
環状部材、帯電装置、画像形成装置、及び環状部材の製造方法
【課題】発泡ゴム層と非発泡ゴム層とが界面を介して非連続で形成されている場合に比べて、非発泡ゴム層の剥がれの抑制された環状部材、帯電装置、画像形成装置、及び環状部材の製造方法を提供する。
【解決手段】芯体12と、芯体12上に設けられた発泡ゴム層14Aと、発泡ゴム層14Aに界面無く連続して設けられた非発泡ゴム層14Bと、を備えた環状部材10とする。
【解決手段】芯体12と、芯体12上に設けられた発泡ゴム層14Aと、発泡ゴム層14Aに界面無く連続して設けられた非発泡ゴム層14Bと、を備えた環状部材10とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、環状部材、帯電装置、画像形成装置、及び環状部材の製造方法に関する。
【背景技術】
【0002】
特許文献1には、軸体の外周面上に発泡ゴム層を設け、その発泡ゴム層の上に発泡ゴム層よりスコーチ時間の短い非発泡ゴム層を設けた2層構成のゴムロールが記載されている。
【0003】
特許文献2には、水分を含むゴム組成物を加硫することで、発泡ゴム部材を調整することが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−156917号公報
【特許文献2】特開2006−117870号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、発泡ゴム層と非発泡ゴム層とが界面を介して非連続で形成されている場合に比べて、非発泡ゴム層の剥がれの抑制された環状部材、帯電装置、画像形成装置、及び環状部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、芯体と、前記芯体上に設けられた発泡ゴム層と、前記発泡ゴム層に界面無く連続して設けられた非発泡ゴム層と、を備えた環状部材である。
【0007】
請求項2に係る発明は、前記発泡ゴム層が連続気泡を含む請求項1に記載の環状部材である。
【0008】
請求項3に係る発明は、請求項1または請求項2に記載の環状部材を備えた帯電装置である。
【0009】
請求項4に係る発明は、像保持体と、前記像保持体を帯電する帯電装置と、前記帯電装置によって帯電された前記像保持体に静電潜像を形成する潜像形成装置と、前記像保持体上の静電潜像をトナーによって現像する現像装置と、前記現像装置によって前記像保持体上に形成されたトナー像を被転写体へ転写する転写装置と、を有し、前記帯電装置、前記現像装置、及び前記転写装置の少なくとも1つが請求項1または請求項2に記載の環状部材を備えた画像形成装置である。
【0010】
請求項5に係る発明は、水分を含む未加硫のゴム組成物からなる環状の第1の層を形成する第1の工程と、前記第1の工程によって形成された第1の層内の水分が気化する温度未満の熱を該第1の層の外周側から加えることで、該第1の層の外周側の領域のみを早期加硫の状態とする第2の工程と、前記第2の工程の後に、前記第1の層内の水分が気化する温度以上の熱を加えることで前記第1の層を加硫する第3の工程と、を備えた請求項1または請求項2に記載の環状部材の製造方法である。
【0011】
請求項6に係る発明は、前記未加硫のゴム組成物は、水分を含んだ無機充填剤を含む請求項5に記載の環状部材の製造方法である。
請求項7に係る発明は、前記未加硫のゴム組成物は、水分を含んだ無機充填剤の凝集体を含む請求項5または請求項6に記載の環状部材の製造方法である。
【発明の効果】
【0012】
請求項1に係る発明によれば、発泡ゴム層と非発泡ゴム層とが界面を介して非連続で形成されている場合に比べて、非発泡ゴム層の剥がれの抑制された環状部材が提供される、という効果を奏する。
【0013】
請求項2に係る発明によれば、発泡ゴム層に連続気泡が含まれない場合に比べて、ゴム硬度が低減できる、という効果を奏する。
【0014】
請求項3に係る発明によれば、本発明における環状部材を備えない構成に比べて、非発泡ゴム層の剥がれによる不具合の抑制された帯電装置が提供される、という効果を奏する。
【0015】
請求項4に係る発明によれば、本発明における帯電装置を備えない構成に比べて、非発泡ゴム層の剥がれによる不具合の抑制された画像形成装置が提供される、という効果を奏する。
【0016】
請求項5に係る発明によれば、第2の工程を経ずに環状部材を製造する場合に比べて、非発泡ゴム層の剥がれの抑制された環状部材が製造される、という効果を奏する。
【0017】
請求項6に係る発明によれば、本発明における無機充填剤を含まない場合に比べて、化学発泡剤を用いたことによる不具合の抑制された環状部材が製造される、という効果を奏する。
【0018】
請求項7に係る発明によれば、本発明における無機充填剤の凝集体を含まない場合に比べて、発泡ゴム層に含まれる気泡が容易に連続気泡とされる、という効果を奏する。
【図面の簡単な説明】
【0019】
【図1】本実施の形態の環状部材を示す模式図であり、(A)は幅方向に切断した断面図であり、(B)は、幅方向に交差する方向に切断した断面図である。
【図2】本実施の形態の環状部材の断面を拡大して示した模式図である。
【図3】(A),(B),(C) 本実施の形態の環状部材の製造工程を示す模式図である。
【図4】本実施の形態の環状部材の製造において用いられる押出成形装置の一例を示す模式図である。
【図5】本実施の形態の画像形成装置の一例を示す模式図である。
【図6】本実施の形態のプロセスカートリッジの一例を示す模式図である。
【発明を実施するための形態】
【0020】
(環状部材)
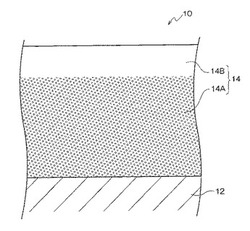
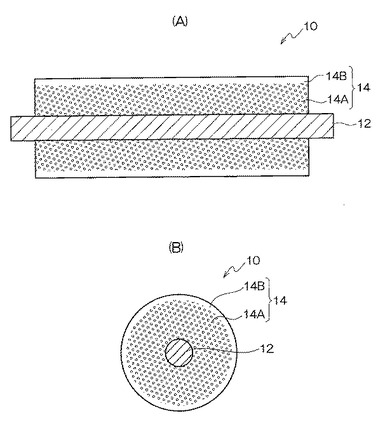
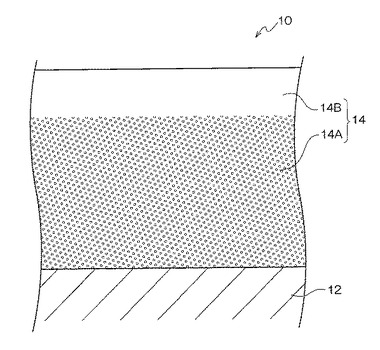
図1(A)及び図1(B)に示すように、本実施の形態の環状部材10は、芯体12と、芯体12の外側の面に設けられたゴム層14と、を備えている。ゴム層14は、気泡を含有する発泡ゴム層14Aと、気泡を含有しない非発泡ゴム層14Bと、の積層体とされており、非発泡ゴム層14Bが環状部材10の外側の層とされている。
これらの発泡ゴム層14Aと非発泡ゴム層14Bは、境界面無く連続して設けられている(図2参照)。
【0021】
なお、発泡ゴム層14Aが気泡を含有する、とは、発泡ゴム層14Aが層内に気泡を含有した層であることを示す。具体的には、発泡ゴム層14Aにおける気泡率Vsが50%以上であることを示している。
また、非発泡ゴム層14Bが気泡を含有しない、とは、非発泡ゴム層14Bが層内に気泡を含有しない層であることを示す。具体的には、非発泡ゴム層14Bにおける気泡率Vsが2%未満であることを示している。
【0022】
なお、「気泡率Vs」は、下記式(1)によって求められる。
【0023】
Vs=(ρ0/ρ1−1)×100(%)・・・・・(1)
【0024】
上記式(1)中、ρ1は、測定対象の層を構成するゴム材料(発泡ゴムまたは非発泡ゴム)の密度(g/cm3)を表し、ρ0は、測定対象の層を構成するゴム材料(発泡ゴムまたは非発泡ゴム)における固相部の密度(g/cm3)を表す。
なお、測定対象の層を構成するゴム材料(発泡ゴムまたは非発泡ゴム)の密度、該測定対象のゴム材料の固相部の密度は、エタノール中の質量と空気中の質量とを測定し、これから算出した。
【0025】
また、発泡ゴム層14Aと非発泡ゴム層14Bとが境界面無く連続して設けられている、とは、これらの2つの層が1つの連続相を構成していることを示している。本実施の形態では、発泡ゴム層14Aと非発泡ゴム層14Bとは、気泡を含有率が異なるのみで同じゴム材料からなる連続した相とされている。
【0026】
この2つの層が境界面無く連続して設けられていることは、下記方法にて確認される。具体的には、発泡ゴム層14Aと非発泡ゴム層14Bとからなるゴム層14について、株式会社島津製作所社製、商品名オートグラフAG−Xを用いて、室温23℃、湿度50%RH条件で非発泡ゴム層14Bと発泡ゴム層14A間において180℃剥離試験(つかみ具の移動速度は50.0mm/min)をしたときに、発泡ゴム層14Aで凝集破壊されるのであれば、連続して設けられていると確認される。
【0027】
以下、各層構成について詳細に説明する。
【0028】
(芯体)
芯体12は、環状部材10の電極及び支持部材として機能する円柱状の部材であり、例えば、その材質としては鉄(快削鋼等),銅,真鍮,ステンレス,アルミニウム,ニッケル等の金属が挙げられる。また、芯体12としては、外側の面にメッキ処理を施した部材(例えば樹脂や、セラミック部材)、導電剤の分散された部材(例えば樹脂や、セラミック部材)等も挙げられる。芯体12は、中空状の部材(筒状部材)であってもよし、非中空状の部材であってもよい。
【0029】
(ゴム層)
ゴム層14は、100Pa以下の外力印加により変形しても、もとの形状に復元する材料から構成されている。このゴム層14は、例えば、ゴム原料を主成分とするゴム材料から構成されている。なお、「主成分とする」とは、ゴム材料中のゴム原料の含有量が80質量%以上であることを示している。
【0030】
このゴム原料としては、エピクロルヒドリンゴム、エピクロルヒドリン−エチレンオキサイド2元共重合ゴム、エピクロルヒドリン−アリルグリシジルエーテル2元共重合体ゴム、エピクロルヒドリン−エチレンオキサイド−アリルグリシジルエーテル3元共重合ゴムが挙げられる。なかでも、エピクロルヒドリン−エチレンオキサイド−アリルグリシジルエーテル3元共重合体ゴムが挙げられる。
【0031】
なお、ゴム原料としては、エピクロルヒドリンゴムと、アクリロニトリル−ブタジエン共重合ゴムと、をブレンドしたものを用いてもよい。上記アクリロニトリル−ブタジエン共重合ゴムとしては、中ニトリル、中高ニトリル、高ニトリル、極高ニトリルが挙げられる。
このゴム原料として、エピクロルヒドリンゴムと、アクリロニトリル−ブタジエン共重合ゴムと、をブレンドしたものを用いる場合には、アクリロニトリル−ブタジエン共重合ゴムとしては、液状のアクリロニトリル−ブタジエン共重合ゴムを含有した共重合体ゴムを用いることがよい。この液状アクリロニトリル−ブタジエン共重合ゴムは、ゴム層14の成型時にゴムに流動性を与えて成形性が良好となる。この場合、エピクロルヒドリンゴム(A)と、アクリロニトリル−ブタジエン共重合ゴム(B)と、のブレンド比率としては(A):(B)=70:30以上95:5以下であることが挙げられる。
【0032】
なお、ゴム原料としては、吸水性のゴム原料を用いた構成としてもよい。ゴム原料として、吸水性のゴム原料を用いることで、後述する環状部材10の製造工程において、芯体12上に形成される未加硫ゴム層15(図3参照、詳細後述)が、水分を含む未加硫のゴム組成物からなる未加硫ゴム層15とされる(詳細は製造工程の説明において記載)。
この水分を含むゴム原料としては、エチレンオキサイドユニット含有の吸水性ゴムが挙げられる。また、必要に応じて、ガス透過性の小さいクロロプレンゴムや、クロロスルホン化ポリエチレンを配合してもよい。エチレンオキサイドユニット含有の吸水性ゴムをゴム原料として用いると、後述する未加硫ゴム層15中に含まれる水分は、主にエチレンオキサイドユニットに分子レベルの状態で保持されるため、未加硫ゴム層15中に含まれる水分が分散した状態で存在することとなる。
【0033】
ゴム層14を構成するゴム材料には、無機充填剤が添加されることがよい。ゴム材料に添加される無機充填剤としては、粒子の形状が、球状形、立方形、紡錘形、薄い板状(有機化合物で粒子表面が処理されていても、凝集体を形成しているものでも良い)であればよいが、比表面積が10m2/g以上であるものや、好ましくは比表面積15m2/g以上であるものがよい。また、ゴム材料に添加される無機充填剤としては、ゴム材料に添加される前の状態において、水分率が1.0%以上であるものがよい。
【0034】
なお、無機充填剤の水分率は公知のいずれの方法でも測定されるが、例えば、カールフィッシャー法(例えば実験化学講座 15(下)分析化学P241〜)にて測定される。
なお、この水分率の測定は、ゴム材料に添加される前の無機充填剤を、常温(約25℃)で湿度40%RH以上60%RH以下の環境下に1日以上放置した後に行、温度25℃湿度50%RHの環境下で測定したものである。なお、無機充填剤の水分率は、測定前に乾燥処理を行い、この乾燥条件や乾燥時間を調整することで調整される。
【0035】
また、無機充填剤の比表面積は、窒素置換法によって行う。具体的にはSA3100比表面積測定装置(コールター株式会社製)を用いて、3点法により測定される。
【0036】
無機充填剤として、水分率が1.0%以上の無機充填剤を用い、この無機充填剤をゴム材料に添加することで、後述する環状部材10の製造工程において、芯体12上に形成される未加硫ゴム層15(図3参照、詳細後述)が、水分を含む未加硫のゴム組成物からなる未加硫ゴム層15とされる(詳細は製造工程の説明において記載)。
【0037】
上記特性を満たす無機充填剤としては、具体的には、炭酸カルシウム、カーボンブラック、シリカ、等が挙げられる。これらの無機充填剤は、単独で用いてもよく、2種以上をくみ組み合わせて用いてもよい。
【0038】
このカーボンブラックとして具体的には、三菱化学社製「3030B」(比表面積32m2/g、水分率1.0%)、デグサ社製の「カラーブラックFW200」(比表面積460m2/g、水分率3.0%)、同「FW2」(比表面積460m2/g、水分率2.9%)、同「FW2V」(比表面積460m2/g、水分率2.6%)、「スペシャルブラック6」(比表面積300m2/g、水分率2.1%)、同「5」(比表面積240m2/g、水分率1.8%)、同「4」(比表面積180m2/g、水分率1.8%)、同「4A」(比表面積180m2/g、水分率1.6%)、「プリンテックス150T」(比表面積110m2/g、水分率1.1%)、キャボット社の「REGAL 400R」(比表面積96m2/g、水分率1.2%)、同「MONARCH 1000」(比表面積343m2/g、水分率2.6%)、同「MONARCH 1300」(比表面積560m2/g、水分率4.0%)、同「モーグルL」(比表面積138m2/g、水分率2.2%)等が挙げられる。
【0039】
また、上記炭酸カルシウムとしては、白石工業株式会社製白艶華CC(比表面積 26m2/g、水分率1.4%)や、同「白艶華CCR」(比表面積18m2/g、水分率1.2%)や、同「ビスコエクセル−30」(比表面積30m2/g、水分率1.7%)丸尾カルシウム株式会社製カルファインN2(比表面積23m2/g、水分率1.3%)同MSK−C(比表面積26m2/g、水分率1.3%)同「カルファイン500」(比表面積17m2/g、水分率1.2%)等が挙げられる。
