
環状同芯撚りビードコードの製造方法及び製造装置
【課題】 巻き付け動作が速く、しかも巻き付け性が良好で、側線ワイヤ2の配列状態に乱れのない成形性が良好な環状同芯撚りビードコードを製造する。
【解決手段】 リール21を所定位置で環状コア1のコア面を横断往復させ、環状コア1を、側線ワイヤ2の巻き付け点となるクランプユニット13を支点にして、振り子運動させることにより、リール21から側線ワイヤ2の巻き付け点までの距離をほぼ一定に保ち、巻き付けの際に、リール21から引き出される側線ワイヤ2が緩んだりせず、一定の張力で側線ワイヤ2が環状コア1に巻き付けられるようにした。又、リールを環状コアに対してボックス式に移動させて、環状コアに側線ワイヤを巻き付ける方式においては、リールを環状コアに接近移動の時に、リールを逆回転させることにより、側線ワイヤの緩みを防止するようにした。
【解決手段】 リール21を所定位置で環状コア1のコア面を横断往復させ、環状コア1を、側線ワイヤ2の巻き付け点となるクランプユニット13を支点にして、振り子運動させることにより、リール21から側線ワイヤ2の巻き付け点までの距離をほぼ一定に保ち、巻き付けの際に、リール21から引き出される側線ワイヤ2が緩んだりせず、一定の張力で側線ワイヤ2が環状コア1に巻き付けられるようにした。又、リールを環状コアに対してボックス式に移動させて、環状コアに側線ワイヤを巻き付ける方式においては、リールを環状コアに接近移動の時に、リールを逆回転させることにより、側線ワイヤの緩みを防止するようにした。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、空気入りタイヤのビード部分に埋め込まれるビードコード、特に、環状コアの周囲に、側線ワイヤを螺旋状に巻き続けて形成したシース層を一層又は複数層設けた環状同芯撚りビードコードを製造する方法及び装置に関するものである。
【背景技術】
【0002】
環状同芯撚りビードコードは、各種車両のタイヤに使用されている。
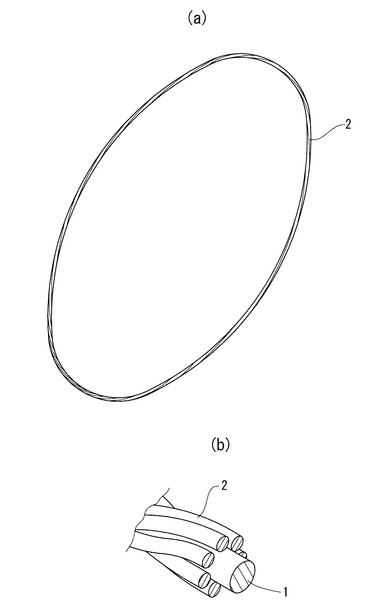
この環状同芯撚りビードコードは、図17(a)、(b)に示すように、環状コア1の周囲に側線ワイヤ2のシース層を設けたものであり、側線ワイヤ2を、環状コア1の輪の外側から輪の中を通し、再び輪の外側から輪の中を通すことにより、環状コア1に側線ワイヤ2を螺旋状に巻き続けて製造されている。
【0003】
環状同芯撚りビードコードを製造する方法としては、従来、次のような方法が開示されている。
まず、特許文献1には、環状コアの回りに側線ワイヤを螺旋状に巻回する際に、側線ワイヤとして、予め環状コアの少なくとも2倍以上の径にくせづけしたものを使用してビードコードを製造する方法が開示されている。この方法により製造したビードコードをタイヤに使用した場合、いわゆる腰が強いというフィーリング感が得られ、グリップ力、旋回力、応答性が向上するとされている。
【0004】
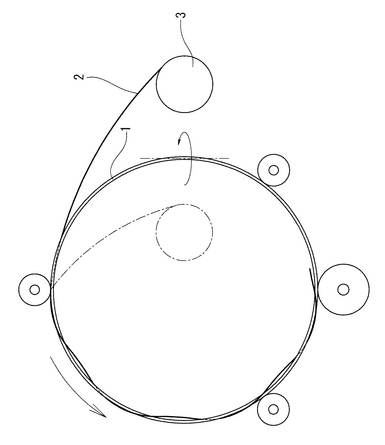
また、特許文献2には、図18に示すように、チャック機構によって側線ワイヤ2の先端を環状コア1に仮止めし、環状コア1を周方向に回転させつつ、環状コア1の内外にリール3を公転させることによって、側線ワイヤをコアの外周に螺旋状に巻き付け、環状コア1に仮止めされた側線ワイヤ2の先端がリール3の公転位置と重なる前にチャック機構を環状コア1から開放し、チャック機構とリール3との干渉を回避してリール3の公転を継続させるという方法が開示されている。この方法は、S巻きとZ巻きとを交互に多層巻きにすることができ、側線ワイヤ2の絡まり、ねじれ等の不具合が防止され、ビードコードの生産性及び品質を大幅に向上させることができるとしている。
【0005】
また、特許文献3には、側線ワイヤの先端を環状コアに固定せずに絡ませるか仮止めし、かつ自由に回転できるようにしておき、環状コアより小径にベンディングして巻かれているリールの平面移動および環状コアの上下作動と環状コアの回転を組み合わせ、側線ワイヤを環状コアに鋼線の曲げ応力によって絡ませ、撚回応力が発生しないようにして、ビードコードの製造を行う方法が開示されている。
【0006】
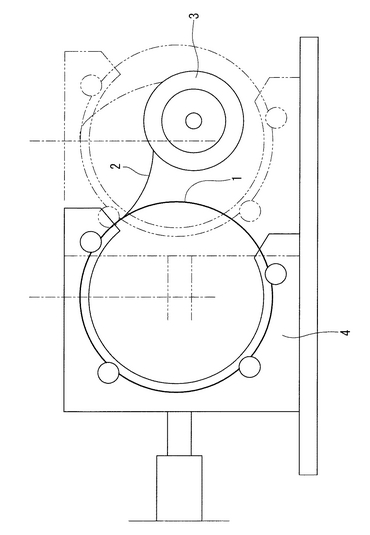
さらに、特許文献4には、図20に示すように、側線ワイヤ2を巻いたリール3を所定位置に固定し、環状コア1を周方向に回転させるドライビングユニット4を、環状コア1面に沿って直線的に往復運動させ、この往復周期の一端で、リール3が環状コア1の輪の外に位置し(図20の実線位置)、往復周期の他端で、リール3が環状コア1の輪の中に位置し(図20の破線位置)、環状コア1の輪の外と中の位置で、リール3を環状コア1の面に対し横断移動させるように受け渡すことにより、リール3から引き出される側線ワイヤ2を、環状コア1の周囲に螺旋状に巻き続けるようにしてビードコードを製造する方法が開示されている
【0007】
【特許文献1】特許第3499261号公報
【特許文献2】特開2001−47169号公報
【特許文献3】特開2004−98640号公報
【特許文献4】WO2004/018187 A1(図13)
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、ビードコードにとって形状の安定性は、最重要品質であるが、前記各特許文献に示された方法によって製造されるビードコードには、次のような問題があった。
特許文献1に開示された方法によって製造されるビードコードの場合、タイヤの腰を強くするために環状コアの半径よりも2倍以上の半径に、予めくせづけした側線ワイヤを巻回するようにしている。このため、自動化し難く、コストアップの要素が多い。また、環状コアの回りを巻回する側線ワイヤの環状径が大きい場合、人手で巻回するのも大変であるし、予めくせづけされているので、引き出し時に抵抗が増え、巻き付け時のトラブルの原因になる。また、側線ワイヤをリールに巻き取った後、環状コアの回りを巻回させる際に、常に一定以上の張力をかけておかないと巻きが緩むし、少しの張力でも環状コアが歪み易く、巻き付け性に悪影響を与える。
【0009】
次に、特許文献2に開示された方法の場合、チャック機構による環状コアの仮止めと、環状コアを周方向に回転させつつ、環状コアの内外にリールを公転させるため、環状コアに巻き付ける角度が大きく変化すると共に、動き自体に無駄が多く、装置自体も重厚となる。
【0010】
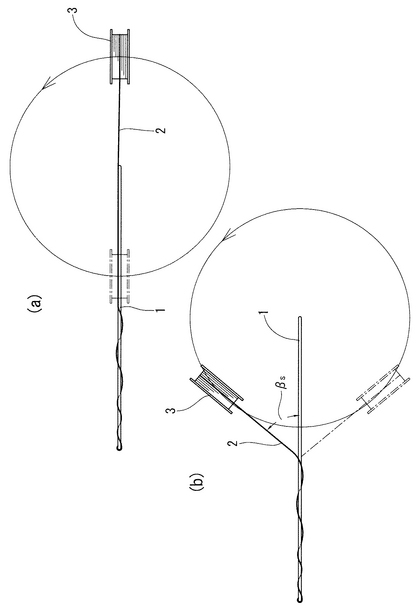
また、特許文献2に開示された方法の場合、図18の概念図に示すように、環状コア1の内外でリール3を公転させるため、図19(a)に示すように、側線ワイヤ2と環状コア1とが平行になる巻き付け振れ角βSが0°の状態から、図19(b)に示すように、リール3が環状コア1から離れた巻き付け振れ角βSが約50°の状態になるまで、巻き付け振れ角βSが変化しながら、側線ワイヤ2が環状コア1に巻き付けられることになる。一般的に市販されているタイヤに使用されているビードコードの撚り角βは、二輪車用の1+m撚り構造で、3.5〜5.5°、乗用車・軽トラック用の1+m+n撚り構造で7°位であるから、巻き付け振れ角βSと撚り角βとの差が前記のように大きくなると、巻き続ける側線ワイヤ2の配列状態に乱れが生じ易く、コード成形性が良くないという問題があった。
【0011】
さらに、環状コア1の内外でリール3を公転させる特許文献2の方法の場合、リール3が円軌道に沿って移動するため、動きが冗長で、巻き終わる迄に長時間を要する。また、側線ワイヤ2に一定張力を付加するようにして巻き付けているため、環状コア1が周方向に引っ張られて蛇行し易く、巻き付け性が悪いという問題もあった。
【0012】
次に、特許文献3に開示された方法の場合、環状コアが水平に置かれて複雑な動きをするため、特許文献2の場合と同様、巻き付け振れ角βSが大きくばらつく要素を具えており、巻き付け性が不安定となる。また、リールの水平移動も一度置いて戻る動作であり、2倍の時間がかかるため、仕上がるのに2倍の時間を要する。また、巻き付け時に柱となる環状コアの動きを極力制限しないと、巻き付け性が不安定となり易い。特に、重力方向に置き、それを重力方向に上下動させ、さらに、側線ワイヤを巻いているリールを断続的に動作させるので、巻き付け性が悪い。
【0013】
また、図20に示す特許文献4の場合、リール3を所定位置に固定し、ドライビングユニット4自体を直線的に往復動させることにより、リール3が環状コア1の輪の中と、輪の外に位置するように、リール3に対し、環状コア1が近接したり、離間したりする。このため、この環状コア1がリール3に近づく方向に移動する際には、側線ワイヤ3が緩む方向に押され、反対に、環状コア1がリール3から離れる方向に移動する際には、側線ワイヤ3が引っ張られるので、側線ワイヤ2の環状コア1に対する巻き付け点が、環状コア1の移動に伴って大きくずれ動き、側線ワイヤ2が整列し難く、側線ワイヤ2の配列に乱れが生じ易い。
【0014】
そこで、この発明は、巻き付け動作が速く、しかも巻き付け性が良好で、側線ワイヤの配列状態に乱れのない成形性が良好な環状同芯撚りビードコードを製造する方法と装置を提供しようとするものである。
【課題を解決するための手段】
【0015】
この発明は、前記の課題を解決するために、環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させるようにしたのである。
【0016】
このように、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを、環状コア面に対して横断往復させると、側線ワイヤの巻き付け性が良く、側線ワイヤの配列状態に乱れのない良好な成形を行える。
【0017】
環状コア面に対してリールを、次のような方式を採用して横断往復させると、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにすることができる。
【0018】
その第一の方式としては、環状コアを、側線ワイヤの巻き付け点を支点にして、環状コア面に沿う振り子運動により、振り子周期の一端で、リールが環状コアの輪の中を横断する位置に、振り子周期の他端で、前記リールが環状コアの輪の外を横断する位置に移動させるスイング式がある。これにより、リールが環状コア面から離れる動きを最小限にして、リールを環状コア面に対して横断移動を繰り返すことが可能になり、リールから引き出される側線ワイヤと環状コアとの巻き付け振れ角βSを小さい角度に保って、螺旋状に巻き続けることができる。
【0019】
このように、環状コアを側線ワイヤの巻き付け点を支点にして、振り子運動させると、リールから環状コアの巻付け点までの距離がほぼ一定に保たれ、巻き付けの際に、リールから引き出される側線ワイヤが緩んだりせず、一定の張力を保つことができるので、配列状態に乱れのない成形性が良い巻付けを行うことができる。
【0020】
また、第二の方式としては、環状コア面に対するリールの移動軌跡を、環状コア面を中心にした細長いボックス型の軌跡を描くように、即ち、リールを平行移動、直角移動、平行移動、直角移動のサイクルを繰り返して、リールが環状コア面から離れる動きを最小限にするボックス移動式があり、この方式により、巻き付け角を小さく、側線ワイヤの巻き付け角のばらつきを最小限に抑制することができる。
そして、このボックス移動式では、側線ワイヤを巻いたリールが、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールの軌道上の上部位置に固定されたラックと、リールの背面に設けたピニオンとを噛み合わせ、リールが環状コアに接近するのに伴って、リールを巻き出し方向と逆方向に回転させるようにする。これにより、リールが環状コアに接近する際に、側線ワイヤに緩みが生じず、リールが環状コア内まで送られることになるので、側線ワイヤが蛇行することなく環状コアに巻きつけられ、成形性が向上する。ボックス移動式では、環状コアの側線ワイヤの巻き付け点に対する接近移動の時に、リールを逆回転させることにより、側線ワイヤの緩みを防止することができるため、側線ワイヤに予めリール径外径より小さいコイル径を付与しておいて、リール内で強いスプリングバックを発生させる必要がない。したがって、予め付与する側線ワイヤのコイル径を大きくしても、リール内でもつれが生じないので、巻き量を多くして、装置の稼働率を向上させることができる。また、側線ワイヤに予め付与するコイル径の上限を上げることにより、ビードコードの面内耐変形力を向上させることが可能になる。
【0021】
