
現像剤量規制ブレード
【課題】電子写真プロセスの高画質化、高速化に伴い、現像剤担持体に長期に亘って一定圧で当接し、現像剤担持体上に現像剤の薄膜を均一に形成し、得られる画像にムラ、スジ、ゴースト等の発生を抑制できる現像剤量規制ブレードを提供する。
【解決手段】電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、支持部材及びブレード部材を有する現像剤量規制ブレードである。ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下である。
【解決手段】電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、支持部材及びブレード部材を有する現像剤量規制ブレードである。ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真複写機、レーザービームプリンター、ファクシミリ等の電子写真プロセスを利用した画像形成装置に使用される現像剤量規制ブレードに関する。
【背景技術】
【0002】
従来から、電子写真複写機、レーザービームプリンター、ファクシミリ等の電子写真装置の画像形成装置には、像担持体上に形成された静電潜像に現像剤(トナーともいう。)を供給し可視化する現像装置が設けられている。現像装置には、主に現像剤を収納する現像剤容器の開口を閉塞し一部を露出して配置されるローラー状の現像剤担持体と、この現像剤担持体の表面に当接して配置され、現像剤担持体が搬送する現像剤を一定量にする現像剤量規制ブレードとが設けられる。現像剤担持体表面に付着した現像剤は、現像剤担持体の回転に伴い、現像剤量規制ブレード間を通過する際、現像剤担持体の表面からその余剰分が除去されて現像剤容器内に戻され、現像剤担持体上に薄層として形成される。同時に、現像剤担持体上の現像剤は、現像剤量規制ブレードとの摩擦により、摩擦電荷(トリボとも言う。)を付与され、現像剤担持体が現像剤容器から露出する部分で対向して配置される電子写真感光体の表面の静電潜像上へ移動し、これを現像する。
【0003】
このような現像剤量規制ブレードは、現像剤担持体に圧接されるブレード部材を金属製等の支持部材に固着し、これを現像容器等に固定して使用されている。ブレード部材にはゴム状弾性体が、現像剤担持体全長に亘り均一に圧接させることが容易であり、耐久性を有することから多用され、現像剤担持体に当接、圧接される面は、現像剤の摩擦電荷を制御する機能を有していることから電荷制御面と呼ばれている。このような電荷制御面を構成するブレード部材は、ネガ系現像剤に対しては、ウレタンゴム、ウレタン樹脂、ポリアミドエラストマー等によって形成され、ポジ系現像剤に対しては、シリコーンゴム等によって形成されている。
【0004】
近年、電子写真プロセスにおいて、高画質化、高速化が進み、微細な粒子のトナーが使用されるようになり、トナーをより均一に帯電させて、画像ムラ、画像スジ等の発生を抑制するために、現像剤担持体上の現像剤をより薄膜に形成することが要求されている。現像剤担持体上に形成する現像剤の薄膜の厚さは、現像剤担持体の形状、材質、表面性、電子写真プロセス条件が一定であれば、現像剤量規制ブレードの形状、物性、帯電性等に依存する。これらの要因をいかに組み合わせ、制御して所望の現像特性を発現させるかが現像剤量規制ブレードの重要なポイントとなる。現像剤量規制ブレードのブレード部材の幅、厚さ等の形状は現像剤担持体に対する当接圧及び現像剤の搬送力、規制力に与える影響が大きく、特に重要である。また、ブレード部材の物性は、現像剤担持体に対する当接圧や現像剤に与える圧力に影響する。更に、ブレード部材の帯電性はブレード部材との摩擦により、現像剤に摩擦電荷が付与される現像方式では、電荷付与に大きく影響する。
【0005】
高画質化、高速化の電子写真プロセスに適用可能なブレード部材の開発が行われている。具体的には、現像ローラに当接する現像ローラ用ブレードを反発弾性率が30〜50%のゴム弾性体で構成し、現像ローラ上のトナーの帯電量のばらつきを抑え、現像ローラ上にトナーを実質的に単層に均一に付着させることが報告されている(特許文献1)。また、現像剤量規制ブレードの表面の弾性体の常温におけるtanδを周波数0.5〜19.5Hzにおいて0.02〜0.5とすることにより、印刷の高速化に対してバンピング現象、過剰な磨耗、画像不良が発生しないことが報告されている(特許文献2)。
【0006】
しかしながら、特許文献1に記載される現像ローラ用ブレードはその形状によって現像剤担持体への適切な圧力が得られず、反発弾性率を特定しても、均一な現像剤の薄層を形成することが困難であり、その結果、画像ムラ等の発生が生じる場合がある。また、特許文献2に記載される現像剤量規制ブレードは、ブレード部材の形状、硬度によってバンピング現象を防止することは困難であり、高速時のバンピング現象はtanδを特定するのみでは抑えられない場合がある。
【特許文献1】特開平09−073226号公報
【特許文献2】特開2000−352870号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、電子写真プロセスの高画質化、高速化に伴い、現像剤担持体に長期に亘って一定圧で当接し、現像剤担持体上に現像剤の薄膜を均一に形成し、得られる画像にムラ、スジ、ゴースト等の発生を抑制できる現像剤量規制ブレードを提供することにある。
【課題を解決するための手段】
【0008】
本発明は、電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、支持部材及びブレード部材を有する現像剤量規制ブレードにおいて、
ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下であることを特徴とする現像剤量規制ブレードに関する。
【発明の効果】
【0009】
本発明の現像剤量規制ブレードは、電子写真プロセスの高画質化、高速化に伴い、現像剤担持体に長期に亘って一定圧で当接し、現像剤担持体に対するバンピングを抑制し、現像剤担持体上に現像剤の薄膜を均一に形成することができる。このため、現像剤に充分な摩擦電荷を付与することができ、得られる画像においてバンピング等のムラ、スジ、ゴースト等が発生するのを抑制できる。
【発明を実施するための最良の形態】
【0010】
