
球状黒鉛鋳鉄の製造方法、および、球状黒鉛鋳鉄を用いた車両用部品
【課題】希土類元素を含有しない球状化剤を使用しても、薄肉部におけるチル化を抑制でき、車両用部品として高い特性を備えた球状黒鉛鋳鉄を提供する。
【解決手段】取鍋で、溶湯に、希土類元素を含有しないFe−Si−Mg系合金の球状化剤を用いた球状化処理、Fe−Si系接種剤を用いた接種処理を行い、その後、この溶湯を鋳型に鋳込む前に、質量比で、Si:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有するFe−Si系接種剤を、前記溶湯に対する投入量を、質量比で0.20〜0.40%として注湯流接種処理を行い、最終組成が、質量比で、C:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物である、球状黒鉛鋳鉄を得る。
【解決手段】取鍋で、溶湯に、希土類元素を含有しないFe−Si−Mg系合金の球状化剤を用いた球状化処理、Fe−Si系接種剤を用いた接種処理を行い、その後、この溶湯を鋳型に鋳込む前に、質量比で、Si:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有するFe−Si系接種剤を、前記溶湯に対する投入量を、質量比で0.20〜0.40%として注湯流接種処理を行い、最終組成が、質量比で、C:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物である、球状黒鉛鋳鉄を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、球状黒鉛鋳鉄を用い、かつ、薄肉部を有する車両用部品、および、このような薄肉部を有する製品に適用される球状黒鉛鋳鉄の製造方法に関する。
【背景技術】
【0002】
球状黒鉛鋳鉄は、優れた引張強度と延性を有することから、近年、自動車をはじめとする車両用部品や機械部品などに広く用いられている。特に、自動車などの車両用の保安部品として重要なブレーキキャリパでは、その品質を確保するために、この球状黒鉛鋳鉄が用いられている。これらの製品では軽量化の要請があるため、球状黒鉛鋳鉄にも薄肉化が要望されている。球状黒鉛鋳鉄は、薄肉部を有する鋳物に適用した場合、その薄肉部における冷却速度が速くなることに起因して、チル相(異常組織)が発生する。このチル相は、非常に硬い組織であるため、特にチル化傾向が増大した表層が硬化した場合に、被削性(機械加工性)が低下し、機械加工が困難になるという問題がある。
【0003】
このため、球状黒鉛鋳鉄を用いて薄肉部を有する製品を製造する場合、チル化を抑制するために、通常、鋳鉄溶湯に対して、球状化処理および複数回の接種処理が行われている。特に、自動車部品に用いられる球状黒鉛鋳鉄は、高いレベルで強度と延性のバランスを保ちつつ、チル組織の抑制が求められる場合が多いため、薄肉球状黒鉛鋳鉄の製造にあたっては、さまざまな対策がとられている。
【0004】
たとえば、球状化および黒鉛化をより確実に行わせるために、球状化剤として希土類元素(レアアース)を含有させたものが使用されている。特許文献1〜3には、レアアースを所定量(0.5〜9質量%程度の範囲)含有させた球状化剤およびこれを用いて製造した球状黒鉛鋳鉄が開示されている。レアアースは、脱酸脱硫作用や球状化阻害元素の抑制作用を通じて、黒鉛球状化を促進させる効果のほか、黒鉛の核生成効果などを通じて、黒鉛化促進、チル化防止、チャンキー黒鉛発生抑制およびフェーディングの抑制などの働きがあるため、球状黒鉛鋳鉄にとって非常に有益な元素となっている。特に、自動車部品に用いられる薄肉球状黒鉛鋳鉄の製造において、薄肉部のチル化を防止するためには、このレアアースを含有する球状化剤の使用が必須とされている。
【0005】
しかしながら、レアアースは、地球上の限られた地域に偏在する資源であり、国際的に特定国の生産シェアが非常に高く、日本も需要の9割をその国からの輸入に依存している。近年、鋳物分野だけでなく、電子機器、磁石部品、ガラス機器、触媒分野などの各分野でも必要不可欠な資源となっており、その価格が高騰している。今後も、生産国の都合により価格や生産量が大幅に変動することが考えられ、価格、供給ともに非常に不安定な状態となる可能性が高いといえる。したがって、ブレーキキャリパを含む、球状黒鉛鋳鉄を用いた車両用部品の生産量や品質を確保するために、レアアースの削減あるいはレアアースを含有しない球状化剤を用いた球状黒鉛鋳鉄の製造方法を確立することが、危急の課題となっている。
【0006】
レアアースを含有しない球状化剤は、従来から存在している。たとえば、特許文献4には、大物厚肉球状黒鉛鋳鉄の製造に際して、チャンキー黒鉛の晶出を防止する観点から、レアアースを全く含有しないMg系の球状化剤を用いた球状化処理が開示されている。しかしながら、この技術は、あくまでも肉厚が80mm以上の厚肉製品を対象としたものであり、車両用ブレーキキャリパなどの薄肉製品を製造する場合に問題となる薄肉部のチル化については何ら考慮されていない。そして、上述の通り、このような薄肉部におけるチル化を抑制するためには、レアアースを含有する球状化剤の使用が必須とされているのが実情である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−237528号公報
【特許文献2】特開2000−303113号公報
【特許文献3】特開2007−182620号公報
【特許文献4】特開平9−125125号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、以上のような実情に鑑みてなされたもので、レアアースを含有しない球状化剤を使用しても、薄肉部におけるチル化を抑制できるとともに、車両用ブレーキキャリパなどの高い品質が要求される車両用部品に好適に適用できる、引張強度、延性バランス、剛性、球状化率、被削性などの特性を高いレベルで備える球状黒鉛鋳鉄を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、実質的に希土類元素を含有しない球状黒鉛鋳鉄の製造方法に関する。特に、本発明では、取鍋にて、溶湯に対して、希土類元素を含有しないFe−Si−Mg系もしくはFe−Si−Mg−Ca系合金の球状化剤を用いて球状化処理を行うとともに、Fe−Si系接種剤を用いて接種処理を行い、その後、前記溶湯を鋳型に鋳込む前に、Fe−Si系接種剤を用いて注湯流接種処理を行い、得られる球状黒鉛鋳鉄の最終組成を、質量比で、C:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物とすることを特徴とする。
【0010】
前記注湯流接種に用いられるFe―Si系接種剤として、その組成が、質量比で、Si:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有しているものを用い、前記注湯流接種処理時の前記溶湯に対するこのFe−Si系接種剤の投入量を、質量比で0.20〜0.40%とすることが必要である。
【0011】
前記溶湯の組成は、質量比で、C:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、残部がFeおよび不可避不純物からなることが好ましい。
【0012】
本発明の球状黒鉛鋳鉄の製造方法により、引張強度が450MPa以上、伸びが12%以上、黒鉛球状化率が80%以上、製品肉厚が6mm以下の薄肉部のチル面積率が1%以下である、車両用部品を提供することができる。
【発明の効果】
【0013】
本発明の球状黒鉛鋳鉄は、レアアースを含有しない球状化剤を使用しており、安価で安定供給が可能であるばかりでなく、経済性、強度・延性バランス、剛性、被削性および鋳造性ともに従来の球状黒鉛鋳鉄と同等以上の特性を有している。したがって、小型の車両用部品、特に、薄肉で重要な保安部品であるブレーキのキャリパの製造に好適に使用することができる。また、本発明は、その他の車両用部品や一般産業用途の機械部品など、安定供給が常に求められる薄肉球状黒鉛鋳鉄を用いた製品に対して、広く適用することが可能であり、その工業的意義はきわめて大きい。
【図面の簡単な説明】
【0014】
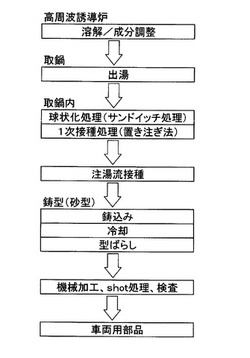
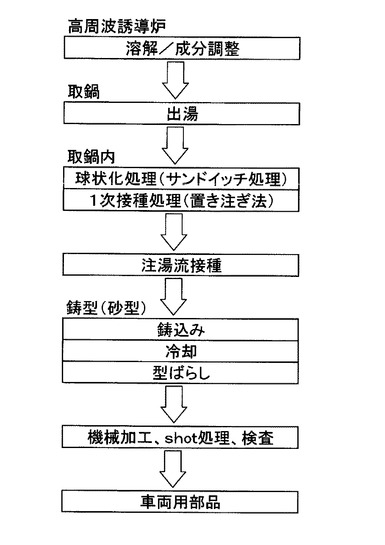
【図1】図1は、原材料の溶解から車両用部品を完成するまでの工程を表した概略フロー図である。
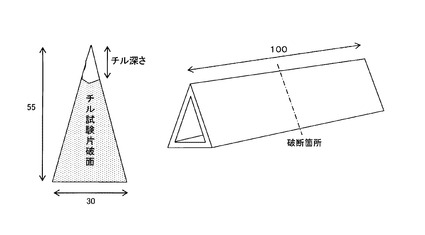
【図2】図2は、本発明の予備試験で使用した楔型チル試験片のモールドおよび破面の概略斜視図である。
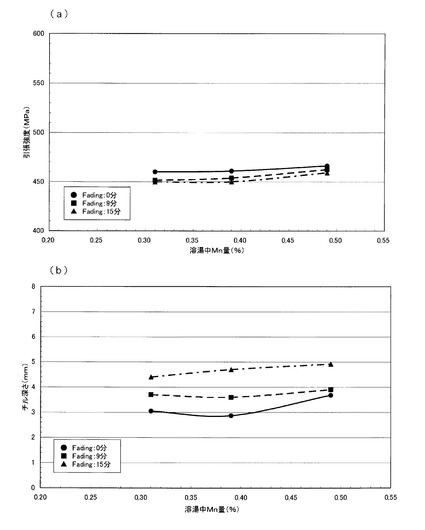
【図3】図3は、溶湯に対するMnの添加量と、(a)引張強度および(b)チル深さの関係を、それぞれ示す図である。
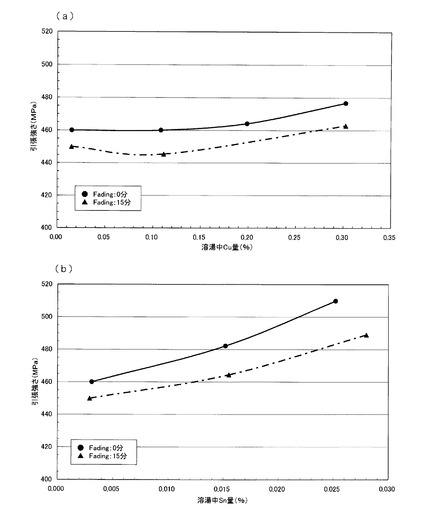
【図4】図4は、溶湯に対する(a)Cuと、(b)Snの添加量と、引張強さの関係を、それぞれ示す図である。
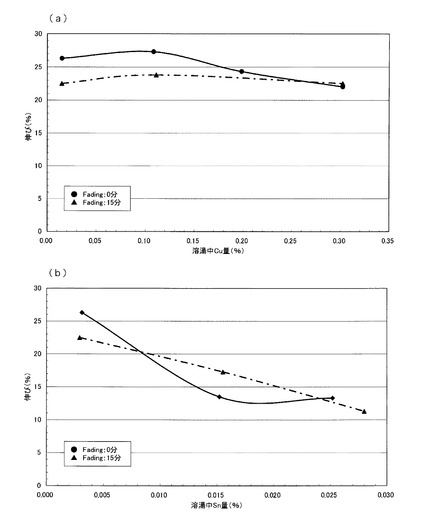
【図5】図5は、溶湯に対する(a)Cuと、(b)Snの添加量と、伸びの関係を、それぞれ示す図である。