上記スイング式、ボックス移動式の二方式において、側線ワイヤの巻き始め端末は、未加硫ゴムシートで仮止めして、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き重ねるようにすることが好ましい。未加硫ゴムはタイヤ用ゴムと同質であるため、後工程において取り除く必要がない。
また、側線ワイヤが膨れるのを防止し、環状コアに側線ワイヤを螺旋状に巻き付ける際に、効果的に側線ワイヤの剛性を分散させるために、リールに巻き取る前の側線ワイヤのコイル径を予め次式のいずれかを満足するように、調整しておくことが好ましい。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【0022】
さらに、螺旋状に巻き付ける際に、側線ワイヤの少しの緩みを許容し、側線ワイヤが膨れるのを防止するために、リール外径より少し大きい径で、且つリール内幅に相当する円筒形状の外周壁を有するカセット内に、リールを回転可能に収容し、カセットの外周壁に設けた引き出し孔から側線ワイヤを引き出すようにすることが好ましい。
【0023】
この発明の同芯撚りビードコードの製造方法を可能にするスイング式を採用する製造装置は、環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する固定設置された側線ワイヤのサプライ部と、側線ワイヤの環状コアへの巻付け部の巻付け点を支点として環状コアをその面に沿って振り子運動させる揺動ユニットと、固定設置される側線ワイヤのサプライ部に設けられ、環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構とを備え、固定設置されたサプライ部のリールが、環状コアの振り子運動の周期の一端で、環状コアの輪の中に位置し、環状コアの振り子運動の周期の他端で、環状コアの輪の外に位置するようにして、リールを固定位置で環状コア面に対して横断往復させるようにしたものである。
【0024】
前記ドライビングユニットには、環状コアをスリップのない安定した状態で周方向に回転させる2つのピンチローラと、側線ワイヤの供給側に、環状コアと側線ワイヤの巻き付け点の全周を保持し、横方向の振れを防止しながら、巻き付け点の位置決めを行うクランプユニットを備えている。
【0025】
次に、この発明の同芯撚りビードコードの製造方法を可能にするボックス移動式を採用する製造装置は、環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する側線ワイヤのサプライ部と、サプライ部のリールを、環状コア面に対して平行に環状コアの外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に環状コアをくぐれる距離だけ僅かに直角に移動させ(ここまでで半巻き)、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻して一巻きを完了させるスライドユニットとを備え、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールの軌道上の上部位置にラックを固定し、このラックに噛み合うようにリールの背面にピニオンを取り付け、リールが環状コアに接近するのに伴って、側線ワイヤが緩まないように、リールを巻き出し方向と逆方向に回転させるようにしている。
【0026】
このボックス移動式を採用する製造装置では、環状コアの側線ワイヤの巻き付け点に対する接近移動の時に、リールを逆回転させることにより、側線ワイヤの緩みを防止することができる。
【発明の効果】
【0027】
以上のように、この発明によると、巻き付け動作が速く、しかも巻き付け性が良好で、側線ワイヤの配列状態に乱れのない成形性が良好な環状同芯撚りビードコードを製造することができる。
【発明を実施するための最良の形態】
【0028】
上記スイング式を採用する製造装置の一例を図1〜図8に基づいて説明する。
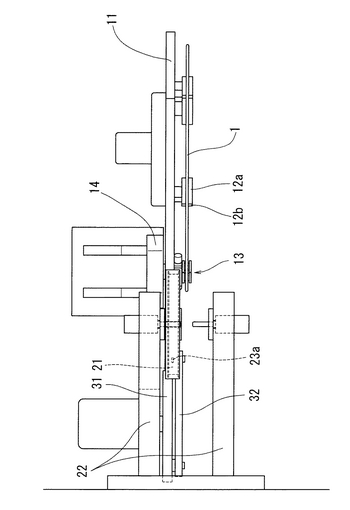
このスイング式を採用する製造装置は、環状コア1を周方向に回転させるドライビングユニット10と、リール21に巻かれた側線ワイヤ2を環状コア1の巻き付け部に供給する側線ワイヤ2のサプライ部20とを有する。
【0029】
上記側線ワイヤ2のサプライ部20は、所定位置に固定されている。
ドライビングユニット10は、弓形の保持アーム11に設置され、駆動モータと連結された、環状コア1を周方向に回転させる2つのピンチローラ12a、12bを有する。
【0030】
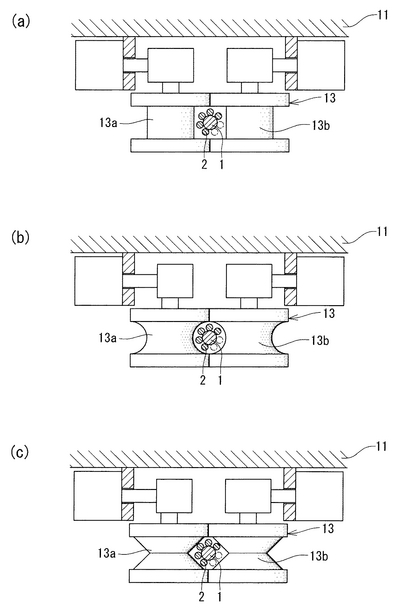
上記保持アーム11には、環状コア1の回転方向と逆方向に位置する側線ワイヤ2の供給側に、環状コア1の周囲を囲むクランプユニット13を設けている。このクランプユニット13は、2個のローラ13a、13bからなり、環状コア1の横方向の振れを防止し、安定した周方向回転を維持し、側線ワイヤ2の巻き付け点の位置決めを行い、高い巻き付け性を得ている。なお、この例では環状コア1を垂直にして横振れを抑えて、周方向に回転させている。
【0031】
上記2個のローラ13a、13bからなるクランプユニット13は、環状コア1の横方向の振れを防止し、最終仕上げコード径でも環状コア1の周囲を囲んで、安定した周方向回転を維持し、側線ワイヤ2の撚り口として、巻き付け点を固定する機能を持たせればよいので、溝形状は特に拘らず、図7(a)に示すように、コ字形の溝形状のほか、図7(b)に示す円弧状の溝形状、図7(c)に示すV字形の溝形状でもよい。
【0032】
上記保持アーム11は、クランプユニット13の部分を支点にして、回転円盤31とクランクシャフト32からなる揺動機構30によって振り子運動するように、スタンド14に揺動可能に設置されている。
保持アーム11に保持された環状コア1は、振り子運動の周期の一端で、図2の実線で示すように、リール21が、環状コア1の輪の外に位置し、環状コア1の振り子運動の周期の他端で、図3の実線で示すように、環状コア1の輪の中に位置するように、スイングする。
【0033】
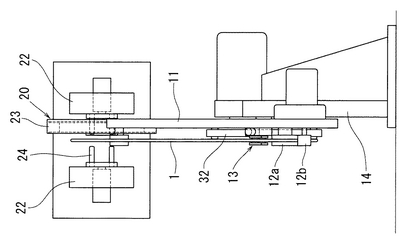
側線ワイヤ2のサプライ部20には、前後一対の対向するカセットスタンド22が、保持アーム11に保持された環状コア1の振り子運動を妨げない距離をおいて水平に設置され、カセットスタンド22の先端に、環状コア1の面を挟んで対向するリール受け渡し機構が設けられている。
【0034】
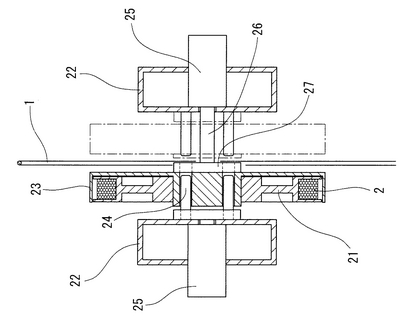
サプライ部20は、側線ワイヤ2を巻き取ったリール21と、このリール21の外径より少し大きい径で、且つ少なくともリール内幅に相当する円筒形状の外周壁を有するカセット23とからなる。リール21は、側線ワイヤ2の巻き面全体を被うようにカセット23内に回転可能に収容され、所謂カートリッジ化されている。カセット23の外周壁には、巻き出し穴23aが形成され、この巻き出し穴23aから側線ワイヤ2が環状コア1の巻き付け点のクランプユニット13に向かって引き出されている。側線ワイヤ2は、予め調整されたコイル径でリール21に巻かれており、サプライ部20のカセット23内にセットされている。
【0035】
前記一対のカセットスタンド22の先端の対向位置には、それぞれカセット23を抜き差し自在に装着することができるガイドロッド24と、一方のガイドロッド24に装着されたカセット23を他方のガイドロッド24に移し替える受け渡し機構とが設置されている。この受け渡し機構は、図5及び図6に示すように、エアーシリンダ25によって出入りするロッド26と、このロッド26の先端に設けられたカセット23の中心部を押す押し出し板27とによって構成され、エアーシリンダ25のロッド26を伸ばし、押し出し板27によってカセット23の中心部を押すことにより、一方のガイドロッド24に装着されたカセット23を他方のガイドロッド24に移し替えることができる。
【0036】
側線ワイヤ2の巻き付け開始は、確実性を期し、人的手段により未加硫ゴムシートや粘着テープで側線ワイヤ2の先端を環状コア1に仮止めしておくことが好ましい。未加硫ゴムシートはタイヤ用ゴムと同質のため、後で取り除く必要はない。このように側線ワイヤ2の先端を環状コア1に仮止めしてから、環状コア1を周方向に回転させ、S巻きの場合は、側線ワイヤ2のリール21が環状コア1の面に対して右側に位置し、図2に実線で示すリール21が環状コア1の輪の外に位置する状態から、環状コア1を、クランプユニット13を支点にして、図3に実線で示すリール21が環状コア1の輪の中に入る位置まで、環状コア1を振り子運動させ、カセットスタンド22の先端に設けてあるエアーシリンダ25により、リール21を環状コア1の面に対して直角に移動させ、他方のカセットスタンド22のガイドロッド24にカセット23を移し替えると、巻き付けが半巻き行われる。その後、図3に実線で示すリール21が環状コア1の輪の中に位置する状態から、環状コア1を、クランプユニット13を支点にして、図2に実線で示すリール21が環状コア1の輪の外に出る位置まで、環状コア1を振り子運動させ、環状コア1の輪の外で、再びエアーシリンダ25によりカセット23とともにリール21を環状コア面に対して直角に移動させると、1巻き付けが完了する。
【0037】
リール21は、所定位置で環状コア1のコア面を横断往復し、環状コア1は、側線ワイヤ2の巻き付け点となるクランプユニット13を支点にして、振り子運動するので、リール21から側線ワイヤ2の巻き付け点までの距離がほぼ一定に保たれ、巻き付けの際に、リール21から引き出される側線ワイヤ2が緩んだりせず、一定の張力下で側線ワイヤ2が環状コア1に巻き付けられる。
【0038】
巻き付けの際にリール21から引き出される側線ワイヤ2が緩むと、この緩み量を吸収できるように、カセット23内とリール21との間に、所定の空間を設ける必要があり、リール21に巻き付ける側線ワイヤ2の巻き付け量を少なく制限しなければならないが、この発明では、リール21から引き出される側線ワイヤ2に緩みが生じにくく、一定の張力下で、側線ワイヤ2が引き出されるため、リール21とカセット23との間に側線ワイヤ2のスプリングバックを生じさせる空間が不要になり、その空間分だけ側線ワイヤ2をカセット23内により多く巻くことが可能になる。したがって、この発明では、巻量の多いリール21の使用が可能であるため、リール21の掛け替え頻度が少なくなり、装置の稼働率の向上を図ることができる。
【0039】
また、上記のように、リール21から環状コア1の巻き付け点までの距離がほぼ一定で、リール21から側線ワイヤ2を引き出す際、側線ワイヤ2が緩まなくなったので、スプリングバックを考慮した側線ワイヤ2のコイル径の調整は必要でないが、環状コア1への側線ワイヤ2を螺旋状に巻き付ける際に、効果的に側線ワイヤ2の剛性を分散させることができるように、側線ワイヤ2のコイル径の大きい側での調整は必要であり、リール21に巻き取られた側線ワイヤ2のコイル径は、事前に次式のいずれかを満足するように調整されていることが好ましい。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【0040】
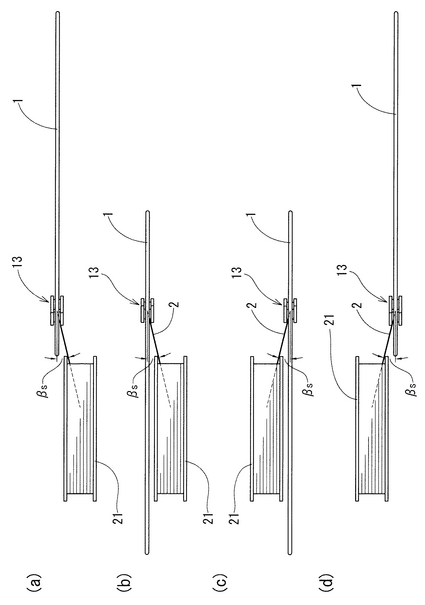
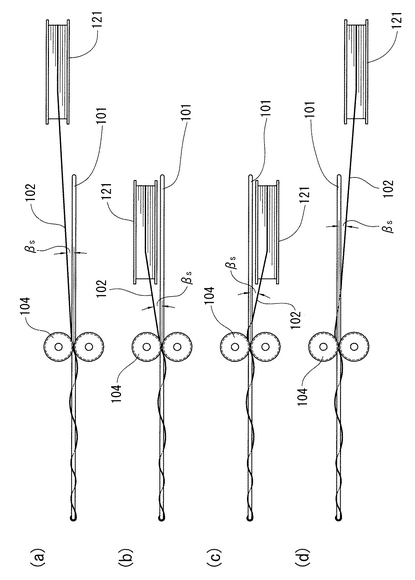
側線ワイヤ2を巻いたリール21の移動軌跡と、振り子運動する環状コア1の移動軌跡とを、図示すると、図8のようになる。
即ち、リール21が、環状コア1の外側の図8(a)に示す位置にある状態から、図8(b)に示す環状コア1の輪の中にリール21が位置する状態まで環状コア1を振り子運動させ、この図8(b)に示す位置で、リール21を図8(c)に示す環状コア1の反対面に移し替え、次いで、環状コア1の反対面にリール21がある状態で、図8(c)に示す位置から図8(d)に示す環状コア1の輪の外にリール21が位置する状態まで、環状コア1を振り子運動させ、リール21を環状コア1の反対面から元の面の始点位置(図8の(a)の位置)に戻すというサイクルを繰り返す。このように、この発明では、図8の(a)→(b)→(c)→(d)→(a)のように、リール21に対して、環状コア2を振り子移動させ、図8の(b)→(c)、(d)→(a)のように、環状コア1のコア面に対してリール21を直角移動させることにより、側線ワイヤ2を環状コア1の周囲に螺旋状に巻き付けている。
【0041】
このリール21が環状コア1を直角に横断する際の移動量は、環状コア1をくぐり抜けるだけの最小限でよく、環状コア1の面に対する巻き付け振れ角βSが、29度を超えないようにすることが好ましい。29度を超えると、撚り角との差が大きくなり、側線ワイヤ2の整列性、配列性に悪影響を及ぼす。