本発明の現像剤量規制ブレードは、電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、少なくとも支持部材及びブレード部材を有する。そして、ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下であることを特徴とする。
【0011】
本発明の現像剤量規制ブレードの支持部材は、ブレード部材を現像剤担持体と当接して支持し、装置に固定する機能を有する。支持部材の材質としては、クロメート処理や潤滑樹脂等による表面処理を行った鋼板、りん青銅、ばね鋼等の金属、樹脂、セラミック等剛性を有するものを挙げることができる。樹脂には所望の帯電性を有するものとするため、導電材料を加えることもできる。
【0012】
支持部材の形状は、例えば、ローラー状の現像剤担持体に、その軸方向に添って当接するブレード部材を接合する接合面と、装置に固定する固定部分を有するものであればよく、平板状又はこれを屈曲した、例えば、側面がL字形の板状等であってもよい。
【0013】
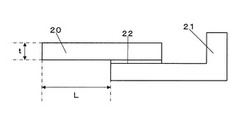
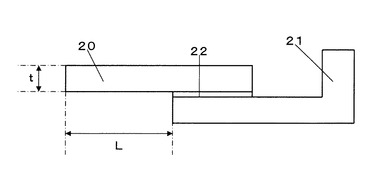
図1に本発明の現像剤量規制ブレードの一例を示す。図1に示す現像剤量規制ブレードは、支持部材21に接着剤22によりブレード部材20が接着されたものである。
【0014】
支持部材21の厚さは0.05mm以上0.15mm以下であることが好ましい。支持部材の厚さが0.05mm以上であれば、現像剤担持体にブレード部材を適正な当接圧で当接させることができ、トナー粒子を必要な圧力により現像剤担持体へ圧着させ得る。一方、支持部材の厚さが0.15mm以下であれば、現像剤担持体へブレード部材の追従を容易にさせ、現像剤粒子に必要な圧力を付与する弾性を有するものとなる。
【0015】
上記現像剤量規制ブレードに用いられるブレード部材は、現像剤担持体に当接し、その間を通過する現像剤に電荷を付与する機能を有する。
【0016】
ブレード部材は国際ゴム硬度(IRHD)が60°以上、90°以下である。ブレード部材のIRHDが60°以上であれば、現像剤に充分な電荷を付与することができ、得られる画像においてゴーストや画像ムラの発生を抑制することができる。ブレード部材のIRHDが90°以下であれば、現像剤担持体上に均一な膜厚の現像剤の薄膜を形成することができ、ブレード部材表面への現像剤の融着を抑制できる当接力によって現像剤担持体と当接することができる。このため、得られる画像において、ブレード部材へのトナーの融着に起因する画像スジの発生を抑制することができる。ブレード部材のIRHDは、好ましくは65°以上、85°以下である。上記の範囲のゴム硬度を有するブレード部材を調製するには、使用するゴム材の分子量、架橋成分の使用量等を選択して調整すればよい。
【0017】
IRHDは、微小硬度計を用い、JIS K 6253に準じた測定方法により得られる測定値を採用することができる。
【0018】
また、ブレード部材20の自由端の長さLは、支持部材に接着される位置から先端までの距離であり、5mm以上、10mm以下である。ブレード部材の自由端の長さLが10mm以下であれば、現像剤担持体との当接位置の変動による当接力の変化にブレード部材が追従して変形し、現像剤担持体と一定の当接力で当接が可能であり、安定した当接が得られる。このため、ブレード部材がバンピングと称する現像剤担持体に対し飛び跳ねる現象が発生するのを抑制することができ、バンピングによる現像剤担持体上の現像剤量を部分的に規制できないことに起因する画像の濃度ムラやカブリの発生を抑制することができる。また、現像剤担持体との当接によるブレード部材の撓みが大きくなることにより現像剤担持体に対する当接力が低下するのを抑制し、現像剤担持体上に形成する現像剤の膜厚が厚くなるのを抑制することができる。また、自由端の長さLが5mm以上であれば、現像剤担持体との当接によるブレード部材の撓みが小さく現像剤担持体への当接力が過大となって現像剤担持体を損傷することを抑制することができる。
【0019】
更に、ブレード部材の自由端の長さLはブレード部材の厚さtとの比L/tが6以上、10以下である。ブレード部材の自由端の長さLと厚さtとの比はブレード部材の撓みに関連する。自由端の長さLと厚さtとの比L/tがこの範囲であればブレード部材と現像剤担持体とが適切な当接力で当接する。L/tが6以上であれば現像剤担持体上に形成する現像剤の薄膜の膜厚が厚くなるのを抑制することができ、10以下であれば、現像剤担持体の損傷を抑制することができる。ブレード部材が上記範囲の自由端の長さL、自由端の長さと厚さとの比L/t、IRHDとを有することにより、これらが相俟って現像剤担持体上の現像剤に適切な電荷を付与することができる。
【0020】
更に、ブレード部材は周波数10Hzの電荷が印加されたときtanδがピークを示すときの温度が、10℃以下に設定されていることが好ましい。tanδは貯蔵弾性率と損失弾性率の比である。ブレード部材が周波数10Hzの電荷が印加されたときtanδがビークを示すときの温度が10℃以下に設定されることにより、L/tが上記範囲を有することと相俟って、設定された当接力を維持して現像剤担持体に長期に亘って当接することができる。周波数10Hzの電荷を印加したときのブレード部材のtanδのピーク温度を10℃以下に設定するには、使用するゴム材の分子量等の調整により行うことができる。
【0021】
tanδは、粘弾性測定機(DMS6100:セイコーインスツルメンツ社製)を用いて、温度−50℃〜130℃、周波数10Hzで測定した値を採用することができる。
【0022】
更に、ブレード部材が、反発弾性が25℃の環境下で5%以上50%以下であることが特に好ましい。ブレード部材の反発弾性が25℃の環境下で5%以上であれば、現像剤担持体間で現像剤を充分に帯電摩擦して現像剤に充分な電荷を付与することができ、50%以下であれば、当接圧が過大になるのを抑制し、現像剤担持体を損傷するのを抑制することができる。上記範囲の反発弾性を有するブレード部材を調製するには、使用するゴム材の分子量、架橋成分の使用量等を選択して調整すればよい。
【0023】
ブレード部材の反発弾性は、リュプケ式反発弾性試験装置を用い、JIS K 6301に準じて測定した値とすることができる。
【0024】
このようなブレード部材の材質としては、現像剤の摩擦帯電極性によって選択することができ、耐磨耗性等力学的な点からゴム弾性を有するものが好ましい。ネガ系現像剤に対して、ブレード部材としてはポリウレタンエラストマーを主成分とする材料で形成されたものが好ましく、ポジ系現像剤に対して、シリコーンゴム、液状ゴム等を主成分とする材料で形成されたものが好ましい。