【0040】
また、上記シリカとしては、東ソー・シリカ株式会社製ニプシールRS150R(比表面積85m2/g、水分率2.2%)や、同「ニプシールER」(比表面積115m2/g、水分率2.8%)同「ニプシールVN3」(比表面積240m2/g、水分率3.5%)デグサ社製のカープレックス#80(比表面積230m2/g、水分率3.2%)同「#67」(比表面積380m2/g、水分率3.5%)同「#1120」(比表面積150m2/g、水分率3.2%)「#100」(比表面積170m2/g、水分率3.0%)等が挙げられる。
【0041】
上記ゴム原料に対する無機充填剤の添加量は、特に制限はないが、ゴム原料100質量部%に対する、該ゴム原料に添加された無機充填剤に含有されている水分量の合計(総水分率)が、1.0質量%以上3.0質量%以下、または1.5質量%以上2.5質量%以下となるように調整されることがよい。
【0042】
この総水分率の調整は、例えば、ゴム原料100質量部に添加される水分を含む無機充填剤として、比表面積の合計(総比表面積)が、500m2/g以上4000m2/g、好ましくは1000m2/g以上3000m2/g以下となるように添加されることによって実現される。
【0043】
なお、ゴム原料に添加される無機充填剤は、無機充填剤の凝集体とされていることがよい。この無機充填剤の凝集体は、同じ種類の無機充填剤の凝集体であってもよいし、複数種類の無機充填剤の凝集体であってもよい。
【0044】
ゴム原料に添加される無機充填剤として凝集体を用いることで、凝集体に水分が保持されやすくなり、発泡ゴム層14Aに含まれる気泡が、連続気泡とされると考えられる。連続気泡についての詳細は後述する。
【0045】
環状部材10を、電子写真方式の画像形成装置における後述する帯電装置や転写装置等の電界を形成するための部材として用いる場合には、ゴム層14には、導電剤が添加される。
【0046】
この導電剤としては、公知の導電性物質や、有機イオン導電性物質が挙げられる。なお、本実施の形態では、導電性及び導電とは、体積抵抗率が104Ωcm以下であることを示している。
【0047】
導電性物質としては、四級アンモニウム塩(例えばラウリルトリメチルアンモニウム、ステアリルトリメチルアンモニウム、オクタドデシルトリメチルアンモニウム、ドデシルトリメチルアンモニウム、ヘキサデシルトリメチルアンモニウム、変性脂肪酸・ジメチルエチルアンモニウニウム等の過塩素酸塩、塩素酸塩、ホウフッ化水素酸塩、硫酸塩、エトサルフェート塩、ハロゲン化ベンジル塩(臭化ベンジル塩、塩化ベンジル塩等)等)、脂肪族スルホン酸塩、高級アルコール硫酸エステル塩、高級アルコールエチレンオキサイド付加硫酸エステル塩、高級アルコール燐酸エステル塩、高級アルコールエチレンオキサイド付加燐酸エステル塩、各種ベタイン、高級アルコールエチレンオキサイド、ポリエチレングリコール脂肪酸エステル、多価アルコール脂肪酸エステル、等が挙げられる。
【0048】
有機イオン導電性物質としては、多価アルコール(1,4ブタンジオール、エチレングリコール、ポリエチレングリコール、プロピレングリコール、ポリエチレングリコール等)およびその誘導体と金属塩との錯体、モノオール(エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル等)と金属塩の錯体も挙げられる。金属塩としては、例えばLiClO4、LiCF3SO3、LiAsF6、LiBF4、NaClO4、NaSCN、KSCN、NaCl等の周期律表第1族の金属塩;NH4+の塩等の電解質;Ca(ClO4)2、Ba(ClO4)2等の周期律表第2族の金属塩;これらに、少なくとも1個以上の水酸基、カルボキシル基、一級ないし二級アミン基等イソシアネートと反応する活性水素を有する基を持ったもの;等が挙げられる。このような錯体として具体的には、PEL(LiClO4)とポリエチレングリコールとの錯体)等が挙げられる。これらの導電剤は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0049】
導電剤の添加量は特に制限はないが、上記導電性物質の場合は、ゴム原料100質量部に対して、1質量部以上80質量部以下の範囲や、好ましくは15質量部以上25質量部以下の範囲が挙げられる。一方、上記有機イオン導電性物質の場合には、ゴム原料100質量部に対して、0.1質量部以上5.0質量部以下の範囲、好ましくは0.5質量部以上3.0質量部以下の範囲が挙げられる。
具体的には、ゴム原料として、2元系エピクロルヒドリンゴム、もしくは2元系エピクロルヒドリンゴムと、アクリロニトリル−ブタジエン共重合ゴムと、をブレンドしたゴムを用いる場合には、これらのゴム原料100質量部に対する導電剤の添加量としては、0.5質量%以上15質量%以下、好ましくは0.5質量部以上3.0質量部以下の割合で導電剤を配合することで、ゴム層14に導電性が付与される。
【0050】
このゴム層14には、その他の添加剤を配合してもよい。このその他の添加剤としては、軟化剤、可塑剤、硬化剤、加硫剤、加硫促進剤、酸化防止剤、界面活性剤、カップリング剤等の通常ゴム層に添加される材料が挙げられる。
【0051】
加硫剤としては、硫黄または2,4,6−トリメルカプト−s−トリアジン、6−メチルキノキサリン−2,3−ジチオカルバメート等のハロゲン基を引き抜いて加硫する加硫剤が挙げられる。これらは、単独で用いてもよく、2種以上を併用しても良い。
【0052】
加硫促進剤としては、チアゾール系、スルフェンアミド系、チウラム系、ジカルバミン酸塩系、キサントゲン酸塩等が挙げられる。これらは、単独もしくは、2種以上が併用されても良い。その他、酸化亜鉛、ステアリン酸などの公知のゴム配合材料を加えることが出来る。これらは、単独で用いてもよく、2種以上を併用しても良い。
【0053】
ゴム層14の厚みは、環状部材10を適用する装置によって異なるが、例えば、1mm以上10mm以下や、好ましくは2mm以上5mm以下が挙げられる。また、このゴム層14の体積抵抗率は、環状部材10を適用する装置によって異なるが、環状部材10を後述する電子写真方式の画像形成装置の帯電装置に用いる場合には、例えば、103Ωcm以上1014Ωcm以下が挙げられる。
【0054】
なお、体積抵抗率の測定は、シート状の測定サンプルに対し、測定治具(R12702A/Bレジスティビティ・チェンバ:アドバンテスト社製)と高抵抗測定器(R8340Aデジタル高抵抗/微小電流計:アドバンテスト社製)とを用い、電場(印加電圧/組成物シート厚)が1000V/cmになるよう調節した電圧を30秒印加後の電流値より、下記式(2)を用いて算出した。
【0055】
体積抵抗率(Ω・cm)=(19.63×印加電圧(V))/(電流値(A)×測定サンプルシート厚(cm)) ・・・ 式(2)
【0056】
また、このゴム層14の硬度は、環状部材10を適用する装置によっても異なるが、環状部材10を後述する電子写真方式の画像形成装置の帯電装置に用いる場合には、アスカーC硬度で15°以上90°以下、または15°以上70°以下の範囲が挙げられる。
なお、アスカーC硬度の測定は、3mm厚の測定シート表面にアスカーC型硬度計(高分子計器社製)の測定針を押圧し、1000g荷重の条件で行ったものである。
【0057】
上述のように、ゴム層14は、芯体12側から順に、発泡ゴム層14A及び非発泡ゴム層14Bを備えている。これらの発泡ゴム層14A及び非発泡ゴム層14Bは、上記に説明したゴム層14を構成するゴム材料から構成されており、異なる点は、気泡率が異なる点である。
【0058】
このため、本実施の形態では、発泡ゴム層14A及び非発泡ゴム層14Bは、境界面無く連続して設けられた1つの連続相とされている。
【0059】
この非発泡ゴム層14Bの厚みとしては、環状部材10を適用する装置によっても異なるが、ゴム層14の厚みの5%以上50%以下や、望ましくは10%以上25%以下が挙げられる。具体的には、非発泡ゴム層14Bの厚みとしては、0.1mm以上5mm以下、好ましくは0.2mm以上2.5mm以下が挙げられる。
【0060】
従来のように、ゴム層が、発泡ゴム層と非発泡ゴム層とが非連続で境界を有する2層構成とされている場合には、非発泡ゴム層の厚みを0.1mm以下とすることは製造上困難であった。しかし、本実施の形態では、ゴム層14を、後述する環状部材10の製造方法を用いて作製することから、非発泡ゴム層14Bが上述のような薄層が実現されると考えられる。
【0061】
発泡ゴム層14Aの厚みとしては、環状部材10を適用する装置によっても異なり、ゴム層14として構成されたときに、環状部材10が接触する対象の部材との間に形成されるニップ領域として必要な広さのニップ領域が確保される弾性が実現される厚みであればよい。このため、非発泡ゴム層14Bの厚み、ゴム層14の構成材料等によって適宜定めればよい。
【0062】
発泡ゴム層14Aは、上述のように、気泡を含有する層である。この発泡ゴム層14Aに含有される気泡は、独立気泡であっても、連続気泡であってもよいが、連続気泡を含むことがよい。
【0063】
この連続気泡とは、JISK6400−7:2004(軟質発泡剤料―物理特性の求め方―第7部:通気性)に準拠したA法通気性試験装置を用いた試験方法おいて通気量が0dm3/sを超えるものであり、発泡ゴム層14A中の気泡が互いに繋がっている状態を示している。独立気泡とは、前記測定方法、通気量が0dm3/sであり、気泡がそれぞれ独立指定存在することによることを示している。
【0064】
(その他の層)
なお、本実施の形態においては、環状部材10は、芯体12、及びゴム層14から形成される場合を説明するが、芯体12とゴム層14との層間や、ゴム層14の外側にさらに各種層を設けた構成であってもよい。
【0065】
(環状部材の製造方法)
次に、本実施の形態の環状部材10の製造方法について説明する。
【0066】
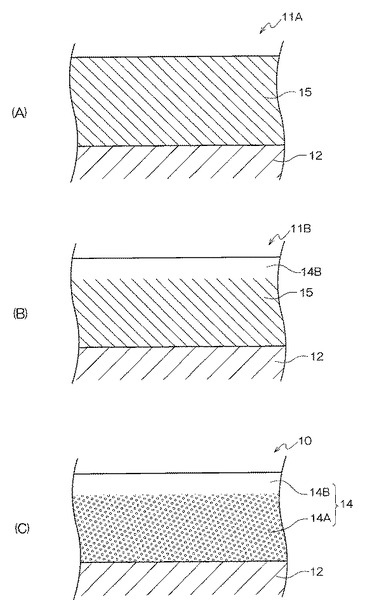
本実施の形態の環状部材10は、図3に示すように、水分を含む未加硫のゴム組成物からなる環状の未加硫ゴム層15(第1の層に相当)を形成する第1の工程(図3(A)参照)と、第1の工程によって形成された未加硫ゴム層15に含まれる水分が気化する温度未満の熱を該未加硫ゴム層15の外周側から加えることで、該未加硫ゴム層15の外周側の領域のみを早期加硫の状態(所謂、スコーチの状態、以下、スコーチと称する)とする第2の工程(図3(B)参照)と、該第2の工程の後に、未加硫ゴム層15内の水分が気化する温度以上で未加硫ゴム層15を加硫する第3の工程(図3(C)参照)と、を経ることによって製造される。
【0067】
まず、第1の工程では、図3(A)に示すように、芯体12の表面に水分を含む未加硫のゴム組成物からなる環状の未加硫ゴム層15の形成された環状体11Aが形成される。
【0068】
この未加硫ゴム層15の形成方法としては、例えば、水分を含む未加硫のゴム組成物として、例えば、上述のゴム層14の構成材料として説明したゴム原料と、無機充填剤と、加硫剤と、加硫促進剤と、各種添加剤と、を混練りした混合物を押し出し成型することで形成される。なお未加硫ゴム層15の形成方法としては、押し出し成型に限られず、公知の各種方法を用いてもよい。
【0069】
次に、第2の工程では、図3(B)に示すように、芯体12上に形成された未加硫ゴム層15に含まれる水分が気化する温度未満で、未加硫ゴム層15の外周側の領域のみを、スコーチの状態(未加硫のゴム組成物が加硫条件下に置かれる前に加硫が一部進行した状態)とする。
この未加硫ゴム層15の外周側の領域のみをスコーチの状態とする、とは、未加硫ゴム層15を構成する未加硫のゴム組成物の厚み方向の全領域のうちの、外周面及び外周面に連続する領域のみをスコーチの状態とすることを示し、少なくとも、厚み方向の丁度中間点から芯体12側の端部に到るまでの領域は、スコーチの状態としないことを示している。
【0070】
この未加硫ゴム層15の外周側の領域のみをスコーチの状態とするためには、第1の層の外周側から、該外周側の領域のみがスコーチの状態となる条件(温度及び時間)で熱を加えればよい。なお、このスコーチの条件は、第1の層を構成する未加硫ゴム組成物に含まれるゴム原料の種類や加硫剤や各種添加剤の種類にもよって異なる。このため、該第1の層を構成する未加硫のゴム組成物の環境温度とスコーチ時間との関係を予め測定し、第1の層を構成する未加硫のゴム組成物の種類に応じて、未加硫ゴム層15に含まれる水分が気化する温度未満で、第1の層の外周側の領域のみがスコーチの状態となるように、第1の層の側から加える熱の温度及び時間を調整すればよい。
【0071】
また、この未加硫ゴム層15の外周側の領域のみがスコーチの状態となっているか否かは、以下の方法によって確認される。
株式会社島津製作所社製、オートグラフAG−Xを用いて、室温23℃、湿度50%RHにて引張試験を行い、熱処理を行った、表面がスコーチの状態の未加硫ゴムの引張強さが、熱処理をしない未加硫ゴムの引張強さの130%〜170%であった場合、スコーチ状態となっていると判断できる。
【0072】
この第2の工程において未加硫ゴム層15の外周側から熱を加える方法としては、押し出し成形において未加硫ゴム層15の形成された芯体12が排出される領域に、未加硫ゴム層15に外周側から熱を加える加熱装置を設ける方法や、未加硫ゴム層15の外周面側にのみ熱風をあてる方法等が挙げられるが、これらに限られない。
【0073】
この第2の工程によって、芯体12上に設けられた未加硫ゴム層15の外周面側の領域のみが、スコーチの状態とされる。そして、この第2の工程は、未加硫ゴム層15に含まれる水分が気化する温度未満の熱を未加硫ゴム層15の外周側から加えることによって行われる。このため、第2の工程では、未加硫ゴム層15の外側から水分が気化することなく未加硫ゴム組成物の加硫(硬化)が進行する。このため、第2の工程によって、未加硫ゴム層15の外周側のスコーチの状態とされた領域は、気泡を含まない加硫された領域とされる。この気泡を含まない加硫された領域が、非発泡ゴム層14Bとなる。このため、第2の工程を経ることによって、図3(B)に示すように、芯体12上に、未加硫ゴム層15の外周側の領域のみが非発泡ゴム層14Bとされた環状体11Bが形成される。
【0074】
次の第3の工程では、環状体11Bの未加硫ゴム層15内の水分が気化する温度以上で未加硫ゴム層15を加硫する(図3(C)参照)。この第3の工程によって、環状体11Bにおける未加硫ゴム層15が加硫して非発泡ゴム層14Bとされる。なお、この第3の工程は、未加硫ゴム層15内の水分が気化する温度以上で未加硫ゴム層15の加硫が行われるので、環状体11Bにおける未加硫ゴム層15内に含まれる水分は、未加硫ゴム層15内で気化する。