【0042】
なお、スイング式を採用する上記の実施の形態は、環状コア1に側線ワイヤ2をS方向に巻き付ける内容であるが、更に2層、3層と積層することも可能であり、2層積層でZ方向に巻きつける場合はリール21の横断方向を逆方向、図8の(d)→(c)→(b)→(a)→(d)にするのと、スタンド14の左右方向の位置、クランプユニット13の上下方向の位置、コの字溝形状ローラの交換及び上下方向位置調整だけで行える。以後3層、4層実施への切り替えも1層及び2層のときと同様である。
【0043】
以上のスイング式を採用する装置を使用して、種々の条件で実際に1層積層及び2層積層ビードコードを作製して、製品の蛇行性及び成形性の評価を行った。両特性に最も影響を与えるのは環状コア面に対する巻き付け振れ角βSで、次に側線ワイヤの張力及び側線ワイヤの予め調整されるコイル径であることが解った。表1にその結果を示す。
また、図20に示すように、固定設置された側線ワイヤ2のリール3に対して、環状コア1が近接と離間を繰り返すように直線的に往復動させ、環状コア1がリール3に対して近接する際に、側線ワイヤが緩む方式の製造方法により、製造したものを従来例として示した。
【0044】
なお、表1の評価項目の蛇行性及び成形性は次の方法によって評価を行った。
(1)蛇行性
コードを定盤等の平面上に置き、コードが定盤から浮いている箇所の最大隙間をスケールで測定して次のように評価した。試料数nは20本である。
◎:隙間0.5mm以下が11本以上あり、他は全て隙間が1.0mm以下である。
○:隙間0.5mm以下が11本未満であり、隙間1.0mm以下が11本以上ある。
△:隙間1.0mm以下が11本未満であり、隙間1.5mm以下が11本以上ある。
×:隙間1.5mm以下が11本未満である。
(2)成形性
環状コアまたは一層巻き中間線表面への側線ワイヤの配列性を目視で評価した。試料数nは20本である。
◎:20本とも配列の乱れがない。
○:配列の乱れのないものが18本以上ある。
△:配列の乱れのないものが10本以上且つ、18本未満である。
×:配列の乱れのないものが10本未満である。
(3)巻量指数
側線ワイヤのリールに対して、環状コアが近接と離間を繰り返すように直線的に往復動させ、側線ワイヤと環状コアの巻き付け点までの距離が変化する巻き方を従来例とし、その巻量を100とした場合、この発明で巻付け可能な巻量を指数で示した。
【0045】
【表1】

【0046】
この発明の同芯撚りビードコードの製造方法を可能にするボックス移動式を採用する製造装置の一例を図9〜図16に基づいて説明する。
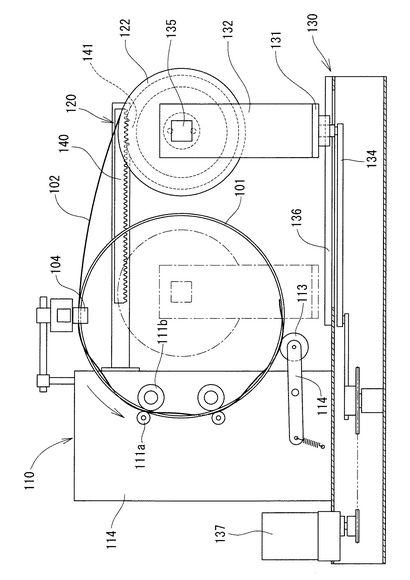
このボックス移動式を採用する製造装置は、環状コア101を周方向に回転させるために駆動モータと連結された2つのピンチローラ111a、111bからなるドライビングユニット110と、リール121に巻かれた側線ワイヤ102を環状コア101の巻き付け部に供給する側線ワイヤ102のサプライ部120と、環状コア面に対して平行に環状コア101の外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に環状コアをくぐれる距離だけ僅かに直角に移動させ(ここまでで半巻き)、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻して一巻きを完了させるスライドユニット130とからなる。
【0047】
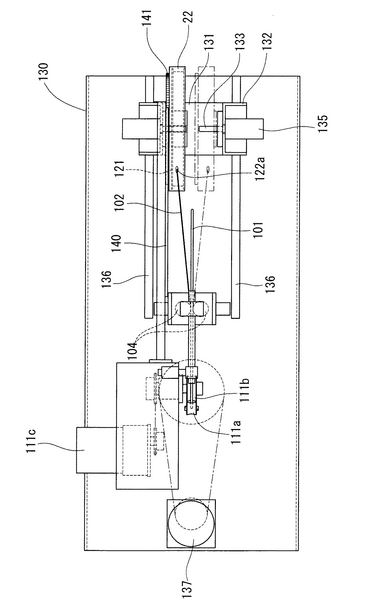
スライドユニット130は、駆動モータ137と連結されたクランク機構134によって、環状コア面と平行に配置したレール136に沿って平行に往復動する移動台131と、この移動台131に設けられた環状コア面を近接した位置で挟む前後一対の対向するカセットスタンド132とからなる。
【0048】
一対のカセットスタンド132の上部には、側線ワイヤ102のサプライ部120が設置されている。サプライ部120は、側線ワイヤ102を巻き取ったリール121と、このリール121の外径より少し大きい径で、且つ少なくともリール内幅に相当する円筒形状の外周壁を有するカセット122とからなる。リール121は側線ワイヤ102の巻き面全体を被うようにカセット122内に回転可能に収容され、所謂カートリッジ化されている。カセット122の外周壁には、巻き出し穴122aが形成され、この巻き出し穴122aから側線ワイヤ102が環状コア101の巻き付け点に向かって引き出されている。側線ワイヤ102は、予め調整されたコイル径でリール121に巻かれており、サプライ部120のカセット122内にセットされている。
【0049】
上記一対のカセットスタンド132の上部対向位置には、それぞれカセット122を抜き差し自在に装着することができるガイドロッド133と、一方のガイドロッド133に装着されたカセット122を他方のガイドロッド133に移し変える移し変え機構とが設置されている。この移し変え機構は、図12及び図13に示すように、エアーシリンダ135によって出入りするロッド138aと、このロッド138aの先端に設けられたカセット122の中心部を押す押し出し板138bとによって構成され、エアーシリンダ135のロッド138aを伸ばし、押し出し板138bによってカセット122の中心部を押すことにより、一方のガイドロッド133に装着されたカセット122を他方のガイドロッド133に移し変えることができる。
【0050】
上記ドライビングユニット110には、環状コア101を回転させる2つのピンチローラ111a、111bと、ピンチローラ111a、111bの上部に、環状コア101と側線ワイヤ102の巻き付け点の周囲を囲み、巻き付け点の位置決めを行うクランプユニット104を備えている。なお、この例では環状コア101を垂直にして横振れを抑えて、周方向に回転させている。
【0051】
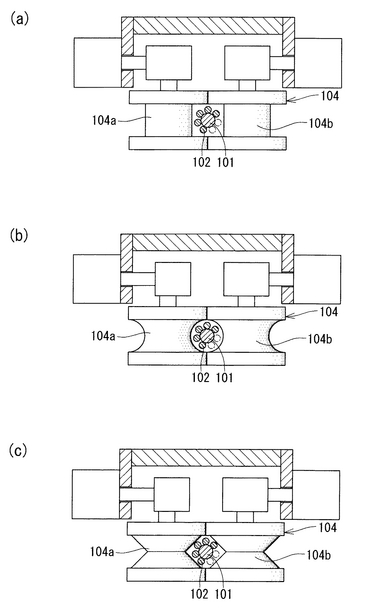
上記2個のローラ104a、104bからなるクランプユニット104は、環状コア101の横方向の振れを防止し、最終仕上げコード径でもルーズに案内しながら、安定した周方向回転を維持し、側線ワイヤ102の撚り口として、巻き付け点を固定する機能を持たせればよいので、溝形状は特に拘らず、図14(a)に示すように、コ字形の溝形状のほか、図14(b)に示す円弧状の溝形状、図14(c)に示すV字形の溝形状でもよい。
【0052】
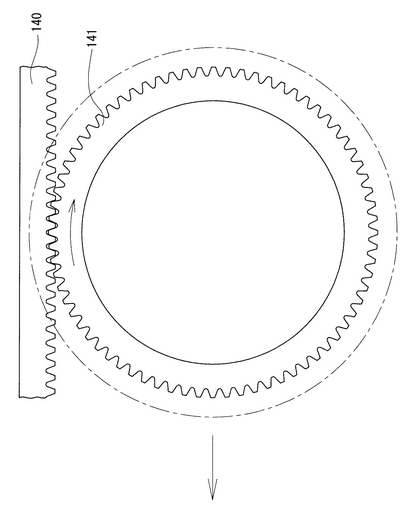
環状コア101の側線ワイヤ102の巻き付け点に対し、接近及び離間を繰り返すリール121の移動の内、接近移動の時に、リール121の軌道上の上部位置に沿うようにラック140がスタンド114に固定されている。このラック140に噛み合うように、リール121を収容したカセット122の背面にはピニオン141を取り付けている。ラック140とピニオン141との噛み合い比率は、リール121が環状コア101に接近するのに伴う側線ワイヤ102の緩み量だけ、リール121を巻き出し方向と逆方向に回転させるように設定している。その結果、リール121が環状コア101に対して接近移動する際に、側線ワイヤ102が緩みなく、環状コア101内まで送られることになるので、側線ワイヤ102の蛇行性及び成形性が向上するだけでなく、側線ワイヤ102のリール121への巻き量を大幅に多くすることができ、装置の稼働率を向上することができる。
このボックス移動式では、環状コア101の側線ワイヤの巻き付け点に対する接近移動の時に、リール121を逆回転させることにより、側線ワイヤ102の緩みを防止することができるため、リール121内で側線ワイヤ102に予めリール121の外径より小さいコイル径を付与しておいて、リール121内で強いスプリングバックを発生させる必要がない。したがって、側線ワイヤ102に予め付与するコイル径を大きくしても、リール121内で側線ワイヤ102のもつれが生じないので、側線ワイヤ102のコイル径の上限を上げることにより、ビードコードの面内耐変形力を向上させることが可能になる。
【0053】
側線ワイヤ102の巻き付け開始は確実性を期し、人的手段により未加硫ゴムシートや粘着テープで側線ワイヤ102の先端を環状コア101に仮止めする。未加硫ゴムシートはタイヤ用ゴムと同質のため、後で取り除く必要はない。このように側線ワイヤ102の先端を環状コア101に仮止めしてから、環状コア101を周方向に回転させると、側線ワイヤ2は環状コア面に対してS巻きの場合は向かって右側を、リールが環状コアに当たらない程度の間隔で環状コアの外側から内側に平行に移動をしていき、側線ワイヤ102の環状コア101への巻き付けが始まる。リール121が環状コアに当たらない所までカセット122を移動させ、カセットスタンド132の上部に設けてあるエアーシリンダ135により、リール121を環状コア面に対して直角に移動させ、他方のカセットスタンド132のガイドロッド133にカセット122を移し変えると、巻き付けが半巻き行われる。その後、環状コア面に対して、往路とは反対に左側を環状コア1の内側から外側に向かって平行に移動して、カセット122内のリール121をスタート位置まで戻す。リール121をスタート位置まで戻すため、再びエアーシリンダ135によりカセット122と共にリール121を環状コア面に対して直角に移動させて1巻き付けを完了する。なお、環状コア面に対してリール121を平行に移動させるのは、装置下部にあるスライドユニット130が行う。
【0054】
このリール121の一連の動きは、細長いボックス型の移動であり、このような不規則な動きを駆動モータ137とエアーシリンダ135を同期させて連続的に行っている。また、リール121が環状コア101に接近するのに伴う側線ワイヤ102の緩み量だけ、リール121を巻き出し方向と逆方向に回転させるようにして、側線ワイヤ2に緩みが生じないようにしている。
【0055】
側線ワイヤ102を巻いたリール121は、図15に示すように、スライドユニット130により往復動する。そして、このリール121の移動軌跡を概念図で示すと、図16のようになる。
即ち、リール121は、環状コア101面に対して環状コア1の外側の図16(a)に示す始点位置から内側へ向かって図16(b)に示すリール121が環状コア101の輪の中を通る位置まで移動する。そして、この図16(b)に示す位置で、図16(c)に示す環状コア101の反対面に移動し、環状コア101の反対面を環状コア101の内側の図16(c)に示す位置から図16(d)に示す外側の位置まで移動した後、環状コア1の反対面から元の面の始点位置(図16の(a)の位置)に戻るというサイクルを繰り返す。このように、この発明では、図16の(a)→(b)→(c)→(d)→(a)のように、リール121を移動させて、側線ワイヤ102を環状コア101の周囲に螺旋状に巻き付けており、図16の(a)→(b)、(c)→(d)が環状コア101のコア面に対して移動、(b)→(c)、(d)→(a)がコア面に対して直角移動するようにしている。
【0056】
なお、以上のボックス移動式を採用する実施の形態は、環状コア101に側線ワイヤ102をS方向に巻き付ける内容であるが、更に2層、3層と積層することも可能であり、2層積層でZ方向に巻きつける場合はボックス型移動の向きを反対方向、図16の(d)→(c)→(b)→(a)→(d)にするのとクランプユニット104の上下方向の位置及びコの字溝形状ローラの交換だけで行える。以後3層、4層実施への切り替えも1層及び2層のときと同様である。
【0057】
以上のボックス移動式を採用する装置を使用して、種々の条件で実際に1層積層及び2層積層ビードコードを作製して、製品の蛇行性及び成形性の評価を行った。両特性に最も影響を与えるのは環状コア面に対する巻き付け振れ角βSで、次に側線ワイヤの張力及び側線ワイヤの予め調整されるコイル径であることが解った。表2にその結果を示す。
また、側線ワイヤ102のリール121が、環状コア101の側線ワイヤ102の巻き付け点に対する接近移動の時に、接近移動の距離に応じて、ラック140とピニオン141との噛み合わせにより、側線ワイヤ102の巻き出し方向と逆方向に逆回転させて、側線ワイヤ102の緩みを防止する機構の有無により、側線ワイヤ102のリール121への巻き量を指数で示した。但し、緩みを防止する機構がない場合を、100とした。
【0058】
なお、表2の評価項目の蛇行性及び成形性は、表1と同様である。
【0059】
【表2】
【図面の簡単な説明】
【0060】
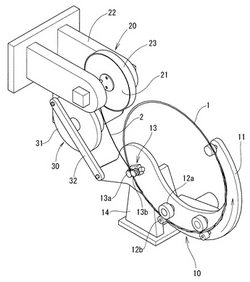
