
環境への負荷の少ない容器材料用鋼板とその製造方法およびこれを用いた環境への負荷の少ない容器材料用ラミネート鋼板および容器材料用塗装プレコート鋼板
【課題】従来のクロメート処理を施した容器材料用鋼板と同等のラミネートフィルムあるいは塗料等の有機樹脂被膜との密着性、および、デント衝撃後の耐鉄溶出性に優れた環境への負荷の少ない容器材料用鋼板と、製造工程において、フッ化物や硝酸性窒素化合物を排出しない、環境への負荷の少ない容器材料用鋼板の製造方法を提供する。
【解決手段】鋼板上に、すず層または鉄―すず合金層が形成され、さらに、その上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されている容器材料用フィルムラミネート鋼板、または、容器材料用塗装鋼板であり、鋼板上のすず層または鉄―すず合金層上に存在する酸化すず層厚が、電解剥離法による測定で3.5mc/cm2以下であることを特徴とする。
【解決手段】鋼板上に、すず層または鉄―すず合金層が形成され、さらに、その上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されている容器材料用フィルムラミネート鋼板、または、容器材料用塗装鋼板であり、鋼板上のすず層または鉄―すず合金層上に存在する酸化すず層厚が、電解剥離法による測定で3.5mc/cm2以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面処理金属材料及びその表面処理方法に関し、より詳しくは、鋼板の下地処理に際して、クロム、フッ素、硝酸性窒素を含む処理液を用いない環境への負荷が少ない容器材料用鋼板とその製造方法、および、これを用いたラミネートフィルムあるいは塗料等の有機樹脂被膜との密着性、および、デント衝撃後の耐鉄溶出性に優れた環境への負荷の少ない容器材料用ラミネート鋼板および容器材料用塗装プレコート鋼板に関する。
【背景技術】
【0002】
鋼板、亜鉛系めっき鋼板、亜鉛合金板、すず系めっき鋼板、アルミニウム合金板等の金属材料と有機膜との密着性を向上させる処理として、クロメート処理、リン酸塩処理、シランカップリング剤による処理などが従来から知られている。中でも、クロメート処理はその優れた耐食性と密着性から家電製品、建材、車両、金属容器などの分野で広く利用されてきたが、廃棄時に有害物質である6価クロムが土壌等に溶出して汚染する可能性が指摘されていることから、既に欧州を中心にクロメート処理を撤廃する方向にある。
【0003】
容器用金属材料では、すずめっき鋼板を重クロム酸ソーダの水溶液中で陰極電解する、あるいは、鋼板をフッ化物含有無水クロム酸水溶液中で陰極電解処理したりする、皮膜中に6価クロムが残存しないタイプのクロメート処理が利用されているが、処理層中に6価クロムを含まないタイプのクロメート処理でも処理液そのものには6価クロムが含まれていることから、6価クロムを無害化して排水及び排気処理する必要があり、環境への負荷の面からは、処理液中にも6価クロムを含まない表面処理の方が望ましい。
また、フッ素、ホウ素、硝酸性窒素なども環境への負荷の面からは好ましくなく将来的に排出基準が強化される方向であることから、容器用金属材料の処理液中にも上記物質が含まれないことが望ましい。
【0004】
そこで、環境への負荷軽減策のひとつとしてクロムフリー化がある。容器材料用のクロムフリー型表面処理としては、スズめっき鋼板を加工したスズめっき面にカーボンを主成分とする有機化合物と無機リン化合物とからなる有機−無機複合皮膜を有する耐食性と塗料密着性に優れるスズめっきスチール製缶の表面処理方法の例として特許文献1が、アルミ缶またはぶりきDI缶の塗装・印刷前表面処理液として、リン酸イオンとタングステン化合物およびチタン化合物の少なくとも1種を含み、かつ、酸化剤とフッ酸およびフッ化物の少なくとも1種を含有するDI缶表面処理液の例として特許文献2が知られている。
【特許文献1】特開平11-264075号公報
【特許文献2】特開平7-48677号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来、飲料缶、および、食缶用途用の金属容器は、製缶後に内外面の塗装焼付処理を行うのが一般的であったが、近年、飲料缶、あるいは、食缶用の金属材料として、フィルムを予め鋼板に熱ラミネートした鋼板や、鋼板に予め印刷焼付塗装を行ったプレコート鋼板を用いられることが多くなってきた。
【0006】
DI成形やDRD成形による製缶加工では、缶壁にしごき力が働くことから、ラミネート鋼板や塗装プレコート鋼板タイプの容器用金属材料を製缶すると、樹脂皮膜と鋼板の密着力が十分でない場合には樹脂皮膜が剥離し易い。また、内容物を充填した後に行われる加熱殺菌処理(レトルト処理)では、高温高圧下で水が樹脂皮膜中に浸透し、より密着性が低下し易いため、最悪の場合、樹脂皮膜の浮きや、発錆に至る場合もある。
【0007】
本発明が解決しようとする課題は、従来のクロメート処理を施した容器材料用鋼板と同等のラミネートフィルムあるいは塗料等の有機樹脂被膜との密着性、および、デント衝撃後の耐鉄溶出性に優れたクロメートフリータイプの容器材料用鋼板を提供することである。
【0008】
また、クロム化合物と同様にフッ化物、および、硝酸性窒素を含む処理液は、排水処理に際してクロム化合物と同様に排水処理設備を要し、多大なコストと時間を費やして無害化処理する必要があり、環境面からも、処理液中にフッ化物や硝酸性窒素化合物を含まない方がより望ましいことから、上記の密着性、耐鉄溶出性とあわせて、その製造工程において、より設備投資負荷、操業コスト負荷、環境負荷の少ないフッ化物および硝酸性窒素を含まないクロメートフリータイプの容器材料用鋼板を提供することが、本発明が解決しようとするもうひとつの課題である。
【課題を解決するための手段】
【0009】
本発明者らは、上記の課題を解決するために、ブリキ鋼板を用いた場合のクロメートフリー下地処理する前の事前表面処理方法とブリキ鋼板に最適なクロメートフリー下地処理の方法について鋭意検討した結果、設備投資負荷、操業コスト負荷、環境負荷のより少ないフッ化物や硝酸性窒素化合物を含まないクロメートフリータイプの容器材料用鋼板が得られることを見出したものである。
【0010】
すなわち、本発明は、
(1)鋼板上に、すず層または鉄―すず合金層が形成され、さらに、その上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されており、鋼板上のすず層または鉄―すず合金層上に存在する酸化すず層厚が、電解剥離法による測定で3.5mc/cm2以下であることを特徴とする環境への負荷の少ない容器材料用鋼板、
(2)(1)記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、炭酸水素ナトリウム溶液中での陰極電解処理を行うことによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法、
(3)(1)記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、硫酸溶液中に浸漬することによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法、
(4)タングステン酸アンモニウム水溶液を塗布または浸漬によってすず層または鉄―すず合金層上に付着させ、その後乾燥させることによってジルコニウム化合物からなるクロムフリー接着下地処理皮膜をすず層または鉄―すず合金層上に形成させることを特徴とする(2)または(3)記載の環境への負荷の少ない容器材料用鋼板の製造方法、
