
環状のゴム生地の製造方法
【課題】重量の制御が容易で、かつサイズ変更に対する対応が容易な環状のゴム生地の製造方法を提供する。
【解決手段】圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、押し出し機30によって、ゴム生地11を紐状に押し出す第1工程と、押し出される紐状のゴム生地11を多重に巻いていく第2工程と、紐状に押し出されるゴム生地11を切断して、押し出し機30から押し出される紐状のゴム生地11と、多重に巻かれたゴム生地とを切り離す第3工程と、を備えることを特徴とする。
【解決手段】圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、押し出し機30によって、ゴム生地11を紐状に押し出す第1工程と、押し出される紐状のゴム生地11を多重に巻いていく第2工程と、紐状に押し出されるゴム生地11を切断して、押し出し機30から押し出される紐状のゴム生地11と、多重に巻かれたゴム生地とを切り離す第3工程と、を備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧縮成形に用いる環状のゴム生地の製造方法に関するものである。
【背景技術】
【0002】
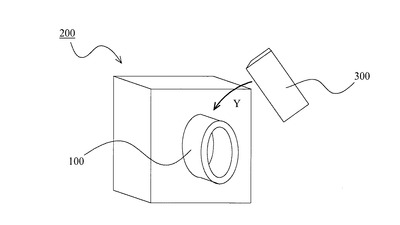
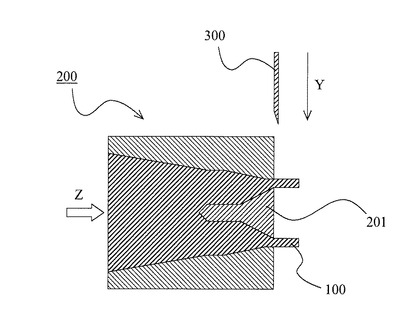
環状のゴム成形品を圧縮成形によって成形する場合、環状のゴム生地を材料として用いるのが一般的である。この環状のゴム生地の製造方法の従来例を、図5及び図6を参照して説明する。図5は従来例に係る押し出し機の口金付近を示す斜視図である。図6は従来例に係る押し出し機の口金付近の断面図である。
【0003】
従来、押し出し機の出口に取り付ける口金として、押し出されるゴム生地が環状となるように、ゴム生地が押し出される孔の中央に芯金201を有する特殊な口金200を用いた方法が知られている。このような特殊な口金200を用いることにより、押し出し機によって、ゴム生地100が筒状に押し出される。そして、適時、カッター300により切断することによって、環状のゴム生地100が得られる。なお、図6において、矢印Zはゴム材料が流れる方向を示している。また、図5及び図6中の矢印Yは、ゴム生地100を切断する際のカッター300の移動方向を示している。
【0004】
ここで、圧縮成形によって成形されるゴム成形品の品質を維持するためには、圧縮成形機に入れる環状のゴム生地の重量が一定となるように管理する必要がある。すなわち、重量が所望量よりも軽すぎるとゴム生地不足で欠陥が生じ、重すぎると歩留まりが悪くなるからである。そこで、上記のように構成される押し出し機においては、ゴム生地の押し出し速度とカッター300による切断タイミングによって、環状のゴム生地の重量を制御している。
【0005】
しかしながら、上記のように構成される押し出し機においては、ゴム生地が筒状に押し出されるため、単位時間当たりに押し出されるゴム生地の量は多くなる。そのため、ゴム生地の押し出し速度や切断タイミングの誤差に応じた、環状のゴム生地の重量誤差が大きくなり易く、重量の制御が難しいという問題がある。特に、環状のゴム生地のサイズ(内径及び外径)が大きくなればなるほど、重量の制御が難しくなる。従って、環状のゴム生地の重量が不安定となり易く、最終製品であるゴム成形品の品質の維持が難しくなる原因にもなっていた。また、これに伴って、環状のゴム生地の重量が一定の範囲内に収まっているか否かを確認するために、高頻度の抜き取り検査が必須となり、管理の手間がかかる原因ともなっていた。
【0006】
また、最終製品であるゴム成形品に応じて、その材料となる環状のゴム生地の大きさ(内径及び外径)が異なるため、複数種類の口金が必要となっていた。勿論、環状のゴム生地のサイズを変更する度に、押し出し機に取り付ける口金を交換する手間もかかっていた。
【0007】
また、環状のゴム生地を得るために、筒状のゴム生地を切断する場合には、切断の際に、環状のゴム生地が変形し易く、つぶれてしまったり、8の字に変形してしまったりする。そのため、圧縮成形機に入れる際に、形を整える手間もかかっていた。
【0008】
なお、関連する技術としては、特許文献1,2,3に開示されたものがある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第3873471号公報
【特許文献2】特開平4−103327号公報
【特許文献3】特開2006−62184号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、重量の制御が容易で、かつサイズ変更に対する対応が容易な環状のゴム生地の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明は、上記課題を解決するために以下の手段を採用した。
