
球状物成形用金型及びそれを用いた球状物の成形方法
【課題】成形した球状物を容易に脱型することができ、また、球状物が弾性のない高硬度の球状物であっても損傷、変形等させることなく脱型することができ、さらに、1回の成形作業で多数個の球状物を成形することができる球状物成形用金型と該金型を用いた球状物の成形方法を提供する。
【解決手段】上型2と、該上型に対向して配置される下型4と、該上型と該下型との間に挟持される1又は2以上の中型3とを備えた球状物成形用金型1であって、前記上型、中型及び下型は、それぞれ略水平方向に沿って分割可能であり、また、前記上型、中型及び下型は型合わせすることにより球状物に相応するキャビティーを形成し、前記中型のうち、少なくとも1つは前記球状物の略二等分線の位置で分割されることを特徴とする球状物成形用金型。
【解決手段】上型2と、該上型に対向して配置される下型4と、該上型と該下型との間に挟持される1又は2以上の中型3とを備えた球状物成形用金型1であって、前記上型、中型及び下型は、それぞれ略水平方向に沿って分割可能であり、また、前記上型、中型及び下型は型合わせすることにより球状物に相応するキャビティーを形成し、前記中型のうち、少なくとも1つは前記球状物の略二等分線の位置で分割されることを特徴とする球状物成形用金型。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、球状物成形用金型及びそれを用いた球状物の成形方法に関する。
【背景技術】
【0002】
従来、ゴルフボール等の球状物を成形する場合、上型と下型とで構成される2枚型の金型が一般に用いられている。この上型及び下型は、それぞれ半球状の凹部を有しており、それらが型合わせされると球状物に相応した球状のキャビティーが形成される。そして、このキャビティーに成形材料を充填し、これを加圧加熱硬化又は固化させた後、金型を開き、離型することで球状物を成形している。
ところが、このような2枚型の金型を用いて球状物を成形すると、球状物の硬化又は固化後、金型を開いたときに上型又は下型のいずれかに球状物が密着してしまい、球状物を容易に離型することができないという問題があった。
【0003】
この問題を解消するため、球状物を容易に離型して取り出すことができる金型が提案されている。
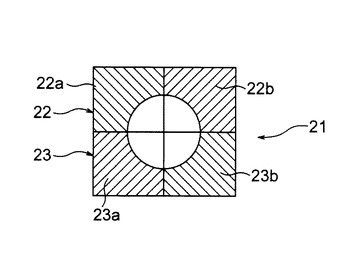
例えば、図5に示すように、上型22と下型23とから構成されると共に、さらに上型22、下型23がそれぞれ縦方向に沿って分割され、上型22が左上型22aと右上型22bによって構成されると共に、下型23が左下型23aと右下型23bによって構成され、したがって、金型21が分割可能な合計4個の金型部分で構成されたゴルフボール用金型が提案されている(特許文献1の実施例参照)。そして、この金型によれば、成形したゴルフボールの離型性が高まり、作業性の向上を達成できることが特許文献1に報告されている。
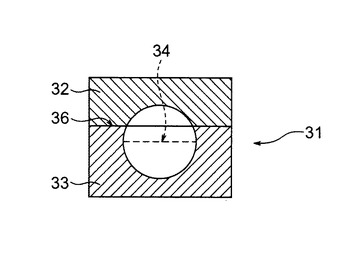
また、そのほかには、図6に示すように、金型31を構成する上型32、下型33をゴルフボールの大円線34からずれて分割したことを特徴とするゴルフボール用金型が提案されている(特許文献2参照)。すなわち、金型31のパーティングライン36は、大円線34からずれた位置となる。そして、この金型によれば、金型からゴルフボールを脱型すると常に一定の割型にゴルフボールが残るため、常に一定の動作でゴルフボールを金型から取り外すことができ、ゴルフボールの離型が容易になるということが特許文献2に報告されている。
【0004】
【特許文献1】特開昭63−97181号公報
【特許文献2】特開平9−663号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された金型は、金型構造が非常に複雑であり、また、1個取り金型であるため、1回の成形作業で1個の球状物しか得ることができず、作業性が低いという問題がある。
【0006】
一方、特許文献2に記載された金型は、金型構造が比較的簡単ではあるものの、成形した球状物が残った金型部分(図6では下型33)から球状物を離型する場合、該金型部分の開口端の面積が球状物の大円の面積よりも小さいために離型することが困難であり、特に、弾性のない高硬度の球状物を損傷、変形等させずに離型することは不可能であるという問題がある。
【0007】
本発明の課題は、上述した従来の球状物成形用金型が抱える問題を解決した球状物成形用金型、すなわち、成形した球状物を容易に離型することができ、また、球状物が弾性のない高硬度の球状物であっても損傷、変形等させることなく脱型することができ、さらに、1回の成形作業で多数個の球状物を成形することができる球状物成形用金型と該金型を用いた球状物の成形方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、上型と、該上型に対向して配置される下型と、該上型と該下型との間に挟持される1又は2以上の中型とを備えた球状物成形用金型であって、
