
生体器官拡張器具の製造方法及び生体器官拡張器具
【課題】バルーン表面にステントを好適に搭載することが可能な生体器官拡張器具の製造方法を提供すること。
【解決手段】まずポリイミドを用いて内側チューブ25を形成する工程を行う。その後、内側チューブ25の所定箇所に一対の造影環41,42を仮止めする工程を行う。その後、被覆チューブ43の形成工程を行う。具体的には、熱収縮チューブ44を内側チューブ25における所定範囲の外周面を覆うように配置する。そして、加熱装置HDを利用して熱収縮チューブ44を加熱する。これにより、熱収縮チューブ44が収縮して、内側チューブ25における所定範囲の外周面を覆うようにして被覆チューブ43が形成される。その後、上記内側チューブユニットを外側チューブ24に内挿する工程、バルーン23を装着する工程、及び収縮状態のバルーン23上にステント11を搭載する工程を行うことにより、生体器官拡張器具10の製造が完了する。
【解決手段】まずポリイミドを用いて内側チューブ25を形成する工程を行う。その後、内側チューブ25の所定箇所に一対の造影環41,42を仮止めする工程を行う。その後、被覆チューブ43の形成工程を行う。具体的には、熱収縮チューブ44を内側チューブ25における所定範囲の外周面を覆うように配置する。そして、加熱装置HDを利用して熱収縮チューブ44を加熱する。これにより、熱収縮チューブ44が収縮して、内側チューブ25における所定範囲の外周面を覆うようにして被覆チューブ43が形成される。その後、上記内側チューブユニットを外側チューブ24に内挿する工程、バルーン23を装着する工程、及び収縮状態のバルーン23上にステント11を搭載する工程を行うことにより、生体器官拡張器具10の製造が完了する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、血管の狭窄箇所又は閉塞箇所の拡張治療をする際などにおいて生体内に導入して用いられる生体器官拡張器具の製造方法及び生体器官拡張器具に関するものである。
【背景技術】
【0002】
血管等の生体器官における狭窄部位や閉塞部位を拡張する治療方法として、生体器官拡張器具を生体器官内に挿入して狭窄部位や閉塞部位にステントを留置する方法が知られている。ステントとしては種々のものがあるが、その一つに、バルーンエキスパンダブルステントがあり、この場合、上記ステントを生体内に導入するために、バルーンカテーテルが用いられる。
【0003】
詳細には、上記ステントは、金属線や金属管を加工することにより、塑性変形によって収縮状態と拡張状態との間の遷移を可能とするように形成されている。そして、当該ステントは、生体内への挿入時には収縮状態のバルーンの表面に外側から密着するように収縮状態とされ、治療箇所に配置された後はバルーンの膨張力を内周側から受けることにより、拡張状態に塑性変形する。この状態で生体内に留置されることにより、狭窄箇所又は閉塞箇所を拡張した状態を維持することが可能となる。
【0004】
ここで、上記バルーンカテーテルに要求される性能として、狭窄箇所や閉塞箇所の通過性が挙げられる。かかる要求性能を満たすための一手法として、バルーンカテーテルの遠位端側を細くすることが挙げられる。
【0005】
しかしながら、バルーンカテーテルの遠位端側を細く形成すると、それに伴って、収縮状態である場合のバルーン部分のサイズも小さくなる。この場合、径が比較的大きいステントをバルーン上に搭載しようとしても、当該ステントをバルーンの表面に密着させづらくなり、生体内への導入に際してのステントの位置ズレの発生が懸念され、さらにはこのような径の大きいステントが搭載不可となってしまうことが懸念される。
【0006】
これに対して、例えば特許文献1のようにバルーンの表面に突起を形成し、その突起によりステントの位置ズレを防止する方法が考えられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表2002−539888号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献1のような突起のみによりステントの位置ズレを防止しようとすると、使用するステントの径が大きくなるほど強度の高い突起を形成する必要が生じる。そうすると、バルーンの製造工程が煩雑化してしまい、またバルーンの柔軟性も大きく低下してしまうことが懸念される。
【0009】
本発明は、上記事情に鑑みなされたものであり、バルーン表面にステントを好適に搭載することが可能な生体器官拡張器具の製造方法及び生体器官拡張器具を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
以下、上記課題を解決するのに有効な手段等につき、必要に応じて作用、効果等を示しつつ説明する。
【0011】
生体器官拡張器具の製造方法:流体を利用して膨張又は収縮されるものであって、外周面上の搭載領域に搭載されたステントを塑性変形させて拡張させるバルーンと、当該バルーンにより遠位端側が覆われるチューブ体と、を有する生体器官拡張器具の製造方法において、前記チューブ体の少なくとも内周面を規定するベースチューブの外周面のうち、前記搭載領域の少なくとも一部に対して軸線方向で同一の位置となる面を含む所定外周面を外側から覆うように、熱収縮チューブを配置するチューブ配置工程と、当該配置工程により配置された前記熱収縮チューブを加熱して熱収縮させることにより前記所定外周面を被覆チューブにより被覆する被覆工程と、を備え、前記被覆チューブを含めて前記チューブ体が形成されていることを特徴とする。
【0012】
本構成によれば、ベースチューブにおいてステントの搭載箇所を形成する部位に被覆チューブが設けられていることにより、ベースチューブの遠位端部などは細くしながら、搭載領域のサイズを大きくすることが可能となる。これにより、狭窄箇所や閉塞箇所の通過性の向上を図りながら、比較的サイズの大きいステントであっても安定した状態で支持することが可能となる。また、被覆チューブは熱収縮チューブを利用して形成されているため、被覆チューブの形成の容易化を図ることが可能となる。特に、ベースチューブそのものの肉厚を変化させているのではなく、ベースチューブに被覆チューブを積層する構成であるため、比較的サイズの小さいステントを搭載するための器具の形成に際しては被覆チューブを形成しないようにして、比較的サイズの大きいステントを搭載するための器具の形成に際しては被覆チューブを形成するようにすればよい。よって、使用対象となるステントのサイズが異なる場合において共通のベースチューブを用いることが可能となる。
【0013】
第1の発明の生体器官拡張器具:上記製造方法により製造される生体器官拡張器具であって、前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして環状部材が設けられており、前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一部が含まれていることを特徴とする。本構成によれば、被覆チューブを利用して、ベースチューブへの環状部材の固定も行うことが可能となる。
【0014】
上記環状部材としては、造影環が挙げられる。この場合、ベースチューブに対する造影環の固定を、被覆チューブを利用して行うことが可能となる。
【0015】
第2の発明の生体器官拡張器具:第1の発明の生体器官拡張器具において、前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一端が含まれていることを特徴とする。本構成によれば、環状部材の少なくとも一端については収縮状態となったバルーンに直接接触することが阻止されるため、被覆チューブを利用してバルーンの保護を行うことが可能となる。
【0016】
第3の発明の生体器官拡張器具:第2の発明の生体器官拡張器具において、前記被覆チューブの外周面には、前記環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする。本構成によれば、環状部材の一端を被覆チューブにより被覆することでバルーンを保護するようにした構成において、その被覆部分の外周面には段差が生じているため、当該段差をバルーン上におけるステントの安定支持のために利用することも可能となる。
【0017】
第4の発明の生体器官拡張器具:第3の発明の生体器官拡張器具において、前記被覆チューブの外周面に生じている段差は、軸線方向において前記搭載領域に対して所定の一方向に外側となる位置に存在しているとともに、当該段差が向く方向には前記所定の一方向とは反対方向を向く成分が含まれていることを特徴とする。本構成によれば、ステントの軸線方向の変位規制が上記段差により行われることが期待され、当該ステントの位置ズレの抑制までも上記被覆チューブを利用して行うことが可能となる。
【0018】
第5の発明の生体器官拡張器具:第1の発明の生体器官拡張器具において、前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして前記環状部材とは別の環状部材が設けられており、前記各環状部材のうち一方の環状部材は軸線方向において前記搭載領域よりも近位側に存在しているとともに、他方の環状部材は軸線方向において前記搭載領域よりも遠位側に存在しており、前記被覆チューブにより被覆される範囲に、前記一方の環状部材の遠位端部と前記他方の環状部材の近位端部とが含まれているとともに、前記被覆チューブの外周面には前記各環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする。本構成によれば、被覆チューブを利用して複数の環状部材をベースチューブに固定することが可能となる。また、これら複数の環状部材はステントの搭載領域を間に挟むようにして配置されているとともに、少なくともこれら環状部材側を向く端部が被覆チューブにより覆われ且つ当該被覆チューブの外周面にはこれら端部に対応した段差が生じている。これにより、各環状部材及び被覆チューブの構成を利用して、ステントの遠位側及び近位側の両方の変位を抑制することが可能となる。
【0019】
第6の発明の生体器官拡張器具:上記製造方法により製造される生体器官拡張器具であって、前記被覆チューブにより被覆される範囲に、前記バルーンの接合箇所が含まれていないことを特徴とする。本構成によれば、剛性が極端に高くなる箇所を生じさせないようにしながら、被覆チューブを設けることが可能となる。
【図面の簡単な説明】
【0020】
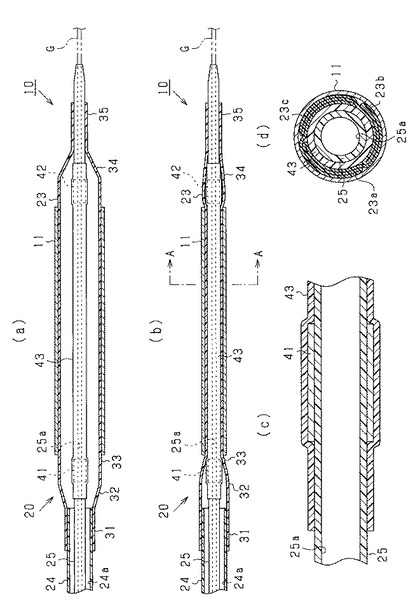
【図1】(a)第1の実施の形態における生体器官拡張器具であって、ステント、バルーン及び外側チューブを縦断面の状態で示す膨張状態のバルーン並びにその周辺の側面図であり、(b)ステント、バルーン及び外側チューブを縦断面の状態で示す収縮状態のバルーン並びにその周辺の側面図であり、(c)内側チューブの一部及びその周辺を拡大して示す縦断面図であり、(d)図1(b)のA−A線断面図である。
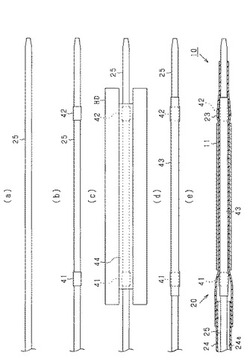
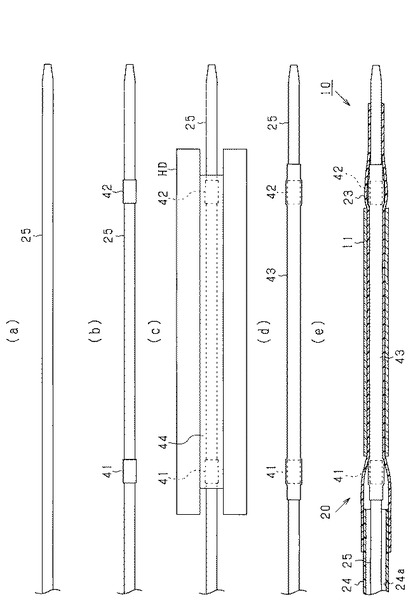
【図2】(a)〜(e)生体器官拡張器具の製造方法を説明するための図である。
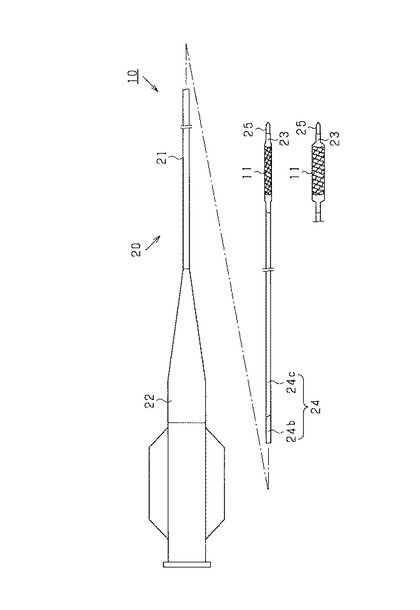
【図3】生体器官拡張器具の構成を示す概略全体側面図である。