【0012】
すなわち、本発明の環状のゴム生地の製造方法は、
圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、
押し出し機によって、ゴム生地を紐状に押し出す第1工程と、
押し出される紐状のゴム生地を多重に巻いていく第2工程と、
紐状に押し出されるゴム生地を切断して、押し出し機から押し出される紐状のゴム生地と、多重に巻かれたゴム生地とを切り離す第3工程と、
を備えることを特徴とする。
【0013】
本発明の製造方法によれば、紐状に押し出されるゴム生地を多重に巻くことによって、所望サイズ(内径及び外径)の環状のゴム生地が得られる。そのため、環状のゴム生地のサイズに関係なく、単位時間当たりに押し出されるゴム生地の量を少なくすることができる。また、多重に巻く際の径と巻き数によって、所望のサイズの環状のゴム生地を得ることができる。従って、環状のゴム生地のサイズに対応させて複数種類の口金を必要とすることはなく、1種類の口金であらゆるサイズの環状のゴム生地を製造することができる。これに伴い、環状のゴム生地のサイズを変更する場合に、口金を交換する必要もない。更に、紐状のゴム生地を切断するため、切断部が変形したとしても、環状のゴム生地全体の形状には何ら影響を与えない。従って、筒状のゴム生地を切断したものに比べて、環状のゴム生地の変形が生じにくく、圧縮成形機に入れる際に形を整える作業負担も減る。
【0014】
第2工程においては、軸心を中心として回転可能に設けられた芯棒に、紐状のゴム生地を巻いていくとよい。
【0015】
これにより、所望のサイズの環状のゴム生地における内径寸法と略等しい外径を有する芯棒を用いることによって、所望サイズの環状のゴム生地を簡単に得ることができる。
【0016】
第3工程においては、前記芯棒が予め設定した回転数分だけ回転した時点で、紐状のゴム生地を切断するとよい。
【0017】
こうすることで、回転数の制御によって、紐状に押し出されるゴム生地の長さ(紐の長さ)を制御することができる。
【発明の効果】
【0018】
以上説明したように、本発明によれば、重量の制御を容易に行うことができ、かつサイズ変更に対しても容易に対応することができる。
【図面の簡単な説明】
【0019】
【図1】図1は圧縮成形工程説明図である。
【図2】図2は本発明の実施例に係る環状のゴム生地の製造方法に用いる製造機器の概略構成図である。
【図3】図3は本発明の実施例に係る環状のゴム生地の製造方法に用いる押し出し機の口金の模式的断面図である。
【図4】図4は本発明の実施例に係る製造方法によって製造される環状のゴム生地の概略図である。
【図5】図5は従来例に係る押し出し機の口金付近を示す斜視図である。
【図6】図6は従来例に係る押し出し機の口金付近の断面図である。
【発明を実施するための形態】
【0020】
以下に図面を参照して、この発明を実施するための形態を、実施例に基づいて例示的に詳しく説明する。ただし、この実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【0021】
(実施例)
<圧縮成形>
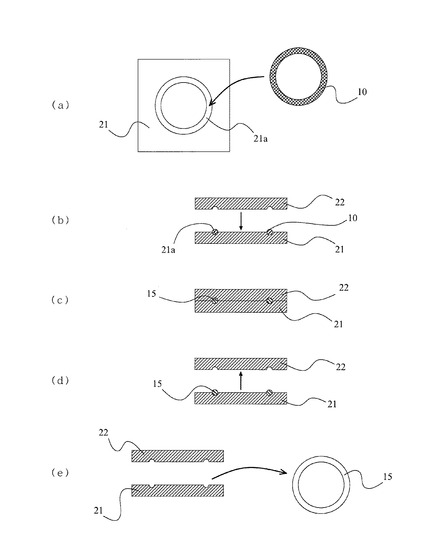
本発明の実施例に係る環状のゴム生地の製造方法の説明に先立ち、図1を参照して、圧縮成形について簡単に説明する。ここでは、Oリングを圧縮成形によって成形する場合を例に説明する。
【0022】
まず、下型21と上型22とからなる金型を開いた状態で、下型21のキャビティ21aに成形材料である環状のゴム生地10を入れる(図1(a))。そして、型を閉じ(同図(b))、一定時間、高圧下で加熱する(同図(c))。これにより、未加硫状態のゴム生地10が加硫されてキャビティの形状に賦形され硬化する。その後、型を開いて(同図(d))、成形品15を取り出す(同図(e))。その後、バリの除去作業などの仕上げ工程を経て、最終製品であるOリングが得られる。
【0023】
<環状のゴム生地の製造方法>
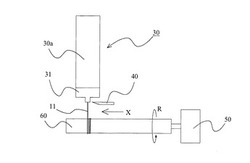
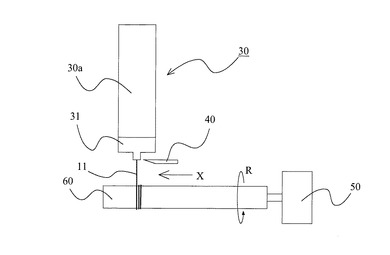
図2及び図3を参照して、本発明の実施例に係る環状のゴム生地10の製造方法について説明する。図2はゴム生地10を製造するための機器の概略構成を示したものである。本実施例に係る製造方法に用いる製造機器は、押し出し機30と、押し出し機30の出口に取り付けられている口金31付近に配置されているカッター40と、モータ50と、モータ50によって回転する芯棒60とを備えている。
【0024】
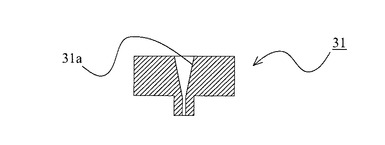