前記上型、中型及び下型は、それぞれ略水平方向に沿って分割可能であり、また、前記上型、中型及び下型を型合わせすることにより球状物に相応するキャビティーを形成し、
前記中型のうち、少なくとも1つは前記球状物の略二等分線の位置で分割されることを特徴とする球状物成形用金型である。
また、本発明は、中型を1つ有する前記球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型及び下型を取り外して、前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法である。
さらに、本発明は、中型を2つ以上有する前記球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型、下型を取り外し、さらに、球状物の略二等分線の位置で分割される1つの中型を残して、それ以外の中型を取り外して、球状物の略二等分線の位置で分割される1つの前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法である。
【発明の効果】
【0009】
本発明の球状物成形用金型によれば、成形した球状物を容易に離型することができ、特に、球状物が弾性のない高硬度の球状物であっても損傷、変形等させることなく離型することができる。また、多数個取り金型とすることにより、球状物の生産性を大幅に高めることができる。さらに、本発明の球状物成形用金型は、比較的簡単な型割り(パーティングライン)であり、パーティングラインが略平行であるため、成形品のバリ仕上げが容易となる。
【発明を実施するための最良の形態】
【0010】
本発明の球状物成形用金型について、以下、図面を参照しつつ詳細に説明する。
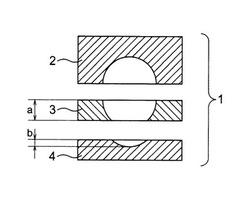
図1は、本発明の第1実施例に係る球状物成形用金型1の型開き時の状態を示す断面図であり、この金型1は、上型2、上型2に対向して配置された下型4、及び上型2と下型4との間に配置された中型3、の3つの金型部分で構成されている。
図1に示すように、上型2、中型3及び下型4の各金型部分は、それぞれ略水平方向に沿って分割可能であり、また、互いに型合わせすることにより球状物に相応するキャビティーを形成する。すなわち、図1に示す上型2、中型3及び下型4の各金型部分は、それぞれ上下方向に取り外しができるようになっており、また、球状物を水平方向に沿って上、中、下と三分割した各部分に対応するものである。
【0011】
本発明の球状物成形用金型は、少なくとも1つの中型が球状物の略二等分線の位置で分割されることを特徴とするものであり、図1は、球状物の略二等分線の位置で分割される中型を1つ有する球状物成形用金型の1態様を示している。図1において、中型3は球状物の略二等分線の位置で分割され、上型2は半球状の凹部、下型4は弓形状の凹部を有している。当然のことながら、各金型部分を上下逆に配置してもよいことは勿論である。なお、本発明において、球状物の略二等分線とは、球状物を略二等分した場合にできる該球状物の切断面の外周線をいう。
【0012】
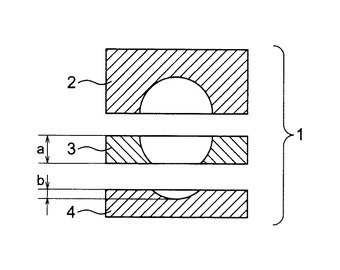
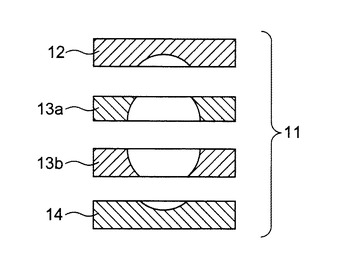
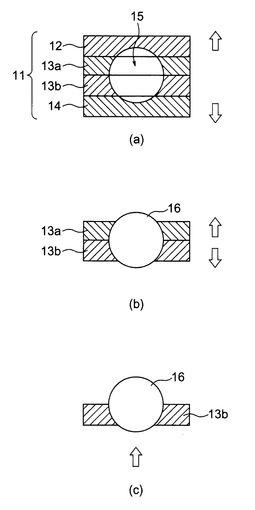
図2は、本発明の第2実施例に係る球状物成形用金型11の型開き時の状態を示す断面図であり、この金型11は、上型12、上型12に対向して配置された下型14及び上型12と下型14との間に配置された中上型13aと中下型13b、の4つの金型部分で構成されている。これらの各金型部分は、球状物を水平方向に沿って上、中上、中下、下と四分割した各部分に対応するものであり、それぞれ略水平方向に沿って分割可能であり、また、互いに型合わせすることにより球状物に相当するキャビティーを形成する。上型12、下型14は弓形状の凹部を有している。
図2に示した例では、中型が中上型13a及び中下型13bにより構成されており、これらの中上型13a及び中下型13bはいずれも球状物の略二等分線の位置で分割される。すなわち、図2の球状物成形用金型は、球状物の略二等分線の位置で分割される中型を2つ有する態様を示している。
以上のように、本発明の球状物成形用金型は、球状物に相応するキャビティーを3つ以上の金型部分、すなわち、上型と、該上型に対向して配置される下型と、該上型と該下型との間に挟持される1又は2以上の中型とを備えた金型であり、かつ、球状物の略二等分線の位置で分割される中型を少なくとも1つ備えた金型である。中型の数は、金型構造の複雑化防止、離型の容易性、成形品の仕上がり具合等を考慮すると、図1及び図2に示したように、1つ又は2つとすることが好ましい。
【0013】
本発明の球状物成形用金型においては、キャビティーを形成する上型、中型及び下型の型表面は粗面であることが成形品の離型を容易にする上で好ましい。粗面はサンドブラスト、エッチング等の処理によって作製される。粗面化の程度は中心線平均粗さ(Ra)で、0.1〜300μmが好ましい。なお、中心線平均粗さ(Ra)の値は、JIS