(5)(1)記載の環境への負荷の少ない容器材料用鋼板を用いたことを特徴とする環境への負荷の少ない容器材料用ラミネート鋼板および容器材料用塗装プレコート鋼板、
である。
【発明の効果】
【0011】
本発明の環境への負荷の少ない容器材料用鋼板は、従来のクロメート処理を施した容器材料用鋼板と同等のラミネートフィルムあるいは塗料等の有機樹脂被膜との密着性、および、デント衝撃後の耐鉄溶出性を有しており、かつ、その処理液中に、クロム化合物、フッ化物、および、硝酸性窒素を含まないため、これら環境負荷の高い物質を排水する際必要な無害化処理を行う必要がなく、環境面から見て、より、環境負荷が少ないクロメートフリータイプの容器材料用鋼板であり、食品安全性と工業的に生産性に優れているので極めて工業的価値が高い。
【発明を実施するための最良の形態】
【0012】
本発明の環境への負荷の少ない容器材料用鋼板は、少なくとも缶内面となる側の鋼板表面が、すずめっき層または鉄―すず合金層を有しており、さらに、その上にフッ化物または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されていることを特徴としており、特に、クロムフリー接着下地処理を施す前に、炭酸水素ナトリウム溶液中での陰極電解処理、または、硫酸浸漬処理を行うことによって、すず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にすることを特徴とする。
以下、発明を実施するための最良の形態について、述べる。
【0013】
<鋼板>
本発明に用いる鋼板の種類は特に限定されるものではなく、従来から容器用材料にもちいられているブリキ、TFS用原板と同じのもので構わない。
【0014】
<すずめっき>
食品用途に適用が可能なめっき種は、食品安全衛生、製造性等を満足させることが必要であり、現実的に利用可能なめっき種としては、すず、アルミニウム、ニッケルなどが適当な候補として挙げられる。本発明で環境への負荷の少ない容器材料用鋼板として用いる容器材料用クロムフリー鋼板において、すずめっきを用いる理由としては、缶詰用途における使用実績が高く食品安全衛生性上問題がなく、耐食性に優れていること、成形性に優れること、他のめっきに比べて比較的安価であること、等が挙げられる。
【0015】
本発明に用いるすずめっき鋼板は、通常の電気メッキぶりき鋼板でよく、鉄−すず合金化処理(リフロー処理)を施してあってもよい。すずめっき量は、フィルムラミネートまたは塗装後のデント部の鉄溶出を抑制する観点から、0.5〜12.0g/m2の範囲であることが望ましい。すずめっき量が0.5g/m2未満の場合、デント後の鉄溶出量が多くなり、耐食性が低下するので、好ましくない。また、すずめっき量が12.0g/m2を超えても、性能上特に支障はないが、製造工程ですずがロール等に凝着堆積しやすくなり、押疵の原因になったりすることや、必要以上にめっきコストがかさむので好ましくない。
【0016】
<酸化すず除去処理>
本発明の環境への負荷の少ない容器材料用鋼板は、すずめっき層または鉄―すず合金層の上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層を形成させることを特徴するが、めっき板そのままの状態では、表面に酸化すず層が存在するため、すずめっき層または鉄―すず合金層の上にタングステン化合物を均一に付着させるのは困難である。
【0017】
すずめっき層または鉄―すず合金層上のタングステン化合物の付着状態が、不均一だと、ラミネートフィルムあるいは塗料との密着性にムラが生じ、フィルムラミネート後または塗装後の鋼板を製缶加工した際にフィルムや塗料が剥げたり、缶体にデント衝撃が加わった際にフィルムが剥離しやすくなる等の不良が発生しやすくなる。
【0018】
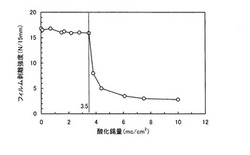
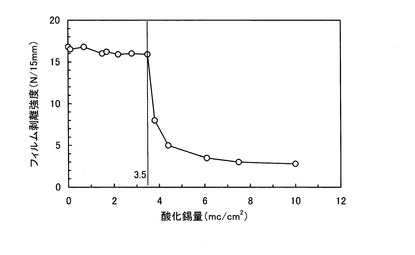
そこで、発明者らは、錫メッキ鋼板の残存酸化錫量がタングステン化合物下地処理したフィルムラミネート錫メッキ鋼板のフィルム剥離強度に与える影響を調査した。その結果を図1に示す。この時使用したラミネート鋼板は、片面2.8g/m2の錫メッキ鋼板にタングステン酸アンモニウムの浸漬処理を行ったクロメートフリー下地処理鋼板であり、鋼板の両面に20μm厚の無延伸共重合ポリエステルフィルムを熱ラミネートすることによって得たものである。
フィルムの剥離強度は、フィルムラミネート鋼板をレトルト処理用の蒸気釜に入れ、125℃で90分間レトルト殺菌処理したもので測定した結果である。
錫メッキ鋼板の酸化錫量は、未処理の錫メッキ鋼板から適宜酸化錫除去処理した錫メッキ鋼板の下地処理前の電解剥離法で測定した酸化錫量である。
【0019】
図1から分るように、錫メッキ上の酸化錫量が、3.5(mc/cm2)までは、剥離強度は、安定しているが、酸化錫量が、3.5(mc/cm2)を超えると急激にフィルムの剥離強度が低下することが分る。
錫メッキ上の酸化錫量が3.5(mc/cm2)以下の場合は、部分的に酸化錫が少ない箇所があると考えられることから、酸化錫の少ない部分でタングステン化合物を介してフィルムが強固に接着していると考えられる。一方、錫メッキ上の酸化錫量が3.5(mc/cm2)を超えたあたりから、酸化錫層で錫メッキが一面覆われるため、脆弱な酸化錫層から容易に剥離するようになると考えられる。
【0020】
以上の結果から、すずめっき層または鉄―すず合金層上のタングステン化合物の付着状態を安定化させるために、タングステン付着処理を行う直前に、すずめっき鋼板の酸化すず層を電解剥離法による測定で3.5mc/cm2以下になるレベルまで除去する処理を行う。酸化すず層の厚みが電解剥離法による測定で3.5mc/cm2を越えると加工や衝撃が加わった際に残存している酸化すず層から凝集破壊しやすくなり、フィルムや塗料の密着性が著しく低下するので、好ましくない。
【0021】
すずめっき層または鉄―すず合金層上に生成している酸化すず層を除去する方法としては、炭酸水素ナトリウム溶液中での陰極電解処理を行うのが、短時間で確実に酸化すず層が除去され、かつ、すずの溶け出しも殆どないので、最も好ましい方法である。
【0022】
フィルムや塗料の密着性向上の観点からは、酸化錫層が全く存在しないのが好ましいが、酸化錫層を完全に除去しても、錫は酸素が多少でも存在すると直ぐに最表面が酸化するので、錫メッキ表面に酸化錫が全くない状態のままフィルムラミネートや塗装を行うことは、通常の設備では困難であり、たとえ実現できても製造コストがかさむため好ましい方法とは言えない。
【0023】
錫メッキ上の酸化錫層は、0.01mc/cm2まで除去すれば実質的に酸化錫層がない状態と同等の密着性が得られるので、酸化錫層は0.01mc/cm2から3.5mc/cm2の範囲であるのが好ましい。
【0024】
その他のすずめっき層または鉄―すず合金層上に生成している酸化すず層を除去する方法としては、硫酸水溶液中に浸漬する方法が好ましいが、硫酸浸漬法では、酸化すず除去処理後に十分な水洗を行わないと硫酸分が残留して塗膜密着性が劣化する場合もあるので、注意が必要である。
【0025】
なお、電解剥離法は、定電流クロメトリの原理を応用して、試験片の定電流電解を行い、電解剥離に伴う 試験片の電位変化をペンレコーダーに記録し、電解時間−電位曲線により、電気量、即ち、表面錫の付着量や酸化膜を計測する方法である。
【0026】
<タングステン化合物処理>