押し出し機30は、ゴム材料が流動する流路となる中空部を有する略円筒形状の胴体部30aを備えており、その先端には、口金31が取り付けられている。この口金31には、ゴム材料が流動する流路となる貫通孔31aが設けられている。この貫通孔31aは、先端(出口側)に向かうにつれて小径となるテーパ面で構成された部分を備えており、その先端部分の口径は非常に小さくなっている。このように構成される押し出し機30によって、極細の紐状のゴム生地11を押し出すことができる。
【0025】
口金31の付近には、カッター40が配置されている。このカッター40を図2中矢印X方向に移動させることによって、紐状に押し出されるゴム生地11を、所望のタイミングで切断することができる。
【0026】
押し出し機30の下方には、紐状に押し出されるゴム生地11を巻き取るための芯棒60が配置されている。この芯棒60は、モータ50によって、その軸心を中心として、図2中矢印R方向に回転するように構成されている。なお、芯棒60は円柱状のもの(内部中実のもの)を用いてもよいし、円筒状のもの(内部中空のもの)を用いてもよい。
【0027】
以上のように構成される製造機器を用いて、環状のゴム生地10を製造する手順を説明する。まず、押し出し機30によって、紐状にゴム生地11を押し出す(第1工程)。これにより、一定の外径を有する紐状のゴム生地11が押し出される。この紐状に押し出されるゴム生地11を、モータ50によって回転する芯棒60に巻き付けていく(第2工程)。そして、予め設定した回転数だけ芯棒60が回転した時点で、カッター40によって、紐状のゴム生地11を切断する(第3工程)。その後、芯棒60から巻き取られたゴム生地を引き抜くことによって、環状のゴム生地10が得られる。
【0028】
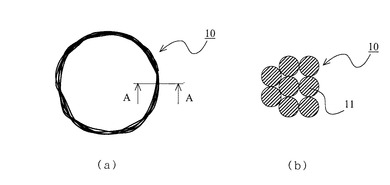
図4は、以上の製造工程によって得られた環状のゴム生地10の概略図である。なお、図4(a)は上面から見た概略図であり、同図(b)は同図(a)中のAA断面図である。
【0029】
この図から明らかなように、本実施例に係る製造方法によって得られる環状のゴム生地10は、紐状のゴム生地11が多重に巻かれることによって構成される。
【0030】
<本実施例に係る製造方法の優れた点>
以上のように、本実施例に係る製造方法によれば、紐状に押し出されるゴム生地11を多重に巻くことによって、所望サイズ(内径及び外径)の環状のゴム生地10を得ることができる。そのため、環状のゴム生地10のサイズに関係なく、単位時間当たりに押し出されるゴム生地の量を少なくすることができる。従って、筒状に押し出されるゴム生地を切断する方法の場合に比べて、環状のゴム生地10の重量の精度を高めることができる。ひいては、圧縮成形によって得られる最終製品の品質を安定させることができる。また、環状のゴム生地10の重量の精度を高めることが可能となるため、例えば、従来のような高頻度の抜き取り検査が不要となり、ゴム生地の重量の管理負担を軽減させることが可能となる。
【0031】
また、本実施例に係る製造方法によれば、紐状のゴム生地11を多重に巻く際の径と巻き数によって、所望のサイズの環状のゴム生地10を得ることができる。従って、環状のゴム生地のサイズに対応させて複数種類の口金を必要とすることはなく、1種類の口金であらゆるサイズの環状のゴム生地を製造することができる。これに伴い、環状のゴム生地のサイズを変更する場合に、口金を交換する必要もない。また、所望の環状のゴム生地10のサイズが大きな場合であっても、押し出し機30自体を大きくする必要もない。従って、小型の製造機器であっても、大サイズの環状のゴム生地10を製造することができる。このように、本実施例に係る製造方法は、大サイズの環状のゴム生地10を製造する場合に非常に有効である。
【0032】
また、環状のゴム生地10を製造するための機器を小型化できることから、当該機器を圧縮成形機の近くに設置することも容易となる。そのため、環状のゴム生地10の製造から最終製品である成形品を成形するまでの一連の工程を狭いスペース内で行うことが可能となり、生産性を向上させることができる。
【0033】
更に、本実施例に係る製造方法の場合には、紐状のゴム生地11を切断するため、切断部が変形したとしても、環状のゴム生地10全体の形状には何ら影響がない。従って、筒状のゴム生地を切断したものに比べて、環状のゴム生地10の変形が生じにくく、圧縮成形機に入れる際に形を整える作業負担も減る。
【0034】
また、本実施例に係る製造方法においては、紐状のゴム生地11を多重に巻く際に、環状のゴム生地10が所望の内径となるために、軸心を中心として回転可能に設けられた芯棒60に、紐状のゴム生地11を巻いていく手法を採用している。これにより、所望のサ