ここで、この第3の工程時には、未加硫ゴム層15の外側の層は硬化された非発泡ゴム層14Bとされているので、この非発泡ゴム層14Bにおける水分の気化によって生じる内圧や気泡は、発泡ゴム層14A内に保持される。このため、非発泡ゴム層14Bの内周側には、気泡を含む発泡ゴム層14Aが形成されることとなる。
【0075】
なお、水分を含んだ構成の未加硫ゴム層15とするために、ゴム原料に上述の吸水性のゴムを用いた場合には、発泡ゴム層14A内には、独立気泡が形成されると考えられる。一方、水分を含んだ構成の未加硫ゴム層15とするために、上述の水分を含む無機充填剤を用いた場合についても、独立気泡が形成されると考えられるが、この無機充填剤として、水分を含む無機充填剤の凝集体が添加されている場合には、連続気泡が形成されると考えられる。
【0076】
この第3の工程における未加硫ゴム層15の加硫は、マイクロ波加硫や、熱風加硫などが挙げられるが、これらに限られない。
【0077】
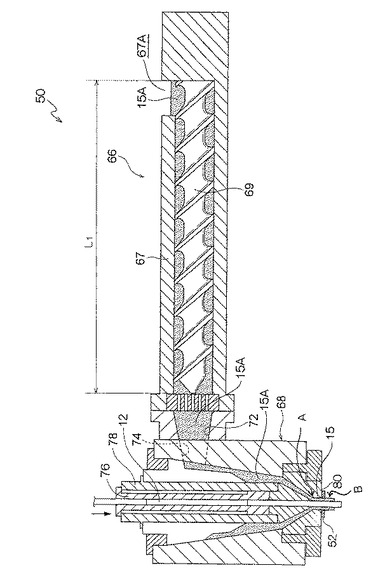
図4には、本実施の形態の環状部材10の製造装置の一例として押出成形を行う押出成形装置50を用いた一例を示した。
【0078】
図4に示す押出成形装置50は、押出機66と、クロスヘッドダイ68と、を含んで構成されている。押出機66には、クロスヘッドダイ68が連結されており、押出機66の押出方向と交差する方向(左右あるいは上下)へ、上述の水分を含む未加硫ゴム組成物15Aを流入させるようにしている。ここでは、ゴム組成物投入部(ホッパ)67A(に充填された未加硫ゴム組成物15Aを水平方向に沿って設けられたシリンダ67内のスクリュー69によって可塑化し、押出機66から押し出された後、可塑化された未加硫ゴム組成物15Aが鉛直方向へ落下するようにクロスヘッドダイ68が配置されている。
【0079】
クロスヘッドダイ68の内部は、下方を頂部側とする略円錐状を成しており、周面には押出機66の出口部72と繋がる流入孔74が形成されている。また、クロスヘッドダイ68の中央部には、芯体12の外周面を保持する円筒状の芯金ホルダ76が設けられている。
【0080】
芯金ホルダ76の外側には、ガイド筒78が設けられている。このガイド筒78が、流入孔74から流入する未加硫ゴム組成物15Aを案内する。
【0081】
また、クロスヘッドダイ68の出口側には、ダイス80が設けられている。このダイス80によって、芯体12と未加硫ゴム組成物15Aの圧着及び外径寸法制御が行われて、未加硫ゴム層15とされる。
【0082】
このダイス80より出口側には、芯体12上に形成された未加硫ゴム層15の外周側から、未加硫ゴム層15に含まれる水分が気化する温度未満の温度の熱を加える加熱装置52が設けられている。
この加熱装置52は、筒状に構成されており、ダイス80を通過した、未加硫ゴム層15の設けられた芯体12が内側を通過する構成とされている。この加熱装置52は、未加硫ゴム層15に含まれる水分が気化する温度未満で、芯体12上に設けられた未加硫ゴム層15の外周面側の領域のみが、スコーチの状態となるように、未加硫ゴム層15の外周面に向かって熱を加える。この加熱装置52が未加硫ゴム層15の外周面を加熱する温度は、未加硫ゴム層15を構成する未加硫ゴム組成物の構成材料や、未加硫ゴム層15の設けられた芯体12が加熱装置52の内側を通過する速度(すなわち、熱が加えられる時間)に応じて定めればよい。
この加熱装置52による加熱温度としては、例えば、90℃以上130℃以下、100℃以上120℃以下が挙げられる。
【0083】
上記構成の押出成形装置50では、シリンダ67の内に設けられた押出機66を用いて未加硫ゴム組成物15Aを押出すと共に、芯体12をクロスヘッドダイ68へ供給し、クロスヘッドダイ68を通過させる。これによって、芯体12の外周面に未加硫ゴム組成物15Aによる未加硫ゴム層15が形成される(第1の工程、図4中領域A参照)。
【0084】
そして、芯体12の外周面に未加硫ゴム層15の設けられた環状体11A(図3(A)参照)は、ダイス80及び加熱装置52を介して放出される。そして、この加熱装置52を通過するときに、未加硫ゴム層15の外周側の領域のみがスコーチの状態とされる(第2の工程)。これによって、芯体12の表面には、未加硫ゴム層15と非発泡ゴム層14Bとが形成された状態となる(図4中の領域B参照)
【0085】
そして、ダイス80及び加熱装置52を介して放出された環状体11B(図3(B)参照)は、マイクロ波加硫や、熱風加硫などによって未加硫ゴム層15が加硫されて、芯体12上にゴム層14(発泡ゴム層14A及び非発泡ゴム層14Bの積層体)の設けられた環状部材10とされる(第3の工程)。
【0086】
なお、本実施の形態では、ダイス80と加熱装置52とを別体として設けた場合を説明したが、これらを一体的に設けた構成であってもよい。
【0087】
また、本実施形態では、クロスヘッドダイ68を押出機66に対して交差させ、芯体12がクロスヘッドダイ68へ案内される方向と交差する方向へ押出機66から未加硫ゴム組成物15Aが流入されるようにしたが、クロスヘッドダイ68は押出機66に対して交差する方向に限るものではなく、押出機66と同じ方向に沿って配置しても良い。
【0088】
上記構成の環状部材10は、例えば、電子写真方式の画像形成装置における帯電装置や、転写装置等における環状の部材として用いられる。
【0089】
(画像形成装置、プロセスカートリッジ)
以下、本実施の形態の環状部材10を画像形成装置及びプロセスカートリッジの帯電装置に搭載した場合を説明する。
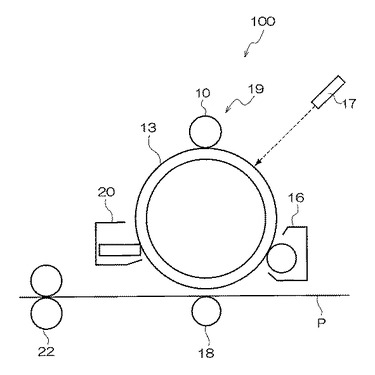
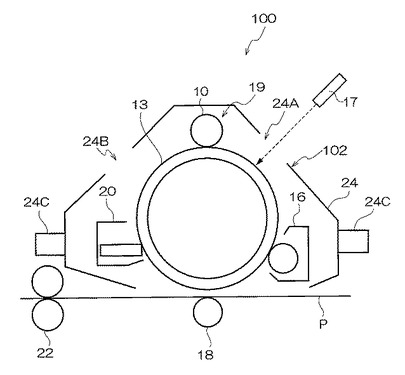
図5は、本実施形態に係る画像形成装置を示す概略構成図である。図6は、本実施形態に係るプロセスカートリッジを示す概略構成図である。
【0090】
本実施形態に係る画像形成装置100は、図5に示すように、像保持体13を備え、その周囲に、像保持体13を帯電する帯電装置19と、帯電装置19により帯電された像保持体13を露光して潜像を形成する潜像形成装置17と、潜像形成装置17により形成した静電潜像をトナーにより現像してトナー像を形成する現像装置16と、現像装置16により形成したトナー像を記録媒体Pに転写する転写装置18と、転写後の像保持体13の表面の残留トナーを除去する清掃装置20と、を備えている。また、転写装置18により記録媒体Pに転写されたトナー像を定着する定着装置22を備えている。
【0091】
そして、本実施の形態における画像形成装置100では、帯電装置19が、本実施の形態の環状部材10を備えた構成とされている。この環状部材10は、像保持体13の表面に接触配置され、図示を省略する電力供給装置から電力を供給されることで、像保持体13を帯電させる。
【0092】
なお、本実施形態の画像形成装置100は、帯電装置19に設けられた環状部材10以外の構成については、従来から電子写真方式の画像形成装置の各構成として公知の構成が適用される。以下、各構成の一例につき説明する。
【0093】
像保持体13は、特に制限なく、公知の感光体が適用されるが、電荷発生層と電荷輸送層を分離した、いわゆる機能分離型と呼ばれる構造の有機感光体が好適に適用される。また、像保持体13は、その表面層が電荷輸送性を有し架橋構造を有する保護層で被覆されているものも好適に適用される。この保護層の架橋成分としてシロキサン系樹脂、フェノール系樹脂、メラミン樹脂、グアナミン樹脂、アクリル樹脂で構成された感光体も好適に適用される。
【0094】
潜像形成装置17としては、例えば、レーザー光学系やLEDアレイ等が適用される。
【0095】
現像装置16は、例えば、現像剤層を表面に形成させた現像剤保持体を像保持体13に接触若しくは近接させて、像保持体13の表面の静電潜像にトナーを付着させてトナー像を形成する。現像装置16の現像方式は、既知の方式として二成分現像剤による現像方式が好適に適用される。この二成分現像剤による現像方式には、例えば、カスケード方式、磁気ブラシ方式などがある。
【0096】
転写装置18としては、例えば、コロトロン等の非接触転写方式、記録媒体Pを介して導電性の転写ロールを像保持体13に接触させ記録媒体Pにトナー像を転写する接触転写方式のいずれを適応してもよい。
【0097】
清掃装置20は、例えば、板状部材を像保持体13の表面に直接接触させて表面に付着しているトナー、紙粉、ゴミなどを除去する部材である。清掃装置20としては、板状部材以外にブラシ状の部材や、ロール状の部材等を適用してもよい。
【0098】
定着装置22としては、加熱定着装置が挙げられる。加熱定着装置は、例えば、円筒状芯金の内部に加熱用のヒータランプを備え、その外周面に耐熱性樹脂被膜層あるいは耐熱性ゴム被膜層により、いわゆる離型層を形成した定着ローラと、この定着ローラに対し特定の接触圧で接触して配置され、円筒状芯金の外周面あるいはベルト状基材表面に耐熱弾性体層を形成した加圧ローラ又は加圧ベルトと、で構成される。未定着のトナー像の定着プロセスは、例えば、定着ローラと加圧ローラ又は加圧ベルトとの間に未定着のトナー像が転写された記録媒体Pを挿通させて、トナー中の結着樹脂、添加剤等の熱溶融による定着を行う。
【0099】
なお、本実施形態に係る画像形成装置100は、上記構成に限られず、例えば、中間転写体を利用した中間転写方式の画像形成装置、各色のトナー像を形成する画像形成ユニットを並列配置させた所謂タンデム方式の画像形成装置であってもよい。
【0100】
一方、本実施形態に係るプロセスカートリッジは、図6に示すように、上記図5に示す画像形成装置100において、露光のための開口部24A、除電露光のための開口部24B及び取り付けレール24Cが備えられた筐体24により、像保持体13と、像保持体13を帯電する帯電装置19と、潜像形成装置17により形成された静電潜像をトナーにより現像してトナー像を形成する現像装置16と、転写後の像保持体13表面の残留トナーを除去する清掃装置20と、を一体的に組み合わせて保持して構成したプロセスカートリッジ102である。そして、プロセスカートリッジ102は、上記図5に示す画像形成装置100に脱着自在に装着されている。
【実施例】
【0101】
以下、本発明を実施例に基づきさらに詳細に説明するが、本発明は下記実施例により限定されるものではない。なお、特に断りがない限り、「部」は、「質量部」を意味する。
【0102】
(実施例1)
(環状部材の作製)
環状部材を作製するにあたり下記組成の混合物を、接線式加圧ニーダー((株)モリヤマ製:実容量75L)を用いて混練した。
詳細には、加圧ニーダーのジャケット、加圧蓋、ローターを循環水により20℃にし、加圧蓋の圧力を0.6MPaでエピクロルヒドリンゴムを素練りし、酸化亜鉛を混練後、ステアリン酸及びカーボンブラックを投入混練し、イオン導電剤、炭酸カルシウム及び液状アクリロニトリル−ブタジエンゴムを投入して混練した。さらに、22インチオープンロールでシート状に切り出し冷却後、再び加圧ニーダーで、加硫剤及び加硫促進剤を加えて混練し、22インチオープンロールでシート状に切り出し、未加硫ゴム組成物A1を得た。
【0103】
−組成−
・ゴム原料 ・・・・・・・・・100質量部
(エピクロルヒドリンゴム(エピクロマーCG102:ダイソー社製)90質量部,液状アクリロニトリル−ブタジエン(N280:JSR社製)10質量部))
・酸化亜鉛 ・・・・・5質量部
(酸化亜鉛2種:正同化学工業社製)
・ステアリン酸 ・・・・・1質量部
(ステアリン酸S:花王社製)
・イオン導電剤(KS−555:花王社製) ・・・1.8質量部
・無機充填剤
・カーボンブラック ・・・・10質量部
(#3030B:三菱化学社製,比表面積32m2/g)
・炭酸カルシウム ・・・・40質量部
(カルファインN2:丸尾カルシウム社製,比表面積23m2/g)
・加硫剤(硫黄:サルファックス200S:鶴見化学社製)・・・・・1質量部
・加硫促進剤(ノクセラーDM−P:大内新興化学工業社製)・・1.5質量部
・加硫促進剤(ノクセラーTET:大内新興化学工業社製) ・・0.5質量部
【0104】
なお、未加硫ゴム組成物A1における無機充填剤の総比表面積は、1240m2/gであり、未加硫ゴム組成物A1に含まれるゴム原料100質量部に対する無機充填剤の水分率は、1.26%であった。
この未加硫ゴム組成物A1における無機充填剤の水分率の測定は、平沼産業株式会社製「カールフィッシャー水分計」AQV2100を用いて測定した。なお、以下の実施例及び比較例においても同じ方法を用いて水分率を測定した。
【0105】
―第1の工程,第2の工程―
芯体12として、SUS303製直径8mmの長さ330mmの円柱状芯体A1を用意した。そして、図4に示す構成の押出成形装置(三葉製作所社製:商品名SB−60G)において、図4に示すシリンダ67の内側に設けられたスクリューの内径(D)60mm、スクリューの長さ(L)1200mm、L/D=20の1軸ゴム押出機66を用いて、スクリュー69の回転25rpmで、上記に調整した未加硫ゴム組成物A1を押し出すとともに、上記に用意した芯体A1をクロスヘッドダイ68へ供給してクロスヘッドダイ68を通過させた。これによって、芯体A1上に、未加硫ゴム組成物A1による未加硫ゴム層A1を形成すると共に、外周面側のみをスコーチの状態とした、環状体A1を作製した。
【0106】
ここで、押出機66の温度条件設定は、シリンダ67及びスクリュー69は70℃、クロスヘッドダイ68は90℃、ダイス80は110℃(スコーチの条件)とした。なお、押出機66に用いるダイス80は円の直径(d)13mmのものを用いた。また、スコーチ時間は、芯体A1の供給速度やスクリュー69の回転速度(5rpm)によって、0.5分/本に調整した。
【0107】
なお、本実施例1では、第2の工程を行うための加熱装置を、ダイス80と一体的に設けた構成とし、ダイス80によって未加硫ゴム層の外周側の領域のみをスコーチの状態とした。
【0108】
上記作製した環状体A1について、5mm×50mm×2mmtの試験片を切り取り、株式会社島津製作所社製、オートグラフAG−Xを用いて引張強さ測定したところ、押出前の未加硫ゴムの引張強さと比較して131%の引張強さであった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0109】
―第3の工程―
上記第2の工程によって得られた環状体A1(未加硫ゴム層A1の外周面側のみをスコーチの状態とされた環状体A1)を、押出成形後、室温23℃で湿度50%RHの環境下に3時間放置し未加硫ゴム層を室温まで下げた後に、ギアオーブン(エスペック社製パーフェクトオーブン)にて180℃で30分間加硫した。これによって、環状部材A1を作製した。
【0110】
(実施例2)
