
環状医療具の成形型及びこの成形型を用いて成形された環状医療具
【課題】医療具の中心部に開口部を有する環状医療具を一定の品質で量産可能であり、得られる環状医療具の外径縁及び内径縁にバリが発生せず、且つ、環状医療具の厚みを容易に制御可能な環状医療具の成形型及びこの成形型を用いて成形された環状医療具を提供する。
【解決手段】雌型1と雄型2を組み合わせ、前記雌型1と前記雄型2の間に生じる空間を用いて医療具3を成形するように形成された成形型であって、前記雌型1と前記雄型2の嵌合部位4,5が前記医療具3の外径縁及び内径縁の2箇所に周設され、前記医療具3の中心部に開口部3cを有する環状医療具3を成形することを特徴とする。
【解決手段】雌型1と雄型2を組み合わせ、前記雌型1と前記雄型2の間に生じる空間を用いて医療具3を成形するように形成された成形型であって、前記雌型1と前記雄型2の嵌合部位4,5が前記医療具3の外径縁及び内径縁の2箇所に周設され、前記医療具3の中心部に開口部3cを有する環状医療具3を成形することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医療具の中心部に開口部を有する環状医療具の成形型及びこの成形型を用いて成形された環状医療具に関する。
【背景技術】
【0002】
従来、眼科用薬剤を眼組織に投与する方法として、点眼が主な方法として用いられてきたが、眼組織に滞留する薬剤の量は点眼量に対し少ないため、より効率的な薬剤の投与方法が求められていた。その結果、ハイドロゲルコンタクトレンズに水溶性眼科用薬剤を含浸させ、眼に装用することで、眼組織において薬剤が徐放される、いわゆる薬剤送達型コンタクトレンズ(DDSCL)が開発された。
【0003】
しかしながら、この方法は、ハイドロゲルコンタクトレンズ内部に薬剤を含浸しただけであり、装用直後にその大半が徐放されてしまうため、薬剤の徐放速度を制御し、継続的に薬剤を徐放する技術が更に求められていた。
【0004】
この眼科用薬剤を眼組織に投与する新たな形態として、ハイドロゲルコンタクトレンズと眼科用薬剤をイオン結合させることにより包含し、眼への装用中におけるイオン交換により薬剤を徐放する技術が開示されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−301014号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の方法は、眼表面全体がコンタクトレンズにより被覆されるため、角膜や房水等の前眼部組織及び涙液や結膜等の外眼部組織に治療有効濃度の薬物を送達させることに有効であるが、選択的に水晶体から後方の網膜、脈絡膜、強膜、硝子体等の後眼部組織に移行させるためには、特許文献1に記載のレンズ形状では充分とはいえない。
【0007】
そこで、本願発明者他は、後眼部組織に効率的に眼科用薬剤を移行させるための方法として、中心部に開口部を有する形状となる環状レンズを使用し、後眼部組織が薬剤を含浸したコンタクトレンズに接触する方法を考案するに至った。
【0008】
しかしながら、この種の環状レンズは、通常レンズの中心部をトレパン加工で抜き取ることにより作製されていることから、この方法では、一定品質のレンズを得るには高度な加工技術が要求され、また、量産化にも適していないという課題があった。
【0009】
また、コンタクトレンズの製造は、レンズ形成用成形型を用いて行うことが一般的に行われており、雌型中にコンタクトレンズ形成用重合性モノマーを注入した後、雄型を嵌合し、熱あるいは紫外線照射により重合することにより形成される。
【0010】
この場合に、成形型は、雄型と雌型の嵌合が完全に成されていないと、嵌合部位に間隙が生じ、成形体の縁にバリが生じるため、成形体をコンタクトレンズとして使用することができない。また、成形型は、雄型、雌型の嵌合の精度が不十分であると、成形体として得られるコンタクトレンズの厚みを制御することも困難となるという課題があった。
【0011】
このように、成形型を用いたコンタクトレンズの製造では、雄型と雌型の嵌合状態が得られるレンズの品質に大きく影響するため、嵌合部位の精度を向上させることが重要な課題となる。
【0012】
そこで、本発明は、医療具の中心部に開口部を有する環状医療具を一定の品質で量産可能な環状医療具の成形型を提供することを目的とする。また、本発明は、得られる環状医療具の外径縁及び内径縁にバリが発生せず、且つ、環状医療具の厚みを容易に制御可能な環状医療具の成形型を提供することを目的とする。また、本発明は、この成形型を用いて得られる環状医療具を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、上記課題を解決するために、雌型と雄型を組み合わせ、前記雌型と前記雄型の間に生じる空間を用いて医療具を成形するように形成された成形型であって、前記雌型と前記雄型の嵌合部位が前記医療具の外径縁及び内径縁の2箇所に周設され、前記医療具の中心部に開口部を有する環状医療具を成形することを特徴とする環状医療具の成形型を提供するものである。
【0014】
また、本発明の環状医療具の成形型は、前記環状医療具が眼の曲率に適合した曲率を有するレンズ状に形成され、前記雌型が前記環状医療具のフロントカーブ面に対応した形成面を与える凹面形状を成し、前記雄型が前記環状医療具のベースカーブ面に対応した形成面を与える凸面形状を成すことを特徴とする。
【0015】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は突き当て構造を用いたことを特徴とする。
【0016】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位において、一方の嵌合部位が食い切り構造であり、他方の嵌合部位が突き当て構造であることを特徴とする。
【0017】
また、本発明の環状医療具の成形型は、前記環状医療具が、内縁領域と外縁領域の厚みに対して中間領域の厚みが厚くなるように形成されることを特徴とする。
【0018】
また、本発明の環状医療具の成形型において、前記環状医療具は、内縁領域の厚みが0.10〜0.30mmに形成され、外縁領域の厚みが0.15〜0.35mmに形成され、中間領域の厚みが0.20〜0.40mmに形成されることを特徴とする。
【0019】
また、本発明は、中心部に開口部を有する環状医療具であって、上記の成形型を用いて成形された環状医療具を提供するものである。
【発明の効果】
【0020】
本発明の環状医療具の成形型は、雌型と雄型を組み合わせ、前記雌型と前記雄型の間に生じる空間を用いて医療具を成形するように形成された成形型であって、前記雌型と前記雄型の嵌合部位が前記医療具の外径縁及び内径縁の2箇所に周設され、前記医療具の中心部に開口部を有する環状医療具を成形する構成を有することにより、後眼部への薬剤送達を効率的に行え、且つ、開口部の位置や厚み等を設計値に対応した一定の精度で有する環状医療具を一回の成形によって容易に製造することができるので、一定の品質を保ちつつ環状医療具の量産化を図ることができる効果がある。
【0021】
また、本発明の環状医療具の成形型は、前記環状医療具が眼の曲率に適合した曲率を有するレンズ状に形成され、前記雌型が前記環状医療具のフロントカーブ面に対応した形成面を与える凹面形状を成し、前記雄型が前記環状医療具のベースカーブ面に対応した形成面を与える凸面形状を成すことにより、眼の曲率に適合し、装用感も良好な環状医療具を量産することができる効果がある。
【0022】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は/及び突き当て構造を用いたことにより、開口部の位置や厚み等を設計値に対応した一定の精度で有し、且つ、外径縁及び内径縁にバリが発生しない環状医療具を量産することができ、装用感の良好な環状医療具を、一定の品質で得ることができる効果がある。
【0023】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位において、一方の嵌合部位が食い切り構造であり、他方の嵌合部位が突き当て構造であることにより、嵌合時の押力により双方の嵌合部位において発生する雌型の変動が互いに打ち消し合って、開口部の位置や厚み等の精度を更に向上させることができると共に、外径縁及び内径縁のバリの発生を阻止して、品質の向上を図ることができる効果がある。
