
球面加工方法および球面加工装置
【課題】開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工する。
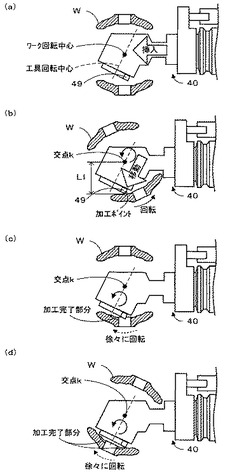
【解決手段】中空のワークWに形成された開口部から主軸に装着された工具40をワークW内に挿入し(図(a)参照)、工具40の回転中心がワークWの回転中心と略直交するよう工具40を移動させ(図(b)参照)、主軸からの回転動力によって工具40に取り付けられた加工チップ49を回転させると共にワークWを徐々に回転させる(図(c),(d)参照)。この結果、加工チップ49の円状の回転軌跡を重ね合わせるように球面加工がなされるので、開口部が形成された中空のワークWの内壁面を簡易な構成で精度よく球面加工することができる。
【解決手段】中空のワークWに形成された開口部から主軸に装着された工具40をワークW内に挿入し(図(a)参照)、工具40の回転中心がワークWの回転中心と略直交するよう工具40を移動させ(図(b)参照)、主軸からの回転動力によって工具40に取り付けられた加工チップ49を回転させると共にワークWを徐々に回転させる(図(c),(d)参照)。この結果、加工チップ49の円状の回転軌跡を重ね合わせるように球面加工がなされるので、開口部が形成された中空のワークWの内壁面を簡易な構成で精度よく球面加工することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、球面加工方法および球面加工装置に関し、詳しくは、開口部が形成された中空のワークの内壁面を球面加工する球面加工方法および球面加工装置に関する。
【背景技術】
【0002】
従来、この種の球面加工装置としては、対向する一対の貫通孔が形成されると共に貫通孔の中心線と略直交する方向に開口部が形成された中空のディファレンシャルギヤケース(以下、ワークという)において、貫通孔の周囲の内壁面を球面加工するものが提案されている(例えば、特許文献1参照)。この球面加工装置は、加工用の刃が曲面に沿って放射状に形成され加工範囲と径が略同じ大きさのドーム状部を両側に有する加工工具と、加工工具に接続されるスピンドルを回転駆動すると共に互いに接近または離間する一対のスピンドルヘッドと、スピンドルヘッド間でワークを支持するチャックと、加工工具をワークの開口部からワーク内に出し入れする工具挿抜装置とを備え、貫通孔の中心線がスピンドルヘッドの軸線と一致するようチャックによりワークを支持し、支持されたワーク内に工具挿抜装置により開口部から加工工具を挿入すると共にスピンドルヘッドを互いに接近させて貫通孔からスピンドルを挿入し、工具挿抜装置からスピンドルに加工工具を受け渡し、一方の内壁面に加工工具を押し付けながら回転させて該一方の内壁面を球面加工すると共に他方の内壁面に加工工具を押し付けながら回転させて該他方の内壁面を球面加工するとしている。
【特許文献1】特開2005−125473号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上述した球面加工装置では、加工工具の刃の摩耗や欠損による影響がワークの球面に転写されるため、面粗さの調整が困難であった。また、球面加工されたワーク内壁面の球面寸法は加工工具の刃の形状で定まるので、球面寸法が異なる他のワークを加工するために球面寸法に応じた加工工具を用意する必要があった。さらに、工具挿抜装置からスピンドルへの加工工具の受け渡しが必要であり、装置の構成が複雑なものとなっていた。
【0004】
本発明の球面加工方法および球面加工装置は、開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工することを主目的とする。
【課題を解決するための手段】
【0005】
本発明の球面加工方法および球面加工装置は、上述の主目的を達成するために以下の手段を採った。
【0006】
本発明の球面加工方法は、
回転動力を発生する加工装置の主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具を用いて、開口部が形成された中空のワークの内壁面を球面加工する球面加工方法であって、
前記開口部から挿入した前記加工工具の第2回転軸の軸中心が前記ワークを回転させる回転中心と交差する所定位置となるよう該加工工具を移動させ、前記回転動力によって前記加工刃を回転させると共に前記ワークを徐々に回転させることにより球面加工することを特徴とする。
【0007】
この本発明の球面加工方法では、中空のワークの開口部から内部に挿入した加工工具の第2回転軸の軸中心がワークを回転させる回転中心と交差する所定位置となるよう加工工具を移動させ、加工装置の主軸から発生される回転動力によって第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に取り付けられた加工刃を回転させると共にワークを徐々に回転させることにより球面加工する。この結果、加工刃の円状の回転軌跡を重ね合わせるように球面加工がなされるので、開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工することができる。
【0008】
こうした本発明の球面加工方法において、前記加工工具は、前記ワーク内に挿入された状態で前記球面加工に必要な該ワークの回転範囲内において前記開口部の縁と接触しないよう部分的に細く形成されたケースを備えるものとすることもできる。こうすれば、加工工具がワークに干渉するのを防止することができる。
【0009】
また、本発明の球面加工方法において、前記第1回転軸と前記第2回転軸とは、かさ歯車の噛み合いにより接続されてなるものとすることもできる。こうすれば、簡易な構成で第1回転軸と第2回転軸とを所定角度をもって接続することができる。
【0010】
さらに、本発明の球面加工方法において、前記ワークは、自動車のディファレンシャルギヤのケースであるものとすることもできる。ディファレンシャルギヤのケースは、内部に配置されるサイドギヤがケース内壁面と摺動する際の振動や騒音を極力小さくするために加工寸法や面粗さに高い精度が要求されており、本発明を適用する意義が大きい。
【0011】
また、本発明の球面加工方法において、前記加工装置として、前記主軸がX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動可能であって、前記ワークを固定して回動可能なテーブルを有するマシニングセンタを用いて前記球面加工を行うことを特徴とするものとすることもできる。こうすれば、加工工具の移動量やワークの回転量を精度よくコントロールしてより精度の高い球面加工をすることができる。
【0012】
本発明の球面加工装置は、
開口部が形成された中空のワークの内壁面を球面加工する球面加工装置であって、
主軸に回転動力を発生させる第1電動機と、
前記主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具と、
前記主軸をX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動させる移動手段と、