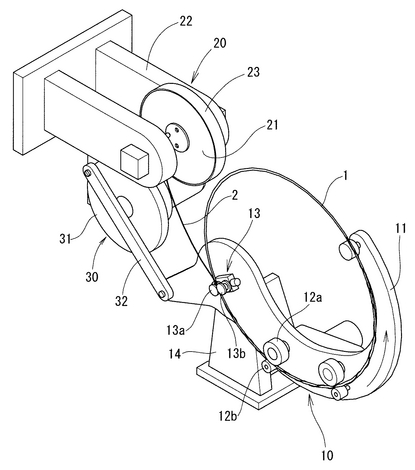
【図1】この発明に係る環状同芯撚りビードコードのスイング式の製造装置の一例を示す斜視図である。
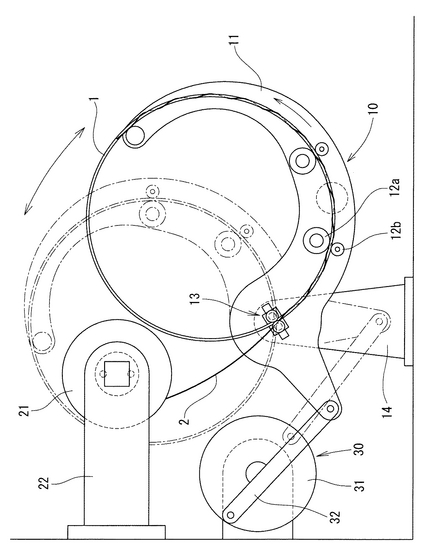
【図2】環状コアの振り子運動の周期の一端でリールが環状コアの輪の外に位置する状態を実線で示し、環状コアの振り子運動の周期の他端でリールが環状コアの輪の中に位置する状態を鎖線で示した図1の装置の正面図である。
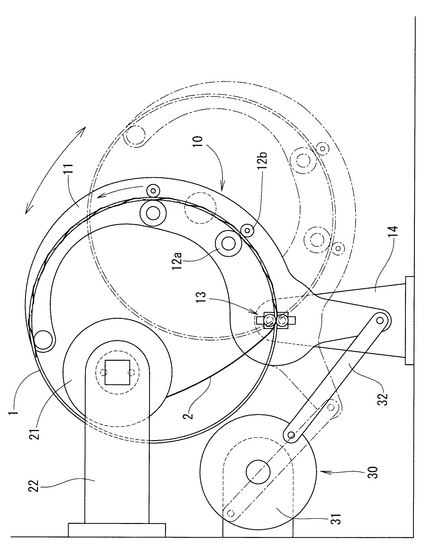
【図3】図2とは反対に、環状コアの振り子運動の周期の一端でリールが環状コアの輪の中に位置する状態を実線で示し、環状コアの振り子運動の周期の他端でリールが環状コアの輪の外に位置する状態を鎖線で示した図1の装置の正面図である。
【図4】環状コアが図2の実線位置にある状態を示した図1の装置の平面図である。
【図5】環状コアが図2の実線位置にある状態を示した図1の装置の側面図である。
【図6】環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構部分の縦断側面図である。
【図7】(a)、(b)、(c)は、それぞれドライビングユニットに設けられたクランプユニットの各例を示す側面図である。
【図8】(a)〜(d)は、この発明の環状同芯撚りビードコードを製造する際のリールの移動状態を平面的に見た概念図である。
【図9】この発明に係る環状同芯撚りビードコードのボックス移動式の製造装置の一例を示す正面である。
【図10】ラックとピニオンによる緩み防止機構を示す図9の装置の部分正面図である。
【図11】図9の装置の平面図である。
【図12】リール受け渡し機構を示す図9の装置の側面図である。
【図13】リール受け渡し機構の詳細を示す図9の装置の一部縦断側面図である。
【図14】(a)、(b)、(c)は、それぞれドライビングユニットに設けられたクランプユニットの各例を示す側面図である。
【図15】この発明の環状同芯撚りビードコードを製造するボックス移動式の製造装置のリールの移動状態を正面から見た概念図である。
【図16】(a)〜(d)は、この発明の環状同芯撚りビードコードを製造するボックス移動式の製造装置のリールの移動状態を平面的に見た概念図である。
【図17】(a)は環状同芯撚りビードコードの全体図、(b)は環状同芯撚りビードコードの部分を示す斜視図である。
【図18】従来の環状同芯撚りビードコードを製造する際のボビンの移動状態を正面側から見た概念図である。
【図19】(a)〜(b)は、従来の環状同芯撚りビードコードを製造する際のボビンの移動状態を平面的に見た概念図である。
【図20】従来の環状同芯撚りビードコードの製造装置の他の例を示す概念図である。
【符号の説明】
【0061】
1 環状コア
2 側線ワイヤ
3 リール
4 ドライビングユニット
10 ドライビングユニット
11 保持アーム
12a、12b ピンチローラ
13 クランプユニット
13a、13b ローラ
14 スタンド
20 サプライ部
21 リール
22 カセットスタンド
23 カセット
23a 巻き出し穴
24 ガイドロッド
25 エアーシリンダ
26 ロッド
27 押し出し板
30 揺動機構
31 回転円盤
32 クランクシャフト
101 環状コア
102 側線ワイヤ
104 クランプユニット
110 ドライビングユニット
104a、104b ローラ
111a、111b ピンチローラ
120 サプライ部
121 リール
122 カセット
122a 巻き出し穴
130 スライドユニット
131 移動台
132 カセットスタンド
133 ガイドロッド
134 クランク機構
135 エアーシリンダ
136 レール
137 駆動モータ
138a ロッド
140 ラック
141 ピニオン
【技術分野】
【0001】
この発明は、空気入りタイヤのビード部分に埋め込まれるビードコード、特に、環状コアの周囲に、側線ワイヤを螺旋状に巻き続けて形成したシース層を一層又は複数層設けた環状同芯撚りビードコードを製造する方法及び装置に関するものである。
【背景技術】
【0002】
環状同芯撚りビードコードは、各種車両のタイヤに使用されている。
この環状同芯撚りビードコードは、図17(a)、(b)に示すように、環状コア1の周囲に側線ワイヤ2のシース層を設けたものであり、側線ワイヤ2を、環状コア1の輪の外側から輪の中を通し、再び輪の外側から輪の中を通すことにより、環状コア1に側線ワイヤ2を螺旋状に巻き続けて製造されている。
【0003】
環状同芯撚りビードコードを製造する方法としては、従来、次のような方法が開示されている。
まず、特許文献1には、環状コアの回りに側線ワイヤを螺旋状に巻回する際に、側線ワイヤとして、予め環状コアの少なくとも2倍以上の径にくせづけしたものを使用してビードコードを製造する方法が開示されている。この方法により製造したビードコードをタイヤに使用した場合、いわゆる腰が強いというフィーリング感が得られ、グリップ力、旋回力、応答性が向上するとされている。
【0004】
また、特許文献2には、図18に示すように、チャック機構によって側線ワイヤ2の先端を環状コア1に仮止めし、環状コア1を周方向に回転させつつ、環状コア1の内外にリール3を公転させることによって、側線ワイヤをコアの外周に螺旋状に巻き付け、環状コア1に仮止めされた側線ワイヤ2の先端がリール3の公転位置と重なる前にチャック機構を環状コア1から開放し、チャック機構とリール3との干渉を回避してリール3の公転を継続させるという方法が開示されている。この方法は、S巻きとZ巻きとを交互に多層巻きにすることができ、側線ワイヤ2の絡まり、ねじれ等の不具合が防止され、ビードコードの生産性及び品質を大幅に向上させることができるとしている。
【0005】
また、特許文献3には、側線ワイヤの先端を環状コアに固定せずに絡ませるか仮止めし、かつ自由に回転できるようにしておき、環状コアより小径にベンディングして巻かれているリールの平面移動および環状コアの上下作動と環状コアの回転を組み合わせ、側線ワイヤを環状コアに鋼線の曲げ応力によって絡ませ、撚回応力が発生しないようにして、ビードコードの製造を行う方法が開示されている。
【0006】
さらに、特許文献4には、図20に示すように、側線ワイヤ2を巻いたリール3を所定位置に固定し、環状コア1を周方向に回転させるドライビングユニット4を、環状コア1面に沿って直線的に往復運動させ、この往復周期の一端で、リール3が環状コア1の輪の外に位置し(図20の実線位置)、往復周期の他端で、リール3が環状コア1の輪の中に位置し(図20の破線位置)、環状コア1の輪の外と中の位置で、リール3を環状コア1の面に対し横断移動させるように受け渡すことにより、リール3から引き出される側線ワイヤ2を、環状コア1の周囲に螺旋状に巻き続けるようにしてビードコードを製造する方法が開示されている
【0007】
【特許文献1】特許第3499261号公報
【特許文献2】特開2001−47169号公報
【特許文献3】特開2004−98640号公報
【特許文献4】WO2004/018187 A1(図13)
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、ビードコードにとって形状の安定性は、最重要品質であるが、前記各特許文献に示された方法によって製造されるビードコードには、次のような問題があった。
特許文献1に開示された方法によって製造されるビードコードの場合、タイヤの腰を強くするために環状コアの半径よりも2倍以上の半径に、予めくせづけした側線ワイヤを巻回するようにしている。このため、自動化し難く、コストアップの要素が多い。また、環状コアの回りを巻回する側線ワイヤの環状径が大きい場合、人手で巻回するのも大変であるし、予めくせづけされているので、引き出し時に抵抗が増え、巻き付け時のトラブルの原因になる。また、側線ワイヤをリールに巻き取った後、環状コアの回りを巻回させる際に、常に一定以上の張力をかけておかないと巻きが緩むし、少しの張力でも環状コアが歪み易く、巻き付け性に悪影響を与える。
【0009】
次に、特許文献2に開示された方法の場合、チャック機構による環状コアの仮止めと、環状コアを周方向に回転させつつ、環状コアの内外にリールを公転させるため、環状コアに巻き付ける角度が大きく変化すると共に、動き自体に無駄が多く、装置自体も重厚となる。
【0010】
また、特許文献2に開示された方法の場合、図18の概念図に示すように、環状コア1の内外でリール3を公転させるため、図19(a)に示すように、側線ワイヤ2と環状コア1とが平行になる巻き付け振れ角βSが0°の状態から、図19(b)に示すように、リール3が環状コア1から離れた巻き付け振れ角βSが約50°の状態になるまで、巻き付け振れ角βSが変化しながら、側線ワイヤ2が環状コア1に巻き付けられることになる。一般的に市販されているタイヤに使用されているビードコードの撚り角βは、二輪車用の1+m撚り構造で、3.5〜5.5°、乗用車・軽トラック用の1+m+n撚り構造で7°位であるから、巻き付け振れ角βSと撚り角βとの差が前記のように大きくなると、巻き続ける側線ワイヤ2の配列状態に乱れが生じ易く、コード成形性が良くないという問題があった。
【0011】
さらに、環状コア1の内外でリール3を公転させる特許文献2の方法の場合、リール3が円軌道に沿って移動するため、動きが冗長で、巻き終わる迄に長時間を要する。また、側線ワイヤ2に一定張力を付加するようにして巻き付けているため、環状コア1が周方向に引っ張られて蛇行し易く、巻き付け性が悪いという問題もあった。
【0012】
次に、特許文献3に開示された方法の場合、環状コアが水平に置かれて複雑な動きをするため、特許文献2の場合と同様、巻き付け振れ角βSが大きくばらつく要素を具えており、巻き付け性が不安定となる。また、リールの水平移動も一度置いて戻る動作であり、2倍の時間がかかるため、仕上がるのに2倍の時間を要する。また、巻き付け時に柱となる環状コアの動きを極力制限しないと、巻き付け性が不安定となり易い。特に、重力方向に置き、それを重力方向に上下動させ、さらに、側線ワイヤを巻いているリールを断続的に動作させるので、巻き付け性が悪い。
【0013】
また、図20に示す特許文献4の場合、リール3を所定位置に固定し、ドライビングユニット4自体を直線的に往復動させることにより、リール3が環状コア1の輪の中と、輪の外に位置するように、リール3に対し、環状コア1が近接したり、離間したりする。このため、この環状コア1がリール3に近づく方向に移動する際には、側線ワイヤ3が緩む方向に押され、反対に、環状コア1がリール3から離れる方向に移動する際には、側線ワイヤ3が引っ張られるので、側線ワイヤ2の環状コア1に対する巻き付け点が、環状コア1の移動に伴って大きくずれ動き、側線ワイヤ2が整列し難く、側線ワイヤ2の配列に乱れが生じ易い。
【0014】
そこで、この発明は、巻き付け動作が速く、しかも巻き付け性が良好で、側線ワイヤの配列状態に乱れのない成形性が良好な環状同芯撚りビードコードを製造する方法と装置を提供しようとするものである。
【課題を解決するための手段】
【0015】
この発明は、前記の課題を解決するために、環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させるようにしたのである。
【0016】
このように、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを、環状コア面に対して横断往復させると、側線ワイヤの巻き付け性が良く、側線ワイヤの配列状態に乱れのない良好な成形を行える。
【0017】
環状コア面に対してリールを、次のような方式を採用して横断往復させると、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにすることができる。
【0018】
その第一の方式としては、環状コアを、側線ワイヤの巻き付け点を支点にして、環状コア面に沿う振り子運動により、振り子周期の一端で、リールが環状コアの輪の中を横断する位置に、振り子周期の他端で、前記リールが環状コアの輪の外を横断する位置に移動させるスイング式がある。これにより、リールが環状コア面から離れる動きを最小限にして、リールを環状コア面に対して横断移動を繰り返すことが可能になり、リールから引き出される側線ワイヤと環状コアとの巻き付け振れ角βSを小さい角度に保って、螺旋状に巻き続けることができる。
【0019】
このように、環状コアを側線ワイヤの巻き付け点を支点にして、振り子運動させると、リールから環状コアの巻付け点までの距離がほぼ一定に保たれ、巻き付けの際に、リールから引き出される側線ワイヤが緩んだりせず、一定の張力を保つことができるので、配列状態に乱れのない成形性が良い巻付けを行うことができる。