【0024】
また、本発明の環状医療具の成形型は、前記環状医療具が、内縁領域と外縁領域の厚みに対して中間領域の厚みが厚くなるように形成されることにより、装用時の眼球上での安定性の良好な環状医療具を得ることができる効果がある。
【0025】
また、本発明の環状医療具の成形型は、環状医療具の内縁領域の厚みが0.10〜0.30mmに形成され、外縁領域の厚みが0.15〜0.35mmに形成され、中間領域の厚みが0.20〜0.40mmに形成されることにより、更に装用時の眼球上での安定性の良好な環状医療具を得ることができる効果がある。
【0026】
また、本発明の環状医療具は、中心部に開口部を有する環状医療具であって、上記の成形型を用いて成形された構成を有することにより、後眼部への薬剤送達を効率的に行え、且つ、開口部の位置や厚み等を設計値に対応した一定の精度で有する環状医療具を一回の成形工程のみによって容易に製造することができるので、一定の品質を保ちつつ環状医療具の量産化を図ることができる効果がある。
【図面の簡単な説明】
【0027】
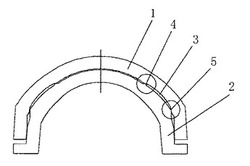
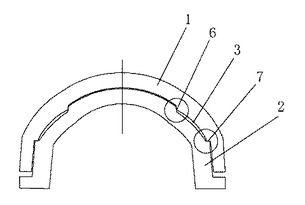
【図1】本発明の環状医療具の成形型の第一態様を示す断面図。
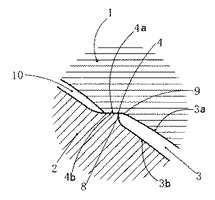
【図2】第一態様における成形型の内径縁嵌合部を示す拡大断面図。
【図3】第一態様における成形型の外径縁嵌合部を示す拡大断面図。
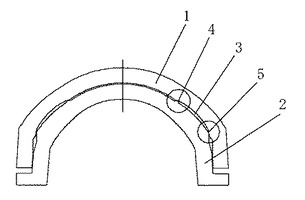
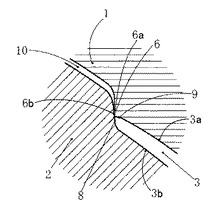
【図4】本発明の環状医療具の成形型の第二態様を示す断面図。
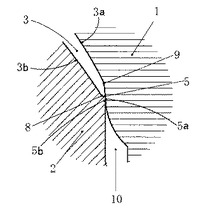
【図5】第二態様における成形型の内径縁嵌合部を示す拡大断面図。
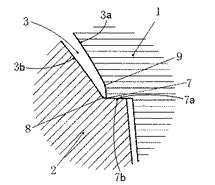
【図6】第二態様における成形型の外径縁嵌合部を示す拡大断面図。
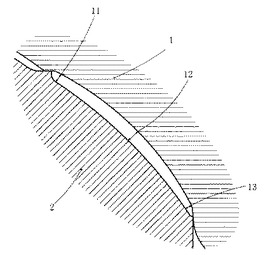
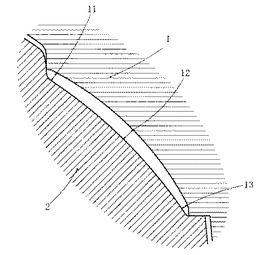
【図7】第一態様における医療具部を示す断面図。
【図8】第二態様における医療具部を示す断面図。
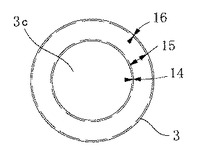
【図9】本発明の成形型を用いて成形された環状医療具の一例を示す正面図。
【発明を実施するための形態】
【0028】
本発明に係る環状医療具の成形型は、雌型1と雄型2を組み合わせ、前記雌型1と前記雄型2の間に生じる空間を用いて医療具3を成形するように形成された成形型であって、前記雌型1と前記雄型2の嵌合部位4,5が前記医療具3の外径縁及び内径縁の2箇所に周設され、前記医療具3の中心部に開口部3aを有する環状医療具3を成形することを特徴とする。
【0029】
以下に、本発明を更に具体的に明らかにするために、本発明の実施形態について、図面を参照しつつ詳細に説明する。
【0030】
図1は、雌型1と雄型2を嵌合した状態の断面図である。本発明に係る環状医療具の成形型は、双方の型1,2の嵌合部位4,5を環状医療具3の外径縁及び内径縁の2箇所に周設する構成としたことにより、得られる成形体は中心部に開口部3cを有する環状医療具3とすることができる。
【0031】
本発明で用いる成形型は、環状医療具3の外径縁及び内径縁の2箇所に嵌合部位4,5を有することを特徴とするものである。したがって、本発明の成形型は、嵌合部位を外径縁の1箇所しか有さない通常用いられるコンタクトレンズの成形型に比べ、より高度な嵌合精度が求められることとなる。
【0032】
本発明に係る環状医療具の成形型は、2箇所の嵌合部位4,5の構造に食いきり構造、又は、突き当て構造を適用することが好ましく、2箇所の嵌合部位4,5に食い切り構造と、突き当て構造の各々を相互に配する構造とすることが更に好ましい。本発明の成形型は、この構造により、得られる成形体の嵌合部位4,5における形状や厚みの制御性を飛躍的に向上させることが可能となった。
【0033】
食い切り構造とは、図3(或いは図5)に示すように、雄型2と雌型1の嵌合部位5(或いは6)を縦方向で接触させる構造を指す。また、突き当て構造とは、図2(或いは図6)に示すように、雄型2と雌型1の嵌合部位4(或いは7)を横方向で接触させる構造を指す。
【0034】
図3及び図5に示すように、嵌合部位に食い切り構造を用いた場合は、雄型2が雌型1を横方向に押し広げるため、成形体の厚みを制御する縦方向に対する安定性が低くなり、厚みの制御性が若干低下する傾向が見られる。一方、図2及び図6に示すように、突き当て構造を用いた場合は、雄型2が雌型1を縦方向に押し広げるため、嵌合部4,7に間隙が生じやすくなり、バリの発生が若干生じやすくなる傾向が見られる。したがって、嵌合部位に食い切り構造、又は、突き当て構造を単独で用いる場合は、嵌合位置や嵌合圧力を調整することで、バリ発生抑止や、成形体の厚み制御を行う必要がある。
【0035】
図1及び図4に示す実施例において、本発明の成形型は、外径縁嵌合部5,7、内径縁嵌合部4,6に食い切り構造と、突き当て構造を相互に配している。これらの成形型は、各々の嵌合構造が有する欠点を補完し合い、互いの構造を連動させる一体的な嵌合構造を形成することで、雌型1が各々の嵌合構造から受ける押力により生じる嵌合部の変動を互いに打ち消し合って、より効果的にバリ発生を抑止することができ、且つ、成形体の厚み制御を行うことができる。
【0036】
本発明の成形型は、嵌合構造に食い切り構造、又は、突き当て構造を用いた場合の外径縁嵌合部と内径縁嵌合部の組み合わせとして、食い切り構造−食い切り構造、突き当て構造−突き当て構造の2通りが考えられる。また、本発明の成形型は、嵌合構造に食い切り構造、及び、突き当て構造を用いた場合の外径縁嵌合部と内径縁嵌合部の組み合わせとして、突き当て構造−食い切り構造、食い切り構造−突き当て構造の2通りが考えられる。本発明の一態様として、図1に示す実施例では、食い切り構造(外径縁嵌合部5)−突き当て構造(内径縁嵌合部4)の組み合わせを示し、図4に示す実施例では、突き当て構造(外径縁嵌合部7)−食い切り構造(内径縁嵌合部6)の組み合わせを示している。本発明の成形型は、これらの構造を用いることで、より好適にバリの発生を抑制し、成形体の厚み精度を向上させることが可能となった。
【0037】
以下、実施例によって本発明を具体的に説明するが、これらは本発明を限定するものではない。
【実施例1】
【0038】
図1に示す実施例において、環状医療具は、装用される眼の曲率に適合した曲率を有するレンズ状に形成され、中心部に開口部3cを有する環状レンズ3である。環状レンズ3の成形型は、雌型1と雄型2を組み合わせてなり、雌型1が環状レンズ3のフロントカーブ面(FC面)3aに対応した形成面を与える凹面形状を成し、雄型2が環状レンズ3のベースカーブ面(BC面)3bに対応した形成面を与える凸面形状を成す。環状レンズ3は、雌型1と雄型2の間に生じる空間を用いて成形される。
【0039】
本発明の成形型は、雌型1と雄型2の嵌合部位4,5が環状レンズ3の外径縁及び内径縁の2箇所に周設され、一回の成形工程のみで環状レンズ3を成形することができるように構成してある。図1に示す成形型は、外径縁嵌合部5に食い切り構造を用い、内径縁嵌合部4に突き当て構造を用いている。
【0040】
図2に示すように、突き当て構造は、突き当て面4a,4bにおいて、雌型1と雄型2を横方向で接触させている。雌型1は、FC面3aから、内縁領域14の周縁に形成した湾曲部9を介して、水平に形成した突き当て面4aへと滑らかに繋げている。雄型2は、BC面3bから、環状レンズ3の内径縁を形成する略垂直なエッジ部8を介して、突き当て面4bを水平に形成している。雄型2のBC面3bとエッジ部8は滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0041】
また、雌型1と雄型2は、円環状の突き当て面4a,4bの内側にモノマー溜10を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。