【0025】
このような現像剤量規制ブレードの製造方法としては、ブレード部材材料からブレード部材を押出成形、射出成形、注型成形、塗布成形等により形成した後、支持部材に接着剤を用いて固着する方法を挙げることができる。また、支持部材を配置した金型にブレード部材材料を注型し、加熱、硬化してブレード部材の形成と同時に支持部材との固着を同時に行うこともできる。ブレード部材材料の調製は、ポリウレタンエラストマーを主成分とする材料で形成する場合、プレポリマー法、セミワンショット法、ワンショット法いずれの方法によってもよい。プレポリマー法としてはポリオールとポリイソシアネートとの反応によりプレポリマーを得た後、このプレポリマーに鎖延長剤及び触媒を添加してブレード部材材料を調製する。ワンショット法としてはポリオールとポリイソシアネートと鎖延長剤とからブレード部材材料を調製する。セミワンショット法としては、ポリオールとポリジイソシアネートとの反応によりプレポリマーを得、ポリオールと鎖延長剤及び触媒とを混合して硬化剤液を得、プレポリマーと硬化剤液とを混合してブレード部材材料を調製する。
【0026】
上記ブレード部材材料に用いるポリイソシアネートとしては、具体的に以下のものを例示することができる。4,4′−ジフェニルメタンジイソシアネート(MDI)、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、キシレンジイソシアネート(XDI)。1,5−ナフチレンジイソシアネート(1,5−NDI)、p−フェニレンジイソシアネート(PPDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、4,4′−ジシクロヘキシルメタンジイソシアネート(水添MDI)。テトラメチルキシレンジイソシアネート(TMXDI)、カルボジイミド変性MDI、ポリメチレンフェニルポリイソシアネート(PAPI)等。これらの中、特に、MDIを用いることが好ましい。
【0027】
上記ブレード部材材料に用いるポリオールとしては、具体的に以下のものを例示することができる。ポリエステルポリオール、ポリエーテルポリオール、カプロラクトンエステルポリオール、ポリカーボネートエステルポリオール、シリコーンポリオール等。これらは数平均分子量が1500〜5000であることが好ましい。ポリオールの数平均分子量が1500以上であれば、得られるウレタンゴムの物性が低下するのを抑制することができ、5000以下であればプレポリマーの粘度が増大し取扱が困難になるのを抑制することができる。
【0028】
上記ブレード部材材料に用いる鎖延長剤としては、低分子量のポリオールを用いることができ、具体的には、以下のものを例示することができる。エチレングリコール(EG)、ジエチレングリコール(DEG)、プロピレングリコール(PG)、ジプロピレングリコール(DPG)、1,4−ブタンジオール(1,4−BD)、1,6−ヘキサンジオール(1,6−HD)、1,4−シクロヘキサンジオール。1,4−シクロヘキサンジメタノール、キシリレングリコール(テレフタリルアルコール)、トリエチレングリコール等。また、鎖延長剤として、上記グリコールの他に、その他の多価アルコールを使用することができ、例えば、トリメチロールプロパン、グリセリン、ペンタエリスリトール、ソルビトール等を挙げることができる。これらは単独で又は2種以上を組み合わせて用いることもできる。
【0029】
上記ブレード部材材料に用いる触媒としては、例えば三級アミン触媒を挙げることができる。
【0030】
ブレード部材と支持部材の固着は、接着剤を用いることが好ましく、例えば、ホットメルト系として、ポリウレタン系、ポリエステル系、エチレンビニルアルコール系(EVA系)、ポリアミド系等を挙げることができる。
【0031】
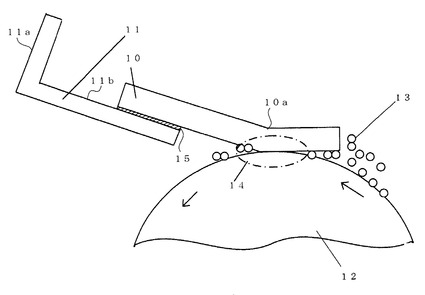
上記現像剤量規制ブレードの他の例として、図2の概略側面図に示す現像剤量規制ブレードを挙げることができる。現像剤量規制ブレードは、現像剤容器(図示せず)に固定される支持部材11と、現像剤容器の開口を閉塞して設けられる現像剤担持体である現像ローラー12に当接するブレード部材10とを有する。支持部材11は現像ローラーの軸方向に沿った方向から見た側面がL字形であり、その一面11aにおいて、トナー(現像剤)13を収納する現像容器に固定され、この一面11aに略垂直な面において、ブレード部材10を接着剤15により接着し、支持する。ブレード部材は湾曲部10aを有し、この湾曲部において現像ローラーと当接し、現像剤を摺動し電荷を付与する電荷制御領域14が形成される。矢印の方向に回転する現像ローラー12は、ブレード部材10との当接部分の電荷制御領域14より上流側は現像容器内に配置され、下流側は現像容器外に配置され、現像容器外の部分で感光体と対向するようになっている。
【0032】
現像ローラーが回転すると、現像剤容器内のトナー13が現像ローラー表面に付着して電荷制御領域14に搬送される。トナーは現像ローラー12とブレード部材10によって摺動され、電荷制御領域を摺り抜ける際、摩擦帯電されると共に、一定厚のトナーの薄膜が現像ローラー上に形成される。現像ローラーの回転に伴いトナーは現像剤容器から搬出され、充分に電荷を付与された一定量のトナーが感光体(図示せず)に搬送される。
【0033】
このような現像剤量規制ブレードを有する現像装置が適用される電子写真装置としては、複写機、レーザービームプリンタ、LEDプリンタ、あるいは、電子写真製版システム等の電子写真応用装置を挙げることができる。
【実施例】
【0034】
以下に、本発明の現像剤量規制ブレードを、具体的に詳細に説明するが、本発明の技術的範囲はこれらに限定されるものではない。
[実施例1]
現像剤量規制ブレードを以下のように作製した。支持部材として、ウレタン変性オレフィン樹脂及びアクリル変性オレフィン樹脂を含む非クロム表面処理層を有する電気亜鉛メッキ鋼板ジンコート21(新日本製鐵(株)製)を使用した。これに、フィルム状ホットメルト接着剤エルファン−UH(日本マタイ(株)製)を仮接着した。
【0035】
次いで、アジペート系ウレタンプレポリマー100質量部(Mn2000、NCO含有量7.0質量%)と、1、4−ブタンジオール3.7質量部、トリメチロールプロパン1.9質量部を注型機ミキシングチャンバー内で混合攪拌した。得られた熱硬化型ウレタンエラストマー原料混合物を遠心成型機に注入して130℃で、1時間加熱硬化し、脱型しシート状の熱硬化型ポリウレタンエラストマーを得た。得られたポリウレタンエラストマーの国際ゴム硬度は60°であった。得られたポリウレタンエラストマーを所定寸法に裁断し、ブレード部材を得た。このブレード部材と上記ホットメルト接着剤を仮接着した支持部材とを加熱接着し、現像剤量規制ブレードを得た。自由端の長さLは6mm、自由端の長さと厚みの比(L/t)は6であった。
