形成されていない部分での厚み5μm)を形成した。これにより、現像ロールを得た。この現像ロールの最外層の外周面には、上記弾性層の外周面に形成した凹部に起因する凹部が形成され、その凹部は、開口形状が略円形(開口径170μm)、凹面形状が略球面の一部からなる曲面状(凹部の深さ7.0μm)となっており、開口縁部が相互に重なり合っていず、周方向および軸方向に一定のピッチ(周方向に隣り合う凹部の開口縁間の距離および軸方向に隣り合う凹部の開口縁間の距離をいずれも10μm)となっていた。
【実施例2】
【0035】
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径1.5μmのもの(エポスターS12、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【実施例3】
【0036】
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径4.0μmのもの(エポスターMA1004、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【0037】
〔比較例1〕
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径0.3μmのもの(シーホスターKE−P30、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【0038】
〔比較例2〕
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径6.0μmのもの(エポスターMA1006、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【0039】
〔かぶり現象の有無〕
このようにして得られた実施例1〜3および比較例1,2の各現像ロールを、市販の実機(レーザーショット LBP−2510,キャノン社製)に組み込み、32.5℃,85%RHの環境下で、5%の印字にて8000枚行った後、感光ドラム表面の白地部の濃度をマクベス濃度計を用いて測定した。その結果、その濃度が0.25未満のものはかぶり現象(上記感光ドラム表面の白地部へのトナー付着)が殆ど発生していないとして○、濃度が0.25以上のものはかぶり現象が発生したとして×と評価し、下記の表1に併せて表記した。
【0040】
〔フィルミングの有無〕
上記画像出し後、上記実機から現像ロールを取り出し、その外周面を電子顕微鏡で観察した。その結果、局所的付着がなくディンプル形状を維持したものは、フィルミングが発生していないとして○、局所的付着がありディンプル形状のくずれや径変化が起こったものは、フィルミングが発生したとして×と評価し、下記の表1に併せて表記した。
【0041】
【表1】

【0042】
上記表1の結果から、実施例1〜3の現像ロールでは、かぶり現象もフィルミングも発生せず、現像ロールとして適正であることがわかる。これに対して、比較例1,2の現像ロールでは、かぶり現象もフィルミングも発生し、現像ロールとして適正でないことがわかる。
【図面の簡単な説明】
【0043】
【図1】本発明の現像ロールの一実施の形態を示し、(a)は、その正面図およびその表面を拡大して模式的に示した説明図であり、(b)は、(a)のX−X断面図である。
【図2】電子写真機器における複写機構の一部を模式的に示す説明図である。
【符号の説明】
【0044】
1 軸体
2 弾性層
3 最外層
A 凹部
B 凹部
C 粒子
【技術分野】
【0001】
本発明は、複写機,プリンター等の電子写真機器類に用いられる現像ロールに関するものである。
【背景技術】
【0002】
複写機,プリンター等の電子写真機器に用いられる現像ロールは、通常、軸体の外周面にゴム等からなる弾性層が形成されており、この弾性層の外周面に抵抗調整層や保護層等の被覆層が1層または2層以上形成されている。
【0003】