イズの環状のゴム生地10における内径寸法と略等しい外径を有する芯棒60を用いることによって、所望サイズの環状のゴム生地10を簡単に得ることができる。なお、環状のゴム生地10のサイズ(内径寸法)を変更する場合には、所望の外径の芯棒60に交換するだけでよいので、従来のように口金を交換する場合に比して、交換作業は容易である。また、各種サイズの環状のゴム生地10に対応するために、外径の異なる複数種類の芯棒60を用意しておく必要があるものの、複数種類の口金を用意する場合に比べて、コストを抑制できることは言うまでもない。
【0035】
また、本実施例に係る製造方法においては、芯棒60が予め設定した回転数分だけ回転した時点で、紐状のゴム生地11を切断するようにしている。このように、芯棒60の回転数の制御によって、紐状に押し出されるゴム生地11の長さ(紐の全長)を制御することができる。このとき、紐状に押し出されるゴム生地11の外径は一定であるので、ゴム生地11の長さによって、環状のゴム生地10の重量を制御することができる。
【0036】
<具体例>
上記の製造方法を採用した具体例を説明する。この具体例は、最終製品であるアクリルゴムからなるOリング(内径が103.6mm,線径が3.10mm)を、圧縮成形により成形するための材料となる環状のゴム生地10を製造する場合の例である。このOリングの生地重量を6gとし、重量の公差を10%以内とする場合、生地重量を5.7g以上6.3g以下とする必要がある。また、圧縮成形機に適切に入れることができるように、環状のゴム生地10の内径寸法は100mmとした。より具体的には、外径寸法が100mmの芯棒60によって、紐状のゴム生地11を巻き取るようにした。
【0037】
押し出し機30に取り付ける口金31として、貫通孔31aにおける先端の小径部分の寸法が、長さ10mm,内径1mmのものを用いた。この口金31を取り付けた押し出し機30によって、紐状にゴム生地11を押し出すことにより、紐状のゴム生地11の外径寸法を、約1.5mmに保つことができた。この場合、環状のゴム生地10の重量を6gとするためには、紐状のゴム生地11の長さを2592mmとする必要があり、外径寸法が100mmの芯棒60によって8.3周分巻き取る必要がある。つまり、紐状のゴム生地11を8.3重巻きにする必要がある。そして、上記の通り、重量公差を10%以内に収めるためには、紐状のゴム生地11の長さ寸法も公差10%以内に収める必要がある。すなわち、紐状のゴム生地11の長さを2592mm±129mmにする必要がある。
【0038】
しかしながら、±129mmという公差は、比較的ラフな公差であり、切断するタイミングの精度をそれほど高くする必要がない。つまり、同じサイズのOリングについて、従来例のように筒状に押し出されるゴム生地を切断する場合には、1mm以下の公差での管理が必要であった。これに対して、本実施例に係る製造方法によれば、上記の通り、数十mm以上の公差で済む。従って、重量の管理が容易となり、従来のような高頻度の抜き取り検査も不要とすることができる。
【0039】
以上のような製法によって得られた環状のゴム生地10を用いて圧縮成形を行うことで、最終成形品であるOリングの品質を安定させることができた。
【0040】
<その他>
上記実施例に係る製造方法により得られる環状のゴム生地10は、Oリングを圧縮成形により成形するための材料に限らず、各種環状のゴム製品(オイルシールやパッキン)を圧縮成形するための材料として適用できることは言うまでもない。
【0041】
また、上記実施例においては、紐状のゴム生地11を多重に巻く際に、環状のゴム生地10が所望の内径となるために、芯棒60に、紐状のゴム生地11を巻いていく手法を採
用する場合を示した。しかしながら、環状のゴム生地10を所望の内径にするための手法としては、これに限られることはない。例えば、押し出し機30の下方に、平面方向に移動可能、かつその位置制御が可能なテーブルを設置して、このテーブルを旋回させることで、所望サイズの環状のゴム生地10を得ることができる。また、押し出し機30を旋回可能に構成することで、押し出し機30を旋回させながら床面に紐状のゴム生地11を垂らしていくことによっても、所望サイズの環状のゴム生地10を得ることできる。
【符号の説明】
【0042】
10 (環状の)ゴム生地
11 (紐状の)ゴム生地
15 成形品
21 下型
21a キャビティ
22 上型
30 押し出し機
30a 胴体部
31 口金
31a 貫通孔
40 カッター
50 モータ
60 芯棒
【技術分野】
【0001】
本発明は、圧縮成形に用いる環状のゴム生地の製造方法に関するものである。
【背景技術】
【0002】
環状のゴム成形品を圧縮成形によって成形する場合、環状のゴム生地を材料として用いるのが一般的である。この環状のゴム生地の製造方法の従来例を、図5及び図6を参照して説明する。図5は従来例に係る押し出し機の口金付近を示す斜視図である。図6は従来例に係る押し出し機の口金付近の断面図である。