【0042】
図3に示すように、食い切り構造は、食い切り面5a,5bにおいて、雌型1と雄型2を縦方向で接触させている。雌型1は、FC面3aから、外縁領域16の周縁に形成した湾曲部9を介して、垂直に形成した食い切り面5aへと滑らかに繋げている。雄型2は、BC面3bから、環状レンズ3の外径縁を形成する略水平なエッジ部8を介して、食い切り面5bを垂直に形成している。雄型2のBC面3bとエッジ部8は滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0043】
また、雌型1と雄型2は、円筒状の食い切り面5a,5bの下側にモノマー溜10を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。図1に示す実施例において、雌型1は、モノマー溜10から食い切り面5aに繋がる部分の断面を、R形状の凸面に形成してある。この構成により、雄型2の食い切り面5bは、嵌合過程において、雌型1の食い切り面5aと緩やかに接触することができる。
【0044】
本発明の環状医療具の成形型は、嵌合部位において、図1の成形型を用いた場合、嵌合は外径縁嵌合部5、内径縁嵌合部4の順に行われる。この場合、雄型2の食い切り面5bが雌型1の食い切り面5aを横方向に押し広げることで、雌型1が全体的に横方向に押し広げられることとなり、内径縁嵌合部4も横方向にスライドすることになるため、縦方向に対する変動が生じ厚みを制御することが困難となる。しかし、図1の成形型は、内径縁嵌合部4の構造を突き当て構造とし、雄型2が雌型1を縦方向へ押し広げることで、横方向へのずれにより生じる縦方向への変動を緩衝することが可能となった。従って、図1の成形型は、外径縁嵌合部5及び内径縁嵌合部4共に間隙を生じることなく、また、厚みの不良を発生することなく嵌合が完了するため、開口部3cの位置やレンズの厚み等を設計値に対応した一定の精度で有し、且つ、外径縁、内径縁にバリを発生しない環状レンズ3を得ることができる。
【0045】
本発明に係る環状医療具の成形型の作製は、溶融樹脂成形により行うことができる。成形型の材質となる樹脂組成物は、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート、ポリスチレン、ポリカーボネート、ポリ塩化ビニル、ポリアミド、ポリアセタール、フッ素樹脂、シクロオレフィンポリマー(商品名:ゼオネックス(登録商標)、ゼオノア(登録商標) 日本ゼオン株式会社)、環状オレフィンコポリマー(商品名:アペル(登録商標) 三井化学株式会社)等の公知の材料が用いられるが、成形性を考慮しポリプロピレン、ポリエチレン等のポリオレフィン類がより好ましく用いられる。
【0046】
成形型成形時の溶融温度は、使用する樹脂組成物に適した温度であることが好ましく、上記樹脂組成物の溶融温度である140〜400度が好ましい。本発明においては、ポリプロピレンやポリエチレンが好ましく用いられるため、より好ましい溶融温度は、180〜290度である。また、成形時の圧力においても、使用する樹脂組成物に適した圧力で成形することが好ましく、上記樹脂組成物に適した圧力は30〜200MPaであるが、本発明においては、ポリプロピレンやポリエチレンが好ましく用いられるため、より好ましい圧力は、70〜150MPaである。
【0047】
本発明の環状医療具の成形型を用いて成形される環状レンズは、眼に装用した際の装用感及び眼球上での安定性の点から、内縁領域14と外縁領域16の間の中間領域15が最大の厚みとなるように形成することが好ましい。ここで内縁領域14とは、環状レンズ3の内径縁から幅が0.50mm以内を指し、好ましくは0.30〜0.50mmであり、より好ましくは0.30mmである。外縁領域16とは、環状レンズ3の外径縁から幅が0.50mm以内を指し、好ましくは0.30〜0.50mmであり、より好ましくは0.30mmである。また、中間領域15とは、環状レンズ3において、内縁領域14と外縁領域16を除く部分を指す。
【0048】
内縁領域14の厚み11は、0.10〜0.30mmの範囲内であることが好ましく、より好ましくは0.13〜0.23mmの範囲内である。外縁領域16の厚み13は、0.15〜0.30mmの範囲内であることが好ましく、より好ましくは0.17〜0.23mmの範囲内である。中間領域15の厚み12は、0.20〜0.40mmの範囲内であることが好ましく、より好ましくは0.33〜0.38mmの範囲内である。環状レンズ3は、中間領域15の厚みが最大の厚みとなることで、瞬目による眼瞼圧の影響を最小限にすることが可能となり、装用時の眼球上でのずれや脱落を防止できる。また、ハンドリングに優れるため、眼球上への装着も容易となる。
【0049】
また、環状レンズ3の大きさは、環状医療具の装用に支障がなく、且つ、強膜表面を覆い得る大きさであれば良く、特に限定はされないが、その外径は、眼球上での装用性と、強膜表面の被覆性の観点から16〜20mm程度が好ましく、より好ましくは18〜20mm程度である。
【0050】
環状レンズ3の内径、すなわち開口部3cの直径は、環状医療具の角膜との接触防止(角膜の露出性)と、長期装用性の観点から、10〜15mm程度が好ましく、より好ましくは12mm程度である。
【0051】
環状レンズ3のベースカーブ(BC)の曲率は、強膜の曲率から適宜選択されるものであるが、通常、8.8〜13mm、好ましくは10〜12mmである。
【0052】
本発明の環状医療具3は、医療具であるレンズ内に水溶性薬剤を包含して用いることから、ハイドロゲルであることが好ましい。即ち、本発明の環状医療具3に用いられる重合性モノマーは、少なくとも一種の親水性基を有するいわゆる親水性モノマーを含有することを特徴とする。親水性モノマーとして、(メタ)アクリル基含有モノマー及びビニル基含有モノマーを用いることができる。具体的には、N,N−ジメチルアクリルアミド(DMAA)、2−ヒドロキシエチルメタクリレート(HEMA)、(メタ)アクリル酸、ポリエチレングリコールモノメタクリレート、グリセロールメタクリレート、(メタ)アクリロイルオキシエチルホスフェート、(メタ)アクリロイルオキシメチルホスフェート、メタクリルアミドプロピルトリメチルアンモニウムクロライド、N−ビニルピロリドン(NVP)、N−ビニル−N−メチルアセトアミド、N−ビニル−N−エチルアセトアミド、N−ビニル−N−エチルホルムアミド、N−ビニルホルムアミド、メタクリルオキシエチルコハク酸が挙げられる。その他の配合することが可能な重合性モノマーとしては、通常コンタクトレンズ材料として用い、前記親水性モノマーと組み合わせて用いることができるモノマーであれば特に制限はないが、メチルメタクリレート、2−エチルヘキシルメタクリレートなどの(メタ)アクリレート系モノマー、2−トリフルオロメチルメタクリレートなどのフッ素含有(メタ)アクリレート系モノマー、トリス(トリメチルシロキシ)シリルプロピルメタクリレートなどのケイ素含有(メタ)アクリレート系モノマー、エチレングリコールジメタクリレート、ポリエチレングリコールジメタクリレート、トリメチロールプロパントリメタクリレートなどの架橋性モノマーが挙げられる。
【実施例2】
【0053】
図4に示す実施例において、環状医療具は、装用される眼の曲率に適合した曲率を有するレンズ状に形成され、中心部に開口部3cを有する環状レンズ3である。環状レンズ3の成形型は、雌型1と雄型2を組み合わせてなり、雌型1が環状レンズ3のフロントカーブ面(FC面)3aに対応した形成面を与える凹面形状を成し、雄型2が環状レンズ3のベースカーブ面(BC面)3bに対応した形成面を与える凸面形状を成す。環状レンズ3は、雌型1と雄型2の間に生じる空間を用いて成形される。
【0054】
本発明の成形型は、雌型1と雄型2の嵌合部位6,7が環状レンズ3の外径縁及び内径縁の2箇所に周設され、一回の成形工程のみで環状レンズ3を成形することができるように構成してある。図4に示す成形型は、外径縁嵌合部7に突き当て構造を用い、内径縁嵌合部6に食い切り構造を用いている。
【0055】
図5に示すように、食い切り構造は、食い切り面6a,6bにおいて、雌型1と雄型2を縦方向で接触させている。雌型1は、FC面3aから、内縁領域14の周縁に形成した湾曲部9を介して、環状レンズ3の内径縁を形成する略水平なエッジ部8へと滑らかに繋げている。また、エッジ部8のエッジ端には、垂直な食い切り面6aを形成している。雄型2は、BC面3bから、垂直な食い切り面6bへと滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0056】