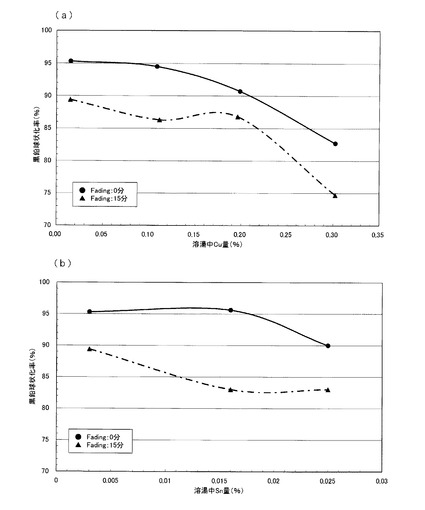
【図6】図6は、溶湯に対する(a)Cuと、(b)Snの添加量と、黒鉛球状化率の関係を、それぞれ示す図である。
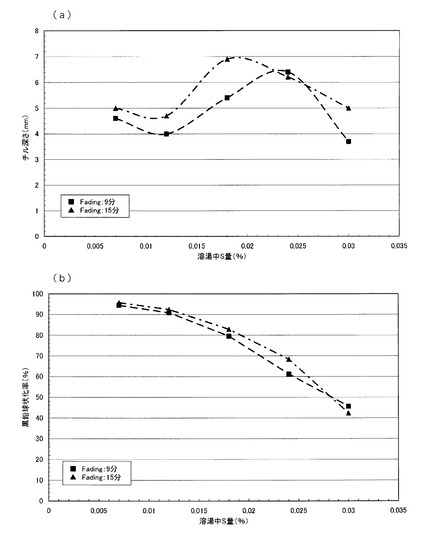
【図7】図7は、溶湯に対するSの添加量と、(a)チル深さおよび(b)黒鉛球状化率の関係を、それぞれ示す図である。
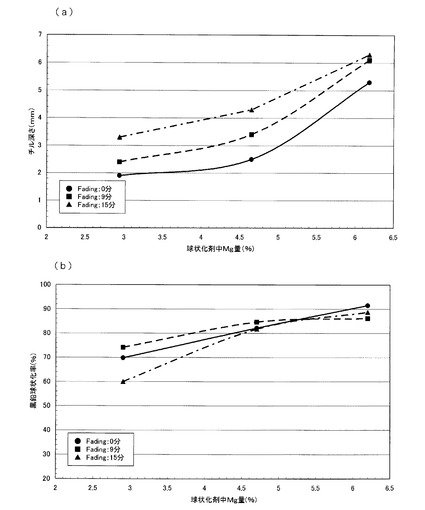
【図8】図8は、球状化剤中のMgの含有量と、(a)チル深さおよび(b)黒鉛球状化率の関係を、それぞれ示す図である。
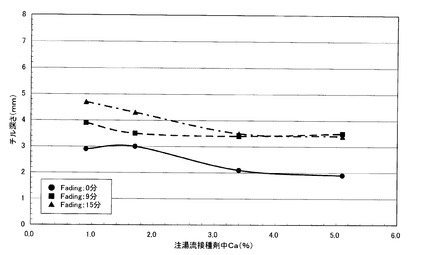
【図9】図9は、注湯流接種剤中のCa含有量と、チル深さの関係を示す図である。
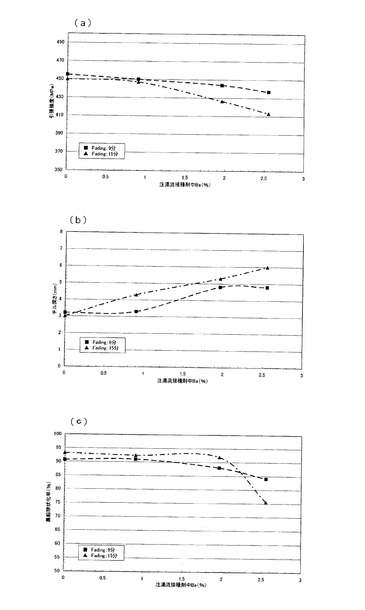
【図10】図10は、フェーディング時間を9分および15分とした場合における、注湯流接種剤中のBaの含有量と、(a)引張強度、(b)チル深さおよび(c)黒鉛球状化率との関係を、それぞれ示す図である。
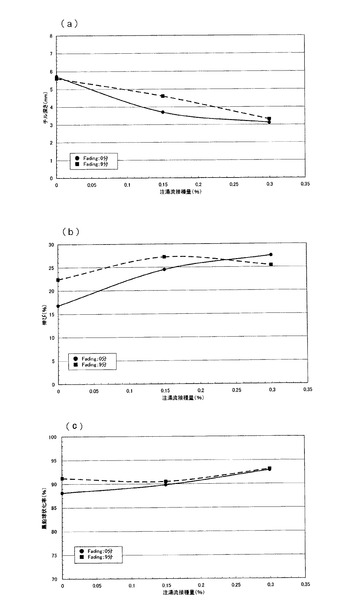
【図11】図11は、注湯流接種剤の投入量と、(a)チル深さ、(b)伸びおよび(c)黒鉛球状化率の関係を、それぞれ示す図である。
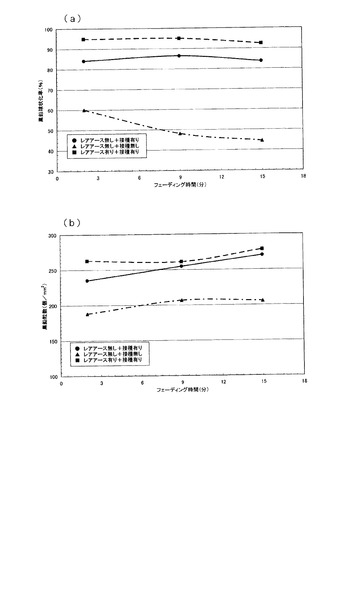
【図12】図12は、球状化剤中のレアアースの含有の有無および接種処理の有無について条件を変更した場合における、フェーディング時間と、(a)黒鉛球状化率および(b)黒鉛粒数との関係を、それぞれ示す図である。
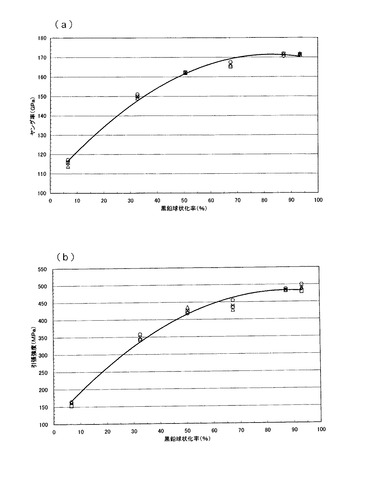
【図13】図13は、黒鉛球状化率と、(a)引張強度および(b)ヤング率との関係を、それぞれ示す図である。
【発明を実施するための形態】
【0015】
薄肉部を有する球状黒鉛鋳鉄を得るための球状化剤から、レアアースを削減または削除した場合に、製品の特性上の問題点として、
(1)チル相(異常組織)の発生およびチル化傾向の増大による被削性(機械加工性)の低下、
(2)黒鉛球状化率(以下、球状化率という)の低下およびそれに伴う強度、延性、剛性の低下、
(3)フェーディングによるチル化傾向の増大、
(4)引け巣、内部欠陥の増加、
が挙げられる。ここで、チル相とは、球状黒鉛鋳鉄などで溶湯の凝固過程で急冷されて生成する組織である。この組織は、炭素が黒鉛ではなく、セメンタイト(Fe3C)の形で晶出したものであり、破面が白色を呈する。また、フェーディングとは、球状化処理や接種処理のために添加した元素が、時間経過に伴って酸化または他の元素と反応し消費されるため、減少してしまい、時間経過につれて球状化や接種が進まなくなる現象である。これらの問題が生じた場合、薄肉部を有する球状黒鉛鋳鉄製の部品の特性に大きな影響を及ぼし、特に、引張強度、延性、剛性率の低下、内部欠陥の増大などが生じることとなる。
【0016】
一方、上記(1)〜(4)の問題を防止する手段として、従来から、溶湯成分や添加剤(球状化、接種)の化学成分やその添加量、添加方法、鋳造鋳型の方案、鋳造後の熱処理方法などについて、数多くの提案がなされている。しかしながら、これらの対策のほとんどはコストアップにつながるもので、レアアースを削減する経済的なメリットを生かすことができない。
【0017】
本発明者は、鋭意研究を重ねた結果、上記(1)〜(4)の問題を解決するためには、溶湯成分、球状化剤および接種剤の成分や添加量を的確に制御することが必要と考え、小型鋳造設備を使用し、これらの因子の影響を詳細かつ系統的に検討した。以下、その検討の詳細を具体的に示す。
【0018】
まず、小型の高周波誘導炉を用いて、量産ラインと同じ鉄くずを溶解し、標準的なFCD450(JISG5502)相当の溶湯を調整し、主要元素であるMnの含有量、添加元素のCu、Snの添加量、および不純物のSの含有量をそれぞれ変化させて、その影響を調査した。また、実機ラインの条件に合わせて、取鍋でのサンドイッチ法による黒鉛球状化処理を実施し、球状化剤の投入量のほか、球状化剤中のMg、Ca、Baの量を変化させた。その際、取鍋内で市販のFe−Si系接種剤による1次接種処理も同時に行った。取鍋の底のポケットに配置した球状化剤と接種剤の上部には、実機と同様に、Fe−Si系のカバー剤を置き完全に被覆した。さらに、鋳型(シェルモールド)への鋳込み直前に、溶湯中に接種剤を投入する注湯流接種(湯流れ接種)を手動で行い、接種剤の投入量や接種剤中のSi、Ca、Baなどの含有量の影響を検討した。なお、基本的工程は、図1に示すフロー図に沿って行われることとなる。鋳型としては、楔型チル試験片とノックオフ(Kb)型試験片(25mmφ)を使用した。また、量産時のフェーディング効果を評価するため、球状化処理から鋳込みまでの時間を最大15分間まで変化させた試験片を作製し、各特性を測定した。
【0019】
チル試験片は、常温で楔型試験片を破断し、デジタルスコープで破面先端からチル相の存在する深さ(チル深さ)を測定した(図2参照)。チル深さが小さいほど、チル化傾向が抑制されていることになる。また、球状化率や黒鉛粒数などは、ノックオフ(Kb)型試験片の丸棒端部(25mmφ)を切断し、光学顕微鏡で中央部を観察して測定した。引張特性は、25mmφの丸棒からJIS4号試験片を各2本採取して測定した。
【0020】
この予備試験の結果、溶湯に対するCu、Sn、Sの添加量と、球状化剤中のMgの含有量、および、注湯流接種剤中のCa、Baの含有量とその投入量を的確に制御することにより、レアアースを含有しない球状化剤を用いた場合であっても、薄肉の球状黒鉛鋳鉄の鋳放し材におけるチル相の発生、球状化率の低下、フェーディングによるチル化傾向の増大などの課題を、すべて解決できるとの知見が得られた。以下、図を参照しながら、予備試験の結果について詳述する。
【0021】
[溶湯に対するMn、Cu、Sn、Sの影響]
図3に、レアアースを含有しない球状化剤を用いた場合における、溶湯に対するMnの添加量と、球状黒鉛鋳鉄の(a)引張強度および(b)チル深さとの関係を示す。Mnは、パ−ライト化促進元素で、強度への影響は重要であるといわれているが、本予備試験の範囲内では、チル化および引張強度への影響は、あまり見られなかった。
【0022】
図4および5に、レアアースを含有しない球状化剤を用いた場合における、溶湯に対するCuおよびSnの添加量と球状黒鉛鋳鉄の機械的特性(引張強度、伸び)との関係を示す。一般にCu、Snともに、添加量が増加するに伴い、引張強度向上の効果が認められており、本予備試験でも両者とも強度向上効果が認められた(図4(a)、(b)参照)。特に、Snは添加量の増加に伴い、引張強さの向上が著しく向上した。一方、伸びについては、Cu、Snのいずれの場合も、添加量の増加に伴い低下する傾向があり、その低下量はCuの方が少ないことが確認された(図5(a)、(b)参照)。また、Cu、Snは、いずれも黒鉛球状化阻害元素であり、図6に示すように、Cu、Snの添加量の増大に伴い、球状化率は低下することが確認された。以上の予備試験により、CuおよびSnの添加量に関しては、引張強度の向上に限らず、伸び、球状化率、チル化傾向などの特性に及ぼす影響を総合的に考慮して、添加量を設定する必要があることが判った。
【0023】
図7は、溶湯に対するSの添加量と、チル深さおよび球状化率の関係を示す。Sは、一般にMgやCaと硫化物を作って、これらの元素を消耗させるため、球状化率や接種効果を低減させる不純物と考えられている。このため、現在では、電炉の適用やスクラップの選択によりSの添加量を低く抑える処置がとられているが、Sの添加量が低すぎると、接種や球状化効果が抑制されてしまうとの実験結果もある。すなわち、黒鉛の球状化を阻害せずにチル発生を抑制させるためには、Sの添加量を最適な範囲に規制する必要がある。このような観点から、レアアースを含有しない球状化剤を用いた場合の最適なSの添加量について予備試験を行った結果、チル深さを最小にするためには、Sの添加量を、質量比で0.012%前後とすることが好ましいことが判った(図7(a)参照)。
【0024】
なお、CuおよびSnの成分調整は、溶解炉内における添加、取鍋内での添加、さらには、注湯流接種と同時の添加のいずれでもよい。
【0025】
[球状化剤中のMg含有量の影響]
図8に、球状化剤中のMgの含有量と、チル深さおよび球状化率の関係を示す。図8(b)より、球状化元素であるMgは、球状化率の向上に顕著な効果があることが確認されるが、同時に、図8(a)より、チル化傾向を増大する元素でもあることが確認される。このため、Mg含有量の適正範囲は、各特性に及ぼす影響を総合的に判断して決める必要がある。
【0026】
[注湯流接種剤中のCa、Ba含有量の影響]
図9を参照すると、注湯流接種剤中のCaの含有量は、3%までの範囲では緩やかにチル化抑制効果が得られることが確認されるが、それ以上では顕著な効果が見られなかった。また、この範囲では、伸びや球状化率への影響は、ほとんど確認されなかった。一方、Caの含有量が5%を超えると、溶湯との吸熱反応による溶け込み不良の発生やスラグの増加による不良率の増加などの問題が生じるため、適正範囲を決める際には十分な検討が必要である。