【図4】第2の実施の形態における生体器官拡張器具であって、ステント、バルーン及び外側チューブを縦断面の状態で示す収縮状態のバルーン並びにその周辺の側面図である。
【図5】(a)第3の実施の形態における生体器官拡張器具であって、ステント、バルーン及び外側チューブを縦断面の状態で示す膨張状態のバルーン並びにその周辺の側面図であり、(b)ステント、バルーン及び外側チューブを縦断面の状態で示す収縮状態のバルーン並びにその周辺の側面図である。
【発明を実施するための形態】
【0021】
(第1の実施の形態)
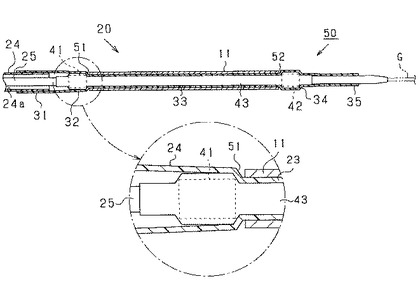
生体器官拡張器具についての第1の実施の形態を図面に基づいて説明する。まず図3を参照しながら生体器官拡張器具10の概略構成を説明する。図3は生体器官拡張器具10の構成を示す概略全体側面図である。
【0022】
生体器官拡張器具10は、ステント11と、バルーンカテーテル20と、を備えている。ステント11は、収縮状態と拡張状態との間の遷移が塑性変形により行われるものである。ステント11は、線状要素を用いて管状に形成されており、軸線方向の途中位置には内外に貫通する孔部が多数形成されている。ステント11の形成材料は任意であるが、例えばステンレス鋼などの金属や、ポリ乳酸などの生分解性樹脂が挙げられる。また、金属製ステントの表面や樹脂製ステントの表面に、薬剤が付与されたものであってもよい。ステント11は、バルーンカテーテル20のバルーン23表面上にて収縮状態とされて当該バルーン23に搭載され、当該バルーン23が膨張されて当該バルーン23により径方向の外側に向けた外力を受けることで塑性変形して拡張状態に遷移する。
【0023】
以下、バルーンカテーテル20について詳細に説明する。
【0024】
図3に示すように、バルーンカテーテル20は、カテーテルチューブ21と、当該カテーテルチューブ21の近位端部(基端部)に取り付けられたハブ22と、カテーテルチューブ21の遠位端側(先端側)に取り付けられたバルーン23と、を備えている。なお、バルーンカテーテル20の長さ寸法は、1m〜2mとなっている。
【0025】
カテーテルチューブ21は、複数のチューブにより構成されており、少なくとも軸線方向(長手方向)の途中位置からバルーン23の位置まで内外複数管構造となっている。具体的には、カテーテルチューブ21は、近位端部に上記ハブ22が接続された外側チューブ24と、当該外側チューブ24よりも細径化された内側チューブ25と、を備えている。内側チューブ25は、外側チューブ24に内挿されており、その近位端部が外側チューブ24における軸線方向の途中位置に接合されているとともに、外側チューブ24よりも遠位側に延出させて設けられている。そして、この延出している領域を外側から覆うようにしてバルーン23が設けられている。
【0026】
これら外側チューブ24、内側チューブ25及びバルーン23について以下に説明する。以下の説明では、図3に加えて図1を適宜参照する。
【0027】
図1(a)はバルーン23が膨張状態である場合における当該バルーン23及びその周辺を示す側面図であり、図1(b)はバルーン23が収縮状態である場合における当該バルーン23及びその周辺を示す側面図である。なお、図1(a)及び図1(b)においてステント11、バルーン23及び外側チューブ24は縦断面の状態で示す。また、図1(c)は内側チューブ25の一部及びその周辺を拡大して示す縦断面図であり、図1(d)は図1(b)のA−A線断面図である。
【0028】
外側チューブ24は、軸線方向の全体に亘って連続するとともに両端にて開放された外側管孔24a(図1(a)参照)を有する管状に形成されている。外側管孔24aは、バルーン23を膨張又は収縮させる際に圧縮流体が流通することとなる流体用ルーメンとして機能する。この圧縮流体はハブ22に接続される図示しない流体用器具により供給及び吸引される。
【0029】
外側チューブ24は、図3に示すように、ハブ22に連続する位置から遠位側に向けた所定範囲の領域がNi―Ti合金などの金属により形成された外側近位チューブ24bとなっており、それよりも遠位側は外側近位チューブ24bに比べて剛性が低くなるように熱可塑性のポリアミドにより形成された外側遠位チューブ24cとなっている。但し、これに限定されることはなく、外側近位チューブ24bを合成樹脂により形成してもよい。
【0030】
なお、本明細書において剛性とは、カテーテルを軸線方向に対して直交する方向に曲げようとするときに作用するモーメントの大きさのことをいう。
【0031】
内側チューブ25は、軸線方向の全体に亘って連続するとともに両端にて開放された内側管孔25a(図1(a)〜(d)参照)を有する管状に形成されている。当該内側管孔25aは、バルーンカテーテル20の生体内への挿入に際して利用されるガイドワイヤGが挿通されるワイヤ用ルーメンとして機能する。
【0032】
内側チューブ25は、樹脂材料を用いて形成されている。当該樹脂材料としては、ポリエチレン、ポリエチレンテレフタレート、ポリプロピレン、ポリウレタン、ポリアミド、ポリアミドエラストマ、ポリイミド、ポリアミドイミド、ポリエーテルエーテルケトン、ポリイミドエラストマ、シリコンゴムなどが挙げられ、これらを単独で用いてもよく、2種類以上を組合せて用いてもよい。
【0033】
ここで、内側チューブ25はバルーン23上に搭載されたステント11を支持しながら生体内を進む必要があり、当該支持の安定化を図る上では、引張り方向や径方向の強度の向上を図ることが好ましい。かかる強度の向上を図る上では、金属製の編組チューブやコイルといった補強層を樹脂層に埋設する手法が考えられるが、それ以外にも、内側チューブ25において少なくともステント11が搭載される部位を、ポリイミド、ポリアミドイミドといったショア硬度の高い材料を用いて形成する手法が考えられる。この場合、ポリイミドがより好ましい。
【0034】
また、内側チューブ25において少なくともステント11が搭載される部位は、上記ショア硬度の高い材料のみにより、例えばポリイミドのみにより形成されていてもよいが、複数の材料を用いて形成されていてもよい。例えば、内側チューブ25の内周面を規定する内層がポリイミドにより形成されており、内側チューブ25の外周面を規定する外層が当該ポリイミドよりもショア硬度の低い材料、例えばPebax(登録商標)といったポリアミドエラストマにより形成されている構成が考えられる。
【0035】
内側チューブ25とガイドワイヤGとの間の摺動抵抗を低減させる上では、少なくとも内側チューブ25の内周面がポリイミドとフッ素系樹脂とを利用してポリマーアロイ化された材料を用いて形成されていてもよい。この場合、フッ素系樹脂としては、ポリテトラフルオロエチレン(PTFE)、ポリクロロフルオロエチレン、パーフルオロアルコキシアルカン、エチレン・テトラフルオロエチレンコポリマー等が挙げられ、これらのうちPTFEが好ましい。また、ポリマーアロイとは、ポリマーブレンド、ブロック共重合、グラフト共重合、及びIPN(InterpenetratingPolymer Network)を包含するものであり、設計の容易化を鑑みると、ポリマーブレンドが好ましい。
【0036】
このポリマーブレンドとしては、ポリイミドとポリテトラフルオロエチレン(PTFE)とのブレンド材料が好ましい。この場合、基本的な材料物性はポリイミドのそれと同様としながら、PTFEの特性である摩擦係数が小さい滑らかな表面特性を生じさせることが可能となる。なお、上記ブレンド材料のブレンド比は、好ましくはポリイミド:PTFEが重量%において97:3〜50:50であり、より好ましくは80:20である。
【0037】
上記のようにポリマーアロイ化された材料を用いる場合、内側チューブ25の内周面を規定する内層を当該ポリマーアロイ化された材料により形成し、内側チューブ25の外周面を規定する外層を当該ポリマーアロイ化された材料よりもショア硬度の低い材料、例えばPebaxといったポリアミドエラストマにより形成してもよい。この場合、外周面側を柔軟なものとしながら、上記のように摺動抵抗を低減することが可能となる。また、例えば内側チューブ25の内周面を規定する内層を上記ポリマーアロイ化された材料により形成し、内側チューブ25の外周面を規定する外層をポリイミドにより形成してもよい。この場合、内側チューブ25の強度の向上を図りながら、上記のように摺動抵抗を低減することが可能となる。なお、上記のように内層と外層とを生じさせる場合、内層と外層との肉厚比は5:5〜7:3が好ましい。
【0038】
なお、上記内層を、上記フッ素系樹脂から形成され、内側チューブ25の内周面を規定する第1内層と、当該第1内層に積層され、上記ショア硬度の高い材料と上記フッ素系樹脂とのポリマーアロイから形成される第2内層とによって形成してもよい。
【0039】
内側チューブ25は、軸線方向に複数のチューブを連結させることで形成されていてもよい。この場合、少なくともステント11が搭載される部位が、上記のような材料を利用して形成されていることが好ましい。但し、内側チューブ25の形成の容易化を鑑みると、単一のチューブにより形成されていることが好ましい。この場合であっても、上記のような材料を利用して内側チューブ25の強度の向上が図られていることが好ましい。なお、内側チューブ25においてバルーン23よりも遠位側に延出した箇所は、遠位端部に向けて除々に外径が小さくなるように先細りされている。
【0040】
バルーン23は、Pebaxといった熱可塑性のポリアミドエラストマにより形成されている。但し、これに限定されることはなく、ポリオレフィン、ポリオレフィンエラストマ、ポリエステル、ポリエステルエラストマ、ポリアミド、ポリイミド、ポリイミドエラストマ、ポリウレタン、ポリウレタンエラストマ、ポリエチレンテレフタレート、シリコンゴム、スチレンオレフィンゴムなどといった他の樹脂材料により形成されていてもよい。また、このように列挙した樹脂材料や上記ポリアミドエラストマのうち、2種類以上を混合させた材料により形成してもよく、この場合、単層構造としてもよく、多層構造としてもよい。
【0041】
バルーン23の製造方法としては特に限定されることはなく、ブロー成形、ディッピング成形、押出成形などによる製造方法が挙げられる。但し、心臓の冠状動脈に生じた狭窄部を拡張治療する場合、バルーン23が十分な耐圧強度を有することが好ましく、この場合、ブロー成形が好ましい。
【0042】
バルーン23は、図1(a)に示すように、膨張状態において内径及び外径が複数段階で代わるように形成されている。つまり、バルーン23は、外側チューブ24に接合される近位側接合領域31と、先端側に向けて内径及び外径が拡径されるようにテーパ状をなす近位側遷移領域32と、長さ方向の全体に亘って内径及び外径が同一でありバルーン23の最大外径領域をなす膨張用領域33と、先端側に向けて内径及び外径が縮径されるようにテーパ状をなす遠位側遷移領域34と、内側チューブ25に接合される遠位側接合領域35とを、近位側からこの順で有している。この場合に、内側チューブ25がポリイミドを用いて形成されており、バルーン23がPebaxといったポリアミドエラストマを用いて形成されている構成においては、遠位側接合領域35は内側チューブ25に対して接着剤を利用して接合することが好ましい。
【0043】