B 0601−1994(カットオフ値0.25mm、測定長さ0.75mm)に準じて測定される。
【0014】
次に、本発明の球状物成形用金型の製造について述べる。該金型の材質としては、炭素鋼、ダイス鋼、超硬合金、高速度鋼等であり、特に限定されるものではない。
そして、本発明の球状物成形用金型を製造するには、金型開閉時及び製品取り出し時に、金型に対して生じる応力に耐えられる金型厚みを持たせるため、球状物の直径に対する球状物の略二等分線の位置で分割される中型、下型のキャビティーの垂直方向の長さの比率(図1中では、a:b)を、150:1〜1:3の範囲とする。より好ましい範囲としては、25:1〜1:3である。
【0015】
次に、上記球状物成形用金型を用いた球状物の成形方法について、図3及び図4を参照しながら説明する。
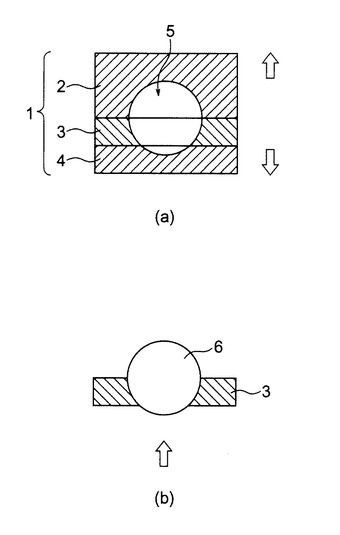
図3は、図1に示した本発明の球状物成形用金型1を用いて球状物を成形する場合の一例を示す説明図であり、図3(a)は、本発明の球状物成形用金型1を型締めした状態の断面図である。上記金型1を用いて球状物を成形するには、例えば、まず、図3(a)に示すように、上記金型上型2、中型3及び下型4の各金型部分を合わせて閉じた状態において、球状物の形状に相応する該金型1のキャビティー5内に成形材料を供給して硬化又は固化させる。成形材料は特に限定されるものではなく、各種ゴム、樹脂、金属等の中から任意に選択して使用することができる。また、成形材料の供給方法も特に限定されず、例えば、本発明の球状物成形用金型を密閉型金型として使用する場合は、金型部分の接合面に成形材料を供給するための供給路であるゲート(溝部)を設け、このゲートを通じて供給することができる。本発明の球状物成形用金型は、射出成形、トランスファー成形、圧縮成形等に広く適用することができる。金属を原料とする球状物の成形には、金属粉末をプレス、焼結して成形する粉末冶金も含まれる。また、金型取数(キャビティー数)を多くすることで、1成形作業当たりの製品生産数を上げることができる。
【0016】
本発明において球状物とは、球体及びそれに近い形状を有する物の総称であり、球状物の表面にはゴルフボールのディンプルのような凹凸を有していてもよく、また、完全な中実体のほか、内部に空間を有する中空体等も含む。球状物の寸法も特に問わない。したがって、本発明の球状物成形用金型は、略球状である物の成形に対し、幅広く適用することができる。特に従来の金型では離型が困難であった高硬度の球状物、具体的には、JIS D硬度100以下のゴム又は樹脂、ロックウェルC硬度70°以下の金属で形成された球状物、例えば、車両衝突時の衝撃に対してベルトを巻き込んで乗員をシートに拘束させる機構であるプリテンショナーにおいて、ベルト巻取り軸に回転を伝える回転部材(リングギア)に衝突して回転駆動力を付与するボールを成形するのに好適である。このボールは、通常、「KE−981U(商品名 信越化学工業株式会社製 JIS A硬度84)」等からなる材料を用いて成形される。
【0017】
中型を1つ有する球状物成形用金型、すなわち、球状物の略二等分線の位置で分割される中型を1つ有する球状物成形用金型を用いた場合は、球状物を硬化又は固化させた後、前記金型の上型、下型を取り外して、球状物の略二等分線の位置で分割される前記中型内に球状物を残した状態とする。金型部分の取り外しについては、適当な装置により昇降自在にしておくことが好ましい。
図3に示した例でいえば、図3(a)に示された上型2及び下型4をそれぞれ矢印方向に移動させて取り外し、球状物の略二等分線の位置で分割される中型3内に球状物6を残した状態とする。図3(b)は、この状態を示す断面図である。上記の型開きにおいて、球状物6を確実に中型3内に残すために、球状物6との接触面積が大きい上型2の型面に離型剤を塗布しておくことが望ましい。
【0018】
次いで、球状物の略二等分線の位置で分割される1つの中型内に残った球状物を該中型の広い方の開口端から離型させる。図3に示した例でいえば、図3(b)に示すように、球状物の略二等分線の位置で分割される中型3内の球状物6に対して矢印方向に力を加えて該中型3から球状物6を離型させる。中型3を反転させ、図3(b)に示した矢印方向とは反対方向に力を加えて離型させてもよいことは勿論である。これにより成形された球状物6が得られる。中型3には、対向する広狭2つの開口端が存在するが、それらのうち、広い方の開口端は、該中型3と接している球状物部分を水平方向に切断したときにできる断面積よりも大きいため、中型3の広い方の開口端から球状物6を容易に離型させることができる。離型の方法は限定されるものではなく、ノックアウトピンのような突出し機構、圧縮空気の吹き付け等、任意の方法を選択することができる。
【0019】
図4は、図2に示した本発明の球状物成形用金型を用いて球状物を成形する場合の一例を示す説明図であり、図4(a)は、本発明の球状物成形用金型11を型締めした状態の断面図である。この例では、まず、図4の(a)に示すように、上型12、中上型13a、中下型13b及び下型14の各金型部分を合わせて閉じた状態において、球状物の形状に相応するキャビティー15内に成形材料を供給して硬化又は固化させる。成形材料等については前記のとおりである。