また、雌型1と雄型2は、円筒状の食い切り面6a,6bの内側にモノマー溜10を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。図4に示す実施例において、雄型2は、モノマー溜10から食い切り面6bに繋がる部分の断面を、R形状の凸面に形成してある。この構成により、雌型1の食い切り面6aは、嵌合過程において、雄型2の食い切り面6bと緩やかに接触することができる。
【0057】
図6に示すように、突き当て構造は、突き当て面7a,7bにおいて、雌型1と雄型2を横方向で接触させている。雄型2は、BC面3bから、環状レンズ3の外径縁を形成する略水平なエッジ部8を介して、突き当て面7bを水平に形成している。雌型1は、FC面3aから、外縁領域16の周縁に形成した湾曲部9を介して、略垂直に形成した周縁部へと滑らかに繋げている。また、雌型1は、周縁部の先端に、雄型2の突き当て面7bと接触する突き当て面7aを水平に形成している。雄型2のBC面3bとエッジ部8は滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0058】
また、雌型1と雄型2は、円環状の突き当て面7a,7bの外側に空間部を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。
【0059】
本発明の環状医療具の成形型は、嵌合部位において、図4の成形型を用いた場合、嵌合は内径縁嵌合部6、外径縁嵌合部7の順に行われる。この場合、雄型2の食い切り面6bが雌型1の食い切り面6aを横方向に押し広げることで、雌型1が全体的に横方向に押し広げられることとなり、外径縁嵌合部7も横方向にスライドすることになるため、縦方向に対する変動が生じ厚みを制御することが困難となる。しかし、図4の成形型は、外径縁嵌合部7の構造を突き当て構造とし、雄型2が雌型1を縦方向へ押し広げることで、横方向へのずれにより生じる縦方向への変動を緩衝することが可能となった。従って、図4の成形型は、外径縁嵌合部7及び内径縁嵌合部6共に間隙を生じることなく、また、厚みの不良を発生することなく嵌合が完了するため、開口部3cの位置やレンズの厚み等を設計値に対応した一定の精度で有し、且つ、外径縁、内径縁にバリを発生しない環状レンズ3を得ることができる。
【比較例】
【0060】
以下、表1に示す実施例1〜9によって成形された環状医療具において、環状レンズ3の外径縁及び内径縁のバリの有無と、環状レンズ3の厚み精度について比較する。
【0061】
比較に用いた成形型は、雄型2と雌型1を嵌合する際の外径縁及び内径縁の嵌合構造が、表1に記載した組み合わせとなるように、ポリプロピレン(ノバテックPP MG3F(ノバテック:登録商標) 日本ポリプロ株式会社製)を使用し、溶融温度200度、圧力100MPaの成形条件で各々成形した。
【0062】
環状レンズ3の成形方法は、実施例1〜9の成形型において、重合性モノマーとして、2−ヒドロキシメチルメタクリレート98重量%、エチレングリコールジメタクリレート2重量%、アゾビス(2,4ジメチルバレロニトリル)0.2重量%をよく混合し、脱気した後に、雌型1に分注し、その上から雄型2を嵌合した。その後窒素雰囲気下70℃8時間加熱して得られた共重合体を、樹脂型より離型した後、37℃リン酸緩衝液(PBS)にて60分膨潤し、目的の環状レンズ3を得た。得られた環状レンズ3の嵌合部形状及び厚みを以下に示す方法により評価した。
【0063】
[1.外径縁及び内径縁の嵌合部の形状]
嵌合部形状の評価は、環状レンズ3の外径縁及び内径縁の形状を光学顕微鏡を用い、倍率100倍にて確認した。得られた環状レンズの全体数に対するバリの発生が確認された環状レンズの割合を、バリ発生率とし、実施例1〜9の嵌合条件について算出した。
【0064】
(式1)バリ発生率(%)
=(バリが確認された環状レンズの数/得られた環状レンズの全体数)×100
○:発生率5%未満
△:発生率10%未満
×:発生率10%以上
【0065】
[2.各領域厚み]
厚みの評価は、環状レンズ3の外縁領域16と内縁領域14及び、中間領域15の厚みを、厚み測定器(G−1A、株式会社尾崎製作所製)を用いて、各々測定した後、測定値の平均値を算出した。さらに、算出された厚みの平均値の設計値に対する誤差を誤差率とし、実施例1〜9の嵌合条件について算出した。
【0066】
(式2)誤差率(%)
=(厚みの平均値/設計値)×100
○:設計値±5%未満
△:設計値±10%未満
×:設計値±10%以上
【0067】
【表1】

【0068】
実施例1及び2では、外径縁、内径縁共に嵌合部のバリ発生率は低く、良好な結果であった。また、中間領域15の厚みは、目標値±5%未満であり、且つ、外縁領域16、内縁領域14に比べて最大の厚みを有しており、厚みの制御においても良好な結果を示している。実施例3及び4では、実施例1及び2に比べて嵌合部に間隙が生じやすいため、バリの発生率が若干高くなり、また、厚みの制御においても精度が若干低下する結果となったものの、線接触構造を用いた場合(実施例5〜9)に比べて良好な結果となった。
【0069】
実施例5〜9では、嵌合部の一方又は双方に線接触構造を用いた。線接触構造を用いた実施例5〜9では、嵌合部に更に間隙が生じやすいため、実施例1〜4に比べてバリの発生率が高くなり、また、中心部の厚みについても、実施例1〜4に比べて精度が低下する結果となった。
【0070】
この比較結果より、本発明に係る環状医療具の成形型は、実施例1〜4に示すように、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は/及び突き当て構造を用いることが好ましく、より好ましくは実施例1及び2に示すように、一方の嵌合部位に食い切り構造を用い、他方の嵌合部位に突き当て構造を用いることである。
【0071】
なお、本発明に係る環状医療具の成形型は、嵌合部の一方又は双方に線接触構造を用いた構成を除くものではない。嵌合部位が2箇所周設された本願発明の成形型において、外径縁、内径縁の各々の嵌合部位の精度を向上させるための方法として、2箇所の嵌合が同時に行なわれるように成形型を形成する方法が挙げられる。
【0072】
線接触構造は、雌型1と雄型2の嵌合部位が、一方の型の突起部を他方の型の面部に当接させて、突起部の稜線のみが接触するように構成されているため、嵌合時の密着性が弱く、極めて高度な金型の設計及び形成、また、極めてシビアな成形型形成のための成形条件が必要となる。これに対し、食い切り構造又は突き当て構造は、嵌合部位において、互いの型が面で接触(互いの面部が略平行又は僅かな角度をなして接触)するから、2箇所の嵌合を同時に行なわれるように成形型を形成する方法と同等の嵌合精度を簡易に付与することが可能となった。
【符号の説明】
【0073】
1 雌型
2 雄型
4 内径縁嵌合部
5 外径縁嵌合部
6 内径縁嵌合部
7 外径縁嵌合部
8 エッジ部
9 湾曲部
10 モノマー溜
【技術分野】
【0001】
本発明は、医療具の中心部に開口部を有する環状医療具の成形型及びこの成形型を用いて成形された環状医療具に関する。
【背景技術】
【0002】
従来、眼科用薬剤を眼組織に投与する方法として、点眼が主な方法として用いられてきたが、眼組織に滞留する薬剤の量は点眼量に対し少ないため、より効率的な薬剤の投与方法が求められていた。その結果、ハイドロゲルコンタクトレンズに水溶性眼科用薬剤を含浸させ、眼に装用することで、眼組織において薬剤が徐放される、いわゆる薬剤送達型コンタクトレンズ(DDSCL)が開発された。
【0003】
しかしながら、この方法は、ハイドロゲルコンタクトレンズ内部に薬剤を含浸しただけであり、装用直後にその大半が徐放されてしまうため、薬剤の徐放速度を制御し、継続的に薬剤を徐放する技術が更に求められていた。
【0004】