そして、現像ロールの外周面において均一かつ確実にトナー搬送を行うことが、高画質の画像を得る上で重要な役割となっている。このため、一般に、現像ロールの表層(最外被覆層)の外周面を粗面化することにより、トナー搬送性を向上させている。その粗面化の方法は、様々であるが、例えば、現像ロールの表層内にナイロン系粒子等の硬質粒子(砂質粒子)を分散させることにより、表層の外周面を粗面化する方法(例えば、特許文献1参照)が知られている。その粗面は、硬質粒子が存在する部分が凸部、硬質粒子が存在しない部分が凹部に形成された凹凸粗面になっている。
【特許文献1】特開2004−157576号公報(段落〔0041〕)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記凸部では、硬質粒子の存在により、現像ロールの表面硬度が高くなっている。このため、図2に示すように、現像ロール10がトナー供給ロール20,層形成ブレード30および感光ドラム40等と圧接した状態で回転する際には、現像ロール10の表面において、トナーにストレスを与えてしまう。これにより、上記凸部を起点としてフィルミングが発生し、現像ロール10の表面粗さがさらに上昇する。その結果、トナーの搬送量が増加したり帯電性が低下したりして、画像にかぶりや濃度変化等の不具合が発生する。なお、図2において、符号50はトナーボックス、符号51はトナー、符号60は転写ロール、符号Pは紙である。
【0005】
このことについて、本発明者らが研究した結果、つぎのようなことを突き止めた。すなわち、現像ロール10の表層に硬質粒子を分散させることにより、トナー搬送性を発揮するよう、現像ロール10の外周面を粗面化するためには、上記硬質粒子の粒径をある程度大きく(上記特許文献1では5〜100μm)する必要があるが、そのような大きさの硬質粒子では、トナーに対するストレスが大きくなり、それがフィルミングの発生原因となる。そこで、フィルミング防止のために、トナーに対するストレスを小さくする目的で、硬質粒子の粒径を小さくすると、今度は、粗面化が不充分となり、トナー搬送性を発揮することができないという問題が生じる。
【0006】
本発明は、このような事情に鑑みなされたもので、トナーに対するストレスを低減した状態で、トナー搬送性を発揮することができる現像ロールの提供をその目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するため、本発明の現像ロールは、軸体と、この軸体の外周面に形成された弾性層と、この弾性層の外周に直接もしくは他の層を介して形成された最外層とを有し、その最外層に粗面形成用の粒子が分散している現像ロールであって、上記粒子の粒径が0.5〜4.0μmの範囲内であり、かつ、上記弾性層の外周面に、相互に開口縁部が重なり合わない状態で多数の凹部が分布形成され、上記各凹部に起因して上記最外層の外周面にも凹部が現れて粗面が形成されているという構成をとる。
【0008】
すなわち、本発明の現像ロールは、弾性層の外周面に、相互に開口縁部が重なり合わない多数の凹部を分布形成し、その外周に直接もしくは他の層を介して、粒径0.5〜4.0μmの範囲内の粗面形成用粒子が分散している最外層を形成している。これにより、その最外層の外周面にも、上記各凹部に起因する凹部を現し、上記粗面形成用粒子とともに、最外層の外周面を粗面に形成している。そして、トナー搬送性は、最外層の外周面に現れた凹部による、比較的柔らかい粗面で発揮される。また、最外層の外周面(上記凹部内の凹面およびその凹部が現れていない外周面部分)は、粗面形成用粒子によっても粗面に形成されているが、その粗面形成用粒子の粒径は0.5〜4.0μmの範囲内と小さくなっているため、感光ドラムや層形成ブレード等と圧接した際には、特に、上記凹部が現れていない外周面部分で、トナーに対してストレスがかかるものの、そのストレスは小さく、フィルミングの発生までは至らない。しかも、感光ドラム等と圧接した際には、上記粗面形成用粒子によって形成される多数の凸部の頂部が感光ドラム等と当接するようになって当接面積が減少するため、その感光ドラム等との摩擦力が低減され、現像ロールの回転がスムーズになる。しかも、上記粗面形成用粒子の粒径が0.5〜4.0μmの範囲内と小さいことから、上記凸部の高さのばらつきも小さくなっている。このため、上記感光ドラム等との圧接圧力が均一になり、現像ロールのスムーズな回転と相俟って、得られる画像は、濃度むら,画像すじ,画像荒れ等のない良質なものとなる。
【発明の効果】