【0003】
従来、押し出し機の出口に取り付ける口金として、押し出されるゴム生地が環状となるように、ゴム生地が押し出される孔の中央に芯金201を有する特殊な口金200を用いた方法が知られている。このような特殊な口金200を用いることにより、押し出し機によって、ゴム生地100が筒状に押し出される。そして、適時、カッター300により切断することによって、環状のゴム生地100が得られる。なお、図6において、矢印Zはゴム材料が流れる方向を示している。また、図5及び図6中の矢印Yは、ゴム生地100を切断する際のカッター300の移動方向を示している。
【0004】
ここで、圧縮成形によって成形されるゴム成形品の品質を維持するためには、圧縮成形機に入れる環状のゴム生地の重量が一定となるように管理する必要がある。すなわち、重量が所望量よりも軽すぎるとゴム生地不足で欠陥が生じ、重すぎると歩留まりが悪くなるからである。そこで、上記のように構成される押し出し機においては、ゴム生地の押し出し速度とカッター300による切断タイミングによって、環状のゴム生地の重量を制御している。
【0005】
しかしながら、上記のように構成される押し出し機においては、ゴム生地が筒状に押し出されるため、単位時間当たりに押し出されるゴム生地の量は多くなる。そのため、ゴム生地の押し出し速度や切断タイミングの誤差に応じた、環状のゴム生地の重量誤差が大きくなり易く、重量の制御が難しいという問題がある。特に、環状のゴム生地のサイズ(内径及び外径)が大きくなればなるほど、重量の制御が難しくなる。従って、環状のゴム生地の重量が不安定となり易く、最終製品であるゴム成形品の品質の維持が難しくなる原因にもなっていた。また、これに伴って、環状のゴム生地の重量が一定の範囲内に収まっているか否かを確認するために、高頻度の抜き取り検査が必須となり、管理の手間がかかる原因ともなっていた。
【0006】
また、最終製品であるゴム成形品に応じて、その材料となる環状のゴム生地の大きさ(内径及び外径)が異なるため、複数種類の口金が必要となっていた。勿論、環状のゴム生地のサイズを変更する度に、押し出し機に取り付ける口金を交換する手間もかかっていた。
【0007】
また、環状のゴム生地を得るために、筒状のゴム生地を切断する場合には、切断の際に、環状のゴム生地が変形し易く、つぶれてしまったり、8の字に変形してしまったりする。そのため、圧縮成形機に入れる際に、形を整える手間もかかっていた。
【0008】
なお、関連する技術としては、特許文献1,2,3に開示されたものがある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第3873471号公報
【特許文献2】特開平4−103327号公報
【特許文献3】特開2006−62184号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、重量の制御が容易で、かつサイズ変更に対する対応が容易な環状のゴム生地の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明は、上記課題を解決するために以下の手段を採用した。
【0012】
すなわち、本発明の環状のゴム生地の製造方法は、
圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、
押し出し機によって、ゴム生地を紐状に押し出す第1工程と、
押し出される紐状のゴム生地を多重に巻いていく第2工程と、
紐状に押し出されるゴム生地を切断して、押し出し機から押し出される紐状のゴム生地と、多重に巻かれたゴム生地とを切り離す第3工程と、
を備えることを特徴とする。
【0013】
本発明の製造方法によれば、紐状に押し出されるゴム生地を多重に巻くことによって、所望サイズ(内径及び外径)の環状のゴム生地が得られる。そのため、環状のゴム生地のサイズに関係なく、単位時間当たりに押し出されるゴム生地の量を少なくすることができる。また、多重に巻く際の径と巻き数によって、所望のサイズの環状のゴム生地を得ることができる。従って、環状のゴム生地のサイズに対応させて複数種類の口金を必要とすることはなく、1種類の口金であらゆるサイズの環状のゴム生地を製造することができる。これに伴い、環状のゴム生地のサイズを変更する場合に、口金を交換する必要もない。更に、紐状のゴム生地を切断するため、切断部が変形したとしても、環状のゴム生地全体の形状には何ら影響を与えない。従って、筒状のゴム生地を切断したものに比べて、環状のゴム生地の変形が生じにくく、圧縮成形機に入れる際に形を整える作業負担も減る。
【0014】