【0020】
中型を2つ以上有する球状物成形用金型を用いた場合は、球状物を硬化又は固化させた後、前記したように、前記金型の上型、下型を取り外し、さらに、球状物の略二等分線の位置で分割される1つの中型を残して、それ以外の中型を取り外して、球状物の略二等分線の位置で分割される1つの前記中型内に球状物を残した状態とする。
図4に示した例でいえば、まず、図4(a)に示された上型12及び下型14をそれぞれ矢印方向に移動させて取り外し、図4(b)に示すように、球状物の略二等分線の位置で分割される中上型13a、中下型13b内に球状物16を残した状態とする。図4(b)は、この状態を示す断面図である。
【0021】
次いで、図4(b)に示すように、球状物の略二等分線の位置で分割される中上型13a、中下型13bを矢印方向に移動させて分離し、中下型13b内に球状物16を残す。図4(c)は、この状態を示す断面図である。この例に示すように、球状物の略二等分線の位置で分割される中型が2つある場合は、それらのうち、常にいずれか一方の中型に残るようにすることが作業性等の点で好ましい。例えば、図2に示すように、中下型13bの厚さを中上型13aよりも大きくすると、中下型13b内における球状物との接触面積が中上型13aよりも大きくなるので、球状物16を常に中下型13bに残すことができる。
【0022】
その後、球状物の略二等分線の位置で分割される中下型13b内に残った球状物16を中下型13bの広い方の開口端から離型させる。図4に示した例でいえば、図4(c)に示すように、球状物の略二等分線の位置で分割される中下型13b内の球状物16を矢印方向に力を加えて中下型13bから球状物16を離型させる。これにより成形された球状物16が得られる。中下型13bには、対向する広狭2つの開口端が存在するが、それらのうち、広い方の開口端は、該中下型13bと接している球状物部分を水平方向に切断したときにできる断面積よりも大きいため、球状物16は中下型13bの広い方の開口端から容易に離型させることができる。なお、離型の方法が限定されるものではないことは前述したとおりである。
図2に示した球状物成形用金型のように、球状物の略二等分線の位置で分割される中型を2つ備えた球状物成形用金型を用いた場合には、上型と球状物との接触面積が小さくなるため、球状物の略二等分線の位置で分割される1つの中型内に球状物を残すために、金型に離型剤を塗布する必要がないという利点がある。
以上述べてきたように、本発明の球状物成形用金型を用いることにより、球状物の離型を容易に行うことができ、また、球状物が高硬度の製品であっても破損、変形等させることなく離型することができる。したがって、本発明の球状物成形用金型で成形された製品は、離型の際に金型によって生じる損傷部、変形部等がなく、また、製品の略二等分線の位置、及び該略二等分線がずれた位置にパーティングラインを有するため、成形品のバリ仕上げが容易であるという特徴がある。また、本発明の球状物成形用金型を多数個取り金型とすれば、同時に多数の球状物を成形することが可能となる。
【図面の簡単な説明】
【0023】
【図1】本発明の第1実施例に係る球状物成形用金型の断面図である。
【図2】本発明の第2実施例に係る球状物成形用金型の断面図である。
【図3】(a)〜(b)は、図1に示した本発明の球状物成形用金型を用いて球状物を成形する場合の説明図である。
【図4】(a)〜(c)は、図2に示した本発明の球状物成形用金型を用いて球状物を成形する場合の説明図である
【図5】従来例の断面図である。
【図6】従来例の断面図である。
【符号の説明】
【0024】
1、11、21、31 球状物成形用金型
2、12、22、32 上型
3 中型
4、14、23、33 下型
5、15 キャビティー
6、16 球状物
13a 中上型
13b 中下型
22a 左上型
22b 右上型
23a 左下型
23b 右下型
34 大円線
36 パーティングライン
【技術分野】
【0001】
本発明は、球状物成形用金型及びそれを用いた球状物の成形方法に関する。
【背景技術】
【0002】
従来、ゴルフボール等の球状物を成形する場合、上型と下型とで構成される2枚型の金型が一般に用いられている。この上型及び下型は、それぞれ半球状の凹部を有しており、それらが型合わせされると球状物に相応した球状のキャビティーが形成される。そして、このキャビティーに成形材料を充填し、これを加圧加熱硬化又は固化させた後、金型を開き、離型することで球状物を成形している。
ところが、このような2枚型の金型を用いて球状物を成形すると、球状物の硬化又は固化後、金型を開いたときに上型又は下型のいずれかに球状物が密着してしまい、球状物を容易に離型することができないという問題があった。
【0003】
この問題を解消するため、球状物を容易に離型して取り出すことができる金型が提案されている。