バルーン23は複数羽式(具体的には3枚羽式)で形成されており、図1(d)に示すように、バルーン23の収縮状態では、それら各羽23a〜23cが個別に内側チューブ25に巻きついた状態となる。詳細には、バルーン23が膨張状態から収縮状態となる場合、軸線方向に対して垂直に起立する羽23a〜23cが等間隔で複数形成されるようにバルーン23の膨張及び収縮領域(近位側遷移領域32、膨張用領域33及び遠位側遷移領域34)が折りたたまれ、その後、各羽23a〜23cが内側チューブ25に巻きつき収縮状態となる。そして、この巻きついた状態のバルーン23上にステント11が搭載されている。なお、収縮状態におけるバルーン23の羽の数は、3枚に限定されることはなく、2枚であってもよく、4枚、5枚又は6枚であってもよい。
【0044】
この場合、図1(a)及び図1(b)に示すように、ステント11は、バルーン23の上記各領域31〜35のうち膨張用領域33に搭載されている。つまり、バルーン23の膨張用領域33は使用されるステント11よりも軸線方向の長さ寸法が大きいものとなっており、ステント11の両端は膨張用領域33の両端よりも軸線方向において中央側に存在している。
【0045】
バルーン23上にステント11が搭載される構成において、内側チューブ25には、ステント11が搭載されている範囲をX線投影下で生体外から目視確認可能とするように一対の造影環41,42が設けられている。これら造影環41,42は、金属製であり筒状に形成されている。形成材料について詳細には、ステンレス鋼により形成されているが、これに限定されることはなく、金、白金、イリジウム、コバルトクロム合金、チタンなどにより形成されていてもよい。
【0046】
一対の造影環41,42が配置されている位置について詳細には、一対の造影環41,42のうち第1造影環41は、軸線方向においてバルーン23の近位側遷移領域32と膨張用領域33との境界寄りの位置に配置されている。また、一対の造影環41,42のうち第2造影環42は、軸線方向においてバルーン23の膨張用領域33と遠位側遷移領域34との境界寄りの位置に配置されている。これらの位置についてさらに詳細には、第1造影環41は、その近位端部が軸線方向において近位側遷移領域32と膨張用領域33との境界付近に位置しており、第2造影環42は、その遠位端部が軸線方向において膨張用領域33と遠位側遷移領域34との境界付近に位置している。
【0047】
第1造影環41と第2造影環42とは軸線方向に離間されており、これら造影環41,42の間の距離は使用されるステント11の軸線方向の長さ寸法よりも若干大きい程度となっている。したがって、図1(b)に示すように、収縮状態のバルーン23上にステント11を搭載した場合には、当該ステント11の一端は第1造影環41よりも遠位側に存在しており、当該ステント11の逆側の一端は第2造影環42よりも近位側に存在している。
【0048】
次に、バルーン23上にステント11を安定した状態で支持するための構成について説明する。
【0049】
図1(a)に示すように、内側チューブ25においてバルーン23の膨張及び収縮領域の内側に存在する領域には、当該内側チューブ25の外周面を被覆するようにして被覆チューブ43が設けられている。被覆チューブ43は、樹脂材料を利用したチューブであり、熱収縮チューブを利用して形成されている。
【0050】
熱収縮チューブとは、加熱することにより少なくとも径方向に収縮するチューブのことであり、例えば所定の樹脂を利用して押し出し成形などによってチューブを形成し、その後、電子線や放射線を利用して架橋させ、さらに当該チューブを径方向外側に引き延ばすことにより形成される。当該熱収縮チューブは室温付近では上記引き延ばされた状態を保持するが、加熱することにより径方向に収縮することとなる。
【0051】
上記被覆チューブ43を形成する材料として具体的には、Pebaxといったポリアミドエラストマが用いられている。但し、これに限定されることはなく、ポリフッ化ビニリデンやペルフルオロアルコキシフッ素樹脂といったフッ素系樹脂、当該フッ素系樹脂のエラストマ、ポリオレフィン、ポリエステルエラストマ、エチレン−プロピレンゴム、シリコンゴム等を用いて形成されていてもよい。
【0052】
被覆チューブ43は、軸線方向においてステント11が搭載され得る範囲の全体を含むようにして延在している。詳細には、被覆チューブ43の近位端部は、一対の造影環41,42のうち近位側に存在している第1造影環41よりも近位側に存在しており、被覆チューブ43の遠位端部は、一対の造影環41,42のうち遠位側に存在している第2造影環42よりも遠位側に存在している。但し、被覆チューブ43の近位端部はバルーン23の近位側接合領域31よりも遠位側に存在しており、被覆チューブ43の遠位端部はバルーン23の遠位側接合領域35よりも近位側に存在している。これにより、バルーン23が接合される箇所の剛性を高めないようにしながら被覆チューブ43を設けることができる。
【0053】
被覆チューブ43が設けられていることにより、図1(d)に示すように、ステント11が搭載される箇所においては収縮状態のバルーン23の各羽23a〜23cは被覆チューブ43の外周面に巻きついた状態となる。したがって、ステント11が搭載される箇所におけるバルーン23の外径を、大きくすることが可能となる。よって、比較的径が大きいステント11であっても、収縮状態のバルーン23に対して外側から密着させることが可能となり、当該ステント11を安定した状態で支持することが可能となる。
【0054】
被覆チューブ43を形成する材料の硬度は、ショア硬度が25D〜72Dであるものが好ましく、25D〜55Dであるものがより好ましい。このような硬度の材料を用いることにより、被覆チューブ43が設けられた箇所の剛性が極端に高くなってしまうことを抑制しながら、ステント11の支持の安定化を図ることが可能となる。
【0055】
被覆チューブ43の肉厚は、使用するステント11の径の大きさに依存して変化するが、内側チューブ25の外径が0.4mm〜0.5mmである場合において、内側チューブ25の外径に対して10%〜40%分、外径を大きくさせる程度の肉厚が好ましく、15%〜30%分、外径を大きくさせる程度の肉厚がより好ましい。このような肉厚とすることにより、被覆チューブ43が設けられた箇所の剛性が極端に高くなってしまうことが抑制しながら、ステント11の支持の安定化を図ることが可能となる。より具体的には、例えば内側チューブ25の外径が0.4mmである場合、被覆チューブ43の肉厚を0.05mmとする構成が挙げられる。
【0056】
血管内などにおける狭窄箇所や閉塞箇所のバルーンカテーテル20の通過性を高めながら被覆チューブ43を設ける上では、被覆チューブ43の肉厚は、図1(b)に示すように収縮状態となっているバルーン23における膨張用領域33の最大外径が外側チューブ24の遠位端部の外径以下となるように設定されていることが好ましい。より好ましくは、収縮状態のバルーン23上に搭載されたステント11の最大外径が外側チューブ24の外径以下となるように被覆チューブ43の肉厚が設定されている構成である。
【0057】
ここで、既に説明したとおり被覆チューブ43は一対の造影環41,42を外側から覆っている。つまり、図1(c)に示すように、一対の造影環41,42は内側チューブ25の外周面を覆うようにして設けられているが、当該一対の造影環41,42の全体を外側から覆うようにして被覆チューブ43が設けられている。これにより、内側チューブ25に対する造影環41,42の固定を、被覆チューブ43を利用して行うことが可能となる。また、造影環41,42のエッジ部分も被覆チューブ43により覆われることとなるため、収縮状態のバルーン23が造影環41,42のエッジ部分に直接接触することが阻止される。なお、内側チューブ25の外周面と造影環41,42との間には、造影環41,42を内側チューブ25に仮止めするために使用される接着層が存在している。
【0058】
被覆チューブ43が設けられた箇所では、内側チューブユニット(内側チューブ25、被覆チューブ43及び造影環41,42を含む)の外径は一対の造影環41,42の間では一定となっているのに対して、造影環41,42が設けられた箇所では周囲よりも大きくなっている。つまり、被覆チューブ43の外周面には、各造影環41,42と内側チューブ25の外周面との段差に追従した段差が生じている。そして、第1造影環41の遠位端部に対応した段差の向く方向には遠位側を向く成分が含まれており、第2造影環42の近位端部に対応した段差の向く方向には近位側を向く成分が含まれている。したがって、図1(b)に示すように、被覆チューブ43が設けられた構成であっても、一対の造影環41,42が設けられた位置において、巻きついた状態のバルーン23の外周面を若干外側に張り出させることが可能となり、当該張出箇所によりステント11が軸線方向に位置ズレしてしまうことを抑制することが可能となる。
【0059】
次に、生体器官拡張器具10の製造方法について図2を参照しながら説明する。図2(a)〜(e)は生体器官拡張器具10の製造方法を説明するための図である。なお、内側チューブ25がポリイミドによる単一のチューブとして形成される場合を例に挙げて説明する。
【0060】
図2(a)に示すように、まずポリイミドを用いて内側チューブ25を形成する工程を行う。なお、当該形成工程において内側チューブ25の遠位端部が先細りされているが、当該先細りさせる工程をバルーン23の装着後に行うようにしてもよい。
【0061】
その後、図2(b)に示すように、内側チューブ25の所定箇所に一対の造影環41,42を仮止めする工程を行う。具体的には、接着剤を利用して内側チューブ25に一対の造影環41,42を仮止めする。
【0062】
その後、図2(c)に示すように、被覆チューブ43の形成工程を行う。具体的には、ショア硬度が55DのPebaxを利用して形成された熱収縮チューブ44を、内側チューブ25における所定範囲の外周面を覆うように配置する。この場合、一対の造影環41,42はいずれも熱収縮チューブ44により覆われる範囲に含まれる。そして、加熱装置HDを利用して熱収縮チューブ44を加熱する。これにより、熱収縮チューブ44が収縮して、図2(d)に示すように、内側チューブ25における所定範囲の外周面を覆うようにして被覆チューブ43が形成される。
【0063】
その後、上記内側チューブユニットを外側チューブ24に内挿する工程、バルーン23を装着する工程、及び収縮状態のバルーン23上にステント11を搭載する工程を行うことにより、図2(e)に示すように、生体器官拡張器具10の製造が完了する。
【0064】
次に、生体器官拡張器具10の使用方法について簡単に説明する。
【0065】
先ず血管内に挿入されたシースイントロデューサにガイディングカテーテルを挿通し、押引操作して冠動脈入口部まで導入する。次いで、ガイドワイヤGを生体器官拡張器具10に挿通し、冠動脈入口部から閉塞箇所又は狭窄箇所を経て末梢部位まで導入する。続いて、ガイドワイヤGに沿って生体器官拡張器具10を、押引操作を加えながら閉塞箇所又は狭窄箇所まで挿入する。
【0066】
その後、加圧器を用いてハブ22側からバルーン23内に圧縮流体を注入することにより、バルーン23を膨張させて閉塞箇所又は狭窄箇所を拡張させる。これにより、収縮状態のステント11が塑性変形して拡張状態となる。その後、バルーン23内に注入された圧縮流体を吸引して抜き取ることによりバルーン23を収縮させ、バルーンカテーテル20の体内からの抜き取り作業を行う。
【0067】
なお、生体器官拡張器具10は上記のように主として血管内を通されて、例えば冠状動脈、大腿動脈、肺動脈などの血管を治療するために用いられるが、血管以外の尿管や消化管などの生体内の「管」や、「体腔」にも適用可能である。
【0068】