この眼科用薬剤を眼組織に投与する新たな形態として、ハイドロゲルコンタクトレンズと眼科用薬剤をイオン結合させることにより包含し、眼への装用中におけるイオン交換により薬剤を徐放する技術が開示されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−301014号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の方法は、眼表面全体がコンタクトレンズにより被覆されるため、角膜や房水等の前眼部組織及び涙液や結膜等の外眼部組織に治療有効濃度の薬物を送達させることに有効であるが、選択的に水晶体から後方の網膜、脈絡膜、強膜、硝子体等の後眼部組織に移行させるためには、特許文献1に記載のレンズ形状では充分とはいえない。
【0007】
そこで、本願発明者他は、後眼部組織に効率的に眼科用薬剤を移行させるための方法として、中心部に開口部を有する形状となる環状レンズを使用し、後眼部組織が薬剤を含浸したコンタクトレンズに接触する方法を考案するに至った。
【0008】
しかしながら、この種の環状レンズは、通常レンズの中心部をトレパン加工で抜き取ることにより作製されていることから、この方法では、一定品質のレンズを得るには高度な加工技術が要求され、また、量産化にも適していないという課題があった。
【0009】
また、コンタクトレンズの製造は、レンズ形成用成形型を用いて行うことが一般的に行われており、雌型中にコンタクトレンズ形成用重合性モノマーを注入した後、雄型を嵌合し、熱あるいは紫外線照射により重合することにより形成される。
【0010】
この場合に、成形型は、雄型と雌型の嵌合が完全に成されていないと、嵌合部位に間隙が生じ、成形体の縁にバリが生じるため、成形体をコンタクトレンズとして使用することができない。また、成形型は、雄型、雌型の嵌合の精度が不十分であると、成形体として得られるコンタクトレンズの厚みを制御することも困難となるという課題があった。
【0011】
このように、成形型を用いたコンタクトレンズの製造では、雄型と雌型の嵌合状態が得られるレンズの品質に大きく影響するため、嵌合部位の精度を向上させることが重要な課題となる。
【0012】
そこで、本発明は、医療具の中心部に開口部を有する環状医療具を一定の品質で量産可能な環状医療具の成形型を提供することを目的とする。また、本発明は、得られる環状医療具の外径縁及び内径縁にバリが発生せず、且つ、環状医療具の厚みを容易に制御可能な環状医療具の成形型を提供することを目的とする。また、本発明は、この成形型を用いて得られる環状医療具を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、上記課題を解決するために、雌型と雄型を組み合わせ、前記雌型と前記雄型の間に生じる空間を用いて医療具を成形するように形成された成形型であって、前記雌型と前記雄型の嵌合部位が前記医療具の外径縁及び内径縁の2箇所に周設され、前記医療具の中心部に開口部を有する環状医療具を成形することを特徴とする環状医療具の成形型を提供するものである。
【0014】
また、本発明の環状医療具の成形型は、前記環状医療具が眼の曲率に適合した曲率を有するレンズ状に形成され、前記雌型が前記環状医療具のフロントカーブ面に対応した形成面を与える凹面形状を成し、前記雄型が前記環状医療具のベースカーブ面に対応した形成面を与える凸面形状を成すことを特徴とする。
【0015】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は突き当て構造を用いたことを特徴とする。
【0016】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位において、一方の嵌合部位が食い切り構造であり、他方の嵌合部位が突き当て構造であることを特徴とする。
【0017】
また、本発明の環状医療具の成形型は、前記環状医療具が、内縁領域と外縁領域の厚みに対して中間領域の厚みが厚くなるように形成されることを特徴とする。
【0018】
また、本発明の環状医療具の成形型において、前記環状医療具は、内縁領域の厚みが0.10〜0.30mmに形成され、外縁領域の厚みが0.15〜0.35mmに形成され、中間領域の厚みが0.20〜0.40mmに形成されることを特徴とする。
【0019】
また、本発明は、中心部に開口部を有する環状医療具であって、上記の成形型を用いて成形された環状医療具を提供するものである。
【発明の効果】
【0020】
本発明の環状医療具の成形型は、雌型と雄型を組み合わせ、前記雌型と前記雄型の間に生じる空間を用いて医療具を成形するように形成された成形型であって、前記雌型と前記雄型の嵌合部位が前記医療具の外径縁及び内径縁の2箇所に周設され、前記医療具の中心部に開口部を有する環状医療具を成形する構成を有することにより、後眼部への薬剤送達を効率的に行え、且つ、開口部の位置や厚み等を設計値に対応した一定の精度で有する環状医療具を一回の成形によって容易に製造することができるので、一定の品質を保ちつつ環状医療具の量産化を図ることができる効果がある。
【0021】
また、本発明の環状医療具の成形型は、前記環状医療具が眼の曲率に適合した曲率を有するレンズ状に形成され、前記雌型が前記環状医療具のフロントカーブ面に対応した形成面を与える凹面形状を成し、前記雄型が前記環状医療具のベースカーブ面に対応した形成面を与える凸面形状を成すことにより、眼の曲率に適合し、装用感も良好な環状医療具を量産することができる効果がある。
【0022】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は/及び突き当て構造を用いたことにより、開口部の位置や厚み等を設計値に対応した一定の精度で有し、且つ、外径縁及び内径縁にバリが発生しない環状医療具を量産することができ、装用感の良好な環状医療具を、一定の品質で得ることができる効果がある。
【0023】
また、本発明の環状医療具の成形型は、前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位において、一方の嵌合部位が食い切り構造であり、他方の嵌合部位が突き当て構造であることにより、嵌合時の押力により双方の嵌合部位において発生する雌型の変動が互いに打ち消し合って、開口部の位置や厚み等の精度を更に向上させることができると共に、外径縁及び内径縁のバリの発生を阻止して、品質の向上を図ることができる効果がある。
【0024】
また、本発明の環状医療具の成形型は、前記環状医療具が、内縁領域と外縁領域の厚みに対して中間領域の厚みが厚くなるように形成されることにより、装用時の眼球上での安定性の良好な環状医療具を得ることができる効果がある。
【0025】
また、本発明の環状医療具の成形型は、環状医療具の内縁領域の厚みが0.10〜0.30mmに形成され、外縁領域の厚みが0.15〜0.35mmに形成され、中間領域の厚みが0.20〜0.40mmに形成されることにより、更に装用時の眼球上での安定性の良好な環状医療具を得ることができる効果がある。
【0026】
また、本発明の環状医療具は、中心部に開口部を有する環状医療具であって、上記の成形型を用いて成形された構成を有することにより、後眼部への薬剤送達を効率的に行え、且つ、開口部の位置や厚み等を設計値に対応した一定の精度で有する環状医療具を一回の成形工程のみによって容易に製造することができるので、一定の品質を保ちつつ環状医療具の量産化を図ることができる効果がある。
【図面の簡単な説明】
【0027】
【図1】本発明の環状医療具の成形型の第一態様を示す断面図。
【図2】第一態様における成形型の内径縁嵌合部を示す拡大断面図。
【図3】第一態様における成形型の外径縁嵌合部を示す拡大断面図。
【図4】本発明の環状医療具の成形型の第二態様を示す断面図。
【図5】第二態様における成形型の内径縁嵌合部を示す拡大断面図。
【図6】第二態様における成形型の外径縁嵌合部を示す拡大断面図。
【図7】第一態様における医療具部を示す断面図。
【図8】第二態様における医療具部を示す断面図。
【図9】本発明の成形型を用いて成形された環状医療具の一例を示す正面図。
【発明を実施するための形態】
【0028】
本発明に係る環状医療具の成形型は、雌型1と雄型2を組み合わせ、前記雌型1と前記雄型2の間に生じる空間を用いて医療具3を成形するように形成された成形型であって、前記雌型1と前記雄型2の嵌合部位4,5が前記医療具3の外径縁及び内径縁の2箇所に周設され、前記医療具3の中心部に開口部3aを有する環状医療具3を成形することを特徴とする。
【0029】
以下に、本発明を更に具体的に明らかにするために、本発明の実施形態について、図面を参照しつつ詳細に説明する。