例えば、図5に示すように、上型22と下型23とから構成されると共に、さらに上型22、下型23がそれぞれ縦方向に沿って分割され、上型22が左上型22aと右上型22bによって構成されると共に、下型23が左下型23aと右下型23bによって構成され、したがって、金型21が分割可能な合計4個の金型部分で構成されたゴルフボール用金型が提案されている(特許文献1の実施例参照)。そして、この金型によれば、成形したゴルフボールの離型性が高まり、作業性の向上を達成できることが特許文献1に報告されている。
また、そのほかには、図6に示すように、金型31を構成する上型32、下型33をゴルフボールの大円線34からずれて分割したことを特徴とするゴルフボール用金型が提案されている(特許文献2参照)。すなわち、金型31のパーティングライン36は、大円線34からずれた位置となる。そして、この金型によれば、金型からゴルフボールを脱型すると常に一定の割型にゴルフボールが残るため、常に一定の動作でゴルフボールを金型から取り外すことができ、ゴルフボールの離型が容易になるということが特許文献2に報告されている。
【0004】
【特許文献1】特開昭63−97181号公報
【特許文献2】特開平9−663号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された金型は、金型構造が非常に複雑であり、また、1個取り金型であるため、1回の成形作業で1個の球状物しか得ることができず、作業性が低いという問題がある。
【0006】
一方、特許文献2に記載された金型は、金型構造が比較的簡単ではあるものの、成形した球状物が残った金型部分(図6では下型33)から球状物を離型する場合、該金型部分の開口端の面積が球状物の大円の面積よりも小さいために離型することが困難であり、特に、弾性のない高硬度の球状物を損傷、変形等させずに離型することは不可能であるという問題がある。
【0007】
本発明の課題は、上述した従来の球状物成形用金型が抱える問題を解決した球状物成形用金型、すなわち、成形した球状物を容易に離型することができ、また、球状物が弾性のない高硬度の球状物であっても損傷、変形等させることなく脱型することができ、さらに、1回の成形作業で多数個の球状物を成形することができる球状物成形用金型と該金型を用いた球状物の成形方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、上型と、該上型に対向して配置される下型と、該上型と該下型との間に挟持される1又は2以上の中型とを備えた球状物成形用金型であって、
前記上型、中型及び下型は、それぞれ略水平方向に沿って分割可能であり、また、前記上型、中型及び下型を型合わせすることにより球状物に相応するキャビティーを形成し、
前記中型のうち、少なくとも1つは前記球状物の略二等分線の位置で分割されることを特徴とする球状物成形用金型である。
また、本発明は、中型を1つ有する前記球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型及び下型を取り外して、前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法である。
さらに、本発明は、中型を2つ以上有する前記球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型、下型を取り外し、さらに、球状物の略二等分線の位置で分割される1つの中型を残して、それ以外の中型を取り外して、球状物の略二等分線の位置で分割される1つの前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法である。
【発明の効果】
【0009】
本発明の球状物成形用金型によれば、成形した球状物を容易に離型することができ、特に、球状物が弾性のない高硬度の球状物であっても損傷、変形等させることなく離型することができる。また、多数個取り金型とすることにより、球状物の生産性を大幅に高めることができる。さらに、本発明の球状物成形用金型は、比較的簡単な型割り(パーティングライン)であり、パーティングラインが略平行であるため、成形品のバリ仕上げが容易となる。
【発明を実施するための最良の形態】
【0010】
本発明の球状物成形用金型について、以下、図面を参照しつつ詳細に説明する。
図1は、本発明の第1実施例に係る球状物成形用金型1の型開き時の状態を示す断面図であり、この金型1は、上型2、上型2に対向して配置された下型4、及び上型2と下型4との間に配置された中型3、の3つの金型部分で構成されている。
図1に示すように、上型2、中型3及び下型4の各金型部分は、それぞれ略水平方向に沿って分割可能であり、また、互いに型合わせすることにより球状物に相応するキャビティーを形成する。すなわち、図1に示す上型2、中型3及び下型4の各金型部分は、それぞれ上下方向に取り外しができるようになっており、また、球状物を水平方向に沿って上、中、下と三分割した各部分に対応するものである。
【0011】