以上詳述した本実施の形態によれば、以下の優れた効果を奏する。
【0069】
内側チューブ25においてステント11の搭載箇所を形成する部位に被覆チューブ43が設けられていることにより、内側チューブ25の遠位端部などは細くしながら、上記搭載箇所の外径を大きくすることが可能となる。これにより、狭窄箇所や閉塞箇所の通過性の向上や、ガイドワイヤG又は屈曲した血管への追随性の向上を図りながら、比較的径の大きいステント11であっても安定した状態で支持することが可能となる。
【0070】
また、被覆チューブ43は熱収縮チューブを利用して形成されているため、被覆チューブ43の形成の容易化を図ることが可能となる。特に、内側チューブ25そのものの肉厚を変化させている構成ではなく、内側チューブ25に被覆チューブ43を積層する構成であるため、比較的径の小さいステント11を搭載するためのバルーンカテーテル20の形成に際しては被覆チューブ43を形成しないようにして、比較的径の大きいステント11を搭載するためのバルーンカテーテル20の形成に際しては被覆チューブ43を形成するようにすればよいため、使用対象となるステント11のサイズが異なる場合において共通の内側チューブ25を用いることが可能となる。
【0071】
(第2の実施の形態)
図4は、第2の実施の形態における生体器官拡張器具50の遠位端側を示す側面図であって、ステント11、外側チューブ24及びバルーン23を縦断面の状態で示す図である。なお、図4において上記生体器官拡張器具10と同一の構成については同一の番号を付すとともに、以下の説明ではその構成の説明を基本的に省略する。
【0072】
図4に示すように、本生体器官拡張器具50の内側チューブ25にも一対の造影環41,42が設けられているとともに、被覆チューブ43が設けられている。但し、収縮状態のバルーン23の外周面において、近位側に存在する第1造影環41の遠位端部に対応する位置には、遠位側を向く成分を有する第1段差面51が生じており、遠位側に存在する第2造影環42の近位端部に対応する位置には、近位側を向く成分を有する第2段差面52が生じている。これにより、収縮状態のバルーン23上に搭載されたステント11の近位側端面に対して近い位置にて第1段差面51が近位側から対向し、当該ステント11の遠位側端面に対して近い位置にて第2段差面52が遠位側から対向している。よって、ステント11が軸線方向に位置ズレしようとしても、それを阻止することが可能となる。
【0073】
(第3の実施の形態)
図5は、第3の実施の形態における生体器官拡張器具60の遠位端側を示す側面図であって、ステント11、外側チューブ24及びバルーン23を縦断面の状態で示す図である。なお、図5(a)はバルーン23が膨張状態である場合を示し、図5(b)はバルーン23が収縮状態である場合を示す。また、図5において上記生体器官拡張器具10と同一の構成については同一の番号を付すとともに、以下の説明ではその構成の説明を基本的に省略する。
【0074】
図5(a)及び図5(b)に示すように、本生体器官拡張器具60の内側チューブ25にも一対の造影環41,42が設けられているとともに、被覆チューブ43が設けられている。但し、被覆チューブ43の近位端部は近位側に存在する第1造影環41よりも遠位側に存在しているとともに、被覆チューブ43の遠位端部は遠位側に存在する第2造影環42よりも近位側に存在しており、被覆チューブ43は各造影環41,42に対して軸線方向に離間されている。したがって、一対の造影環41,42は被覆チューブ43により覆われていない。
【0075】
また、被覆チューブ43の外径は、造影環41,42の外径と同一又は略同一となっている。また、被覆チューブ43はバルーン23における膨張用領域33よりも軸線方向の長さ寸法が小さくなっており、さらに当該軸線方向の長さ寸法はステント11の当該長さ寸法よりも小さくなっている。したがって、被覆チューブ43はステント11が搭載される箇所の全体に亘って存在しているのではなく、当該箇所の一部にのみ存在している。
【0076】
当該構成によれば、被覆チューブ43により造影環41,42が覆われないため、その分だけ、バルーン23が設けられる箇所の外径を上記生体器官拡張器具10よりも小さくすることが可能となる。
【0077】
(他の実施の形態)
本発明は上記実施の形態の記載内容に限定されず例えば次のように実施しても良い。
【0078】
(1)上記第1,第2の実施の形態において、一対の造影環41,42の仮止めを加締めにより行う構成としてもよい。但し、これら造影環41,42は被覆チューブ43により全体が覆われるため、その加締めは強固に行われている必要はなく、熱収縮チューブ44を熱収縮させて被覆チューブ43を形成する際に造影環41,42の位置ズレが生じない程度であればよい。
【0079】
(2)上記第1,第2の実施の形態において、筒状の造影環41,42に軸線方向の両端に亘って連続するスリットを形成することにより当該造影環41,42を非連続の環状とするとともに当該造影環41,42の自然状態における内径を内側チューブ25の外径よりも若干小さい程度とする構成としてもよい。この場合、造影環41,42を内側チューブ25の所定箇所に配置した状態では造影環41,42が径方向に拡張されるように弾性変形することとなり、その付勢力により内側チューブ25に仮止めされた状態とすることが可能となる。この場合であっても、被覆チューブ43により全体が覆われるため、これら造影環41,42を強固に固定することが可能となる。
【0080】
(3)上記第1,第2の実施の形態において、造影環41,42の仮止めを行わない構成としてもよい。この場合であっても、これら造影環41,42は被覆チューブ43により全体が覆われるため、造影環41,42を強固に固定することが可能となる。
【0081】
(4)上記第1,第2の実施の形態において、被覆チューブ43により造影環41,42の一部が覆われている構成としてもよい。この場合、少なくとも被覆チューブ43を利用して内側チューブ25に造影環41,42を固定することが可能となる。また、被覆チューブ43により造影環41,42の一端のみを覆うようにしてもよく、この場合、当該一端についてはバルーン23に直接接触することを阻止することが可能となる。また、当該一端側がステント11の搭載領域に近い側であるとともにその被覆箇所の外周面に造影環41,42と内側チューブ25との段差に追従した段差が生じるようにすることにより、被覆チューブ43を利用してステント11の位置ズレを抑制することが可能となる。
【0082】
(5)上記各実施の形態において、ステント11が搭載される領域において造影環は1個のみ設けられている構成としてもよく、3個以上設けられている構成としてもよい。この場合に、1個のみ造影環が設けられている構成においては、当該造影環をステント11の搭載領域よりも近位側に設けてもよく、遠位側に設けてもよい。当該構成であっても、当該造影環において少なくとも上記搭載領域側の端部を被覆チューブ43により覆うとともに当該被覆箇所の外周面において造影環と内側チューブ25との段差に追従した段差が生じるようにすることで、少なくとも一方向へのステント11の位置ズレを抑制することが可能となる。
【0083】
また、一の造影環又は複数の造影環を上記搭載領域の軸線方向の途中位置に存在するように設けてもよい。この場合であっても、当該造影環の少なくとも一端を被覆チューブ43により覆うとともに当該被覆箇所の外周面において造影環と内側チューブ25との段差に追従した段差が生じるようにすることで、ステント11をバルーン23上にて収縮状態とした際に当該ステント11に上記段差に追従した段差が生じることが期待され、この場合、当該段差部分においてステント11の軸線方向の変位規制が行われることが期待される。
【0084】
また上記のように造影環が上記搭載領域の軸線方向の途中位置に存在する構成において、当該造影環を間に挟むようにして、複数の被覆チューブが設けられている構成としてもよい。この場合、造影環を外側から被覆しないようにして各被覆チューブを設けるとともに、造影環の外径及び各被覆チューブの外径を同一又は略同一とすることにより、造影環及び被覆チューブを利用して上記搭載領域の径方向の拡張を実現することが可能となる。
【0085】
(6)被覆チューブ43の外周面に段差を生じさせるという点に着目した場合、その段差を生じさせるための部材は造影環41,42に限定されることはなく、所定の肉厚を有し、内側チューブ25の外周面との間に段差を生じさせる部材であれば任意である。
【0086】
(7)上記第3の実施の形態において、造影環41,42を一切覆わないようにしながら、被覆チューブ43の端部が造影環41,42の端部と接している構成としてもよい。また、造影環41,42を一切覆わない範囲において、被覆チューブ43の軸線方向の長さ寸法をステント11の当該寸法以上とすることで、ステント11が搭載される箇所の全体に亘って被覆チューブ43が存在している構成としてもよい。
【符号の説明】
【0087】
10…生体器官拡張器具、11…ステント、20…バルーンカテーテル、21…カテーテルチューブ、23…バルーン、25…内側チューブ、41…第1造影環、42…第2造影環、43…被覆チューブ、44…熱収縮チューブ、50…生体器官拡張器具、60…生体器官拡張器具。
【技術分野】
【0001】
本発明は、血管の狭窄箇所又は閉塞箇所の拡張治療をする際などにおいて生体内に導入して用いられる生体器官拡張器具の製造方法及び生体器官拡張器具に関するものである。
【背景技術】
【0002】
血管等の生体器官における狭窄部位や閉塞部位を拡張する治療方法として、生体器官拡張器具を生体器官内に挿入して狭窄部位や閉塞部位にステントを留置する方法が知られている。ステントとしては種々のものがあるが、その一つに、バルーンエキスパンダブルステントがあり、この場合、上記ステントを生体内に導入するために、バルーンカテーテルが用いられる。
【0003】
詳細には、上記ステントは、金属線や金属管を加工することにより、塑性変形によって収縮状態と拡張状態との間の遷移を可能とするように形成されている。そして、当該ステントは、生体内への挿入時には収縮状態のバルーンの表面に外側から密着するように収縮状態とされ、治療箇所に配置された後はバルーンの膨張力を内周側から受けることにより、拡張状態に塑性変形する。この状態で生体内に留置されることにより、狭窄箇所又は閉塞箇所を拡張した状態を維持することが可能となる。
【0004】
ここで、上記バルーンカテーテルに要求される性能として、狭窄箇所や閉塞箇所の通過性が挙げられる。かかる要求性能を満たすための一手法として、バルーンカテーテルの遠位端側を細くすることが挙げられる。
【0005】
しかしながら、バルーンカテーテルの遠位端側を細く形成すると、それに伴って、収縮状態である場合のバルーン部分のサイズも小さくなる。この場合、径が比較的大きいステントをバルーン上に搭載しようとしても、当該ステントをバルーンの表面に密着させづらくなり、生体内への導入に際してのステントの位置ズレの発生が懸念され、さらにはこのような径の大きいステントが搭載不可となってしまうことが懸念される。
【0006】
これに対して、例えば特許文献1のようにバルーンの表面に突起を形成し、その突起によりステントの位置ズレを防止する方法が考えられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表2002−539888号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献1のような突起のみによりステントの位置ズレを防止しようとすると、使用するステントの径が大きくなるほど強度の高い突起を形成する必要が生じる。そうすると、バルーンの製造工程が煩雑化してしまい、またバルーンの柔軟性も大きく低下してしまうことが懸念される。
