
球面の切削加工方法
【課題】この発明は、従来の球面の切削加工の方法を、新たな方法に変えることにより、被切削物の先端部に均一な球面が形成できる球面の切削加工方法を開発し、提供することにある。
【解決手段】旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法から構成される。尚、刃物(Y)は、モータ等の駆動源(図示せず)により動力で回転するものであり、回転する被切削物(1)に当接して加工するものであり、被切削物(1)の端面を加工した状態が、図1(b)に示すようになり、刃物(Y)によって切削されたバイト目(2)となる。
【解決手段】旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法から構成される。尚、刃物(Y)は、モータ等の駆動源(図示せず)により動力で回転するものであり、回転する被切削物(1)に当接して加工するものであり、被切削物(1)の端面を加工した状態が、図1(b)に示すようになり、刃物(Y)によって切削されたバイト目(2)となる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、球面の切削加工方法に関するものであり、特に、円柱状素材の端面を球面状に加工する切削加工方法に関する。
【背景技術】
【0002】
従来、シリコンウエハ等の製造機は、地上の微小な振動でも製造機に与えないような工夫・配慮がなされている。
【0003】
その一例として、地面と製造機との間に、両端がそれぞれ球面状の突起に形成されたロッドを介して支えている。
【0004】
そして、その球面状のロッド(以下、被切削物という)を切削加工する際には、従来は、片持ち旋盤に被切削物の一端部を装着し、回転する該被切削物の他端部の縁部から軸芯に向かって、バイト等の刃物をあてがい球状に切削していた。
【0005】
しかしながら、刃物を、被切削物の縁部からその軸芯部に向けて切削するに当たり、被切削物の軸芯位置では、切削スピードが不足するため、切削が不十分であり、球面に芯が形成されたりし、均一な球面が形成できないという欠点があった。
【0006】
それによって、前記の地面とシリコンウエハ等の製造機との間に位置させ、両端面が球面形状の部材は、球面形状により、振り子運動をするものであるが、上記の欠点により、球面の先端形状が正確でないため、安定した振り子とならず、正確な振動制御ができないものである。
【発明の開示】
【発明が解決しようとする課題】
【0007】
そこで、この発明は、従来の球面の切削加工の方法を、新たな方法に変えることにより、被切削物の先端部に均一な球面が形成できる球面の切削加工方法を開発し、提供することにある。
【課題を解決するための手段】
【0008】
この発明による課題を解決するための手段としては、旋盤等に装着された被切削物に対して、被切削物の縁面から軸芯に向かって刃物で切削するのではなく、被切削物の軸方向に対して所定の角度の位置に、動力回転する刃を設け、該刃で、回転する被切削物の縁部より直径方向に別けて切削する加工とするものである。
【発明の効果】
【0009】
この発明によると、被切削物である,ロッドの直径方向のそれぞれ一縁部から他の縁部に向かって、回転する刃物で切削することにより、先端部の球面が正確に切削できる、精度の高い製品が得られる等のすぐれた効果を奏する。
【発明を実施するための最良の形態】
【0010】
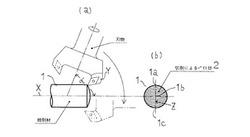
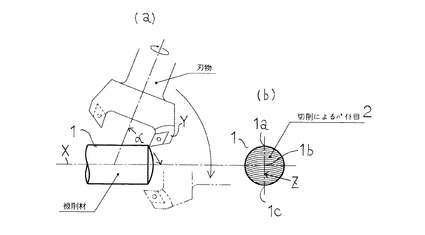
以下、この発明の好適な実施の形態について、図1に基づいて詳細に説明すると、旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法から構成されるものである。
【0011】
尚、刃物(Y)は、モータ等の駆動源(図示せず)により動力で回転するものであり、回転する被切削物(1)に当接して加工するものであり、被切削物(1)の端面を加工した状態が、図1(b)に示すようになり、刃物(Y)によって切削されたバイト目(2)となる。
【産業上の利用可能性】
【0012】
この発明の球面の切削加工方法である技術を確立し、実施・販売することにより、産業上利用できるものである。
【図面の簡単な説明】
【0013】
【図1】この発明の一実施例を示し、(a)は、一部欠截正面図であり、(b)は側面図である。
【図2】従来例を示し、(a)は、一部欠截正面図であり、(b)は側面図である。
【符号の説明】
【0014】
1 被切削物