【0027】
図10に、フェーディング時間を9分および15分とした場合における、注湯流接種剤中のBaの含有量と、(a)引張強度、(b)チル深さおよび(c)球状化率との関係を示す。一般にBaは、溶湯中でその酸化物や硫化物が黒鉛核となるため、黒鉛の微細化に効果があるとされ、補助成分として接種剤に添加される場合が多い。しかしながら、本予備試験では、図10に示されるように、引張強度、チル化傾向、球状化率およびフェーディング時間の短縮化のいずれについても、Ba添加量が増加するにしたがって劣化する傾向が認められ、Ba添加の有効性は確認できなかった。
【0028】
[注湯流接種剤の投入量]
図11に、本発明の範囲にある注湯流接種剤の投入量と、(a)チル深さ、(b)伸びおよび(c)球状化率の関係を示す。これらの図を参照することにより、注湯流接種剤の投入量の増加に伴い、チル化傾向が抑制され、チル深さが減少すること、伸びや球状化率が向上することが確認される。
【0029】
[フェーディング時間]
図12に、球状化剤中のレアアースの含有の有無および注湯流接種処理の有無について条件を変更した場合における、フェーディング時間と、(a)球状化率および(b)黒鉛粒数との関係について示す。これらの図より、レアアースを含有しない場合であっても、注湯流接種処理を行うことにより、フェーディングが抑制されていることが確認された。
【0030】
上述した各予備試験のほかに、溶解炉から出湯後、取鍋で行う1次接種処理の影響についても検討した結果、通常のFe−Si系接種剤を使用し、標準的な投入量で処理した場合には、その他の工程条件、たとえば、溶湯条件や球状化条件が一定であれば、チル化傾向、球状化率、フェーディング時間などへの影響は非常に少なくなることが確認された。
【0031】
なお、一般に球状黒鉛鋳鉄においては、引張強度や剛性(ヤング率)と、球状化率は相関があり、今回の予備試験においても球状化率を変化させた試料を作成し、その影響を確認した。この結果は、図13に示されるように球状化率の低下に伴い、(a)引張強度および(b)ヤング率は、一様に低下する傾向を示した。したがって、車両用部品のように剛性や引張強度の確保が重要な部品では、球状化率を高レベルに保持する必要があることが理解される。
【0032】
次に、本発明者は、量産ラインと同様の装置を使用して、自動車用ブレーキキャリパを製造し、予備試験の結果を考慮した製造条件で実製品による確認試験を実施した。その結果、レアアースを含有しない球状化剤を使用した場合でも、溶解成分、球状化剤および接種剤の成分量や投入量を同時にかつ的確に制御すれば、鋳放し状態、または、多少の機械加工を施した状態で、強度延性バランス、剛性、被削性および鋳造性に優れた車両用部品が製造できるとの知見を得て、本発明に至った。
【0033】
以下、本発明の球状黒鉛鋳鉄およびこれを用いた車両用部品の製造における具体的な実施形態について説明する。
【0034】
本発明で使用する溶解原料としては、熱延鋼板系または冷間圧延系のスクラップや銑鉄、社内のリターン材などを使用することができるが、O、S、Pなどの不純物量が低い材料を使用することが好ましい。ただし、これらの不純物量が多い場合であっても、脱硫処理やフラックス処理をすることにより、不純物量を低減すれば、問題なく使用することができる。溶解炉としては、特に限定されるものではないが、電気炉、特に高周波誘導炉を使用することが好ましい。原料を溶解した後、C、Si、Mn、S、Cu、Snを適宜添加し、溶湯成分の調整を行う。出湯前の溶解炉、球状化処理の後の取鍋からのノロ取りは、溶湯表面に浮上してきた介在物などのスラグを除去する上で重要であり、確実に実行することが望ましい。
【0035】
溶湯の組成は、後述する最終組成への調整を容易に行う観点から、質量比でC:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、残部がFeおよび不可避不純物からなるようにすることが好ましい。なお、溶解時および成分調整時の溶湯温度は1480〜1580℃とすることが好ましい。
【0036】
その後、溶解炉を傾斜させ、取鍋により溶湯を注湯するが、この際、球状化剤、接種剤およびカバー剤を添加し、球状化処理および1次接種処理を行う。
【0037】
球状化処理の方法としては、サンドイッチ法、その他の公知の手段を用いることができるが、球状化剤中のMg濃度やMgの歩留まりのほか、特別な設備を必要とせず、安定して黒鉛球状化が可能であることから、通常はサンドイッチ法が採用される。
【0038】
球状化剤としては、レアアースを含有しないFe−Si−Mg系、Fe−Si−Mg−Ca系などのMg系の球状化剤を用いることができる。なお、球状化剤の粒径は、解け残りと溶湯との均一混合の観点から、0.05〜5mm程度とすることが好ましい。また、球状化剤の組成や使用量は、最終組成に対する溶湯の組成を考慮して、適宜決定される。
【0039】
なお、サンドイッチ法では、溶湯が取鍋の規定位置に達するまでの反応を抑制する観点から、球状化剤および接種剤の上に、カバー剤を入れて直接溶湯と接触しないようにする。カバー剤としては、Fe−Si系が用いられる。
【0040】
取鍋での1次接種処理に用いられる接種剤としては、Fe−Si系またはCa―Si系の接種剤を用いることができるが、通常は、Si:45〜75%のFe−Si系のものが使用される。なお、接種剤の粒径は、解け残りと溶湯との均一混合の観点から、0.05〜5mm程度とすることが好ましい。
【0041】
1次接種処理に用いられる接種剤は、取鍋の底のポケットに球状化剤ともに配置される。球状化処理と接種処理は同時に行う必要はなく、球状化処理後に上記接種剤を単独で取鍋に投入するようにしてもよい。ただし、鋳型に鋳込む直前に行う注湯流接種の接種効果を十分に発揮させるために、1次接種処理は球状化処理のすぐ後に速やかに実施することが好ましい。
【0042】
本発明では、その後、上記の球状化処理が終了した溶湯を鋳型に鋳込む前に、注湯流接種を行う。注湯流接種剤としては、Fe―Si系接種剤を使用する。具体的には、各成分が質量比でSi:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有するものを用いることが必要である。
【0043】
Siは、接種剤の主要元素であり、その含有量は、フェロシリコン系原料を使用する場合の標準量である45〜75%程度とする。45%未満ではノロやスラグの発生が多くなり、75%を超えると溶解性が悪くなるという問題が生じる。
【0044】
Caは、前述したように、マトリックスの黒鉛化促進、黒鉛の球状化促進によりチル化抑制や球状化率向上の効果がある。Caの含有量は、1〜3%とする必要があり、1.2〜2.2%とすることが好ましい。1%未満では、接種効果が発揮できずに黒鉛の微細化や球状化が進まず、3%を超えると、硬質なCaOが増加し、スラグの発生や被削性劣化を招く。
【0045】
Baは、前述の予備実験の結果から、添加量が増えるに従い、各特性は劣化するため、添加量は極力低く抑えることが必要であり、15ppm以下とする。
【0046】
また、注湯流接種剤の溶湯に対する投入量は、チル化傾向を抑制し、球状化率および伸びを向上させる観点から、質量比で0.2〜0.4%であることが必要であり、0.25〜0.3%であることが好ましい。投入量が0.4%を超えると、解け残りの増大やスラグの増大を招き、0.2%未満では接種による十分な効果が得られず、所望の特性向上が期待できないうえ、投入歩留りも低下する。
【0047】
注湯流接種は鋳型に鋳込む直前に行うが、自動切り出し装置などを用いて均一速度で、かつ、溶湯中に確実に均一混合できるようにすることが好ましい。なお、鋳型内に接種剤を設置する鋳型内接種法により行うことも可能であるが、その場合には、接種剤の解け残りがなく、溶湯と均一に混合するように鋳型方案などを十分に工夫する必要がある。また、所望の材料特性をすべて満足させるためには、最終の注湯流接種処理が大きな影響を及ぼすため、投入した接種剤が確実に溶湯と均一混合し、その効果を発揮する必要がある。この観点から、接種剤の粒径は、0.05〜5mmとすることが好ましい。
【0048】
このようにして、得られる球状黒鉛鋳鉄の各成分の最終組成は、実質的にレアアースを含有せず、かつ、質量比でC:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物からなることが必要である。ここで、実質的に希土類元素を含有しないとは、意図的な添加を行わないが、不可避的不純物として0.001%以下の含有は許容されるという意味である。
【0049】
Cの含有量は、3.0〜4.5%とすることが必要であり、3.2〜4.2%とすることが好ましい。3.0%未満では、球状黒鉛鋳鉄の黒鉛量が不足し、チル化傾向が増大するうえに、溶湯の流動性が悪くなる。一方、4.5%を超えると、Cが過剰となり、キャッシュ黒鉛が出やすくなるため、鋳鉄材料自体が脆くなり、所定の強度を得ることができない。
【0050】
Siの含有量は、3.0〜4.5%とすることが必要であり、3.2〜4.2%とすることが好ましい。3.0%未満では、球状黒鉛鋳鉄の溶湯の流動性が悪くなるばかりでなく、チル組織の増加し、基地組織にセメンタイトが析出しやすくなり、目的とする伸びを得ることができない。一方、4.5%を超えると、材料の均質性が悪くなるとともに、シリコフェライトが多くなり、脆化し、伸びが著しく低下する。