本発明では、すずめっき鋼板上のすず層または鉄―すず合金層上の酸化すず層を炭酸水素ナトリウム溶液中での陰極電解処理、または、硫酸溶液中に浸漬する方法によって、電解剥離法による測定で3.5mc/cm2以下になるレベルまで酸化すず層除去処理した後、フッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層を形成させることを特徴とするが、タングステン化合物を接着下地処理剤として用いる理由としては、すずめっき鋼板表面をタングステンの水和酸化物で被覆することによって、クロメート処理と同様にタングステンの水和酸化物と樹脂被覆層に含まれる水酸基との間での水素結合を生成させて樹脂皮膜との密着性を向上させることを狙ったものである。
【0027】
発明者らは、タングステン化合物と同様の効果を期待して、種々の金属系酸化物についてもクロムフリー接着下地処理剤としての適性を検討したが、タングステン化合物によるクロムフリー接着下地処理が最も樹脂皮膜との密着性(特にレトルト処理後の2次密着性)に優れていることを見出したものである。
【0028】
フッ素または硝酸性窒素を含まないタングステン化合物とからなるクロムフリー接着下地処理層を形成させる方法としては、通常のロールコーターによる塗布法、あるいは、鋼板を処理液中に浸漬させた後ロールあるいはエアナイフ等で余分な液を落とす浸漬法などがある。従来のクロメート処理は、酸化錫を含む錫メッキ表面を活性化させる目的で、処理液中にフッ化物や硝酸を添加される場合があったが、本発明のクロムフリー下地処理では、下地処理する前に酸化錫層の影響がないレベル以下まで除去することにより、処理液中にフッ化物や硝酸を添加しなくとも、均一でメッキ層との密着が良好なクロムフリー下地処理層を形成させることができる。
【0029】
尚、処理槽および配管系統などをクロムフリー下地処理以外の処理にも使用している場合、処理工程をクロムフリー下地処理に切替てもフッ素または硝酸性窒素が、不可避的に混入する場合があるが、フッ素または硝酸性窒素を含まないレベルとしては、クロムフリー接着下地処理層内にフッ素または硝酸性窒素が5mg/m2以下であることが好ましく、5mg/m2以下の含有レベルであれば実質的にフッ素または硝酸性窒素を用いて処理をしていないと言え、その処理液排水処理も従来の電解クロム酸処理の廃液処理設備で処理可能であり、廃液処理装置にかかる負荷は電解クロム酸処理液よりはるかに少なく廃液処理コストは無視できるレベルである。
【0030】
タングステン化合物を塗布によって付着させる方法についてであるが、処理液としては、タングステン酸アンモニウム水溶液が安定性、取扱いの優しさ等から最も好ましい。
【0031】
本発明者らの検討によれば、タングステン化合物の付着量は乾燥後のタングステン換算の重量で10mg/m2超付着させても、密着性はあまり上がらなくなることが分っているので、乾燥後のタングステン換算の付着量が10mg/m2以下になるように処理液を塗布するのが好ましい。処理液をすずめっき鋼板上に塗布した後は、水分を蒸発させるために乾燥させるのが好ましい。乾燥方法は、自然乾燥でも、加熱乾燥でも良い。
【実施例】
【0032】
実施例、比較例を通じ、各評価試験は下記のように行った。
1.酸化すず層厚測定
以下、実施例および比較例で示す酸化すず層厚は、すずめっき鋼板を陽極として、0.01%のHBr水溶液中で1mAで定電流電解剥離した時の酸化すず層が除去されるまでの電解剥離時間から電気量を算出し、単位面積当りの電解剥離に要した電気量として表示(mc/cm2)として表示した。
【0033】
2.下地処理剤付着量測定
下地処理後の下地剤付着量の測定は、蛍光X線吸収スペクトル測定により、金属酸化物中の金属量を測定し、単位面積当りの付着金属量換算値として表示(mg/m2)した。
【0034】
3.フィルムラミネート
実施例および比較例で調整した鋼板の表裏面をすずの融点より7℃低い225℃に加熱し、両面に20μm厚の無延伸共重合ポリエステル(テレフタル酸/イソフタル酸(重量比88/12)とエチレングリコールからなる共重合ポリエステル(融点228℃))フィルムを、ラミネートロール温度150℃、通板速度150m/分で熱ラミネートし直ちに、水冷することにより、フィルムラミネート鋼板を得た。
【0035】
4.レトルト処理
フィルムラミネート鋼板をレトルト処理用の蒸気釜に入れ、125℃で90分間レトルト殺菌処理を行った。
【0036】
5.フィルム剥離強度測定
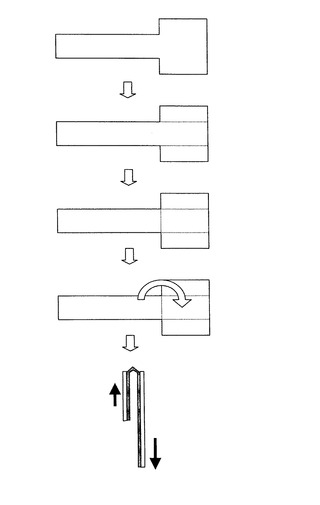
未処理、および、レトルト処理後のフィルムラミネート鋼板を図2に示すような形状に専用打抜き金型を用いて打抜き、試験片幅が広がっている部分のフィルムに15mm幅、長さ30mm以上の鋼板面まで達する疵を入れる。
試験片幅が15mmから30mmに広がる部分の鋼板を専用金型プレスを用いて、幅方向にフィルムを残して切断し、試験片幅15mmの部分を試験片幅30mmの方に折り返してフィルムが180°折り返されるようにする。
試験片の30mm幅の部分を引張り試験機に取り付けた治具に差込み、試験片幅15mmの部分をもう一方の引張り試験機の掴み部に取り付ける。
室温下で引張り速度20mm/min.でフィルムの180°剥離強度を測定する。
【0037】
6.製缶
フィルムラミネート鋼板の両面にワックス系潤滑剤を塗布し、プレスにより直径155mmの円板を打抜き、浅絞りカップを得る。次いでこの浅絞りカップを、ストレッチアイアニング加工を行いカップ径52mm、カップ高さ138mm、缶側壁部の平均板厚減少率18%のカップを得た。このカップを、フィルム歪取りのために215℃にて熱処理を行った後、さらに印刷焼付相当の200℃の熱処理を行い、缶特性評価用の試料を作製した。
【0038】
7.製缶品レトルト処理
前項に示した製缶品の一部をレトルト処理用の蒸気釜に入れ、125℃で90分間レトルト殺菌処理を行った。
【0039】
8.鉄溶出量測定
缶内にアルカリイオン清涼飲料水(例えば日本コカコーラ社製アクエリアス)を缶上部まで満たし、恒温槽中で37℃・7日間加温処理した後、恒温槽から取り出して、缶内のアクエリアスを捨てる。
次に缶の缶高さ25mm位置と75mm位置の鋼板圧延方向(0°方向)と90°方向の缶壁位置に、それぞれ別々の缶を使用して、5℃環境下でデュポン衝撃試験(錘重量1kg、錘落下高さ40mm、衝撃圧子先端径Φ16mm)を行う。
デュポン衝撃後の缶に再度アクエリアスを満たし、50℃の恒温槽中で7日間置いた後、缶内のアクエリス中に溶出した鉄量を原子吸光法により測定した。
充填前のアクエリアス中の鉄量と溶出試験後のアクエリアス中の鉄量差を1缶分の鉄溶出量(mg/L)とした。
試験数は各デュポン衝撃位置について3缶とし、デュポン衝撃位置4箇所分の鉄溶出量の総平均(12缶分)を1水準当りの鉄溶出量とした。
【0040】
9.プレコート鋼板作製
実施例および比較例で下地処理まで行った鋼板の表面に、バーコーターを使用して、缶用エポキシ塗料(大日本インキ化学工業(株)製のサイジングニス10−031)を片面25g/m2塗布した後、焼付乾燥炉で210℃、10分間焼付処理を行う。
【0041】
10.塗料密着性評価用Tピール試験片作製
2枚のプレコート鋼板の塗装面どうしをナイロン接着フィルムを介してホットプレスで熱圧着(200℃、60秒、1MPa)する。熱圧着後、試験片を冷却してから、幅10mm、長さ150mmの接着試験片を切り出し、接着試験片長の約50mm分を予め引張試験時の掴み代として剥離させ、Tピール試験片を作製する。
【0042】
11.塗料密着性評価(Tピール試験)
予め剥離しておいた掴み代部を引張り試験機の掴み部に挟み込み、接着部100mm分を室温下で引張り速度20mm/min.でTピール強度を測定し、塗料密着性を評価する。表1および表2に実施例、比較例に使用した鋼板の表面処理条件を示す。
【0043】
【表1】

【0044】
【表2】
【0045】