【0020】
また、第二の方式としては、環状コア面に対するリールの移動軌跡を、環状コア面を中心にした細長いボックス型の軌跡を描くように、即ち、リールを平行移動、直角移動、平行移動、直角移動のサイクルを繰り返して、リールが環状コア面から離れる動きを最小限にするボックス移動式があり、この方式により、巻き付け角を小さく、側線ワイヤの巻き付け角のばらつきを最小限に抑制することができる。
そして、このボックス移動式では、側線ワイヤを巻いたリールが、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールの軌道上の上部位置に固定されたラックと、リールの背面に設けたピニオンとを噛み合わせ、リールが環状コアに接近するのに伴って、リールを巻き出し方向と逆方向に回転させるようにする。これにより、リールが環状コアに接近する際に、側線ワイヤに緩みが生じず、リールが環状コア内まで送られることになるので、側線ワイヤが蛇行することなく環状コアに巻きつけられ、成形性が向上する。ボックス移動式では、環状コアの側線ワイヤの巻き付け点に対する接近移動の時に、リールを逆回転させることにより、側線ワイヤの緩みを防止することができるため、側線ワイヤに予めリール径外径より小さいコイル径を付与しておいて、リール内で強いスプリングバックを発生させる必要がない。したがって、予め付与する側線ワイヤのコイル径を大きくしても、リール内でもつれが生じないので、巻き量を多くして、装置の稼働率を向上させることができる。また、側線ワイヤに予め付与するコイル径の上限を上げることにより、ビードコードの面内耐変形力を向上させることが可能になる。
【0021】
上記スイング式、ボックス移動式の二方式において、側線ワイヤの巻き始め端末は、未加硫ゴムシートで仮止めして、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き重ねるようにすることが好ましい。未加硫ゴムはタイヤ用ゴムと同質であるため、後工程において取り除く必要がない。
また、側線ワイヤが膨れるのを防止し、環状コアに側線ワイヤを螺旋状に巻き付ける際に、効果的に側線ワイヤの剛性を分散させるために、リールに巻き取る前の側線ワイヤのコイル径を予め次式のいずれかを満足するように、調整しておくことが好ましい。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【0022】
さらに、螺旋状に巻き付ける際に、側線ワイヤの少しの緩みを許容し、側線ワイヤが膨れるのを防止するために、リール外径より少し大きい径で、且つリール内幅に相当する円筒形状の外周壁を有するカセット内に、リールを回転可能に収容し、カセットの外周壁に設けた引き出し孔から側線ワイヤを引き出すようにすることが好ましい。
【0023】
この発明の同芯撚りビードコードの製造方法を可能にするスイング式を採用する製造装置は、環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する固定設置された側線ワイヤのサプライ部と、側線ワイヤの環状コアへの巻付け部の巻付け点を支点として環状コアをその面に沿って振り子運動させる揺動ユニットと、固定設置される側線ワイヤのサプライ部に設けられ、環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構とを備え、固定設置されたサプライ部のリールが、環状コアの振り子運動の周期の一端で、環状コアの輪の中に位置し、環状コアの振り子運動の周期の他端で、環状コアの輪の外に位置するようにして、リールを固定位置で環状コア面に対して横断往復させるようにしたものである。
【0024】
前記ドライビングユニットには、環状コアをスリップのない安定した状態で周方向に回転させる2つのピンチローラと、側線ワイヤの供給側に、環状コアと側線ワイヤの巻き付け点の全周を保持し、横方向の振れを防止しながら、巻き付け点の位置決めを行うクランプユニットを備えている。
【0025】
次に、この発明の同芯撚りビードコードの製造方法を可能にするボックス移動式を採用する製造装置は、環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する側線ワイヤのサプライ部と、サプライ部のリールを、環状コア面に対して平行に環状コアの外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に環状コアをくぐれる距離だけ僅かに直角に移動させ(ここまでで半巻き)、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻して一巻きを完了させるスライドユニットとを備え、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールの軌道上の上部位置にラックを固定し、このラックに噛み合うようにリールの背面にピニオンを取り付け、リールが環状コアに接近するのに伴って、側線ワイヤが緩まないように、リールを巻き出し方向と逆方向に回転させるようにしている。
【0026】
このボックス移動式を採用する製造装置では、環状コアの側線ワイヤの巻き付け点に対する接近移動の時に、リールを逆回転させることにより、側線ワイヤの緩みを防止することができる。
【発明の効果】
【0027】
以上のように、この発明によると、巻き付け動作が速く、しかも巻き付け性が良好で、側線ワイヤの配列状態に乱れのない成形性が良好な環状同芯撚りビードコードを製造することができる。
【発明を実施するための最良の形態】
【0028】
上記スイング式を採用する製造装置の一例を図1〜図8に基づいて説明する。
このスイング式を採用する製造装置は、環状コア1を周方向に回転させるドライビングユニット10と、リール21に巻かれた側線ワイヤ2を環状コア1の巻き付け部に供給する側線ワイヤ2のサプライ部20とを有する。
【0029】
上記側線ワイヤ2のサプライ部20は、所定位置に固定されている。
ドライビングユニット10は、弓形の保持アーム11に設置され、駆動モータと連結された、環状コア1を周方向に回転させる2つのピンチローラ12a、12bを有する。
【0030】
上記保持アーム11には、環状コア1の回転方向と逆方向に位置する側線ワイヤ2の供給側に、環状コア1の周囲を囲むクランプユニット13を設けている。このクランプユニット13は、2個のローラ13a、13bからなり、環状コア1の横方向の振れを防止し、安定した周方向回転を維持し、側線ワイヤ2の巻き付け点の位置決めを行い、高い巻き付け性を得ている。なお、この例では環状コア1を垂直にして横振れを抑えて、周方向に回転させている。
【0031】
上記2個のローラ13a、13bからなるクランプユニット13は、環状コア1の横方向の振れを防止し、最終仕上げコード径でも環状コア1の周囲を囲んで、安定した周方向回転を維持し、側線ワイヤ2の撚り口として、巻き付け点を固定する機能を持たせればよいので、溝形状は特に拘らず、図7(a)に示すように、コ字形の溝形状のほか、図7(b)に示す円弧状の溝形状、図7(c)に示すV字形の溝形状でもよい。
【0032】
上記保持アーム11は、クランプユニット13の部分を支点にして、回転円盤31とクランクシャフト32からなる揺動機構30によって振り子運動するように、スタンド14に揺動可能に設置されている。
保持アーム11に保持された環状コア1は、振り子運動の周期の一端で、図2の実線で示すように、リール21が、環状コア1の輪の外に位置し、環状コア1の振り子運動の周期の他端で、図3の実線で示すように、環状コア1の輪の中に位置するように、スイングする。
【0033】
側線ワイヤ2のサプライ部20には、前後一対の対向するカセットスタンド22が、保持アーム11に保持された環状コア1の振り子運動を妨げない距離をおいて水平に設置され、カセットスタンド22の先端に、環状コア1の面を挟んで対向するリール受け渡し機構が設けられている。
【0034】
サプライ部20は、側線ワイヤ2を巻き取ったリール21と、このリール21の外径より少し大きい径で、且つ少なくともリール内幅に相当する円筒形状の外周壁を有するカセット23とからなる。リール21は、側線ワイヤ2の巻き面全体を被うようにカセット23内に回転可能に収容され、所謂カートリッジ化されている。カセット23の外周壁には、巻き出し穴23aが形成され、この巻き出し穴23aから側線ワイヤ2が環状コア1の巻き付け点のクランプユニット13に向かって引き出されている。側線ワイヤ2は、予め調整されたコイル径でリール21に巻かれており、サプライ部20のカセット23内にセットされている。
【0035】
前記一対のカセットスタンド22の先端の対向位置には、それぞれカセット23を抜き差し自在に装着することができるガイドロッド24と、一方のガイドロッド24に装着されたカセット23を他方のガイドロッド24に移し替える受け渡し機構とが設置されている。この受け渡し機構は、図5及び図6に示すように、エアーシリンダ25によって出入りするロッド26と、このロッド26の先端に設けられたカセット23の中心部を押す押し出し板27とによって構成され、エアーシリンダ25のロッド26を伸ばし、押し出し板27によってカセット23の中心部を押すことにより、一方のガイドロッド24に装着されたカセット23を他方のガイドロッド24に移し替えることができる。
【0036】
側線ワイヤ2の巻き付け開始は、確実性を期し、人的手段により未加硫ゴムシートや粘着テープで側線ワイヤ2の先端を環状コア1に仮止めしておくことが好ましい。未加硫ゴムシートはタイヤ用ゴムと同質のため、後で取り除く必要はない。このように側線ワイヤ2の先端を環状コア1に仮止めしてから、環状コア1を周方向に回転させ、S巻きの場合は、側線ワイヤ2のリール21が環状コア1の面に対して右側に位置し、図2に実線で示すリール21が環状コア1の輪の外に位置する状態から、環状コア1を、クランプユニット13を支点にして、図3に実線で示すリール21が環状コア1の輪の中に入る位置まで、環状コア1を振り子運動させ、カセットスタンド22の先端に設けてあるエアーシリンダ25により、リール21を環状コア1の面に対して直角に移動させ、他方のカセットスタンド22のガイドロッド24にカセット23を移し替えると、巻き付けが半巻き行われる。その後、図3に実線で示すリール21が環状コア1の輪の中に位置する状態から、環状コア1を、クランプユニット13を支点にして、図2に実線で示すリール21が環状コア1の輪の外に出る位置まで、環状コア1を振り子運動させ、環状コア1の輪の外で、再びエアーシリンダ25によりカセット23とともにリール21を環状コア面に対して直角に移動させると、1巻き付けが完了する。
【0037】
リール21は、所定位置で環状コア1のコア面を横断往復し、環状コア1は、側線ワイヤ2の巻き付け点となるクランプユニット13を支点にして、振り子運動するので、リール21から側線ワイヤ2の巻き付け点までの距離がほぼ一定に保たれ、巻き付けの際に、リール21から引き出される側線ワイヤ2が緩んだりせず、一定の張力下で側線ワイヤ2が環状コア1に巻き付けられる。
【0038】
巻き付けの際にリール21から引き出される側線ワイヤ2が緩むと、この緩み量を吸収できるように、カセット23内とリール21との間に、所定の空間を設ける必要があり、リール21に巻き付ける側線ワイヤ2の巻き付け量を少なく制限しなければならないが、この発明では、リール21から引き出される側線ワイヤ2に緩みが生じにくく、一定の張力下で、側線ワイヤ2が引き出されるため、リール21とカセット23との間に側線ワイヤ2のスプリングバックを生じさせる空間が不要になり、その空間分だけ側線ワイヤ2をカセット23内により多く巻くことが可能になる。したがって、この発明では、巻量の多いリール21の使用が可能であるため、リール21の掛け替え頻度が少なくなり、装置の稼働率の向上を図ることができる。
【0039】
また、上記のように、リール21から環状コア1の巻き付け点までの距離がほぼ一定で、リール21から側線ワイヤ2を引き出す際、側線ワイヤ2が緩まなくなったので、スプリングバックを考慮した側線ワイヤ2のコイル径の調整は必要でないが、環状コア1への側線ワイヤ2を螺旋状に巻き付ける際に、効果的に側線ワイヤ2の剛性を分散させることができるように、側線ワイヤ2のコイル径の大きい側での調整は必要であり、リール21に巻き取られた側線ワイヤ2のコイル径は、事前に次式のいずれかを満足するように調整されていることが好ましい。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【0040】