【0009】
本発明は、上記事情に鑑みなされたものであり、バルーン表面にステントを好適に搭載することが可能な生体器官拡張器具の製造方法及び生体器官拡張器具を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
以下、上記課題を解決するのに有効な手段等につき、必要に応じて作用、効果等を示しつつ説明する。
【0011】
生体器官拡張器具の製造方法:流体を利用して膨張又は収縮されるものであって、外周面上の搭載領域に搭載されたステントを塑性変形させて拡張させるバルーンと、当該バルーンにより遠位端側が覆われるチューブ体と、を有する生体器官拡張器具の製造方法において、前記チューブ体の少なくとも内周面を規定するベースチューブの外周面のうち、前記搭載領域の少なくとも一部に対して軸線方向で同一の位置となる面を含む所定外周面を外側から覆うように、熱収縮チューブを配置するチューブ配置工程と、当該配置工程により配置された前記熱収縮チューブを加熱して熱収縮させることにより前記所定外周面を被覆チューブにより被覆する被覆工程と、を備え、前記被覆チューブを含めて前記チューブ体が形成されていることを特徴とする。
【0012】
本構成によれば、ベースチューブにおいてステントの搭載箇所を形成する部位に被覆チューブが設けられていることにより、ベースチューブの遠位端部などは細くしながら、搭載領域のサイズを大きくすることが可能となる。これにより、狭窄箇所や閉塞箇所の通過性の向上を図りながら、比較的サイズの大きいステントであっても安定した状態で支持することが可能となる。また、被覆チューブは熱収縮チューブを利用して形成されているため、被覆チューブの形成の容易化を図ることが可能となる。特に、ベースチューブそのものの肉厚を変化させているのではなく、ベースチューブに被覆チューブを積層する構成であるため、比較的サイズの小さいステントを搭載するための器具の形成に際しては被覆チューブを形成しないようにして、比較的サイズの大きいステントを搭載するための器具の形成に際しては被覆チューブを形成するようにすればよい。よって、使用対象となるステントのサイズが異なる場合において共通のベースチューブを用いることが可能となる。
【0013】
第1の発明の生体器官拡張器具:上記製造方法により製造される生体器官拡張器具であって、前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして環状部材が設けられており、前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一部が含まれていることを特徴とする。本構成によれば、被覆チューブを利用して、ベースチューブへの環状部材の固定も行うことが可能となる。
【0014】
上記環状部材としては、造影環が挙げられる。この場合、ベースチューブに対する造影環の固定を、被覆チューブを利用して行うことが可能となる。
【0015】
第2の発明の生体器官拡張器具:第1の発明の生体器官拡張器具において、前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一端が含まれていることを特徴とする。本構成によれば、環状部材の少なくとも一端については収縮状態となったバルーンに直接接触することが阻止されるため、被覆チューブを利用してバルーンの保護を行うことが可能となる。
【0016】
第3の発明の生体器官拡張器具:第2の発明の生体器官拡張器具において、前記被覆チューブの外周面には、前記環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする。本構成によれば、環状部材の一端を被覆チューブにより被覆することでバルーンを保護するようにした構成において、その被覆部分の外周面には段差が生じているため、当該段差をバルーン上におけるステントの安定支持のために利用することも可能となる。
【0017】
第4の発明の生体器官拡張器具:第3の発明の生体器官拡張器具において、前記被覆チューブの外周面に生じている段差は、軸線方向において前記搭載領域に対して所定の一方向に外側となる位置に存在しているとともに、当該段差が向く方向には前記所定の一方向とは反対方向を向く成分が含まれていることを特徴とする。本構成によれば、ステントの軸線方向の変位規制が上記段差により行われることが期待され、当該ステントの位置ズレの抑制までも上記被覆チューブを利用して行うことが可能となる。
【0018】
第5の発明の生体器官拡張器具:第1の発明の生体器官拡張器具において、前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして前記環状部材とは別の環状部材が設けられており、前記各環状部材のうち一方の環状部材は軸線方向において前記搭載領域よりも近位側に存在しているとともに、他方の環状部材は軸線方向において前記搭載領域よりも遠位側に存在しており、前記被覆チューブにより被覆される範囲に、前記一方の環状部材の遠位端部と前記他方の環状部材の近位端部とが含まれているとともに、前記被覆チューブの外周面には前記各環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする。本構成によれば、被覆チューブを利用して複数の環状部材をベースチューブに固定することが可能となる。また、これら複数の環状部材はステントの搭載領域を間に挟むようにして配置されているとともに、少なくともこれら環状部材側を向く端部が被覆チューブにより覆われ且つ当該被覆チューブの外周面にはこれら端部に対応した段差が生じている。これにより、各環状部材及び被覆チューブの構成を利用して、ステントの遠位側及び近位側の両方の変位を抑制することが可能となる。
【0019】
第6の発明の生体器官拡張器具:上記製造方法により製造される生体器官拡張器具であって、前記被覆チューブにより被覆される範囲に、前記バルーンの接合箇所が含まれていないことを特徴とする。本構成によれば、剛性が極端に高くなる箇所を生じさせないようにしながら、被覆チューブを設けることが可能となる。
【図面の簡単な説明】
【0020】
【図1】(a)第1の実施の形態における生体器官拡張器具であって、ステント、バルーン及び外側チューブを縦断面の状態で示す膨張状態のバルーン並びにその周辺の側面図であり、(b)ステント、バルーン及び外側チューブを縦断面の状態で示す収縮状態のバルーン並びにその周辺の側面図であり、(c)内側チューブの一部及びその周辺を拡大して示す縦断面図であり、(d)図1(b)のA−A線断面図である。
【図2】(a)〜(e)生体器官拡張器具の製造方法を説明するための図である。
【図3】生体器官拡張器具の構成を示す概略全体側面図である。
【図4】第2の実施の形態における生体器官拡張器具であって、ステント、バルーン及び外側チューブを縦断面の状態で示す収縮状態のバルーン並びにその周辺の側面図である。
【図5】(a)第3の実施の形態における生体器官拡張器具であって、ステント、バルーン及び外側チューブを縦断面の状態で示す膨張状態のバルーン並びにその周辺の側面図であり、(b)ステント、バルーン及び外側チューブを縦断面の状態で示す収縮状態のバルーン並びにその周辺の側面図である。
【発明を実施するための形態】
【0021】
(第1の実施の形態)
生体器官拡張器具についての第1の実施の形態を図面に基づいて説明する。まず図3を参照しながら生体器官拡張器具10の概略構成を説明する。図3は生体器官拡張器具10の構成を示す概略全体側面図である。
【0022】
生体器官拡張器具10は、ステント11と、バルーンカテーテル20と、を備えている。ステント11は、収縮状態と拡張状態との間の遷移が塑性変形により行われるものである。ステント11は、線状要素を用いて管状に形成されており、軸線方向の途中位置には内外に貫通する孔部が多数形成されている。ステント11の形成材料は任意であるが、例えばステンレス鋼などの金属や、ポリ乳酸などの生分解性樹脂が挙げられる。また、金属製ステントの表面や樹脂製ステントの表面に、薬剤が付与されたものであってもよい。ステント11は、バルーンカテーテル20のバルーン23表面上にて収縮状態とされて当該バルーン23に搭載され、当該バルーン23が膨張されて当該バルーン23により径方向の外側に向けた外力を受けることで塑性変形して拡張状態に遷移する。
【0023】
以下、バルーンカテーテル20について詳細に説明する。
【0024】
図3に示すように、バルーンカテーテル20は、カテーテルチューブ21と、当該カテーテルチューブ21の近位端部(基端部)に取り付けられたハブ22と、カテーテルチューブ21の遠位端側(先端側)に取り付けられたバルーン23と、を備えている。なお、バルーンカテーテル20の長さ寸法は、1m〜2mとなっている。
【0025】
カテーテルチューブ21は、複数のチューブにより構成されており、少なくとも軸線方向(長手方向)の途中位置からバルーン23の位置まで内外複数管構造となっている。具体的には、カテーテルチューブ21は、近位端部に上記ハブ22が接続された外側チューブ24と、当該外側チューブ24よりも細径化された内側チューブ25と、を備えている。内側チューブ25は、外側チューブ24に内挿されており、その近位端部が外側チューブ24における軸線方向の途中位置に接合されているとともに、外側チューブ24よりも遠位側に延出させて設けられている。そして、この延出している領域を外側から覆うようにしてバルーン23が設けられている。
【0026】
これら外側チューブ24、内側チューブ25及びバルーン23について以下に説明する。以下の説明では、図3に加えて図1を適宜参照する。
【0027】
図1(a)はバルーン23が膨張状態である場合における当該バルーン23及びその周辺を示す側面図であり、図1(b)はバルーン23が収縮状態である場合における当該バルーン23及びその周辺を示す側面図である。なお、図1(a)及び図1(b)においてステント11、バルーン23及び外側チューブ24は縦断面の状態で示す。また、図1(c)は内側チューブ25の一部及びその周辺を拡大して示す縦断面図であり、図1(d)は図1(b)のA−A線断面図である。
【0028】
外側チューブ24は、軸線方向の全体に亘って連続するとともに両端にて開放された外側管孔24a(図1(a)参照)を有する管状に形成されている。外側管孔24aは、バルーン23を膨張又は収縮させる際に圧縮流体が流通することとなる流体用ルーメンとして機能する。この圧縮流体はハブ22に接続される図示しない流体用器具により供給及び吸引される。
【0029】
外側チューブ24は、図3に示すように、ハブ22に連続する位置から遠位側に向けた所定範囲の領域がNi―Ti合金などの金属により形成された外側近位チューブ24bとなっており、それよりも遠位側は外側近位チューブ24bに比べて剛性が低くなるように熱可塑性のポリアミドにより形成された外側遠位チューブ24cとなっている。但し、これに限定されることはなく、外側近位チューブ24bを合成樹脂により形成してもよい。
【0030】
なお、本明細書において剛性とは、カテーテルを軸線方向に対して直交する方向に曲げようとするときに作用するモーメントの大きさのことをいう。
【0031】