【0051】
Mnは、パーライト化促進元素で、強度への影響は重要である。Mnの含有量は、0.2〜0.4%とすることが必要であり、0.25〜0.35%とすることが好ましい。0.2%未満では、微視組織中のパーライト量が減少し、フェライトが増加するため所定の強度が得られない。一方、0.4%を超えると、マトリックス中にセメンタイトやパーライトなどの組織が増加し、チルが生じやすくなり被削性に悪影響を及ぼす。
【0052】
Sの含有量は、0.006〜0.020%とすることが必要であり、0.008〜0.014%とすることが好ましい。0.006%未満では、接種や球状化効果が抑制される。一方、0.020%を超えるとMgやCaと硫化物を作って、これらの元素を消耗させるため、球状化率や接種効果を低下してしまう。
【0053】
CuとSnは、前述したように、マトリックスを強化し、引張強度を向上させる目的で添加されるパーライト化元素であるが、黒鉛の球状化を阻害する元素でもある。また、Cuは、Snに比べて強度向上の効果はSnの約1/10といわれており、また、価格的にはCuが1/10程度である。したがって、強度向上、伸びの減少、球状化率の減少、チル化傾向増大に対する添加効果と経済的な観点から、Cuの含有量は、0.08〜0.30%とすることが必要であり、0.10〜0.20%とすることが好ましい。同様に、Snの含有量は0.02〜0.040%とすることが必要であり、0.025〜0.035%とすることが好ましい。
【0054】
Mgは、黒鉛を球状化させるために球状化剤に添加される元素であり、球状化処理後に残留する。Mgの含有量は、0.015〜0.050%とすることが必要であり、0.035〜0.045%とすることが好ましい。0.015%未満では、黒鉛の球状化が十分に進まないため、目的とする強度、剛性が得られない。一方、Mgは非常に酸化しやすい元素であるため、0.050%を超えると、引け巣やマトリックス中のMg酸化物が増加し、強度を低下させる傾向がある。また、前述したようにチル相が生じやすくなり、被削性を悪化させる。
【0055】
次に、本発明の製造方法により得られた球状黒鉛鋳鉄を、自動車用ブレーキ部材などの車両用部品に適用する場合について説明する。本発明の製造方法により得られた球状黒鉛鋳鉄は、製品の肉厚や大きさを問わず適用することができるが、以下の説明では、一般的な乗用車または商用車を想定し、3〜40mm程度の肉厚の自動車用ブレーキキャリパに適用する場合を例に挙げて説明する。なお、自動車用ブレーキキャリパ部品に要求される強度レベルはその用途に応じて異なるが、本発明は、特にJIS FCD400−FCD500で規定されるキャリパに好適に用いることができる。
【0056】
まず、上述した注湯接種処理後、得られた溶湯を鋳型(砂型)に鋳込む必要があるが、このときの鋳込温度は1300〜1450℃であることが好ましい。なお、フェーディング効果の影響を避けるため、球状化処理から鋳込みまでの時間を15分以下とすることが好ましく、12分以下と速やかに行うことがより好ましい。
【0057】
鋳込み後、共析変態点以下になるまで十分冷却した後、型ばらしを行う。本発明により得られた自動車用ブレーキキャリパは、湯口や押湯を除去した後、熱処理などを行わずに、鋳放しで使用することを前提としているが、この場合、寸法精度、組織および硬さなどを一定に保つ観点から、鋳込んでから型ばらしまでの時間を一定とする必要がある。
【0058】
その後、穴あけや表面切削などの簡単な機械加工を実施する必要があるが、微視組織中の異常組織、特に、チル相の存在はその時の切削性に大きく影響することなる。
【0059】
最終的に得られる本発明の球状黒鉛鋳鉄のマトリックスは、パーライトとフェライトの混合組織である。マトリックス(黒鉛部除去)に占めるパーライト率は、面積率で一般的には30〜60%である。また、その引張強度は450MPa以上、伸びは12%以上、球状化率は80%以上であり、製品肉厚を6mm以下の薄肉部とした場合であっても、チル面積率を1%以下とすることができる。
【実施例】
【0060】
以下、本発明の鋳放し薄肉球状黒鉛鋳鉄を用いて、自動車用ブレーキキャリパに製造した実施例に基づいて、さらに詳細に説明する。ただし、本発明は、以下の実施例に限定されることはない。
【0061】
本実施例の球状黒鉛鋳鉄(実施例1〜13、比較例1〜8)は、原材料として鋳鉄のリターン材と鉄くず材を使用した。このときのリターン材と鉄くず材との比率は、概ね1:1であった。この原材料を、高周波溶解炉を用いて溶解した後、添加元素としてC、Si、Mn、S、CuおよびSnを適宜追加して、FCD450相当の成分、すなわち、溶湯の組成を、質量比で、C:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%の範囲で、残部がFeおよび不可避不純物となるように、調整した。その後、出湯温度を1500℃に調整して取鍋に出湯した。
【0062】
この際、取鍋の底のポケットに、注湯する溶湯に対してFe−Si−Mg−Ca系球状化剤を載置し、その上部に注湯する溶湯に対して0.45%のFe−Si系カバー材を置き、サンドイッチ法で球状化処理を行い、その後除滓をした。処理後の溶湯を小型の取鍋に分湯する際に、置き注ぎ法で1次接種処理を行い、その後、除滓をした。1次接種剤としては、通常使用されているFe―Si系合金のものを使用した。さらに、1次接種処理後の溶湯を砂型に鋳込む直前に、Fe−Si系接種材を用い自動注入装置による注湯流接種処理を行い、球状黒鉛鋳鉄(実施例1〜13、比較例1〜8)を得た。表1に実施例1〜13、比較例1〜8の球状黒鉛鋳鉄の組成、使用した接種剤を示す。なお、表1では、不可避的不純物については省略してある。また、表2に使用した注湯流接種剤の組成および投入量を示す。注湯流接種剤1〜5は、組成および添加量のいずれもが本発明の範囲内のものであり、注湯流接種剤6は添加量が、7および8は組成が本発明の範囲外のものである。
【0063】
【表1】

【0064】
【表2】
【0065】
得られた球状黒鉛鋳鉄を、砂型に鋳込んだ後、共析変態点以下になるまで十分冷却し、型ばらしを行った。なお、いずれの実施例においても、球状化処理から鋳込みまでの時間は12分以内とした。その後ショットブラスト処理および湯口、堰、バリ取りなどの仕上げ処理を行った。
【0066】
得られた自動車用ブレーキキャリパから引張試験片(全長60mm)を採取し、これを用いて、常温にて引張試験機を行い、引張特性を評価するとともに、自由振動法により剛性(ヤング率)を評価した。また、製品各部所から試験片を採取し、球状化率およびロックウェル硬度を測定した。さらに、チル相の出やすい各薄肉部分からも試験片を採取し、表層付近の組織観察を実施し、チル相の存在の有無を確認した。その他、製品中の内部欠陥の評価のため、外観検査、断面マクロ検査、PT検査なども実施した。なお、チル相については、チル面積率が1%を超える場合に「有」と、1%未満の場合には「なし」と評価した。また、内部欠陥については、マクロ断面検査で2mm以上の欠陥が見つかった場合に「有」と、それ以外の場合には「なし」と評価した。表3にこれらの評価の結果を示す。参考として球状化剤にレアアースを含んでいる現状の製品の各特性値を表中に示した。
【0067】
【表3】
【0068】
表3に示すように、本発明の実施例1〜13は、いずれの特性も現状製品と同等かそれ以上であった。実施例3、4は溶湯中のS量が、実施例5、6はCu量が、実施例7、8はSn量が、それぞれ本発明の範囲内で変化しているが、引張強度、伸び、ヤング率(剛性)および硬度は、いずれも現状製品と同等以上の値が得られた。また、薄肉部にチル相は認められず、内部欠陥の発生もなく、自動車用ブレーキキャリパ部品として優れた特性を示していた。また、実施例2、9は、球状化剤中のMg量を変化させているが、球状化率や内部欠陥はいずれも問題なく、その他の特性も現状製品と同等以上の値が得られた。実施例10〜13は、注湯流接種剤のCa量と投入量を変化させたものであるが、引張強度、球状化率およびチル化傾向のいずれも良好であり、自動車用ブレーキキャリパ部品として問題がないことが確認された。
【0069】
一方、比較例1は、球状化剤中のMg量が多すぎたため、引張強度と伸びに問題があり、内部欠陥も見られた。比較例2は、溶湯に添加したCu量が多すぎたため、球状化率や伸びが大幅に低下した。比較例3は、溶湯中のS量が多すぎたためチル相が発生し、引張強度、伸び、球状化率のいずれも不足している。比較例4は、強度向上のために添加するCu量が少なすぎたため、引張強度が大幅に低下した。比較例5は、球状化剤中のMg量が少なすぎたため球状化率が低下し、引張強度やヤング率も低下した。比較例6は、注湯流接種剤の投入量が少なすぎたため、チル相が発生し、球状化率や伸びが不足している。比較例7は、注湯流接種剤中のCa量が多すぎたため、内部欠陥が発生し、伸びも低下した。比較例8は、注湯流接種剤中にBaを添加しており、チル化傾向が増大し、球状化率、引張強度がともに低下した。以上のように、本発明の範囲外で製造した場合には、上記各特性の少なくとも1以上に問題が生じることが確認された。
【技術分野】
【0001】
本発明は、球状黒鉛鋳鉄を用い、かつ、薄肉部を有する車両用部品、および、このような薄肉部を有する製品に適用される球状黒鉛鋳鉄の製造方法に関する。