【0036】
[硬度の測定]
国際ゴム硬度(IRHD)の測定は、ウォーレス(H.W.WALLACE)社製ウォーレス微小硬度計を用い、JIS K 6253に基づいて行った。
【0037】
[tanδの測定]
tanδピーク温度の測定は、セイコーインスツルメンツ社製DMS6100を使用し、次のようにして測定した。作製したブレード部材から短冊状の切片を切り出し、試験片とした。この試験片を測定長さが20mmとなるように固定した後、この試験片に振幅5μm、周波数10Hzで歪みをかけ、昇温スピード2℃/minにて約0.5°毎にtanδを測定した。
【0038】
[反発弾数の測定]
反発弾性の測定は、リュプケ式反発弾性試験装置を用い、JIS K 6301に準じて測定した。
【0039】
[画像評価]
得られた現像剤量規制ブレードをLASER SHOT−LBP(キヤノン社製)用カートリッジに組み込み、得られた画像を観察し、ゴースト、画像スジについて以下の基準により評価を行った。
【0040】
認められなかった場合〇、僅かに確認されるものの、実用上問題がないものを△、はっきり確認されたものを×とした。結果を表1に示す。
【0041】
[実施例2]
アジペート系ウレタンプレポリマーとしてMW2600、NCO含有量8.0質量%のものを用いた他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0042】
[実施例3]
ポリウレンエラストマーの厚さを1.67mmとし、ブレード部材の自由端長Lを10mm(L/t=6)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0043】
[実施例4]
アジペート系ウレタンプレポリマーとしてMW2600、NCO含有量8.0質量%のものを用いた他は、実施例3と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0044】
[実施例5]
ポリウレンエラストマーの厚さを0.5mmとし、ブレード部材の自由端長Lを5mm(L/t=10)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0045】
[実施例6]
アジペート系ウレタンプレポリマーとしてMW2600、NCO含有量8.0質量%のものを用いた他は、実施例5と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0046】
[実施例7]
シリコ−ンを用いて厚さ1mmのシリコーンシートを作製し、実施例1と同様に裁断して、ブレード部材(L/t=6)を得た。得られたブレード部材を用いて実施例1と同様にして現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0047】
[比較例1]
アジペート系ウレタンプレポリマーとしてMW2000、NCO含有量6.2質量%のものを用いた他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0048】
[比較例2]
アジペート系ウレタンプレポリマーとしてMW2000、NCO含有量6.2質量%のものを用いた。このアジペート系ウレタンプレポリマー100質量部に対し、1、4−ブタンジオール3.4質量部、トリメチロールプロパン2.2質量部を用いた他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0049】
[比較例3]
ポリウレンエラストマーの厚さを0.67mmとし、ブレード部材の自由端長Lを4mm(L/t=6)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0050】
[比較例4]
ポリウレンエラストマーの厚さを2.0mmとし、ブレード部材の自由端長Lを12mm(L/t=6)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0051】
[比較例5]
ポリウレンエラストマーの厚さを1.0mmとし、ブレード部材の自由端長Lを5.0mm(L/t=5)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0052】
[比較例6]
ポリウレンエラストマーの厚さを0.42mmとし、ブレード部材の自由端長Lを5.0mm(L/t=12)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0053】
【表1】

【0054】
【表2】
【0055】
上記の結果から、実施例1、2ではバンピング現象や過剰な磨耗の発生が見られず、画像スジ、ゴーストの発生がない良好な画像が得られた。また、実施例3、4では多少ゴーストの発生が見られたが、画像上問題ないレベルであった。さらに、実施例5〜7においても、実施例1と同様に良好な画像が得られた。これに対して、比較例では、ブレード部材のバンピング現象や磨耗が発生し、画像スジやゴーストが発生した。
【図面の簡単な説明】
【0056】
【図1】本発明の現像剤量規制ブレードの一例を示す概略側面図である。
【図2】本発明の現像剤量規制ブレードの他の例を示す概略側面図である。
【符号の説明】
【0057】
10、20 ブレード部材
11、21 支持部材
12 現像ローラー(現像剤担持体)
13 トナー(現像剤)
14 電荷制御領域
15、22 接着剤
【技術分野】
【0001】
本発明は、電子写真複写機、レーザービームプリンター、ファクシミリ等の電子写真プロセスを利用した画像形成装置に使用される現像剤量規制ブレードに関する。
【背景技術】
【0002】
従来から、電子写真複写機、レーザービームプリンター、ファクシミリ等の電子写真装置の画像形成装置には、像担持体上に形成された静電潜像に現像剤(トナーともいう。)を供給し可視化する現像装置が設けられている。現像装置には、主に現像剤を収納する現像剤容器の開口を閉塞し一部を露出して配置されるローラー状の現像剤担持体と、この現像剤担持体の表面に当接して配置され、現像剤担持体が搬送する現像剤を一定量にする現像剤量規制ブレードとが設けられる。現像剤担持体表面に付着した現像剤は、現像剤担持体の回転に伴い、現像剤量規制ブレード間を通過する際、現像剤担持体の表面からその余剰分が除去されて現像剤容器内に戻され、現像剤担持体上に薄層として形成される。同時に、現像剤担持体上の現像剤は、現像剤量規制ブレードとの摩擦により、摩擦電荷(トリボとも言う。)を付与され、現像剤担持体が現像剤容器から露出する部分で対向して配置される電子写真感光体の表面の静電潜像上へ移動し、これを現像する。