上記実施例1において用いた炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、シリカ(NipsilRS―150:東ソー社製:比表面積85m2/g)を、20質量部もちいた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A2を調整し、この未加硫ゴム組成物A2を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A2を形成して環状体A2を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A2を得た。
【0111】
なお、第2の工程終了後、第3の工程の前に、環状体A2(未加硫ゴム層A2の外周面側のみをスコーチの状態とされた環状体A2)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して135%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0112】
なお、未加硫ゴム組成物A2における無機充填剤の総比表面積は、2020m2/gであり、未加硫ゴム組成物A2に含まれる無機充填剤100質量部に対する水分率は、1.83%であった。
【0113】
(実施例3)
上記実施例1において用いたカーボンブラック(#3030B:三菱化学社製,比表面積32m2/g)の含有量を10質量部にかえて20質量部とし、さらに、無機充填剤として、シリカ(NipsilER:東ソー社製:比表面積115m2/g)を、20質量部もちいた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A3を調整し、この未加硫ゴム組成物A3を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A3を形成して環状体A3を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A3を得た。
【0114】
なお、第2の工程終了後、第3の工程の前に、環状体A3(未加硫ゴム層A3の外周面側のみをスコーチの状態とされた環状体A3)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して146%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0115】
なお、未加硫ゴム組成物A3における無機充填剤の総比表面積は、3860m2/gであり、未加硫ゴム組成物A3に含まれるゴム原料100質量部に対する無機充填剤の水分率は、1.63%であった。
【0116】
(実施例4)
上記実施例1において用いた炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、炭酸カルシウム(ビスコエクセル−30:白石工業社製:比表面積30m2/g)を、20質量部もちいた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A4を調整し、この未加硫ゴム組成物A4を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A4を形成して環状体A4を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A4を得た。
【0117】
なお、第2の工程終了後、第3の工程の前に、環状体A4(未加硫ゴム層A4の外周面側のみをスコーチの状態とされた環状体A4)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して143%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0118】
なお、未加硫ゴム組成物A4における無機充填剤の総比表面積は、920m2/gであり、未加硫ゴム組成物A4に含まれるゴム原料100質量部に対する無機充填剤の水分率は、1.37% であった。
【0119】
(実施例5)
実施例1で用いた未加硫ゴム組成物A1を用いて、押出機66の温度条件設定として、ダイス80の温度を120℃として、スコーチの条件(温度)を変えた以外は、実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A5を形成して環状体A5を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A5を得た。
【0120】
なお、第2の工程終了後、第3の工程の前に、環状体A5(未加硫ゴム層A5の外周面側のみをスコーチの状態とされた環状体A5)について、実施例1と同じ方法でスコーチの状態を確認したところ、154%の引張強さであった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0121】
(実施例6)
上記実施例1において用いたカーボンブラック(10質量部:#3030B:三菱化学社製,比表面積32m2/g)及び炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、炭酸カルシウム(重質炭酸カルシウムP−50:東洋ファインケミカル製:比表面積2.0m2/g、水分率0.5%)を30質量部用いた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A6を調整し、この未加硫ゴム組物A6を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A6を形成して環状体A6を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A6を得た。
【0122】
なお、第2の工程終了後、第3の工程の前に、環状体A6(未加硫ゴム層A6の外周面側のみをスコーチの状態とされた環状体A6)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して126%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0123】
なお、未加硫ゴム組成物A6における無機充填剤の総比表面積は、60m2/gであり、未加硫ゴム組成物A6に含まれるゴム原料100質量部に対する無機充填剤の水分率は、0.5%であった。
【0124】
(実施例7)
上記実施例1において用いたカーボンブラック(10質量部:#3030B:三菱化学社製,比表面積32m2/g)及び炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、炭酸カルシウム(10質量部:重質炭酸カルシウムP−50:東洋ファインケミカル製:比表面積2.0m2/g、水分率0.5%)を30質量部用い、有機発泡剤(6.0質量部:ビニホールAC#3:永和化成工業社製)を用いた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A7を調整し、この未加硫ゴム組成物A7を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A7を形成して環状体A7を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A7を得た。
なお、第2の工程終了後、第3の工程の前に、環状体A7(未加硫ゴム層A7の外周面側のみをスコーチの状態とされた環状体A7)について、実施例1と同じ方法でスコーチの状態を確認したところ、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0125】
(比較例1)
実施例1で用いた未加硫ゴム組成物A1を用いて、押出機66の温度条件設定として、ダイス80の温度を80℃として、スコーチの条件(温度)をスコーチの生じない温度に変えた以外は、実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層B1を形成して環状体B1を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材B1を得た。
【0126】
なお、第2の工程終了後、第3の工程の前に、環状体B1(押出機から排出された環状体B1)について、実施例1と同じ方法でスコーチの状態を確認したところ、105%の引張強さであった。このため、未加硫ゴム層には、スコーチとされた領域は存在しなかった。
【0127】
(比較例2)
実施例1で用いた未加硫ゴム組成物A1を用いて、押出機66の温度条件設定として、ダイス80の温度を150℃として、スコーチの条件(温度)を、未加硫ゴム組成物A1による層の厚み方向の全領域にスコーチの生じ且つ未加硫ゴム層における水分が気化する温度に変えた以外は、実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層B2を形成して環状体B2を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材B1を得た。
【0128】
なお、第2の工程終了後、第3の工程の前に、環状体B2(押出機から排出された環状体B2)について、実施例1と同じ方法でスコーチの状態を確認したところ、253%の引張強さであった。このため、未加硫ゴム層の厚み方向の全領域がスコーチの状態とされていた。
【0129】
(比較例3)
発泡ゴム層の成形:実施例1のゴム組成に加硫剤、充填剤と有機発泡剤(アゾ化合物系発泡剤)を10質量部混練した後、三葉製作所社製:商品名SB−60G−186を用いて芯金に成形した。これを加熱加硫発泡させた後、所定の寸法に研磨した。
非発泡ゴム層の成形:発泡層の寸法に合わせたマンドレルを用意し、このマンドレルに上記未加硫ゴムを三葉製作所社製:商品名SB−60Gを用いて成形した。加熱加硫後、マンドレルを抜きチューブを作製した。
嵌め込み:発泡ゴム層に、冶具を用いて非発泡ゴム層にエアー圧を加え、発泡ゴム層に被覆し、環状部材B3を作製した。
【0130】
<評価>
〔ゴム層の層構成の確認〕
上記実施例及び比較例で作製した環状部材を端部から厚み方向に切断し、切断面を、光学顕微鏡を用いて観察した。そして、気泡が形成されていない領域を非発泡ゴム層とし、気泡が形成されている領域を発泡ゴム層として確認した。確認結果を表1に示した。
【0131】
〔発泡ゴム層と非発泡ゴム層との界面の確認〕
上記実施例及び比較例で作製した環状部材について、芯金からゴム成形部分を切り取り、上記層構成の確認で発泡ゴム層と確認された領域と、非発泡ゴム層と確認された領域との間の界面の有無(連続相か非連続相か)を、キーエンス社製デジタルマイククロスコープVHX−500Fを用いて、非発泡ゴム層と発泡ゴム層の境界の気泡の壁が非発泡ゴム層と共有しているかどうかを確認することによって、連続相であるか否かを判別することによって確認した。確認結果を表1に示した。
【0132】
〔非発泡ゴム層の厚みの測定〕
上記層構成の確認において確認された非発泡ゴム層の厚みを、キーエンス社製、商品名デジタルマイククロスコープVHX−500Fを用いて、厚さ方向の切断面の非発泡ゴム層の表面と発泡ゴム層の非発泡ゴム層側の気泡の距離を規定することにより測定した。測定結果を表1に示した。
【0133】
〔気泡の大きさ及び連続気泡の有無の確認〕
上記層構成の確認において確認された発泡ゴム層の通気量を測定し、連続気泡であるか独立気泡であるかを確認した。なお、通気量が0dm3/s以上であれば「連続気泡」を形成しているものとし、結果を表1に示した。
【0134】
〔剥がれの評価〕
上記実施例及び比較例で作製した環状部材について、株式会社島津製作所社製、商品名オートグラフAG−Xを用いて、室温23℃、湿度50%条件で非発泡ゴム層と発泡ゴム層を180℃剥離試験することによって非発泡ゴム層の剥がれの評価を行なった。
【0135】
評価基準
G1:180℃剥離開始と同時に、発泡ゴム層側で凝集破壊し、試験片が切れる。
G2:180℃剥離開始後、非発泡ゴム層と発泡ゴム層近傍において、しばらくは、発泡ゴム層側で凝集破壊するが、測定途中で試験片が切れる。
G3:180℃剥離開始後、非発泡ゴム層と発泡ゴム層の境界面近傍において、試験片が切れることなく、発泡ゴム層側で凝集破壊する。
G4:180℃剥離開始後、試験片が切れることなく、発泡ゴム層と非発泡ゴム層の境界面で完全に剥がれる。
【0136】
〔表面硬度〕
上記実施例及び比較例で作製した環状部材の表面硬度を評価した。この表面硬度の評価は、JISK―7312に準じて、アスカーC型硬度計(高分子計器社製)の押針を比測定物表面に接触させ、500g加重の条件で10点について測定し、平均値を求めることによって得た。結果を表1に示した。
【0137】
評価基準
G1:アスカーCゴム硬度が40度以上50度未満
G2:アスカーCゴム硬度が50度以上60度未満
G3:アスカーCゴム硬度が60度以上70度未満
G4:アスカーCゴム硬度が70度以上
【0138】
【表1】

【0139】
表1に示すように、実施例では、芯体上に、発泡ゴム層と非発泡ゴム層とがこの順に界面無く連続して設けられており、非発泡ゴム層の剥がれが抑制される、という結果が得られた。また、実施例では、比較例に比べて、非発泡ゴム層が薄く構成される、という結果が得られた。
【符号の説明】
【0140】
10 環状部材,12 芯体,13 像保持体,14 ゴム層,14 発泡ゴム層,14B 非発泡ゴム層,15 未加硫ゴム層,19 帯電装置,50 押出成形装置,52 加熱装置,80 ダイス,100 画像形成装置
【技術分野】
【0001】
本発明は、環状部材、帯電装置、画像形成装置、及び環状部材の製造方法に関する。
【背景技術】
【0002】
特許文献1には、軸体の外周面上に発泡ゴム層を設け、その発泡ゴム層の上に発泡ゴム層よりスコーチ時間の短い非発泡ゴム層を設けた2層構成のゴムロールが記載されている。
【0003】
特許文献2には、水分を含むゴム組成物を加硫することで、発泡ゴム部材を調整することが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−156917号公報
【特許文献2】特開2006−117870号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、発泡ゴム層と非発泡ゴム層とが界面を介して非連続で形成されている場合に比べて、非発泡ゴム層の剥がれの抑制された環状部材、帯電装置、画像形成装置、及び環状部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、芯体と、前記芯体上に設けられた発泡ゴム層と、前記発泡ゴム層に界面無く連続して設けられた非発泡ゴム層と、を備えた環状部材である。