【背景技術】
【0002】
球状黒鉛鋳鉄は、優れた引張強度と延性を有することから、近年、自動車をはじめとする車両用部品や機械部品などに広く用いられている。特に、自動車などの車両用の保安部品として重要なブレーキキャリパでは、その品質を確保するために、この球状黒鉛鋳鉄が用いられている。これらの製品では軽量化の要請があるため、球状黒鉛鋳鉄にも薄肉化が要望されている。球状黒鉛鋳鉄は、薄肉部を有する鋳物に適用した場合、その薄肉部における冷却速度が速くなることに起因して、チル相(異常組織)が発生する。このチル相は、非常に硬い組織であるため、特にチル化傾向が増大した表層が硬化した場合に、被削性(機械加工性)が低下し、機械加工が困難になるという問題がある。
【0003】
このため、球状黒鉛鋳鉄を用いて薄肉部を有する製品を製造する場合、チル化を抑制するために、通常、鋳鉄溶湯に対して、球状化処理および複数回の接種処理が行われている。特に、自動車部品に用いられる球状黒鉛鋳鉄は、高いレベルで強度と延性のバランスを保ちつつ、チル組織の抑制が求められる場合が多いため、薄肉球状黒鉛鋳鉄の製造にあたっては、さまざまな対策がとられている。
【0004】
たとえば、球状化および黒鉛化をより確実に行わせるために、球状化剤として希土類元素(レアアース)を含有させたものが使用されている。特許文献1〜3には、レアアースを所定量(0.5〜9質量%程度の範囲)含有させた球状化剤およびこれを用いて製造した球状黒鉛鋳鉄が開示されている。レアアースは、脱酸脱硫作用や球状化阻害元素の抑制作用を通じて、黒鉛球状化を促進させる効果のほか、黒鉛の核生成効果などを通じて、黒鉛化促進、チル化防止、チャンキー黒鉛発生抑制およびフェーディングの抑制などの働きがあるため、球状黒鉛鋳鉄にとって非常に有益な元素となっている。特に、自動車部品に用いられる薄肉球状黒鉛鋳鉄の製造において、薄肉部のチル化を防止するためには、このレアアースを含有する球状化剤の使用が必須とされている。
【0005】
しかしながら、レアアースは、地球上の限られた地域に偏在する資源であり、国際的に特定国の生産シェアが非常に高く、日本も需要の9割をその国からの輸入に依存している。近年、鋳物分野だけでなく、電子機器、磁石部品、ガラス機器、触媒分野などの各分野でも必要不可欠な資源となっており、その価格が高騰している。今後も、生産国の都合により価格や生産量が大幅に変動することが考えられ、価格、供給ともに非常に不安定な状態となる可能性が高いといえる。したがって、ブレーキキャリパを含む、球状黒鉛鋳鉄を用いた車両用部品の生産量や品質を確保するために、レアアースの削減あるいはレアアースを含有しない球状化剤を用いた球状黒鉛鋳鉄の製造方法を確立することが、危急の課題となっている。
【0006】
レアアースを含有しない球状化剤は、従来から存在している。たとえば、特許文献4には、大物厚肉球状黒鉛鋳鉄の製造に際して、チャンキー黒鉛の晶出を防止する観点から、レアアースを全く含有しないMg系の球状化剤を用いた球状化処理が開示されている。しかしながら、この技術は、あくまでも肉厚が80mm以上の厚肉製品を対象としたものであり、車両用ブレーキキャリパなどの薄肉製品を製造する場合に問題となる薄肉部のチル化については何ら考慮されていない。そして、上述の通り、このような薄肉部におけるチル化を抑制するためには、レアアースを含有する球状化剤の使用が必須とされているのが実情である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−237528号公報
【特許文献2】特開2000−303113号公報
【特許文献3】特開2007−182620号公報
【特許文献4】特開平9−125125号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、以上のような実情に鑑みてなされたもので、レアアースを含有しない球状化剤を使用しても、薄肉部におけるチル化を抑制できるとともに、車両用ブレーキキャリパなどの高い品質が要求される車両用部品に好適に適用できる、引張強度、延性バランス、剛性、球状化率、被削性などの特性を高いレベルで備える球状黒鉛鋳鉄を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、実質的に希土類元素を含有しない球状黒鉛鋳鉄の製造方法に関する。特に、本発明では、取鍋にて、溶湯に対して、希土類元素を含有しないFe−Si−Mg系もしくはFe−Si−Mg−Ca系合金の球状化剤を用いて球状化処理を行うとともに、Fe−Si系接種剤を用いて接種処理を行い、その後、前記溶湯を鋳型に鋳込む前に、Fe−Si系接種剤を用いて注湯流接種処理を行い、得られる球状黒鉛鋳鉄の最終組成を、質量比で、C:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物とすることを特徴とする。
【0010】
前記注湯流接種に用いられるFe―Si系接種剤として、その組成が、質量比で、Si:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有しているものを用い、前記注湯流接種処理時の前記溶湯に対するこのFe−Si系接種剤の投入量を、質量比で0.20〜0.40%とすることが必要である。
【0011】
前記溶湯の組成は、質量比で、C:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、残部がFeおよび不可避不純物からなることが好ましい。
【0012】
本発明の球状黒鉛鋳鉄の製造方法により、引張強度が450MPa以上、伸びが12%以上、黒鉛球状化率が80%以上、製品肉厚が6mm以下の薄肉部のチル面積率が1%以下である、車両用部品を提供することができる。
【発明の効果】
【0013】
本発明の球状黒鉛鋳鉄は、レアアースを含有しない球状化剤を使用しており、安価で安定供給が可能であるばかりでなく、経済性、強度・延性バランス、剛性、被削性および鋳造性ともに従来の球状黒鉛鋳鉄と同等以上の特性を有している。したがって、小型の車両用部品、特に、薄肉で重要な保安部品であるブレーキのキャリパの製造に好適に使用することができる。また、本発明は、その他の車両用部品や一般産業用途の機械部品など、安定供給が常に求められる薄肉球状黒鉛鋳鉄を用いた製品に対して、広く適用することが可能であり、その工業的意義はきわめて大きい。
【図面の簡単な説明】
【0014】
【図1】図1は、原材料の溶解から車両用部品を完成するまでの工程を表した概略フロー図である。
【図2】図2は、本発明の予備試験で使用した楔型チル試験片のモールドおよび破面の概略斜視図である。
【図3】図3は、溶湯に対するMnの添加量と、(a)引張強度および(b)チル深さの関係を、それぞれ示す図である。
【図4】図4は、溶湯に対する(a)Cuと、(b)Snの添加量と、引張強さの関係を、それぞれ示す図である。
【図5】図5は、溶湯に対する(a)Cuと、(b)Snの添加量と、伸びの関係を、それぞれ示す図である。
【図6】図6は、溶湯に対する(a)Cuと、(b)Snの添加量と、黒鉛球状化率の関係を、それぞれ示す図である。
【図7】図7は、溶湯に対するSの添加量と、(a)チル深さおよび(b)黒鉛球状化率の関係を、それぞれ示す図である。
【図8】図8は、球状化剤中のMgの含有量と、(a)チル深さおよび(b)黒鉛球状化率の関係を、それぞれ示す図である。
【図9】図9は、注湯流接種剤中のCa含有量と、チル深さの関係を示す図である。
【図10】図10は、フェーディング時間を9分および15分とした場合における、注湯流接種剤中のBaの含有量と、(a)引張強度、(b)チル深さおよび(c)黒鉛球状化率との関係を、それぞれ示す図である。
【図11】図11は、注湯流接種剤の投入量と、(a)チル深さ、(b)伸びおよび(c)黒鉛球状化率の関係を、それぞれ示す図である。
【図12】図12は、球状化剤中のレアアースの含有の有無および接種処理の有無について条件を変更した場合における、フェーディング時間と、(a)黒鉛球状化率および(b)黒鉛粒数との関係を、それぞれ示す図である。
【図13】図13は、黒鉛球状化率と、(a)引張強度および(b)ヤング率との関係を、それぞれ示す図である。
【発明を実施するための形態】
【0015】
薄肉部を有する球状黒鉛鋳鉄を得るための球状化剤から、レアアースを削減または削除した場合に、製品の特性上の問題点として、
(1)チル相(異常組織)の発生およびチル化傾向の増大による被削性(機械加工性)の低下、
(2)黒鉛球状化率(以下、球状化率という)の低下およびそれに伴う強度、延性、剛性の低下、
(3)フェーディングによるチル化傾向の増大、
(4)引け巣、内部欠陥の増加、
が挙げられる。ここで、チル相とは、球状黒鉛鋳鉄などで溶湯の凝固過程で急冷されて生成する組織である。この組織は、炭素が黒鉛ではなく、セメンタイト(Fe3C)の形で晶出したものであり、破面が白色を呈する。また、フェーディングとは、球状化処理や接種処理のために添加した元素が、時間経過に伴って酸化または他の元素と反応し消費されるため、減少してしまい、時間経過につれて球状化や接種が進まなくなる現象である。これらの問題が生じた場合、薄肉部を有する球状黒鉛鋳鉄製の部品の特性に大きな影響を及ぼし、特に、引張強度、延性、剛性率の低下、内部欠陥の増大などが生じることとなる。
【0016】
