
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
【課題】
生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性成形品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【解決手段】
生分解性成型品は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られることを特徴とする。
好ましくは、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性成形品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【解決手段】
生分解性成型品は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られることを特徴とする。
好ましくは、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性成型品及びその製造方法に関し、特に、燃焼させてもダイオキシン等の有害物質を発生せず、生分解性に優れるため環境問題にも有効な生分解性成型品及びその製造方法に関する。
【背景技術】
【0002】
現在、広く利用されているプラスチック製品は、廃棄されると自然界中で分解することが難しく、通常、分解には200〜400年もの歳月が必要とされる。また焼却処分する場合には、ダイオキシンなどの有毒ガスを発生し、大気・土壌汚染の原因ともなっていた。
【0003】
これに対し、自然界中で生物により分解可能である、従来のプラスチック製品に代わる材料及びそれを用いた成型品が切望されている。
【0004】
特開平6−32386号公報においては、生分解性に優れた澱粉に着目し、断熱性や耐水性を改善するため、穀物、澱粉、植物性蛋白質、及び繊維質の粉状物、該粉状物からの造粒物、並びに穀物粒から選ばれる少なくとも1つからなる原料を、密閉成形型に入れ、加熱した後減圧し結着させ、容器状に成形する、生分解性発泡容器の製造方法が開示されている。
【特許文献1】特開平6−32386号公報
【0005】
また、澱粉とプラスチック等の樹脂とを混合した澱粉樹脂として、特開平9−296076号公報においては、コーンスターチあるいはポテトスターチあるいはその他の澱粉40〜80%、脂肪5〜15%、水0.5〜2%、ポリプロピレン又はポリエチレンあるいはその他のプラスチック3〜10%、グリセリン1〜5%、蛋白質2〜8%、及びエチレンメタクリル酸ないしエチレンアクリル酸10〜25%を配合してなる、生分解性可能な澱粉樹脂が開示されている。また、容器等の成型品の製造方法としては、直接射出成形する方法が提案されている。
【特許文献2】特開平9−296076号公報
【0006】
しかしながら、特開平6−32386号公報のように澱粉質を多く含む原料から得られる容器等の成型品は、澱粉質間の結着力がプラスチックなどと比較して弱く、十分な機械的強度を得るためには、容器の厚みが増し、使用する材料も多くなるためコスト的に高価なものとなる。
【0007】
また、澱粉質を多く含む原料を直接密閉成形型に入れて成形するためには、澱粉質が多く含まれるため、粘性が高く、高温になると変色・発泡が発生し、安定した成型品が得られ難いという欠点を有する。
【0008】
また、特開平9−296076号公報のように澱粉樹脂を利用する場合には、射出成形で容器等を成形するに際し、強度を保つため澱粉質を50重量%程度に抑える必要がある。しかしながら、澱粉質の含有量の低下は、自然界中での分解速度を低下させ、焼却した場合のダイオキシンの発生量の増加や焼却温度の上昇等の問題を生じる。また、澱粉質を含有しているため、射出成形時の温度管理が難しく、粘性も高くなるため、製造設備の高コスト化や、量産化が困難となるなどの問題を招く。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の課題は、上述した問題を解決し、澱粉質の含有量が70重量%以上、好ましくは75〜90重量%以上と高く、生分解性に優れると共に、成形性も良好な、生分解性シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【0010】
本発明の他の目的は、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、請求項1に係る発明は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られる生分解性成型品であることを特徴とする。
【0012】
また、好ましくは、請求項2に係る発明のように、請求項1に記載の生分解性成型品において、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
【0013】
また、請求項3に係る発明のように、請求項1又は2に記載の生分解性成型品において、該生分解性シートを、加熱し真空成形または圧空成形することにより得られることを特徴とする。
特に、請求項4に係る発明のように、請求項1乃至3のいずれかに記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする。
【0014】
しかも、請求項5に係る発明のように、請求項1乃至4のいずれかに記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする。
【0015】
また、好ましくは、請求項6に係る発明のように、請求項1乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする。
【0016】
また、請求項7に係る発明は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより生分解性成型品を得る生分解性成型品の製造方法であることを特徴とする。
【0017】
好ましくは、請求項8に係る発明のように、請求項7に記載の生分解性成型品の製造方法において、該澱粉樹脂は、澱粉質の含量が70重量%以上となるように、澱粉及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする。
【0018】
そして、好ましくは、請求項9に係る発明のように、請求項8に記載の生分解性成型品の製造方法において、原料ペレット中の水分含有量が2重量%以下、好ましくは0.2〜0.4重量%となるように乾燥させることを特徴とする。
【0019】
また、請求項10に係る発明は、請求項7乃至9のいずれかに記載の生分解性成型品の製造方法において、該生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする生分解性成型品の製造方法であり、特に、請求項11に係る発明では、請求項10に記載の生分解性成型品の製造方法において、前記型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする。
【発明の効果】
【0020】
請求項1に係る発明のように、澱粉質を70重量%以上、好ましくは75重量%〜90重量%含むため、極めて生分解性が良く、しかも、該原料を120〜180℃、好ましくは150〜170℃、より好ましくは165℃近傍に保持しながら溶融し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取るため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。
【0021】
しかも、澱粉質以外にはオレフィン樹脂、特に請求項2のようにポリエチレン又はポリプロピレンのいずれかを含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。
さらには、該シートを成形して生分解性成型品を得るため、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品を提供することができる。
【0022】
請求項3に係る発明のように、澱粉質を多く含むため粘性の高くかつ温度管理が難しい原料であっても、生分解性シートから加熱し真空成形または圧空成形することにより、プラスチック製シートで多用されている加熱真空成形機または加熱圧空成形機を用いて、容易に均質な成型品を得ることが可能となる。
【0023】
また、生分解性シートから成型品を形成するため、密閉成形型入・圧縮成形や、射出成形などと比較しても、請求項4に係る発明のように、0.2〜0.8mmの薄いシートを引き延ばして成形することが可能となるため、原料の消費量を抑制し、低コスト化を達成することが可能となる。
【0024】
しかも、成型品の厚みを薄くすることで、脆弱となる機械的強度を補強するため、請求項5に係る発明のように、溝又は突起を設けることで容易に、強度を高めることが可能となる。
【0025】
さらに、原料として澱粉質を多く含むため、従来のプラスチック製成型品と比較して、通気性及び保水性が高く、澱粉質を養分として供給することも可能となるため、請求項6に係る発明のように、納豆菌などのように澱粉質を養分をして取り込む特性のある菌を生きたまま含有している食品を収容する容器として利用することにより、プラスチック製成型品より長期に渡り、生きた菌を含有する食品を提供することが可能となる。
【0026】
請求項7のように、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形するため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。しかも、澱粉質以外にはオレフィン樹脂を含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。さらに、該シートを成形して生分解性成型品を得るため、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品の製造方法を提供することができる。
【0027】
請求項8に係る発明のように、該澱粉樹脂は、澱粉質を含む原料をペレット状に成形し、該ペレットを融解してシートを形成するため、原料ペレットを成形する工程と、シートを成形する工程等が分離でき、各工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。また、例えばシート状の成形は二軸攪拌機を使用して実施することができ、得られるシートの厚さが均一に保持できる。
【0028】
また、原料ペレットにおいては、澱粉質やプラスチックが均一に混合されており、シートの生産量が変動しても、原料ペレットの供給量を調整することにより、常に均質なシートを製造することができる。しかも、請求項9に係る発明のように、原料ペレットを乾燥させる工程を経ることにより、含有水分量を調整でき、必要に応じて融解時に添加する結着剤の特性とも相まって、特性の安定した生分解性シートを製造することが可能となる。
【0029】
請求項10に係る発明により、生分解性シートを、1枚又は所望する厚さになるまで積層し、該シートが軟化する温度まで加熱した状態で、真空型抜きまたは圧空型抜きすることにより、均質な厚みを保持しながら必要な形状に加工することが可能となる。また、請求項11に係る発明のように、型抜きに利用するメス金型の温度は、20〜70℃に設定することにより、シートの成形性、離型性を良好に保持することが可能となる。特に、メス金型の温度が20℃未満となると、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【発明を実施するための最良の形態】
【0030】
以下、本発明を好適例を用いて詳細に説明する。
本発明で用いる澱粉質としては、本発明に係る生分解性成型品が、食品に関連するものとして使用されることもあることから、利用者の安全性を考慮する観点から、天然物由来の澱粉質が望ましいが、必要に応じて、加工(変性)澱粉、及びこれらの混合物を使用することも可能である。澱粉質の原料としては、トウモロコシ、馬鈴薯、甘藷、小麦、米、タピオカ、サゴ、キャッサバ、豆、葛、ワラビ、蓮、ヒシなどが利用できるが、特に原材料が安く大量に入手できる点から、トウモロコシがより好ましい。
【0031】
加工澱粉としては、天然澱粉に種々の物理的変性を行ったもの、例えば、α−澱粉、分別アミロース、湿熱処理澱粉等や、天然澱粉に種々の酵素変性を行ったもの、例えば、加水分解デキストリン、酵素分解デキストリン、アミロース分解澱粉、アミロペクチン分解澱粉等、天然澱粉に種々の化学処理をしたもの、例えば、酸処理澱粉、次亜塩素酸酸化澱粉、酸化処理を行ったジカルボン酸澱粉、アシル化を行ったアセチル澱粉、その他の化学変性澱粉誘導体、例えば、エステル化処理を行ったエステル澱粉、エーテル化処理を行ったエーテル化澱粉、架橋剤で処理した架橋澱粉、2−ジメチルアミノエチルクロライドでアミノ化したようなカチオン化澱粉等がある。エステル化澱粉としては、酢酸エステル化澱粉、コハク酸エステル化澱粉、尿素リン酸エステル化澱粉、キサントゲン酸エステル化澱粉、アセト酢酸エステル化澱粉等、エーテル化澱粉としては、アリルエーテル化澱粉、メチルエーテル化澱粉、カルボキシメチルエーテル化澱粉、ヒドロキシエチルエーテル化澱粉、ヒドロキシプロピルエーテル化澱粉等、カチオン化澱粉としては、澱粉と2−ジメチルアミノエチルクロライドや2−ジエチルアミノエチルクロライドの反応物、澱粉と2,3−エポキシプロピルトリメチルアンモニウムクロライドの反応物など、架橋澱粉としては、ホルムアルデヒド架橋澱粉、アルデヒド架橋澱粉、ジアルデヒド架橋澱粉、エピクロルヒドリン架橋澱粉、リン酸架橋澱粉、アクロレイン架橋澱粉などがある。
【0032】
本発明では、澱粉質にプラスチック等の樹脂を混合した、いわゆる澱粉樹脂を原料として用いている。これは、澱粉質のみの原料に更に、耐水性、耐熱性、機械的強度、加熱成形時の流動性等を付与するために混合されるものであり、好ましくは、原料中10〜30重量%、さらに好適には15〜25重量%となるように混合する。
【0033】
澱粉質に混合するプラスチックとしては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブチレン系樹脂、ポリ塩化ビニル系樹脂、ポリアクリルまたはポリメタクリル系樹脂、ポリアクリロニトリル系樹脂、ポリスチレン系樹脂、スチレン−アクリロニトリル共重合体、スチレン−ブタジエン−アクリロニトリル共重合体、ポリカ−ボネ−ト系樹脂、ポリエステル系樹脂またはリサイクルポリエステル系樹脂、ポリアミド系樹脂、ポリアセタ−ル系樹脂等、前記樹脂の1種ないし2種以上を混合して使用することができる。本発明では、特に、成形時の強度を高めるため、ポリエチレンやポリプロピレン等のオレフィン樹脂を好適に使用できる。
【0034】
次に澱粉質とプラスチックなどの原料から直接、生分解性シートや生分解性成型品を製造することも可能であるが、本発明に係る生分解性のシートや成型品は、澱粉質を70重量%、好ましくは75〜90重量%含有するため、温度管理が難しく、更に製造コストの低減を図るため、従来のプラスチック製シートや容器などの製造ラインを再利用する観点から、まず、原料を均一に混合した原料ペレットを製造し、該原料ペレットを必要な量だけ融解させて、生分解性シートを形成するものである。
【0035】