第2電動機により駆動され、前記ワークを固定して回動させるテーブルと、
前記ワークの開口部から前記加工工具が挿入され該加工工具の第2回転軸の軸中心が前記ワークの回転中心と交差する所定位置となるよう前記移動手段を制御し、前記回転動力により前記加工刃が回転されるよう前記第1電動機を制御すると共に前記ワークが徐々に回転されるよう前記第2電動機を制御する制御手段と
を備えることを要旨とする。
【0013】
この本発明の球面加工装置では、中空のワークに形成された開口部から加工工具が挿入され加工工具の第2回転軸の軸中心がワークを回転させる回転中心と交差する所定位置となるよう主軸をX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とにワークに対して相対的に移動させる移動手段を制御し、回転動力により加工刃が回転されるよう第1電動機を制御すると共にワークが徐々に回転されるよう第2電動機を制御する。この結果、加工刃の円状の回転軌跡を重ね合わせるように球面加工がなされるので、開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工することができる。
【発明を実施するための最良の形態】
【0014】
次に、本発明を実施するための最良の形態を実施例を用いて説明する。
【実施例】
【0015】
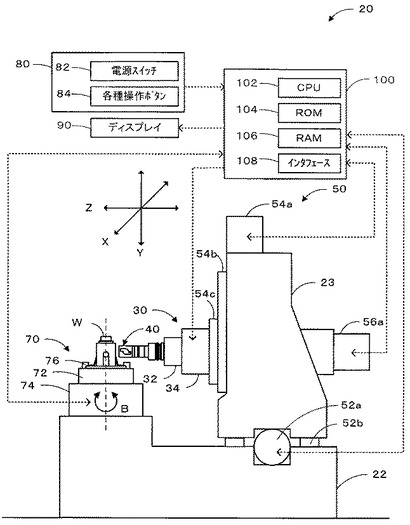
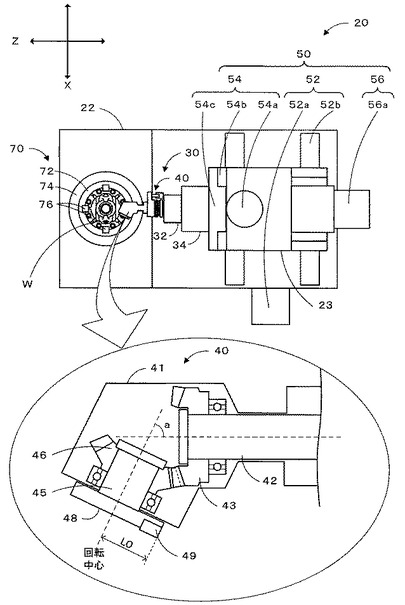
図1は、本発明の一実施例としての加工装置20の構成の概略を示す構成図であり、図2は、加工装置20の上面図である。実施例の加工装置20は、図1に示すように、ワークWを加工する汎用のマシニングセンタとして構成されており、加工装置20の装置本体の架台としてのベース22と、ベース22に搭載されたコラム23と、コラム23に取り付けられ先端に工具が装着される主軸32を主軸モータ34により回転駆動する主軸装置30と、主軸32をX軸方向(図中前後方向),Y軸方向(図中上下方向)およびZ軸方向(図中左右方向)に駆動する駆動機構50と、ワークWをセットしてY軸に平行な軸線(図中B軸)周りに回転可能な回転テーブル72を有するテーブル回転機構70と、電源をオンオフする電源スイッチ82や各種操作ボタン84などからなる操作パネル80と、加工メニューの選択画面などを作業者に表示するディスプレイ90と、装置全体のコントロールを司るコントローラ100とを備える。なお、加工装置20は、図示しない自動工具交換装置を備え、加工作業の種類に応じて主軸32に装着する工具を別の工具に交換可能となっている。
【0016】
駆動機構50は、図1および図2に示すように、X軸用駆動機構52と、Y軸用駆動機構54と、Z軸用駆動機構56とを備える。X軸用駆動機構52は、X軸サーボモータ52aを駆動源とする周知のボールねじ機構として構成され、ベース22の上端部に敷設されたX軸ガイドレール52b上に搭載されるコラム23をX軸方向に往復動させる。同様に、Y軸用駆動機構54およびZ軸用駆動機構56も周知のボールねじ機構として構成され、Y軸用駆動機構54は、コラム23に敷設されたY軸ガイドレール54bに沿ってスライド可能なY軸用サドル54cをY軸サーボモータ54aによりY軸方向に往復動(上下動)させ、Z軸用駆動機構56は、Y軸用サドル54cに搭載された図示しないZ軸用ベースに敷設されたZ軸ガイドレール上に搭載される図示しないZ軸用サドルをZ軸サーボモータ56aによりZ軸方向に往復動させる。Z軸用サドルには、主軸装置30が取り付けられており、このため、X軸用駆動機構52,Y軸用駆動機構54およびZ軸用駆動機構56の駆動により、主軸32をX軸方向,Y軸方向およびZ軸方向に移動させることができる。
【0017】
テーブル回転機構70は、図1に示すように、ワークWを把持するためのクランプ76が表面に配置された回転テーブル72と、ベース22に取り付けられB軸回りに回転テーブル72を駆動するサーボモータ74とを備える。このサーボモータ74の駆動によって、回転テーブル72を正方向および負方向に回転させることができ、また、サーボモータ74の駆動速度を変化させることにより回転テーブル72の回転速度を調整することができる。なお、回転テーブル72の回転方向は、図2中右回りを正方向,左回りを負方向とする。
【0018】
コントローラ100は、CPU102を中心としたマイクロプロセッサとして構成されており、CPU102の他に各種加工プログラムなどを記憶したROM104と、一時的に各種データを記憶するRAM106と、操作パネル80などとの通信を可能とする内部通信インターフェース108とを備え、これらは互いに信号のやり取りが可能なように接続されている。コントローラ100は、操作パネル80の操作に応じて発生する操作信号や駆動機構50の各サーボモータ、テーブル回転機構70のサーボモータ74からの位置信号などを入力し、主軸装置30の主軸モータ34や駆動機構50の各サーボモータ、テーブル回転機構70のサーボモータ74に駆動信号を出力したりする。
【0019】
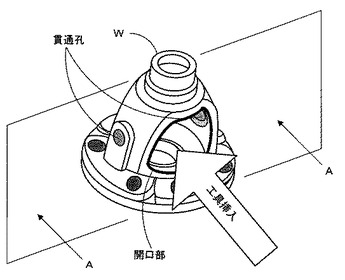
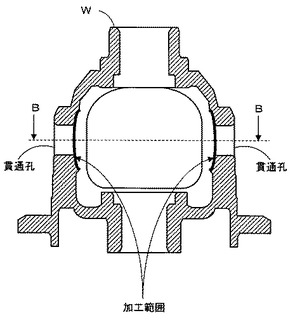
実施例では、こうして構成された加工装置20を用いて、開口部が形成された中空のワークWの内壁面の球面加工、例えば、自動車のディファレンシャルギヤのケース(以下、「デフケース」という)の内壁面の球面加工を行っている。図3は、デフケースの斜視図である。図示するように、工具が開口部からワークW内に挿入される。この工具としては、デフケースの球面加工用の工具40が用いられる。以下、この工具40について説明する。なお、以下の説明では、ワークWはデフケースを指すものとする。
【0020】
工具40は、図2に示すように、ケース41に収容され、主軸32に接続され端部にかさ歯車43が取り付けられた第1回転軸42と、第1回転軸42のかさ歯車43と噛み合うかさ歯車46が一端に取り付けられると共に加工チップ49を取り付けるためのチップ取付部48が他端に取り付けられた第2回転軸45とを備える。第1回転軸42の軸中心と第2回転軸45の軸中心とのなす角aの角度は、ワークWの内部形状や加工範囲、球面の曲率半径などに応じて定められるものであり、本実施例では約65度とした。また、加工チップ49は、その先端が第2回転軸45の軸中心から距離L0だけ離れた位置に取り付けられるものとした。このため、主軸32の回転動力がかさ歯車43とかさ歯車46との噛み合いにより第1回転軸42から第2回転軸45に伝達されると、加工チップ49は、その先端が第2回転軸45の軸中心の回りに半径L0の円を描くように回転する。以下、第2回転軸45の軸中心を工具40の回転中心という。なお、ケース41は、第1回転軸42が収容される部分において部分的に細く形成されているが、この理由については後述する。
【0021】
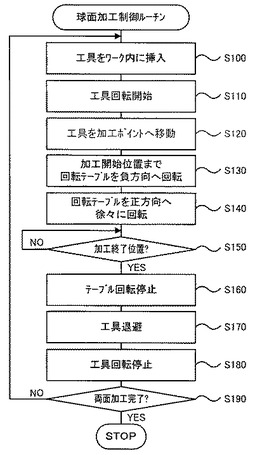
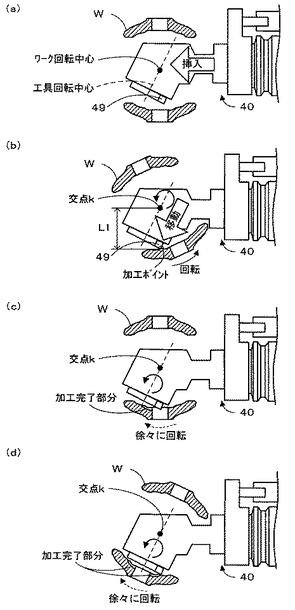