側線ワイヤ2を巻いたリール21の移動軌跡と、振り子運動する環状コア1の移動軌跡とを、図示すると、図8のようになる。
即ち、リール21が、環状コア1の外側の図8(a)に示す位置にある状態から、図8(b)に示す環状コア1の輪の中にリール21が位置する状態まで環状コア1を振り子運動させ、この図8(b)に示す位置で、リール21を図8(c)に示す環状コア1の反対面に移し替え、次いで、環状コア1の反対面にリール21がある状態で、図8(c)に示す位置から図8(d)に示す環状コア1の輪の外にリール21が位置する状態まで、環状コア1を振り子運動させ、リール21を環状コア1の反対面から元の面の始点位置(図8の(a)の位置)に戻すというサイクルを繰り返す。このように、この発明では、図8の(a)→(b)→(c)→(d)→(a)のように、リール21に対して、環状コア2を振り子移動させ、図8の(b)→(c)、(d)→(a)のように、環状コア1のコア面に対してリール21を直角移動させることにより、側線ワイヤ2を環状コア1の周囲に螺旋状に巻き付けている。
【0041】
このリール21が環状コア1を直角に横断する際の移動量は、環状コア1をくぐり抜けるだけの最小限でよく、環状コア1の面に対する巻き付け振れ角βSが、29度を超えないようにすることが好ましい。29度を超えると、撚り角との差が大きくなり、側線ワイヤ2の整列性、配列性に悪影響を及ぼす。
【0042】
なお、スイング式を採用する上記の実施の形態は、環状コア1に側線ワイヤ2をS方向に巻き付ける内容であるが、更に2層、3層と積層することも可能であり、2層積層でZ方向に巻きつける場合はリール21の横断方向を逆方向、図8の(d)→(c)→(b)→(a)→(d)にするのと、スタンド14の左右方向の位置、クランプユニット13の上下方向の位置、コの字溝形状ローラの交換及び上下方向位置調整だけで行える。以後3層、4層実施への切り替えも1層及び2層のときと同様である。
【0043】
以上のスイング式を採用する装置を使用して、種々の条件で実際に1層積層及び2層積層ビードコードを作製して、製品の蛇行性及び成形性の評価を行った。両特性に最も影響を与えるのは環状コア面に対する巻き付け振れ角βSで、次に側線ワイヤの張力及び側線ワイヤの予め調整されるコイル径であることが解った。表1にその結果を示す。
また、図20に示すように、固定設置された側線ワイヤ2のリール3に対して、環状コア1が近接と離間を繰り返すように直線的に往復動させ、環状コア1がリール3に対して近接する際に、側線ワイヤが緩む方式の製造方法により、製造したものを従来例として示した。
【0044】
なお、表1の評価項目の蛇行性及び成形性は次の方法によって評価を行った。
(1)蛇行性
コードを定盤等の平面上に置き、コードが定盤から浮いている箇所の最大隙間をスケールで測定して次のように評価した。試料数nは20本である。
◎:隙間0.5mm以下が11本以上あり、他は全て隙間が1.0mm以下である。
○:隙間0.5mm以下が11本未満であり、隙間1.0mm以下が11本以上ある。
△:隙間1.0mm以下が11本未満であり、隙間1.5mm以下が11本以上ある。
×:隙間1.5mm以下が11本未満である。
(2)成形性
環状コアまたは一層巻き中間線表面への側線ワイヤの配列性を目視で評価した。試料数nは20本である。
◎:20本とも配列の乱れがない。
○:配列の乱れのないものが18本以上ある。
△:配列の乱れのないものが10本以上且つ、18本未満である。
×:配列の乱れのないものが10本未満である。
(3)巻量指数
側線ワイヤのリールに対して、環状コアが近接と離間を繰り返すように直線的に往復動させ、側線ワイヤと環状コアの巻き付け点までの距離が変化する巻き方を従来例とし、その巻量を100とした場合、この発明で巻付け可能な巻量を指数で示した。
【0045】
【表1】
【0046】
この発明の同芯撚りビードコードの製造方法を可能にするボックス移動式を採用する製造装置の一例を図9〜図16に基づいて説明する。
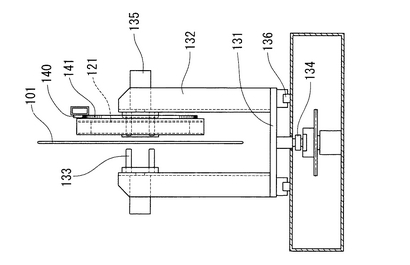
このボックス移動式を採用する製造装置は、環状コア101を周方向に回転させるために駆動モータと連結された2つのピンチローラ111a、111bからなるドライビングユニット110と、リール121に巻かれた側線ワイヤ102を環状コア101の巻き付け部に供給する側線ワイヤ102のサプライ部120と、環状コア面に対して平行に環状コア101の外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に環状コアをくぐれる距離だけ僅かに直角に移動させ(ここまでで半巻き)、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻して一巻きを完了させるスライドユニット130とからなる。
【0047】
スライドユニット130は、駆動モータ137と連結されたクランク機構134によって、環状コア面と平行に配置したレール136に沿って平行に往復動する移動台131と、この移動台131に設けられた環状コア面を近接した位置で挟む前後一対の対向するカセットスタンド132とからなる。
【0048】
一対のカセットスタンド132の上部には、側線ワイヤ102のサプライ部120が設置されている。サプライ部120は、側線ワイヤ102を巻き取ったリール121と、このリール121の外径より少し大きい径で、且つ少なくともリール内幅に相当する円筒形状の外周壁を有するカセット122とからなる。リール121は側線ワイヤ102の巻き面全体を被うようにカセット122内に回転可能に収容され、所謂カートリッジ化されている。カセット122の外周壁には、巻き出し穴122aが形成され、この巻き出し穴122aから側線ワイヤ102が環状コア101の巻き付け点に向かって引き出されている。側線ワイヤ102は、予め調整されたコイル径でリール121に巻かれており、サプライ部120のカセット122内にセットされている。
【0049】
上記一対のカセットスタンド132の上部対向位置には、それぞれカセット122を抜き差し自在に装着することができるガイドロッド133と、一方のガイドロッド133に装着されたカセット122を他方のガイドロッド133に移し変える移し変え機構とが設置されている。この移し変え機構は、図12及び図13に示すように、エアーシリンダ135によって出入りするロッド138aと、このロッド138aの先端に設けられたカセット122の中心部を押す押し出し板138bとによって構成され、エアーシリンダ135のロッド138aを伸ばし、押し出し板138bによってカセット122の中心部を押すことにより、一方のガイドロッド133に装着されたカセット122を他方のガイドロッド133に移し変えることができる。
【0050】
上記ドライビングユニット110には、環状コア101を回転させる2つのピンチローラ111a、111bと、ピンチローラ111a、111bの上部に、環状コア101と側線ワイヤ102の巻き付け点の周囲を囲み、巻き付け点の位置決めを行うクランプユニット104を備えている。なお、この例では環状コア101を垂直にして横振れを抑えて、周方向に回転させている。
【0051】
上記2個のローラ104a、104bからなるクランプユニット104は、環状コア101の横方向の振れを防止し、最終仕上げコード径でもルーズに案内しながら、安定した周方向回転を維持し、側線ワイヤ102の撚り口として、巻き付け点を固定する機能を持たせればよいので、溝形状は特に拘らず、図14(a)に示すように、コ字形の溝形状のほか、図14(b)に示す円弧状の溝形状、図14(c)に示すV字形の溝形状でもよい。
【0052】
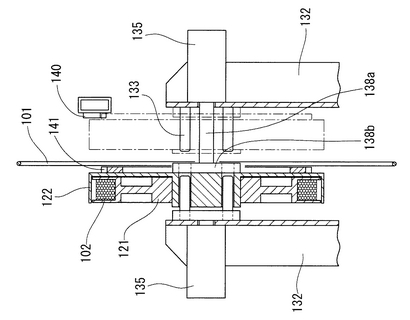
環状コア101の側線ワイヤ102の巻き付け点に対し、接近及び離間を繰り返すリール121の移動の内、接近移動の時に、リール121の軌道上の上部位置に沿うようにラック140がスタンド114に固定されている。このラック140に噛み合うように、リール121を収容したカセット122の背面にはピニオン141を取り付けている。ラック140とピニオン141との噛み合い比率は、リール121が環状コア101に接近するのに伴う側線ワイヤ102の緩み量だけ、リール121を巻き出し方向と逆方向に回転させるように設定している。その結果、リール121が環状コア101に対して接近移動する際に、側線ワイヤ102が緩みなく、環状コア101内まで送られることになるので、側線ワイヤ102の蛇行性及び成形性が向上するだけでなく、側線ワイヤ102のリール121への巻き量を大幅に多くすることができ、装置の稼働率を向上することができる。
このボックス移動式では、環状コア101の側線ワイヤの巻き付け点に対する接近移動の時に、リール121を逆回転させることにより、側線ワイヤ102の緩みを防止することができるため、リール121内で側線ワイヤ102に予めリール121の外径より小さいコイル径を付与しておいて、リール121内で強いスプリングバックを発生させる必要がない。したがって、側線ワイヤ102に予め付与するコイル径を大きくしても、リール121内で側線ワイヤ102のもつれが生じないので、側線ワイヤ102のコイル径の上限を上げることにより、ビードコードの面内耐変形力を向上させることが可能になる。
【0053】
側線ワイヤ102の巻き付け開始は確実性を期し、人的手段により未加硫ゴムシートや粘着テープで側線ワイヤ102の先端を環状コア101に仮止めする。未加硫ゴムシートはタイヤ用ゴムと同質のため、後で取り除く必要はない。このように側線ワイヤ102の先端を環状コア101に仮止めしてから、環状コア101を周方向に回転させると、側線ワイヤ2は環状コア面に対してS巻きの場合は向かって右側を、リールが環状コアに当たらない程度の間隔で環状コアの外側から内側に平行に移動をしていき、側線ワイヤ102の環状コア101への巻き付けが始まる。リール121が環状コアに当たらない所までカセット122を移動させ、カセットスタンド132の上部に設けてあるエアーシリンダ135により、リール121を環状コア面に対して直角に移動させ、他方のカセットスタンド132のガイドロッド133にカセット122を移し変えると、巻き付けが半巻き行われる。その後、環状コア面に対して、往路とは反対に左側を環状コア1の内側から外側に向かって平行に移動して、カセット122内のリール121をスタート位置まで戻す。リール121をスタート位置まで戻すため、再びエアーシリンダ135によりカセット122と共にリール121を環状コア面に対して直角に移動させて1巻き付けを完了する。なお、環状コア面に対してリール121を平行に移動させるのは、装置下部にあるスライドユニット130が行う。
【0054】
このリール121の一連の動きは、細長いボックス型の移動であり、このような不規則な動きを駆動モータ137とエアーシリンダ135を同期させて連続的に行っている。また、リール121が環状コア101に接近するのに伴う側線ワイヤ102の緩み量だけ、リール121を巻き出し方向と逆方向に回転させるようにして、側線ワイヤ2に緩みが生じないようにしている。
【0055】
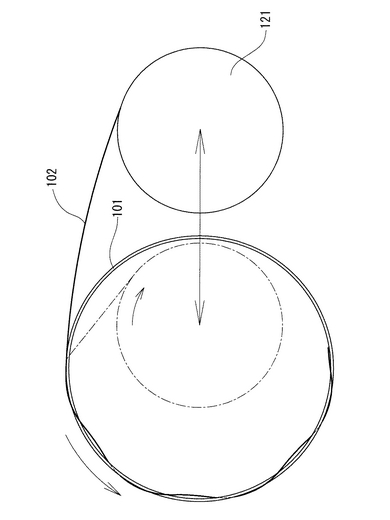
側線ワイヤ102を巻いたリール121は、図15に示すように、スライドユニット130により往復動する。そして、このリール121の移動軌跡を概念図で示すと、図16のようになる。
即ち、リール121は、環状コア101面に対して環状コア1の外側の図16(a)に示す始点位置から内側へ向かって図16(b)に示すリール121が環状コア101の輪の中を通る位置まで移動する。そして、この図16(b)に示す位置で、図16(c)に示す環状コア101の反対面に移動し、環状コア101の反対面を環状コア101の内側の図16(c)に示す位置から図16(d)に示す外側の位置まで移動した後、環状コア1の反対面から元の面の始点位置(図16の(a)の位置)に戻るというサイクルを繰り返す。このように、この発明では、図16の(a)→(b)→(c)→(d)→(a)のように、リール121を移動させて、側線ワイヤ102を環状コア101の周囲に螺旋状に巻き付けており、図16の(a)→(b)、(c)→(d)が環状コア101のコア面に対して移動、(b)→(c)、(d)→(a)がコア面に対して直角移動するようにしている。
【0056】
なお、以上のボックス移動式を採用する実施の形態は、環状コア101に側線ワイヤ102をS方向に巻き付ける内容であるが、更に2層、3層と積層することも可能であり、2層積層でZ方向に巻きつける場合はボックス型移動の向きを反対方向、図16の(d)→(c)→(b)→(a)→(d)にするのとクランプユニット104の上下方向の位置及びコの字溝形状ローラの交換だけで行える。以後3層、4層実施への切り替えも1層及び2層のときと同様である。