第2工程においては、軸心を中心として回転可能に設けられた芯棒に、紐状のゴム生地を巻いていくとよい。
【0015】
これにより、所望のサイズの環状のゴム生地における内径寸法と略等しい外径を有する芯棒を用いることによって、所望サイズの環状のゴム生地を簡単に得ることができる。
【0016】
第3工程においては、前記芯棒が予め設定した回転数分だけ回転した時点で、紐状のゴム生地を切断するとよい。
【0017】
こうすることで、回転数の制御によって、紐状に押し出されるゴム生地の長さ(紐の長さ)を制御することができる。
【発明の効果】
【0018】
以上説明したように、本発明によれば、重量の制御を容易に行うことができ、かつサイズ変更に対しても容易に対応することができる。
【図面の簡単な説明】
【0019】
【図1】図1は圧縮成形工程説明図である。
【図2】図2は本発明の実施例に係る環状のゴム生地の製造方法に用いる製造機器の概略構成図である。
【図3】図3は本発明の実施例に係る環状のゴム生地の製造方法に用いる押し出し機の口金の模式的断面図である。
【図4】図4は本発明の実施例に係る製造方法によって製造される環状のゴム生地の概略図である。
【図5】図5は従来例に係る押し出し機の口金付近を示す斜視図である。
【図6】図6は従来例に係る押し出し機の口金付近の断面図である。
【発明を実施するための形態】
【0020】
以下に図面を参照して、この発明を実施するための形態を、実施例に基づいて例示的に詳しく説明する。ただし、この実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【0021】
(実施例)
<圧縮成形>
本発明の実施例に係る環状のゴム生地の製造方法の説明に先立ち、図1を参照して、圧縮成形について簡単に説明する。ここでは、Oリングを圧縮成形によって成形する場合を例に説明する。
【0022】
まず、下型21と上型22とからなる金型を開いた状態で、下型21のキャビティ21aに成形材料である環状のゴム生地10を入れる(図1(a))。そして、型を閉じ(同図(b))、一定時間、高圧下で加熱する(同図(c))。これにより、未加硫状態のゴム生地10が加硫されてキャビティの形状に賦形され硬化する。その後、型を開いて(同図(d))、成形品15を取り出す(同図(e))。その後、バリの除去作業などの仕上げ工程を経て、最終製品であるOリングが得られる。
【0023】
<環状のゴム生地の製造方法>
図2及び図3を参照して、本発明の実施例に係る環状のゴム生地10の製造方法について説明する。図2はゴム生地10を製造するための機器の概略構成を示したものである。本実施例に係る製造方法に用いる製造機器は、押し出し機30と、押し出し機30の出口に取り付けられている口金31付近に配置されているカッター40と、モータ50と、モータ50によって回転する芯棒60とを備えている。
【0024】
押し出し機30は、ゴム材料が流動する流路となる中空部を有する略円筒形状の胴体部30aを備えており、その先端には、口金31が取り付けられている。この口金31には、ゴム材料が流動する流路となる貫通孔31aが設けられている。この貫通孔31aは、先端(出口側)に向かうにつれて小径となるテーパ面で構成された部分を備えており、その先端部分の口径は非常に小さくなっている。このように構成される押し出し機30によって、極細の紐状のゴム生地11を押し出すことができる。
【0025】
口金31の付近には、カッター40が配置されている。このカッター40を図2中矢印X方向に移動させることによって、紐状に押し出されるゴム生地11を、所望のタイミングで切断することができる。
【0026】
押し出し機30の下方には、紐状に押し出されるゴム生地11を巻き取るための芯棒60が配置されている。この芯棒60は、モータ50によって、その軸心を中心として、図2中矢印R方向に回転するように構成されている。なお、芯棒60は円柱状のもの(内部中実のもの)を用いてもよいし、円筒状のもの(内部中空のもの)を用いてもよい。
【0027】
以上のように構成される製造機器を用いて、環状のゴム生地10を製造する手順を説明する。まず、押し出し機30によって、紐状にゴム生地11を押し出す(第1工程)。これにより、一定の外径を有する紐状のゴム生地11が押し出される。この紐状に押し出されるゴム生地11を、モータ50によって回転する芯棒60に巻き付けていく(第2工程)。そして、予め設定した回転数だけ芯棒60が回転した時点で、カッター40によって、紐状のゴム生地11を切断する(第3工程)。その後、芯棒60から巻き取られたゴム生地を引き抜くことによって、環状のゴム生地10が得られる。
【0028】
図4は、以上の製造工程によって得られた環状のゴム生地10の概略図である。なお、図4(a)は上面から見た概略図であり、同図(b)は同図(a)中のAA断面図である。
【0029】