次に、本発明の一実施例としての加工装置20を用いて、開口部が形成された中空のワークWの内壁面を球面加工する際の動作について説明する。図4は、図3のデフケースの斜視図におけるA−A断面を示すA−A断面図である。図示するように、本実施例では、貫通孔の周囲の内壁面を二面だけ球面加工する場合を説明する。図5は、コントローラ100により実行される球面加工制御ルーチンの一例を示すフローチャートである。このルーチンは、作業者によりワークWが回転テーブル72上にセットされ、ディスプレイ90に表示される加工メニューのうち各種操作ボタン84のボタン操作により内壁面の球面加工が選択されてスタートボタンが押下され、自動工具交換装置により主軸30に取り付けられる工具が工具40に交換されたときに実行される。また、この球面加工制御ルーチンによりワークWが球面加工される際のワークWと工具40との位置関係を図6に示し、以下、フローチャートと合わせて説明する。なお、図6におけるワークWは、図4のB−B断面における端面図を示す。
【0022】
球面加工制御ルーチンが実行されると、コントローラ100のCPU102は、まず、工具40がワークW内に挿入されるよう駆動機構50の各サーボモータに駆動信号を出力する(ステップS100)。具体的には、図6(a)に示すように、工具40の回転中心がワークWの回転中心と略直交する所定位置まで工具40が移動するようX軸サーボモータ52a,Y軸サーボモータ54aおよびZ軸サーボモータ56aに駆動信号を出力する。ここで、ワークWの回転中心の位置座標は、予めROM104に記憶されているものとする。
【0023】
工具40がワークW内に挿入されると、工具40が回転を開始するよう主軸モータ34に駆動信号を出力し(ステップS110)、工具40の回転中心がワークWの回転中心と略直交したまま加工チップ49がワークWの内壁面と接触する加工ポイントに到達する位置まで工具40が移動するよう駆動機構50の各サーボモータに駆動信号を出力し(ステップS120)、回転テーブル72が加工開始位置まで負方向へ回転するようテーブル回転機構70のサーボモータ74に駆動信号を出力する(ステップS130)。ここで、加工開始位置は、ワークWの内壁面の加工範囲に応じて定められた回転テーブル72の回転角位置として予めROM104に記憶しているものとした。これにより、図6(b)に示すように、加工ポイントで加工チップ49がワークWの内壁面に接触し加工が開始される。このとき、前述したように、工具40のケース41は、部分的に細く形成されているので、ワークWの回転範囲内において工具40がワークWの開口部の縁に接触することがなくワークWに干渉するのを防止することができる。なお、工具40の回転中心とワークWの回転中心との交点を交点kとし、この交点kから加工ポイントまでの距離を値L1とする。
【0024】
次に、回転テーブル72が正方向へ徐々に回転するようサーボモータ74に駆動信号を出力する(ステップS140)。これにより、図6(b)の状態からワークWが左回りに徐々に回転し加工が行われていく(図6(c)参照)。このとき、回転テーブル72の回転速度を調整することにより、加工面の面粗さを所望の面粗さとすることができる。回転テーブル72の正方向への回転を開始した以降は、加工終了位置まで回転テーブル72が回転するのを待つ(ステップS150)。ここで、加工終了位置は、加工開始位置と同様に、加工範囲に応じて定められた回転テーブル72の回転角位置として予めROM104に記憶しているものとした。
【0025】
回転テーブル72が加工終了位置まで回転したと判定すると(図6(d)参照)、回転テーブル72の回転が停止するようサーボモータ74に駆動停止信号を出力し(ステップS160)、工具40がワークWから離間して退避するよう駆動機構50の各サーボモータに駆動信号を出力し(ステップS170)、工具40の回転が停止するよう主軸モータ34に駆動停止信号を出力する(ステップS180)。各信号を出力すると、ワークWの内壁面の両面が加工されたか否かを判定し(ステップS190)、片面しか加工していなければステップS100以降の処理を繰り返し、両面が加工されていれば本ルーチンを終了する。
【0026】
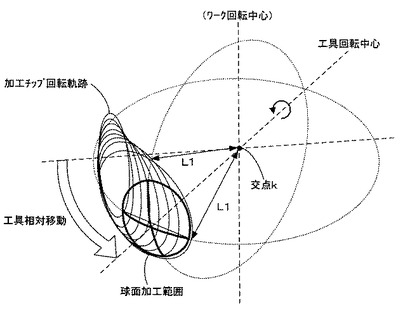
ここで、球面加工制御ルーチンにより加工される球面について説明する。図7は、本実施例の加工装置20により球面加工される様子を立体的に示した説明図である。図7では、ワークWの回転は、工具40の相対移動として矢印で図示するものとした。ここで、前述したように、工具40の加工チップ49は、工具40の回転中心回りに半径L0の円を描くように回転するので、その回転軌跡は円状のものとなる。そして、図示するように、工具40の相対移動に伴って加工チップ49の円状の回転軌跡が徐々に移動すると、その回転軌跡の重ね合わせによりワークWの内壁面に球面が加工されることになる。このとき、前述したように、交点kから加工ポイントまでの距離が値L1なので、加工される球面は、交点kを加工中心とした曲率半径が値L1の球面となる。このように、工具40(加工チップ49)の回転とワークWの回転との組み合わせ、即ち、加工チップ49の円状の回転軌跡がワークWの回転に伴って重ね合わされることにより、ワークWの内壁面に球面加工がなされるのである。なお、駆動機構50の駆動により主軸32を任意の位置として交点kから加工ポイントまでの距離を変更することができるので、球面加工の曲率半径を容易に調整することができる。
【0027】
以上説明した実施例の加工装置20によれば、中空のワークWに形成された開口部から工具40をワークW内に挿入し工具40の回転中心がワークWの回転中心と略直交するよう工具40を移動させ、主軸装置30から発生される回転動力によって工具40に取り付けられた加工チップ49を回転させると共にワークWを徐々に回転させることにより加工チップ49の円状の回転軌跡を重ね合わせるように球面加工がなされるので、回転軌跡がドーム状となるよう加工用の刃が形成された加工工具を工具挿抜装置により開口部からワーク内に挿入すると共に回転動力を発生させるスピンドルをワークに形成された貫通孔から挿入し工具挿抜装置からスピンドルに加工工具を受け渡して貫通孔周辺の内壁面に加工工具を押し付けながら回転させて球面加工するものに比して、開口部が形成された中空のワークWの内壁面を簡易な構成で精度よく球面加工することができる。また、主軸32がX軸,Y軸,Z軸方向に移動可能であって、且つ、ワークWを主軸30の回転軸と垂直方向のB軸(Y軸)回りに回転可能な回転テーブル72とを備える汎用のマシニングセンタで球面加工するので、専用の加工装置を用意することなく球面加工をすることができる。
【0028】
実施例の加工装置20では、工具40のケース41が部分的に細く形成されるものとしたが、これに限られず、例えば、ワークWの開口部や加工範囲の大きさによりワークWの必要な回転範囲を確保できる場合には、細く形成されるものとしなくてもよい。
【0029】
実施例の加工装置20では、第1回転軸と第2回転軸とがかさ歯車の噛み合いにより接続されるものとしたが、これに限られず、所定の角度をもって第1回転軸から第2回転軸へ回転動力を伝達できるものであれば如何なる構成としてもよい。また、実施例の加工装置20では、第1回転軸と第2回転軸とのなす角aの角度を約65度としたが、これに限られず、加工対象のワークWの内部形状や加工範囲、球面の曲率半径などに応じて最適な角度を定めるものとすればよい。