一方、上記(1)〜(4)の問題を防止する手段として、従来から、溶湯成分や添加剤(球状化、接種)の化学成分やその添加量、添加方法、鋳造鋳型の方案、鋳造後の熱処理方法などについて、数多くの提案がなされている。しかしながら、これらの対策のほとんどはコストアップにつながるもので、レアアースを削減する経済的なメリットを生かすことができない。
【0017】
本発明者は、鋭意研究を重ねた結果、上記(1)〜(4)の問題を解決するためには、溶湯成分、球状化剤および接種剤の成分や添加量を的確に制御することが必要と考え、小型鋳造設備を使用し、これらの因子の影響を詳細かつ系統的に検討した。以下、その検討の詳細を具体的に示す。
【0018】
まず、小型の高周波誘導炉を用いて、量産ラインと同じ鉄くずを溶解し、標準的なFCD450(JISG5502)相当の溶湯を調整し、主要元素であるMnの含有量、添加元素のCu、Snの添加量、および不純物のSの含有量をそれぞれ変化させて、その影響を調査した。また、実機ラインの条件に合わせて、取鍋でのサンドイッチ法による黒鉛球状化処理を実施し、球状化剤の投入量のほか、球状化剤中のMg、Ca、Baの量を変化させた。その際、取鍋内で市販のFe−Si系接種剤による1次接種処理も同時に行った。取鍋の底のポケットに配置した球状化剤と接種剤の上部には、実機と同様に、Fe−Si系のカバー剤を置き完全に被覆した。さらに、鋳型(シェルモールド)への鋳込み直前に、溶湯中に接種剤を投入する注湯流接種(湯流れ接種)を手動で行い、接種剤の投入量や接種剤中のSi、Ca、Baなどの含有量の影響を検討した。なお、基本的工程は、図1に示すフロー図に沿って行われることとなる。鋳型としては、楔型チル試験片とノックオフ(Kb)型試験片(25mmφ)を使用した。また、量産時のフェーディング効果を評価するため、球状化処理から鋳込みまでの時間を最大15分間まで変化させた試験片を作製し、各特性を測定した。
【0019】
チル試験片は、常温で楔型試験片を破断し、デジタルスコープで破面先端からチル相の存在する深さ(チル深さ)を測定した(図2参照)。チル深さが小さいほど、チル化傾向が抑制されていることになる。また、球状化率や黒鉛粒数などは、ノックオフ(Kb)型試験片の丸棒端部(25mmφ)を切断し、光学顕微鏡で中央部を観察して測定した。引張特性は、25mmφの丸棒からJIS4号試験片を各2本採取して測定した。
【0020】
この予備試験の結果、溶湯に対するCu、Sn、Sの添加量と、球状化剤中のMgの含有量、および、注湯流接種剤中のCa、Baの含有量とその投入量を的確に制御することにより、レアアースを含有しない球状化剤を用いた場合であっても、薄肉の球状黒鉛鋳鉄の鋳放し材におけるチル相の発生、球状化率の低下、フェーディングによるチル化傾向の増大などの課題を、すべて解決できるとの知見が得られた。以下、図を参照しながら、予備試験の結果について詳述する。
【0021】
[溶湯に対するMn、Cu、Sn、Sの影響]
図3に、レアアースを含有しない球状化剤を用いた場合における、溶湯に対するMnの添加量と、球状黒鉛鋳鉄の(a)引張強度および(b)チル深さとの関係を示す。Mnは、パ−ライト化促進元素で、強度への影響は重要であるといわれているが、本予備試験の範囲内では、チル化および引張強度への影響は、あまり見られなかった。
【0022】
図4および5に、レアアースを含有しない球状化剤を用いた場合における、溶湯に対するCuおよびSnの添加量と球状黒鉛鋳鉄の機械的特性(引張強度、伸び)との関係を示す。一般にCu、Snともに、添加量が増加するに伴い、引張強度向上の効果が認められており、本予備試験でも両者とも強度向上効果が認められた(図4(a)、(b)参照)。特に、Snは添加量の増加に伴い、引張強さの向上が著しく向上した。一方、伸びについては、Cu、Snのいずれの場合も、添加量の増加に伴い低下する傾向があり、その低下量はCuの方が少ないことが確認された(図5(a)、(b)参照)。また、Cu、Snは、いずれも黒鉛球状化阻害元素であり、図6に示すように、Cu、Snの添加量の増大に伴い、球状化率は低下することが確認された。以上の予備試験により、CuおよびSnの添加量に関しては、引張強度の向上に限らず、伸び、球状化率、チル化傾向などの特性に及ぼす影響を総合的に考慮して、添加量を設定する必要があることが判った。
【0023】
図7は、溶湯に対するSの添加量と、チル深さおよび球状化率の関係を示す。Sは、一般にMgやCaと硫化物を作って、これらの元素を消耗させるため、球状化率や接種効果を低減させる不純物と考えられている。このため、現在では、電炉の適用やスクラップの選択によりSの添加量を低く抑える処置がとられているが、Sの添加量が低すぎると、接種や球状化効果が抑制されてしまうとの実験結果もある。すなわち、黒鉛の球状化を阻害せずにチル発生を抑制させるためには、Sの添加量を最適な範囲に規制する必要がある。このような観点から、レアアースを含有しない球状化剤を用いた場合の最適なSの添加量について予備試験を行った結果、チル深さを最小にするためには、Sの添加量を、質量比で0.012%前後とすることが好ましいことが判った(図7(a)参照)。
【0024】
なお、CuおよびSnの成分調整は、溶解炉内における添加、取鍋内での添加、さらには、注湯流接種と同時の添加のいずれでもよい。
【0025】
[球状化剤中のMg含有量の影響]
図8に、球状化剤中のMgの含有量と、チル深さおよび球状化率の関係を示す。図8(b)より、球状化元素であるMgは、球状化率の向上に顕著な効果があることが確認されるが、同時に、図8(a)より、チル化傾向を増大する元素でもあることが確認される。このため、Mg含有量の適正範囲は、各特性に及ぼす影響を総合的に判断して決める必要がある。
【0026】
[注湯流接種剤中のCa、Ba含有量の影響]
図9を参照すると、注湯流接種剤中のCaの含有量は、3%までの範囲では緩やかにチル化抑制効果が得られることが確認されるが、それ以上では顕著な効果が見られなかった。また、この範囲では、伸びや球状化率への影響は、ほとんど確認されなかった。一方、Caの含有量が5%を超えると、溶湯との吸熱反応による溶け込み不良の発生やスラグの増加による不良率の増加などの問題が生じるため、適正範囲を決める際には十分な検討が必要である。
【0027】
図10に、フェーディング時間を9分および15分とした場合における、注湯流接種剤中のBaの含有量と、(a)引張強度、(b)チル深さおよび(c)球状化率との関係を示す。一般にBaは、溶湯中でその酸化物や硫化物が黒鉛核となるため、黒鉛の微細化に効果があるとされ、補助成分として接種剤に添加される場合が多い。しかしながら、本予備試験では、図10に示されるように、引張強度、チル化傾向、球状化率およびフェーディング時間の短縮化のいずれについても、Ba添加量が増加するにしたがって劣化する傾向が認められ、Ba添加の有効性は確認できなかった。
【0028】
[注湯流接種剤の投入量]
図11に、本発明の範囲にある注湯流接種剤の投入量と、(a)チル深さ、(b)伸びおよび(c)球状化率の関係を示す。これらの図を参照することにより、注湯流接種剤の投入量の増加に伴い、チル化傾向が抑制され、チル深さが減少すること、伸びや球状化率が向上することが確認される。
【0029】
[フェーディング時間]
図12に、球状化剤中のレアアースの含有の有無および注湯流接種処理の有無について条件を変更した場合における、フェーディング時間と、(a)球状化率および(b)黒鉛粒数との関係について示す。これらの図より、レアアースを含有しない場合であっても、注湯流接種処理を行うことにより、フェーディングが抑制されていることが確認された。
【0030】
上述した各予備試験のほかに、溶解炉から出湯後、取鍋で行う1次接種処理の影響についても検討した結果、通常のFe−Si系接種剤を使用し、標準的な投入量で処理した場合には、その他の工程条件、たとえば、溶湯条件や球状化条件が一定であれば、チル化傾向、球状化率、フェーディング時間などへの影響は非常に少なくなることが確認された。
【0031】
なお、一般に球状黒鉛鋳鉄においては、引張強度や剛性(ヤング率)と、球状化率は相関があり、今回の予備試験においても球状化率を変化させた試料を作成し、その影響を確認した。この結果は、図13に示されるように球状化率の低下に伴い、(a)引張強度および(b)ヤング率は、一様に低下する傾向を示した。したがって、車両用部品のように剛性や引張強度の確保が重要な部品では、球状化率を高レベルに保持する必要があることが理解される。
【0032】
次に、本発明者は、量産ラインと同様の装置を使用して、自動車用ブレーキキャリパを製造し、予備試験の結果を考慮した製造条件で実製品による確認試験を実施した。その結果、レアアースを含有しない球状化剤を使用した場合でも、溶解成分、球状化剤および接種剤の成分量や投入量を同時にかつ的確に制御すれば、鋳放し状態、または、多少の機械加工を施した状態で、強度延性バランス、剛性、被削性および鋳造性に優れた車両用部品が製造できるとの知見を得て、本発明に至った。
【0033】
以下、本発明の球状黒鉛鋳鉄およびこれを用いた車両用部品の製造における具体的な実施形態について説明する。
【0034】