本発明の球状物成形用金型は、少なくとも1つの中型が球状物の略二等分線の位置で分割されることを特徴とするものであり、図1は、球状物の略二等分線の位置で分割される中型を1つ有する球状物成形用金型の1態様を示している。図1において、中型3は球状物の略二等分線の位置で分割され、上型2は半球状の凹部、下型4は弓形状の凹部を有している。当然のことながら、各金型部分を上下逆に配置してもよいことは勿論である。なお、本発明において、球状物の略二等分線とは、球状物を略二等分した場合にできる該球状物の切断面の外周線をいう。
【0012】
図2は、本発明の第2実施例に係る球状物成形用金型11の型開き時の状態を示す断面図であり、この金型11は、上型12、上型12に対向して配置された下型14及び上型12と下型14との間に配置された中上型13aと中下型13b、の4つの金型部分で構成されている。これらの各金型部分は、球状物を水平方向に沿って上、中上、中下、下と四分割した各部分に対応するものであり、それぞれ略水平方向に沿って分割可能であり、また、互いに型合わせすることにより球状物に相当するキャビティーを形成する。上型12、下型14は弓形状の凹部を有している。
図2に示した例では、中型が中上型13a及び中下型13bにより構成されており、これらの中上型13a及び中下型13bはいずれも球状物の略二等分線の位置で分割される。すなわち、図2の球状物成形用金型は、球状物の略二等分線の位置で分割される中型を2つ有する態様を示している。
以上のように、本発明の球状物成形用金型は、球状物に相応するキャビティーを3つ以上の金型部分、すなわち、上型と、該上型に対向して配置される下型と、該上型と該下型との間に挟持される1又は2以上の中型とを備えた金型であり、かつ、球状物の略二等分線の位置で分割される中型を少なくとも1つ備えた金型である。中型の数は、金型構造の複雑化防止、離型の容易性、成形品の仕上がり具合等を考慮すると、図1及び図2に示したように、1つ又は2つとすることが好ましい。
【0013】
本発明の球状物成形用金型においては、キャビティーを形成する上型、中型及び下型の型表面は粗面であることが成形品の離型を容易にする上で好ましい。粗面はサンドブラスト、エッチング等の処理によって作製される。粗面化の程度は中心線平均粗さ(Ra)で、0.1〜300μmが好ましい。なお、中心線平均粗さ(Ra)の値は、JIS
B 0601−1994(カットオフ値0.25mm、測定長さ0.75mm)に準じて測定される。
【0014】
次に、本発明の球状物成形用金型の製造について述べる。該金型の材質としては、炭素鋼、ダイス鋼、超硬合金、高速度鋼等であり、特に限定されるものではない。
そして、本発明の球状物成形用金型を製造するには、金型開閉時及び製品取り出し時に、金型に対して生じる応力に耐えられる金型厚みを持たせるため、球状物の直径に対する球状物の略二等分線の位置で分割される中型、下型のキャビティーの垂直方向の長さの比率(図1中では、a:b)を、150:1〜1:3の範囲とする。より好ましい範囲としては、25:1〜1:3である。
【0015】
次に、上記球状物成形用金型を用いた球状物の成形方法について、図3及び図4を参照しながら説明する。
図3は、図1に示した本発明の球状物成形用金型1を用いて球状物を成形する場合の一例を示す説明図であり、図3(a)は、本発明の球状物成形用金型1を型締めした状態の断面図である。上記金型1を用いて球状物を成形するには、例えば、まず、図3(a)に示すように、上記金型上型2、中型3及び下型4の各金型部分を合わせて閉じた状態において、球状物の形状に相応する該金型1のキャビティー5内に成形材料を供給して硬化又は固化させる。成形材料は特に限定されるものではなく、各種ゴム、樹脂、金属等の中から任意に選択して使用することができる。また、成形材料の供給方法も特に限定されず、例えば、本発明の球状物成形用金型を密閉型金型として使用する場合は、金型部分の接合面に成形材料を供給するための供給路であるゲート(溝部)を設け、このゲートを通じて供給することができる。本発明の球状物成形用金型は、射出成形、トランスファー成形、圧縮成形等に広く適用することができる。金属を原料とする球状物の成形には、金属粉末をプレス、焼結して成形する粉末冶金も含まれる。また、金型取数(キャビティー数)を多くすることで、1成形作業当たりの製品生産数を上げることができる。
【0016】
本発明において球状物とは、球体及びそれに近い形状を有する物の総称であり、球状物の表面にはゴルフボールのディンプルのような凹凸を有していてもよく、また、完全な中実体のほか、内部に空間を有する中空体等も含む。球状物の寸法も特に問わない。したがって、本発明の球状物成形用金型は、略球状である物の成形に対し、幅広く適用することができる。特に従来の金型では離型が困難であった高硬度の球状物、具体的には、JIS D硬度100以下のゴム又は樹脂、ロックウェルC硬度70°以下の金属で形成された球状物、例えば、車両衝突時の衝撃に対してベルトを巻き込んで乗員をシートに拘束させる機構であるプリテンショナーにおいて、ベルト巻取り軸に回転を伝える回転部材(リングギア)に衝突して回転駆動力を付与するボールを成形するのに好適である。このボールは、通常、「KE−981U(商品名 信越化学工業株式会社製 JIS A硬度84)」等からなる材料を用いて成形される。