内側チューブ25は、軸線方向の全体に亘って連続するとともに両端にて開放された内側管孔25a(図1(a)〜(d)参照)を有する管状に形成されている。当該内側管孔25aは、バルーンカテーテル20の生体内への挿入に際して利用されるガイドワイヤGが挿通されるワイヤ用ルーメンとして機能する。
【0032】
内側チューブ25は、樹脂材料を用いて形成されている。当該樹脂材料としては、ポリエチレン、ポリエチレンテレフタレート、ポリプロピレン、ポリウレタン、ポリアミド、ポリアミドエラストマ、ポリイミド、ポリアミドイミド、ポリエーテルエーテルケトン、ポリイミドエラストマ、シリコンゴムなどが挙げられ、これらを単独で用いてもよく、2種類以上を組合せて用いてもよい。
【0033】
ここで、内側チューブ25はバルーン23上に搭載されたステント11を支持しながら生体内を進む必要があり、当該支持の安定化を図る上では、引張り方向や径方向の強度の向上を図ることが好ましい。かかる強度の向上を図る上では、金属製の編組チューブやコイルといった補強層を樹脂層に埋設する手法が考えられるが、それ以外にも、内側チューブ25において少なくともステント11が搭載される部位を、ポリイミド、ポリアミドイミドといったショア硬度の高い材料を用いて形成する手法が考えられる。この場合、ポリイミドがより好ましい。
【0034】
また、内側チューブ25において少なくともステント11が搭載される部位は、上記ショア硬度の高い材料のみにより、例えばポリイミドのみにより形成されていてもよいが、複数の材料を用いて形成されていてもよい。例えば、内側チューブ25の内周面を規定する内層がポリイミドにより形成されており、内側チューブ25の外周面を規定する外層が当該ポリイミドよりもショア硬度の低い材料、例えばPebax(登録商標)といったポリアミドエラストマにより形成されている構成が考えられる。
【0035】
内側チューブ25とガイドワイヤGとの間の摺動抵抗を低減させる上では、少なくとも内側チューブ25の内周面がポリイミドとフッ素系樹脂とを利用してポリマーアロイ化された材料を用いて形成されていてもよい。この場合、フッ素系樹脂としては、ポリテトラフルオロエチレン(PTFE)、ポリクロロフルオロエチレン、パーフルオロアルコキシアルカン、エチレン・テトラフルオロエチレンコポリマー等が挙げられ、これらのうちPTFEが好ましい。また、ポリマーアロイとは、ポリマーブレンド、ブロック共重合、グラフト共重合、及びIPN(InterpenetratingPolymer Network)を包含するものであり、設計の容易化を鑑みると、ポリマーブレンドが好ましい。
【0036】
このポリマーブレンドとしては、ポリイミドとポリテトラフルオロエチレン(PTFE)とのブレンド材料が好ましい。この場合、基本的な材料物性はポリイミドのそれと同様としながら、PTFEの特性である摩擦係数が小さい滑らかな表面特性を生じさせることが可能となる。なお、上記ブレンド材料のブレンド比は、好ましくはポリイミド:PTFEが重量%において97:3〜50:50であり、より好ましくは80:20である。
【0037】
上記のようにポリマーアロイ化された材料を用いる場合、内側チューブ25の内周面を規定する内層を当該ポリマーアロイ化された材料により形成し、内側チューブ25の外周面を規定する外層を当該ポリマーアロイ化された材料よりもショア硬度の低い材料、例えばPebaxといったポリアミドエラストマにより形成してもよい。この場合、外周面側を柔軟なものとしながら、上記のように摺動抵抗を低減することが可能となる。また、例えば内側チューブ25の内周面を規定する内層を上記ポリマーアロイ化された材料により形成し、内側チューブ25の外周面を規定する外層をポリイミドにより形成してもよい。この場合、内側チューブ25の強度の向上を図りながら、上記のように摺動抵抗を低減することが可能となる。なお、上記のように内層と外層とを生じさせる場合、内層と外層との肉厚比は5:5〜7:3が好ましい。
【0038】
なお、上記内層を、上記フッ素系樹脂から形成され、内側チューブ25の内周面を規定する第1内層と、当該第1内層に積層され、上記ショア硬度の高い材料と上記フッ素系樹脂とのポリマーアロイから形成される第2内層とによって形成してもよい。
【0039】
内側チューブ25は、軸線方向に複数のチューブを連結させることで形成されていてもよい。この場合、少なくともステント11が搭載される部位が、上記のような材料を利用して形成されていることが好ましい。但し、内側チューブ25の形成の容易化を鑑みると、単一のチューブにより形成されていることが好ましい。この場合であっても、上記のような材料を利用して内側チューブ25の強度の向上が図られていることが好ましい。なお、内側チューブ25においてバルーン23よりも遠位側に延出した箇所は、遠位端部に向けて除々に外径が小さくなるように先細りされている。
【0040】
バルーン23は、Pebaxといった熱可塑性のポリアミドエラストマにより形成されている。但し、これに限定されることはなく、ポリオレフィン、ポリオレフィンエラストマ、ポリエステル、ポリエステルエラストマ、ポリアミド、ポリイミド、ポリイミドエラストマ、ポリウレタン、ポリウレタンエラストマ、ポリエチレンテレフタレート、シリコンゴム、スチレンオレフィンゴムなどといった他の樹脂材料により形成されていてもよい。また、このように列挙した樹脂材料や上記ポリアミドエラストマのうち、2種類以上を混合させた材料により形成してもよく、この場合、単層構造としてもよく、多層構造としてもよい。
【0041】
バルーン23の製造方法としては特に限定されることはなく、ブロー成形、ディッピング成形、押出成形などによる製造方法が挙げられる。但し、心臓の冠状動脈に生じた狭窄部を拡張治療する場合、バルーン23が十分な耐圧強度を有することが好ましく、この場合、ブロー成形が好ましい。
【0042】
バルーン23は、図1(a)に示すように、膨張状態において内径及び外径が複数段階で代わるように形成されている。つまり、バルーン23は、外側チューブ24に接合される近位側接合領域31と、先端側に向けて内径及び外径が拡径されるようにテーパ状をなす近位側遷移領域32と、長さ方向の全体に亘って内径及び外径が同一でありバルーン23の最大外径領域をなす膨張用領域33と、先端側に向けて内径及び外径が縮径されるようにテーパ状をなす遠位側遷移領域34と、内側チューブ25に接合される遠位側接合領域35とを、近位側からこの順で有している。この場合に、内側チューブ25がポリイミドを用いて形成されており、バルーン23がPebaxといったポリアミドエラストマを用いて形成されている構成においては、遠位側接合領域35は内側チューブ25に対して接着剤を利用して接合することが好ましい。
【0043】
バルーン23は複数羽式(具体的には3枚羽式)で形成されており、図1(d)に示すように、バルーン23の収縮状態では、それら各羽23a〜23cが個別に内側チューブ25に巻きついた状態となる。詳細には、バルーン23が膨張状態から収縮状態となる場合、軸線方向に対して垂直に起立する羽23a〜23cが等間隔で複数形成されるようにバルーン23の膨張及び収縮領域(近位側遷移領域32、膨張用領域33及び遠位側遷移領域34)が折りたたまれ、その後、各羽23a〜23cが内側チューブ25に巻きつき収縮状態となる。そして、この巻きついた状態のバルーン23上にステント11が搭載されている。なお、収縮状態におけるバルーン23の羽の数は、3枚に限定されることはなく、2枚であってもよく、4枚、5枚又は6枚であってもよい。
【0044】
この場合、図1(a)及び図1(b)に示すように、ステント11は、バルーン23の上記各領域31〜35のうち膨張用領域33に搭載されている。つまり、バルーン23の膨張用領域33は使用されるステント11よりも軸線方向の長さ寸法が大きいものとなっており、ステント11の両端は膨張用領域33の両端よりも軸線方向において中央側に存在している。
【0045】
バルーン23上にステント11が搭載される構成において、内側チューブ25には、ステント11が搭載されている範囲をX線投影下で生体外から目視確認可能とするように一対の造影環41,42が設けられている。これら造影環41,42は、金属製であり筒状に形成されている。形成材料について詳細には、ステンレス鋼により形成されているが、これに限定されることはなく、金、白金、イリジウム、コバルトクロム合金、チタンなどにより形成されていてもよい。
【0046】
一対の造影環41,42が配置されている位置について詳細には、一対の造影環41,42のうち第1造影環41は、軸線方向においてバルーン23の近位側遷移領域32と膨張用領域33との境界寄りの位置に配置されている。また、一対の造影環41,42のうち第2造影環42は、軸線方向においてバルーン23の膨張用領域33と遠位側遷移領域34との境界寄りの位置に配置されている。これらの位置についてさらに詳細には、第1造影環41は、その近位端部が軸線方向において近位側遷移領域32と膨張用領域33との境界付近に位置しており、第2造影環42は、その遠位端部が軸線方向において膨張用領域33と遠位側遷移領域34との境界付近に位置している。
【0047】
第1造影環41と第2造影環42とは軸線方向に離間されており、これら造影環41,42の間の距離は使用されるステント11の軸線方向の長さ寸法よりも若干大きい程度となっている。したがって、図1(b)に示すように、収縮状態のバルーン23上にステント11を搭載した場合には、当該ステント11の一端は第1造影環41よりも遠位側に存在しており、当該ステント11の逆側の一端は第2造影環42よりも近位側に存在している。
【0048】
次に、バルーン23上にステント11を安定した状態で支持するための構成について説明する。
【0049】
図1(a)に示すように、内側チューブ25においてバルーン23の膨張及び収縮領域の内側に存在する領域には、当該内側チューブ25の外周面を被覆するようにして被覆チューブ43が設けられている。被覆チューブ43は、樹脂材料を利用したチューブであり、熱収縮チューブを利用して形成されている。
【0050】
熱収縮チューブとは、加熱することにより少なくとも径方向に収縮するチューブのことであり、例えば所定の樹脂を利用して押し出し成形などによってチューブを形成し、その後、電子線や放射線を利用して架橋させ、さらに当該チューブを径方向外側に引き延ばすことにより形成される。当該熱収縮チューブは室温付近では上記引き延ばされた状態を保持するが、加熱することにより径方向に収縮することとなる。
【0051】
上記被覆チューブ43を形成する材料として具体的には、Pebaxといったポリアミドエラストマが用いられている。但し、これに限定されることはなく、ポリフッ化ビニリデンやペルフルオロアルコキシフッ素樹脂といったフッ素系樹脂、当該フッ素系樹脂のエラストマ、ポリオレフィン、ポリエステルエラストマ、エチレン−プロピレンゴム、シリコンゴム等を用いて形成されていてもよい。
【0052】
被覆チューブ43は、軸線方向においてステント11が搭載され得る範囲の全体を含むようにして延在している。詳細には、被覆チューブ43の近位端部は、一対の造影環41,42のうち近位側に存在している第1造影環41よりも近位側に存在しており、被覆チューブ43の遠位端部は、一対の造影環41,42のうち遠位側に存在している第2造影環42よりも遠位側に存在している。但し、被覆チューブ43の近位端部はバルーン23の近位側接合領域31よりも遠位側に存在しており、被覆チューブ43の遠位端部はバルーン23の遠位側接合領域35よりも近位側に存在している。これにより、バルーン23が接合される箇所の剛性を高めないようにしながら被覆チューブ43を設けることができる。