【0030】
実施例の加工装置20では、工具40がワークW内に挿入されたときに工具40の回転中心がワークWの回転中心と略直交する位置に移動されるものとしたが、挿入されたときに工具40の回転中心がワークWの回転中心と略直交するものに限られず、加工チップ49が加工ポイントに到達したときに工具40の回転中心がワークWの回転中心と略直交するものとしてもよい。また、工具40の回転中心とワークWの回転中心とが略直交するものとしたが、略直角に交差するものに限られず、直角以外の角度をもって交差するものとしてもよい。
【0031】
実施例の加工装置20では、X軸用駆動機構52,Y軸用駆動機構54およびZ軸用駆動機構56の駆動により主軸32をX軸方向,Y軸方向およびZ軸方向に移動させるものとしたが、これに限られず、主軸がワークWに対して相対的にX軸方向,Y軸方向およびZ軸方向に移動可能なものであれば如何なるものとしてもよく、例えば、X軸用駆動機構の駆動によりワークWをX軸方向に移動させると共にY軸用駆動機構およびZ軸用駆動機構の駆動により主軸をY軸方向およびZ軸方向に移動させたりするものとしてもよい。
【0032】
実施例の加工装置20では、マシニングセンタとして構成するものとしたが、これに限られず、主軸に取り付けられた工具がワークWに対して相対的にX軸,Y軸,Z軸方向に移動可能であり、且つ、ワークWを主軸の回転軸と垂直方向の回転軸を中心として回転可能な機構を有するものであればどのような加工装置として構成するものとしてもよい。また、汎用のマシニングセンタとしたが、専用の加工装置として構成するものとしてもよく、その場合、例えば、主軸の回転軸中心とワークWの加工範囲の中心の高さを一致させたものとすれば、X軸およびZ軸の方向に移動させる機構とワークWを回転させる機構とを備え、Y軸方向に移動させる機構を備えないものとしてもよい。
【0033】
実施例の加工装置20では、ワークWとして自動車のディファレンシャルギヤのケースを例示したが、これに限られるものではなく、開口部が形成された如何なる中空部材の球面加工に用いるものとしてもよい。
【0034】
ここで、実施例の主要な要素と課題を解決するための手段の欄に記載した発明の主要な要素との対応関係について説明する。実施例では、先端に工具が装着される主軸32を回転駆動する主軸モータ34が「第1電動機」に相当し、デフケースの球面加工用の工具40が「加工工具」に相当し、X軸用駆動機構52とY軸用駆動機構54とZ軸用駆動機構56とを備える駆動機構50が「移動手段」に相当し、ワークWを把持するためのクランプ76が表面に配置されサーボモータ74の駆動によりB軸回りに回転する回転テーブル72が「テーブル」に相当し、図5の球面加工制御ルーチンを実行するコントローラ100が「制御手段」に相当する。なお、本実施例では、加工装置20について説明することにより、本発明の球面加工方法の一例についても明らかにしている。なお、実施例の主要な要素と課題を解決するための手段の欄に記載した発明の主要な要素との対応関係は、実施例が課題を解決するための手段の欄に記載した発明を実施するための最良の形態を具体的に説明するための一例であることから、課題を解決するための手段の欄に記載した発明の要素を限定するものではない。即ち、課題を解決するための手段の欄に記載した発明についての解釈はその欄の記載に基づいて行なわれるべきものであり、実施例は課題を解決するための手段の欄に記載した発明の具体的な一例に過ぎないものである。
【0035】
以上、本発明を実施するための最良の形態について実施例を用いて説明したが、本発明はこうした実施例に何等限定されるものではなく、本発明の要旨を逸脱しない範囲内において、種々なる形態で実施し得ることは勿論である。
【産業上の利用可能性】
【0036】
本発明は、ワークの内壁面の球面加工を行う機械加工産業や自動車産業などに利用可能である。
【図面の簡単な説明】
【0037】
【図1】本発明の一実施例としての加工装置20の構成の概略を示す構成図である。
【図2】加工装置20の上面図である。
【図3】デフケースの斜視図である。
【図4】図3のデフケースの斜視図におけるA−A断面を示すA−A断面図である。
【図5】コントローラ100により実行される球面加工制御ルーチンの一例を示すフローチャートである。
【図6】球面加工制御ルーチンによりワークWが球面加工される際のワークWと工具40との位置関係を示す説明図である。
【図7】本実施例の加工装置20により球面加工される様子を立体的に示した説明図である。
【符号の説明】
【0038】
20 加工装置、22 ベース、23 コラム、30 主軸装置、32 主軸、34 主軸モータ、40 工具、41 ケース、42 第1回転軸、43 かさ歯車、45 第2回転軸、46 かさ歯車、48 チップ取付部、49 加工チップ、50 駆動機構、52 X軸用駆動機構、52a X軸サーボモータ、52b X軸ガイドレール、54 Y軸用駆動機構、54a Y軸サーボモータ、54b Y軸ガイドレール、54c Y軸用サドル、56 Z軸用駆動機構、56a Z軸サーボモータ、70 テーブル回転機構、72 回転テーブル、74 サーボモータ、76 クランプ、80 操作パネル、82 電源スイッチ、84 各種操作ボタン、90 ディスプレイ、100 コントローラ、102 CPU、104 ROM、106 RAM。
【技術分野】
【0001】
本発明は、球面加工方法および球面加工装置に関し、詳しくは、開口部が形成された中空のワークの内壁面を球面加工する球面加工方法および球面加工装置に関する。
【背景技術】
【0002】
従来、この種の球面加工装置としては、対向する一対の貫通孔が形成されると共に貫通孔の中心線と略直交する方向に開口部が形成された中空のディファレンシャルギヤケース(以下、ワークという)において、貫通孔の周囲の内壁面を球面加工するものが提案されている(例えば、特許文献1参照)。この球面加工装置は、加工用の刃が曲面に沿って放射状に形成され加工範囲と径が略同じ大きさのドーム状部を両側に有する加工工具と、加工工具に接続されるスピンドルを回転駆動すると共に互いに接近または離間する一対のスピンドルヘッドと、スピンドルヘッド間でワークを支持するチャックと、加工工具をワークの開口部からワーク内に出し入れする工具挿抜装置とを備え、貫通孔の中心線がスピンドルヘッドの軸線と一致するようチャックによりワークを支持し、支持されたワーク内に工具挿抜装置により開口部から加工工具を挿入すると共にスピンドルヘッドを互いに接近させて貫通孔からスピンドルを挿入し、工具挿抜装置からスピンドルに加工工具を受け渡し、一方の内壁面に加工工具を押し付けながら回転させて該一方の内壁面を球面加工すると共に他方の内壁面に加工工具を押し付けながら回転させて該他方の内壁面を球面加工するとしている。