【0057】
以上のボックス移動式を採用する装置を使用して、種々の条件で実際に1層積層及び2層積層ビードコードを作製して、製品の蛇行性及び成形性の評価を行った。両特性に最も影響を与えるのは環状コア面に対する巻き付け振れ角βSで、次に側線ワイヤの張力及び側線ワイヤの予め調整されるコイル径であることが解った。表2にその結果を示す。
また、側線ワイヤ102のリール121が、環状コア101の側線ワイヤ102の巻き付け点に対する接近移動の時に、接近移動の距離に応じて、ラック140とピニオン141との噛み合わせにより、側線ワイヤ102の巻き出し方向と逆方向に逆回転させて、側線ワイヤ102の緩みを防止する機構の有無により、側線ワイヤ102のリール121への巻き量を指数で示した。但し、緩みを防止する機構がない場合を、100とした。
【0058】
なお、表2の評価項目の蛇行性及び成形性は、表1と同様である。
【0059】
【表2】
【図面の簡単な説明】
【0060】
【図1】この発明に係る環状同芯撚りビードコードのスイング式の製造装置の一例を示す斜視図である。
【図2】環状コアの振り子運動の周期の一端でリールが環状コアの輪の外に位置する状態を実線で示し、環状コアの振り子運動の周期の他端でリールが環状コアの輪の中に位置する状態を鎖線で示した図1の装置の正面図である。
【図3】図2とは反対に、環状コアの振り子運動の周期の一端でリールが環状コアの輪の中に位置する状態を実線で示し、環状コアの振り子運動の周期の他端でリールが環状コアの輪の外に位置する状態を鎖線で示した図1の装置の正面図である。
【図4】環状コアが図2の実線位置にある状態を示した図1の装置の平面図である。
【図5】環状コアが図2の実線位置にある状態を示した図1の装置の側面図である。
【図6】環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構部分の縦断側面図である。
【図7】(a)、(b)、(c)は、それぞれドライビングユニットに設けられたクランプユニットの各例を示す側面図である。
【図8】(a)〜(d)は、この発明の環状同芯撚りビードコードを製造する際のリールの移動状態を平面的に見た概念図である。
【図9】この発明に係る環状同芯撚りビードコードのボックス移動式の製造装置の一例を示す正面である。
【図10】ラックとピニオンによる緩み防止機構を示す図9の装置の部分正面図である。
【図11】図9の装置の平面図である。
【図12】リール受け渡し機構を示す図9の装置の側面図である。
【図13】リール受け渡し機構の詳細を示す図9の装置の一部縦断側面図である。
【図14】(a)、(b)、(c)は、それぞれドライビングユニットに設けられたクランプユニットの各例を示す側面図である。
【図15】この発明の環状同芯撚りビードコードを製造するボックス移動式の製造装置のリールの移動状態を正面から見た概念図である。
【図16】(a)〜(d)は、この発明の環状同芯撚りビードコードを製造するボックス移動式の製造装置のリールの移動状態を平面的に見た概念図である。
【図17】(a)は環状同芯撚りビードコードの全体図、(b)は環状同芯撚りビードコードの部分を示す斜視図である。
【図18】従来の環状同芯撚りビードコードを製造する際のボビンの移動状態を正面側から見た概念図である。
【図19】(a)〜(b)は、従来の環状同芯撚りビードコードを製造する際のボビンの移動状態を平面的に見た概念図である。
【図20】従来の環状同芯撚りビードコードの製造装置の他の例を示す概念図である。
【符号の説明】
【0061】
1 環状コア
2 側線ワイヤ
3 リール
4 ドライビングユニット
10 ドライビングユニット
11 保持アーム
12a、12b ピンチローラ
13 クランプユニット
13a、13b ローラ
14 スタンド
20 サプライ部
21 リール
22 カセットスタンド
23 カセット
23a 巻き出し穴
24 ガイドロッド
25 エアーシリンダ
26 ロッド
27 押し出し板
30 揺動機構
31 回転円盤
32 クランクシャフト
101 環状コア
102 側線ワイヤ
104 クランプユニット
110 ドライビングユニット
104a、104b ローラ
111a、111b ピンチローラ
120 サプライ部
121 リール
122 カセット
122a 巻き出し穴
130 スライドユニット
131 移動台
132 カセットスタンド
133 ガイドロッド
134 クランク機構
135 エアーシリンダ
136 レール
137 駆動モータ
138a ロッド
140 ラック
141 ピニオン
【特許請求の範囲】
【請求項1】
環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させることを特徴とする環状同芯撚りビードコードの製造方法。
【請求項2】
環状コアへの側線ワイヤの巻き付け点を支点にして前記環状コアを、環状コア面に沿って振り子運動させ、振り子周期の一端で、前記リールが環状コアの輪の中を横断する位置に、振り子周期の他端で、前記リールが環状コアの輪の外を横断する位置に移動させ、前記リールを、環状コアの輪の中と外で、環状コア面に対して横断移動を繰り返すことにより、リールから引き出される側線ワイヤを環状コアの周囲に螺旋状に巻き続けることを特徴とする請求項1に記載の環状同芯撚りビードコードの製造方法。
【請求項3】
前記リールの巻回移動が、環状コア面に対して、順次平行移動、直角移動、平行移動、直角移動のサイクルを繰り返し、側線ワイヤを巻いたリールが、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させるようにする請求項1に記載の環状同芯撚りビードコードの製造方法。
【請求項4】
側線ワイヤの巻始め端末を未加硫又は半加硫ゴムシートで仮止めして、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けることを特徴とする請求項1〜3のいずれかの項に記載の環状同芯撚りビードコードの製造方法。
【請求項5】
前記リールに巻き取られた側線ワイヤのコイル径が、事前に次式のいずれかを満足するように調整されていることを特徴とする請求項1〜4のいずれかの項に記載の環状同芯撚りビードコードの製造方法。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【請求項6】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する固定設置された側線ワイヤのサプライ部と、側線ワイヤの環状コアへの巻付け部の巻付け点を支点として環状コアをその面に沿って振り子運動させる揺動ユニットと、固定設置される側線ワイヤのサプライ部に設けられ、環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構とを備え、固定設置されたサプライ部のリールが、環状コアの振り子運動の周期の一端で、環状コアの輪の中に位置し、環状コアの振り子運動の周期の他端で、環状コアの輪の外に位置するように、環状コアを側線ワイヤの巻付け点を支点として振り子運動させる環状同芯撚りビードコードの製造装置。
【請求項7】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する側線ワイヤのサプライ部と、サプライ部のリールを、環状コア面に対して平行に環状コアの外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に直角に移動させ、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻すスライドユニットと、環状コアの巻き付け点に対し、接近及び離間を繰り返すリールの移動の内、接近移動の時に、リールの軌道上の上部位置に沿うように設けられたラックに、リール背面のピニオンを噛み合わせて、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させる側線ワイヤの緩み防止機構とを備える環状同芯撚りビードコードの製造装置。
【請求項8】
前記ドライビングユニットに、環状コアを回転させる2つのピンチローラと、この2つのピンチローラの側線ワイヤのサプライ部側に、環状コアをルーズに案内するクランプユニットとを設け、このクランプユニットを、側線ワイヤのサプライ部から供給された側線ワイヤを環状コアに巻付ける際の巻付け点にした請求項6又は7記載の環状同芯撚りビードコードの製造装置。
【請求項9】
側線ワイヤのサプライ部に、環状コアの輪の中を通して環状コアの反対面に環状コアをリールがくぐれる最小限の距離をおいて対向する2つのリール受け渡し機構を設けた請求項6〜8のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【請求項10】
側線ワイヤのサプライ部が、リール外径より少し大きい径で、且つリール内幅に相当する円筒形の外周壁を有するカセット内に、リールを回転可能に収容し、カセットの外周壁に設けた引き出し孔から側線ワイヤを引き出すようにした請求項6〜9のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【特許請求の範囲】
【請求項1】
環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させることにより、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、上記リールの巻回移動が、環状コア面に対して、順次平行移動、直角移動、平行移動、直角移動のサイクルを繰り返し、側線ワイヤを巻いたリールが、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させるようにすることを特徴とする環状同芯撚りビードコードの製造方法。
【請求項2】
環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させることにより、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、環状コアへの側線ワイヤの巻き付け点を支点にして前記環状コアを、環状コア面に沿って振り子運動させ、振り子周期の一端で、前記リールが環状コアの輪の中を横断する位置に、振り子周期の他端で、前記リールが環状コアの輪の外を横断する位置に移動させ、前記リールを、環状コアの輪の中と外で、環状コア面に対して横断移動を繰り返すことにより、リールから引き出される側線ワイヤを環状コアの周囲に螺旋状に巻き続けることを特徴とする環状同芯撚りビードコードの製造方法。
【請求項3】
側線ワイヤの巻始め端末を未加硫又は半加硫ゴムシートで仮止めして、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けることを特徴とする請求項1又は2に記載の環状同芯撚りビードコードの製造方法。
【請求項4】
前記リールに巻き取られた側線ワイヤのコイル径が、事前に次式のいずれかを満足するように調整されていることを特徴とする請求項1〜3のいずれかの項に記載の環状同芯撚りビードコードの製造方法。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【請求項5】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する固定設置された側線ワイヤのサプライ部と、側線ワイヤの環状コアへの巻付け部の巻付け点を支点として環状コアをその面に沿って振り子運動させる揺動ユニットと、固定設置される側線ワイヤのサプライ部に設けられ、環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構とを備え、固定設置されたサプライ部のリールが、環状コアの振り子運動の周期の一端で、環状コアの輪の中に位置し、環状コアの振り子運動の周期の他端で、環状コアの輪の外に位置するように、環状コアを側線ワイヤの巻付け点を支点として振り子運動させる環状同芯撚りビードコードの製造装置。