表3には、表1、表2の条件で処理した板を使用してフィルムラミネート鋼板を作製し、フィルムの初期密着力、および、レトルト処理後の密着力、および、製缶品の鉄溶出量を示す。
【0046】
【表3】
【0047】
表4には、表1、表2の条件で処理した板を使用してプレコート鋼板を作製し、ナイロン接着フィルムで塗装面どうしを熱圧着したTピール試験片の初期密着力、および、レトルト処理後の密着力を示す。
【0048】
【表4】
【0049】
実施例1、4、5、6、7、8、9、12、13、14、15、16は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板であり、表3、表4に示したようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性に優れていることが分る。
【0050】
また、実施例1、4、5、6、7、8のラミネート鋼板製缶品の鉄溶出量は、比較例4に示した現行主流のティンフリー鋼板を使用したフィルムラミネート鋼板のものより少なく、良好である。
なお、実施例1、4、9、12は新造した循環セル槽を用いて試験した例であり、下地剤皮膜中にフッ素、窒素の残留がないことを確認した。従来、他の処理浴用に使用していた循環セル槽を用いた実施例5、6、7、8、13、14、15、16では、下地処理液中にフッ素や硝酸を含んでいないにも拘らず、下地剤皮膜中にフッ素、または、窒素が微量に存在していることが確認された。ただし、下地剤皮膜中にフッ素、または、窒素が微量に存在していても、フィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性には影響は見られなかった。
【0051】
実施例2、3、10、11は、すずめっき鋼板表面の酸化すずをH2SO4水溶液中で浸漬処理して1.5〜3.5(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板であり、表3、表4に示したようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性に優れていることが分る。
【0052】
また、実施例2、3のラミネート鋼板製缶品の鉄溶出量は、比較例4に示した現行主流のティンフリー鋼板を使用したフィルムラミネート鋼板のものより少なく、良好である。
【0053】
比較例1、8は、すずめっき鋼板表面の酸化すずをH2SO4水溶液中で浸漬処理し、酸化すず層を3.8(mc/cm2)まで除去した鋼板を、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板である。
酸化すず層が3.5(mc/cm2)より多く残存していると、表3、表4に示すようにフィルムラミネート鋼板としてのレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性が悪くなることが分る。
【0054】
比較例2、9は、未処理のすずめっき鋼板(酸化すず層4.4(mc/cm2))を、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板である。
比較例1同様、酸化すず層が3.5(mc/cm2)より多く残存していると、表3、表4に示すようにフィルムラミネート鋼板としてのレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性が悪くなることが分る。
【0055】
比較例3、10は、現行のクロメート処理を施したすずめっき鋼板の例である。表3、表4に示すようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性に優れていることが分る。しかし、下地処理がクロメート皮膜であるため、クロメートフリー鋼板ではない。その他、クロメート処理では、処理液にフッ化物を含むため、廃液のフッ化物無害化処理が必要であるが、クロメート皮膜中に残留しているフッ化物に関しては、5mg/m2以下であり、レトルト後のフィルム密着性には影響がないレベルである。
【0056】
比較例4、11は、現行のティンフリー鋼板の例であり、表3、表4に示すようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性には優れているが、金属クロムおよびクロメート皮膜を有していることからクロメートフリー鋼板ではない。また、すずめっき鋼板を使用したものに比べると製缶品の鉄溶出量が多いことが分る。その他、TFSでは、処理液中にフッ化物を含むため、廃液のフッ化物無害化処理が必要であるが、クロメート皮膜中に残留しているフッ化物に関しては、5mg/m2以下であり、レトルト後のフィルム密着性には影響がないレベルである。
【0057】
比較例5、12は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、リン酸塩水溶液中で陽極電解処理してリン化合物皮膜を形成させた鋼板である。表3、表4に示すようにリン化合物皮膜処理では、フィルムラミネート鋼板としてのレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性が悪くなることが分る。
【0058】
比較例6、13は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、シランカップリング処理してシランカップリング剤の皮膜を形成させた鋼板である。表3、表4に示すようにシランカップリング処理では、フィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性があまり良く無いことが分る。
【0059】
比較例7、14は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、Ce(NO3)3(30g/L)中で陰極電解処理して、セリウム化合物皮膜をすずめっき上に生成させた鋼板である。
表3、表4に示したようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性は良好であるが、クロメートフリー処理薬液中に硝酸を含有しており、硝酸性窒素の廃液処理が必要となるため、クロメートフリー処理薬液としては望ましくない。
【図面の簡単な説明】
【0060】
【図1】残存酸化錫量がフィルム剥離強度に与える影響を示すグラフである。
【図2】実施例におけるフィルム剥離強度測定用の試験片の説明図である。
【技術分野】
【0001】
本発明は、表面処理金属材料及びその表面処理方法に関し、より詳しくは、鋼板の下地処理に際して、クロム、フッ素、硝酸性窒素を含む処理液を用いない環境への負荷が少ない容器材料用鋼板とその製造方法、および、これを用いたラミネートフィルムあるいは塗料等の有機樹脂被膜との密着性、および、デント衝撃後の耐鉄溶出性に優れた環境への負荷の少ない容器材料用ラミネート鋼板および容器材料用塗装プレコート鋼板に関する。
【背景技術】
【0002】
鋼板、亜鉛系めっき鋼板、亜鉛合金板、すず系めっき鋼板、アルミニウム合金板等の金属材料と有機膜との密着性を向上させる処理として、クロメート処理、リン酸塩処理、シランカップリング剤による処理などが従来から知られている。中でも、クロメート処理はその優れた耐食性と密着性から家電製品、建材、車両、金属容器などの分野で広く利用されてきたが、廃棄時に有害物質である6価クロムが土壌等に溶出して汚染する可能性が指摘されていることから、既に欧州を中心にクロメート処理を撤廃する方向にある。
【0003】