【0017】
中型を1つ有する球状物成形用金型、すなわち、球状物の略二等分線の位置で分割される中型を1つ有する球状物成形用金型を用いた場合は、球状物を硬化又は固化させた後、前記金型の上型、下型を取り外して、球状物の略二等分線の位置で分割される前記中型内に球状物を残した状態とする。金型部分の取り外しについては、適当な装置により昇降自在にしておくことが好ましい。
図3に示した例でいえば、図3(a)に示された上型2及び下型4をそれぞれ矢印方向に移動させて取り外し、球状物の略二等分線の位置で分割される中型3内に球状物6を残した状態とする。図3(b)は、この状態を示す断面図である。上記の型開きにおいて、球状物6を確実に中型3内に残すために、球状物6との接触面積が大きい上型2の型面に離型剤を塗布しておくことが望ましい。
【0018】
次いで、球状物の略二等分線の位置で分割される1つの中型内に残った球状物を該中型の広い方の開口端から離型させる。図3に示した例でいえば、図3(b)に示すように、球状物の略二等分線の位置で分割される中型3内の球状物6に対して矢印方向に力を加えて該中型3から球状物6を離型させる。中型3を反転させ、図3(b)に示した矢印方向とは反対方向に力を加えて離型させてもよいことは勿論である。これにより成形された球状物6が得られる。中型3には、対向する広狭2つの開口端が存在するが、それらのうち、広い方の開口端は、該中型3と接している球状物部分を水平方向に切断したときにできる断面積よりも大きいため、中型3の広い方の開口端から球状物6を容易に離型させることができる。離型の方法は限定されるものではなく、ノックアウトピンのような突出し機構、圧縮空気の吹き付け等、任意の方法を選択することができる。
【0019】
図4は、図2に示した本発明の球状物成形用金型を用いて球状物を成形する場合の一例を示す説明図であり、図4(a)は、本発明の球状物成形用金型11を型締めした状態の断面図である。この例では、まず、図4の(a)に示すように、上型12、中上型13a、中下型13b及び下型14の各金型部分を合わせて閉じた状態において、球状物の形状に相応するキャビティー15内に成形材料を供給して硬化又は固化させる。成形材料等については前記のとおりである。
【0020】
中型を2つ以上有する球状物成形用金型を用いた場合は、球状物を硬化又は固化させた後、前記したように、前記金型の上型、下型を取り外し、さらに、球状物の略二等分線の位置で分割される1つの中型を残して、それ以外の中型を取り外して、球状物の略二等分線の位置で分割される1つの前記中型内に球状物を残した状態とする。
図4に示した例でいえば、まず、図4(a)に示された上型12及び下型14をそれぞれ矢印方向に移動させて取り外し、図4(b)に示すように、球状物の略二等分線の位置で分割される中上型13a、中下型13b内に球状物16を残した状態とする。図4(b)は、この状態を示す断面図である。
【0021】
次いで、図4(b)に示すように、球状物の略二等分線の位置で分割される中上型13a、中下型13bを矢印方向に移動させて分離し、中下型13b内に球状物16を残す。図4(c)は、この状態を示す断面図である。この例に示すように、球状物の略二等分線の位置で分割される中型が2つある場合は、それらのうち、常にいずれか一方の中型に残るようにすることが作業性等の点で好ましい。例えば、図2に示すように、中下型13bの厚さを中上型13aよりも大きくすると、中下型13b内における球状物との接触面積が中上型13aよりも大きくなるので、球状物16を常に中下型13bに残すことができる。
【0022】
その後、球状物の略二等分線の位置で分割される中下型13b内に残った球状物16を中下型13bの広い方の開口端から離型させる。図4に示した例でいえば、図4(c)に示すように、球状物の略二等分線の位置で分割される中下型13b内の球状物16を矢印方向に力を加えて中下型13bから球状物16を離型させる。これにより成形された球状物16が得られる。中下型13bには、対向する広狭2つの開口端が存在するが、それらのうち、広い方の開口端は、該中下型13bと接している球状物部分を水平方向に切断したときにできる断面積よりも大きいため、球状物16は中下型13bの広い方の開口端から容易に離型させることができる。なお、離型の方法が限定されるものではないことは前述したとおりである。
図2に示した球状物成形用金型のように、球状物の略二等分線の位置で分割される中型を2つ備えた球状物成形用金型を用いた場合には、上型と球状物との接触面積が小さくなるため、球状物の略二等分線の位置で分割される1つの中型内に球状物を残すために、金型に離型剤を塗布する必要がないという利点がある。
以上述べてきたように、本発明の球状物成形用金型を用いることにより、球状物の離型を容易に行うことができ、また、球状物が高硬度の製品であっても破損、変形等させることなく離型することができる。したがって、本発明の球状物成形用金型で成形された製品は、離型の際に金型によって生じる損傷部、変形部等がなく、また、製品の略二等分線の位置、及び該略二等分線がずれた位置にパーティングラインを有するため、成形品のバリ仕上げが容易であるという特徴がある。また、本発明の球状物成形用金型を多数個取り金型とすれば、同時に多数の球状物を成形することが可能となる。