【特許文献1】特開2005−125473号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上述した球面加工装置では、加工工具の刃の摩耗や欠損による影響がワークの球面に転写されるため、面粗さの調整が困難であった。また、球面加工されたワーク内壁面の球面寸法は加工工具の刃の形状で定まるので、球面寸法が異なる他のワークを加工するために球面寸法に応じた加工工具を用意する必要があった。さらに、工具挿抜装置からスピンドルへの加工工具の受け渡しが必要であり、装置の構成が複雑なものとなっていた。
【0004】
本発明の球面加工方法および球面加工装置は、開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工することを主目的とする。
【課題を解決するための手段】
【0005】
本発明の球面加工方法および球面加工装置は、上述の主目的を達成するために以下の手段を採った。
【0006】
本発明の球面加工方法は、
回転動力を発生する加工装置の主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具を用いて、開口部が形成された中空のワークの内壁面を球面加工する球面加工方法であって、
前記開口部から挿入した前記加工工具の第2回転軸の軸中心が前記ワークを回転させる回転中心と交差する所定位置となるよう該加工工具を移動させ、前記回転動力によって前記加工刃を回転させると共に前記ワークを徐々に回転させることにより球面加工することを特徴とする。
【0007】
この本発明の球面加工方法では、中空のワークの開口部から内部に挿入した加工工具の第2回転軸の軸中心がワークを回転させる回転中心と交差する所定位置となるよう加工工具を移動させ、加工装置の主軸から発生される回転動力によって第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に取り付けられた加工刃を回転させると共にワークを徐々に回転させることにより球面加工する。この結果、加工刃の円状の回転軌跡を重ね合わせるように球面加工がなされるので、開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工することができる。
【0008】
こうした本発明の球面加工方法において、前記加工工具は、前記ワーク内に挿入された状態で前記球面加工に必要な該ワークの回転範囲内において前記開口部の縁と接触しないよう部分的に細く形成されたケースを備えるものとすることもできる。こうすれば、加工工具がワークに干渉するのを防止することができる。
【0009】
また、本発明の球面加工方法において、前記第1回転軸と前記第2回転軸とは、かさ歯車の噛み合いにより接続されてなるものとすることもできる。こうすれば、簡易な構成で第1回転軸と第2回転軸とを所定角度をもって接続することができる。
【0010】
さらに、本発明の球面加工方法において、前記ワークは、自動車のディファレンシャルギヤのケースであるものとすることもできる。ディファレンシャルギヤのケースは、内部に配置されるサイドギヤがケース内壁面と摺動する際の振動や騒音を極力小さくするために加工寸法や面粗さに高い精度が要求されており、本発明を適用する意義が大きい。
【0011】
また、本発明の球面加工方法において、前記加工装置として、前記主軸がX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動可能であって、前記ワークを固定して回動可能なテーブルを有するマシニングセンタを用いて前記球面加工を行うことを特徴とするものとすることもできる。こうすれば、加工工具の移動量やワークの回転量を精度よくコントロールしてより精度の高い球面加工をすることができる。
【0012】
本発明の球面加工装置は、
開口部が形成された中空のワークの内壁面を球面加工する球面加工装置であって、
主軸に回転動力を発生させる第1電動機と、
前記主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具と、
前記主軸をX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動させる移動手段と、
第2電動機により駆動され、前記ワークを固定して回動させるテーブルと、
前記ワークの開口部から前記加工工具が挿入され該加工工具の第2回転軸の軸中心が前記ワークの回転中心と交差する所定位置となるよう前記移動手段を制御し、前記回転動力により前記加工刃が回転されるよう前記第1電動機を制御すると共に前記ワークが徐々に回転されるよう前記第2電動機を制御する制御手段と
を備えることを要旨とする。
【0013】
この本発明の球面加工装置では、中空のワークに形成された開口部から加工工具が挿入され加工工具の第2回転軸の軸中心がワークを回転させる回転中心と交差する所定位置となるよう主軸をX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とにワークに対して相対的に移動させる移動手段を制御し、回転動力により加工刃が回転されるよう第1電動機を制御すると共にワークが徐々に回転されるよう第2電動機を制御する。この結果、加工刃の円状の回転軌跡を重ね合わせるように球面加工がなされるので、開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工することができる。
【発明を実施するための最良の形態】
【0014】
次に、本発明を実施するための最良の形態を実施例を用いて説明する。
【実施例】
【0015】
図1は、本発明の一実施例としての加工装置20の構成の概略を示す構成図であり、図2は、加工装置20の上面図である。実施例の加工装置20は、図1に示すように、ワークWを加工する汎用のマシニングセンタとして構成されており、加工装置20の装置本体の架台としてのベース22と、ベース22に搭載されたコラム23と、コラム23に取り付けられ先端に工具が装着される主軸32を主軸モータ34により回転駆動する主軸装置30と、主軸32をX軸方向(図中前後方向),Y軸方向(図中上下方向)およびZ軸方向(図中左右方向)に駆動する駆動機構50と、ワークWをセットしてY軸に平行な軸線(図中B軸)周りに回転可能な回転テーブル72を有するテーブル回転機構70と、電源をオンオフする電源スイッチ82や各種操作ボタン84などからなる操作パネル80と、加工メニューの選択画面などを作業者に表示するディスプレイ90と、装置全体のコントロールを司るコントローラ100とを備える。なお、加工装置20は、図示しない自動工具交換装置を備え、加工作業の種類に応じて主軸32に装着する工具を別の工具に交換可能となっている。
【0016】
駆動機構50は、図1および図2に示すように、X軸用駆動機構52と、Y軸用駆動機構54と、Z軸用駆動機構56とを備える。X軸用駆動機構52は、X軸サーボモータ52aを駆動源とする周知のボールねじ機構として構成され、ベース22の上端部に敷設されたX軸ガイドレール52b上に搭載されるコラム23をX軸方向に往復動させる。同様に、Y軸用駆動機構54およびZ軸用駆動機構56も周知のボールねじ機構として構成され、Y軸用駆動機構54は、コラム23に敷設されたY軸ガイドレール54bに沿ってスライド可能なY軸用サドル54cをY軸サーボモータ54aによりY軸方向に往復動(上下動)させ、Z軸用駆動機構56は、Y軸用サドル54cに搭載された図示しないZ軸用ベースに敷設されたZ軸ガイドレール上に搭載される図示しないZ軸用サドルをZ軸サーボモータ56aによりZ軸方向に往復動させる。Z軸用サドルには、主軸装置30が取り付けられており、このため、X軸用駆動機構52,Y軸用駆動機構54およびZ軸用駆動機構56の駆動により、主軸32をX軸方向,Y軸方向およびZ軸方向に移動させることができる。