また、生分解性成型品については、原料ペレットを融解して、射出成型することも可能ではあるが、高濃度の澱粉質を有する原料のため、温度管理の難しさや高い粘性のため、厚みが薄くかつ均質な成型品を得るには、一旦、シート状に加工した上で、該シートを軟化し、真空型抜きまたは圧空型抜き成型する方法が、量産が可能で、より低コストで良質な製品を得ることができる。
【0036】
さらに、原料から原料ペレットを、次いで該原料ペレットを用いて生分解性シートを、そして該生分解性シートを用いて生分解性成型品を製造するというように、製造工程を複数のプロセスに分離することにより、製造工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。
【0037】
原料ペレットの製造方法としては、原料である澱粉質とプラスチック等を均一に混合し、製造された原料ペレットが、通常の保管・搬送状態でも、形状や特性を維持することが可能となる方法であるなら、公知の混練や融解による混合方法が利用可能である。
【0038】
ただし、澱粉質の温度管理を適正に行う観点から、エクストルーダなどの温度制御が容易にできる混練機械を利用した方法が、より望ましい。
【0039】
エクストルーダを用いた原料ペレットの製造方法の好適例を説明すると、製造機械は、互いに内向きに旋回する二軸のエクストルーダを利用し、原料供給タンクを少なくとも一つ、望ましくは二つ以上、該軸の方向に配置する。例えば、第1の供給タンクからは澱粉質を、第2の供給タンクからはプラスチックを、各々供給すると共に、二軸のエクストルーダにより、原料を粉砕、混練しながら軸方向に搬送する。また、各供給タンクは温度制御がされており、澱粉質は、大気温度、プラスチックは100〜160℃程度に保持される。原材料の時間当たりの供給量は、エクストルーダの一端側から押し出される粘稠状の原料混合物における原料の割合が、澱粉質が70重量%以上、好ましくは澱粉質が75〜90重量%で、プラスチックが10〜25重量%の範囲となるように、各供給タンクの供給量を調整する。
【0040】
エクストルーダから押し出される粘稠状の原料混合物を、冷却し、所定の長さに裁断して、原料ペレットを形成する。
【0041】
次に、澱粉質生分解性シートの製造方法について好適例により説明する。
【0042】
また、澱粉質は、とうもろこし等の澱粉質を製造する原料から澱粉質を取り出す調製をする際、または上記原料ペレットを製造する際、さらには保管している際に、水分を含有あるいは空気中の水分を吸湿するなど、澱粉質は、湿気を含み易い性質があるため、原料ペレットを乾燥させる。乾燥方法としては、熱風乾燥など公知の技術が利用可能である。好適には、原料ペレット中の水分含有量が2重量%以下、好適には0.2〜0.4重量%となるように、即ち、可能な限り水分量が少なくなるように、乾燥させることが望ましい。
【0043】
次いで、乾燥させた原料ペレットを融解させ、好適には180℃程度の温度で融解させ、エアー冷却しながら、融解物の温度を120〜180℃、好ましくは150〜170℃に、より好ましくは165℃近傍に維持し、二軸ローラを利用してシート状に成形する。また、ローラを水冷却しながらシート状に成形することも可能である。その後、シートを空気又は自然冷却により冷却、好ましくは60℃以下に冷却し、ロール状に巻き取る。シート形成時の延伸用ローラは、一軸ローラでも可能であるが、一軸の場合は、駆動ローラの負担が大きく温度上昇を招き、生分解性シートの発泡、変色の原因となる場合もあるため、二軸ローラを用いることが好ましい。融解時の温度が200℃、特に220℃を超えると、溶融用容器内で、澱粉質が硬化・発泡し、均質なシートを形成すること難しくなる。また、シート形成時の温度が180℃を超えると、形成されたシートに気泡の発生が目立ち、また、一旦温度が下がり再度上昇すると、変色が発生し易くなる。さらに、120℃より低い温度では、融解した原料の粘性が高く、均質な厚み・密度を有するシートが形成できない。また、好適範囲である150〜170℃、更に好適である165℃近傍であると、シート製造時の異臭の発生を防止できるとともに、発泡現象を有効に抑制でき、良質なシートが得られるとともに生産時間が短くなるため生産コストが低下し望ましい。
【0044】
得られたシートは、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0045】
更に、必要に応じて、原料ペレットの融解時に結着剤を添加しても良い。結着剤は、シート状に成形した際の、澱粉質間又は澱粉質とプラスチックとの結着性能を高め、形状保持性を向上させることを目的として使用される。かかる結着剤を添加することにより、シート成形後の引張強度等の機械的強度が増加し、生分解性シートの取扱い、及び、生分解性成型品に再加工する際の、製造工程における搬送作業等を安定的に行うことが可能となり、更に、シート状態での長期保管も可能となる。
【0046】
かかる結着剤としては、原料ペレット中に含まれるプラスチックと同様の高分子樹脂を使用することができるが、成形強度を高める点から、ポリプロピレンが好適に使用できる。また、ポリエチレンを添加することにより伸張性を改善することができる。
【0047】
また、生分解性シートの耐水性や吸湿防止、また保存時の変色防止などを目的として、種々の添加剤を添加することも可能である。結着剤や添加剤の添加量は、シート状に成形した際のシート中の澱粉質の含有量が70重量%以上、好ましくは75〜90重量%となる範囲であれば、任意に調整可能であるが、原料ペレットから乾燥工程で減少した水分量に相当する量を添加するように構成することが、望ましい。
【0048】
このような製造方法により、1mm以下の汎用性の高い均質な生分解性シートが形成でき、特に、0.005mm程度までは、均質な生分解性シートの形成が可能であることが確認されている。また、後述する生分解性成型品に利用するものとしては、生分解性シートの厚みが0.2〜0.8mm程度が好ましい。
【0049】
次に、生分解性成型品の製造方法について好適例により説明する。
【0050】
生分解性シートは、加熱ヒータ中を搬送される際に、加温させられて軟化し、好適には該シートの軟化点温度付近まで加温させられて上昇させられ、成型品に対応した金型で型抜き成形される。特に、容器などの均一な厚みを必要とする成型品を製造する際には、真空型抜き成型または圧空成形が好ましく、真空型抜き成形の場合には、メス金型に真空吸着されると共に、該メス金型と嵌合するオス金型により、型抜きが行なわれ、そしてメス金型に吸着した状態で、急速に20〜70℃の範囲の温度に冷却される。
【0051】
この際のメス金型温度は、20〜70℃に保持することが望ましく、これはシートの成形性や金型から成形品を離型するのに好適な温度だからである。つまり、20℃未満である場合には、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【0052】
ただし、離型性を改善するためには、離型剤を塗布して、離型性を良好にすることも可能である。例えば、ポリエチレンやポリプロピレンを原料に含む場合には、メス金型温度を80℃程度にまで上昇させて、シート表面に離型剤を塗布したものを用いることにより、成形品を製造することが可能である。
【0053】
シートを軟化させて型抜きする際、型抜きのショット時間に応じて、シートを軟化させる環境条件を種々変化させることができ、例えばショット時間(型抜き1回あたりの時間)が9〜10秒の場合にはシートを加温するヒータ温度を380〜400℃に、またショット時間が11〜14秒の場合には280〜300℃に、さらにショット時間が15〜20秒の場合には180〜220℃に調整し、型抜き時にシートが最適な軟化状態を保持するよう、ヒータ温度やヒータ空間のシートの通過時間を設定することが好ましい。このように、容器成形時の温度管理を型抜き時間(ショット時間)との関連で行うことにより、製造コストを大幅に低下させることができる。
【0054】
また、真空成形の際の真空の程度は、型抜き成形が実施できれば特に限定されないが、例えば、その程度をメス型の吸引量で表すと、40m3/時〜200m3/時であることができる。さらに、シートに対して上方にメス金型を、下方にオス金型を配置し、メス金型では空気を吸引すると共に、オス金型側から空気を送風するよう構成する。これにより、軟化したシートに空気を吹き付けながらシートを押し上げ、メス金型の吸引力によりシートをメス金型の壁面に吸着させ、シートを適切に引き伸ばしながら、均質な厚みの容器を形成する。
【0055】
上記の製造方法によれば、例えば、容器の深さが10〜60mm程度のものである場合には、1mm以下、好ましくは0.2〜0.8mm、より好ましくは0.4〜0.5mm程度の厚みの生分解性シートを利用することにより、容易に均質な容器を形成することが可能となる。
【0056】
また、圧空成形の場合には、例えば成形する容器の深さが約2cm以下の場合に、圧空成形機を用いて成形することも可能である。圧空成形する場合の型抜きの温度条件等は、上記真空成形の場合と同様である。
【0057】
得られた成形品は、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0058】
上記説明では、生分解性シートを1層で利用する方法を説明したが、該シートを2層以上積層し、上述した方法と同様に、該シートの軟化点まで加熱し、型抜き成型することも可能である。
【0059】
さらに、成型品の成形時に、型抜きで残ったバリについては、溶融することにより再生分解性シートの原料とすることが可能であるため、生分解性シートの製造工程に還元し、再利用することも可能である。
【0060】
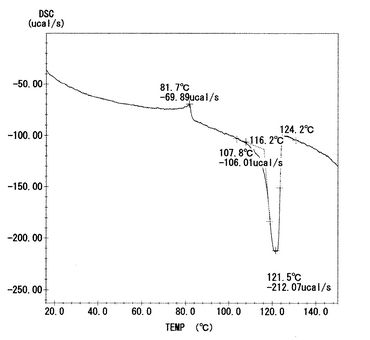
成型品形成時の生分解性シートの軟化点温度について説明する。図1は、本発明に係る生分解性シートの軟化点温度を測定したものである。
【0061】
実験で使用した生分解性シートは、澱粉質が70重量%、ポリプロピレンが28重量%、必要に応じて添加した結着剤としてのポリプロピレンが2重量%のものであり、シートの厚みが0.5mmである。
【0062】
測定方法としては、示差走査熱量測定方法(DSC3100;MAC SCIECE社製)を利用し、毎分1℃で温度を上昇させながら、1秒毎の吸熱速度の変化を測定したものである。
【0063】
図1のグラフが示すように、116〜124℃付近に軟化点が存在し、本発明に係る澱粉質を多量に含む生分解性シートは、主として115〜125℃に軟化点が存在する。
【0064】
また、本発明に係る生分解性シートは、軟化点における吸熱速度が、ポリプロピレンなどより1.5倍程度高いため、通常のプラスチック製成型品の製造と比較しても、より厳密な温度管理が必要であることが理解される。
【0065】
生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することも可能である。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能である。
【0066】
厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱し真空型抜き又は圧空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0067】
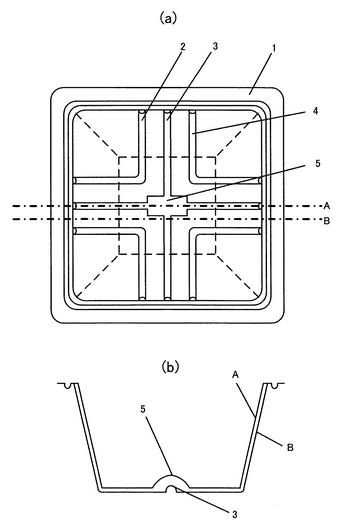
図2は、本発明に係る生分解性成型品の一つである、使い捨て容器を示す図である。
【0068】
図2(a)は、容器の上方から見た図であり、図2(b)は、図2(a)の一点鎖線A,Bにおける断面形状を示すものである。
【0069】
容器の厚みを減少すると、容器側面の機械的強度が減少するため、従来のプラスチック製容器と同様に取り扱うことが困難となる。このため、機械的強度を高めるため、容器の側面に溝又は突起を形成することが、好ましい。
【0070】
図2は、縦横の長さが約80〜100mm、深さ約30mm程度の容器1であるが、該容器を0.5〜1mmの生分解性シートを加熱真空型抜きで形成すると共に、幅1〜2mm程度、深さ1mm程度の溝を、図2(a)に示すように、容器1の側面及び底面に、符号2〜4のように形成することにより、通常のプラスチック(ポリプロピレン)製容器と同等の機械的強度が確保できた。
【0071】
溝は、機械的強度を強化すべき面に形成することで、ある程度の改善が期待できるが、容器の立体形状に対する変形を防止するためには、図2(a)のように、少なくとも連続する2つの面に渡る共通の溝2〜4を形成することが、好ましい。また、溝同士を符号3のように交差させることにより、溝同士の機械的結合力も高めることが可能となり、より強度の高い容器が形成できる。さらに、溝の交差点に、該溝より高い又は広い形状を有する突起5を形成することにより、溝同士の結び付きをより強固にすることが可能となる。
【0072】
本発明に係る生分解性シートや生分解性成型品は、廃棄されても自然分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含み、更には、通気性及び保水性が良好であるため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0073】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明に係る生分解性容器は、利用価値が高いものである。
【実施例】
【0074】
以下、本発明に係る実施例について説明する。
【0075】
(実施例1)
原料として、トウモロコシ澱粉質70重量%、ポリエチレン30重量%を、二軸のエクストルーダにより混練し、エクストルーダから押し出される原料混合物を、0.5〜5mmの長さに裁断して、原料ペレットを形成した。
【0076】
原料ペレットを、熱風を当てながら、水含有量が0.2重量%となるまで乾燥させた。乾燥した原料ペレットに、結着剤としてポリプロピレンを、上記ポリエチレンとの合計重量が30重量%となるように添加して、180℃で融解し、融解した原料を、空気冷却しながら165℃近傍に維持し、二軸ローラにより、厚さ0.5mmの生分解性シートを形成した。
【0077】
(材質及び溶出試験)
実施例1の試料について、「合成樹脂製の器具又は容器包装規格試験(ポリエチレン)」(厚生省告示第20号)に基づき、材質試験及び溶出試験を実施した。結果は、次のとおりであり、実施例1の試料が上記規格に適合するものであることがわかる。
・材質試験
カドミウム・・・・1ppm未満(規格基準100ppm以下)
鉛・・・・・・・10ppm未満(同100ppm以下)
・溶出試験
重金属(Pbとして)・・・1ppm未満(同1ppm以下)
過マンガン酸カリウム消費量・・・1.5ppm以下(同10ppm以下)
蒸発残留物(n−へプタン浸出)・・84ppm以下(同150ppm以下)
同(20%エタノール浸出)・・9ppm以下(同30ppm以下)
同(水浸出)・・・11ppm以下(同30ppm以下)
同(4%酢酸浸出)・・・11ppm以下(同30ppm以下)
【0078】
(生分解性シートの物性試験)
実施例1の生分解性シートについて、「ポリエチレン分解性地膜シート」(Q/12XT3832−99)に基づき試験を行った。試験結果を表1に示す。
【0079】