【0003】
このような現像剤量規制ブレードは、現像剤担持体に圧接されるブレード部材を金属製等の支持部材に固着し、これを現像容器等に固定して使用されている。ブレード部材にはゴム状弾性体が、現像剤担持体全長に亘り均一に圧接させることが容易であり、耐久性を有することから多用され、現像剤担持体に当接、圧接される面は、現像剤の摩擦電荷を制御する機能を有していることから電荷制御面と呼ばれている。このような電荷制御面を構成するブレード部材は、ネガ系現像剤に対しては、ウレタンゴム、ウレタン樹脂、ポリアミドエラストマー等によって形成され、ポジ系現像剤に対しては、シリコーンゴム等によって形成されている。
【0004】
近年、電子写真プロセスにおいて、高画質化、高速化が進み、微細な粒子のトナーが使用されるようになり、トナーをより均一に帯電させて、画像ムラ、画像スジ等の発生を抑制するために、現像剤担持体上の現像剤をより薄膜に形成することが要求されている。現像剤担持体上に形成する現像剤の薄膜の厚さは、現像剤担持体の形状、材質、表面性、電子写真プロセス条件が一定であれば、現像剤量規制ブレードの形状、物性、帯電性等に依存する。これらの要因をいかに組み合わせ、制御して所望の現像特性を発現させるかが現像剤量規制ブレードの重要なポイントとなる。現像剤量規制ブレードのブレード部材の幅、厚さ等の形状は現像剤担持体に対する当接圧及び現像剤の搬送力、規制力に与える影響が大きく、特に重要である。また、ブレード部材の物性は、現像剤担持体に対する当接圧や現像剤に与える圧力に影響する。更に、ブレード部材の帯電性はブレード部材との摩擦により、現像剤に摩擦電荷が付与される現像方式では、電荷付与に大きく影響する。
【0005】
高画質化、高速化の電子写真プロセスに適用可能なブレード部材の開発が行われている。具体的には、現像ローラに当接する現像ローラ用ブレードを反発弾性率が30〜50%のゴム弾性体で構成し、現像ローラ上のトナーの帯電量のばらつきを抑え、現像ローラ上にトナーを実質的に単層に均一に付着させることが報告されている(特許文献1)。また、現像剤量規制ブレードの表面の弾性体の常温におけるtanδを周波数0.5〜19.5Hzにおいて0.02〜0.5とすることにより、印刷の高速化に対してバンピング現象、過剰な磨耗、画像不良が発生しないことが報告されている(特許文献2)。
【0006】
しかしながら、特許文献1に記載される現像ローラ用ブレードはその形状によって現像剤担持体への適切な圧力が得られず、反発弾性率を特定しても、均一な現像剤の薄層を形成することが困難であり、その結果、画像ムラ等の発生が生じる場合がある。また、特許文献2に記載される現像剤量規制ブレードは、ブレード部材の形状、硬度によってバンピング現象を防止することは困難であり、高速時のバンピング現象はtanδを特定するのみでは抑えられない場合がある。
【特許文献1】特開平09−073226号公報
【特許文献2】特開2000−352870号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、電子写真プロセスの高画質化、高速化に伴い、現像剤担持体に長期に亘って一定圧で当接し、現像剤担持体上に現像剤の薄膜を均一に形成し、得られる画像にムラ、スジ、ゴースト等の発生を抑制できる現像剤量規制ブレードを提供することにある。
【課題を解決するための手段】
【0008】
本発明は、電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、支持部材及びブレード部材を有する現像剤量規制ブレードにおいて、
ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下であることを特徴とする現像剤量規制ブレードに関する。
【発明の効果】
【0009】
本発明の現像剤量規制ブレードは、電子写真プロセスの高画質化、高速化に伴い、現像剤担持体に長期に亘って一定圧で当接し、現像剤担持体に対するバンピングを抑制し、現像剤担持体上に現像剤の薄膜を均一に形成することができる。このため、現像剤に充分な摩擦電荷を付与することができ、得られる画像においてバンピング等のムラ、スジ、ゴースト等が発生するのを抑制できる。
【発明を実施するための最良の形態】
【0010】
本発明の現像剤量規制ブレードは、電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、少なくとも支持部材及びブレード部材を有する。そして、ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下であることを特徴とする。
【0011】
本発明の現像剤量規制ブレードの支持部材は、ブレード部材を現像剤担持体と当接して支持し、装置に固定する機能を有する。支持部材の材質としては、クロメート処理や潤滑樹脂等による表面処理を行った鋼板、りん青銅、ばね鋼等の金属、樹脂、セラミック等剛性を有するものを挙げることができる。樹脂には所望の帯電性を有するものとするため、導電材料を加えることもできる。
【0012】
支持部材の形状は、例えば、ローラー状の現像剤担持体に、その軸方向に添って当接するブレード部材を接合する接合面と、装置に固定する固定部分を有するものであればよく、平板状又はこれを屈曲した、例えば、側面がL字形の板状等であってもよい。
【0013】
図1に本発明の現像剤量規制ブレードの一例を示す。図1に示す現像剤量規制ブレードは、支持部材21に接着剤22によりブレード部材20が接着されたものである。
【0014】
支持部材21の厚さは0.05mm以上0.15mm以下であることが好ましい。支持部材の厚さが0.05mm以上であれば、現像剤担持体にブレード部材を適正な当接圧で当接させることができ、トナー粒子を必要な圧力により現像剤担持体へ圧着させ得る。一方、支持部材の厚さが0.15mm以下であれば、現像剤担持体へブレード部材の追従を容易にさせ、現像剤粒子に必要な圧力を付与する弾性を有するものとなる。
【0015】
上記現像剤量規制ブレードに用いられるブレード部材は、現像剤担持体に当接し、その間を通過する現像剤に電荷を付与する機能を有する。