【0017】
テーブル回転機構70は、図1に示すように、ワークWを把持するためのクランプ76が表面に配置された回転テーブル72と、ベース22に取り付けられB軸回りに回転テーブル72を駆動するサーボモータ74とを備える。このサーボモータ74の駆動によって、回転テーブル72を正方向および負方向に回転させることができ、また、サーボモータ74の駆動速度を変化させることにより回転テーブル72の回転速度を調整することができる。なお、回転テーブル72の回転方向は、図2中右回りを正方向,左回りを負方向とする。
【0018】
コントローラ100は、CPU102を中心としたマイクロプロセッサとして構成されており、CPU102の他に各種加工プログラムなどを記憶したROM104と、一時的に各種データを記憶するRAM106と、操作パネル80などとの通信を可能とする内部通信インターフェース108とを備え、これらは互いに信号のやり取りが可能なように接続されている。コントローラ100は、操作パネル80の操作に応じて発生する操作信号や駆動機構50の各サーボモータ、テーブル回転機構70のサーボモータ74からの位置信号などを入力し、主軸装置30の主軸モータ34や駆動機構50の各サーボモータ、テーブル回転機構70のサーボモータ74に駆動信号を出力したりする。
【0019】
実施例では、こうして構成された加工装置20を用いて、開口部が形成された中空のワークWの内壁面の球面加工、例えば、自動車のディファレンシャルギヤのケース(以下、「デフケース」という)の内壁面の球面加工を行っている。図3は、デフケースの斜視図である。図示するように、工具が開口部からワークW内に挿入される。この工具としては、デフケースの球面加工用の工具40が用いられる。以下、この工具40について説明する。なお、以下の説明では、ワークWはデフケースを指すものとする。
【0020】
工具40は、図2に示すように、ケース41に収容され、主軸32に接続され端部にかさ歯車43が取り付けられた第1回転軸42と、第1回転軸42のかさ歯車43と噛み合うかさ歯車46が一端に取り付けられると共に加工チップ49を取り付けるためのチップ取付部48が他端に取り付けられた第2回転軸45とを備える。第1回転軸42の軸中心と第2回転軸45の軸中心とのなす角aの角度は、ワークWの内部形状や加工範囲、球面の曲率半径などに応じて定められるものであり、本実施例では約65度とした。また、加工チップ49は、その先端が第2回転軸45の軸中心から距離L0だけ離れた位置に取り付けられるものとした。このため、主軸32の回転動力がかさ歯車43とかさ歯車46との噛み合いにより第1回転軸42から第2回転軸45に伝達されると、加工チップ49は、その先端が第2回転軸45の軸中心の回りに半径L0の円を描くように回転する。以下、第2回転軸45の軸中心を工具40の回転中心という。なお、ケース41は、第1回転軸42が収容される部分において部分的に細く形成されているが、この理由については後述する。
【0021】
次に、本発明の一実施例としての加工装置20を用いて、開口部が形成された中空のワークWの内壁面を球面加工する際の動作について説明する。図4は、図3のデフケースの斜視図におけるA−A断面を示すA−A断面図である。図示するように、本実施例では、貫通孔の周囲の内壁面を二面だけ球面加工する場合を説明する。図5は、コントローラ100により実行される球面加工制御ルーチンの一例を示すフローチャートである。このルーチンは、作業者によりワークWが回転テーブル72上にセットされ、ディスプレイ90に表示される加工メニューのうち各種操作ボタン84のボタン操作により内壁面の球面加工が選択されてスタートボタンが押下され、自動工具交換装置により主軸30に取り付けられる工具が工具40に交換されたときに実行される。また、この球面加工制御ルーチンによりワークWが球面加工される際のワークWと工具40との位置関係を図6に示し、以下、フローチャートと合わせて説明する。なお、図6におけるワークWは、図4のB−B断面における端面図を示す。
【0022】
球面加工制御ルーチンが実行されると、コントローラ100のCPU102は、まず、工具40がワークW内に挿入されるよう駆動機構50の各サーボモータに駆動信号を出力する(ステップS100)。具体的には、図6(a)に示すように、工具40の回転中心がワークWの回転中心と略直交する所定位置まで工具40が移動するようX軸サーボモータ52a,Y軸サーボモータ54aおよびZ軸サーボモータ56aに駆動信号を出力する。ここで、ワークWの回転中心の位置座標は、予めROM104に記憶されているものとする。
【0023】
工具40がワークW内に挿入されると、工具40が回転を開始するよう主軸モータ34に駆動信号を出力し(ステップS110)、工具40の回転中心がワークWの回転中心と略直交したまま加工チップ49がワークWの内壁面と接触する加工ポイントに到達する位置まで工具40が移動するよう駆動機構50の各サーボモータに駆動信号を出力し(ステップS120)、回転テーブル72が加工開始位置まで負方向へ回転するようテーブル回転機構70のサーボモータ74に駆動信号を出力する(ステップS130)。ここで、加工開始位置は、ワークWの内壁面の加工範囲に応じて定められた回転テーブル72の回転角位置として予めROM104に記憶しているものとした。これにより、図6(b)に示すように、加工ポイントで加工チップ49がワークWの内壁面に接触し加工が開始される。このとき、前述したように、工具40のケース41は、部分的に細く形成されているので、ワークWの回転範囲内において工具40がワークWの開口部の縁に接触することがなくワークWに干渉するのを防止することができる。なお、工具40の回転中心とワークWの回転中心との交点を交点kとし、この交点kから加工ポイントまでの距離を値L1とする。
【0024】
次に、回転テーブル72が正方向へ徐々に回転するようサーボモータ74に駆動信号を出力する(ステップS140)。これにより、図6(b)の状態からワークWが左回りに徐々に回転し加工が行われていく(図6(c)参照)。このとき、回転テーブル72の回転速度を調整することにより、加工面の面粗さを所望の面粗さとすることができる。回転テーブル72の正方向への回転を開始した以降は、加工終了位置まで回転テーブル72が回転するのを待つ(ステップS150)。ここで、加工終了位置は、加工開始位置と同様に、加工範囲に応じて定められた回転テーブル72の回転角位置として予めROM104に記憶しているものとした。
【0025】
回転テーブル72が加工終了位置まで回転したと判定すると(図6(d)参照)、回転テーブル72の回転が停止するようサーボモータ74に駆動停止信号を出力し(ステップS160)、工具40がワークWから離間して退避するよう駆動機構50の各サーボモータに駆動信号を出力し(ステップS170)、工具40の回転が停止するよう主軸モータ34に駆動停止信号を出力する(ステップS180)。各信号を出力すると、ワークWの内壁面の両面が加工されたか否かを判定し(ステップS190)、片面しか加工していなければステップS100以降の処理を繰り返し、両面が加工されていれば本ルーチンを終了する。