引張り強度や断裂伸張率は、試料を鉄アレー型に成形し、幅は10mm、有効長さは40mm、試料全長は120mm、試験速度は500±50mm/分とし、5つのサンプルを試験した平均値を示している。
【0080】
また、直角に亀裂を入れた試験では、試験速度を200±20mm/分とし、破断時の最大値を測定した。
【0081】
【表1】

【0082】
(生分解性シートの分解性能試験)
実施例1と同様に生分解性シートを製造する際に、澱粉質の含有量を0〜80重量%の範囲で変化させ、シートの厚さを0.5mmとなるように成形した試験体を用いて、「プラスチック、微生物行為の判定」(ISO846)に基づき試験を行った。試験結果を表2に示す。
【0083】
ただし、試験期間は30日であり、使用した菌は、黒曲菌である。
菌の繁殖面積と繁殖レベルとの関係は、次のとおりである。
繁殖レベル0:無繁殖
同レベル1:目で確認できなく顕微鏡の下で見える状態。
同レベル2:目で確認できる繁殖面積が25%未満
同レベル3:目で確認できる繁殖面積が50%未満
同レベル4:はっきり繁殖することを確認できる繁殖面積が50%超
同レベル5:大量に繁殖し繁殖面積が100%のもの
【0084】
【表2】
【0085】
上記試験結果により、本発明に係る生分解性シートは、衛生的に極めて安全であることがわかる。しかも、機械的特性がポリエチレン製シートと同等以上であり、生分解性も優れたものであることが理解される。
特に、生分解性においては、澱粉質を60重量%以上含むものにおいては、菌の繁殖面積も全体におよび、極めて良好な生分解性能を示すことが確認できる。
【0086】
(実施例2)
次に、ポリエチレンをポリプロピレンに代えた以外は、実施例1と同様な製造方法により、厚さ0.5mmの生分解性シートを形成し、該シートを加熱して軟化させ、真空型抜きにより、図2に示すような生分解性容器を成形した。
【0087】
(生分解性容器の強度試験等)
実施例2の生分解性容器を、ポリプロピレン製容器の代わりとして、納豆製造ライン(納豆を容器に入れると共に、容器上面をフィルムで封止する作業を自動化した生産ライン)で使用したところ、容器の凹みや、傷・ひび割れ・へこみ等の発生が無く、従来のポリプロピレン製容器と比較しても、同等の機械的強度を有していることが確認された。
【0088】
しかも、実施例2で利用した生分解性シートとポリプロピレン・シートと対し、動的粘弾性測定を行ったところ、本発明の生分解性シートは、−30℃においてもポリプロピレン・シートと同等以上の特性を有し、冷凍食品等の容器としても好適であることが確認された。
【0089】
(生分解性容器の菌含有食品の保存性試験)
また、実施例2の生分解性容器と通常のポリエチレン製容器に、各々納豆食品を入れ、フィルムで封止し、常温における保存状態を確認した。
【0090】
ポリエチレン製容器においては、2週間で、納豆が黒色に変色し、納豆菌の多くが死滅していることが確認されるが、生分解性容器においては、1ヶ月経過後においても、納豆菌が生きており、しかも粘り気が増加しており、菌の繁殖が進んでいることが確認された。
【産業上の利用可能性】
【0091】
本発明によれば、生分解性に優れると共に、成形性が良好な生分解性シートや該シートを利用した生分解性成型品を安価に提供することが可能となる。
【0092】
すなわち、厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱真空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0093】
また、本発明に係る生分解性シートや生分解性成型品は、強度も十分に有するとともに、廃棄されても自然分解を例えば6ヶ月〜1年で分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0094】
本発明の製造方法によれば、前記本発明の生分解性シート及び該シートを利用した生分解性成型品を、特に大きな設備投資を要することなく、市場で使用されているプラスチック製の容器を製造する既存の装置を用いることができ、簡便かつ極めて経済的に大量に量産できる方法を提供することができる。
【0095】
本発明に係る生分解性シートや生分解性成型品は、澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、本発明の生分解性シートまたは生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0096】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明は利用価値が高いものである。
【0097】
さらに、生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することができる。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能となる。
【図面の簡単な説明】
【0098】
【図1】本発明に係る生分解性シートの吸熱速度変化を示す線図である。
【図2】本発明に係る生分解性容器一例の上面図(a)及び断面図(b)である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法に関し、特に、燃焼させてもダイオキシン等の有害物質を発生せず、生分解性に優れるため環境問題にも有効な生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法に関する。
【背景技術】
【0002】
現在、広く利用されているプラスチック製品は、廃棄されると自然界中で分解することが難しく、通常、分解には200〜400年もの歳月が必要とされる。また焼却処分する場合には、ダイオキシンなどの有毒ガスを発生し、大気・土壌汚染の原因ともなっていた。
【0003】
これに対し、自然界中で生物により分解可能である、従来のプラスチック製品に代わる材料及びそれを用いた成型品が切望されている。
【0004】
特開平6−32386号公報においては、生分解性に優れた澱粉に着目し、断熱性や耐水性を改善するため、穀物、澱粉、植物性蛋白質、及び繊維質の粉状物、該粉状物からの造粒物、並びに穀物粒から選ばれる少なくとも1つからなる原料を、密閉成形型に入れ、加熱した後減圧し結着させ、容器状に成形する、生分解性発泡容器の製造方法が開示されている。
【特許文献1】特開平6−32386号公報
【0005】
また、澱粉とプラスチック等の樹脂とを混合した澱粉樹脂として、特開平9−296076号公報においては、コーンスターチあるいはポテトスターチあるいはその他の澱粉40〜80%、脂肪5〜15%、水0.5〜2%、ポリプロピレン又はポリエチレンあるいはその他のプラスチック3〜10%、グリセリン1〜5%、蛋白質2〜8%、及びエチレンメタクリル酸ないしエチレンアクリル酸10〜25%を配合してなる、生分解性可能な澱粉樹脂が開示されている。また、容器等の成型品の製造方法としては、直接射出成形する方法が提案されている。
【特許文献2】特開平9−296076号公報
【0006】
しかしながら、特開平6−32386号公報のように澱粉質を多く含む原料から得られる容器等の成型品は、澱粉質間の結着力がプラスチックなどと比較して弱く、十分な機械的強度を得るためには、容器の厚みが増し、使用する材料も多くなるためコスト的に高価なものとなる。
【0007】
また、澱粉質を多く含む原料を直接密閉成形型に入れて成形するためには、澱粉質が多く含まれるため、粘性が高く、高温になると変色・発泡が発生し、安定した成型品が得られ難いという欠点を有する。
【0008】
また、特開平9−296076号公報のように澱粉樹脂を利用する場合には、射出成形で容器等を成形するに際し、強度を保つため澱粉質を50重量%程度に抑える必要がある。しかしながら、澱粉質の含有量の低下は、自然界中での分解速度を低下させ、焼却した場合のダイオキシンの発生量の増加や焼却温度の上昇等の問題を生じる。また、澱粉質を含有しているため、射出成形時の温度管理が難しく、粘性も高くなるため、製造設備の高コスト化や、量産化が困難となるなどの問題を招く。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の課題は、上述した問題を解決し、澱粉質の含有量が70重量%以上、好ましくは75〜90重量%以上と高く、生分解性に優れると共に、成形性も良好な、生分解性シート及び当該シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【0010】
本発明の他の目的は、機械的強度も良好で、通気性及び保水性に優れた生分解性シート及び当該シートを用いた生分解性成型品を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、請求項1に係る発明は、澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られる生分解性シートであることを特徴とする。
【0012】
また、好ましくは、請求項2に係る発明のように、請求項1に記載の生分解性シートにおいて、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
【0013】
また、請求項3に係る発明のように、請求項1又は2に記載の生分解性シートを、加熱し真空成形または圧空成形することにより得られる生分解性成型品であることを特徴とする。
特に、請求項4に係る発明のように、請求項3に記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする。
【0014】
しかも、請求項5に係る発明のように、請求項3又は4に記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする。
【0015】
また、好ましくは、請求項6に係る発明のように、請求項3乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする。
【0016】
また、請求項7に係る発明は、澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより生分解性シートを得る生分解性シートの製造方法であることを特徴とする。
【0017】
好ましくは、請求項8に係る発明のように、請求項7に記載の生分解性シートの製造方法において、該澱粉樹脂は、澱粉質の含量が70重量%以上となるように、澱粉及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする。
【0018】
そして、好ましくは、請求項9に係る発明のように、請求項8に記載の生分解性シートの製造方法において、原料ペレット中の水分含有量が2重量%以下、好ましくは0.2〜0.4重量%となるように乾燥させることを特徴とする。
【0019】
また、請求項10に係る発明は、請求項1又は2に記載の生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする生分解性成型品の製造方法であり、特に、請求項11に係る発明では、請求項10に記載の生分解性成型品の製造方法において、前記型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする。
【発明の効果】
【0020】
請求項1に係る発明のように、澱粉質を70重量%以上、好ましくは75重量%〜90重量%含むため、極めて生分解性が良く、しかも、該原料を120〜180℃、好ましくは150〜170℃、より好ましくは165℃近傍に保持しながら溶融し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取るため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。
【0021】
しかも、澱粉質以外にはオレフィン樹脂、特に請求項2のようにポリエチレン又はポリプロピレンのいずれかを含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。
さらには、該シートを成形して生分解性成型品を得る場合には、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品を提供することができる。
【0022】
請求項3に係る発明のように、澱粉質を多く含むため粘性の高くかつ温度管理が難しい原料であっても、生分解性シートから加熱し真空成形または圧空成形することにより、プラスチック製シートで多用されている加熱真空成形機または加熱圧空成形機を用いて、容易に均質な成型品を得ることが可能となる。
【0023】
また、生分解性シートから成型品を形成するため、密閉成形型入・圧縮成形や、射出成形などと比較しても、請求項4に係る発明のように、0.2〜0.8mmの薄いシートを引き延ばして成形することが可能となるため、原料の消費量を抑制し、低コスト化を達成することが可能となる。
【0024】
しかも、成型品の厚みを薄くすることで、脆弱となる機械的強度を補強するため、請求項5に係る発明のように、溝又は突起を設けることで容易に、強度を高めることが可能となる。
【0025】
さらに、原料として澱粉質を多く含むため、従来のプラスチック製成型品と比較して、通気性及び保水性が高く、澱粉質を養分として供給することも可能となるため、請求項6に係る発明のように、納豆菌などのように澱粉質を養分をして取り込む特性のある菌を生きたまま含有している食品を収容する容器として利用することにより、プラスチック製成型品より長期に渡り、生きた菌を含有する食品を提供することが可能となる。
【0026】
請求項7のように、澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形するため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。しかも、澱粉質以外にはオレフィン樹脂を含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。さらに、該シートを成形して生分解性成型品を得る場合には、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品の製造方法を提供することができる。
【0027】
請求項8に係る発明のように、該澱粉樹脂は、澱粉質を含む原料をペレット状に成形し、該ペレットを融解してシートを形成するため、原料ペレットを成形する工程と、シートを成形する工程等が分離でき、各工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。また、例えばシート状の成形は二軸攪拌機を使用して実施することができ、得られるシートの厚さが均一に保持できる。
【0028】
また、原料ペレットにおいては、澱粉質やプラスチックが均一に混合されており、シートの生産量が変動しても、原料ペレットの供給量を調整することにより、常に均質なシートを製造することができる。しかも、請求項9に係る発明のように、原料ペレットを乾燥させる工程を経ることにより、含有水分量を調整でき、必要に応じて融解時に添加する結着剤の特性とも相まって、特性の安定した生分解性シートを製造することが可能となる。
【0029】