【0016】
ブレード部材は国際ゴム硬度(IRHD)が60°以上、90°以下である。ブレード部材のIRHDが60°以上であれば、現像剤に充分な電荷を付与することができ、得られる画像においてゴーストや画像ムラの発生を抑制することができる。ブレード部材のIRHDが90°以下であれば、現像剤担持体上に均一な膜厚の現像剤の薄膜を形成することができ、ブレード部材表面への現像剤の融着を抑制できる当接力によって現像剤担持体と当接することができる。このため、得られる画像において、ブレード部材へのトナーの融着に起因する画像スジの発生を抑制することができる。ブレード部材のIRHDは、好ましくは65°以上、85°以下である。上記の範囲のゴム硬度を有するブレード部材を調製するには、使用するゴム材の分子量、架橋成分の使用量等を選択して調整すればよい。
【0017】
IRHDは、微小硬度計を用い、JIS K 6253に準じた測定方法により得られる測定値を採用することができる。
【0018】
また、ブレード部材20の自由端の長さLは、支持部材に接着される位置から先端までの距離であり、5mm以上、10mm以下である。ブレード部材の自由端の長さLが10mm以下であれば、現像剤担持体との当接位置の変動による当接力の変化にブレード部材が追従して変形し、現像剤担持体と一定の当接力で当接が可能であり、安定した当接が得られる。このため、ブレード部材がバンピングと称する現像剤担持体に対し飛び跳ねる現象が発生するのを抑制することができ、バンピングによる現像剤担持体上の現像剤量を部分的に規制できないことに起因する画像の濃度ムラやカブリの発生を抑制することができる。また、現像剤担持体との当接によるブレード部材の撓みが大きくなることにより現像剤担持体に対する当接力が低下するのを抑制し、現像剤担持体上に形成する現像剤の膜厚が厚くなるのを抑制することができる。また、自由端の長さLが5mm以上であれば、現像剤担持体との当接によるブレード部材の撓みが小さく現像剤担持体への当接力が過大となって現像剤担持体を損傷することを抑制することができる。
【0019】
更に、ブレード部材の自由端の長さLはブレード部材の厚さtとの比L/tが6以上、10以下である。ブレード部材の自由端の長さLと厚さtとの比はブレード部材の撓みに関連する。自由端の長さLと厚さtとの比L/tがこの範囲であればブレード部材と現像剤担持体とが適切な当接力で当接する。L/tが6以上であれば現像剤担持体上に形成する現像剤の薄膜の膜厚が厚くなるのを抑制することができ、10以下であれば、現像剤担持体の損傷を抑制することができる。ブレード部材が上記範囲の自由端の長さL、自由端の長さと厚さとの比L/t、IRHDとを有することにより、これらが相俟って現像剤担持体上の現像剤に適切な電荷を付与することができる。
【0020】
更に、ブレード部材は周波数10Hzの電荷が印加されたときtanδがピークを示すときの温度が、10℃以下に設定されていることが好ましい。tanδは貯蔵弾性率と損失弾性率の比である。ブレード部材が周波数10Hzの電荷が印加されたときtanδがビークを示すときの温度が10℃以下に設定されることにより、L/tが上記範囲を有することと相俟って、設定された当接力を維持して現像剤担持体に長期に亘って当接することができる。周波数10Hzの電荷を印加したときのブレード部材のtanδのピーク温度を10℃以下に設定するには、使用するゴム材の分子量等の調整により行うことができる。
【0021】
tanδは、粘弾性測定機(DMS6100:セイコーインスツルメンツ社製)を用いて、温度−50℃〜130℃、周波数10Hzで測定した値を採用することができる。
【0022】
更に、ブレード部材が、反発弾性が25℃の環境下で5%以上50%以下であることが特に好ましい。ブレード部材の反発弾性が25℃の環境下で5%以上であれば、現像剤担持体間で現像剤を充分に帯電摩擦して現像剤に充分な電荷を付与することができ、50%以下であれば、当接圧が過大になるのを抑制し、現像剤担持体を損傷するのを抑制することができる。上記範囲の反発弾性を有するブレード部材を調製するには、使用するゴム材の分子量、架橋成分の使用量等を選択して調整すればよい。
【0023】
ブレード部材の反発弾性は、リュプケ式反発弾性試験装置を用い、JIS K 6301に準じて測定した値とすることができる。
【0024】
このようなブレード部材の材質としては、現像剤の摩擦帯電極性によって選択することができ、耐磨耗性等力学的な点からゴム弾性を有するものが好ましい。ネガ系現像剤に対して、ブレード部材としてはポリウレタンエラストマーを主成分とする材料で形成されたものが好ましく、ポジ系現像剤に対して、シリコーンゴム、液状ゴム等を主成分とする材料で形成されたものが好ましい。
【0025】
このような現像剤量規制ブレードの製造方法としては、ブレード部材材料からブレード部材を押出成形、射出成形、注型成形、塗布成形等により形成した後、支持部材に接着剤を用いて固着する方法を挙げることができる。また、支持部材を配置した金型にブレード部材材料を注型し、加熱、硬化してブレード部材の形成と同時に支持部材との固着を同時に行うこともできる。ブレード部材材料の調製は、ポリウレタンエラストマーを主成分とする材料で形成する場合、プレポリマー法、セミワンショット法、ワンショット法いずれの方法によってもよい。プレポリマー法としてはポリオールとポリイソシアネートとの反応によりプレポリマーを得た後、このプレポリマーに鎖延長剤及び触媒を添加してブレード部材材料を調製する。ワンショット法としてはポリオールとポリイソシアネートと鎖延長剤とからブレード部材材料を調製する。セミワンショット法としては、ポリオールとポリジイソシアネートとの反応によりプレポリマーを得、ポリオールと鎖延長剤及び触媒とを混合して硬化剤液を得、プレポリマーと硬化剤液とを混合してブレード部材材料を調製する。
【0026】
上記ブレード部材材料に用いるポリイソシアネートとしては、具体的に以下のものを例示することができる。4,4′−ジフェニルメタンジイソシアネート(MDI)、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、キシレンジイソシアネート(XDI)。1,5−ナフチレンジイソシアネート(1,5−NDI)、p−フェニレンジイソシアネート(PPDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、4,4′−ジシクロヘキシルメタンジイソシアネート(水添MDI)。テトラメチルキシレンジイソシアネート(TMXDI)、カルボジイミド変性MDI、ポリメチレンフェニルポリイソシアネート(PAPI)等。これらの中、特に、MDIを用いることが好ましい。