容器用金属材料では、すずめっき鋼板を重クロム酸ソーダの水溶液中で陰極電解する、あるいは、鋼板をフッ化物含有無水クロム酸水溶液中で陰極電解処理したりする、皮膜中に6価クロムが残存しないタイプのクロメート処理が利用されているが、処理層中に6価クロムを含まないタイプのクロメート処理でも処理液そのものには6価クロムが含まれていることから、6価クロムを無害化して排水及び排気処理する必要があり、環境への負荷の面からは、処理液中にも6価クロムを含まない表面処理の方が望ましい。
また、フッ素、ホウ素、硝酸性窒素なども環境への負荷の面からは好ましくなく将来的に排出基準が強化される方向であることから、容器用金属材料の処理液中にも上記物質が含まれないことが望ましい。
【0004】
そこで、環境への負荷軽減策のひとつとしてクロムフリー化がある。容器材料用のクロムフリー型表面処理としては、スズめっき鋼板を加工したスズめっき面にカーボンを主成分とする有機化合物と無機リン化合物とからなる有機−無機複合皮膜を有する耐食性と塗料密着性に優れるスズめっきスチール製缶の表面処理方法の例として特許文献1が、アルミ缶またはぶりきDI缶の塗装・印刷前表面処理液として、リン酸イオンとタングステン化合物およびチタン化合物の少なくとも1種を含み、かつ、酸化剤とフッ酸およびフッ化物の少なくとも1種を含有するDI缶表面処理液の例として特許文献2が知られている。
【特許文献1】特開平11-264075号公報
【特許文献2】特開平7-48677号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
従来、飲料缶、および、食缶用途用の金属容器は、製缶後に内外面の塗装焼付処理を行うのが一般的であったが、近年、飲料缶、あるいは、食缶用の金属材料として、フィルムを予め鋼板に熱ラミネートした鋼板や、鋼板に予め印刷焼付塗装を行ったプレコート鋼板を用いられることが多くなってきた。
【0006】
DI成形やDRD成形による製缶加工では、缶壁にしごき力が働くことから、ラミネート鋼板や塗装プレコート鋼板タイプの容器用金属材料を製缶すると、樹脂皮膜と鋼板の密着力が十分でない場合には樹脂皮膜が剥離し易い。また、内容物を充填した後に行われる加熱殺菌処理(レトルト処理)では、高温高圧下で水が樹脂皮膜中に浸透し、より密着性が低下し易いため、最悪の場合、樹脂皮膜の浮きや、発錆に至る場合もある。
【0007】
本発明が解決しようとする課題は、従来のクロメート処理を施した容器材料用鋼板と同等のラミネートフィルムあるいは塗料等の有機樹脂被膜との密着性、および、デント衝撃後の耐鉄溶出性に優れたクロメートフリータイプの容器材料用鋼板を提供することである。
【0008】
また、クロム化合物と同様にフッ化物、および、硝酸性窒素を含む処理液は、排水処理に際してクロム化合物と同様に排水処理設備を要し、多大なコストと時間を費やして無害化処理する必要があり、環境面からも、処理液中にフッ化物や硝酸性窒素化合物を含まない方がより望ましいことから、上記の密着性、耐鉄溶出性とあわせて、その製造工程において、より設備投資負荷、操業コスト負荷、環境負荷の少ないフッ化物および硝酸性窒素を含まないクロメートフリータイプの容器材料用鋼板を提供することが、本発明が解決しようとするもうひとつの課題である。
【課題を解決するための手段】
【0009】
本発明者らは、上記の課題を解決するために、ブリキ鋼板を用いた場合のクロメートフリー下地処理する前の事前表面処理方法とブリキ鋼板に最適なクロメートフリー下地処理の方法について鋭意検討した結果、設備投資負荷、操業コスト負荷、環境負荷のより少ないフッ化物や硝酸性窒素化合物を含まないクロメートフリータイプの容器材料用鋼板が得られることを見出したものである。
【0010】
すなわち、本発明は、
(1)鋼板上に、すず層または鉄―すず合金層が形成され、さらに、その上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されており、鋼板上のすず層または鉄―すず合金層上に存在する酸化すず層厚が、電解剥離法による測定で3.5mc/cm2以下であることを特徴とする環境への負荷の少ない容器材料用鋼板、
(2)(1)記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、炭酸水素ナトリウム溶液中での陰極電解処理を行うことによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法、
(3)(1)記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、硫酸溶液中に浸漬することによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法、
(4)タングステン酸アンモニウム水溶液を塗布または浸漬によってすず層または鉄―すず合金層上に付着させ、その後乾燥させることによってジルコニウム化合物からなるクロムフリー接着下地処理皮膜をすず層または鉄―すず合金層上に形成させることを特徴とする(2)または(3)記載の環境への負荷の少ない容器材料用鋼板の製造方法、
(5)(1)記載の環境への負荷の少ない容器材料用鋼板を用いたことを特徴とする環境への負荷の少ない容器材料用ラミネート鋼板および容器材料用塗装プレコート鋼板、
である。
【発明の効果】
【0011】
本発明の環境への負荷の少ない容器材料用鋼板は、従来のクロメート処理を施した容器材料用鋼板と同等のラミネートフィルムあるいは塗料等の有機樹脂被膜との密着性、および、デント衝撃後の耐鉄溶出性を有しており、かつ、その処理液中に、クロム化合物、フッ化物、および、硝酸性窒素を含まないため、これら環境負荷の高い物質を排水する際必要な無害化処理を行う必要がなく、環境面から見て、より、環境負荷が少ないクロメートフリータイプの容器材料用鋼板であり、食品安全性と工業的に生産性に優れているので極めて工業的価値が高い。
【発明を実施するための最良の形態】
【0012】
本発明の環境への負荷の少ない容器材料用鋼板は、少なくとも缶内面となる側の鋼板表面が、すずめっき層または鉄―すず合金層を有しており、さらに、その上にフッ化物または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されていることを特徴としており、特に、クロムフリー接着下地処理を施す前に、炭酸水素ナトリウム溶液中での陰極電解処理、または、硫酸浸漬処理を行うことによって、すず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にすることを特徴とする。
以下、発明を実施するための最良の形態について、述べる。
【0013】
<鋼板>
本発明に用いる鋼板の種類は特に限定されるものではなく、従来から容器用材料にもちいられているブリキ、TFS用原板と同じのもので構わない。
【0014】
<すずめっき>
食品用途に適用が可能なめっき種は、食品安全衛生、製造性等を満足させることが必要であり、現実的に利用可能なめっき種としては、すず、アルミニウム、ニッケルなどが適当な候補として挙げられる。本発明で環境への負荷の少ない容器材料用鋼板として用いる容器材料用クロムフリー鋼板において、すずめっきを用いる理由としては、缶詰用途における使用実績が高く食品安全衛生性上問題がなく、耐食性に優れていること、成形性に優れること、他のめっきに比べて比較的安価であること、等が挙げられる。
【0015】
本発明に用いるすずめっき鋼板は、通常の電気メッキぶりき鋼板でよく、鉄−すず合金化処理(リフロー処理)を施してあってもよい。すずめっき量は、フィルムラミネートまたは塗装後のデント部の鉄溶出を抑制する観点から、0.5〜12.0g/m2の範囲であることが望ましい。すずめっき量が0.5g/m2未満の場合、デント後の鉄溶出量が多くなり、耐食性が低下するので、好ましくない。また、すずめっき量が12.0g/m2を超えても、性能上特に支障はないが、製造工程ですずがロール等に凝着堆積しやすくなり、押疵の原因になったりすることや、必要以上にめっきコストがかさむので好ましくない。