【0009】
本発明の現像ロールは、弾性層の外周面に、相互に開口縁部が重なり合わない多数の凹部が分布形成され、粒径0.5〜4.0μmの範囲内の粗面形成用粒子が分散している最外層の外周面に、上記各凹部に起因する凹部が現われている。このため、最外層の外周面に現れた凹部による、比較的柔らかい粗面で、トナー搬送性を発揮することができる。また、粗面形成用粒子の粒径が0.5〜4.0μmの範囲内と小さいため、トナーに対するストレスを低減することができ、その結果、フィルミングを防止することができる。しかも、最外層の外周面は、上記粒径の小さい粗面形成用粒子により、高さのばらつきが小さい凸部が多数形成されるため、感光ドラムや層形成ブレード等との摩擦力を低減して現像ロールの回転をスムーズにすることができるとともに、その感光ドラム等との圧接圧力を均一にすることができ、その結果、良質の画像を得ることができる。
【0010】
特に、上記最外層の外周面に現れている各凹部の開口径が20〜200μmの範囲内であり、各凹部の深さが1.5〜20μmの範囲内であり、隣り合う凹部の開口縁間の距離が0〜200μmの範囲内である場合には、現像ロールとして好適なトナー搬送性を有するような表面粗さに形成することができる。
【発明を実施するための最良の形態】
【0011】
つぎに、本発明の実施の形態を図面にもとづいて詳しく説明する。但し、本発明は、これに限定されるわけではない。
【0012】
図1(a),(b)は、本発明の現像ロールの一実施の形態を示している。この実施の形態の現像ロールは、円柱状の軸体1と、この軸体1の外周面に形成された弾性層2と、この弾性層2の外周面に形成された最外層3とから構成されている。そして、上記弾性層2の外周面には、多数の凹部(ディンプル)Aが、相互に開口縁部が重なり合わない状態で、分布形成されている。これにより、上記最外層3の外周面には、上記各凹部Aに起因する凹部(ディンプル)Bが現れている。また、上記最外層3には、粗面形成用の粒子Cが分散しており、その粒径は0.5〜4.0μmの範囲内に設定されている。すなわち、上記最外層3の外周面は、上記凹部Bと粗面形成用の粒子Cによって形成される多数の凸部とにより、粗面に形成されている。
【0013】
より詳しく説明すると、弾性層2の外周面に形成された各凹部Aの形状は、特に限定されず、各凹部Aの開口形状としては円形状,楕円状,四角形状等があげられるが、形成容易性の観点から、図示するように、各凹部Aの開口形状が円形状であり、各凹部Aの凹面形状が球面状の一部からなる曲面(例えば、半球面状)であることが好ましい。そして、最外層3の外周面に現れる各凹部Bの形状は、上記弾性層2の外周面の各凹部Aに略相似した形状になっている。
【0014】
また、上記最外層3の外周面の各凹部Bの大きさは、現像ロールとして好適なトナー搬送性を有するような表面粗さにする観点から、各凹部Bの開口径Dが20〜200μmの範囲内、各凹部Bの深さFが1.5〜20μmの範囲内に設定されていることが好ましく、より好ましくは、各凹部Bの開口径Dが30〜100μmの範囲内、各凹部Bの深さFが3〜15μmの範囲内である。このように、上記最外層3の外周面の各凹部Bを上記好ましい大きさにするためには、上記最外層3の厚み(通常3〜30μmの範囲内)にもよるが、通常、上記弾性層2の外周面の各凹部Aの開口径を20〜200μmの範囲内、各凹部Aの深さを1.5〜20μmの範囲内に形成し、上記各凹部Bを上記より好ましい大きさにするためには、上記弾性層2の外周面の各凹部Aの開口径を30〜110μmの範囲内、各凹部Aの深さを3〜20μmの範囲内に形成する。ここで、「各凹部Aの開口径」は、弾性層2の外周面を電子顕微鏡で見て、凹部Aの開口径を任意の10個所で測定し、それらの平均値をとっている。また、「各凹部Bの開口径D」は、現像ロールの外周面を電子顕微鏡で見て、凹部Bの開口径Dを任意の10個所で測定し、それらの平均値をとっている。また、「各凹部Aの深さ」は、弾性層2を厚み方向に切断し、その断面を電子顕微鏡で見て、凹部Aの深さを任意の10個所で測定し、それらの平均値をとっている。また、「各凹部Bの深さF」は、現像ロールを厚み方向に切断し、その断面を電子顕微鏡で見て、凹部Bの深さFを任意の10個所で測定し、それらの平均値をとっている。