【0007】
請求項2に係る発明は、前記発泡ゴム層が連続気泡を含む請求項1に記載の環状部材である。
【0008】
請求項3に係る発明は、請求項1または請求項2に記載の環状部材を備えた帯電装置である。
【0009】
請求項4に係る発明は、像保持体と、前記像保持体を帯電する帯電装置と、前記帯電装置によって帯電された前記像保持体に静電潜像を形成する潜像形成装置と、前記像保持体上の静電潜像をトナーによって現像する現像装置と、前記現像装置によって前記像保持体上に形成されたトナー像を被転写体へ転写する転写装置と、を有し、前記帯電装置、前記現像装置、及び前記転写装置の少なくとも1つが請求項1または請求項2に記載の環状部材を備えた画像形成装置である。
【0010】
請求項5に係る発明は、水分を含む未加硫のゴム組成物からなる環状の第1の層を形成する第1の工程と、前記第1の工程によって形成された第1の層内の水分が気化する温度未満の熱を該第1の層の外周側から加えることで、該第1の層の外周側の領域のみを早期加硫の状態とする第2の工程と、前記第2の工程の後に、前記第1の層内の水分が気化する温度以上の熱を加えることで前記第1の層を加硫する第3の工程と、を備えた請求項1または請求項2に記載の環状部材の製造方法である。
【0011】
請求項6に係る発明は、前記未加硫のゴム組成物は、水分を含んだ無機充填剤を含む請求項5に記載の環状部材の製造方法である。
請求項7に係る発明は、前記未加硫のゴム組成物は、水分を含んだ無機充填剤の凝集体を含む請求項5または請求項6に記載の環状部材の製造方法である。
【発明の効果】
【0012】
請求項1に係る発明によれば、発泡ゴム層と非発泡ゴム層とが界面を介して非連続で形成されている場合に比べて、非発泡ゴム層の剥がれの抑制された環状部材が提供される、という効果を奏する。
【0013】
請求項2に係る発明によれば、発泡ゴム層に連続気泡が含まれない場合に比べて、ゴム硬度が低減できる、という効果を奏する。
【0014】
請求項3に係る発明によれば、本発明における環状部材を備えない構成に比べて、非発泡ゴム層の剥がれによる不具合の抑制された帯電装置が提供される、という効果を奏する。
【0015】
請求項4に係る発明によれば、本発明における帯電装置を備えない構成に比べて、非発泡ゴム層の剥がれによる不具合の抑制された画像形成装置が提供される、という効果を奏する。
【0016】
請求項5に係る発明によれば、第2の工程を経ずに環状部材を製造する場合に比べて、非発泡ゴム層の剥がれの抑制された環状部材が製造される、という効果を奏する。
【0017】
請求項6に係る発明によれば、本発明における無機充填剤を含まない場合に比べて、化学発泡剤を用いたことによる不具合の抑制された環状部材が製造される、という効果を奏する。
【0018】
請求項7に係る発明によれば、本発明における無機充填剤の凝集体を含まない場合に比べて、発泡ゴム層に含まれる気泡が容易に連続気泡とされる、という効果を奏する。
【図面の簡単な説明】
【0019】
【図1】本実施の形態の環状部材を示す模式図であり、(A)は幅方向に切断した断面図であり、(B)は、幅方向に交差する方向に切断した断面図である。
【図2】本実施の形態の環状部材の断面を拡大して示した模式図である。
【図3】(A),(B),(C) 本実施の形態の環状部材の製造工程を示す模式図である。
【図4】本実施の形態の環状部材の製造において用いられる押出成形装置の一例を示す模式図である。
【図5】本実施の形態の画像形成装置の一例を示す模式図である。
【図6】本実施の形態のプロセスカートリッジの一例を示す模式図である。
【発明を実施するための形態】
【0020】
(環状部材)
図1(A)及び図1(B)に示すように、本実施の形態の環状部材10は、芯体12と、芯体12の外側の面に設けられたゴム層14と、を備えている。ゴム層14は、気泡を含有する発泡ゴム層14Aと、気泡を含有しない非発泡ゴム層14Bと、の積層体とされており、非発泡ゴム層14Bが環状部材10の外側の層とされている。
これらの発泡ゴム層14Aと非発泡ゴム層14Bは、境界面無く連続して設けられている(図2参照)。
【0021】
なお、発泡ゴム層14Aが気泡を含有する、とは、発泡ゴム層14Aが層内に気泡を含有した層であることを示す。具体的には、発泡ゴム層14Aにおける気泡率Vsが50%以上であることを示している。
また、非発泡ゴム層14Bが気泡を含有しない、とは、非発泡ゴム層14Bが層内に気泡を含有しない層であることを示す。具体的には、非発泡ゴム層14Bにおける気泡率Vsが2%未満であることを示している。
【0022】
なお、「気泡率Vs」は、下記式(1)によって求められる。
【0023】
Vs=(ρ0/ρ1−1)×100(%)・・・・・(1)
【0024】
上記式(1)中、ρ1は、測定対象の層を構成するゴム材料(発泡ゴムまたは非発泡ゴム)の密度(g/cm3)を表し、ρ0は、測定対象の層を構成するゴム材料(発泡ゴムまたは非発泡ゴム)における固相部の密度(g/cm3)を表す。
なお、測定対象の層を構成するゴム材料(発泡ゴムまたは非発泡ゴム)の密度、該測定対象のゴム材料の固相部の密度は、エタノール中の質量と空気中の質量とを測定し、これから算出した。
【0025】
また、発泡ゴム層14Aと非発泡ゴム層14Bとが境界面無く連続して設けられている、とは、これらの2つの層が1つの連続相を構成していることを示している。本実施の形態では、発泡ゴム層14Aと非発泡ゴム層14Bとは、気泡を含有率が異なるのみで同じゴム材料からなる連続した相とされている。
【0026】
この2つの層が境界面無く連続して設けられていることは、下記方法にて確認される。具体的には、発泡ゴム層14Aと非発泡ゴム層14Bとからなるゴム層14について、株式会社島津製作所社製、商品名オートグラフAG−Xを用いて、室温23℃、湿度50%RH条件で非発泡ゴム層14Bと発泡ゴム層14A間において180℃剥離試験(つかみ具の移動速度は50.0mm/min)をしたときに、発泡ゴム層14Aで凝集破壊されるのであれば、連続して設けられていると確認される。
【0027】
以下、各層構成について詳細に説明する。
【0028】
(芯体)
芯体12は、環状部材10の電極及び支持部材として機能する円柱状の部材であり、例えば、その材質としては鉄(快削鋼等),銅,真鍮,ステンレス,アルミニウム,ニッケル等の金属が挙げられる。また、芯体12としては、外側の面にメッキ処理を施した部材(例えば樹脂や、セラミック部材)、導電剤の分散された部材(例えば樹脂や、セラミック部材)等も挙げられる。芯体12は、中空状の部材(筒状部材)であってもよし、非中空状の部材であってもよい。
【0029】
(ゴム層)
ゴム層14は、100Pa以下の外力印加により変形しても、もとの形状に復元する材料から構成されている。このゴム層14は、例えば、ゴム原料を主成分とするゴム材料から構成されている。なお、「主成分とする」とは、ゴム材料中のゴム原料の含有量が80質量%以上であることを示している。
【0030】
このゴム原料としては、エピクロルヒドリンゴム、エピクロルヒドリン−エチレンオキサイド2元共重合ゴム、エピクロルヒドリン−アリルグリシジルエーテル2元共重合体ゴム、エピクロルヒドリン−エチレンオキサイド−アリルグリシジルエーテル3元共重合ゴムが挙げられる。なかでも、エピクロルヒドリン−エチレンオキサイド−アリルグリシジルエーテル3元共重合体ゴムが挙げられる。
【0031】
なお、ゴム原料としては、エピクロルヒドリンゴムと、アクリロニトリル−ブタジエン共重合ゴムと、をブレンドしたものを用いてもよい。上記アクリロニトリル−ブタジエン共重合ゴムとしては、中ニトリル、中高ニトリル、高ニトリル、極高ニトリルが挙げられる。
このゴム原料として、エピクロルヒドリンゴムと、アクリロニトリル−ブタジエン共重合ゴムと、をブレンドしたものを用いる場合には、アクリロニトリル−ブタジエン共重合ゴムとしては、液状のアクリロニトリル−ブタジエン共重合ゴムを含有した共重合体ゴムを用いることがよい。この液状アクリロニトリル−ブタジエン共重合ゴムは、ゴム層14の成型時にゴムに流動性を与えて成形性が良好となる。この場合、エピクロルヒドリンゴム(A)と、アクリロニトリル−ブタジエン共重合ゴム(B)と、のブレンド比率としては(A):(B)=70:30以上95:5以下であることが挙げられる。
【0032】
なお、ゴム原料としては、吸水性のゴム原料を用いた構成としてもよい。ゴム原料として、吸水性のゴム原料を用いることで、後述する環状部材10の製造工程において、芯体12上に形成される未加硫ゴム層15(図3参照、詳細後述)が、水分を含む未加硫のゴム組成物からなる未加硫ゴム層15とされる(詳細は製造工程の説明において記載)。
この水分を含むゴム原料としては、エチレンオキサイドユニット含有の吸水性ゴムが挙げられる。また、必要に応じて、ガス透過性の小さいクロロプレンゴムや、クロロスルホン化ポリエチレンを配合してもよい。エチレンオキサイドユニット含有の吸水性ゴムをゴム原料として用いると、後述する未加硫ゴム層15中に含まれる水分は、主にエチレンオキサイドユニットに分子レベルの状態で保持されるため、未加硫ゴム層15中に含まれる水分が分散した状態で存在することとなる。
【0033】
ゴム層14を構成するゴム材料には、無機充填剤が添加されることがよい。ゴム材料に添加される無機充填剤としては、粒子の形状が、球状形、立方形、紡錘形、薄い板状(有機化合物で粒子表面が処理されていても、凝集体を形成しているものでも良い)であればよいが、比表面積が10m2/g以上であるものや、好ましくは比表面積15m2/g以上であるものがよい。また、ゴム材料に添加される無機充填剤としては、ゴム材料に添加される前の状態において、水分率が1.0%以上であるものがよい。
【0034】
なお、無機充填剤の水分率は公知のいずれの方法でも測定されるが、例えば、カールフィッシャー法(例えば実験化学講座 15(下)分析化学P241〜)にて測定される。
なお、この水分率の測定は、ゴム材料に添加される前の無機充填剤を、常温(約25℃)で湿度40%RH以上60%RH以下の環境下に1日以上放置した後に行、温度25℃湿度50%RHの環境下で測定したものである。なお、無機充填剤の水分率は、測定前に乾燥処理を行い、この乾燥条件や乾燥時間を調整することで調整される。
【0035】
また、無機充填剤の比表面積は、窒素置換法によって行う。具体的にはSA3100比表面積測定装置(コールター株式会社製)を用いて、3点法により測定される。
【0036】
無機充填剤として、水分率が1.0%以上の無機充填剤を用い、この無機充填剤をゴム材料に添加することで、後述する環状部材10の製造工程において、芯体12上に形成される未加硫ゴム層15(図3参照、詳細後述)が、水分を含む未加硫のゴム組成物からなる未加硫ゴム層15とされる(詳細は製造工程の説明において記載)。
【0037】
上記特性を満たす無機充填剤としては、具体的には、炭酸カルシウム、カーボンブラック、シリカ、等が挙げられる。これらの無機充填剤は、単独で用いてもよく、2種以上をくみ組み合わせて用いてもよい。
【0038】
このカーボンブラックとして具体的には、三菱化学社製「3030B」(比表面積32m2/g、水分率1.0%)、デグサ社製の「カラーブラックFW200」(比表面積460m2/g、水分率3.0%)、同「FW2」(比表面積460m2/g、水分率2.9%)、同「FW2V」(比表面積460m2/g、水分率2.6%)、「スペシャルブラック6」(比表面積300m2/g、水分率2.1%)、同「5」(比表面積240m2/g、水分率1.8%)、同「4」(比表面積180m2/g、水分率1.8%)、同「4A」(比表面積180m2/g、水分率1.6%)、「プリンテックス150T」(比表面積110m2/g、水分率1.1%)、キャボット社の「REGAL 400R」(比表面積96m2/g、水分率1.2%)、同「MONARCH 1000」(比表面積343m2/g、水分率2.6%)、同「MONARCH 1300」(比表面積560m2/g、水分率4.0%)、同「モーグルL」(比表面積138m2/g、水分率2.2%)等が挙げられる。
【0039】
また、上記炭酸カルシウムとしては、白石工業株式会社製白艶華CC(比表面積 26m2/g、水分率1.4%)や、同「白艶華CCR」(比表面積18m2/g、水分率1.2%)や、同「ビスコエクセル−30」(比表面積30m2/g、水分率1.7%)丸尾カルシウム株式会社製カルファインN2(比表面積23m2/g、水分率1.3%)同MSK−C(比表面積26m2/g、水分率1.3%)同「カルファイン500」(比表面積17m2/g、水分率1.2%)等が挙げられる。
【0040】
また、上記シリカとしては、東ソー・シリカ株式会社製ニプシールRS150R(比表面積85m2/g、水分率2.2%)や、同「ニプシールER」(比表面積115m2/g、水分率2.8%)同「ニプシールVN3」(比表面積240m2/g、水分率3.5%)デグサ社製のカープレックス#80(比表面積230m2/g、水分率3.2%)同「#67」(比表面積380m2/g、水分率3.5%)同「#1120」(比表面積150m2/g、水分率3.2%)「#100」(比表面積170m2/g、水分率3.0%)等が挙げられる。
【0041】
上記ゴム原料に対する無機充填剤の添加量は、特に制限はないが、ゴム原料100質量部%に対する、該ゴム原料に添加された無機充填剤に含有されている水分量の合計(総水分率)が、1.0質量%以上3.0質量%以下、または1.5質量%以上2.5質量%以下となるように調整されることがよい。
【0042】
この総水分率の調整は、例えば、ゴム原料100質量部に添加される水分を含む無機充填剤として、比表面積の合計(総比表面積)が、500m2/g以上4000m2/g、好ましくは1000m2/g以上3000m2/g以下となるように添加されることによって実現される。
【0043】
なお、ゴム原料に添加される無機充填剤は、無機充填剤の凝集体とされていることがよい。この無機充填剤の凝集体は、同じ種類の無機充填剤の凝集体であってもよいし、複数種類の無機充填剤の凝集体であってもよい。
【0044】
ゴム原料に添加される無機充填剤として凝集体を用いることで、凝集体に水分が保持されやすくなり、発泡ゴム層14Aに含まれる気泡が、連続気泡とされると考えられる。連続気泡についての詳細は後述する。
【0045】
環状部材10を、電子写真方式の画像形成装置における後述する帯電装置や転写装置等の電界を形成するための部材として用いる場合には、ゴム層14には、導電剤が添加される。
【0046】
この導電剤としては、公知の導電性物質や、有機イオン導電性物質が挙げられる。なお、本実施の形態では、導電性及び導電とは、体積抵抗率が104Ωcm以下であることを示している。
【0047】