【0027】
上記ブレード部材材料に用いるポリオールとしては、具体的に以下のものを例示することができる。ポリエステルポリオール、ポリエーテルポリオール、カプロラクトンエステルポリオール、ポリカーボネートエステルポリオール、シリコーンポリオール等。これらは数平均分子量が1500〜5000であることが好ましい。ポリオールの数平均分子量が1500以上であれば、得られるウレタンゴムの物性が低下するのを抑制することができ、5000以下であればプレポリマーの粘度が増大し取扱が困難になるのを抑制することができる。
【0028】
上記ブレード部材材料に用いる鎖延長剤としては、低分子量のポリオールを用いることができ、具体的には、以下のものを例示することができる。エチレングリコール(EG)、ジエチレングリコール(DEG)、プロピレングリコール(PG)、ジプロピレングリコール(DPG)、1,4−ブタンジオール(1,4−BD)、1,6−ヘキサンジオール(1,6−HD)、1,4−シクロヘキサンジオール。1,4−シクロヘキサンジメタノール、キシリレングリコール(テレフタリルアルコール)、トリエチレングリコール等。また、鎖延長剤として、上記グリコールの他に、その他の多価アルコールを使用することができ、例えば、トリメチロールプロパン、グリセリン、ペンタエリスリトール、ソルビトール等を挙げることができる。これらは単独で又は2種以上を組み合わせて用いることもできる。
【0029】
上記ブレード部材材料に用いる触媒としては、例えば三級アミン触媒を挙げることができる。
【0030】
ブレード部材と支持部材の固着は、接着剤を用いることが好ましく、例えば、ホットメルト系として、ポリウレタン系、ポリエステル系、エチレンビニルアルコール系(EVA系)、ポリアミド系等を挙げることができる。
【0031】
上記現像剤量規制ブレードの他の例として、図2の概略側面図に示す現像剤量規制ブレードを挙げることができる。現像剤量規制ブレードは、現像剤容器(図示せず)に固定される支持部材11と、現像剤容器の開口を閉塞して設けられる現像剤担持体である現像ローラー12に当接するブレード部材10とを有する。支持部材11は現像ローラーの軸方向に沿った方向から見た側面がL字形であり、その一面11aにおいて、トナー(現像剤)13を収納する現像容器に固定され、この一面11aに略垂直な面において、ブレード部材10を接着剤15により接着し、支持する。ブレード部材は湾曲部10aを有し、この湾曲部において現像ローラーと当接し、現像剤を摺動し電荷を付与する電荷制御領域14が形成される。矢印の方向に回転する現像ローラー12は、ブレード部材10との当接部分の電荷制御領域14より上流側は現像容器内に配置され、下流側は現像容器外に配置され、現像容器外の部分で感光体と対向するようになっている。
【0032】
現像ローラーが回転すると、現像剤容器内のトナー13が現像ローラー表面に付着して電荷制御領域14に搬送される。トナーは現像ローラー12とブレード部材10によって摺動され、電荷制御領域を摺り抜ける際、摩擦帯電されると共に、一定厚のトナーの薄膜が現像ローラー上に形成される。現像ローラーの回転に伴いトナーは現像剤容器から搬出され、充分に電荷を付与された一定量のトナーが感光体(図示せず)に搬送される。
【0033】
このような現像剤量規制ブレードを有する現像装置が適用される電子写真装置としては、複写機、レーザービームプリンタ、LEDプリンタ、あるいは、電子写真製版システム等の電子写真応用装置を挙げることができる。
【実施例】
【0034】
以下に、本発明の現像剤量規制ブレードを、具体的に詳細に説明するが、本発明の技術的範囲はこれらに限定されるものではない。
[実施例1]
現像剤量規制ブレードを以下のように作製した。支持部材として、ウレタン変性オレフィン樹脂及びアクリル変性オレフィン樹脂を含む非クロム表面処理層を有する電気亜鉛メッキ鋼板ジンコート21(新日本製鐵(株)製)を使用した。これに、フィルム状ホットメルト接着剤エルファン−UH(日本マタイ(株)製)を仮接着した。
【0035】
次いで、アジペート系ウレタンプレポリマー100質量部(Mn2000、NCO含有量7.0質量%)と、1、4−ブタンジオール3.7質量部、トリメチロールプロパン1.9質量部を注型機ミキシングチャンバー内で混合攪拌した。得られた熱硬化型ウレタンエラストマー原料混合物を遠心成型機に注入して130℃で、1時間加熱硬化し、脱型しシート状の熱硬化型ポリウレタンエラストマーを得た。得られたポリウレタンエラストマーの国際ゴム硬度は60°であった。得られたポリウレタンエラストマーを所定寸法に裁断し、ブレード部材を得た。このブレード部材と上記ホットメルト接着剤を仮接着した支持部材とを加熱接着し、現像剤量規制ブレードを得た。自由端の長さLは6mm、自由端の長さと厚みの比(L/t)は6であった。
【0036】
[硬度の測定]
国際ゴム硬度(IRHD)の測定は、ウォーレス(H.W.WALLACE)社製ウォーレス微小硬度計を用い、JIS K 6253に基づいて行った。
【0037】
[tanδの測定]
tanδピーク温度の測定は、セイコーインスツルメンツ社製DMS6100を使用し、次のようにして測定した。作製したブレード部材から短冊状の切片を切り出し、試験片とした。この試験片を測定長さが20mmとなるように固定した後、この試験片に振幅5μm、周波数10Hzで歪みをかけ、昇温スピード2℃/minにて約0.5°毎にtanδを測定した。
【0038】
[反発弾数の測定]
反発弾性の測定は、リュプケ式反発弾性試験装置を用い、JIS K 6301に準じて測定した。
【0039】
[画像評価]
得られた現像剤量規制ブレードをLASER SHOT−LBP(キヤノン社製)用カートリッジに組み込み、得られた画像を観察し、ゴースト、画像スジについて以下の基準により評価を行った。
【0040】
認められなかった場合〇、僅かに確認されるものの、実用上問題がないものを△、はっきり確認されたものを×とした。結果を表1に示す。
【0041】
[実施例2]
アジペート系ウレタンプレポリマーとしてMW2600、NCO含有量8.0質量%のものを用いた他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0042】
[実施例3]