請求項10に係る発明により、生分解性シートを、1枚又は所望する厚さになるまで積層し、該シートが軟化する温度まで加熱した状態で、真空型抜きまたは圧空型抜きすることにより、均質な厚みを保持しながら必要な形状に加工することが可能となる。また、請求項11に係る発明のように、型抜きに利用するメス金型の温度は、20〜70℃に設定することにより、シートの成形性、離型性を良好に保持することが可能となる。特に、メス金型の温度が20℃未満となると、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【発明を実施するための最良の形態】
【0030】
以下、本発明を好適例を用いて詳細に説明する。
本発明で用いる澱粉質としては、本発明に係る生分解性成型品が、食品に関連するものとして使用されることもあることから、利用者の安全性を考慮する観点から、天然物由来の澱粉質が望ましいが、必要に応じて、加工(変性)澱粉、及びこれらの混合物を使用することも可能である。澱粉質の原料としては、トウモロコシ、馬鈴薯、甘藷、小麦、米、タピオカ、サゴ、キャッサバ、豆、葛、ワラビ、蓮、ヒシなどが利用できるが、特に原材料が安く大量に入手できる点から、トウモロコシがより好ましい。
【0031】
加工澱粉としては、天然澱粉に種々の物理的変性を行ったもの、例えば、α−澱粉、分別アミロース、湿熱処理澱粉等や、天然澱粉に種々の酵素変性を行ったもの、例えば、加水分解デキストリン、酵素分解デキストリン、アミロース分解澱粉、アミロペクチン分解澱粉等、天然澱粉に種々の化学処理をしたもの、例えば、酸処理澱粉、次亜塩素酸酸化澱粉、酸化処理を行ったジカルボン酸澱粉、アシル化を行ったアセチル澱粉、その他の化学変性澱粉誘導体、例えば、エステル化処理を行ったエステル澱粉、エーテル化処理を行ったエーテル化澱粉、架橋剤で処理した架橋澱粉、2−ジメチルアミノエチルクロライドでアミノ化したようなカチオン化澱粉等がある。エステル化澱粉としては、酢酸エステル化澱粉、コハク酸エステル化澱粉、尿素リン酸エステル化澱粉、キサントゲン酸エステル化澱粉、アセト酢酸エステル化澱粉等、エーテル化澱粉としては、アリルエーテル化澱粉、メチルエーテル化澱粉、カルボキシメチルエーテル化澱粉、ヒドロキシエチルエーテル化澱粉、ヒドロキシプロピルエーテル化澱粉等、カチオン化澱粉としては、澱粉と2−ジメチルアミノエチルクロライドや2−ジエチルアミノエチルクロライドの反応物、澱粉と2,3−エポキシプロピルトリメチルアンモニウムクロライドの反応物など、架橋澱粉としては、ホルムアルデヒド架橋澱粉、アルデヒド架橋澱粉、ジアルデヒド架橋澱粉、エピクロルヒドリン架橋澱粉、リン酸架橋澱粉、アクロレイン架橋澱粉などがある。
【0032】
本発明では、澱粉質にプラスチック等の樹脂を混合した、いわゆる澱粉樹脂を原料として用いている。これは、澱粉質のみの原料に更に、耐水性、耐熱性、機械的強度、加熱成形時の流動性等を付与するために混合されるものであり、好ましくは、原料中10〜30重量%、さらに好適には15〜25重量%となるように混合する。
【0033】
澱粉質に混合するプラスチックとしては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブチレン系樹脂、ポリ塩化ビニル系樹脂、ポリアクリルまたはポリメタクリル系樹脂、ポリアクリロニトリル系樹脂、ポリスチレン系樹脂、スチレン−アクリロニトリル共重合体、スチレン−ブタジエン−アクリロニトリル共重合体、ポリカ−ボネ−ト系樹脂、ポリエステル系樹脂またはリサイクルポリエステル系樹脂、ポリアミド系樹脂、ポリアセタ−ル系樹脂等、前記樹脂の1種ないし2種以上を混合して使用することができる。本発明では、特に、成形時の強度を高めるため、ポリエチレンやポリプロピレン等のオレフィン樹脂を好適に使用できる。
【0034】
次に澱粉質とプラスチックなどの原料から直接、生分解性シートや生分解性成型品を製造することも可能であるが、本発明に係る生分解性のシートや成型品は、澱粉質を70重量%、好ましくは75〜90重量%含有するため、温度管理が難しく、更に製造コストの低減を図るため、従来のプラスチック製シートや容器などの製造ラインを再利用する観点から、まず、原料を均一に混合した原料ペレットを製造し、該原料ペレットを必要な量だけ融解させて、生分解性シートを形成するものである。
【0035】
また、生分解性成型品については、原料ペレットを融解して、射出成型することも可能ではあるが、高濃度の澱粉質を有する原料のため、温度管理の難しさや高い粘性のため、厚みが薄くかつ均質な成型品を得るには、一旦、シート状に加工した上で、該シートを軟化し、真空型抜きまたは圧空型抜き成型する方法が、量産が可能で、より低コストで良質な製品を得ることができる。
【0036】
さらに、原料から原料ペレットを、次いで該原料ペレットを用いて生分解性シートを、そして該生分解性シートを用いて生分解性成型品を製造するというように、製造工程を複数のプロセスに分離することにより、製造工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。
【0037】
原料ペレットの製造方法としては、原料である澱粉質とプラスチック等を均一に混合し、製造された原料ペレットが、通常の保管・搬送状態でも、形状や特性を維持することが可能となる方法であるなら、公知の混練や融解による混合方法が利用可能である。
【0038】
ただし、澱粉質の温度管理を適正に行う観点から、エクストルーダなどの温度制御が容易にできる混練機械を利用した方法が、より望ましい。
【0039】
エクストルーダを用いた原料ペレットの製造方法の好適例を説明すると、製造機械は、互いに内向きに旋回する二軸のエクストルーダを利用し、原料供給タンクを少なくとも一つ、望ましくは二つ以上、該軸の方向に配置する。例えば、第1の供給タンクからは澱粉質を、第2の供給タンクからはプラスチックを、各々供給すると共に、二軸のエクストルーダにより、原料を粉砕、混練しながら軸方向に搬送する。また、各供給タンクは温度制御がされており、澱粉質は、大気温度、プラスチックは100〜160℃程度に保持される。原材料の時間当たりの供給量は、エクストルーダの一端側から押し出される粘稠状の原料混合物における原料の割合が、澱粉質が70重量%以上、好ましくは澱粉質が75〜90重量%で、プラスチックが10〜25重量%の範囲となるように、各供給タンクの供給量を調整する。
【0040】
エクストルーダから押し出される粘稠状の原料混合物を、冷却し、所定の長さに裁断して、原料ペレットを形成する。
【0041】
次に、澱粉質生分解性シートの製造方法について好適例により説明する。
【0042】
また、澱粉質は、とうもろこし等の澱粉質を製造する原料から澱粉質を取り出す調製をする際、または上記原料ペレットを製造する際、さらには保管している際に、水分を含有あるいは空気中の水分を吸湿するなど、澱粉質は、湿気を含み易い性質があるため、原料ペレットを乾燥させる。乾燥方法としては、熱風乾燥など公知の技術が利用可能である。好適には、原料ペレット中の水分含有量が2重量%以下、好適には0.2〜0.4重量%となるように、即ち、可能な限り水分量が少なくなるように、乾燥させることが望ましい。
【0043】
次いで、乾燥させた原料ペレットを融解させ、好適には180℃程度の温度で融解させ、エアー冷却しながら、融解物の温度を120〜180℃、好ましくは150〜170℃に、より好ましくは165℃近傍に維持し、二軸ローラを利用してシート状に成形する。また、ローラを水冷却しながらシート状に成形することも可能である。その後、シートを空気又は自然冷却により冷却、好ましくは60℃以下に冷却し、ロール状に巻き取る。シート形成時の延伸用ローラは、一軸ローラでも可能であるが、一軸の場合は、駆動ローラの負担が大きく温度上昇を招き、生分解性シートの発泡、変色の原因となる場合もあるため、二軸ローラを用いることが好ましい。融解時の温度が200℃、特に220℃を超えると、溶融用容器内で、澱粉質が硬化・発泡し、均質なシートを形成すること難しくなる。また、シート形成時の温度が180℃を超えると、形成されたシートに気泡の発生が目立ち、また、一旦温度が下がり再度上昇すると、変色が発生し易くなる。さらに、120℃より低い温度では、融解した原料の粘性が高く、均質な厚み・密度を有するシートが形成できない。また、好適範囲である150〜170℃、更に好適である165℃近傍であると、シート製造時の異臭の発生を防止できるとともに、発泡現象を有効に抑制でき、良質なシートが得られるとともに生産時間が短くなるため生産コストが低下し望ましい。
【0044】
得られたシートは、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0045】
更に、必要に応じて、原料ペレットの融解時に結着剤を添加しても良い。結着剤は、シート状に成形した際の、澱粉質間又は澱粉質とプラスチックとの結着性能を高め、形状保持性を向上させることを目的として使用される。かかる結着剤を添加することにより、シート成形後の引張強度等の機械的強度が増加し、生分解性シートの取扱い、及び、生分解性成型品に再加工する際の、製造工程における搬送作業等を安定的に行うことが可能となり、更に、シート状態での長期保管も可能となる。
【0046】
かかる結着剤としては、原料ペレット中に含まれるプラスチックと同様の高分子樹脂を使用することができるが、成形強度を高める点から、ポリプロピレンが好適に使用できる。また、ポリエチレンを添加することにより伸張性を改善することができる。
【0047】
また、生分解性シートの耐水性や吸湿防止、また保存時の変色防止などを目的として、種々の添加剤を添加することも可能である。結着剤や添加剤の添加量は、シート状に成形した際のシート中の澱粉質の含有量が70重量%以上、好ましくは75〜90重量%となる範囲であれば、任意に調整可能であるが、原料ペレットから乾燥工程で減少した水分量に相当する量を添加するように構成することが、望ましい。
【0048】
このような製造方法により、1mm以下の汎用性の高い均質な生分解性シートが形成でき、特に、0.005mm程度までは、均質な生分解性シートの形成が可能であることが確認されている。また、後述する生分解性成型品に利用するものとしては、生分解性シートの厚みが0.2〜0.8mm程度が好ましい。
【0049】
次に、生分解性成型品の製造方法について好適例により説明する。
【0050】
生分解性シートは、加熱ヒータ中を搬送される際に、加温させられて軟化し、好適には該シートの軟化点温度付近まで加温させられて上昇させられ、成型品に対応した金型で型抜き成形される。特に、容器などの均一な厚みを必要とする成型品を製造する際には、真空型抜き成型または圧空成形が好ましく、真空型抜き成形の場合には、メス金型に真空吸着されると共に、該メス金型と嵌合するオス金型により、型抜きが行なわれ、そしてメス金型に吸着した状態で、急速に20〜70℃の範囲の温度に冷却される。
【0051】
この際のメス金型温度は、20〜70℃に保持することが望ましく、これはシートの成形性や金型から成形品を離型するのに好適な温度だからである。つまり、20℃未満である場合には、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【0052】
ただし、離型性を改善するためには、離型剤を塗布して、離型性を良好にすることも可能である。例えば、ポリエチレンやポリプロピレンを原料に含む場合には、メス金型温度を80℃程度にまで上昇させて、シート表面に離型剤を塗布したものを用いることにより、成形品を製造することが可能である。
【0053】
シートを軟化させて型抜きする際、型抜きのショット時間に応じて、シートを軟化させる環境条件を種々変化させることができ、例えばショット時間(型抜き1回あたりの時間)が9〜10秒の場合にはシートを加温するヒータ温度を380〜400℃に、またショット時間が11〜14秒の場合には280〜300℃に、さらにショット時間が15〜20秒の場合には180〜220℃に調整し、型抜き時にシートが最適な軟化状態を保持するよう、ヒータ温度やヒータ空間のシートの通過時間を設定することが好ましい。このように、容器成形時の温度管理を型抜き時間(ショット時間)との関連で行うことにより、製造コストを大幅に低下させることができる。
【0054】
また、真空成形の際の真空の程度は、型抜き成形が実施できれば特に限定されないが、例えば、その程度をメス型の吸引量で表すと、40m3/時〜200m3/時であることができる。さらに、シートに対して上方にメス金型を、下方にオス金型を配置し、メス金型では空気を吸引すると共に、オス金型側から空気を送風するよう構成する。これにより、軟化したシートに空気を吹き付けながらシートを押し上げ、メス金型の吸引力によりシートをメス金型の壁面に吸着させ、シートを適切に引き伸ばしながら、均質な厚みの容器を形成する。
【0055】
上記の製造方法によれば、例えば、容器の深さが10〜60mm程度のものである場合には、1mm以下、好ましくは0.2〜0.8mm、より好ましくは0.4〜0.5mm程度の厚みの生分解性シートを利用することにより、容易に均質な容器を形成することが可能となる。
【0056】
また、圧空成形の場合には、例えば成形する容器の深さが約2cm以下の場合に、圧空成形機を用いて成形することも可能である。圧空成形する場合の型抜きの温度条件等は、上記真空成形の場合と同様である。
【0057】
得られた成形品は、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0058】
上記説明では、生分解性シートを1層で利用する方法を説明したが、該シートを2層以上積層し、上述した方法と同様に、該シートの軟化点まで加熱し、型抜き成型することも可能である。
【0059】
さらに、成型品の成形時に、型抜きで残ったバリについては、溶融することにより再生分解性シートの原料とすることが可能であるため、生分解性シートの製造工程に還元し、再利用することも可能である。
【0060】
成型品形成時の生分解性シートの軟化点温度について説明する。図1は、本発明に係る生分解性シートの軟化点温度を測定したものである。
【0061】
実験で使用した生分解性シートは、澱粉質が70重量%、ポリプロピレンが28重量%、必要に応じて添加した結着剤としてのポリプロピレンが2重量%のものであり、シートの厚みが0.5mmである。
【0062】
測定方法としては、示差走査熱量測定方法(DSC3100;MAC SCIECE社製)を利用し、毎分1℃で温度を上昇させながら、1秒毎の吸熱速度の変化を測定したものである。
【0063】
図1のグラフが示すように、116〜124℃付近に軟化点が存在し、本発明に係る澱粉質を多量に含む生分解性シートは、主として115〜125℃に軟化点が存在する。
【0064】
また、本発明に係る生分解性シートは、軟化点における吸熱速度が、ポリプロピレンなどより1.5倍程度高いため、通常のプラスチック製成型品の製造と比較しても、より厳密な温度管理が必要であることが理解される。
【0065】
生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することも可能である。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能である。
【0066】
厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱し真空型抜き又は圧空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0067】