導電性物質としては、四級アンモニウム塩(例えばラウリルトリメチルアンモニウム、ステアリルトリメチルアンモニウム、オクタドデシルトリメチルアンモニウム、ドデシルトリメチルアンモニウム、ヘキサデシルトリメチルアンモニウム、変性脂肪酸・ジメチルエチルアンモニウニウム等の過塩素酸塩、塩素酸塩、ホウフッ化水素酸塩、硫酸塩、エトサルフェート塩、ハロゲン化ベンジル塩(臭化ベンジル塩、塩化ベンジル塩等)等)、脂肪族スルホン酸塩、高級アルコール硫酸エステル塩、高級アルコールエチレンオキサイド付加硫酸エステル塩、高級アルコール燐酸エステル塩、高級アルコールエチレンオキサイド付加燐酸エステル塩、各種ベタイン、高級アルコールエチレンオキサイド、ポリエチレングリコール脂肪酸エステル、多価アルコール脂肪酸エステル、等が挙げられる。
【0048】
有機イオン導電性物質としては、多価アルコール(1,4ブタンジオール、エチレングリコール、ポリエチレングリコール、プロピレングリコール、ポリエチレングリコール等)およびその誘導体と金属塩との錯体、モノオール(エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル等)と金属塩の錯体も挙げられる。金属塩としては、例えばLiClO4、LiCF3SO3、LiAsF6、LiBF4、NaClO4、NaSCN、KSCN、NaCl等の周期律表第1族の金属塩;NH4+の塩等の電解質;Ca(ClO4)2、Ba(ClO4)2等の周期律表第2族の金属塩;これらに、少なくとも1個以上の水酸基、カルボキシル基、一級ないし二級アミン基等イソシアネートと反応する活性水素を有する基を持ったもの;等が挙げられる。このような錯体として具体的には、PEL(LiClO4)とポリエチレングリコールとの錯体)等が挙げられる。これらの導電剤は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0049】
導電剤の添加量は特に制限はないが、上記導電性物質の場合は、ゴム原料100質量部に対して、1質量部以上80質量部以下の範囲や、好ましくは15質量部以上25質量部以下の範囲が挙げられる。一方、上記有機イオン導電性物質の場合には、ゴム原料100質量部に対して、0.1質量部以上5.0質量部以下の範囲、好ましくは0.5質量部以上3.0質量部以下の範囲が挙げられる。
具体的には、ゴム原料として、2元系エピクロルヒドリンゴム、もしくは2元系エピクロルヒドリンゴムと、アクリロニトリル−ブタジエン共重合ゴムと、をブレンドしたゴムを用いる場合には、これらのゴム原料100質量部に対する導電剤の添加量としては、0.5質量%以上15質量%以下、好ましくは0.5質量部以上3.0質量部以下の割合で導電剤を配合することで、ゴム層14に導電性が付与される。
【0050】
このゴム層14には、その他の添加剤を配合してもよい。このその他の添加剤としては、軟化剤、可塑剤、硬化剤、加硫剤、加硫促進剤、酸化防止剤、界面活性剤、カップリング剤等の通常ゴム層に添加される材料が挙げられる。
【0051】
加硫剤としては、硫黄または2,4,6−トリメルカプト−s−トリアジン、6−メチルキノキサリン−2,3−ジチオカルバメート等のハロゲン基を引き抜いて加硫する加硫剤が挙げられる。これらは、単独で用いてもよく、2種以上を併用しても良い。
【0052】
加硫促進剤としては、チアゾール系、スルフェンアミド系、チウラム系、ジカルバミン酸塩系、キサントゲン酸塩等が挙げられる。これらは、単独もしくは、2種以上が併用されても良い。その他、酸化亜鉛、ステアリン酸などの公知のゴム配合材料を加えることが出来る。これらは、単独で用いてもよく、2種以上を併用しても良い。
【0053】
ゴム層14の厚みは、環状部材10を適用する装置によって異なるが、例えば、1mm以上10mm以下や、好ましくは2mm以上5mm以下が挙げられる。また、このゴム層14の体積抵抗率は、環状部材10を適用する装置によって異なるが、環状部材10を後述する電子写真方式の画像形成装置の帯電装置に用いる場合には、例えば、103Ωcm以上1014Ωcm以下が挙げられる。
【0054】
なお、体積抵抗率の測定は、シート状の測定サンプルに対し、測定治具(R12702A/Bレジスティビティ・チェンバ:アドバンテスト社製)と高抵抗測定器(R8340Aデジタル高抵抗/微小電流計:アドバンテスト社製)とを用い、電場(印加電圧/組成物シート厚)が1000V/cmになるよう調節した電圧を30秒印加後の電流値より、下記式(2)を用いて算出した。
【0055】
体積抵抗率(Ω・cm)=(19.63×印加電圧(V))/(電流値(A)×測定サンプルシート厚(cm)) ・・・ 式(2)
【0056】
また、このゴム層14の硬度は、環状部材10を適用する装置によっても異なるが、環状部材10を後述する電子写真方式の画像形成装置の帯電装置に用いる場合には、アスカーC硬度で15°以上90°以下、または15°以上70°以下の範囲が挙げられる。
なお、アスカーC硬度の測定は、3mm厚の測定シート表面にアスカーC型硬度計(高分子計器社製)の測定針を押圧し、1000g荷重の条件で行ったものである。
【0057】
上述のように、ゴム層14は、芯体12側から順に、発泡ゴム層14A及び非発泡ゴム層14Bを備えている。これらの発泡ゴム層14A及び非発泡ゴム層14Bは、上記に説明したゴム層14を構成するゴム材料から構成されており、異なる点は、気泡率が異なる点である。
【0058】
このため、本実施の形態では、発泡ゴム層14A及び非発泡ゴム層14Bは、境界面無く連続して設けられた1つの連続相とされている。
【0059】
この非発泡ゴム層14Bの厚みとしては、環状部材10を適用する装置によっても異なるが、ゴム層14の厚みの5%以上50%以下や、望ましくは10%以上25%以下が挙げられる。具体的には、非発泡ゴム層14Bの厚みとしては、0.1mm以上5mm以下、好ましくは0.2mm以上2.5mm以下が挙げられる。
【0060】
従来のように、ゴム層が、発泡ゴム層と非発泡ゴム層とが非連続で境界を有する2層構成とされている場合には、非発泡ゴム層の厚みを0.1mm以下とすることは製造上困難であった。しかし、本実施の形態では、ゴム層14を、後述する環状部材10の製造方法を用いて作製することから、非発泡ゴム層14Bが上述のような薄層が実現されると考えられる。
【0061】
発泡ゴム層14Aの厚みとしては、環状部材10を適用する装置によっても異なり、ゴム層14として構成されたときに、環状部材10が接触する対象の部材との間に形成されるニップ領域として必要な広さのニップ領域が確保される弾性が実現される厚みであればよい。このため、非発泡ゴム層14Bの厚み、ゴム層14の構成材料等によって適宜定めればよい。
【0062】
発泡ゴム層14Aは、上述のように、気泡を含有する層である。この発泡ゴム層14Aに含有される気泡は、独立気泡であっても、連続気泡であってもよいが、連続気泡を含むことがよい。
【0063】
この連続気泡とは、JISK6400−7:2004(軟質発泡剤料―物理特性の求め方―第7部:通気性)に準拠したA法通気性試験装置を用いた試験方法おいて通気量が0dm3/sを超えるものであり、発泡ゴム層14A中の気泡が互いに繋がっている状態を示している。独立気泡とは、前記測定方法、通気量が0dm3/sであり、気泡がそれぞれ独立指定存在することによることを示している。
【0064】
(その他の層)
なお、本実施の形態においては、環状部材10は、芯体12、及びゴム層14から形成される場合を説明するが、芯体12とゴム層14との層間や、ゴム層14の外側にさらに各種層を設けた構成であってもよい。
【0065】
(環状部材の製造方法)
次に、本実施の形態の環状部材10の製造方法について説明する。
【0066】
本実施の形態の環状部材10は、図3に示すように、水分を含む未加硫のゴム組成物からなる環状の未加硫ゴム層15(第1の層に相当)を形成する第1の工程(図3(A)参照)と、第1の工程によって形成された未加硫ゴム層15に含まれる水分が気化する温度未満の熱を該未加硫ゴム層15の外周側から加えることで、該未加硫ゴム層15の外周側の領域のみを早期加硫の状態(所謂、スコーチの状態、以下、スコーチと称する)とする第2の工程(図3(B)参照)と、該第2の工程の後に、未加硫ゴム層15内の水分が気化する温度以上で未加硫ゴム層15を加硫する第3の工程(図3(C)参照)と、を経ることによって製造される。
【0067】
まず、第1の工程では、図3(A)に示すように、芯体12の表面に水分を含む未加硫のゴム組成物からなる環状の未加硫ゴム層15の形成された環状体11Aが形成される。
【0068】
この未加硫ゴム層15の形成方法としては、例えば、水分を含む未加硫のゴム組成物として、例えば、上述のゴム層14の構成材料として説明したゴム原料と、無機充填剤と、加硫剤と、加硫促進剤と、各種添加剤と、を混練りした混合物を押し出し成型することで形成される。なお未加硫ゴム層15の形成方法としては、押し出し成型に限られず、公知の各種方法を用いてもよい。
【0069】
次に、第2の工程では、図3(B)に示すように、芯体12上に形成された未加硫ゴム層15に含まれる水分が気化する温度未満で、未加硫ゴム層15の外周側の領域のみを、スコーチの状態(未加硫のゴム組成物が加硫条件下に置かれる前に加硫が一部進行した状態)とする。
この未加硫ゴム層15の外周側の領域のみをスコーチの状態とする、とは、未加硫ゴム層15を構成する未加硫のゴム組成物の厚み方向の全領域のうちの、外周面及び外周面に連続する領域のみをスコーチの状態とすることを示し、少なくとも、厚み方向の丁度中間点から芯体12側の端部に到るまでの領域は、スコーチの状態としないことを示している。
【0070】
この未加硫ゴム層15の外周側の領域のみをスコーチの状態とするためには、第1の層の外周側から、該外周側の領域のみがスコーチの状態となる条件(温度及び時間)で熱を加えればよい。なお、このスコーチの条件は、第1の層を構成する未加硫ゴム組成物に含まれるゴム原料の種類や加硫剤や各種添加剤の種類にもよって異なる。このため、該第1の層を構成する未加硫のゴム組成物の環境温度とスコーチ時間との関係を予め測定し、第1の層を構成する未加硫のゴム組成物の種類に応じて、未加硫ゴム層15に含まれる水分が気化する温度未満で、第1の層の外周側の領域のみがスコーチの状態となるように、第1の層の側から加える熱の温度及び時間を調整すればよい。
【0071】
また、この未加硫ゴム層15の外周側の領域のみがスコーチの状態となっているか否かは、以下の方法によって確認される。
株式会社島津製作所社製、オートグラフAG−Xを用いて、室温23℃、湿度50%RHにて引張試験を行い、熱処理を行った、表面がスコーチの状態の未加硫ゴムの引張強さが、熱処理をしない未加硫ゴムの引張強さの130%〜170%であった場合、スコーチ状態となっていると判断できる。
【0072】
この第2の工程において未加硫ゴム層15の外周側から熱を加える方法としては、押し出し成形において未加硫ゴム層15の形成された芯体12が排出される領域に、未加硫ゴム層15に外周側から熱を加える加熱装置を設ける方法や、未加硫ゴム層15の外周面側にのみ熱風をあてる方法等が挙げられるが、これらに限られない。
【0073】
この第2の工程によって、芯体12上に設けられた未加硫ゴム層15の外周面側の領域のみが、スコーチの状態とされる。そして、この第2の工程は、未加硫ゴム層15に含まれる水分が気化する温度未満の熱を未加硫ゴム層15の外周側から加えることによって行われる。このため、第2の工程では、未加硫ゴム層15の外側から水分が気化することなく未加硫ゴム組成物の加硫(硬化)が進行する。このため、第2の工程によって、未加硫ゴム層15の外周側のスコーチの状態とされた領域は、気泡を含まない加硫された領域とされる。この気泡を含まない加硫された領域が、非発泡ゴム層14Bとなる。このため、第2の工程を経ることによって、図3(B)に示すように、芯体12上に、未加硫ゴム層15の外周側の領域のみが非発泡ゴム層14Bとされた環状体11Bが形成される。
【0074】
次の第3の工程では、環状体11Bの未加硫ゴム層15内の水分が気化する温度以上で未加硫ゴム層15を加硫する(図3(C)参照)。この第3の工程によって、環状体11Bにおける未加硫ゴム層15が加硫して非発泡ゴム層14Bとされる。なお、この第3の工程は、未加硫ゴム層15内の水分が気化する温度以上で未加硫ゴム層15の加硫が行われるので、環状体11Bにおける未加硫ゴム層15内に含まれる水分は、未加硫ゴム層15内で気化する。
ここで、この第3の工程時には、未加硫ゴム層15の外側の層は硬化された非発泡ゴム層14Bとされているので、この非発泡ゴム層14Bにおける水分の気化によって生じる内圧や気泡は、発泡ゴム層14A内に保持される。このため、非発泡ゴム層14Bの内周側には、気泡を含む発泡ゴム層14Aが形成されることとなる。
【0075】
なお、水分を含んだ構成の未加硫ゴム層15とするために、ゴム原料に上述の吸水性のゴムを用いた場合には、発泡ゴム層14A内には、独立気泡が形成されると考えられる。一方、水分を含んだ構成の未加硫ゴム層15とするために、上述の水分を含む無機充填剤を用いた場合についても、独立気泡が形成されると考えられるが、この無機充填剤として、水分を含む無機充填剤の凝集体が添加されている場合には、連続気泡が形成されると考えられる。
【0076】
この第3の工程における未加硫ゴム層15の加硫は、マイクロ波加硫や、熱風加硫などが挙げられるが、これらに限られない。
【0077】
図4には、本実施の形態の環状部材10の製造装置の一例として押出成形を行う押出成形装置50を用いた一例を示した。
【0078】
図4に示す押出成形装置50は、押出機66と、クロスヘッドダイ68と、を含んで構成されている。押出機66には、クロスヘッドダイ68が連結されており、押出機66の押出方向と交差する方向(左右あるいは上下)へ、上述の水分を含む未加硫ゴム組成物15Aを流入させるようにしている。ここでは、ゴム組成物投入部(ホッパ)67A(に充填された未加硫ゴム組成物15Aを水平方向に沿って設けられたシリンダ67内のスクリュー69によって可塑化し、押出機66から押し出された後、可塑化された未加硫ゴム組成物15Aが鉛直方向へ落下するようにクロスヘッドダイ68が配置されている。
【0079】
クロスヘッドダイ68の内部は、下方を頂部側とする略円錐状を成しており、周面には押出機66の出口部72と繋がる流入孔74が形成されている。また、クロスヘッドダイ68の中央部には、芯体12の外周面を保持する円筒状の芯金ホルダ76が設けられている。
【0080】
芯金ホルダ76の外側には、ガイド筒78が設けられている。このガイド筒78が、流入孔74から流入する未加硫ゴム組成物15Aを案内する。
【0081】