【0053】
被覆チューブ43が設けられていることにより、図1(d)に示すように、ステント11が搭載される箇所においては収縮状態のバルーン23の各羽23a〜23cは被覆チューブ43の外周面に巻きついた状態となる。したがって、ステント11が搭載される箇所におけるバルーン23の外径を、大きくすることが可能となる。よって、比較的径が大きいステント11であっても、収縮状態のバルーン23に対して外側から密着させることが可能となり、当該ステント11を安定した状態で支持することが可能となる。
【0054】
被覆チューブ43を形成する材料の硬度は、ショア硬度が25D〜72Dであるものが好ましく、25D〜55Dであるものがより好ましい。このような硬度の材料を用いることにより、被覆チューブ43が設けられた箇所の剛性が極端に高くなってしまうことを抑制しながら、ステント11の支持の安定化を図ることが可能となる。
【0055】
被覆チューブ43の肉厚は、使用するステント11の径の大きさに依存して変化するが、内側チューブ25の外径が0.4mm〜0.5mmである場合において、内側チューブ25の外径に対して10%〜40%分、外径を大きくさせる程度の肉厚が好ましく、15%〜30%分、外径を大きくさせる程度の肉厚がより好ましい。このような肉厚とすることにより、被覆チューブ43が設けられた箇所の剛性が極端に高くなってしまうことが抑制しながら、ステント11の支持の安定化を図ることが可能となる。より具体的には、例えば内側チューブ25の外径が0.4mmである場合、被覆チューブ43の肉厚を0.05mmとする構成が挙げられる。
【0056】
血管内などにおける狭窄箇所や閉塞箇所のバルーンカテーテル20の通過性を高めながら被覆チューブ43を設ける上では、被覆チューブ43の肉厚は、図1(b)に示すように収縮状態となっているバルーン23における膨張用領域33の最大外径が外側チューブ24の遠位端部の外径以下となるように設定されていることが好ましい。より好ましくは、収縮状態のバルーン23上に搭載されたステント11の最大外径が外側チューブ24の外径以下となるように被覆チューブ43の肉厚が設定されている構成である。
【0057】
ここで、既に説明したとおり被覆チューブ43は一対の造影環41,42を外側から覆っている。つまり、図1(c)に示すように、一対の造影環41,42は内側チューブ25の外周面を覆うようにして設けられているが、当該一対の造影環41,42の全体を外側から覆うようにして被覆チューブ43が設けられている。これにより、内側チューブ25に対する造影環41,42の固定を、被覆チューブ43を利用して行うことが可能となる。また、造影環41,42のエッジ部分も被覆チューブ43により覆われることとなるため、収縮状態のバルーン23が造影環41,42のエッジ部分に直接接触することが阻止される。なお、内側チューブ25の外周面と造影環41,42との間には、造影環41,42を内側チューブ25に仮止めするために使用される接着層が存在している。
【0058】
被覆チューブ43が設けられた箇所では、内側チューブユニット(内側チューブ25、被覆チューブ43及び造影環41,42を含む)の外径は一対の造影環41,42の間では一定となっているのに対して、造影環41,42が設けられた箇所では周囲よりも大きくなっている。つまり、被覆チューブ43の外周面には、各造影環41,42と内側チューブ25の外周面との段差に追従した段差が生じている。そして、第1造影環41の遠位端部に対応した段差の向く方向には遠位側を向く成分が含まれており、第2造影環42の近位端部に対応した段差の向く方向には近位側を向く成分が含まれている。したがって、図1(b)に示すように、被覆チューブ43が設けられた構成であっても、一対の造影環41,42が設けられた位置において、巻きついた状態のバルーン23の外周面を若干外側に張り出させることが可能となり、当該張出箇所によりステント11が軸線方向に位置ズレしてしまうことを抑制することが可能となる。
【0059】
次に、生体器官拡張器具10の製造方法について図2を参照しながら説明する。図2(a)〜(e)は生体器官拡張器具10の製造方法を説明するための図である。なお、内側チューブ25がポリイミドによる単一のチューブとして形成される場合を例に挙げて説明する。
【0060】
図2(a)に示すように、まずポリイミドを用いて内側チューブ25を形成する工程を行う。なお、当該形成工程において内側チューブ25の遠位端部が先細りされているが、当該先細りさせる工程をバルーン23の装着後に行うようにしてもよい。
【0061】
その後、図2(b)に示すように、内側チューブ25の所定箇所に一対の造影環41,42を仮止めする工程を行う。具体的には、接着剤を利用して内側チューブ25に一対の造影環41,42を仮止めする。
【0062】
その後、図2(c)に示すように、被覆チューブ43の形成工程を行う。具体的には、ショア硬度が55DのPebaxを利用して形成された熱収縮チューブ44を、内側チューブ25における所定範囲の外周面を覆うように配置する。この場合、一対の造影環41,42はいずれも熱収縮チューブ44により覆われる範囲に含まれる。そして、加熱装置HDを利用して熱収縮チューブ44を加熱する。これにより、熱収縮チューブ44が収縮して、図2(d)に示すように、内側チューブ25における所定範囲の外周面を覆うようにして被覆チューブ43が形成される。
【0063】
その後、上記内側チューブユニットを外側チューブ24に内挿する工程、バルーン23を装着する工程、及び収縮状態のバルーン23上にステント11を搭載する工程を行うことにより、図2(e)に示すように、生体器官拡張器具10の製造が完了する。
【0064】
次に、生体器官拡張器具10の使用方法について簡単に説明する。
【0065】
先ず血管内に挿入されたシースイントロデューサにガイディングカテーテルを挿通し、押引操作して冠動脈入口部まで導入する。次いで、ガイドワイヤGを生体器官拡張器具10に挿通し、冠動脈入口部から閉塞箇所又は狭窄箇所を経て末梢部位まで導入する。続いて、ガイドワイヤGに沿って生体器官拡張器具10を、押引操作を加えながら閉塞箇所又は狭窄箇所まで挿入する。
【0066】
その後、加圧器を用いてハブ22側からバルーン23内に圧縮流体を注入することにより、バルーン23を膨張させて閉塞箇所又は狭窄箇所を拡張させる。これにより、収縮状態のステント11が塑性変形して拡張状態となる。その後、バルーン23内に注入された圧縮流体を吸引して抜き取ることによりバルーン23を収縮させ、バルーンカテーテル20の体内からの抜き取り作業を行う。
【0067】
なお、生体器官拡張器具10は上記のように主として血管内を通されて、例えば冠状動脈、大腿動脈、肺動脈などの血管を治療するために用いられるが、血管以外の尿管や消化管などの生体内の「管」や、「体腔」にも適用可能である。
【0068】
以上詳述した本実施の形態によれば、以下の優れた効果を奏する。
【0069】
内側チューブ25においてステント11の搭載箇所を形成する部位に被覆チューブ43が設けられていることにより、内側チューブ25の遠位端部などは細くしながら、上記搭載箇所の外径を大きくすることが可能となる。これにより、狭窄箇所や閉塞箇所の通過性の向上や、ガイドワイヤG又は屈曲した血管への追随性の向上を図りながら、比較的径の大きいステント11であっても安定した状態で支持することが可能となる。
【0070】
また、被覆チューブ43は熱収縮チューブを利用して形成されているため、被覆チューブ43の形成の容易化を図ることが可能となる。特に、内側チューブ25そのものの肉厚を変化させている構成ではなく、内側チューブ25に被覆チューブ43を積層する構成であるため、比較的径の小さいステント11を搭載するためのバルーンカテーテル20の形成に際しては被覆チューブ43を形成しないようにして、比較的径の大きいステント11を搭載するためのバルーンカテーテル20の形成に際しては被覆チューブ43を形成するようにすればよいため、使用対象となるステント11のサイズが異なる場合において共通の内側チューブ25を用いることが可能となる。
【0071】
(第2の実施の形態)
図4は、第2の実施の形態における生体器官拡張器具50の遠位端側を示す側面図であって、ステント11、外側チューブ24及びバルーン23を縦断面の状態で示す図である。なお、図4において上記生体器官拡張器具10と同一の構成については同一の番号を付すとともに、以下の説明ではその構成の説明を基本的に省略する。
【0072】
図4に示すように、本生体器官拡張器具50の内側チューブ25にも一対の造影環41,42が設けられているとともに、被覆チューブ43が設けられている。但し、収縮状態のバルーン23の外周面において、近位側に存在する第1造影環41の遠位端部に対応する位置には、遠位側を向く成分を有する第1段差面51が生じており、遠位側に存在する第2造影環42の近位端部に対応する位置には、近位側を向く成分を有する第2段差面52が生じている。これにより、収縮状態のバルーン23上に搭載されたステント11の近位側端面に対して近い位置にて第1段差面51が近位側から対向し、当該ステント11の遠位側端面に対して近い位置にて第2段差面52が遠位側から対向している。よって、ステント11が軸線方向に位置ズレしようとしても、それを阻止することが可能となる。
【0073】
(第3の実施の形態)
図5は、第3の実施の形態における生体器官拡張器具60の遠位端側を示す側面図であって、ステント11、外側チューブ24及びバルーン23を縦断面の状態で示す図である。なお、図5(a)はバルーン23が膨張状態である場合を示し、図5(b)はバルーン23が収縮状態である場合を示す。また、図5において上記生体器官拡張器具10と同一の構成については同一の番号を付すとともに、以下の説明ではその構成の説明を基本的に省略する。
【0074】
図5(a)及び図5(b)に示すように、本生体器官拡張器具60の内側チューブ25にも一対の造影環41,42が設けられているとともに、被覆チューブ43が設けられている。但し、被覆チューブ43の近位端部は近位側に存在する第1造影環41よりも遠位側に存在しているとともに、被覆チューブ43の遠位端部は遠位側に存在する第2造影環42よりも近位側に存在しており、被覆チューブ43は各造影環41,42に対して軸線方向に離間されている。したがって、一対の造影環41,42は被覆チューブ43により覆われていない。
【0075】
また、被覆チューブ43の外径は、造影環41,42の外径と同一又は略同一となっている。また、被覆チューブ43はバルーン23における膨張用領域33よりも軸線方向の長さ寸法が小さくなっており、さらに当該軸線方向の長さ寸法はステント11の当該長さ寸法よりも小さくなっている。したがって、被覆チューブ43はステント11が搭載される箇所の全体に亘って存在しているのではなく、当該箇所の一部にのみ存在している。
【0076】
当該構成によれば、被覆チューブ43により造影環41,42が覆われないため、その分だけ、バルーン23が設けられる箇所の外径を上記生体器官拡張器具10よりも小さくすることが可能となる。
【0077】
(他の実施の形態)
本発明は上記実施の形態の記載内容に限定されず例えば次のように実施しても良い。
【0078】
(1)上記第1,第2の実施の形態において、一対の造影環41,42の仮止めを加締めにより行う構成としてもよい。但し、これら造影環41,42は被覆チューブ43により全体が覆われるため、その加締めは強固に行われている必要はなく、熱収縮チューブ44を熱収縮させて被覆チューブ43を形成する際に造影環41,42の位置ズレが生じない程度であればよい。