図2は、本発明に係る生分解性成型品の一つである、使い捨て容器を示す図である。
【0068】
図2(a)は、容器の上方から見た図であり、図2(b)は、図2(a)の一点鎖線A,Bにおける断面形状を示すものである。
【0069】
容器の厚みを減少すると、容器側面の機械的強度が減少するため、従来のプラスチック製容器と同様に取り扱うことが困難となる。このため、機械的強度を高めるため、容器の側面に溝又は突起を形成することが、好ましい。
【0070】
図2は、縦横の長さが約80〜100mm、深さ約30mm程度の容器1であるが、該容器を0.5〜1mmの生分解性シートを加熱真空型抜きで形成すると共に、幅1〜2mm程度、深さ1mm程度の溝を、図2(a)に示すように、容器1の側面及び底面に、符号2〜4のように形成することにより、通常のプラスチック(ポリプロピレン)製容器と同等の機械的強度が確保できた。
【0071】
溝は、機械的強度を強化すべき面に形成することで、ある程度の改善が期待できるが、容器の立体形状に対する変形を防止するためには、図2(a)のように、少なくとも連続する2つの面に渡る共通の溝2〜4を形成することが、好ましい。また、溝同士を符号3のように交差させることにより、溝同士の機械的結合力も高めることが可能となり、より強度の高い容器が形成できる。さらに、溝の交差点に、該溝より高い又は広い形状を有する突起5を形成することにより、溝同士の結び付きをより強固にすることが可能となる。
【0072】
本発明に係る生分解性シートや生分解性成型品は、廃棄されても自然分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含み、更には、通気性及び保水性が良好であるため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0073】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明に係る生分解性容器は、利用価値が高いものである。
【実施例】
【0074】
以下、本発明に係る実施例について説明する。
【0075】
(実施例1)
原料として、トウモロコシ澱粉質70重量%、ポリエチレン30重量%を、二軸のエクストルーダにより混練し、エクストルーダから押し出される原料混合物を、0.5〜5mmの長さに裁断して、原料ペレットを形成した。
【0076】
原料ペレットを、熱風を当てながら、水含有量が0.2重量%となるまで乾燥させた。乾燥した原料ペレットに、結着剤としてポリプロピレンを、上記ポリエチレンとの合計重量が30重量%となるように添加して、180℃で融解し、融解した原料を、空気冷却しながら165℃近傍に維持し、二軸ローラにより、厚さ0.5mmの生分解性シートを形成した。
【0077】
(材質及び溶出試験)
実施例1の試料について、「合成樹脂製の器具又は容器包装規格試験(ポリエチレン)」(厚生省告示第20号)に基づき、材質試験及び溶出試験を実施した。結果は、次のとおりであり、実施例1の試料が上記規格に適合するものであることがわかる。
・材質試験
カドミウム・・・・1ppm未満(規格基準100ppm以下)
鉛・・・・・・・10ppm未満(同100ppm以下)
・溶出試験
重金属(Pbとして)・・・1ppm未満(同1ppm以下)
過マンガン酸カリウム消費量・・・1.5ppm以下(同10ppm以下)
蒸発残留物(n−へプタン浸出)・・84ppm以下(同150ppm以下)
同(20%エタノール浸出)・・9ppm以下(同30ppm以下)
同(水浸出)・・・11ppm以下(同30ppm以下)
同(4%酢酸浸出)・・・11ppm以下(同30ppm以下)
【0078】
(生分解性シートの物性試験)
実施例1の生分解性シートについて、「ポリエチレン分解性地膜シート」(Q/12XT3832−99)に基づき試験を行った。試験結果を表1に示す。
【0079】
引張り強度や断裂伸張率は、試料を鉄アレー型に成形し、幅は10mm、有効長さは40mm、試料全長は120mm、試験速度は500±50mm/分とし、5つのサンプルを試験した平均値を示している。
【0080】
また、直角に亀裂を入れた試験では、試験速度を200±20mm/分とし、破断時の最大値を測定した。
【0081】
【表1】
【0082】
(生分解性シートの分解性能試験)
実施例1と同様に生分解性シートを製造する際に、澱粉質の含有量を0〜80重量%の範囲で変化させ、シートの厚さを0.5mmとなるように成形した試験体を用いて、「プラスチック、微生物行為の判定」(ISO846)に基づき試験を行った。試験結果を表2に示す。
【0083】
ただし、試験期間は30日であり、使用した菌は、黒曲菌である。
菌の繁殖面積と繁殖レベルとの関係は、次のとおりである。
繁殖レベル0:無繁殖
同レベル1:目で確認できなく顕微鏡の下で見える状態。
同レベル2:目で確認できる繁殖面積が25%未満
同レベル3:目で確認できる繁殖面積が50%未満
同レベル4:はっきり繁殖することを確認できる繁殖面積が50%超
同レベル5:大量に繁殖し繁殖面積が100%のもの
【0084】
【表2】
【0085】
上記試験結果により、本発明に係る生分解性シートは、衛生的に極めて安全であることがわかる。しかも、機械的特性がポリエチレン製シートと同等以上であり、生分解性も優れたものであることが理解される。
特に、生分解性においては、澱粉質を60重量%以上含むものにおいては、菌の繁殖面積も全体におよび、極めて良好な生分解性能を示すことが確認できる。
【0086】
(実施例2)
次に、ポリエチレンをポリプロピレンに代えた以外は、実施例1と同様な製造方法により、厚さ0.5mmの生分解性シートを形成し、該シートを加熱して軟化させ、真空型抜きにより、図2に示すような生分解性容器を成形した。
【0087】
(生分解性容器の強度試験等)
実施例2の生分解性容器を、ポリプロピレン製容器の代わりとして、納豆製造ライン(納豆を容器に入れると共に、容器上面をフィルムで封止する作業を自動化した生産ライン)で使用したところ、容器の凹みや、傷・ひび割れ・へこみ等の発生が無く、従来のポリプロピレン製容器と比較しても、同等の機械的強度を有していることが確認された。
【0088】
しかも、実施例2で利用した生分解性シートとポリプロピレン・シートと対し、動的粘弾性測定を行ったところ、本発明の生分解性シートは、−30℃においてもポリプロピレン・シートと同等以上の特性を有し、冷凍食品等の容器としても好適であることが確認された。
【0089】
(生分解性容器の菌含有食品の保存性試験)
また、実施例2の生分解性容器と通常のポリエチレン製容器に、各々納豆食品を入れ、フィルムで封止し、常温における保存状態を確認した。
【0090】
ポリエチレン製容器においては、2週間で、納豆が黒色に変色し、納豆菌の多くが死滅していることが確認されるが、生分解性容器においては、1ヶ月経過後においても、納豆菌が生きており、しかも粘り気が増加しており、菌の繁殖が進んでいることが確認された。
【産業上の利用可能性】
【0091】
本発明によれば、生分解性に優れると共に、成形性が良好な生分解性シートや該シートを利用した生分解性成型品を安価に提供することが可能となる。
【0092】
すなわち、厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱真空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0093】
また、本発明に係る生分解性シートや生分解性成型品は、強度も十分に有するとともに、廃棄されても自然分解を例えば6ヶ月〜1年で分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0094】
本発明の製造方法によれば、前記本発明の生分解性シート及び該シートを利用した生分解性成型品を、特に大きな設備投資を要することなく、市場で使用されているプラスチック製の容器を製造する既存の装置を用いることができ、簡便かつ極めて経済的に大量に量産できる方法を提供することができる。
【0095】
本発明に係る生分解性シートや生分解性成型品は、澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、本発明の生分解性シートまたは生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0096】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明は利用価値が高いものである。
【0097】
さらに、生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することができる。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能となる。
【図面の簡単な説明】
【0098】
【図1】本発明に係る生分解性シートの吸熱速度変化を示す線図である。
【図2】本発明に係る生分解性容器一例の上面図(a)及び断面図(b)である。
【技術分野】
【0001】
本発明は、生分解性成型品及びその製造方法に関し、特に、燃焼させてもダイオキシン等の有害物質を発生せず、生分解性に優れるため環境問題にも有効な生分解性成型品及びその製造方法に関する。
【背景技術】
【0002】
現在、広く利用されているプラスチック製品は、廃棄されると自然界中で分解することが難しく、通常、分解には200〜400年もの歳月が必要とされる。また焼却処分する場合には、ダイオキシンなどの有毒ガスを発生し、大気・土壌汚染の原因ともなっていた。
【0003】
これに対し、自然界中で生物により分解可能である、従来のプラスチック製品に代わる材料及びそれを用いた成型品が切望されている。
【0004】
特開平6−32386号公報においては、生分解性に優れた澱粉に着目し、断熱性や耐水性を改善するため、穀物、澱粉、植物性蛋白質、及び繊維質の粉状物、該粉状物からの造粒物、並びに穀物粒から選ばれる少なくとも1つからなる原料を、密閉成形型に入れ、加熱した後減圧し結着させ、容器状に成形する、生分解性発泡容器の製造方法が開示されている。
【特許文献1】特開平6−32386号公報
【0005】
また、澱粉とプラスチック等の樹脂とを混合した澱粉樹脂として、特開平9−296076号公報においては、コーンスターチあるいはポテトスターチあるいはその他の澱粉40〜80%、脂肪5〜15%、水0.5〜2%、ポリプロピレン又はポリエチレンあるいはその他のプラスチック3〜10%、グリセリン1〜5%、蛋白質2〜8%、及びエチレンメタクリル酸ないしエチレンアクリル酸10〜25%を配合してなる、生分解性可能な澱粉樹脂が開示されている。また、容器等の成型品の製造方法としては、直接射出成形する方法が提案されている。
【特許文献2】特開平9−296076号公報
【0006】
しかしながら、特開平6−32386号公報のように澱粉質を多く含む原料から得られる容器等の成型品は、澱粉質間の結着力がプラスチックなどと比較して弱く、十分な機械的強度を得るためには、容器の厚みが増し、使用する材料も多くなるためコスト的に高価なものとなる。
【0007】
また、澱粉質を多く含む原料を直接密閉成形型に入れて成形するためには、澱粉質が多く含まれるため、粘性が高く、高温になると変色・発泡が発生し、安定した成型品が得られ難いという欠点を有する。
【0008】
また、特開平9−296076号公報のように澱粉樹脂を利用する場合には、射出成形で容器等を成形するに際し、強度を保つため澱粉質を50重量%程度に抑える必要がある。しかしながら、澱粉質の含有量の低下は、自然界中での分解速度を低下させ、焼却した場合のダイオキシンの発生量の増加や焼却温度の上昇等の問題を生じる。また、澱粉質を含有しているため、射出成形時の温度管理が難しく、粘性も高くなるため、製造設備の高コスト化や、量産化が困難となるなどの問題を招く。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の課題は、上述した問題を解決し、澱粉質の含有量が70重量%以上、好ましくは75〜90重量%以上と高く、生分解性に優れると共に、成形性も良好な、生分解性シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【0010】
本発明の他の目的は、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、請求項1に係る発明は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られる生分解性成型品であることを特徴とする。
【0012】
また、好ましくは、請求項2に係る発明のように、請求項1に記載の生分解性成型品において、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
【0013】
また、請求項3に係る発明のように、請求項1又は2に記載の生分解性成型品において、該生分解性シートを、加熱し真空成形または圧空成形することにより得られることを特徴とする。
特に、請求項4に係る発明のように、請求項1乃至3のいずれかに記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする。
【0014】
しかも、請求項5に係る発明のように、請求項1乃至4のいずれかに記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする。
【0015】
また、好ましくは、請求項6に係る発明のように、請求項1乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする。
【0016】
また、請求項7に係る発明は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより生分解性成型品を得る生分解性成型品の製造方法であることを特徴とする。
【0017】
好ましくは、請求項8に係る発明のように、請求項7に記載の生分解性成型品の製造方法において、該澱粉樹脂は、澱粉質の含量が70重量%以上となるように、澱粉及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする。
【0018】
そして、好ましくは、請求項9に係る発明のように、請求項8に記載の生分解性成型品の製造方法において、原料ペレット中の水分含有量が2重量%以下、好ましくは0.2〜0.4重量%となるように乾燥させることを特徴とする。
【0019】
また、請求項10に係る発明は、請求項7乃至9のいずれかに記載の生分解性成型品の製造方法において、該生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする生分解性成型品の製造方法であり、特に、請求項11に係る発明では、請求項10に記載の生分解性成型品の製造方法において、前記型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする。
【発明の効果】
【0020】
請求項1に係る発明のように、澱粉質を70重量%以上、好ましくは75重量%〜90重量%含むため、極めて生分解性が良く、しかも、該原料を120〜180℃、好ましくは150〜170℃、より好ましくは165℃近傍に保持しながら溶融し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取るため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。