【0015】
さらに、弾性層2の外周面の凹部Aの開口縁部は、相互に重なり合わないように形成されており、最外層3の外周面に現れる凹部Bも同様に、開口縁部が相互に重なり合わないようになっている。そして、最外層3の外周面では、隣り合う凹部Bの開口縁間の距離Eは、現像ロールとして好適な表面粗さにする観点から、0〜200μmの範囲内に設定されることが好ましく、より好ましくは10〜100μmの範囲内である。このように、上記最外層3の外周面における隣り合う凹部Bの開口縁間の距離Eを上記好ましい範囲内にするためには、上記弾性層2の外周面における隣り合う凹部Aの開口縁間の距離を0〜200μmの範囲内に形成し、上記隣り合う凹部Bの開口縁間の距離Eを上記より好ましい範囲内にするためには、隣り合う凹部Aの開口縁間の距離を10〜100μmの範囲内に形成する。ここで、「隣り合う凹部Aの開口縁間の距離」は、弾性層2の外周面を電子顕微鏡で見て、任意の10個所の開口縁間を測定し、それらの平均値をとっている。そして、この「隣り合う凹部Aの開口縁間の距離」が0μmのときは、隣り合う凹部Aの開口縁が接している状態であり、この状態は、本発明では、隣り合う凹部Aの開口縁部が相互に重なり合っていない状態を意味する。また、「隣り合う凹部Bの開口縁間の距離E」は、現像ロールの外周面を電子顕微鏡で見て、任意の10個所の開口縁間を測定し、それらの平均値をとっている。そして、この「隣り合う凹部Bの開口縁間の距離E」が0μmのときは、隣り合う凹部Bの開口縁が接している状態になっている。
【0016】
また、現像ロールの表面粗さを外周全面にわたって均一にする観点から、凹部A(凹部B)の分布形成は、周方向および軸方向に規則的になされていることが好ましい。例えば、凹部A(凹部B)の形成ピッチを周方向で一定にしたり、軸方向で一定にしたりする。
【0017】
また、凹部A(凹部B)の分布は、特に限定されるものではなく、凹部A(凹部B)を軸方向に連ねてなる凹部列が軸に対して傾斜して形成されていてもよい。また、一の凹部列の凹部A(凹部B)の一部が、隣り合う他の凹部列の凹部A(凹部B)と凹部A(凹部B)との間に入り込んだ状態になって凹部A(凹部B)の密度を高めるようにしてもよい。
【0018】
このような現像ロールの作製は、つぎに説明するように、軸体1の外周面に弾性層2を形成した後に、レーザマーキングにより上記凹部Aを形成し、ついで、最外層3を形成することにより行われる。
【0019】
より詳しく説明すると、まず、軸体1の外周面に、必要に応じて接着剤等を塗布し、これを成形用金型の中空部に同軸的に設置し、密封した後、弾性層2の形成材料を注入して成形する。ついで、オーブン加硫等により加硫し、上記弾性層2(通常、厚み0.5〜5mm程度)を形成した後、脱型する。このとき用いる上記成形用金型としては、その型面(内周面)が研磨等により鏡面〔十点平均粗さ(Rz)が2μm以下〕になっているものが好ましい。これにより、上記弾性層2の外周面を鏡面に形成し、その外周面に形成される上記凹部Aの効果(後に形成される最外層3の外周面に凹部Bを現わし、その凹部Bによりトナー搬送性を発揮する効果)を明確にするためである。
【0020】
ついで、レーザマーキングにより、上記弾性層2の外周面に凹部Aを形成する。このレーザマーキングは、レーザ光をレンズ系により微小な点状に収束させ、弾性層2の外周面にレーザ光密度の高い点状部分を形成することにより、微小な上記凹部Aを形成することができる。例えば、上記レンズ系を上記ロール体の軸方向に沿って直線状に複数個配置することにより、上記レーザ光が点状に収束した点状部分を、弾性層2の外周面に、軸方向に沿って一端縁から他端縁まで直線状に多数点在させるようにすると、それら点在部分を一度に上記凹部Aに形成することができる。さらに、上記ロール体を断続的に軸周りに回転させ、その回転に同調させて断続的にレーザ光を照射すると、上記弾性層2の外周面に多数の凹部Aを分布形成することができる。この凹部Aの形成において、レンズ系を調節することにより、レーザ光が点状に収束した点状部分を一定ピッチになるようにし、さらに、ロール体の断続的回転を一定角度になるようにすると、凹部Aを周方向および軸方向に規則的に分布形成することができる。また、形成される凹部Aの大きさは、レーザ光の出力,照射時間等を調節することにより、設定することができる。上記凹部Aを形成した後は、必要に応じて、弾性層2の外周面を研磨する。このようにして、上記現像ロールを作製することができる。なお、上記レーザ光としては、通常、Nd−YAGレーザまたはエキシマレーザを用いる。また、上記凹部Aの形成は、1個のレーザ光をロール体の軸方向に走査させ、その走査の過程でレーザ光の照射を断続させるようにしてもよい。