【0016】
<酸化すず除去処理>
本発明の環境への負荷の少ない容器材料用鋼板は、すずめっき層または鉄―すず合金層の上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層を形成させることを特徴するが、めっき板そのままの状態では、表面に酸化すず層が存在するため、すずめっき層または鉄―すず合金層の上にタングステン化合物を均一に付着させるのは困難である。
【0017】
すずめっき層または鉄―すず合金層上のタングステン化合物の付着状態が、不均一だと、ラミネートフィルムあるいは塗料との密着性にムラが生じ、フィルムラミネート後または塗装後の鋼板を製缶加工した際にフィルムや塗料が剥げたり、缶体にデント衝撃が加わった際にフィルムが剥離しやすくなる等の不良が発生しやすくなる。
【0018】
そこで、発明者らは、錫メッキ鋼板の残存酸化錫量がタングステン化合物下地処理したフィルムラミネート錫メッキ鋼板のフィルム剥離強度に与える影響を調査した。その結果を図1に示す。この時使用したラミネート鋼板は、片面2.8g/m2の錫メッキ鋼板にタングステン酸アンモニウムの浸漬処理を行ったクロメートフリー下地処理鋼板であり、鋼板の両面に20μm厚の無延伸共重合ポリエステルフィルムを熱ラミネートすることによって得たものである。
フィルムの剥離強度は、フィルムラミネート鋼板をレトルト処理用の蒸気釜に入れ、125℃で90分間レトルト殺菌処理したもので測定した結果である。
錫メッキ鋼板の酸化錫量は、未処理の錫メッキ鋼板から適宜酸化錫除去処理した錫メッキ鋼板の下地処理前の電解剥離法で測定した酸化錫量である。
【0019】
図1から分るように、錫メッキ上の酸化錫量が、3.5(mc/cm2)までは、剥離強度は、安定しているが、酸化錫量が、3.5(mc/cm2)を超えると急激にフィルムの剥離強度が低下することが分る。
錫メッキ上の酸化錫量が3.5(mc/cm2)以下の場合は、部分的に酸化錫が少ない箇所があると考えられることから、酸化錫の少ない部分でタングステン化合物を介してフィルムが強固に接着していると考えられる。一方、錫メッキ上の酸化錫量が3.5(mc/cm2)を超えたあたりから、酸化錫層で錫メッキが一面覆われるため、脆弱な酸化錫層から容易に剥離するようになると考えられる。
【0020】
以上の結果から、すずめっき層または鉄―すず合金層上のタングステン化合物の付着状態を安定化させるために、タングステン付着処理を行う直前に、すずめっき鋼板の酸化すず層を電解剥離法による測定で3.5mc/cm2以下になるレベルまで除去する処理を行う。酸化すず層の厚みが電解剥離法による測定で3.5mc/cm2を越えると加工や衝撃が加わった際に残存している酸化すず層から凝集破壊しやすくなり、フィルムや塗料の密着性が著しく低下するので、好ましくない。
【0021】
すずめっき層または鉄―すず合金層上に生成している酸化すず層を除去する方法としては、炭酸水素ナトリウム溶液中での陰極電解処理を行うのが、短時間で確実に酸化すず層が除去され、かつ、すずの溶け出しも殆どないので、最も好ましい方法である。
【0022】
フィルムや塗料の密着性向上の観点からは、酸化錫層が全く存在しないのが好ましいが、酸化錫層を完全に除去しても、錫は酸素が多少でも存在すると直ぐに最表面が酸化するので、錫メッキ表面に酸化錫が全くない状態のままフィルムラミネートや塗装を行うことは、通常の設備では困難であり、たとえ実現できても製造コストがかさむため好ましい方法とは言えない。
【0023】
錫メッキ上の酸化錫層は、0.01mc/cm2まで除去すれば実質的に酸化錫層がない状態と同等の密着性が得られるので、酸化錫層は0.01mc/cm2から3.5mc/cm2の範囲であるのが好ましい。
【0024】
その他のすずめっき層または鉄―すず合金層上に生成している酸化すず層を除去する方法としては、硫酸水溶液中に浸漬する方法が好ましいが、硫酸浸漬法では、酸化すず除去処理後に十分な水洗を行わないと硫酸分が残留して塗膜密着性が劣化する場合もあるので、注意が必要である。
【0025】
なお、電解剥離法は、定電流クロメトリの原理を応用して、試験片の定電流電解を行い、電解剥離に伴う 試験片の電位変化をペンレコーダーに記録し、電解時間−電位曲線により、電気量、即ち、表面錫の付着量や酸化膜を計測する方法である。
【0026】
<タングステン化合物処理>
本発明では、すずめっき鋼板上のすず層または鉄―すず合金層上の酸化すず層を炭酸水素ナトリウム溶液中での陰極電解処理、または、硫酸溶液中に浸漬する方法によって、電解剥離法による測定で3.5mc/cm2以下になるレベルまで酸化すず層除去処理した後、フッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層を形成させることを特徴とするが、タングステン化合物を接着下地処理剤として用いる理由としては、すずめっき鋼板表面をタングステンの水和酸化物で被覆することによって、クロメート処理と同様にタングステンの水和酸化物と樹脂被覆層に含まれる水酸基との間での水素結合を生成させて樹脂皮膜との密着性を向上させることを狙ったものである。
【0027】
発明者らは、タングステン化合物と同様の効果を期待して、種々の金属系酸化物についてもクロムフリー接着下地処理剤としての適性を検討したが、タングステン化合物によるクロムフリー接着下地処理が最も樹脂皮膜との密着性(特にレトルト処理後の2次密着性)に優れていることを見出したものである。
【0028】
フッ素または硝酸性窒素を含まないタングステン化合物とからなるクロムフリー接着下地処理層を形成させる方法としては、通常のロールコーターによる塗布法、あるいは、鋼板を処理液中に浸漬させた後ロールあるいはエアナイフ等で余分な液を落とす浸漬法などがある。従来のクロメート処理は、酸化錫を含む錫メッキ表面を活性化させる目的で、処理液中にフッ化物や硝酸を添加される場合があったが、本発明のクロムフリー下地処理では、下地処理する前に酸化錫層の影響がないレベル以下まで除去することにより、処理液中にフッ化物や硝酸を添加しなくとも、均一でメッキ層との密着が良好なクロムフリー下地処理層を形成させることができる。
【0029】
尚、処理槽および配管系統などをクロムフリー下地処理以外の処理にも使用している場合、処理工程をクロムフリー下地処理に切替てもフッ素または硝酸性窒素が、不可避的に混入する場合があるが、フッ素または硝酸性窒素を含まないレベルとしては、クロムフリー接着下地処理層内にフッ素または硝酸性窒素が5mg/m2以下であることが好ましく、5mg/m2以下の含有レベルであれば実質的にフッ素または硝酸性窒素を用いて処理をしていないと言え、その処理液排水処理も従来の電解クロム酸処理の廃液処理設備で処理可能であり、廃液処理装置にかかる負荷は電解クロム酸処理液よりはるかに少なく廃液処理コストは無視できるレベルである。
【0030】
タングステン化合物を塗布によって付着させる方法についてであるが、処理液としては、タングステン酸アンモニウム水溶液が安定性、取扱いの優しさ等から最も好ましい。
【0031】
本発明者らの検討によれば、タングステン化合物の付着量は乾燥後のタングステン換算の重量で10mg/m2超付着させても、密着性はあまり上がらなくなることが分っているので、乾燥後のタングステン換算の付着量が10mg/m2以下になるように処理液を塗布するのが好ましい。処理液をすずめっき鋼板上に塗布した後は、水分を蒸発させるために乾燥させるのが好ましい。乾燥方法は、自然乾燥でも、加熱乾燥でも良い。