本発明で使用する溶解原料としては、熱延鋼板系または冷間圧延系のスクラップや銑鉄、社内のリターン材などを使用することができるが、O、S、Pなどの不純物量が低い材料を使用することが好ましい。ただし、これらの不純物量が多い場合であっても、脱硫処理やフラックス処理をすることにより、不純物量を低減すれば、問題なく使用することができる。溶解炉としては、特に限定されるものではないが、電気炉、特に高周波誘導炉を使用することが好ましい。原料を溶解した後、C、Si、Mn、S、Cu、Snを適宜添加し、溶湯成分の調整を行う。出湯前の溶解炉、球状化処理の後の取鍋からのノロ取りは、溶湯表面に浮上してきた介在物などのスラグを除去する上で重要であり、確実に実行することが望ましい。
【0035】
溶湯の組成は、後述する最終組成への調整を容易に行う観点から、質量比でC:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、残部がFeおよび不可避不純物からなるようにすることが好ましい。なお、溶解時および成分調整時の溶湯温度は1480〜1580℃とすることが好ましい。
【0036】
その後、溶解炉を傾斜させ、取鍋により溶湯を注湯するが、この際、球状化剤、接種剤およびカバー剤を添加し、球状化処理および1次接種処理を行う。
【0037】
球状化処理の方法としては、サンドイッチ法、その他の公知の手段を用いることができるが、球状化剤中のMg濃度やMgの歩留まりのほか、特別な設備を必要とせず、安定して黒鉛球状化が可能であることから、通常はサンドイッチ法が採用される。
【0038】
球状化剤としては、レアアースを含有しないFe−Si−Mg系、Fe−Si−Mg−Ca系などのMg系の球状化剤を用いることができる。なお、球状化剤の粒径は、解け残りと溶湯との均一混合の観点から、0.05〜5mm程度とすることが好ましい。また、球状化剤の組成や使用量は、最終組成に対する溶湯の組成を考慮して、適宜決定される。
【0039】
なお、サンドイッチ法では、溶湯が取鍋の規定位置に達するまでの反応を抑制する観点から、球状化剤および接種剤の上に、カバー剤を入れて直接溶湯と接触しないようにする。カバー剤としては、Fe−Si系が用いられる。
【0040】
取鍋での1次接種処理に用いられる接種剤としては、Fe−Si系またはCa―Si系の接種剤を用いることができるが、通常は、Si:45〜75%のFe−Si系のものが使用される。なお、接種剤の粒径は、解け残りと溶湯との均一混合の観点から、0.05〜5mm程度とすることが好ましい。
【0041】
1次接種処理に用いられる接種剤は、取鍋の底のポケットに球状化剤ともに配置される。球状化処理と接種処理は同時に行う必要はなく、球状化処理後に上記接種剤を単独で取鍋に投入するようにしてもよい。ただし、鋳型に鋳込む直前に行う注湯流接種の接種効果を十分に発揮させるために、1次接種処理は球状化処理のすぐ後に速やかに実施することが好ましい。
【0042】
本発明では、その後、上記の球状化処理が終了した溶湯を鋳型に鋳込む前に、注湯流接種を行う。注湯流接種剤としては、Fe―Si系接種剤を使用する。具体的には、各成分が質量比でSi:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有するものを用いることが必要である。
【0043】
Siは、接種剤の主要元素であり、その含有量は、フェロシリコン系原料を使用する場合の標準量である45〜75%程度とする。45%未満ではノロやスラグの発生が多くなり、75%を超えると溶解性が悪くなるという問題が生じる。
【0044】
Caは、前述したように、マトリックスの黒鉛化促進、黒鉛の球状化促進によりチル化抑制や球状化率向上の効果がある。Caの含有量は、1〜3%とする必要があり、1.2〜2.2%とすることが好ましい。1%未満では、接種効果が発揮できずに黒鉛の微細化や球状化が進まず、3%を超えると、硬質なCaOが増加し、スラグの発生や被削性劣化を招く。
【0045】
Baは、前述の予備実験の結果から、添加量が増えるに従い、各特性は劣化するため、添加量は極力低く抑えることが必要であり、15ppm以下とする。
【0046】
また、注湯流接種剤の溶湯に対する投入量は、チル化傾向を抑制し、球状化率および伸びを向上させる観点から、質量比で0.2〜0.4%であることが必要であり、0.25〜0.3%であることが好ましい。投入量が0.4%を超えると、解け残りの増大やスラグの増大を招き、0.2%未満では接種による十分な効果が得られず、所望の特性向上が期待できないうえ、投入歩留りも低下する。
【0047】
注湯流接種は鋳型に鋳込む直前に行うが、自動切り出し装置などを用いて均一速度で、かつ、溶湯中に確実に均一混合できるようにすることが好ましい。なお、鋳型内に接種剤を設置する鋳型内接種法により行うことも可能であるが、その場合には、接種剤の解け残りがなく、溶湯と均一に混合するように鋳型方案などを十分に工夫する必要がある。また、所望の材料特性をすべて満足させるためには、最終の注湯流接種処理が大きな影響を及ぼすため、投入した接種剤が確実に溶湯と均一混合し、その効果を発揮する必要がある。この観点から、接種剤の粒径は、0.05〜5mmとすることが好ましい。
【0048】
このようにして、得られる球状黒鉛鋳鉄の各成分の最終組成は、実質的にレアアースを含有せず、かつ、質量比でC:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物からなることが必要である。ここで、実質的に希土類元素を含有しないとは、意図的な添加を行わないが、不可避的不純物として0.001%以下の含有は許容されるという意味である。
【0049】
Cの含有量は、3.0〜4.5%とすることが必要であり、3.2〜4.2%とすることが好ましい。3.0%未満では、球状黒鉛鋳鉄の黒鉛量が不足し、チル化傾向が増大するうえに、溶湯の流動性が悪くなる。一方、4.5%を超えると、Cが過剰となり、キャッシュ黒鉛が出やすくなるため、鋳鉄材料自体が脆くなり、所定の強度を得ることができない。
【0050】
Siの含有量は、3.0〜4.5%とすることが必要であり、3.2〜4.2%とすることが好ましい。3.0%未満では、球状黒鉛鋳鉄の溶湯の流動性が悪くなるばかりでなく、チル組織の増加し、基地組織にセメンタイトが析出しやすくなり、目的とする伸びを得ることができない。一方、4.5%を超えると、材料の均質性が悪くなるとともに、シリコフェライトが多くなり、脆化し、伸びが著しく低下する。
【0051】
Mnは、パーライト化促進元素で、強度への影響は重要である。Mnの含有量は、0.2〜0.4%とすることが必要であり、0.25〜0.35%とすることが好ましい。0.2%未満では、微視組織中のパーライト量が減少し、フェライトが増加するため所定の強度が得られない。一方、0.4%を超えると、マトリックス中にセメンタイトやパーライトなどの組織が増加し、チルが生じやすくなり被削性に悪影響を及ぼす。
【0052】
Sの含有量は、0.006〜0.020%とすることが必要であり、0.008〜0.014%とすることが好ましい。0.006%未満では、接種や球状化効果が抑制される。一方、0.020%を超えるとMgやCaと硫化物を作って、これらの元素を消耗させるため、球状化率や接種効果を低下してしまう。
【0053】
CuとSnは、前述したように、マトリックスを強化し、引張強度を向上させる目的で添加されるパーライト化元素であるが、黒鉛の球状化を阻害する元素でもある。また、Cuは、Snに比べて強度向上の効果はSnの約1/10といわれており、また、価格的にはCuが1/10程度である。したがって、強度向上、伸びの減少、球状化率の減少、チル化傾向増大に対する添加効果と経済的な観点から、Cuの含有量は、0.08〜0.30%とすることが必要であり、0.10〜0.20%とすることが好ましい。同様に、Snの含有量は0.02〜0.040%とすることが必要であり、0.025〜0.035%とすることが好ましい。
【0054】
Mgは、黒鉛を球状化させるために球状化剤に添加される元素であり、球状化処理後に残留する。Mgの含有量は、0.015〜0.050%とすることが必要であり、0.035〜0.045%とすることが好ましい。0.015%未満では、黒鉛の球状化が十分に進まないため、目的とする強度、剛性が得られない。一方、Mgは非常に酸化しやすい元素であるため、0.050%を超えると、引け巣やマトリックス中のMg酸化物が増加し、強度を低下させる傾向がある。また、前述したようにチル相が生じやすくなり、被削性を悪化させる。
【0055】
次に、本発明の製造方法により得られた球状黒鉛鋳鉄を、自動車用ブレーキ部材などの車両用部品に適用する場合について説明する。本発明の製造方法により得られた球状黒鉛鋳鉄は、製品の肉厚や大きさを問わず適用することができるが、以下の説明では、一般的な乗用車または商用車を想定し、3〜40mm程度の肉厚の自動車用ブレーキキャリパに適用する場合を例に挙げて説明する。なお、自動車用ブレーキキャリパ部品に要求される強度レベルはその用途に応じて異なるが、本発明は、特にJIS FCD400−FCD500で規定されるキャリパに好適に用いることができる。
【0056】
まず、上述した注湯接種処理後、得られた溶湯を鋳型(砂型)に鋳込む必要があるが、このときの鋳込温度は1300〜1450℃であることが好ましい。なお、フェーディング効果の影響を避けるため、球状化処理から鋳込みまでの時間を15分以下とすることが好ましく、12分以下と速やかに行うことがより好ましい。
【0057】