【0021】
そして、上記凹部Aが形成された弾性層2の外周面に、最外層3の形成材料(粗面形成用粒子C入り)を、ロールコーティング法,スプレーコーティング法,ディッピング法等により塗布した後、硬化させて最外層3(通常、厚み3〜30μm程度)を形成する。この最外層3の外周面には、上記弾性層2に形成した凹部Aに起因する凹部Bが現れる。
【0022】
ここで、本発明の現像ロールを構成する軸体1,弾性層2,最外層3の形成材料等について説明する。
【0023】
上記軸体1は、特に限定されるものではなく、中実でも中空でもよい。また、上記軸体1の材料としては、特に限定されるものではなく、例えば、鉄,鉄にめっきを施したもの,ステンレス,アルミニウム等があげられる。そして、上記軸体1の表面には、通常、接着剤やプライマー等が塗布される。さらに、上記接着剤やプライマー等は、必要に応じて、導電化してもよい。
【0024】
上記弾性層2の形成材料としては、通常、下記の主材料に導電剤が含有されているものが用いられる。すなわち、その主材料としては、特に限定されるものではないが、例えば、ポリウレタン系エラストマー,エチレン−プロピレン−ジエンゴム(EPDM),スチレン−ブタジエンゴム(SBR),シリコーンゴム,アクリロニトリル−ブタジエンゴム(NBR),水素添加アクリロニトリル−ブタジエンゴム(H−NBR),クロロプレンゴム(CR)等があげられる。なかでも、低硬度でへたりが少ないという点から、シリコーンゴムを用いることが好ましい。また、必要に応じて、シリコーンオイル,加硫剤,加硫促進剤,滑剤,助剤等を適宜に添加してもよい。
【0025】
上記最外層3の形成材料としては、下記の主材料に粗面形成用の粒子Cが混在しているものが用いられる。すなわち、その主材料としては、特に限定されるものではなく、例えば、ウレタン樹脂,ポリアミド樹脂,アクリル樹脂、アクリルシリコーン樹脂、ブチラール樹脂(PVB),アルキッド樹脂,ポリエステル樹脂,フッ素ゴム,フッ素樹脂,フッ素ゴムとフッ素樹脂の混合物,シリコーン樹脂,シリコーングラフトアクリルポリマー,アクリルグラフトシリコーンポリマー,ニトリルゴム,ウレタンゴム等があげられる。これらは単独でもしくは2種以上併せて用いられる。なかでも、耐摩耗性の点で、ウレタン樹脂が好ましい。
【0026】
上記粗面形成用粒子Cの形成材料としては、特に限定されるものではなく、例えば、ウレタン樹脂粒子,シリカ粒子,ポリアミド樹脂粒子,メラミン・ホルムアルデヒド縮合物粒子,フッ素樹脂粒子,アクリル樹脂粒子,尿素樹脂粒子等があげられる。これらは、単独でもしくは2種以上併せて用いられる。なかでも、耐摩耗性を向上させることができる観点から、シリカ粒子が好適に用いられる。そして、上記粗面形成用の粒子Cを混在させる割合は、その粒径にもよるが、通常、上記最外層3の上記主材料100重量部に対して、5〜30重量部の範囲内とすることが好ましい。その混在割合が5重量部を下回ると、摩擦係数が高く、現像すじやフィルミングが発生する傾向にあり、30重量部を上回ると、表面硬度が高く、かぶりが悪化する傾向にあるからである。
【0027】
また、上記粗面形成用粒子Cの粒径は、前記のように、0.5〜4.0μmの範囲内に設定している。これは、粒径が0.5μmを下回ると、その粗面形成用粒子Cによって形成される凸部の高さが充分に得られず、その凸部による効果(圧接する感光ドラム等との摩擦力低減)が得られないからであり、粒径が4.0μmを上回ると、トナーに対するストレスが大きくなり、フィルミングが発生し易くなるからである。なお、上記粒径は、母集団から任意に抽出される10個の試料の平均値である。また、粗面形成用粒子Cの形状が真球状ではなく楕球状(断面が楕円状の球)等のように一律に粒径が定まらない場合には、最長径と最短径との単純平均値をその粒子Cの粒径とする。