【0026】
ここで、球面加工制御ルーチンにより加工される球面について説明する。図7は、本実施例の加工装置20により球面加工される様子を立体的に示した説明図である。図7では、ワークWの回転は、工具40の相対移動として矢印で図示するものとした。ここで、前述したように、工具40の加工チップ49は、工具40の回転中心回りに半径L0の円を描くように回転するので、その回転軌跡は円状のものとなる。そして、図示するように、工具40の相対移動に伴って加工チップ49の円状の回転軌跡が徐々に移動すると、その回転軌跡の重ね合わせによりワークWの内壁面に球面が加工されることになる。このとき、前述したように、交点kから加工ポイントまでの距離が値L1なので、加工される球面は、交点kを加工中心とした曲率半径が値L1の球面となる。このように、工具40(加工チップ49)の回転とワークWの回転との組み合わせ、即ち、加工チップ49の円状の回転軌跡がワークWの回転に伴って重ね合わされることにより、ワークWの内壁面に球面加工がなされるのである。なお、駆動機構50の駆動により主軸32を任意の位置として交点kから加工ポイントまでの距離を変更することができるので、球面加工の曲率半径を容易に調整することができる。
【0027】
以上説明した実施例の加工装置20によれば、中空のワークWに形成された開口部から工具40をワークW内に挿入し工具40の回転中心がワークWの回転中心と略直交するよう工具40を移動させ、主軸装置30から発生される回転動力によって工具40に取り付けられた加工チップ49を回転させると共にワークWを徐々に回転させることにより加工チップ49の円状の回転軌跡を重ね合わせるように球面加工がなされるので、回転軌跡がドーム状となるよう加工用の刃が形成された加工工具を工具挿抜装置により開口部からワーク内に挿入すると共に回転動力を発生させるスピンドルをワークに形成された貫通孔から挿入し工具挿抜装置からスピンドルに加工工具を受け渡して貫通孔周辺の内壁面に加工工具を押し付けながら回転させて球面加工するものに比して、開口部が形成された中空のワークWの内壁面を簡易な構成で精度よく球面加工することができる。また、主軸32がX軸,Y軸,Z軸方向に移動可能であって、且つ、ワークWを主軸30の回転軸と垂直方向のB軸(Y軸)回りに回転可能な回転テーブル72とを備える汎用のマシニングセンタで球面加工するので、専用の加工装置を用意することなく球面加工をすることができる。
【0028】
実施例の加工装置20では、工具40のケース41が部分的に細く形成されるものとしたが、これに限られず、例えば、ワークWの開口部や加工範囲の大きさによりワークWの必要な回転範囲を確保できる場合には、細く形成されるものとしなくてもよい。
【0029】
実施例の加工装置20では、第1回転軸と第2回転軸とがかさ歯車の噛み合いにより接続されるものとしたが、これに限られず、所定の角度をもって第1回転軸から第2回転軸へ回転動力を伝達できるものであれば如何なる構成としてもよい。また、実施例の加工装置20では、第1回転軸と第2回転軸とのなす角aの角度を約65度としたが、これに限られず、加工対象のワークWの内部形状や加工範囲、球面の曲率半径などに応じて最適な角度を定めるものとすればよい。
【0030】
実施例の加工装置20では、工具40がワークW内に挿入されたときに工具40の回転中心がワークWの回転中心と略直交する位置に移動されるものとしたが、挿入されたときに工具40の回転中心がワークWの回転中心と略直交するものに限られず、加工チップ49が加工ポイントに到達したときに工具40の回転中心がワークWの回転中心と略直交するものとしてもよい。また、工具40の回転中心とワークWの回転中心とが略直交するものとしたが、略直角に交差するものに限られず、直角以外の角度をもって交差するものとしてもよい。
【0031】
実施例の加工装置20では、X軸用駆動機構52,Y軸用駆動機構54およびZ軸用駆動機構56の駆動により主軸32をX軸方向,Y軸方向およびZ軸方向に移動させるものとしたが、これに限られず、主軸がワークWに対して相対的にX軸方向,Y軸方向およびZ軸方向に移動可能なものであれば如何なるものとしてもよく、例えば、X軸用駆動機構の駆動によりワークWをX軸方向に移動させると共にY軸用駆動機構およびZ軸用駆動機構の駆動により主軸をY軸方向およびZ軸方向に移動させたりするものとしてもよい。
【0032】
実施例の加工装置20では、マシニングセンタとして構成するものとしたが、これに限られず、主軸に取り付けられた工具がワークWに対して相対的にX軸,Y軸,Z軸方向に移動可能であり、且つ、ワークWを主軸の回転軸と垂直方向の回転軸を中心として回転可能な機構を有するものであればどのような加工装置として構成するものとしてもよい。また、汎用のマシニングセンタとしたが、専用の加工装置として構成するものとしてもよく、その場合、例えば、主軸の回転軸中心とワークWの加工範囲の中心の高さを一致させたものとすれば、X軸およびZ軸の方向に移動させる機構とワークWを回転させる機構とを備え、Y軸方向に移動させる機構を備えないものとしてもよい。
【0033】
実施例の加工装置20では、ワークWとして自動車のディファレンシャルギヤのケースを例示したが、これに限られるものではなく、開口部が形成された如何なる中空部材の球面加工に用いるものとしてもよい。
【0034】
ここで、実施例の主要な要素と課題を解決するための手段の欄に記載した発明の主要な要素との対応関係について説明する。実施例では、先端に工具が装着される主軸32を回転駆動する主軸モータ34が「第1電動機」に相当し、デフケースの球面加工用の工具40が「加工工具」に相当し、X軸用駆動機構52とY軸用駆動機構54とZ軸用駆動機構56とを備える駆動機構50が「移動手段」に相当し、ワークWを把持するためのクランプ76が表面に配置されサーボモータ74の駆動によりB軸回りに回転する回転テーブル72が「テーブル」に相当し、図5の球面加工制御ルーチンを実行するコントローラ100が「制御手段」に相当する。なお、本実施例では、加工装置20について説明することにより、本発明の球面加工方法の一例についても明らかにしている。なお、実施例の主要な要素と課題を解決するための手段の欄に記載した発明の主要な要素との対応関係は、実施例が課題を解決するための手段の欄に記載した発明を実施するための最良の形態を具体的に説明するための一例であることから、課題を解決するための手段の欄に記載した発明の要素を限定するものではない。即ち、課題を解決するための手段の欄に記載した発明についての解釈はその欄の記載に基づいて行なわれるべきものであり、実施例は課題を解決するための手段の欄に記載した発明の具体的な一例に過ぎないものである。
【0035】
以上、本発明を実施するための最良の形態について実施例を用いて説明したが、本発明はこうした実施例に何等限定されるものではなく、本発明の要旨を逸脱しない範囲内において、種々なる形態で実施し得ることは勿論である。