鋳込み後、共析変態点以下になるまで十分冷却した後、型ばらしを行う。本発明により得られた自動車用ブレーキキャリパは、湯口や押湯を除去した後、熱処理などを行わずに、鋳放しで使用することを前提としているが、この場合、寸法精度、組織および硬さなどを一定に保つ観点から、鋳込んでから型ばらしまでの時間を一定とする必要がある。
【0058】
その後、穴あけや表面切削などの簡単な機械加工を実施する必要があるが、微視組織中の異常組織、特に、チル相の存在はその時の切削性に大きく影響することなる。
【0059】
最終的に得られる本発明の球状黒鉛鋳鉄のマトリックスは、パーライトとフェライトの混合組織である。マトリックス(黒鉛部除去)に占めるパーライト率は、面積率で一般的には30〜60%である。また、その引張強度は450MPa以上、伸びは12%以上、球状化率は80%以上であり、製品肉厚を6mm以下の薄肉部とした場合であっても、チル面積率を1%以下とすることができる。
【実施例】
【0060】
以下、本発明の鋳放し薄肉球状黒鉛鋳鉄を用いて、自動車用ブレーキキャリパに製造した実施例に基づいて、さらに詳細に説明する。ただし、本発明は、以下の実施例に限定されることはない。
【0061】
本実施例の球状黒鉛鋳鉄(実施例1〜13、比較例1〜8)は、原材料として鋳鉄のリターン材と鉄くず材を使用した。このときのリターン材と鉄くず材との比率は、概ね1:1であった。この原材料を、高周波溶解炉を用いて溶解した後、添加元素としてC、Si、Mn、S、CuおよびSnを適宜追加して、FCD450相当の成分、すなわち、溶湯の組成を、質量比で、C:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%の範囲で、残部がFeおよび不可避不純物となるように、調整した。その後、出湯温度を1500℃に調整して取鍋に出湯した。
【0062】
この際、取鍋の底のポケットに、注湯する溶湯に対してFe−Si−Mg−Ca系球状化剤を載置し、その上部に注湯する溶湯に対して0.45%のFe−Si系カバー材を置き、サンドイッチ法で球状化処理を行い、その後除滓をした。処理後の溶湯を小型の取鍋に分湯する際に、置き注ぎ法で1次接種処理を行い、その後、除滓をした。1次接種剤としては、通常使用されているFe―Si系合金のものを使用した。さらに、1次接種処理後の溶湯を砂型に鋳込む直前に、Fe−Si系接種材を用い自動注入装置による注湯流接種処理を行い、球状黒鉛鋳鉄(実施例1〜13、比較例1〜8)を得た。表1に実施例1〜13、比較例1〜8の球状黒鉛鋳鉄の組成、使用した接種剤を示す。なお、表1では、不可避的不純物については省略してある。また、表2に使用した注湯流接種剤の組成および投入量を示す。注湯流接種剤1〜5は、組成および添加量のいずれもが本発明の範囲内のものであり、注湯流接種剤6は添加量が、7および8は組成が本発明の範囲外のものである。
【0063】
【表1】
【0064】
【表2】
【0065】
得られた球状黒鉛鋳鉄を、砂型に鋳込んだ後、共析変態点以下になるまで十分冷却し、型ばらしを行った。なお、いずれの実施例においても、球状化処理から鋳込みまでの時間は12分以内とした。その後ショットブラスト処理および湯口、堰、バリ取りなどの仕上げ処理を行った。
【0066】
得られた自動車用ブレーキキャリパから引張試験片(全長60mm)を採取し、これを用いて、常温にて引張試験機を行い、引張特性を評価するとともに、自由振動法により剛性(ヤング率)を評価した。また、製品各部所から試験片を採取し、球状化率およびロックウェル硬度を測定した。さらに、チル相の出やすい各薄肉部分からも試験片を採取し、表層付近の組織観察を実施し、チル相の存在の有無を確認した。その他、製品中の内部欠陥の評価のため、外観検査、断面マクロ検査、PT検査なども実施した。なお、チル相については、チル面積率が1%を超える場合に「有」と、1%未満の場合には「なし」と評価した。また、内部欠陥については、マクロ断面検査で2mm以上の欠陥が見つかった場合に「有」と、それ以外の場合には「なし」と評価した。表3にこれらの評価の結果を示す。参考として球状化剤にレアアースを含んでいる現状の製品の各特性値を表中に示した。
【0067】
【表3】
【0068】
表3に示すように、本発明の実施例1〜13は、いずれの特性も現状製品と同等かそれ以上であった。実施例3、4は溶湯中のS量が、実施例5、6はCu量が、実施例7、8はSn量が、それぞれ本発明の範囲内で変化しているが、引張強度、伸び、ヤング率(剛性)および硬度は、いずれも現状製品と同等以上の値が得られた。また、薄肉部にチル相は認められず、内部欠陥の発生もなく、自動車用ブレーキキャリパ部品として優れた特性を示していた。また、実施例2、9は、球状化剤中のMg量を変化させているが、球状化率や内部欠陥はいずれも問題なく、その他の特性も現状製品と同等以上の値が得られた。実施例10〜13は、注湯流接種剤のCa量と投入量を変化させたものであるが、引張強度、球状化率およびチル化傾向のいずれも良好であり、自動車用ブレーキキャリパ部品として問題がないことが確認された。
【0069】
一方、比較例1は、球状化剤中のMg量が多すぎたため、引張強度と伸びに問題があり、内部欠陥も見られた。比較例2は、溶湯に添加したCu量が多すぎたため、球状化率や伸びが大幅に低下した。比較例3は、溶湯中のS量が多すぎたためチル相が発生し、引張強度、伸び、球状化率のいずれも不足している。比較例4は、強度向上のために添加するCu量が少なすぎたため、引張強度が大幅に低下した。比較例5は、球状化剤中のMg量が少なすぎたため球状化率が低下し、引張強度やヤング率も低下した。比較例6は、注湯流接種剤の投入量が少なすぎたため、チル相が発生し、球状化率や伸びが不足している。比較例7は、注湯流接種剤中のCa量が多すぎたため、内部欠陥が発生し、伸びも低下した。比較例8は、注湯流接種剤中にBaを添加しており、チル化傾向が増大し、球状化率、引張強度がともに低下した。以上のように、本発明の範囲外で製造した場合には、上記各特性の少なくとも1以上に問題が生じることが確認された。
【特許請求の範囲】
【請求項1】
実質的に希土類元素を含有しない球状黒鉛鋳鉄の製造方法であって、
取鍋にて、溶湯に対して、希土類元素を含有しないFe−Si−Mg系もしくはFe−Si−Mg−Ca系合金の球状化剤を用いて球状化処理を行うとともに、Fe−Si系接種剤を用いて接種処理を行い、その後、質量比で、Si:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有するFe−Si系接種剤を、前記溶湯に対する投入量を、質量比で0.20〜0.40%として注湯流接種処理を行い、得られる球状黒鉛鋳鉄の最終組成を、質量比で、C:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物とすることを特徴とする、球状黒鉛鋳鉄の製造方法。
【請求項2】
前記溶湯の組成が、質量比で、C:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、残部がFeおよび不可避不純物からなることを特徴とする、請求項1に記載の球状黒鉛鋳鉄の製造方法。
【請求項3】
請求項1または2に記載の球状黒鉛鋳鉄の製造方法によって得られ、黒鉛球状化率が80%以上、引張強度が450MPa以上、伸びが12%以上、製品肉厚が6mm以下の薄肉部のチル面積率が1%以下であることを特徴とする、車両用部品。
【請求項1】
実質的に希土類元素を含有しない球状黒鉛鋳鉄の製造方法であって、
取鍋にて、溶湯に対して、希土類元素を含有しないFe−Si−Mg系もしくはFe−Si−Mg−Ca系合金の球状化剤を用いて球状化処理を行うとともに、Fe−Si系接種剤を用いて接種処理を行い、その後、質量比で、Si:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有するFe−Si系接種剤を、前記溶湯に対する投入量を、質量比で0.20〜0.40%として注湯流接種処理を行い、得られる球状黒鉛鋳鉄の最終組成を、質量比で、C:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物とすることを特徴とする、球状黒鉛鋳鉄の製造方法。
【請求項2】
前記溶湯の組成が、質量比で、C:3.0〜4.5%、Si:2.0〜3.0%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、残部がFeおよび不可避不純物からなることを特徴とする、請求項1に記載の球状黒鉛鋳鉄の製造方法。
【請求項3】
請求項1または2に記載の球状黒鉛鋳鉄の製造方法によって得られ、黒鉛球状化率が80%以上、引張強度が450MPa以上、伸びが12%以上、製品肉厚が6mm以下の薄肉部のチル面積率が1%以下であることを特徴とする、車両用部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−82966(P2013−82966A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−223483(P2011−223483)
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
【Fターム(参考)】
[ Back to top ]