【実施例】
【0032】
実施例、比較例を通じ、各評価試験は下記のように行った。
1.酸化すず層厚測定
以下、実施例および比較例で示す酸化すず層厚は、すずめっき鋼板を陽極として、0.01%のHBr水溶液中で1mAで定電流電解剥離した時の酸化すず層が除去されるまでの電解剥離時間から電気量を算出し、単位面積当りの電解剥離に要した電気量として表示(mc/cm2)として表示した。
【0033】
2.下地処理剤付着量測定
下地処理後の下地剤付着量の測定は、蛍光X線吸収スペクトル測定により、金属酸化物中の金属量を測定し、単位面積当りの付着金属量換算値として表示(mg/m2)した。
【0034】
3.フィルムラミネート
実施例および比較例で調整した鋼板の表裏面をすずの融点より7℃低い225℃に加熱し、両面に20μm厚の無延伸共重合ポリエステル(テレフタル酸/イソフタル酸(重量比88/12)とエチレングリコールからなる共重合ポリエステル(融点228℃))フィルムを、ラミネートロール温度150℃、通板速度150m/分で熱ラミネートし直ちに、水冷することにより、フィルムラミネート鋼板を得た。
【0035】
4.レトルト処理
フィルムラミネート鋼板をレトルト処理用の蒸気釜に入れ、125℃で90分間レトルト殺菌処理を行った。
【0036】
5.フィルム剥離強度測定
未処理、および、レトルト処理後のフィルムラミネート鋼板を図2に示すような形状に専用打抜き金型を用いて打抜き、試験片幅が広がっている部分のフィルムに15mm幅、長さ30mm以上の鋼板面まで達する疵を入れる。
試験片幅が15mmから30mmに広がる部分の鋼板を専用金型プレスを用いて、幅方向にフィルムを残して切断し、試験片幅15mmの部分を試験片幅30mmの方に折り返してフィルムが180°折り返されるようにする。
試験片の30mm幅の部分を引張り試験機に取り付けた治具に差込み、試験片幅15mmの部分をもう一方の引張り試験機の掴み部に取り付ける。
室温下で引張り速度20mm/min.でフィルムの180°剥離強度を測定する。
【0037】
6.製缶
フィルムラミネート鋼板の両面にワックス系潤滑剤を塗布し、プレスにより直径155mmの円板を打抜き、浅絞りカップを得る。次いでこの浅絞りカップを、ストレッチアイアニング加工を行いカップ径52mm、カップ高さ138mm、缶側壁部の平均板厚減少率18%のカップを得た。このカップを、フィルム歪取りのために215℃にて熱処理を行った後、さらに印刷焼付相当の200℃の熱処理を行い、缶特性評価用の試料を作製した。
【0038】
7.製缶品レトルト処理
前項に示した製缶品の一部をレトルト処理用の蒸気釜に入れ、125℃で90分間レトルト殺菌処理を行った。
【0039】
8.鉄溶出量測定
缶内にアルカリイオン清涼飲料水(例えば日本コカコーラ社製アクエリアス)を缶上部まで満たし、恒温槽中で37℃・7日間加温処理した後、恒温槽から取り出して、缶内のアクエリアスを捨てる。
次に缶の缶高さ25mm位置と75mm位置の鋼板圧延方向(0°方向)と90°方向の缶壁位置に、それぞれ別々の缶を使用して、5℃環境下でデュポン衝撃試験(錘重量1kg、錘落下高さ40mm、衝撃圧子先端径Φ16mm)を行う。
デュポン衝撃後の缶に再度アクエリアスを満たし、50℃の恒温槽中で7日間置いた後、缶内のアクエリス中に溶出した鉄量を原子吸光法により測定した。
充填前のアクエリアス中の鉄量と溶出試験後のアクエリアス中の鉄量差を1缶分の鉄溶出量(mg/L)とした。
試験数は各デュポン衝撃位置について3缶とし、デュポン衝撃位置4箇所分の鉄溶出量の総平均(12缶分)を1水準当りの鉄溶出量とした。
【0040】
9.プレコート鋼板作製
実施例および比較例で下地処理まで行った鋼板の表面に、バーコーターを使用して、缶用エポキシ塗料(大日本インキ化学工業(株)製のサイジングニス10−031)を片面25g/m2塗布した後、焼付乾燥炉で210℃、10分間焼付処理を行う。
【0041】
10.塗料密着性評価用Tピール試験片作製
2枚のプレコート鋼板の塗装面どうしをナイロン接着フィルムを介してホットプレスで熱圧着(200℃、60秒、1MPa)する。熱圧着後、試験片を冷却してから、幅10mm、長さ150mmの接着試験片を切り出し、接着試験片長の約50mm分を予め引張試験時の掴み代として剥離させ、Tピール試験片を作製する。
【0042】
11.塗料密着性評価(Tピール試験)
予め剥離しておいた掴み代部を引張り試験機の掴み部に挟み込み、接着部100mm分を室温下で引張り速度20mm/min.でTピール強度を測定し、塗料密着性を評価する。表1および表2に実施例、比較例に使用した鋼板の表面処理条件を示す。
【0043】
【表1】
【0044】
【表2】
【0045】
表3には、表1、表2の条件で処理した板を使用してフィルムラミネート鋼板を作製し、フィルムの初期密着力、および、レトルト処理後の密着力、および、製缶品の鉄溶出量を示す。
【0046】
【表3】
【0047】
表4には、表1、表2の条件で処理した板を使用してプレコート鋼板を作製し、ナイロン接着フィルムで塗装面どうしを熱圧着したTピール試験片の初期密着力、および、レトルト処理後の密着力を示す。
【0048】
【表4】
【0049】
実施例1、4、5、6、7、8、9、12、13、14、15、16は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板であり、表3、表4に示したようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性に優れていることが分る。
【0050】
また、実施例1、4、5、6、7、8のラミネート鋼板製缶品の鉄溶出量は、比較例4に示した現行主流のティンフリー鋼板を使用したフィルムラミネート鋼板のものより少なく、良好である。
なお、実施例1、4、9、12は新造した循環セル槽を用いて試験した例であり、下地剤皮膜中にフッ素、窒素の残留がないことを確認した。従来、他の処理浴用に使用していた循環セル槽を用いた実施例5、6、7、8、13、14、15、16では、下地処理液中にフッ素や硝酸を含んでいないにも拘らず、下地剤皮膜中にフッ素、または、窒素が微量に存在していることが確認された。ただし、下地剤皮膜中にフッ素、または、窒素が微量に存在していても、フィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性には影響は見られなかった。
【0051】
実施例2、3、10、11は、すずめっき鋼板表面の酸化すずをH2SO4水溶液中で浸漬処理して1.5〜3.5(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板であり、表3、表4に示したようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性に優れていることが分る。
【0052】
また、実施例2、3のラミネート鋼板製缶品の鉄溶出量は、比較例4に示した現行主流のティンフリー鋼板を使用したフィルムラミネート鋼板のものより少なく、良好である。
【0053】
比較例1、8は、すずめっき鋼板表面の酸化すずをH2SO4水溶液中で浸漬処理し、酸化すず層を3.8(mc/cm2)まで除去した鋼板を、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板である。
酸化すず層が3.5(mc/cm2)より多く残存していると、表3、表4に示すようにフィルムラミネート鋼板としてのレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性が悪くなることが分る。