この図から明らかなように、本実施例に係る製造方法によって得られる環状のゴム生地10は、紐状のゴム生地11が多重に巻かれることによって構成される。
【0030】
<本実施例に係る製造方法の優れた点>
以上のように、本実施例に係る製造方法によれば、紐状に押し出されるゴム生地11を多重に巻くことによって、所望サイズ(内径及び外径)の環状のゴム生地10を得ることができる。そのため、環状のゴム生地10のサイズに関係なく、単位時間当たりに押し出されるゴム生地の量を少なくすることができる。従って、筒状に押し出されるゴム生地を切断する方法の場合に比べて、環状のゴム生地10の重量の精度を高めることができる。ひいては、圧縮成形によって得られる最終製品の品質を安定させることができる。また、環状のゴム生地10の重量の精度を高めることが可能となるため、例えば、従来のような高頻度の抜き取り検査が不要となり、ゴム生地の重量の管理負担を軽減させることが可能となる。
【0031】
また、本実施例に係る製造方法によれば、紐状のゴム生地11を多重に巻く際の径と巻き数によって、所望のサイズの環状のゴム生地10を得ることができる。従って、環状のゴム生地のサイズに対応させて複数種類の口金を必要とすることはなく、1種類の口金であらゆるサイズの環状のゴム生地を製造することができる。これに伴い、環状のゴム生地のサイズを変更する場合に、口金を交換する必要もない。また、所望の環状のゴム生地10のサイズが大きな場合であっても、押し出し機30自体を大きくする必要もない。従って、小型の製造機器であっても、大サイズの環状のゴム生地10を製造することができる。このように、本実施例に係る製造方法は、大サイズの環状のゴム生地10を製造する場合に非常に有効である。
【0032】
また、環状のゴム生地10を製造するための機器を小型化できることから、当該機器を圧縮成形機の近くに設置することも容易となる。そのため、環状のゴム生地10の製造から最終製品である成形品を成形するまでの一連の工程を狭いスペース内で行うことが可能となり、生産性を向上させることができる。
【0033】
更に、本実施例に係る製造方法の場合には、紐状のゴム生地11を切断するため、切断部が変形したとしても、環状のゴム生地10全体の形状には何ら影響がない。従って、筒状のゴム生地を切断したものに比べて、環状のゴム生地10の変形が生じにくく、圧縮成形機に入れる際に形を整える作業負担も減る。
【0034】
また、本実施例に係る製造方法においては、紐状のゴム生地11を多重に巻く際に、環状のゴム生地10が所望の内径となるために、軸心を中心として回転可能に設けられた芯棒60に、紐状のゴム生地11を巻いていく手法を採用している。これにより、所望のサ
イズの環状のゴム生地10における内径寸法と略等しい外径を有する芯棒60を用いることによって、所望サイズの環状のゴム生地10を簡単に得ることができる。なお、環状のゴム生地10のサイズ(内径寸法)を変更する場合には、所望の外径の芯棒60に交換するだけでよいので、従来のように口金を交換する場合に比して、交換作業は容易である。また、各種サイズの環状のゴム生地10に対応するために、外径の異なる複数種類の芯棒60を用意しておく必要があるものの、複数種類の口金を用意する場合に比べて、コストを抑制できることは言うまでもない。
【0035】
また、本実施例に係る製造方法においては、芯棒60が予め設定した回転数分だけ回転した時点で、紐状のゴム生地11を切断するようにしている。このように、芯棒60の回転数の制御によって、紐状に押し出されるゴム生地11の長さ(紐の全長)を制御することができる。このとき、紐状に押し出されるゴム生地11の外径は一定であるので、ゴム生地11の長さによって、環状のゴム生地10の重量を制御することができる。
【0036】
<具体例>
上記の製造方法を採用した具体例を説明する。この具体例は、最終製品であるアクリルゴムからなるOリング(内径が103.6mm,線径が3.10mm)を、圧縮成形により成形するための材料となる環状のゴム生地10を製造する場合の例である。このOリングの生地重量を6gとし、重量の公差を10%以内とする場合、生地重量を5.7g以上6.3g以下とする必要がある。また、圧縮成形機に適切に入れることができるように、環状のゴム生地10の内径寸法は100mmとした。より具体的には、外径寸法が100mmの芯棒60によって、紐状のゴム生地11を巻き取るようにした。
【0037】
押し出し機30に取り付ける口金31として、貫通孔31aにおける先端の小径部分の寸法が、長さ10mm,内径1mmのものを用いた。この口金31を取り付けた押し出し機30によって、紐状にゴム生地11を押し出すことにより、紐状のゴム生地11の外径寸法を、約1.5mmに保つことができた。この場合、環状のゴム生地10の重量を6gとするためには、紐状のゴム生地11の長さを2592mmとする必要があり、外径寸法が100mmの芯棒60によって8.3周分巻き取る必要がある。つまり、紐状のゴム生地11を8.3重巻きにする必要がある。そして、上記の通り、重量公差を10%以内に収めるためには、紐状のゴム生地11の長さ寸法も公差10%以内に収める必要がある。すなわち、紐状のゴム生地11の長さを2592mm±129mmにする必要がある。