【0079】
(2)上記第1,第2の実施の形態において、筒状の造影環41,42に軸線方向の両端に亘って連続するスリットを形成することにより当該造影環41,42を非連続の環状とするとともに当該造影環41,42の自然状態における内径を内側チューブ25の外径よりも若干小さい程度とする構成としてもよい。この場合、造影環41,42を内側チューブ25の所定箇所に配置した状態では造影環41,42が径方向に拡張されるように弾性変形することとなり、その付勢力により内側チューブ25に仮止めされた状態とすることが可能となる。この場合であっても、被覆チューブ43により全体が覆われるため、これら造影環41,42を強固に固定することが可能となる。
【0080】
(3)上記第1,第2の実施の形態において、造影環41,42の仮止めを行わない構成としてもよい。この場合であっても、これら造影環41,42は被覆チューブ43により全体が覆われるため、造影環41,42を強固に固定することが可能となる。
【0081】
(4)上記第1,第2の実施の形態において、被覆チューブ43により造影環41,42の一部が覆われている構成としてもよい。この場合、少なくとも被覆チューブ43を利用して内側チューブ25に造影環41,42を固定することが可能となる。また、被覆チューブ43により造影環41,42の一端のみを覆うようにしてもよく、この場合、当該一端についてはバルーン23に直接接触することを阻止することが可能となる。また、当該一端側がステント11の搭載領域に近い側であるとともにその被覆箇所の外周面に造影環41,42と内側チューブ25との段差に追従した段差が生じるようにすることにより、被覆チューブ43を利用してステント11の位置ズレを抑制することが可能となる。
【0082】
(5)上記各実施の形態において、ステント11が搭載される領域において造影環は1個のみ設けられている構成としてもよく、3個以上設けられている構成としてもよい。この場合に、1個のみ造影環が設けられている構成においては、当該造影環をステント11の搭載領域よりも近位側に設けてもよく、遠位側に設けてもよい。当該構成であっても、当該造影環において少なくとも上記搭載領域側の端部を被覆チューブ43により覆うとともに当該被覆箇所の外周面において造影環と内側チューブ25との段差に追従した段差が生じるようにすることで、少なくとも一方向へのステント11の位置ズレを抑制することが可能となる。
【0083】
また、一の造影環又は複数の造影環を上記搭載領域の軸線方向の途中位置に存在するように設けてもよい。この場合であっても、当該造影環の少なくとも一端を被覆チューブ43により覆うとともに当該被覆箇所の外周面において造影環と内側チューブ25との段差に追従した段差が生じるようにすることで、ステント11をバルーン23上にて収縮状態とした際に当該ステント11に上記段差に追従した段差が生じることが期待され、この場合、当該段差部分においてステント11の軸線方向の変位規制が行われることが期待される。
【0084】
また上記のように造影環が上記搭載領域の軸線方向の途中位置に存在する構成において、当該造影環を間に挟むようにして、複数の被覆チューブが設けられている構成としてもよい。この場合、造影環を外側から被覆しないようにして各被覆チューブを設けるとともに、造影環の外径及び各被覆チューブの外径を同一又は略同一とすることにより、造影環及び被覆チューブを利用して上記搭載領域の径方向の拡張を実現することが可能となる。
【0085】
(6)被覆チューブ43の外周面に段差を生じさせるという点に着目した場合、その段差を生じさせるための部材は造影環41,42に限定されることはなく、所定の肉厚を有し、内側チューブ25の外周面との間に段差を生じさせる部材であれば任意である。
【0086】
(7)上記第3の実施の形態において、造影環41,42を一切覆わないようにしながら、被覆チューブ43の端部が造影環41,42の端部と接している構成としてもよい。また、造影環41,42を一切覆わない範囲において、被覆チューブ43の軸線方向の長さ寸法をステント11の当該寸法以上とすることで、ステント11が搭載される箇所の全体に亘って被覆チューブ43が存在している構成としてもよい。
【符号の説明】
【0087】
10…生体器官拡張器具、11…ステント、20…バルーンカテーテル、21…カテーテルチューブ、23…バルーン、25…内側チューブ、41…第1造影環、42…第2造影環、43…被覆チューブ、44…熱収縮チューブ、50…生体器官拡張器具、60…生体器官拡張器具。
【特許請求の範囲】
【請求項1】
流体を利用して膨張又は収縮されるものであって、外周面上の搭載領域に搭載されたステントを塑性変形させて拡張させるバルーンと、当該バルーンにより遠位端側が覆われるチューブ体と、を有する生体器官拡張器具の製造方法において、
前記チューブ体の少なくとも内周面を規定するベースチューブの外周面のうち、前記搭載領域の少なくとも一部に対して軸線方向で同一の位置となる面を含む所定外周面を外側から覆うように、熱収縮チューブを配置するチューブ配置工程と、
当該配置工程により配置された前記熱収縮チューブを加熱して熱収縮させることにより前記所定外周面を被覆チューブにより被覆する被覆工程と、
を備え、
前記被覆チューブを含めて前記チューブ体が形成されていることを特徴とする生体器官拡張器具の製造方法。
【請求項2】
請求項1に記載の製造方法により製造される生体器官拡張器具であって、
前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして環状部材が設けられており、
前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一部が含まれていることを特徴とする生体器官拡張器具。
【請求項3】
前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一端が含まれていることを特徴とする請求項2に記載の生体器官拡張器具。
【請求項4】
前記被覆チューブの外周面には、前記環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする請求項3に記載の生体器官拡張器具。
【請求項5】
前記被覆チューブの外周面に生じている段差は、軸線方向において前記搭載領域に対して所定の一方向に外側となる位置に存在しているとともに、当該段差が向く方向には前記所定の一方向とは反対方向を向く成分が含まれていることを特徴とする請求項4に記載の生体器官拡張器具。
【請求項6】
前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして前記環状部材とは別の環状部材が設けられており、
前記各環状部材のうち一方の環状部材は軸線方向において前記搭載領域よりも近位側に存在しているとともに、他方の環状部材は軸線方向において前記搭載領域よりも遠位側に存在しており、
前記被覆チューブにより被覆される範囲に、前記一方の環状部材の遠位端部と前記他方の環状部材の近位端部とが含まれているとともに、前記被覆チューブの外周面には前記各環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする請求項2に記載の生体器官拡張器具。
【請求項7】
前記環状部材は造影環であることを特徴とする請求項2乃至6のいずれか1に記載の生体器官拡張器具。
【請求項8】
請求項1に記載の製造方法により製造される生体器官拡張器具であって、
前記被覆チューブにより被覆される範囲に、前記バルーンの接合箇所が含まれていないことを特徴とする生体器官拡張器具。
【請求項1】
流体を利用して膨張又は収縮されるものであって、外周面上の搭載領域に搭載されたステントを塑性変形させて拡張させるバルーンと、当該バルーンにより遠位端側が覆われるチューブ体と、を有する生体器官拡張器具の製造方法において、
前記チューブ体の少なくとも内周面を規定するベースチューブの外周面のうち、前記搭載領域の少なくとも一部に対して軸線方向で同一の位置となる面を含む所定外周面を外側から覆うように、熱収縮チューブを配置するチューブ配置工程と、
当該配置工程により配置された前記熱収縮チューブを加熱して熱収縮させることにより前記所定外周面を被覆チューブにより被覆する被覆工程と、
を備え、
前記被覆チューブを含めて前記チューブ体が形成されていることを特徴とする生体器官拡張器具の製造方法。
【請求項2】
請求項1に記載の製造方法により製造される生体器官拡張器具であって、
前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして環状部材が設けられており、
前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一部が含まれていることを特徴とする生体器官拡張器具。
【請求項3】
前記被覆チューブにより被覆される範囲に前記環状部材の少なくとも一端が含まれていることを特徴とする請求項2に記載の生体器官拡張器具。
【請求項4】
前記被覆チューブの外周面には、前記環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする請求項3に記載の生体器官拡張器具。
【請求項5】
前記被覆チューブの外周面に生じている段差は、軸線方向において前記搭載領域に対して所定の一方向に外側となる位置に存在しているとともに、当該段差が向く方向には前記所定の一方向とは反対方向を向く成分が含まれていることを特徴とする請求項4に記載の生体器官拡張器具。
【請求項6】
前記ベースチューブの外周面のうち前記バルーンの膨張及び収縮領域の内側に存在する面には、当該面の一部を外側から覆うようにして前記環状部材とは別の環状部材が設けられており、
前記各環状部材のうち一方の環状部材は軸線方向において前記搭載領域よりも近位側に存在しているとともに、他方の環状部材は軸線方向において前記搭載領域よりも遠位側に存在しており、
前記被覆チューブにより被覆される範囲に、前記一方の環状部材の遠位端部と前記他方の環状部材の近位端部とが含まれているとともに、前記被覆チューブの外周面には前記各環状部材と前記ベースチューブの外周面との間の段差に追従した段差が生じていることを特徴とする請求項2に記載の生体器官拡張器具。
【請求項7】
前記環状部材は造影環であることを特徴とする請求項2乃至6のいずれか1に記載の生体器官拡張器具。
【請求項8】
請求項1に記載の製造方法により製造される生体器官拡張器具であって、
前記被覆チューブにより被覆される範囲に、前記バルーンの接合箇所が含まれていないことを特徴とする生体器官拡張器具。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−9704(P2013−9704A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−142488(P2011−142488)
【出願日】平成23年6月28日(2011.6.28)
【出願人】(393015324)株式会社グツドマン (56)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年6月28日(2011.6.28)
【出願人】(393015324)株式会社グツドマン (56)
【Fターム(参考)】
[ Back to top ]