【産業上の利用可能性】
【0036】
本発明は、ワークの内壁面の球面加工を行う機械加工産業や自動車産業などに利用可能である。
【図面の簡単な説明】
【0037】
【図1】本発明の一実施例としての加工装置20の構成の概略を示す構成図である。
【図2】加工装置20の上面図である。
【図3】デフケースの斜視図である。
【図4】図3のデフケースの斜視図におけるA−A断面を示すA−A断面図である。
【図5】コントローラ100により実行される球面加工制御ルーチンの一例を示すフローチャートである。
【図6】球面加工制御ルーチンによりワークWが球面加工される際のワークWと工具40との位置関係を示す説明図である。
【図7】本実施例の加工装置20により球面加工される様子を立体的に示した説明図である。
【符号の説明】
【0038】
20 加工装置、22 ベース、23 コラム、30 主軸装置、32 主軸、34 主軸モータ、40 工具、41 ケース、42 第1回転軸、43 かさ歯車、45 第2回転軸、46 かさ歯車、48 チップ取付部、49 加工チップ、50 駆動機構、52 X軸用駆動機構、52a X軸サーボモータ、52b X軸ガイドレール、54 Y軸用駆動機構、54a Y軸サーボモータ、54b Y軸ガイドレール、54c Y軸用サドル、56 Z軸用駆動機構、56a Z軸サーボモータ、70 テーブル回転機構、72 回転テーブル、74 サーボモータ、76 クランプ、80 操作パネル、82 電源スイッチ、84 各種操作ボタン、90 ディスプレイ、100 コントローラ、102 CPU、104 ROM、106 RAM。
【特許請求の範囲】
【請求項1】
回転動力を発生する加工装置の主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具を用いて、開口部が形成された中空のワークの内壁面を球面加工する球面加工方法であって、
前記開口部から挿入した前記加工工具の第2回転軸の軸中心が前記ワークを回転させる回転中心と交差する所定位置となるよう該加工工具を移動させ、前記回転動力によって前記加工刃を回転させると共に前記ワークを徐々に回転させることにより球面加工することを特徴とする球面加工方法。
【請求項2】
前記加工工具は、前記ワーク内に挿入された状態で前記球面加工に必要な該ワークの回転範囲内において前記開口部の縁と接触しないよう部分的に細く形成されたケースを備える請求項1記載の球面加工方法。
【請求項3】
前記第1回転軸と前記第2回転軸とは、かさ歯車の噛み合いにより接続されてなる請求項1または2記載の球面加工方法。
【請求項4】
前記ワークは、自動車のディファレンシャルギヤのケースである請求項1ないし3いずれか1項に記載の球面加工方法。
【請求項5】
前記加工装置として、前記主軸がX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動可能であって、前記ワークを固定して回動可能なテーブルを有するマシニングセンタを用いて前記球面加工を行うことを特徴とする請求項1ないし4いずれか1項に記載の球面加工方法。
【請求項6】
開口部が形成された中空のワークの内壁面を球面加工する球面加工装置であって、
主軸に回転動力を発生させる第1電動機と、
前記主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具と、
前記主軸をX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動させる移動手段と、
第2電動機により駆動され、前記ワークを固定して回動させるテーブルと、
前記ワークの開口部から前記加工工具が挿入され該加工工具の第2回転軸の軸中心が前記ワークの回転中心と交差する所定位置となるよう前記移動手段を制御し、前記回転動力により前記加工刃が回転されるよう前記第1電動機を制御すると共に前記ワークが徐々に回転されるよう前記第2電動機を制御する制御手段と
を備える球面加工装置。
【請求項1】
回転動力を発生する加工装置の主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具を用いて、開口部が形成された中空のワークの内壁面を球面加工する球面加工方法であって、
前記開口部から挿入した前記加工工具の第2回転軸の軸中心が前記ワークを回転させる回転中心と交差する所定位置となるよう該加工工具を移動させ、前記回転動力によって前記加工刃を回転させると共に前記ワークを徐々に回転させることにより球面加工することを特徴とする球面加工方法。
【請求項2】
前記加工工具は、前記ワーク内に挿入された状態で前記球面加工に必要な該ワークの回転範囲内において前記開口部の縁と接触しないよう部分的に細く形成されたケースを備える請求項1記載の球面加工方法。
【請求項3】
前記第1回転軸と前記第2回転軸とは、かさ歯車の噛み合いにより接続されてなる請求項1または2記載の球面加工方法。
【請求項4】
前記ワークは、自動車のディファレンシャルギヤのケースである請求項1ないし3いずれか1項に記載の球面加工方法。
【請求項5】
前記加工装置として、前記主軸がX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動可能であって、前記ワークを固定して回動可能なテーブルを有するマシニングセンタを用いて前記球面加工を行うことを特徴とする請求項1ないし4いずれか1項に記載の球面加工方法。
【請求項6】
開口部が形成された中空のワークの内壁面を球面加工する球面加工装置であって、
主軸に回転動力を発生させる第1電動機と、
前記主軸に接続可能な第1回転軸と、該第1回転軸と所定角度をもって前記回転動力を伝達可能に接続された第2回転軸とを有し、該第2回転軸の先端部の軸中心から所定の距離だけ離れた位置に加工刃が取り付けられた加工工具と、
前記主軸をX軸方向と該X軸に直交するY軸方向と該X軸および該Y軸に直交するZ軸方向とに前記ワークに対して相対的に移動させる移動手段と、
第2電動機により駆動され、前記ワークを固定して回動させるテーブルと、
前記ワークの開口部から前記加工工具が挿入され該加工工具の第2回転軸の軸中心が前記ワークの回転中心と交差する所定位置となるよう前記移動手段を制御し、前記回転動力により前記加工刃が回転されるよう前記第1電動機を制御すると共に前記ワークが徐々に回転されるよう前記第2電動機を制御する制御手段と
を備える球面加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−23178(P2010−23178A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−187157(P2008−187157)
【出願日】平成20年7月18日(2008.7.18)
【出願人】(000100768)アイシン・エィ・ダブリュ株式会社 (3,717)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月18日(2008.7.18)
【出願人】(000100768)アイシン・エィ・ダブリュ株式会社 (3,717)
【Fターム(参考)】
[ Back to top ]