【請求項6】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する側線ワイヤのサプライ部と、サプライ部のリールを、環状コア面に対して平行に環状コアの外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に直角に移動させ、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻すスライドユニットと、環状コアの巻き付け点に対し、接近及び離間を繰り返すリールの移動の内、接近移動の時に、リールの軌道上の上部位置に沿うように設けられたラックに、リール背面のピニオンを噛み合わせて、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させる側線ワイヤの緩み防止機構とを備える環状同芯撚りビードコードの製造装置。
【請求項7】
前記ドライビングユニットに、環状コアを回転させる2つのピンチローラと、この2つのピンチローラの側線ワイヤのサプライ部側に、環状コアをルーズに案内するクランプユニットとを設け、このクランプユニットを、側線ワイヤのサプライ部から供給された側線ワイヤを環状コアに巻付ける際の巻付け点にした請求項5又は6記載の環状同芯撚りビードコードの製造装置。
【請求項8】
側線ワイヤのサプライ部に、環状コアの輪の中を通して環状コアの反対面に環状コアをリールがくぐれる最小限の距離をおいて対向する2つのリール受け渡し機構を設けた請求項5〜7のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【請求項9】
側線ワイヤのサプライ部が、リール外径より少し大きい径で、且つリール内幅に相当する円筒形の外周壁を有するカセット内に、リールを回転可能に収容し、カセットの外周壁に設けた引き出し孔から側線ワイヤを引き出すようにした請求項5〜8のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【請求項1】
環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させることを特徴とする環状同芯撚りビードコードの製造方法。
【請求項2】
環状コアへの側線ワイヤの巻き付け点を支点にして前記環状コアを、環状コア面に沿って振り子運動させ、振り子周期の一端で、前記リールが環状コアの輪の中を横断する位置に、振り子周期の他端で、前記リールが環状コアの輪の外を横断する位置に移動させ、前記リールを、環状コアの輪の中と外で、環状コア面に対して横断移動を繰り返すことにより、リールから引き出される側線ワイヤを環状コアの周囲に螺旋状に巻き続けることを特徴とする請求項1に記載の環状同芯撚りビードコードの製造方法。
【請求項3】
前記リールの巻回移動が、環状コア面に対して、順次平行移動、直角移動、平行移動、直角移動のサイクルを繰り返し、側線ワイヤを巻いたリールが、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させるようにする請求項1に記載の環状同芯撚りビードコードの製造方法。
【請求項4】
側線ワイヤの巻始め端末を未加硫又は半加硫ゴムシートで仮止めして、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けることを特徴とする請求項1〜3のいずれかの項に記載の環状同芯撚りビードコードの製造方法。
【請求項5】
前記リールに巻き取られた側線ワイヤのコイル径が、事前に次式のいずれかを満足するように調整されていることを特徴とする請求項1〜4のいずれかの項に記載の環状同芯撚りビードコードの製造方法。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【請求項6】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する固定設置された側線ワイヤのサプライ部と、側線ワイヤの環状コアへの巻付け部の巻付け点を支点として環状コアをその面に沿って振り子運動させる揺動ユニットと、固定設置される側線ワイヤのサプライ部に設けられ、環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構とを備え、固定設置されたサプライ部のリールが、環状コアの振り子運動の周期の一端で、環状コアの輪の中に位置し、環状コアの振り子運動の周期の他端で、環状コアの輪の外に位置するように、環状コアを側線ワイヤの巻付け点を支点として振り子運動させる環状同芯撚りビードコードの製造装置。
【請求項7】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する側線ワイヤのサプライ部と、サプライ部のリールを、環状コア面に対して平行に環状コアの外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に直角に移動させ、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻すスライドユニットと、環状コアの巻き付け点に対し、接近及び離間を繰り返すリールの移動の内、接近移動の時に、リールの軌道上の上部位置に沿うように設けられたラックに、リール背面のピニオンを噛み合わせて、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させる側線ワイヤの緩み防止機構とを備える環状同芯撚りビードコードの製造装置。
【請求項8】
前記ドライビングユニットに、環状コアを回転させる2つのピンチローラと、この2つのピンチローラの側線ワイヤのサプライ部側に、環状コアをルーズに案内するクランプユニットとを設け、このクランプユニットを、側線ワイヤのサプライ部から供給された側線ワイヤを環状コアに巻付ける際の巻付け点にした請求項6又は7記載の環状同芯撚りビードコードの製造装置。
【請求項9】
側線ワイヤのサプライ部に、環状コアの輪の中を通して環状コアの反対面に環状コアをリールがくぐれる最小限の距離をおいて対向する2つのリール受け渡し機構を設けた請求項6〜8のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【請求項10】
側線ワイヤのサプライ部が、リール外径より少し大きい径で、且つリール内幅に相当する円筒形の外周壁を有するカセット内に、リールを回転可能に収容し、カセットの外周壁に設けた引き出し孔から側線ワイヤを引き出すようにした請求項6〜9のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【特許請求の範囲】
【請求項1】
環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させることにより、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、上記リールの巻回移動が、環状コア面に対して、順次平行移動、直角移動、平行移動、直角移動のサイクルを繰り返し、側線ワイヤを巻いたリールが、環状コアの側線ワイヤの巻き付け点に対し、接近及び離間を繰り返す移動の内、接近移動の際に、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させるようにすることを特徴とする環状同芯撚りビードコードの製造方法。
【請求項2】
環状コアを周方向に回転させながら、該環状コアの輪の中と外で、側線ワイヤを巻いたリールを環状コア面に対して横断往復させて巻回移動を繰り返し、リールから引き出される側線ワイヤを、環状コア面に対する側線ワイヤの巻き付け振れ角βSが、29度を超えないようにリールを横断移動させることにより、環状コアの周囲に螺旋状に巻き続けてシース層を一層又は複数層形成する環状同芯撚りビードコードの製造方法において、環状コアへの側線ワイヤの巻き付け点を支点にして前記環状コアを、環状コア面に沿って振り子運動させ、振り子周期の一端で、前記リールが環状コアの輪の中を横断する位置に、振り子周期の他端で、前記リールが環状コアの輪の外を横断する位置に移動させ、前記リールを、環状コアの輪の中と外で、環状コア面に対して横断移動を繰り返すことにより、リールから引き出される側線ワイヤを環状コアの周囲に螺旋状に巻き続けることを特徴とする環状同芯撚りビードコードの製造方法。
【請求項3】
側線ワイヤの巻始め端末を未加硫又は半加硫ゴムシートで仮止めして、リールから引き出される側線ワイヤを、環状コアの周囲に螺旋状に巻き続けることを特徴とする請求項1又は2に記載の環状同芯撚りビードコードの製造方法。
【請求項4】
前記リールに巻き取られた側線ワイヤのコイル径が、事前に次式のいずれかを満足するように調整されていることを特徴とする請求項1〜3のいずれかの項に記載の環状同芯撚りビードコードの製造方法。
0.90DR≦DSO≦3.3DR
又は
0.55DC≦DSO≦2.0DC
式中、DRは、リールの外径、DSOは、調整された側線ワイヤのコイル径、DCは、環状コアの中心径である。
【請求項5】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する固定設置された側線ワイヤのサプライ部と、側線ワイヤの環状コアへの巻付け部の巻付け点を支点として環状コアをその面に沿って振り子運動させる揺動ユニットと、固定設置される側線ワイヤのサプライ部に設けられ、環状コアの振り子運動を妨げない距離をおいて環状コアの面を挟んで対向するリール受け渡し機構とを備え、固定設置されたサプライ部のリールが、環状コアの振り子運動の周期の一端で、環状コアの輪の中に位置し、環状コアの振り子運動の周期の他端で、環状コアの輪の外に位置するように、環状コアを側線ワイヤの巻付け点を支点として振り子運動させる環状同芯撚りビードコードの製造装置。
【請求項6】
環状コアを周方向に回転させるドライビングユニットと、リールに巻かれた側線ワイヤを環状コアの巻き付け部に供給する側線ワイヤのサプライ部と、サプライ部のリールを、環状コア面に対して平行に環状コアの外側から内側へ向かって移動させ、環状コアの輪の中を通して環状コアの反対面に直角に移動させ、環状コアの反対面と平行に環状コアの内側から外側へ移動させ、環状コアの反対面から元の面の始点位置に直角に移動させて戻すスライドユニットと、環状コアの巻き付け点に対し、接近及び離間を繰り返すリールの移動の内、接近移動の時に、リールの軌道上の上部位置に沿うように設けられたラックに、リール背面のピニオンを噛み合わせて、リールが環状コアに接近するのに伴って、環状コアに接近するリールを巻き出し方向と逆方向に回転させる側線ワイヤの緩み防止機構とを備える環状同芯撚りビードコードの製造装置。
【請求項7】
前記ドライビングユニットに、環状コアを回転させる2つのピンチローラと、この2つのピンチローラの側線ワイヤのサプライ部側に、環状コアをルーズに案内するクランプユニットとを設け、このクランプユニットを、側線ワイヤのサプライ部から供給された側線ワイヤを環状コアに巻付ける際の巻付け点にした請求項5又は6記載の環状同芯撚りビードコードの製造装置。
【請求項8】
側線ワイヤのサプライ部に、環状コアの輪の中を通して環状コアの反対面に環状コアをリールがくぐれる最小限の距離をおいて対向する2つのリール受け渡し機構を設けた請求項5〜7のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【請求項9】
側線ワイヤのサプライ部が、リール外径より少し大きい径で、且つリール内幅に相当する円筒形の外周壁を有するカセット内に、リールを回転可能に収容し、カセットの外周壁に設けた引き出し孔から側線ワイヤを引き出すようにした請求項5〜8のいずれかの項に記載の環状同芯撚りビードコードの製造装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2006−110981(P2006−110981A)
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願番号】特願2005−20201(P2005−20201)
【出願日】平成17年1月27日(2005.1.27)
【特許番号】特許第3745771号(P3745771)
【特許公報発行日】平成18年2月15日(2006.2.15)
【出願人】(302061613)住友電工スチールワイヤー株式会社 (163)
【出願人】(504211429)栃木住友電工株式会社 (50)
【Fターム(参考)】
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願日】平成17年1月27日(2005.1.27)
【特許番号】特許第3745771号(P3745771)
【特許公報発行日】平成18年2月15日(2006.2.15)
【出願人】(302061613)住友電工スチールワイヤー株式会社 (163)
【出願人】(504211429)栃木住友電工株式会社 (50)
【Fターム(参考)】
[ Back to top ]