また、クロスヘッドダイ68の出口側には、ダイス80が設けられている。このダイス80によって、芯体12と未加硫ゴム組成物15Aの圧着及び外径寸法制御が行われて、未加硫ゴム層15とされる。
【0082】
このダイス80より出口側には、芯体12上に形成された未加硫ゴム層15の外周側から、未加硫ゴム層15に含まれる水分が気化する温度未満の温度の熱を加える加熱装置52が設けられている。
この加熱装置52は、筒状に構成されており、ダイス80を通過した、未加硫ゴム層15の設けられた芯体12が内側を通過する構成とされている。この加熱装置52は、未加硫ゴム層15に含まれる水分が気化する温度未満で、芯体12上に設けられた未加硫ゴム層15の外周面側の領域のみが、スコーチの状態となるように、未加硫ゴム層15の外周面に向かって熱を加える。この加熱装置52が未加硫ゴム層15の外周面を加熱する温度は、未加硫ゴム層15を構成する未加硫ゴム組成物の構成材料や、未加硫ゴム層15の設けられた芯体12が加熱装置52の内側を通過する速度(すなわち、熱が加えられる時間)に応じて定めればよい。
この加熱装置52による加熱温度としては、例えば、90℃以上130℃以下、100℃以上120℃以下が挙げられる。
【0083】
上記構成の押出成形装置50では、シリンダ67の内に設けられた押出機66を用いて未加硫ゴム組成物15Aを押出すと共に、芯体12をクロスヘッドダイ68へ供給し、クロスヘッドダイ68を通過させる。これによって、芯体12の外周面に未加硫ゴム組成物15Aによる未加硫ゴム層15が形成される(第1の工程、図4中領域A参照)。
【0084】
そして、芯体12の外周面に未加硫ゴム層15の設けられた環状体11A(図3(A)参照)は、ダイス80及び加熱装置52を介して放出される。そして、この加熱装置52を通過するときに、未加硫ゴム層15の外周側の領域のみがスコーチの状態とされる(第2の工程)。これによって、芯体12の表面には、未加硫ゴム層15と非発泡ゴム層14Bとが形成された状態となる(図4中の領域B参照)
【0085】
そして、ダイス80及び加熱装置52を介して放出された環状体11B(図3(B)参照)は、マイクロ波加硫や、熱風加硫などによって未加硫ゴム層15が加硫されて、芯体12上にゴム層14(発泡ゴム層14A及び非発泡ゴム層14Bの積層体)の設けられた環状部材10とされる(第3の工程)。
【0086】
なお、本実施の形態では、ダイス80と加熱装置52とを別体として設けた場合を説明したが、これらを一体的に設けた構成であってもよい。
【0087】
また、本実施形態では、クロスヘッドダイ68を押出機66に対して交差させ、芯体12がクロスヘッドダイ68へ案内される方向と交差する方向へ押出機66から未加硫ゴム組成物15Aが流入されるようにしたが、クロスヘッドダイ68は押出機66に対して交差する方向に限るものではなく、押出機66と同じ方向に沿って配置しても良い。
【0088】
上記構成の環状部材10は、例えば、電子写真方式の画像形成装置における帯電装置や、転写装置等における環状の部材として用いられる。
【0089】
(画像形成装置、プロセスカートリッジ)
以下、本実施の形態の環状部材10を画像形成装置及びプロセスカートリッジの帯電装置に搭載した場合を説明する。
図5は、本実施形態に係る画像形成装置を示す概略構成図である。図6は、本実施形態に係るプロセスカートリッジを示す概略構成図である。
【0090】
本実施形態に係る画像形成装置100は、図5に示すように、像保持体13を備え、その周囲に、像保持体13を帯電する帯電装置19と、帯電装置19により帯電された像保持体13を露光して潜像を形成する潜像形成装置17と、潜像形成装置17により形成した静電潜像をトナーにより現像してトナー像を形成する現像装置16と、現像装置16により形成したトナー像を記録媒体Pに転写する転写装置18と、転写後の像保持体13の表面の残留トナーを除去する清掃装置20と、を備えている。また、転写装置18により記録媒体Pに転写されたトナー像を定着する定着装置22を備えている。
【0091】
そして、本実施の形態における画像形成装置100では、帯電装置19が、本実施の形態の環状部材10を備えた構成とされている。この環状部材10は、像保持体13の表面に接触配置され、図示を省略する電力供給装置から電力を供給されることで、像保持体13を帯電させる。
【0092】
なお、本実施形態の画像形成装置100は、帯電装置19に設けられた環状部材10以外の構成については、従来から電子写真方式の画像形成装置の各構成として公知の構成が適用される。以下、各構成の一例につき説明する。
【0093】
像保持体13は、特に制限なく、公知の感光体が適用されるが、電荷発生層と電荷輸送層を分離した、いわゆる機能分離型と呼ばれる構造の有機感光体が好適に適用される。また、像保持体13は、その表面層が電荷輸送性を有し架橋構造を有する保護層で被覆されているものも好適に適用される。この保護層の架橋成分としてシロキサン系樹脂、フェノール系樹脂、メラミン樹脂、グアナミン樹脂、アクリル樹脂で構成された感光体も好適に適用される。
【0094】
潜像形成装置17としては、例えば、レーザー光学系やLEDアレイ等が適用される。
【0095】
現像装置16は、例えば、現像剤層を表面に形成させた現像剤保持体を像保持体13に接触若しくは近接させて、像保持体13の表面の静電潜像にトナーを付着させてトナー像を形成する。現像装置16の現像方式は、既知の方式として二成分現像剤による現像方式が好適に適用される。この二成分現像剤による現像方式には、例えば、カスケード方式、磁気ブラシ方式などがある。
【0096】
転写装置18としては、例えば、コロトロン等の非接触転写方式、記録媒体Pを介して導電性の転写ロールを像保持体13に接触させ記録媒体Pにトナー像を転写する接触転写方式のいずれを適応してもよい。
【0097】
清掃装置20は、例えば、板状部材を像保持体13の表面に直接接触させて表面に付着しているトナー、紙粉、ゴミなどを除去する部材である。清掃装置20としては、板状部材以外にブラシ状の部材や、ロール状の部材等を適用してもよい。
【0098】
定着装置22としては、加熱定着装置が挙げられる。加熱定着装置は、例えば、円筒状芯金の内部に加熱用のヒータランプを備え、その外周面に耐熱性樹脂被膜層あるいは耐熱性ゴム被膜層により、いわゆる離型層を形成した定着ローラと、この定着ローラに対し特定の接触圧で接触して配置され、円筒状芯金の外周面あるいはベルト状基材表面に耐熱弾性体層を形成した加圧ローラ又は加圧ベルトと、で構成される。未定着のトナー像の定着プロセスは、例えば、定着ローラと加圧ローラ又は加圧ベルトとの間に未定着のトナー像が転写された記録媒体Pを挿通させて、トナー中の結着樹脂、添加剤等の熱溶融による定着を行う。
【0099】
なお、本実施形態に係る画像形成装置100は、上記構成に限られず、例えば、中間転写体を利用した中間転写方式の画像形成装置、各色のトナー像を形成する画像形成ユニットを並列配置させた所謂タンデム方式の画像形成装置であってもよい。
【0100】
一方、本実施形態に係るプロセスカートリッジは、図6に示すように、上記図5に示す画像形成装置100において、露光のための開口部24A、除電露光のための開口部24B及び取り付けレール24Cが備えられた筐体24により、像保持体13と、像保持体13を帯電する帯電装置19と、潜像形成装置17により形成された静電潜像をトナーにより現像してトナー像を形成する現像装置16と、転写後の像保持体13表面の残留トナーを除去する清掃装置20と、を一体的に組み合わせて保持して構成したプロセスカートリッジ102である。そして、プロセスカートリッジ102は、上記図5に示す画像形成装置100に脱着自在に装着されている。
【実施例】
【0101】
以下、本発明を実施例に基づきさらに詳細に説明するが、本発明は下記実施例により限定されるものではない。なお、特に断りがない限り、「部」は、「質量部」を意味する。
【0102】
(実施例1)
(環状部材の作製)
環状部材を作製するにあたり下記組成の混合物を、接線式加圧ニーダー((株)モリヤマ製:実容量75L)を用いて混練した。
詳細には、加圧ニーダーのジャケット、加圧蓋、ローターを循環水により20℃にし、加圧蓋の圧力を0.6MPaでエピクロルヒドリンゴムを素練りし、酸化亜鉛を混練後、ステアリン酸及びカーボンブラックを投入混練し、イオン導電剤、炭酸カルシウム及び液状アクリロニトリル−ブタジエンゴムを投入して混練した。さらに、22インチオープンロールでシート状に切り出し冷却後、再び加圧ニーダーで、加硫剤及び加硫促進剤を加えて混練し、22インチオープンロールでシート状に切り出し、未加硫ゴム組成物A1を得た。
【0103】
−組成−
・ゴム原料 ・・・・・・・・・100質量部
(エピクロルヒドリンゴム(エピクロマーCG102:ダイソー社製)90質量部,液状アクリロニトリル−ブタジエン(N280:JSR社製)10質量部))
・酸化亜鉛 ・・・・・5質量部
(酸化亜鉛2種:正同化学工業社製)
・ステアリン酸 ・・・・・1質量部
(ステアリン酸S:花王社製)
・イオン導電剤(KS−555:花王社製) ・・・1.8質量部
・無機充填剤
・カーボンブラック ・・・・10質量部
(#3030B:三菱化学社製,比表面積32m2/g)
・炭酸カルシウム ・・・・40質量部
(カルファインN2:丸尾カルシウム社製,比表面積23m2/g)
・加硫剤(硫黄:サルファックス200S:鶴見化学社製)・・・・・1質量部
・加硫促進剤(ノクセラーDM−P:大内新興化学工業社製)・・1.5質量部
・加硫促進剤(ノクセラーTET:大内新興化学工業社製) ・・0.5質量部
【0104】
なお、未加硫ゴム組成物A1における無機充填剤の総比表面積は、1240m2/gであり、未加硫ゴム組成物A1に含まれるゴム原料100質量部に対する無機充填剤の水分率は、1.26%であった。
この未加硫ゴム組成物A1における無機充填剤の水分率の測定は、平沼産業株式会社製「カールフィッシャー水分計」AQV2100を用いて測定した。なお、以下の実施例及び比較例においても同じ方法を用いて水分率を測定した。
【0105】
―第1の工程,第2の工程―
芯体12として、SUS303製直径8mmの長さ330mmの円柱状芯体A1を用意した。そして、図4に示す構成の押出成形装置(三葉製作所社製:商品名SB−60G)において、図4に示すシリンダ67の内側に設けられたスクリューの内径(D)60mm、スクリューの長さ(L)1200mm、L/D=20の1軸ゴム押出機66を用いて、スクリュー69の回転25rpmで、上記に調整した未加硫ゴム組成物A1を押し出すとともに、上記に用意した芯体A1をクロスヘッドダイ68へ供給してクロスヘッドダイ68を通過させた。これによって、芯体A1上に、未加硫ゴム組成物A1による未加硫ゴム層A1を形成すると共に、外周面側のみをスコーチの状態とした、環状体A1を作製した。
【0106】
ここで、押出機66の温度条件設定は、シリンダ67及びスクリュー69は70℃、クロスヘッドダイ68は90℃、ダイス80は110℃(スコーチの条件)とした。なお、押出機66に用いるダイス80は円の直径(d)13mmのものを用いた。また、スコーチ時間は、芯体A1の供給速度やスクリュー69の回転速度(5rpm)によって、0.5分/本に調整した。
【0107】
なお、本実施例1では、第2の工程を行うための加熱装置を、ダイス80と一体的に設けた構成とし、ダイス80によって未加硫ゴム層の外周側の領域のみをスコーチの状態とした。
【0108】
上記作製した環状体A1について、5mm×50mm×2mmtの試験片を切り取り、株式会社島津製作所社製、オートグラフAG−Xを用いて引張強さ測定したところ、押出前の未加硫ゴムの引張強さと比較して131%の引張強さであった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0109】
―第3の工程―
上記第2の工程によって得られた環状体A1(未加硫ゴム層A1の外周面側のみをスコーチの状態とされた環状体A1)を、押出成形後、室温23℃で湿度50%RHの環境下に3時間放置し未加硫ゴム層を室温まで下げた後に、ギアオーブン(エスペック社製パーフェクトオーブン)にて180℃で30分間加硫した。これによって、環状部材A1を作製した。
【0110】
(実施例2)
上記実施例1において用いた炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、シリカ(NipsilRS―150:東ソー社製:比表面積85m2/g)を、20質量部もちいた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A2を調整し、この未加硫ゴム組成物A2を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A2を形成して環状体A2を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A2を得た。
【0111】
なお、第2の工程終了後、第3の工程の前に、環状体A2(未加硫ゴム層A2の外周面側のみをスコーチの状態とされた環状体A2)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して135%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0112】
なお、未加硫ゴム組成物A2における無機充填剤の総比表面積は、2020m2/gであり、未加硫ゴム組成物A2に含まれる無機充填剤100質量部に対する水分率は、1.83%であった。
【0113】
(実施例3)
上記実施例1において用いたカーボンブラック(#3030B:三菱化学社製,比表面積32m2/g)の含有量を10質量部にかえて20質量部とし、さらに、無機充填剤として、シリカ(NipsilER:東ソー社製:比表面積115m2/g)を、20質量部もちいた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A3を調整し、この未加硫ゴム組成物A3を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A3を形成して環状体A3を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A3を得た。
【0114】
なお、第2の工程終了後、第3の工程の前に、環状体A3(未加硫ゴム層A3の外周面側のみをスコーチの状態とされた環状体A3)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して146%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0115】