ポリウレンエラストマーの厚さを1.67mmとし、ブレード部材の自由端長Lを10mm(L/t=6)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0043】
[実施例4]
アジペート系ウレタンプレポリマーとしてMW2600、NCO含有量8.0質量%のものを用いた他は、実施例3と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0044】
[実施例5]
ポリウレンエラストマーの厚さを0.5mmとし、ブレード部材の自由端長Lを5mm(L/t=10)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0045】
[実施例6]
アジペート系ウレタンプレポリマーとしてMW2600、NCO含有量8.0質量%のものを用いた他は、実施例5と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0046】
[実施例7]
シリコ−ンを用いて厚さ1mmのシリコーンシートを作製し、実施例1と同様に裁断して、ブレード部材(L/t=6)を得た。得られたブレード部材を用いて実施例1と同様にして現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表1に示す。
【0047】
[比較例1]
アジペート系ウレタンプレポリマーとしてMW2000、NCO含有量6.2質量%のものを用いた他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0048】
[比較例2]
アジペート系ウレタンプレポリマーとしてMW2000、NCO含有量6.2質量%のものを用いた。このアジペート系ウレタンプレポリマー100質量部に対し、1、4−ブタンジオール3.4質量部、トリメチロールプロパン2.2質量部を用いた他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0049】
[比較例3]
ポリウレンエラストマーの厚さを0.67mmとし、ブレード部材の自由端長Lを4mm(L/t=6)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0050】
[比較例4]
ポリウレンエラストマーの厚さを2.0mmとし、ブレード部材の自由端長Lを12mm(L/t=6)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0051】
[比較例5]
ポリウレンエラストマーの厚さを1.0mmとし、ブレード部材の自由端長Lを5.0mm(L/t=5)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0052】
[比較例6]
ポリウレンエラストマーの厚さを0.42mmとし、ブレード部材の自由端長Lを5.0mm(L/t=12)とした他は、実施例1と同様にして、現像剤量規制ブレードを作製し、その特性の測定、評価を行った。結果を表2に示す。
【0053】
【表1】
【0054】
【表2】
【0055】
上記の結果から、実施例1、2ではバンピング現象や過剰な磨耗の発生が見られず、画像スジ、ゴーストの発生がない良好な画像が得られた。また、実施例3、4では多少ゴーストの発生が見られたが、画像上問題ないレベルであった。さらに、実施例5〜7においても、実施例1と同様に良好な画像が得られた。これに対して、比較例では、ブレード部材のバンピング現象や磨耗が発生し、画像スジやゴーストが発生した。
【図面の簡単な説明】
【0056】
【図1】本発明の現像剤量規制ブレードの一例を示す概略側面図である。
【図2】本発明の現像剤量規制ブレードの他の例を示す概略側面図である。
【符号の説明】
【0057】
10、20 ブレード部材
11、21 支持部材
12 現像ローラー(現像剤担持体)
13 トナー(現像剤)
14 電荷制御領域
15、22 接着剤
【特許請求の範囲】
【請求項1】
電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、支持部材及びブレード部材を有する現像剤量規制ブレードにおいて、
ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下であることを特徴とする現像剤量規制ブレード。
【請求項2】
ブレード部材がポリウレタンエラストマーを主成分とする材料で形成されたことを特徴とする請求項1記載の現像剤量規制ブレード。
【請求項3】
ブレード部材が、周波数10Hzの電荷が印加されたときtanδがピークを示すときの温度が、10℃以下に設定されていることを特徴とする請求項1または2記載の現像剤量規制ブレード。
【請求項4】
ブレード部材が、反発弾性が25℃の環境下で5%以上、50%以下であることを特徴とする請求項1から3のいずれかに記載の現像剤量規制ブレード。
【請求項1】
電子写真装置の現像装置に設けられる現像剤容器から現像剤担持体によって搬出される現像剤の量を規制する、支持部材及びブレード部材を有する現像剤量規制ブレードにおいて、
ブレード部材が、国際ゴム硬度(IRHD)が60°以上、90°以下であり、自由端の長さLが5mm以上、10mm以下であり、自由端の長さLと厚さtとの比L/tが6以上、10以下であることを特徴とする現像剤量規制ブレード。
【請求項2】
ブレード部材がポリウレタンエラストマーを主成分とする材料で形成されたことを特徴とする請求項1記載の現像剤量規制ブレード。
【請求項3】
ブレード部材が、周波数10Hzの電荷が印加されたときtanδがピークを示すときの温度が、10℃以下に設定されていることを特徴とする請求項1または2記載の現像剤量規制ブレード。
【請求項4】
ブレード部材が、反発弾性が25℃の環境下で5%以上、50%以下であることを特徴とする請求項1から3のいずれかに記載の現像剤量規制ブレード。
【図1】

【図2】
【図2】
【公開番号】特開2010−72530(P2010−72530A)
【公開日】平成22年4月2日(2010.4.2)
【国際特許分類】
【出願番号】特願2008−242372(P2008−242372)
【出願日】平成20年9月22日(2008.9.22)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成22年4月2日(2010.4.2)
【国際特許分類】
【出願日】平成20年9月22日(2008.9.22)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]