【図面の簡単な説明】
【0023】
【図1】本発明の第1実施例に係る球状物成形用金型の断面図である。
【図2】本発明の第2実施例に係る球状物成形用金型の断面図である。
【図3】(a)〜(b)は、図1に示した本発明の球状物成形用金型を用いて球状物を成形する場合の説明図である。
【図4】(a)〜(c)は、図2に示した本発明の球状物成形用金型を用いて球状物を成形する場合の説明図である
【図5】従来例の断面図である。
【図6】従来例の断面図である。
【符号の説明】
【0024】
1、11、21、31 球状物成形用金型
2、12、22、32 上型
3 中型
4、14、23、33 下型
5、15 キャビティー
6、16 球状物
13a 中上型
13b 中下型
22a 左上型
22b 右上型
23a 左下型
23b 右下型
34 大円線
36 パーティングライン
【特許請求の範囲】
【請求項1】
上型と、該上型に対向して配置される下型と、該上型と該下型との間に挟持される1又は2以上の中型とを備えた球状物成形用金型であって、
前記上型、中型及び下型は、それぞれ略水平方向に沿って分割可能であり、また、前記上型、中型及び下型を型合わせすることにより球状物に相応するキャビティーを形成し、
前記中型のうち、少なくとも1つは前記球状物の略二等分線の位置で分割されることを特徴とする球状物成形用金型。
【請求項2】
球状物が、JIS D硬度100以下のゴム又は樹脂、ロックウェルC硬度70°以下の金属で形成された球状物である請求項1記載の球状物成形用金型。
【請求項3】
キャビティーを形成する上型、中型及び下型の型表面が粗面である請求項1又は2記載の球状物成形用金型。
【請求項4】
中型を1つ有する請求項1に記載の球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型及び下型を取り外して、前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法。
【請求項5】
中型を2つ以上有する請求項1に記載の球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型、下型を取り外し、さらに、球状物の略二等分線の位置で分割される1つの中型を残して、それ以外の中型を取り外して、球状物の略二等分線の位置で分割される1つの前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法。
【請求項6】
請求項1記載の球状物成形用金型で成形された球状物。
【請求項1】
上型と、該上型に対向して配置される下型と、該上型と該下型との間に挟持される1又は2以上の中型とを備えた球状物成形用金型であって、
前記上型、中型及び下型は、それぞれ略水平方向に沿って分割可能であり、また、前記上型、中型及び下型を型合わせすることにより球状物に相応するキャビティーを形成し、
前記中型のうち、少なくとも1つは前記球状物の略二等分線の位置で分割されることを特徴とする球状物成形用金型。
【請求項2】
球状物が、JIS D硬度100以下のゴム又は樹脂、ロックウェルC硬度70°以下の金属で形成された球状物である請求項1記載の球状物成形用金型。
【請求項3】
キャビティーを形成する上型、中型及び下型の型表面が粗面である請求項1又は2記載の球状物成形用金型。
【請求項4】
中型を1つ有する請求項1に記載の球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型及び下型を取り外して、前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法。
【請求項5】
中型を2つ以上有する請求項1に記載の球状物成形用金型のキャビティー内に球状物の成形材料を充填して硬化又は固化させた後、前記金型の上型、下型を取り外し、さらに、球状物の略二等分線の位置で分割される1つの中型を残して、それ以外の中型を取り外して、球状物の略二等分線の位置で分割される1つの前記中型内に硬化又は固化させた球状物を残し、次いで、該球状物を離型させることを特徴とする球状物の成形方法。
【請求項6】
請求項1記載の球状物成形用金型で成形された球状物。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−279679(P2008−279679A)
【公開日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願番号】特願2007−126440(P2007−126440)
【出願日】平成19年5月11日(2007.5.11)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願日】平成19年5月11日(2007.5.11)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]