なお、未加硫ゴム組成物A3における無機充填剤の総比表面積は、3860m2/gであり、未加硫ゴム組成物A3に含まれるゴム原料100質量部に対する無機充填剤の水分率は、1.63%であった。
【0116】
(実施例4)
上記実施例1において用いた炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、炭酸カルシウム(ビスコエクセル−30:白石工業社製:比表面積30m2/g)を、20質量部もちいた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A4を調整し、この未加硫ゴム組成物A4を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A4を形成して環状体A4を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A4を得た。
【0117】
なお、第2の工程終了後、第3の工程の前に、環状体A4(未加硫ゴム層A4の外周面側のみをスコーチの状態とされた環状体A4)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して143%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0118】
なお、未加硫ゴム組成物A4における無機充填剤の総比表面積は、920m2/gであり、未加硫ゴム組成物A4に含まれるゴム原料100質量部に対する無機充填剤の水分率は、1.37% であった。
【0119】
(実施例5)
実施例1で用いた未加硫ゴム組成物A1を用いて、押出機66の温度条件設定として、ダイス80の温度を120℃として、スコーチの条件(温度)を変えた以外は、実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A5を形成して環状体A5を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A5を得た。
【0120】
なお、第2の工程終了後、第3の工程の前に、環状体A5(未加硫ゴム層A5の外周面側のみをスコーチの状態とされた環状体A5)について、実施例1と同じ方法でスコーチの状態を確認したところ、154%の引張強さであった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0121】
(実施例6)
上記実施例1において用いたカーボンブラック(10質量部:#3030B:三菱化学社製,比表面積32m2/g)及び炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、炭酸カルシウム(重質炭酸カルシウムP−50:東洋ファインケミカル製:比表面積2.0m2/g、水分率0.5%)を30質量部用いた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A6を調整し、この未加硫ゴム組物A6を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A6を形成して環状体A6を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A6を得た。
【0122】
なお、第2の工程終了後、第3の工程の前に、環状体A6(未加硫ゴム層A6の外周面側のみをスコーチの状態とされた環状体A6)について、実施例1と同じ方法でスコーチの状態を確認したところ、押出前の加熱処理をしていない未加硫ゴムの引張強さに対して126%であった。このため、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0123】
なお、未加硫ゴム組成物A6における無機充填剤の総比表面積は、60m2/gであり、未加硫ゴム組成物A6に含まれるゴム原料100質量部に対する無機充填剤の水分率は、0.5%であった。
【0124】
(実施例7)
上記実施例1において用いたカーボンブラック(10質量部:#3030B:三菱化学社製,比表面積32m2/g)及び炭酸カルシウム(40質量部:カルファインN2:丸尾カルシウム社製:比表面積23m2/g)にかえて、炭酸カルシウム(10質量部:重質炭酸カルシウムP−50:東洋ファインケミカル製:比表面積2.0m2/g、水分率0.5%)を30質量部用い、有機発泡剤(6.0質量部:ビニホールAC#3:永和化成工業社製)を用いた以外は、実施例1と同じ材料を用いて未加硫ゴム組成物A7を調整し、この未加硫ゴム組成物A7を用いて実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層A7を形成して環状体A7を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材A7を得た。
なお、第2の工程終了後、第3の工程の前に、環状体A7(未加硫ゴム層A7の外周面側のみをスコーチの状態とされた環状体A7)について、実施例1と同じ方法でスコーチの状態を確認したところ、未加硫ゴム層の外周側の領域のみが加硫硬化し、スコーチの状態とされていることが確認された。
【0125】
(比較例1)
実施例1で用いた未加硫ゴム組成物A1を用いて、押出機66の温度条件設定として、ダイス80の温度を80℃として、スコーチの条件(温度)をスコーチの生じない温度に変えた以外は、実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層B1を形成して環状体B1を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材B1を得た。
【0126】
なお、第2の工程終了後、第3の工程の前に、環状体B1(押出機から排出された環状体B1)について、実施例1と同じ方法でスコーチの状態を確認したところ、105%の引張強さであった。このため、未加硫ゴム層には、スコーチとされた領域は存在しなかった。
【0127】
(比較例2)
実施例1で用いた未加硫ゴム組成物A1を用いて、押出機66の温度条件設定として、ダイス80の温度を150℃として、スコーチの条件(温度)を、未加硫ゴム組成物A1による層の厚み方向の全領域にスコーチの生じ且つ未加硫ゴム層における水分が気化する温度に変えた以外は、実施例1と同じ製造条件で押し出し成形により芯体上に未加硫ゴム層B2を形成して環状体B2を作製し、実施例1と同じ加硫条件で第3の工程を行い、環状部材B1を得た。
【0128】
なお、第2の工程終了後、第3の工程の前に、環状体B2(押出機から排出された環状体B2)について、実施例1と同じ方法でスコーチの状態を確認したところ、253%の引張強さであった。このため、未加硫ゴム層の厚み方向の全領域がスコーチの状態とされていた。
【0129】
(比較例3)
発泡ゴム層の成形:実施例1のゴム組成に加硫剤、充填剤と有機発泡剤(アゾ化合物系発泡剤)を10質量部混練した後、三葉製作所社製:商品名SB−60G−186を用いて芯金に成形した。これを加熱加硫発泡させた後、所定の寸法に研磨した。
非発泡ゴム層の成形:発泡層の寸法に合わせたマンドレルを用意し、このマンドレルに上記未加硫ゴムを三葉製作所社製:商品名SB−60Gを用いて成形した。加熱加硫後、マンドレルを抜きチューブを作製した。
嵌め込み:発泡ゴム層に、冶具を用いて非発泡ゴム層にエアー圧を加え、発泡ゴム層に被覆し、環状部材B3を作製した。
【0130】
<評価>
〔ゴム層の層構成の確認〕
上記実施例及び比較例で作製した環状部材を端部から厚み方向に切断し、切断面を、光学顕微鏡を用いて観察した。そして、気泡が形成されていない領域を非発泡ゴム層とし、気泡が形成されている領域を発泡ゴム層として確認した。確認結果を表1に示した。
【0131】
〔発泡ゴム層と非発泡ゴム層との界面の確認〕
上記実施例及び比較例で作製した環状部材について、芯金からゴム成形部分を切り取り、上記層構成の確認で発泡ゴム層と確認された領域と、非発泡ゴム層と確認された領域との間の界面の有無(連続相か非連続相か)を、キーエンス社製デジタルマイククロスコープVHX−500Fを用いて、非発泡ゴム層と発泡ゴム層の境界の気泡の壁が非発泡ゴム層と共有しているかどうかを確認することによって、連続相であるか否かを判別することによって確認した。確認結果を表1に示した。
【0132】
〔非発泡ゴム層の厚みの測定〕
上記層構成の確認において確認された非発泡ゴム層の厚みを、キーエンス社製、商品名デジタルマイククロスコープVHX−500Fを用いて、厚さ方向の切断面の非発泡ゴム層の表面と発泡ゴム層の非発泡ゴム層側の気泡の距離を規定することにより測定した。測定結果を表1に示した。
【0133】
〔気泡の大きさ及び連続気泡の有無の確認〕
上記層構成の確認において確認された発泡ゴム層の通気量を測定し、連続気泡であるか独立気泡であるかを確認した。なお、通気量が0dm3/s以上であれば「連続気泡」を形成しているものとし、結果を表1に示した。
【0134】
〔剥がれの評価〕
上記実施例及び比較例で作製した環状部材について、株式会社島津製作所社製、商品名オートグラフAG−Xを用いて、室温23℃、湿度50%条件で非発泡ゴム層と発泡ゴム層を180℃剥離試験することによって非発泡ゴム層の剥がれの評価を行なった。
【0135】
評価基準
G1:180℃剥離開始と同時に、発泡ゴム層側で凝集破壊し、試験片が切れる。
G2:180℃剥離開始後、非発泡ゴム層と発泡ゴム層近傍において、しばらくは、発泡ゴム層側で凝集破壊するが、測定途中で試験片が切れる。
G3:180℃剥離開始後、非発泡ゴム層と発泡ゴム層の境界面近傍において、試験片が切れることなく、発泡ゴム層側で凝集破壊する。
G4:180℃剥離開始後、試験片が切れることなく、発泡ゴム層と非発泡ゴム層の境界面で完全に剥がれる。
【0136】
〔表面硬度〕
上記実施例及び比較例で作製した環状部材の表面硬度を評価した。この表面硬度の評価は、JISK―7312に準じて、アスカーC型硬度計(高分子計器社製)の押針を比測定物表面に接触させ、500g加重の条件で10点について測定し、平均値を求めることによって得た。結果を表1に示した。
【0137】
評価基準
G1:アスカーCゴム硬度が40度以上50度未満
G2:アスカーCゴム硬度が50度以上60度未満
G3:アスカーCゴム硬度が60度以上70度未満
G4:アスカーCゴム硬度が70度以上
【0138】
【表1】
【0139】
表1に示すように、実施例では、芯体上に、発泡ゴム層と非発泡ゴム層とがこの順に界面無く連続して設けられており、非発泡ゴム層の剥がれが抑制される、という結果が得られた。また、実施例では、比較例に比べて、非発泡ゴム層が薄く構成される、という結果が得られた。
【符号の説明】
【0140】
10 環状部材,12 芯体,13 像保持体,14 ゴム層,14 発泡ゴム層,14B 非発泡ゴム層,15 未加硫ゴム層,19 帯電装置,50 押出成形装置,52 加熱装置,80 ダイス,100 画像形成装置
【特許請求の範囲】
【請求項1】
芯体と、
前記芯体上に設けられた発泡ゴム層と、
前記発泡ゴム層に界面無く連続して設けられた非発泡ゴム層と、
を備えた環状部材。
【請求項2】
前記発泡ゴム層が連続気泡を含む請求項1に記載の環状部材。
【請求項3】
請求項1または請求項2に記載の環状部材を備えた帯電装置。
【請求項4】
像保持体と、
前記像保持体を帯電する帯電装置と、
前記帯電装置によって帯電された前記像保持体に静電潜像を形成する潜像形成装置と、
前記像保持体上の静電潜像をトナーによって現像する現像装置と、
前記現像装置によって前記像保持体上に形成されたトナー像を被転写体へ転写する転写装置と、
を有し、
前記帯電装置、前記現像装置、及び前記転写装置の少なくとも1つが請求項1または請求項2に記載の環状部材を備えた画像形成装置。
【請求項5】
水分を含む未加硫のゴム組成物からなる環状の第1の層を形成する第1の工程と、
前記第1の工程によって形成された第1の層内の水分が気化する温度未満の熱を該第1の層の外周側から加えることで、該第1の層の外周側の領域のみを早期加硫の状態とする第2の工程と、
前記第2の工程の後に、前記第1の層内の水分が気化する温度以上の熱を加えることで前記第1の層を加硫する第3の工程と、
を備えた請求項1または請求項2に記載の環状部材の製造方法。
【請求項6】
前記未加硫のゴム組成物は、水分を含んだ無機充填剤を含む請求項5に記載の環状部材の製造方法。
【請求項7】
前記未加硫のゴム組成物は、水分を含んだ無機充填剤の凝集体を含む請求項5または請求項6に記載の環状部材の製造方法。
【請求項1】
芯体と、
前記芯体上に設けられた発泡ゴム層と、
前記発泡ゴム層に界面無く連続して設けられた非発泡ゴム層と、
を備えた環状部材。
【請求項2】
前記発泡ゴム層が連続気泡を含む請求項1に記載の環状部材。
【請求項3】
請求項1または請求項2に記載の環状部材を備えた帯電装置。
【請求項4】
像保持体と、
前記像保持体を帯電する帯電装置と、
前記帯電装置によって帯電された前記像保持体に静電潜像を形成する潜像形成装置と、
前記像保持体上の静電潜像をトナーによって現像する現像装置と、
前記現像装置によって前記像保持体上に形成されたトナー像を被転写体へ転写する転写装置と、
を有し、
前記帯電装置、前記現像装置、及び前記転写装置の少なくとも1つが請求項1または請求項2に記載の環状部材を備えた画像形成装置。
【請求項5】
水分を含む未加硫のゴム組成物からなる環状の第1の層を形成する第1の工程と、
前記第1の工程によって形成された第1の層内の水分が気化する温度未満の熱を該第1の層の外周側から加えることで、該第1の層の外周側の領域のみを早期加硫の状態とする第2の工程と、
前記第2の工程の後に、前記第1の層内の水分が気化する温度以上の熱を加えることで前記第1の層を加硫する第3の工程と、
を備えた請求項1または請求項2に記載の環状部材の製造方法。
【請求項6】
前記未加硫のゴム組成物は、水分を含んだ無機充填剤を含む請求項5に記載の環状部材の製造方法。
【請求項7】
前記未加硫のゴム組成物は、水分を含んだ無機充填剤の凝集体を含む請求項5または請求項6に記載の環状部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−164358(P2011−164358A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−26944(P2010−26944)
【出願日】平成22年2月9日(2010.2.9)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月9日(2010.2.9)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
[ Back to top ]