【0028】
なお、場合により、弾性層2と最外層3との間には、中間層を形成してもよい。この中間層の形成材料としては、通常、下記の主材料に導電剤が含有されているものが用いられる。すなわち、その主材料としては、特に限定されるものではなく、例えば、水素添加アクリロニトリル−ブタジエンゴム(水素化ニトリルゴム:H−NBR),アクリロニトリル−ブタジエンゴム(ニトリルゴム:NBR),ポリウレタン系エラストマー,クロロプレンゴム(CR),天然ゴム,ブタジエンゴム(BR),アクリルゴム(ACM),イソプレンゴム(IR),スチレン−ブタジエンゴム(SBR),ヒドリンゴム(ECO,CO),ウレタンゴム,フッ素ゴム等があげられる。これらは単独でもしくは2種以上併せて用いられる。なかでも、接着性およびコーティング液の安定性の点から、H−NBR,ポリウレタン系エラストマーが特に好ましい。
【0029】
つぎに、実施例について比較例と併せて説明する。
【実施例1】
【0030】
〔軸体〕
外径8mm、長さ350mmの鉄製の中実円柱状の軸体を準備した。
【0031】
〔弾性層の形成材料〕
導電性シリコーンゴム(X34−270A/B、信越化学工業社製)をニーダーにより混練して弾性層2の形成材料を調製した。
【0032】
〔最外層の形成材料〕
ポリカーボネートジオール系ウレタン樹脂(ニッポラン5196、日本ポリウレタン社製)100重量部に対して、カーボンブラック(デンカブラックHS−100、電気化学工業社製)40重量部の割合で用い、ボールミルにより混練した後、MEK400重量部を加えて混合,攪拌して最外層の主材料を調製した。そして、この主材料100重量部に対して、粒径0.5μmの粗面形成用粒子(トスパール105、東芝シリコーン社製)10重量部を混合,攪拌して最外層の形成材料を調製した。
【0033】
〔弾性層の形成〕
成形用金型を用いて成形(190℃×30分間)することにより、軸体の外周面に弾性層(厚み4mm、長さ240mm)を形成した。そして、その弾性層の外周面に、レーザマーキングを施すことにより、多数の凹部を分布形成した。このレーザマーキングには、レーザ光としてNd−YAGレーザを用い、その出力を26A,レーザ照射周波数を17.6Hz,1つの凹部形成に要するレーザ照射時間を60秒間とした。そして、上記凹部として、開口形状が略円形(開口径175μm)であり、凹面形状が略球面の一部からなる曲面状(凹部の深さ7.5μm)のものを形成した。それら凹部は、開口縁部が相互に重なり合っていず、周方向および軸方向に一定のピッチ(周方向に隣り合う凹部の開口縁間の距離および軸方向に隣り合う凹部の開口縁間の距離をいずれも5μm)とした。
【0034】
〔最外層の形成〕
上記弾性層の外周面に、上記最外層の形成材料をロールコーティング法により塗工した後、乾燥(硬化)させ、最外層(上記凹部が形成されていない部分での厚み5μm)を形成した。これにより、現像ロールを得た。この現像ロールの最外層の外周面には、上記弾性層の外周面に形成した凹部に起因する凹部が形成され、その凹部は、開口形状が略円形(開口径170μm)、凹面形状が略球面の一部からなる曲面状(凹部の深さ7.0μm)となっており、開口縁部が相互に重なり合っていず、周方向および軸方向に一定のピッチ(周方向に隣り合う凹部の開口縁間の距離および軸方向に隣り合う凹部の開口縁間の距離をいずれも10μm)となっていた。
【実施例2】
【0035】
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径1.5μmのもの(エポスターS12、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【実施例3】
【0036】
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径4.0μmのもの(エポスターMA1004、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【0037】
〔比較例1〕
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径0.3μmのもの(シーホスターKE−P30、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【0038】