【0030】
図1は、雌型1と雄型2を嵌合した状態の断面図である。本発明に係る環状医療具の成形型は、双方の型1,2の嵌合部位4,5を環状医療具3の外径縁及び内径縁の2箇所に周設する構成としたことにより、得られる成形体は中心部に開口部3cを有する環状医療具3とすることができる。
【0031】
本発明で用いる成形型は、環状医療具3の外径縁及び内径縁の2箇所に嵌合部位4,5を有することを特徴とするものである。したがって、本発明の成形型は、嵌合部位を外径縁の1箇所しか有さない通常用いられるコンタクトレンズの成形型に比べ、より高度な嵌合精度が求められることとなる。
【0032】
本発明に係る環状医療具の成形型は、2箇所の嵌合部位4,5の構造に食いきり構造、又は、突き当て構造を適用することが好ましく、2箇所の嵌合部位4,5に食い切り構造と、突き当て構造の各々を相互に配する構造とすることが更に好ましい。本発明の成形型は、この構造により、得られる成形体の嵌合部位4,5における形状や厚みの制御性を飛躍的に向上させることが可能となった。
【0033】
食い切り構造とは、図3(或いは図5)に示すように、雄型2と雌型1の嵌合部位5(或いは6)を縦方向で接触させる構造を指す。また、突き当て構造とは、図2(或いは図6)に示すように、雄型2と雌型1の嵌合部位4(或いは7)を横方向で接触させる構造を指す。
【0034】
図3及び図5に示すように、嵌合部位に食い切り構造を用いた場合は、雄型2が雌型1を横方向に押し広げるため、成形体の厚みを制御する縦方向に対する安定性が低くなり、厚みの制御性が若干低下する傾向が見られる。一方、図2及び図6に示すように、突き当て構造を用いた場合は、雄型2が雌型1を縦方向に押し広げるため、嵌合部4,7に間隙が生じやすくなり、バリの発生が若干生じやすくなる傾向が見られる。したがって、嵌合部位に食い切り構造、又は、突き当て構造を単独で用いる場合は、嵌合位置や嵌合圧力を調整することで、バリ発生抑止や、成形体の厚み制御を行う必要がある。
【0035】
図1及び図4に示す実施例において、本発明の成形型は、外径縁嵌合部5,7、内径縁嵌合部4,6に食い切り構造と、突き当て構造を相互に配している。これらの成形型は、各々の嵌合構造が有する欠点を補完し合い、互いの構造を連動させる一体的な嵌合構造を形成することで、雌型1が各々の嵌合構造から受ける押力により生じる嵌合部の変動を互いに打ち消し合って、より効果的にバリ発生を抑止することができ、且つ、成形体の厚み制御を行うことができる。
【0036】
本発明の成形型は、嵌合構造に食い切り構造、又は、突き当て構造を用いた場合の外径縁嵌合部と内径縁嵌合部の組み合わせとして、食い切り構造−食い切り構造、突き当て構造−突き当て構造の2通りが考えられる。また、本発明の成形型は、嵌合構造に食い切り構造、及び、突き当て構造を用いた場合の外径縁嵌合部と内径縁嵌合部の組み合わせとして、突き当て構造−食い切り構造、食い切り構造−突き当て構造の2通りが考えられる。本発明の一態様として、図1に示す実施例では、食い切り構造(外径縁嵌合部5)−突き当て構造(内径縁嵌合部4)の組み合わせを示し、図4に示す実施例では、突き当て構造(外径縁嵌合部7)−食い切り構造(内径縁嵌合部6)の組み合わせを示している。本発明の成形型は、これらの構造を用いることで、より好適にバリの発生を抑制し、成形体の厚み精度を向上させることが可能となった。
【0037】
以下、実施例によって本発明を具体的に説明するが、これらは本発明を限定するものではない。
【実施例1】
【0038】
図1に示す実施例において、環状医療具は、装用される眼の曲率に適合した曲率を有するレンズ状に形成され、中心部に開口部3cを有する環状レンズ3である。環状レンズ3の成形型は、雌型1と雄型2を組み合わせてなり、雌型1が環状レンズ3のフロントカーブ面(FC面)3aに対応した形成面を与える凹面形状を成し、雄型2が環状レンズ3のベースカーブ面(BC面)3bに対応した形成面を与える凸面形状を成す。環状レンズ3は、雌型1と雄型2の間に生じる空間を用いて成形される。
【0039】
本発明の成形型は、雌型1と雄型2の嵌合部位4,5が環状レンズ3の外径縁及び内径縁の2箇所に周設され、一回の成形工程のみで環状レンズ3を成形することができるように構成してある。図1に示す成形型は、外径縁嵌合部5に食い切り構造を用い、内径縁嵌合部4に突き当て構造を用いている。
【0040】
図2に示すように、突き当て構造は、突き当て面4a,4bにおいて、雌型1と雄型2を横方向で接触させている。雌型1は、FC面3aから、内縁領域14の周縁に形成した湾曲部9を介して、水平に形成した突き当て面4aへと滑らかに繋げている。雄型2は、BC面3bから、環状レンズ3の内径縁を形成する略垂直なエッジ部8を介して、突き当て面4bを水平に形成している。雄型2のBC面3bとエッジ部8は滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0041】
また、雌型1と雄型2は、円環状の突き当て面4a,4bの内側にモノマー溜10を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。
【0042】
図3に示すように、食い切り構造は、食い切り面5a,5bにおいて、雌型1と雄型2を縦方向で接触させている。雌型1は、FC面3aから、外縁領域16の周縁に形成した湾曲部9を介して、垂直に形成した食い切り面5aへと滑らかに繋げている。雄型2は、BC面3bから、環状レンズ3の外径縁を形成する略水平なエッジ部8を介して、食い切り面5bを垂直に形成している。雄型2のBC面3bとエッジ部8は滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0043】
また、雌型1と雄型2は、円筒状の食い切り面5a,5bの下側にモノマー溜10を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。図1に示す実施例において、雌型1は、モノマー溜10から食い切り面5aに繋がる部分の断面を、R形状の凸面に形成してある。この構成により、雄型2の食い切り面5bは、嵌合過程において、雌型1の食い切り面5aと緩やかに接触することができる。
【0044】
本発明の環状医療具の成形型は、嵌合部位において、図1の成形型を用いた場合、嵌合は外径縁嵌合部5、内径縁嵌合部4の順に行われる。この場合、雄型2の食い切り面5bが雌型1の食い切り面5aを横方向に押し広げることで、雌型1が全体的に横方向に押し広げられることとなり、内径縁嵌合部4も横方向にスライドすることになるため、縦方向に対する変動が生じ厚みを制御することが困難となる。しかし、図1の成形型は、内径縁嵌合部4の構造を突き当て構造とし、雄型2が雌型1を縦方向へ押し広げることで、横方向へのずれにより生じる縦方向への変動を緩衝することが可能となった。従って、図1の成形型は、外径縁嵌合部5及び内径縁嵌合部4共に間隙を生じることなく、また、厚みの不良を発生することなく嵌合が完了するため、開口部3cの位置やレンズの厚み等を設計値に対応した一定の精度で有し、且つ、外径縁、内径縁にバリを発生しない環状レンズ3を得ることができる。
【0045】
本発明に係る環状医療具の成形型の作製は、溶融樹脂成形により行うことができる。成形型の材質となる樹脂組成物は、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート、ポリスチレン、ポリカーボネート、ポリ塩化ビニル、ポリアミド、ポリアセタール、フッ素樹脂、シクロオレフィンポリマー(商品名:ゼオネックス(登録商標)、ゼオノア(登録商標) 日本ゼオン株式会社)、環状オレフィンコポリマー(商品名:アペル(登録商標) 三井化学株式会社)等の公知の材料が用いられるが、成形性を考慮しポリプロピレン、ポリエチレン等のポリオレフィン類がより好ましく用いられる。
【0046】
成形型成形時の溶融温度は、使用する樹脂組成物に適した温度であることが好ましく、上記樹脂組成物の溶融温度である140〜400度が好ましい。本発明においては、ポリプロピレンやポリエチレンが好ましく用いられるため、より好ましい溶融温度は、180〜290度である。また、成形時の圧力においても、使用する樹脂組成物に適した圧力で成形することが好ましく、上記樹脂組成物に適した圧力は30〜200MPaであるが、本発明においては、ポリプロピレンやポリエチレンが好ましく用いられるため、より好ましい圧力は、70〜150MPaである。