【0021】
しかも、澱粉質以外にはオレフィン樹脂、特に請求項2のようにポリエチレン又はポリプロピレンのいずれかを含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。
さらには、該シートを成形して生分解性成型品を得るため、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品を提供することができる。
【0022】
請求項3に係る発明のように、澱粉質を多く含むため粘性の高くかつ温度管理が難しい原料であっても、生分解性シートから加熱し真空成形または圧空成形することにより、プラスチック製シートで多用されている加熱真空成形機または加熱圧空成形機を用いて、容易に均質な成型品を得ることが可能となる。
【0023】
また、生分解性シートから成型品を形成するため、密閉成形型入・圧縮成形や、射出成形などと比較しても、請求項4に係る発明のように、0.2〜0.8mmの薄いシートを引き延ばして成形することが可能となるため、原料の消費量を抑制し、低コスト化を達成することが可能となる。
【0024】
しかも、成型品の厚みを薄くすることで、脆弱となる機械的強度を補強するため、請求項5に係る発明のように、溝又は突起を設けることで容易に、強度を高めることが可能となる。
【0025】
さらに、原料として澱粉質を多く含むため、従来のプラスチック製成型品と比較して、通気性及び保水性が高く、澱粉質を養分として供給することも可能となるため、請求項6に係る発明のように、納豆菌などのように澱粉質を養分をして取り込む特性のある菌を生きたまま含有している食品を収容する容器として利用することにより、プラスチック製成型品より長期に渡り、生きた菌を含有する食品を提供することが可能となる。
【0026】
請求項7のように、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形するため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。しかも、澱粉質以外にはオレフィン樹脂を含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。さらに、該シートを成形して生分解性成型品を得るため、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品の製造方法を提供することができる。
【0027】
請求項8に係る発明のように、該澱粉樹脂は、澱粉質を含む原料をペレット状に成形し、該ペレットを融解してシートを形成するため、原料ペレットを成形する工程と、シートを成形する工程等が分離でき、各工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。また、例えばシート状の成形は二軸攪拌機を使用して実施することができ、得られるシートの厚さが均一に保持できる。
【0028】
また、原料ペレットにおいては、澱粉質やプラスチックが均一に混合されており、シートの生産量が変動しても、原料ペレットの供給量を調整することにより、常に均質なシートを製造することができる。しかも、請求項9に係る発明のように、原料ペレットを乾燥させる工程を経ることにより、含有水分量を調整でき、必要に応じて融解時に添加する結着剤の特性とも相まって、特性の安定した生分解性シートを製造することが可能となる。
【0029】
請求項10に係る発明により、生分解性シートを、1枚又は所望する厚さになるまで積層し、該シートが軟化する温度まで加熱した状態で、真空型抜きまたは圧空型抜きすることにより、均質な厚みを保持しながら必要な形状に加工することが可能となる。また、請求項11に係る発明のように、型抜きに利用するメス金型の温度は、20〜70℃に設定することにより、シートの成形性、離型性を良好に保持することが可能となる。特に、メス金型の温度が20℃未満となると、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【発明を実施するための最良の形態】
【0030】
以下、本発明を好適例を用いて詳細に説明する。
本発明で用いる澱粉質としては、本発明に係る生分解性成型品が、食品に関連するものとして使用されることもあることから、利用者の安全性を考慮する観点から、天然物由来の澱粉質が望ましいが、必要に応じて、加工(変性)澱粉、及びこれらの混合物を使用することも可能である。澱粉質の原料としては、トウモロコシ、馬鈴薯、甘藷、小麦、米、タピオカ、サゴ、キャッサバ、豆、葛、ワラビ、蓮、ヒシなどが利用できるが、特に原材料が安く大量に入手できる点から、トウモロコシがより好ましい。
【0031】
加工澱粉としては、天然澱粉に種々の物理的変性を行ったもの、例えば、α−澱粉、分別アミロース、湿熱処理澱粉等や、天然澱粉に種々の酵素変性を行ったもの、例えば、加水分解デキストリン、酵素分解デキストリン、アミロース分解澱粉、アミロペクチン分解澱粉等、天然澱粉に種々の化学処理をしたもの、例えば、酸処理澱粉、次亜塩素酸酸化澱粉、酸化処理を行ったジカルボン酸澱粉、アシル化を行ったアセチル澱粉、その他の化学変性澱粉誘導体、例えば、エステル化処理を行ったエステル澱粉、エーテル化処理を行ったエーテル化澱粉、架橋剤で処理した架橋澱粉、2−ジメチルアミノエチルクロライドでアミノ化したようなカチオン化澱粉等がある。エステル化澱粉としては、酢酸エステル化澱粉、コハク酸エステル化澱粉、尿素リン酸エステル化澱粉、キサントゲン酸エステル化澱粉、アセト酢酸エステル化澱粉等、エーテル化澱粉としては、アリルエーテル化澱粉、メチルエーテル化澱粉、カルボキシメチルエーテル化澱粉、ヒドロキシエチルエーテル化澱粉、ヒドロキシプロピルエーテル化澱粉等、カチオン化澱粉としては、澱粉と2−ジメチルアミノエチルクロライドや2−ジエチルアミノエチルクロライドの反応物、澱粉と2,3−エポキシプロピルトリメチルアンモニウムクロライドの反応物など、架橋澱粉としては、ホルムアルデヒド架橋澱粉、アルデヒド架橋澱粉、ジアルデヒド架橋澱粉、エピクロルヒドリン架橋澱粉、リン酸架橋澱粉、アクロレイン架橋澱粉などがある。
【0032】
本発明では、澱粉質にプラスチック等の樹脂を混合した、いわゆる澱粉樹脂を原料として用いている。これは、澱粉質のみの原料に更に、耐水性、耐熱性、機械的強度、加熱成形時の流動性等を付与するために混合されるものであり、好ましくは、原料中10〜30重量%、さらに好適には15〜25重量%となるように混合する。
【0033】
澱粉質に混合するプラスチックとしては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブチレン系樹脂、ポリ塩化ビニル系樹脂、ポリアクリルまたはポリメタクリル系樹脂、ポリアクリロニトリル系樹脂、ポリスチレン系樹脂、スチレン−アクリロニトリル共重合体、スチレン−ブタジエン−アクリロニトリル共重合体、ポリカ−ボネ−ト系樹脂、ポリエステル系樹脂またはリサイクルポリエステル系樹脂、ポリアミド系樹脂、ポリアセタ−ル系樹脂等、前記樹脂の1種ないし2種以上を混合して使用することができる。本発明では、特に、成形時の強度を高めるため、ポリエチレンやポリプロピレン等のオレフィン樹脂を好適に使用できる。
【0034】
次に澱粉質とプラスチックなどの原料から直接、生分解性シートや生分解性成型品を製造することも可能であるが、本発明に係る生分解性のシートや成型品は、澱粉質を70重量%、好ましくは75〜90重量%含有するため、温度管理が難しく、更に製造コストの低減を図るため、従来のプラスチック製シートや容器などの製造ラインを再利用する観点から、まず、原料を均一に混合した原料ペレットを製造し、該原料ペレットを必要な量だけ融解させて、生分解性シートを形成するものである。
【0035】
また、生分解性成型品については、原料ペレットを融解して、射出成型することも可能ではあるが、高濃度の澱粉質を有する原料のため、温度管理の難しさや高い粘性のため、厚みが薄くかつ均質な成型品を得るには、一旦、シート状に加工した上で、該シートを軟化し、真空型抜きまたは圧空型抜き成型する方法が、量産が可能で、より低コストで良質な製品を得ることができる。
【0036】
さらに、原料から原料ペレットを、次いで該原料ペレットを用いて生分解性シートを、そして該生分解性シートを用いて生分解性成型品を製造するというように、製造工程を複数のプロセスに分離することにより、製造工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。
【0037】
原料ペレットの製造方法としては、原料である澱粉質とプラスチック等を均一に混合し、製造された原料ペレットが、通常の保管・搬送状態でも、形状や特性を維持することが可能となる方法であるなら、公知の混練や融解による混合方法が利用可能である。
【0038】
ただし、澱粉質の温度管理を適正に行う観点から、エクストルーダなどの温度制御が容易にできる混練機械を利用した方法が、より望ましい。
【0039】
エクストルーダを用いた原料ペレットの製造方法の好適例を説明すると、製造機械は、互いに内向きに旋回する二軸のエクストルーダを利用し、原料供給タンクを少なくとも一つ、望ましくは二つ以上、該軸の方向に配置する。例えば、第1の供給タンクからは澱粉質を、第2の供給タンクからはプラスチックを、各々供給すると共に、二軸のエクストルーダにより、原料を粉砕、混練しながら軸方向に搬送する。また、各供給タンクは温度制御がされており、澱粉質は、大気温度、プラスチックは100〜160℃程度に保持される。原材料の時間当たりの供給量は、エクストルーダの一端側から押し出される粘稠状の原料混合物における原料の割合が、澱粉質が70重量%以上、好ましくは澱粉質が75〜90重量%で、プラスチックが10〜25重量%の範囲となるように、各供給タンクの供給量を調整する。
【0040】
エクストルーダから押し出される粘稠状の原料混合物を、冷却し、所定の長さに裁断して、原料ペレットを形成する。
【0041】
次に、澱粉質生分解性シートの製造方法について好適例により説明する。
【0042】
また、澱粉質は、とうもろこし等の澱粉質を製造する原料から澱粉質を取り出す調製をする際、または上記原料ペレットを製造する際、さらには保管している際に、水分を含有あるいは空気中の水分を吸湿するなど、澱粉質は、湿気を含み易い性質があるため、原料ペレットを乾燥させる。乾燥方法としては、熱風乾燥など公知の技術が利用可能である。好適には、原料ペレット中の水分含有量が2重量%以下、好適には0.2〜0.4重量%となるように、即ち、可能な限り水分量が少なくなるように、乾燥させることが望ましい。
【0043】
次いで、乾燥させた原料ペレットを融解させ、好適には180℃程度の温度で融解させ、エアー冷却しながら、融解物の温度を120〜180℃、好ましくは150〜170℃に、より好ましくは165℃近傍に維持し、二軸ローラを利用してシート状に成形する。また、ローラを水冷却しながらシート状に成形することも可能である。その後、シートを空気又は自然冷却により冷却、好ましくは60℃以下に冷却し、ロール状に巻き取る。シート形成時の延伸用ローラは、一軸ローラでも可能であるが、一軸の場合は、駆動ローラの負担が大きく温度上昇を招き、生分解性シートの発泡、変色の原因となる場合もあるため、二軸ローラを用いることが好ましい。融解時の温度が200℃、特に220℃を超えると、溶融用容器内で、澱粉質が硬化・発泡し、均質なシートを形成すること難しくなる。また、シート形成時の温度が180℃を超えると、形成されたシートに気泡の発生が目立ち、また、一旦温度が下がり再度上昇すると、変色が発生し易くなる。さらに、120℃より低い温度では、融解した原料の粘性が高く、均質な厚み・密度を有するシートが形成できない。また、好適範囲である150〜170℃、更に好適である165℃近傍であると、シート製造時の異臭の発生を防止できるとともに、発泡現象を有効に抑制でき、良質なシートが得られるとともに生産時間が短くなるため生産コストが低下し望ましい。
【0044】
得られたシートは、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0045】
更に、必要に応じて、原料ペレットの融解時に結着剤を添加しても良い。結着剤は、シート状に成形した際の、澱粉質間又は澱粉質とプラスチックとの結着性能を高め、形状保持性を向上させることを目的として使用される。かかる結着剤を添加することにより、シート成形後の引張強度等の機械的強度が増加し、生分解性シートの取扱い、及び、生分解性成型品に再加工する際の、製造工程における搬送作業等を安定的に行うことが可能となり、更に、シート状態での長期保管も可能となる。
【0046】
かかる結着剤としては、原料ペレット中に含まれるプラスチックと同様の高分子樹脂を使用することができるが、成形強度を高める点から、ポリプロピレンが好適に使用できる。また、ポリエチレンを添加することにより伸張性を改善することができる。
【0047】
また、生分解性シートの耐水性や吸湿防止、また保存時の変色防止などを目的として、種々の添加剤を添加することも可能である。結着剤や添加剤の添加量は、シート状に成形した際のシート中の澱粉質の含有量が70重量%以上、好ましくは75〜90重量%となる範囲であれば、任意に調整可能であるが、原料ペレットから乾燥工程で減少した水分量に相当する量を添加するように構成することが、望ましい。
【0048】
このような製造方法により、1mm以下の汎用性の高い均質な生分解性シートが形成でき、特に、0.005mm程度までは、均質な生分解性シートの形成が可能であることが確認されている。また、後述する生分解性成型品に利用するものとしては、生分解性シートの厚みが0.2〜0.8mm程度が好ましい。
【0049】
次に、生分解性成型品の製造方法について好適例により説明する。
【0050】
生分解性シートは、加熱ヒータ中を搬送される際に、加温させられて軟化し、好適には該シートの軟化点温度付近まで加温させられて上昇させられ、成型品に対応した金型で型抜き成形される。特に、容器などの均一な厚みを必要とする成型品を製造する際には、真空型抜き成型または圧空成形が好ましく、真空型抜き成形の場合には、メス金型に真空吸着されると共に、該メス金型と嵌合するオス金型により、型抜きが行なわれ、そしてメス金型に吸着した状態で、急速に20〜70℃の範囲の温度に冷却される。
【0051】
この際のメス金型温度は、20〜70℃に保持することが望ましく、これはシートの成形性や金型から成形品を離型するのに好適な温度だからである。つまり、20℃未満である場合には、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【0052】
ただし、離型性を改善するためには、離型剤を塗布して、離型性を良好にすることも可能である。例えば、ポリエチレンやポリプロピレンを原料に含む場合には、メス金型温度を80℃程度にまで上昇させて、シート表面に離型剤を塗布したものを用いることにより、成形品を製造することが可能である。
【0053】