〔比較例2〕
上記実施例1において、最外層の主材料に混合される粗面形成用粒子として、粒径6.0μmのもの(エポスターMA1006、日本触媒社製)10重量部とした。それ以外は、上記実施例1と同様にした。
【0039】
〔かぶり現象の有無〕
このようにして得られた実施例1〜3および比較例1,2の各現像ロールを、市販の実機(レーザーショット LBP−2510,キャノン社製)に組み込み、32.5℃,85%RHの環境下で、5%の印字にて8000枚行った後、感光ドラム表面の白地部の濃度をマクベス濃度計を用いて測定した。その結果、その濃度が0.25未満のものはかぶり現象(上記感光ドラム表面の白地部へのトナー付着)が殆ど発生していないとして○、濃度が0.25以上のものはかぶり現象が発生したとして×と評価し、下記の表1に併せて表記した。
【0040】
〔フィルミングの有無〕
上記画像出し後、上記実機から現像ロールを取り出し、その外周面を電子顕微鏡で観察した。その結果、局所的付着がなくディンプル形状を維持したものは、フィルミングが発生していないとして○、局所的付着がありディンプル形状のくずれや径変化が起こったものは、フィルミングが発生したとして×と評価し、下記の表1に併せて表記した。
【0041】
【表1】
【0042】
上記表1の結果から、実施例1〜3の現像ロールでは、かぶり現象もフィルミングも発生せず、現像ロールとして適正であることがわかる。これに対して、比較例1,2の現像ロールでは、かぶり現象もフィルミングも発生し、現像ロールとして適正でないことがわかる。
【図面の簡単な説明】
【0043】
【図1】本発明の現像ロールの一実施の形態を示し、(a)は、その正面図およびその表面を拡大して模式的に示した説明図であり、(b)は、(a)のX−X断面図である。
【図2】電子写真機器における複写機構の一部を模式的に示す説明図である。
【符号の説明】
【0044】
1 軸体
2 弾性層
3 最外層
A 凹部
B 凹部
C 粒子
【特許請求の範囲】
【請求項1】
軸体と、この軸体の外周面に形成された弾性層と、この弾性層の外周に直接もしくは他の層を介して形成された最外層とを有し、その最外層に粗面形成用の粒子が分散している現像ロールであって、上記粒子の粒径が0.5〜4.0μmの範囲内であり、かつ、上記弾性層の外周面に、相互に開口縁部が重なり合わない状態で多数の凹部が分布形成され、上記各凹部に起因して上記最外層の外周面にも凹部が現れて粗面が形成されていることを特徴とする現像ロール。
【請求項2】
上記最外層の外周面に現れている各凹部の開口径が20〜200μmの範囲内であり、各凹部の深さが1.5〜20μmの範囲内であり、隣り合う凹部の開口縁間の距離が0〜200μmの範囲内である請求項1記載の現像ロール。
【請求項1】
軸体と、この軸体の外周面に形成された弾性層と、この弾性層の外周に直接もしくは他の層を介して形成された最外層とを有し、その最外層に粗面形成用の粒子が分散している現像ロールであって、上記粒子の粒径が0.5〜4.0μmの範囲内であり、かつ、上記弾性層の外周面に、相互に開口縁部が重なり合わない状態で多数の凹部が分布形成され、上記各凹部に起因して上記最外層の外周面にも凹部が現れて粗面が形成されていることを特徴とする現像ロール。
【請求項2】
上記最外層の外周面に現れている各凹部の開口径が20〜200μmの範囲内であり、各凹部の深さが1.5〜20μmの範囲内であり、隣り合う凹部の開口縁間の距離が0〜200μmの範囲内である請求項1記載の現像ロール。
【図1】

【図2】
【図2】
【公開番号】特開2007−155918(P2007−155918A)
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2005−348258(P2005−348258)
【出願日】平成17年12月1日(2005.12.1)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成17年12月1日(2005.12.1)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]