【0054】
比較例2、9は、未処理のすずめっき鋼板(酸化すず層4.4(mc/cm2))を、NH4[H2W12O40]・nH2O(5%)水溶液に板を浸漬後、乾燥させ、タングステン化合物皮膜をすずめっき上に生成させた鋼板である。
比較例1同様、酸化すず層が3.5(mc/cm2)より多く残存していると、表3、表4に示すようにフィルムラミネート鋼板としてのレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性が悪くなることが分る。
【0055】
比較例3、10は、現行のクロメート処理を施したすずめっき鋼板の例である。表3、表4に示すようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性に優れていることが分る。しかし、下地処理がクロメート皮膜であるため、クロメートフリー鋼板ではない。その他、クロメート処理では、処理液にフッ化物を含むため、廃液のフッ化物無害化処理が必要であるが、クロメート皮膜中に残留しているフッ化物に関しては、5mg/m2以下であり、レトルト後のフィルム密着性には影響がないレベルである。
【0056】
比較例4、11は、現行のティンフリー鋼板の例であり、表3、表4に示すようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性には優れているが、金属クロムおよびクロメート皮膜を有していることからクロメートフリー鋼板ではない。また、すずめっき鋼板を使用したものに比べると製缶品の鉄溶出量が多いことが分る。その他、TFSでは、処理液中にフッ化物を含むため、廃液のフッ化物無害化処理が必要であるが、クロメート皮膜中に残留しているフッ化物に関しては、5mg/m2以下であり、レトルト後のフィルム密着性には影響がないレベルである。
【0057】
比較例5、12は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、リン酸塩水溶液中で陽極電解処理してリン化合物皮膜を形成させた鋼板である。表3、表4に示すようにリン化合物皮膜処理では、フィルムラミネート鋼板としてのレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性が悪くなることが分る。
【0058】
比較例6、13は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、シランカップリング処理してシランカップリング剤の皮膜を形成させた鋼板である。表3、表4に示すようにシランカップリング処理では、フィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性、および、プレコート鋼板としての塗料密着性があまり良く無いことが分る。
【0059】
比較例7、14は、すずめっき鋼板表面の酸化すずをNaCO3水溶液中で陰極電解処理して0.7(mc/cm2)のレベルまで除去したすずめっき鋼板を更に、Ce(NO3)3(30g/L)中で陰極電解処理して、セリウム化合物皮膜をすずめっき上に生成させた鋼板である。
表3、表4に示したようにフィルムラミネート鋼板としての初期およびレトルト処理後のフィルム密着性は良好であるが、クロメートフリー処理薬液中に硝酸を含有しており、硝酸性窒素の廃液処理が必要となるため、クロメートフリー処理薬液としては望ましくない。
【図面の簡単な説明】
【0060】
【図1】残存酸化錫量がフィルム剥離強度に与える影響を示すグラフである。
【図2】実施例におけるフィルム剥離強度測定用の試験片の説明図である。
【特許請求の範囲】
【請求項1】
鋼板上に、すず層または鉄―すず合金層が形成され、さらに、その上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されており、鋼板上のすず層または鉄―すず合金層上に存在する酸化すず層厚が、電解剥離法による測定で3.5mc/cm2以下であることを特徴とする環境への負荷の少ない容器材料用鋼板。
【請求項2】
請求項1記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、炭酸水素ナトリウム溶液中での陰極電解処理を行うことによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法。
【請求項3】
請求項1記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、硫酸溶液中に浸漬することによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法。
【請求項4】
タングステン酸アンモニウム水溶液を塗布または浸漬によってすず層または鉄―すず合金層上に付着させ、その後乾燥させることによってジルコニウム化合物からなるクロムフリー接着下地処理皮膜をすず層または鉄―すず合金層上に形成させることを特徴とする請求項2または3記載の環境への負荷の少ない容器材料用鋼板の製造方法。
【請求項5】
請求項1記載の環境への負荷の少ない容器材料用鋼板を用いたことを特徴とする環境への負荷の少ない容器材料用ラミネート鋼板、および容器材料用塗装プレコート鋼板。
【請求項1】
鋼板上に、すず層または鉄―すず合金層が形成され、さらに、その上にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理層が形成されており、鋼板上のすず層または鉄―すず合金層上に存在する酸化すず層厚が、電解剥離法による測定で3.5mc/cm2以下であることを特徴とする環境への負荷の少ない容器材料用鋼板。
【請求項2】
請求項1記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、炭酸水素ナトリウム溶液中での陰極電解処理を行うことによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法。
【請求項3】
請求項1記載の環境への負荷の少ない容器材料用鋼板を製造する方法であって、鋼板上に、すず層または鉄―すず合金層を形成したのち、硫酸溶液中に浸漬することによってすず層または鉄―すず合金層上の酸化すず層を電解剥離法による測定で3.5mc/cm2以下にし、その後にフッ素または硝酸性窒素を含まないタングステン化合物からなるクロムフリー接着下地処理を施すことを特徴とする環境への負荷の少ない容器材料用鋼板の製造方法。
【請求項4】
タングステン酸アンモニウム水溶液を塗布または浸漬によってすず層または鉄―すず合金層上に付着させ、その後乾燥させることによってジルコニウム化合物からなるクロムフリー接着下地処理皮膜をすず層または鉄―すず合金層上に形成させることを特徴とする請求項2または3記載の環境への負荷の少ない容器材料用鋼板の製造方法。
【請求項5】
請求項1記載の環境への負荷の少ない容器材料用鋼板を用いたことを特徴とする環境への負荷の少ない容器材料用ラミネート鋼板、および容器材料用塗装プレコート鋼板。
【図1】

【図2】
【図2】
【公開番号】特開2009−46752(P2009−46752A)
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2007−216567(P2007−216567)
【出願日】平成19年8月23日(2007.8.23)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成19年8月23日(2007.8.23)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]