シートを軟化させて型抜きする際、型抜きのショット時間に応じて、シートを軟化させる環境条件を種々変化させることができ、例えばショット時間(型抜き1回あたりの時間)が9〜10秒の場合にはシートを加温するヒータ温度を380〜400℃に、またショット時間が11〜14秒の場合には280〜300℃に、さらにショット時間が15〜20秒の場合には180〜220℃に調整し、型抜き時にシートが最適な軟化状態を保持するよう、ヒータ温度やヒータ空間のシートの通過時間を設定することが好ましい。このように、容器成形時の温度管理を型抜き時間(ショット時間)との関連で行うことにより、製造コストを大幅に低下させることができる。
【0054】
また、真空成形の際の真空の程度は、型抜き成形が実施できれば特に限定されないが、例えば、その程度をメス型の吸引量で表すと、40m3/時〜200m3/時であることができる。さらに、シートに対して上方にメス金型を、下方にオス金型を配置し、メス金型では空気を吸引すると共に、オス金型側から空気を送風するよう構成する。これにより、軟化したシートに空気を吹き付けながらシートを押し上げ、メス金型の吸引力によりシートをメス金型の壁面に吸着させ、シートを適切に引き伸ばしながら、均質な厚みの容器を形成する。
【0055】
上記の製造方法によれば、例えば、容器の深さが10〜60mm程度のものである場合には、1mm以下、好ましくは0.2〜0.8mm、より好ましくは0.4〜0.5mm程度の厚みの生分解性シートを利用することにより、容易に均質な容器を形成することが可能となる。
【0056】
また、圧空成形の場合には、例えば成形する容器の深さが約2cm以下の場合に、圧空成形機を用いて成形することも可能である。圧空成形する場合の型抜きの温度条件等は、上記真空成形の場合と同様である。
【0057】
得られた成形品は、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0058】
上記説明では、生分解性シートを1層で利用する方法を説明したが、該シートを2層以上積層し、上述した方法と同様に、該シートの軟化点まで加熱し、型抜き成型することも可能である。
【0059】
さらに、成型品の成形時に、型抜きで残ったバリについては、溶融することにより再生分解性シートの原料とすることが可能であるため、生分解性シートの製造工程に還元し、再利用することも可能である。
【0060】
成型品形成時の生分解性シートの軟化点温度について説明する。図1は、本発明に係る生分解性シートの軟化点温度を測定したものである。
【0061】
実験で使用した生分解性シートは、澱粉質が70重量%、ポリプロピレンが28重量%、必要に応じて添加した結着剤としてのポリプロピレンが2重量%のものであり、シートの厚みが0.5mmである。
【0062】
測定方法としては、示差走査熱量測定方法(DSC3100;MAC SCIECE社製)を利用し、毎分1℃で温度を上昇させながら、1秒毎の吸熱速度の変化を測定したものである。
【0063】
図1のグラフが示すように、116〜124℃付近に軟化点が存在し、本発明に係る澱粉質を多量に含む生分解性シートは、主として115〜125℃に軟化点が存在する。
【0064】
また、本発明に係る生分解性シートは、軟化点における吸熱速度が、ポリプロピレンなどより1.5倍程度高いため、通常のプラスチック製成型品の製造と比較しても、より厳密な温度管理が必要であることが理解される。
【0065】
生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することも可能である。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能である。
【0066】
厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱し真空型抜き又は圧空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0067】
図2は、本発明に係る生分解性成型品の一つである、使い捨て容器を示す図である。
【0068】
図2(a)は、容器の上方から見た図であり、図2(b)は、図2(a)の一点鎖線A,Bにおける断面形状を示すものである。
【0069】
容器の厚みを減少すると、容器側面の機械的強度が減少するため、従来のプラスチック製容器と同様に取り扱うことが困難となる。このため、機械的強度を高めるため、容器の側面に溝又は突起を形成することが、好ましい。
【0070】
図2は、縦横の長さが約80〜100mm、深さ約30mm程度の容器1であるが、該容器を0.5〜1mmの生分解性シートを加熱真空型抜きで形成すると共に、幅1〜2mm程度、深さ1mm程度の溝を、図2(a)に示すように、容器1の側面及び底面に、符号2〜4のように形成することにより、通常のプラスチック(ポリプロピレン)製容器と同等の機械的強度が確保できた。
【0071】
溝は、機械的強度を強化すべき面に形成することで、ある程度の改善が期待できるが、容器の立体形状に対する変形を防止するためには、図2(a)のように、少なくとも連続する2つの面に渡る共通の溝2〜4を形成することが、好ましい。また、溝同士を符号3のように交差させることにより、溝同士の機械的結合力も高めることが可能となり、より強度の高い容器が形成できる。さらに、溝の交差点に、該溝より高い又は広い形状を有する突起5を形成することにより、溝同士の結び付きをより強固にすることが可能となる。
【0072】
本発明に係る生分解性シートや生分解性成型品は、廃棄されても自然分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含み、更には、通気性及び保水性が良好であるため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0073】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明に係る生分解性容器は、利用価値が高いものである。
【実施例】
【0074】
以下、本発明に係る実施例について説明する。
【0075】
(実施例1)
原料として、トウモロコシ澱粉質70重量%、ポリエチレン30重量%を、二軸のエクストルーダにより混練し、エクストルーダから押し出される原料混合物を、0.5〜5mmの長さに裁断して、原料ペレットを形成した。
【0076】
原料ペレットを、熱風を当てながら、水含有量が0.2重量%となるまで乾燥させた。乾燥した原料ペレットに、結着剤としてポリプロピレンを、上記ポリエチレンとの合計重量が30重量%となるように添加して、180℃で融解し、融解した原料を、空気冷却しながら165℃近傍に維持し、二軸ローラにより、厚さ0.5mmの生分解性シートを形成した。
【0077】
(材質及び溶出試験)
実施例1の試料について、「合成樹脂製の器具又は容器包装規格試験(ポリエチレン)」(厚生省告示第20号)に基づき、材質試験及び溶出試験を実施した。結果は、次のとおりであり、実施例1の試料が上記規格に適合するものであることがわかる。
・材質試験
カドミウム・・・・1ppm未満(規格基準100ppm以下)
鉛・・・・・・・10ppm未満(同100ppm以下)
・溶出試験
重金属(Pbとして)・・・1ppm未満(同1ppm以下)
過マンガン酸カリウム消費量・・・1.5ppm以下(同10ppm以下)
蒸発残留物(n−へプタン浸出)・・84ppm以下(同150ppm以下)
同(20%エタノール浸出)・・9ppm以下(同30ppm以下)
同(水浸出)・・・11ppm以下(同30ppm以下)
同(4%酢酸浸出)・・・11ppm以下(同30ppm以下)
【0078】
(生分解性シートの物性試験)
実施例1の生分解性シートについて、「ポリエチレン分解性地膜シート」(Q/12XT3832−99)に基づき試験を行った。試験結果を表1に示す。
【0079】
引張り強度や断裂伸張率は、試料を鉄アレー型に成形し、幅は10mm、有効長さは40mm、試料全長は120mm、試験速度は500±50mm/分とし、5つのサンプルを試験した平均値を示している。
【0080】
また、直角に亀裂を入れた試験では、試験速度を200±20mm/分とし、破断時の最大値を測定した。
【0081】
【表1】
【0082】
(生分解性シートの分解性能試験)
実施例1と同様に生分解性シートを製造する際に、澱粉質の含有量を0〜80重量%の範囲で変化させ、シートの厚さを0.5mmとなるように成形した試験体を用いて、「プラスチック、微生物行為の判定」(ISO846)に基づき試験を行った。試験結果を表2に示す。
【0083】
ただし、試験期間は30日であり、使用した菌は、黒曲菌である。
菌の繁殖面積と繁殖レベルとの関係は、次のとおりである。
繁殖レベル0:無繁殖
同レベル1:目で確認できなく顕微鏡の下で見える状態。
同レベル2:目で確認できる繁殖面積が25%未満
同レベル3:目で確認できる繁殖面積が50%未満
同レベル4:はっきり繁殖することを確認できる繁殖面積が50%超
同レベル5:大量に繁殖し繁殖面積が100%のもの
【0084】
【表2】
【0085】
上記試験結果により、本発明に係る生分解性シートは、衛生的に極めて安全であることがわかる。しかも、機械的特性がポリエチレン製シートと同等以上であり、生分解性も優れたものであることが理解される。
特に、生分解性においては、澱粉質を60重量%以上含むものにおいては、菌の繁殖面積も全体におよび、極めて良好な生分解性能を示すことが確認できる。
【0086】
(実施例2)
次に、ポリエチレンをポリプロピレンに代えた以外は、実施例1と同様な製造方法により、厚さ0.5mmの生分解性シートを形成し、該シートを加熱して軟化させ、真空型抜きにより、図2に示すような生分解性容器を成形した。
【0087】
(生分解性容器の強度試験等)
実施例2の生分解性容器を、ポリプロピレン製容器の代わりとして、納豆製造ライン(納豆を容器に入れると共に、容器上面をフィルムで封止する作業を自動化した生産ライン)で使用したところ、容器の凹みや、傷・ひび割れ・へこみ等の発生が無く、従来のポリプロピレン製容器と比較しても、同等の機械的強度を有していることが確認された。
【0088】
しかも、実施例2で利用した生分解性シートとポリプロピレン・シートと対し、動的粘弾性測定を行ったところ、本発明の生分解性シートは、−30℃においてもポリプロピレン・シートと同等以上の特性を有し、冷凍食品等の容器としても好適であることが確認された。
【0089】
(生分解性容器の菌含有食品の保存性試験)
また、実施例2の生分解性容器と通常のポリエチレン製容器に、各々納豆食品を入れ、フィルムで封止し、常温における保存状態を確認した。
【0090】
ポリエチレン製容器においては、2週間で、納豆が黒色に変色し、納豆菌の多くが死滅していることが確認されるが、生分解性容器においては、1ヶ月経過後においても、納豆菌が生きており、しかも粘り気が増加しており、菌の繁殖が進んでいることが確認された。
【産業上の利用可能性】
【0091】
本発明によれば、生分解性に優れると共に、成形性が良好な生分解性シートや該シートを利用した生分解性成型品を安価に提供することが可能となる。
【0092】
すなわち、厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱真空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0093】
また、本発明に係る生分解性シートや生分解性成型品は、強度も十分に有するとともに、廃棄されても自然分解を例えば6ヶ月〜1年で分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0094】
本発明の製造方法によれば、前記本発明の生分解性シート及び該シートを利用した生分解性成型品を、特に大きな設備投資を要することなく、市場で使用されているプラスチック製の容器を製造する既存の装置を用いることができ、簡便かつ極めて経済的に大量に量産できる方法を提供することができる。
【0095】
本発明に係る生分解性シートや生分解性成型品は、澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、本発明の生分解性シートまたは生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0096】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明は利用価値が高いものである。
【0097】
さらに、生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することができる。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能となる。
【図面の簡単な説明】
【0098】
【図1】本発明に係る生分解性シートの吸熱速度変化を示す線図である。
【図2】本発明に係る生分解性容器一例の上面図(a)及び断面図(b)である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法に関し、特に、燃焼させてもダイオキシン等の有害物質を発生せず、生分解性に優れるため環境問題にも有効な生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法に関する。
【背景技術】
【0002】
現在、広く利用されているプラスチック製品は、廃棄されると自然界中で分解することが難しく、通常、分解には200〜400年もの歳月が必要とされる。また焼却処分する場合には、ダイオキシンなどの有毒ガスを発生し、大気・土壌汚染の原因ともなっていた。
【0003】
これに対し、自然界中で生物により分解可能である、従来のプラスチック製品に代わる材料及びそれを用いた成型品が切望されている。
【0004】
特開平6−32386号公報においては、生分解性に優れた澱粉に着目し、断熱性や耐水性を改善するため、穀物、澱粉、植物性蛋白質、及び繊維質の粉状物、該粉状物からの造粒物、並びに穀物粒から選ばれる少なくとも1つからなる原料を、密閉成形型に入れ、加熱した後減圧し結着させ、容器状に成形する、生分解性発泡容器の製造方法が開示されている。
【特許文献1】特開平6−32386号公報
【0005】
また、澱粉とプラスチック等の樹脂とを混合した澱粉樹脂として、特開平9−296076号公報においては、コーンスターチあるいはポテトスターチあるいはその他の澱粉40〜80%、脂肪5〜15%、水0.5〜2%、ポリプロピレン又はポリエチレンあるいはその他のプラスチック3〜10%、グリセリン1〜5%、蛋白質2〜8%、及びエチレンメタクリル酸ないしエチレンアクリル酸10〜25%を配合してなる、生分解性可能な澱粉樹脂が開示されている。また、容器等の成型品の製造方法としては、直接射出成形する方法が提案されている。
【特許文献2】特開平9−296076号公報
【0006】
しかしながら、特開平6−32386号公報のように澱粉質を多く含む原料から得られる容器等の成型品は、澱粉質間の結着力がプラスチックなどと比較して弱く、十分な機械的強度を得るためには、容器の厚みが増し、使用する材料も多くなるためコスト的に高価なものとなる。
【0007】
また、澱粉質を多く含む原料を直接密閉成形型に入れて成形するためには、澱粉質が多く含まれるため、粘性が高く、高温になると変色・発泡が発生し、安定した成型品が得られ難いという欠点を有する。
【0008】