【0038】
しかしながら、±129mmという公差は、比較的ラフな公差であり、切断するタイミングの精度をそれほど高くする必要がない。つまり、同じサイズのOリングについて、従来例のように筒状に押し出されるゴム生地を切断する場合には、1mm以下の公差での管理が必要であった。これに対して、本実施例に係る製造方法によれば、上記の通り、数十mm以上の公差で済む。従って、重量の管理が容易となり、従来のような高頻度の抜き取り検査も不要とすることができる。
【0039】
以上のような製法によって得られた環状のゴム生地10を用いて圧縮成形を行うことで、最終成形品であるOリングの品質を安定させることができた。
【0040】
<その他>
上記実施例に係る製造方法により得られる環状のゴム生地10は、Oリングを圧縮成形により成形するための材料に限らず、各種環状のゴム製品(オイルシールやパッキン)を圧縮成形するための材料として適用できることは言うまでもない。
【0041】
また、上記実施例においては、紐状のゴム生地11を多重に巻く際に、環状のゴム生地10が所望の内径となるために、芯棒60に、紐状のゴム生地11を巻いていく手法を採
用する場合を示した。しかしながら、環状のゴム生地10を所望の内径にするための手法としては、これに限られることはない。例えば、押し出し機30の下方に、平面方向に移動可能、かつその位置制御が可能なテーブルを設置して、このテーブルを旋回させることで、所望サイズの環状のゴム生地10を得ることができる。また、押し出し機30を旋回可能に構成することで、押し出し機30を旋回させながら床面に紐状のゴム生地11を垂らしていくことによっても、所望サイズの環状のゴム生地10を得ることできる。
【符号の説明】
【0042】
10 (環状の)ゴム生地
11 (紐状の)ゴム生地
15 成形品
21 下型
21a キャビティ
22 上型
30 押し出し機
30a 胴体部
31 口金
31a 貫通孔
40 カッター
50 モータ
60 芯棒
【特許請求の範囲】
【請求項1】
圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、
押し出し機によって、ゴム生地を紐状に押し出す第1工程と、
押し出される紐状のゴム生地を多重に巻いていく第2工程と、
紐状に押し出されるゴム生地を切断して、押し出し機から押し出される紐状のゴム生地と、多重に巻かれたゴム生地とを切り離す第3工程と、
を備えることを特徴とする環状のゴム生地の製造方法。
【請求項2】
第2工程においては、軸心を中心として回転可能に設けられた芯棒に、紐状のゴム生地を巻いていくことを特徴とする請求項1に記載の環状のゴム生地の製造方法。
【請求項3】
第3工程においては、前記芯棒が予め設定した回転数分だけ回転した時点で、紐状のゴム生地を切断することを特徴とする請求項2に記載の環状のゴム生地の製造方法。
【請求項1】
圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、
押し出し機によって、ゴム生地を紐状に押し出す第1工程と、
押し出される紐状のゴム生地を多重に巻いていく第2工程と、
紐状に押し出されるゴム生地を切断して、押し出し機から押し出される紐状のゴム生地と、多重に巻かれたゴム生地とを切り離す第3工程と、
を備えることを特徴とする環状のゴム生地の製造方法。
【請求項2】
第2工程においては、軸心を中心として回転可能に設けられた芯棒に、紐状のゴム生地を巻いていくことを特徴とする請求項1に記載の環状のゴム生地の製造方法。
【請求項3】
第3工程においては、前記芯棒が予め設定した回転数分だけ回転した時点で、紐状のゴム生地を切断することを特徴とする請求項2に記載の環状のゴム生地の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−31557(P2011−31557A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−181903(P2009−181903)
【出願日】平成21年8月4日(2009.8.4)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年8月4日(2009.8.4)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
[ Back to top ]