【0047】
本発明の環状医療具の成形型を用いて成形される環状レンズは、眼に装用した際の装用感及び眼球上での安定性の点から、内縁領域14と外縁領域16の間の中間領域15が最大の厚みとなるように形成することが好ましい。ここで内縁領域14とは、環状レンズ3の内径縁から幅が0.50mm以内を指し、好ましくは0.30〜0.50mmであり、より好ましくは0.30mmである。外縁領域16とは、環状レンズ3の外径縁から幅が0.50mm以内を指し、好ましくは0.30〜0.50mmであり、より好ましくは0.30mmである。また、中間領域15とは、環状レンズ3において、内縁領域14と外縁領域16を除く部分を指す。
【0048】
内縁領域14の厚み11は、0.10〜0.30mmの範囲内であることが好ましく、より好ましくは0.13〜0.23mmの範囲内である。外縁領域16の厚み13は、0.15〜0.30mmの範囲内であることが好ましく、より好ましくは0.17〜0.23mmの範囲内である。中間領域15の厚み12は、0.20〜0.40mmの範囲内であることが好ましく、より好ましくは0.33〜0.38mmの範囲内である。環状レンズ3は、中間領域15の厚みが最大の厚みとなることで、瞬目による眼瞼圧の影響を最小限にすることが可能となり、装用時の眼球上でのずれや脱落を防止できる。また、ハンドリングに優れるため、眼球上への装着も容易となる。
【0049】
また、環状レンズ3の大きさは、環状医療具の装用に支障がなく、且つ、強膜表面を覆い得る大きさであれば良く、特に限定はされないが、その外径は、眼球上での装用性と、強膜表面の被覆性の観点から16〜20mm程度が好ましく、より好ましくは18〜20mm程度である。
【0050】
環状レンズ3の内径、すなわち開口部3cの直径は、環状医療具の角膜との接触防止(角膜の露出性)と、長期装用性の観点から、10〜15mm程度が好ましく、より好ましくは12mm程度である。
【0051】
環状レンズ3のベースカーブ(BC)の曲率は、強膜の曲率から適宜選択されるものであるが、通常、8.8〜13mm、好ましくは10〜12mmである。
【0052】
本発明の環状医療具3は、医療具であるレンズ内に水溶性薬剤を包含して用いることから、ハイドロゲルであることが好ましい。即ち、本発明の環状医療具3に用いられる重合性モノマーは、少なくとも一種の親水性基を有するいわゆる親水性モノマーを含有することを特徴とする。親水性モノマーとして、(メタ)アクリル基含有モノマー及びビニル基含有モノマーを用いることができる。具体的には、N,N−ジメチルアクリルアミド(DMAA)、2−ヒドロキシエチルメタクリレート(HEMA)、(メタ)アクリル酸、ポリエチレングリコールモノメタクリレート、グリセロールメタクリレート、(メタ)アクリロイルオキシエチルホスフェート、(メタ)アクリロイルオキシメチルホスフェート、メタクリルアミドプロピルトリメチルアンモニウムクロライド、N−ビニルピロリドン(NVP)、N−ビニル−N−メチルアセトアミド、N−ビニル−N−エチルアセトアミド、N−ビニル−N−エチルホルムアミド、N−ビニルホルムアミド、メタクリルオキシエチルコハク酸が挙げられる。その他の配合することが可能な重合性モノマーとしては、通常コンタクトレンズ材料として用い、前記親水性モノマーと組み合わせて用いることができるモノマーであれば特に制限はないが、メチルメタクリレート、2−エチルヘキシルメタクリレートなどの(メタ)アクリレート系モノマー、2−トリフルオロメチルメタクリレートなどのフッ素含有(メタ)アクリレート系モノマー、トリス(トリメチルシロキシ)シリルプロピルメタクリレートなどのケイ素含有(メタ)アクリレート系モノマー、エチレングリコールジメタクリレート、ポリエチレングリコールジメタクリレート、トリメチロールプロパントリメタクリレートなどの架橋性モノマーが挙げられる。
【実施例2】
【0053】
図4に示す実施例において、環状医療具は、装用される眼の曲率に適合した曲率を有するレンズ状に形成され、中心部に開口部3cを有する環状レンズ3である。環状レンズ3の成形型は、雌型1と雄型2を組み合わせてなり、雌型1が環状レンズ3のフロントカーブ面(FC面)3aに対応した形成面を与える凹面形状を成し、雄型2が環状レンズ3のベースカーブ面(BC面)3bに対応した形成面を与える凸面形状を成す。環状レンズ3は、雌型1と雄型2の間に生じる空間を用いて成形される。
【0054】
本発明の成形型は、雌型1と雄型2の嵌合部位6,7が環状レンズ3の外径縁及び内径縁の2箇所に周設され、一回の成形工程のみで環状レンズ3を成形することができるように構成してある。図4に示す成形型は、外径縁嵌合部7に突き当て構造を用い、内径縁嵌合部6に食い切り構造を用いている。
【0055】
図5に示すように、食い切り構造は、食い切り面6a,6bにおいて、雌型1と雄型2を縦方向で接触させている。雌型1は、FC面3aから、内縁領域14の周縁に形成した湾曲部9を介して、環状レンズ3の内径縁を形成する略水平なエッジ部8へと滑らかに繋げている。また、エッジ部8のエッジ端には、垂直な食い切り面6aを形成している。雄型2は、BC面3bから、垂直な食い切り面6bへと滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0056】
また、雌型1と雄型2は、円筒状の食い切り面6a,6bの内側にモノマー溜10を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。図4に示す実施例において、雄型2は、モノマー溜10から食い切り面6bに繋がる部分の断面を、R形状の凸面に形成してある。この構成により、雌型1の食い切り面6aは、嵌合過程において、雄型2の食い切り面6bと緩やかに接触することができる。
【0057】
図6に示すように、突き当て構造は、突き当て面7a,7bにおいて、雌型1と雄型2を横方向で接触させている。雄型2は、BC面3bから、環状レンズ3の外径縁を形成する略水平なエッジ部8を介して、突き当て面7bを水平に形成している。雌型1は、FC面3aから、外縁領域16の周縁に形成した湾曲部9を介して、略垂直に形成した周縁部へと滑らかに繋げている。また、雌型1は、周縁部の先端に、雄型2の突き当て面7bと接触する突き当て面7aを水平に形成している。雄型2のBC面3bとエッジ部8は滑らかに繋がっており、雌型1の湾曲部9と共に、環状レンズ3の装用感を向上させている。
【0058】
また、雌型1と雄型2は、円環状の突き当て面7a,7bの外側に空間部を形成してあり、オーバーフローしたレンズ原材料を除去するようにしている。
【0059】
本発明の環状医療具の成形型は、嵌合部位において、図4の成形型を用いた場合、嵌合は内径縁嵌合部6、外径縁嵌合部7の順に行われる。この場合、雄型2の食い切り面6bが雌型1の食い切り面6aを横方向に押し広げることで、雌型1が全体的に横方向に押し広げられることとなり、外径縁嵌合部7も横方向にスライドすることになるため、縦方向に対する変動が生じ厚みを制御することが困難となる。しかし、図4の成形型は、外径縁嵌合部7の構造を突き当て構造とし、雄型2が雌型1を縦方向へ押し広げることで、横方向へのずれにより生じる縦方向への変動を緩衝することが可能となった。従って、図4の成形型は、外径縁嵌合部7及び内径縁嵌合部6共に間隙を生じることなく、また、厚みの不良を発生することなく嵌合が完了するため、開口部3cの位置やレンズの厚み等を設計値に対応した一定の精度で有し、且つ、外径縁、内径縁にバリを発生しない環状レンズ3を得ることができる。
【比較例】
【0060】
以下、表1に示す実施例1〜9によって成形された環状医療具において、環状レンズ3の外径縁及び内径縁のバリの有無と、環状レンズ3の厚み精度について比較する。
【0061】
比較に用いた成形型は、雄型2と雌型1を嵌合する際の外径縁及び内径縁の嵌合構造が、表1に記載した組み合わせとなるように、ポリプロピレン(ノバテックPP MG3F(ノバテック:登録商標) 日本ポリプロ株式会社製)を使用し、溶融温度200度、圧力100MPaの成形条件で各々成形した。
【0062】