1a 縁面
1b 軸芯
1c 他の縁面
2 バイト目
α 適宜な角度
X 軸芯
Y 刃物
Z 直径方向
【技術分野】
【0001】
この発明は、球面の切削加工方法に関するものであり、特に、円柱状素材の端面を球面状に加工する切削加工方法に関する。
【背景技術】
【0002】
従来、シリコンウエハ等の製造機は、地上の微小な振動でも製造機に与えないような工夫・配慮がなされている。
【0003】
その一例として、地面と製造機との間に、両端がそれぞれ球面状の突起に形成されたロッドを介して支えている。
【0004】
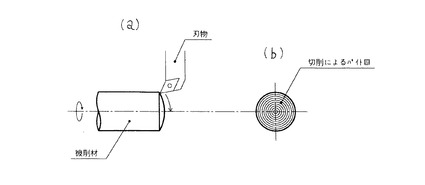
そして、その球面状のロッド(以下、被切削物という)を切削加工する際には、従来は、片持ち旋盤に被切削物の一端部を装着し、回転する該被切削物の他端部の縁部から軸芯に向かって、バイト等の刃物をあてがい球状に切削していた。
【0005】
しかしながら、刃物を、被切削物の縁部からその軸芯部に向けて切削するに当たり、被切削物の軸芯位置では、切削スピードが不足するため、切削が不十分であり、球面に芯が形成されたりし、均一な球面が形成できないという欠点があった。
【0006】
それによって、前記の地面とシリコンウエハ等の製造機との間に位置させ、両端面が球面形状の部材は、球面形状により、振り子運動をするものであるが、上記の欠点により、球面の先端形状が正確でないため、安定した振り子とならず、正確な振動制御ができないものである。
【発明の開示】
【発明が解決しようとする課題】
【0007】
そこで、この発明は、従来の球面の切削加工の方法を、新たな方法に変えることにより、被切削物の先端部に均一な球面が形成できる球面の切削加工方法を開発し、提供することにある。
【課題を解決するための手段】
【0008】
この発明による課題を解決するための手段としては、旋盤等に装着された被切削物に対して、被切削物の縁面から軸芯に向かって刃物で切削するのではなく、被切削物の軸方向に対して所定の角度の位置に、動力回転する刃を設け、該刃で、回転する被切削物の縁部より直径方向に別けて切削する加工とするものである。
【発明の効果】
【0009】
この発明によると、被切削物である,ロッドの直径方向のそれぞれ一縁部から他の縁部に向かって、回転する刃物で切削することにより、先端部の球面が正確に切削できる、精度の高い製品が得られる等のすぐれた効果を奏する。
【発明を実施するための最良の形態】
【0010】
以下、この発明の好適な実施の形態について、図1に基づいて詳細に説明すると、旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法から構成されるものである。
【0011】
尚、刃物(Y)は、モータ等の駆動源(図示せず)により動力で回転するものであり、回転する被切削物(1)に当接して加工するものであり、被切削物(1)の端面を加工した状態が、図1(b)に示すようになり、刃物(Y)によって切削されたバイト目(2)となる。
【産業上の利用可能性】
【0012】
この発明の球面の切削加工方法である技術を確立し、実施・販売することにより、産業上利用できるものである。
【図面の簡単な説明】
【0013】
【図1】この発明の一実施例を示し、(a)は、一部欠截正面図であり、(b)は側面図である。
【図2】従来例を示し、(a)は、一部欠截正面図であり、(b)は側面図である。
【符号の説明】
【0014】
1 被切削物
1a 縁面
1b 軸芯
1c 他の縁面
2 バイト目
α 適宜な角度
X 軸芯
Y 刃物
Z 直径方向
【特許請求の範囲】
【請求項1】
旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法。
【請求項1】
旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法。
【図1】


【図2】
【図2】
【公開番号】特開2009−28837(P2009−28837A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2007−194689(P2007−194689)
【出願日】平成19年7月26日(2007.7.26)
【出願人】(506294370)株式会社ハマダ (3)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成19年7月26日(2007.7.26)
【出願人】(506294370)株式会社ハマダ (3)
【Fターム(参考)】
[ Back to top ]