環状レンズ3の成形方法は、実施例1〜9の成形型において、重合性モノマーとして、2−ヒドロキシメチルメタクリレート98重量%、エチレングリコールジメタクリレート2重量%、アゾビス(2,4ジメチルバレロニトリル)0.2重量%をよく混合し、脱気した後に、雌型1に分注し、その上から雄型2を嵌合した。その後窒素雰囲気下70℃8時間加熱して得られた共重合体を、樹脂型より離型した後、37℃リン酸緩衝液(PBS)にて60分膨潤し、目的の環状レンズ3を得た。得られた環状レンズ3の嵌合部形状及び厚みを以下に示す方法により評価した。
【0063】
[1.外径縁及び内径縁の嵌合部の形状]
嵌合部形状の評価は、環状レンズ3の外径縁及び内径縁の形状を光学顕微鏡を用い、倍率100倍にて確認した。得られた環状レンズの全体数に対するバリの発生が確認された環状レンズの割合を、バリ発生率とし、実施例1〜9の嵌合条件について算出した。
【0064】
(式1)バリ発生率(%)
=(バリが確認された環状レンズの数/得られた環状レンズの全体数)×100
○:発生率5%未満
△:発生率10%未満
×:発生率10%以上
【0065】
[2.各領域厚み]
厚みの評価は、環状レンズ3の外縁領域16と内縁領域14及び、中間領域15の厚みを、厚み測定器(G−1A、株式会社尾崎製作所製)を用いて、各々測定した後、測定値の平均値を算出した。さらに、算出された厚みの平均値の設計値に対する誤差を誤差率とし、実施例1〜9の嵌合条件について算出した。
【0066】
(式2)誤差率(%)
=(厚みの平均値/設計値)×100
○:設計値±5%未満
△:設計値±10%未満
×:設計値±10%以上
【0067】
【表1】
【0068】
実施例1及び2では、外径縁、内径縁共に嵌合部のバリ発生率は低く、良好な結果であった。また、中間領域15の厚みは、目標値±5%未満であり、且つ、外縁領域16、内縁領域14に比べて最大の厚みを有しており、厚みの制御においても良好な結果を示している。実施例3及び4では、実施例1及び2に比べて嵌合部に間隙が生じやすいため、バリの発生率が若干高くなり、また、厚みの制御においても精度が若干低下する結果となったものの、線接触構造を用いた場合(実施例5〜9)に比べて良好な結果となった。
【0069】
実施例5〜9では、嵌合部の一方又は双方に線接触構造を用いた。線接触構造を用いた実施例5〜9では、嵌合部に更に間隙が生じやすいため、実施例1〜4に比べてバリの発生率が高くなり、また、中心部の厚みについても、実施例1〜4に比べて精度が低下する結果となった。
【0070】
この比較結果より、本発明に係る環状医療具の成形型は、実施例1〜4に示すように、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は/及び突き当て構造を用いることが好ましく、より好ましくは実施例1及び2に示すように、一方の嵌合部位に食い切り構造を用い、他方の嵌合部位に突き当て構造を用いることである。
【0071】
なお、本発明に係る環状医療具の成形型は、嵌合部の一方又は双方に線接触構造を用いた構成を除くものではない。嵌合部位が2箇所周設された本願発明の成形型において、外径縁、内径縁の各々の嵌合部位の精度を向上させるための方法として、2箇所の嵌合が同時に行なわれるように成形型を形成する方法が挙げられる。
【0072】
線接触構造は、雌型1と雄型2の嵌合部位が、一方の型の突起部を他方の型の面部に当接させて、突起部の稜線のみが接触するように構成されているため、嵌合時の密着性が弱く、極めて高度な金型の設計及び形成、また、極めてシビアな成形型形成のための成形条件が必要となる。これに対し、食い切り構造又は突き当て構造は、嵌合部位において、互いの型が面で接触(互いの面部が略平行又は僅かな角度をなして接触)するから、2箇所の嵌合を同時に行なわれるように成形型を形成する方法と同等の嵌合精度を簡易に付与することが可能となった。
【符号の説明】
【0073】
1 雌型
2 雄型
4 内径縁嵌合部
5 外径縁嵌合部
6 内径縁嵌合部
7 外径縁嵌合部
8 エッジ部
9 湾曲部
10 モノマー溜
【特許請求の範囲】
【請求項1】
雌型と雄型を組み合わせ、前記雌型と前記雄型の間に生じる空間を用いて医療具を成形するように形成された成形型であって、
前記雌型と前記雄型の嵌合部位が前記医療具の外径縁及び内径縁の2箇所に周設され、前記医療具の中心部に開口部を有する環状医療具を成形することを特徴とする環状医療具の成形型。
【請求項2】
前記環状医療具が眼の曲率に適合した曲率を有するレンズ状に形成され、前記雌型が前記環状医療具のフロントカーブ面に対応した形成面を与える凹面形状を成し、前記雄型が前記環状医療具のベースカーブ面に対応した形成面を与える凸面形状を成すことを特徴とする請求項1に記載の環状医療具の成形型。
【請求項3】
前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は突き当て構造を用いたことを特徴とする請求項1又は2に記載の環状医療具の成形型。
【請求項4】
前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位において、一方の嵌合部位が食い切り構造であり、他方の嵌合部位が突き当て構造であることを特徴とする請求項1又は2に記載の環状医療具の成形型。
【請求項5】
前記環状医療具が、内縁領域と外縁領域の厚みに対して中間領域の厚みが厚くなるように形成されることを特徴とする請求項1乃至4の何れか一項に記載の環状医療具の成形型。
【請求項6】
前記環状医療具は、内縁領域の厚みが0.10〜0.30mmに形成され、外縁領域の厚みが0.15〜0.35mmに形成され、中間領域の厚みが0.20〜0.40mmに形成されることを特徴とする請求項5に記載の環状医療具の成形型。
【請求項7】
中心部に開口部を有する環状医療具であって、請求項1乃至6の何れか一項に記載の成形型を用いて成形された環状医療具。
【請求項1】
雌型と雄型を組み合わせ、前記雌型と前記雄型の間に生じる空間を用いて医療具を成形するように形成された成形型であって、
前記雌型と前記雄型の嵌合部位が前記医療具の外径縁及び内径縁の2箇所に周設され、前記医療具の中心部に開口部を有する環状医療具を成形することを特徴とする環状医療具の成形型。
【請求項2】
前記環状医療具が眼の曲率に適合した曲率を有するレンズ状に形成され、前記雌型が前記環状医療具のフロントカーブ面に対応した形成面を与える凹面形状を成し、前記雄型が前記環状医療具のベースカーブ面に対応した形成面を与える凸面形状を成すことを特徴とする請求項1に記載の環状医療具の成形型。
【請求項3】
前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位に、食い切り構造又は突き当て構造を用いたことを特徴とする請求項1又は2に記載の環状医療具の成形型。
【請求項4】
前記雌型と前記雄型の組み合わせにより構成される、外径縁及び内径縁の2箇所の嵌合部位において、一方の嵌合部位が食い切り構造であり、他方の嵌合部位が突き当て構造であることを特徴とする請求項1又は2に記載の環状医療具の成形型。
【請求項5】
前記環状医療具が、内縁領域と外縁領域の厚みに対して中間領域の厚みが厚くなるように形成されることを特徴とする請求項1乃至4の何れか一項に記載の環状医療具の成形型。
【請求項6】
前記環状医療具は、内縁領域の厚みが0.10〜0.30mmに形成され、外縁領域の厚みが0.15〜0.35mmに形成され、中間領域の厚みが0.20〜0.40mmに形成されることを特徴とする請求項5に記載の環状医療具の成形型。
【請求項7】
中心部に開口部を有する環状医療具であって、請求項1乃至6の何れか一項に記載の成形型を用いて成形された環状医療具。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−167992(P2011−167992A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2010−35482(P2010−35482)
【出願日】平成22年2月21日(2010.2.21)
【出願人】(000131245)株式会社シード (30)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願日】平成22年2月21日(2010.2.21)
【出願人】(000131245)株式会社シード (30)
【Fターム(参考)】
[ Back to top ]