また、特開平9−296076号公報のように澱粉樹脂を利用する場合には、射出成形で容器等を成形するに際し、強度を保つため澱粉質を50重量%程度に抑える必要がある。しかしながら、澱粉質の含有量の低下は、自然界中での分解速度を低下させ、焼却した場合のダイオキシンの発生量の増加や焼却温度の上昇等の問題を生じる。また、澱粉質を含有しているため、射出成形時の温度管理が難しく、粘性も高くなるため、製造設備の高コスト化や、量産化が困難となるなどの問題を招く。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の課題は、上述した問題を解決し、澱粉質の含有量が70重量%以上、好ましくは75〜90重量%以上と高く、生分解性に優れると共に、成形性も良好な、生分解性シート及び当該シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【0010】
本発明の他の目的は、機械的強度も良好で、通気性及び保水性に優れた生分解性シート及び当該シートを用いた生分解性成型品を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、請求項1に係る発明は、澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られる生分解性シートであることを特徴とする。
【0012】
また、好ましくは、請求項2に係る発明のように、請求項1に記載の生分解性シートにおいて、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
【0013】
また、請求項3に係る発明のように、請求項1又は2に記載の生分解性シートを、加熱し真空成形または圧空成形することにより得られる生分解性成型品であることを特徴とする。
特に、請求項4に係る発明のように、請求項3に記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする。
【0014】
しかも、請求項5に係る発明のように、請求項3又は4に記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする。
【0015】
また、好ましくは、請求項6に係る発明のように、請求項3乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする。
【0016】
また、請求項7に係る発明は、澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより生分解性シートを得る生分解性シートの製造方法であることを特徴とする。
【0017】
好ましくは、請求項8に係る発明のように、請求項7に記載の生分解性シートの製造方法において、該澱粉樹脂は、澱粉質の含量が70重量%以上となるように、澱粉及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする。
【0018】
そして、好ましくは、請求項9に係る発明のように、請求項8に記載の生分解性シートの製造方法において、原料ペレット中の水分含有量が2重量%以下、好ましくは0.2〜0.4重量%となるように乾燥させることを特徴とする。
【0019】
また、請求項10に係る発明は、請求項1又は2に記載の生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする生分解性成型品の製造方法であり、特に、請求項11に係る発明では、請求項10に記載の生分解性成型品の製造方法において、前記型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする。
【発明の効果】
【0020】
請求項1に係る発明のように、澱粉質を70重量%以上、好ましくは75重量%〜90重量%含むため、極めて生分解性が良く、しかも、該原料を120〜180℃、好ましくは150〜170℃、より好ましくは165℃近傍に保持しながら溶融し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取るため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。
【0021】
しかも、澱粉質以外にはオレフィン樹脂、特に請求項2のようにポリエチレン又はポリプロピレンのいずれかを含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。
さらには、該シートを成形して生分解性成型品を得る場合には、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品を提供することができる。
【0022】
請求項3に係る発明のように、澱粉質を多く含むため粘性の高くかつ温度管理が難しい原料であっても、生分解性シートから加熱し真空成形または圧空成形することにより、プラスチック製シートで多用されている加熱真空成形機または加熱圧空成形機を用いて、容易に均質な成型品を得ることが可能となる。
【0023】
また、生分解性シートから成型品を形成するため、密閉成形型入・圧縮成形や、射出成形などと比較しても、請求項4に係る発明のように、0.2〜0.8mmの薄いシートを引き延ばして成形することが可能となるため、原料の消費量を抑制し、低コスト化を達成することが可能となる。
【0024】
しかも、成型品の厚みを薄くすることで、脆弱となる機械的強度を補強するため、請求項5に係る発明のように、溝又は突起を設けることで容易に、強度を高めることが可能となる。
【0025】
さらに、原料として澱粉質を多く含むため、従来のプラスチック製成型品と比較して、通気性及び保水性が高く、澱粉質を養分として供給することも可能となるため、請求項6に係る発明のように、納豆菌などのように澱粉質を養分をして取り込む特性のある菌を生きたまま含有している食品を収容する容器として利用することにより、プラスチック製成型品より長期に渡り、生きた菌を含有する食品を提供することが可能となる。
【0026】
請求項7のように、澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形するため、澱粉質の熱的変性による変色や発泡を抑え、均一なシートを得ることが可能となる。しかも、澱粉質以外にはオレフィン樹脂を含有させているため、成形時の適度の流動性や成形後の結着性を確保することが可能となる。さらに、該シートを成形して生分解性成型品を得る場合には、機械的強度も良好で、通気性及び保水性に優れた生分解性シートを用いた生分解性成型品の製造方法を提供することができる。
【0027】
請求項8に係る発明のように、該澱粉樹脂は、澱粉質を含む原料をペレット状に成形し、該ペレットを融解してシートを形成するため、原料ペレットを成形する工程と、シートを成形する工程等が分離でき、各工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。また、例えばシート状の成形は二軸攪拌機を使用して実施することができ、得られるシートの厚さが均一に保持できる。
【0028】
また、原料ペレットにおいては、澱粉質やプラスチックが均一に混合されており、シートの生産量が変動しても、原料ペレットの供給量を調整することにより、常に均質なシートを製造することができる。しかも、請求項9に係る発明のように、原料ペレットを乾燥させる工程を経ることにより、含有水分量を調整でき、必要に応じて融解時に添加する結着剤の特性とも相まって、特性の安定した生分解性シートを製造することが可能となる。
【0029】
請求項10に係る発明により、生分解性シートを、1枚又は所望する厚さになるまで積層し、該シートが軟化する温度まで加熱した状態で、真空型抜きまたは圧空型抜きすることにより、均質な厚みを保持しながら必要な形状に加工することが可能となる。また、請求項11に係る発明のように、型抜きに利用するメス金型の温度は、20〜70℃に設定することにより、シートの成形性、離型性を良好に保持することが可能となる。特に、メス金型の温度が20℃未満となると、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【発明を実施するための最良の形態】
【0030】
以下、本発明を好適例を用いて詳細に説明する。
本発明で用いる澱粉質としては、本発明に係る生分解性成型品が、食品に関連するものとして使用されることもあることから、利用者の安全性を考慮する観点から、天然物由来の澱粉質が望ましいが、必要に応じて、加工(変性)澱粉、及びこれらの混合物を使用することも可能である。澱粉質の原料としては、トウモロコシ、馬鈴薯、甘藷、小麦、米、タピオカ、サゴ、キャッサバ、豆、葛、ワラビ、蓮、ヒシなどが利用できるが、特に原材料が安く大量に入手できる点から、トウモロコシがより好ましい。
【0031】
加工澱粉としては、天然澱粉に種々の物理的変性を行ったもの、例えば、α−澱粉、分別アミロース、湿熱処理澱粉等や、天然澱粉に種々の酵素変性を行ったもの、例えば、加水分解デキストリン、酵素分解デキストリン、アミロース分解澱粉、アミロペクチン分解澱粉等、天然澱粉に種々の化学処理をしたもの、例えば、酸処理澱粉、次亜塩素酸酸化澱粉、酸化処理を行ったジカルボン酸澱粉、アシル化を行ったアセチル澱粉、その他の化学変性澱粉誘導体、例えば、エステル化処理を行ったエステル澱粉、エーテル化処理を行ったエーテル化澱粉、架橋剤で処理した架橋澱粉、2−ジメチルアミノエチルクロライドでアミノ化したようなカチオン化澱粉等がある。エステル化澱粉としては、酢酸エステル化澱粉、コハク酸エステル化澱粉、尿素リン酸エステル化澱粉、キサントゲン酸エステル化澱粉、アセト酢酸エステル化澱粉等、エーテル化澱粉としては、アリルエーテル化澱粉、メチルエーテル化澱粉、カルボキシメチルエーテル化澱粉、ヒドロキシエチルエーテル化澱粉、ヒドロキシプロピルエーテル化澱粉等、カチオン化澱粉としては、澱粉と2−ジメチルアミノエチルクロライドや2−ジエチルアミノエチルクロライドの反応物、澱粉と2,3−エポキシプロピルトリメチルアンモニウムクロライドの反応物など、架橋澱粉としては、ホルムアルデヒド架橋澱粉、アルデヒド架橋澱粉、ジアルデヒド架橋澱粉、エピクロルヒドリン架橋澱粉、リン酸架橋澱粉、アクロレイン架橋澱粉などがある。
【0032】
本発明では、澱粉質にプラスチック等の樹脂を混合した、いわゆる澱粉樹脂を原料として用いている。これは、澱粉質のみの原料に更に、耐水性、耐熱性、機械的強度、加熱成形時の流動性等を付与するために混合されるものであり、好ましくは、原料中10〜30重量%、さらに好適には15〜25重量%となるように混合する。
【0033】
澱粉質に混合するプラスチックとしては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブチレン系樹脂、ポリ塩化ビニル系樹脂、ポリアクリルまたはポリメタクリル系樹脂、ポリアクリロニトリル系樹脂、ポリスチレン系樹脂、スチレン−アクリロニトリル共重合体、スチレン−ブタジエン−アクリロニトリル共重合体、ポリカ−ボネ−ト系樹脂、ポリエステル系樹脂またはリサイクルポリエステル系樹脂、ポリアミド系樹脂、ポリアセタ−ル系樹脂等、前記樹脂の1種ないし2種以上を混合して使用することができる。本発明では、特に、成形時の強度を高めるため、ポリエチレンやポリプロピレン等のオレフィン樹脂を好適に使用できる。
【0034】
次に澱粉質とプラスチックなどの原料から直接、生分解性シートや生分解性成型品を製造することも可能であるが、本発明に係る生分解性のシートや成型品は、澱粉質を70重量%、好ましくは75〜90重量%含有するため、温度管理が難しく、更に製造コストの低減を図るため、従来のプラスチック製シートや容器などの製造ラインを再利用する観点から、まず、原料を均一に混合した原料ペレットを製造し、該原料ペレットを必要な量だけ融解させて、生分解性シートを形成するものである。
【0035】
また、生分解性成型品については、原料ペレットを融解して、射出成型することも可能ではあるが、高濃度の澱粉質を有する原料のため、温度管理の難しさや高い粘性のため、厚みが薄くかつ均質な成型品を得るには、一旦、シート状に加工した上で、該シートを軟化し、真空型抜きまたは圧空型抜き成型する方法が、量産が可能で、より低コストで良質な製品を得ることができる。
【0036】
さらに、原料から原料ペレットを、次いで該原料ペレットを用いて生分解性シートを、そして該生分解性シートを用いて生分解性成型品を製造するというように、製造工程を複数のプロセスに分離することにより、製造工程の管理が容易になると共に、製造拠点の分散化も可能となるため、生産性の向上及び製造リスクの分散、製造コストの低減が実現できる。
【0037】
原料ペレットの製造方法としては、原料である澱粉質とプラスチック等を均一に混合し、製造された原料ペレットが、通常の保管・搬送状態でも、形状や特性を維持することが可能となる方法であるなら、公知の混練や融解による混合方法が利用可能である。
【0038】
ただし、澱粉質の温度管理を適正に行う観点から、エクストルーダなどの温度制御が容易にできる混練機械を利用した方法が、より望ましい。
【0039】
エクストルーダを用いた原料ペレットの製造方法の好適例を説明すると、製造機械は、互いに内向きに旋回する二軸のエクストルーダを利用し、原料供給タンクを少なくとも一つ、望ましくは二つ以上、該軸の方向に配置する。例えば、第1の供給タンクからは澱粉質を、第2の供給タンクからはプラスチックを、各々供給すると共に、二軸のエクストルーダにより、原料を粉砕、混練しながら軸方向に搬送する。また、各供給タンクは温度制御がされており、澱粉質は、大気温度、プラスチックは100〜160℃程度に保持される。原材料の時間当たりの供給量は、エクストルーダの一端側から押し出される粘稠状の原料混合物における原料の割合が、澱粉質が70重量%以上、好ましくは澱粉質が75〜90重量%で、プラスチックが10〜25重量%の範囲となるように、各供給タンクの供給量を調整する。
【0040】
エクストルーダから押し出される粘稠状の原料混合物を、冷却し、所定の長さに裁断して、原料ペレットを形成する。
【0041】
次に、澱粉質生分解性シートの製造方法について好適例により説明する。
【0042】
また、澱粉質は、とうもろこし等の澱粉質を製造する原料から澱粉質を取り出す調製をする際、または上記原料ペレットを製造する際、さらには保管している際に、水分を含有あるいは空気中の水分を吸湿するなど、澱粉質は、湿気を含み易い性質があるため、原料ペレットを乾燥させる。乾燥方法としては、熱風乾燥など公知の技術が利用可能である。好適には、原料ペレット中の水分含有量が2重量%以下、好適には0.2〜0.4重量%となるように、即ち、可能な限り水分量が少なくなるように、乾燥させることが望ましい。
【0043】
次いで、乾燥させた原料ペレットを融解させ、好適には180℃程度の温度で融解させ、エアー冷却しながら、融解物の温度を120〜180℃、好ましくは150〜170℃に、より好ましくは165℃近傍に維持し、二軸ローラを利用してシート状に成形する。また、ローラを水冷却しながらシート状に成形することも可能である。その後、シートを空気又は自然冷却により冷却、好ましくは60℃以下に冷却し、ロール状に巻き取る。シート形成時の延伸用ローラは、一軸ローラでも可能であるが、一軸の場合は、駆動ローラの負担が大きく温度上昇を招き、生分解性シートの発泡、変色の原因となる場合もあるため、二軸ローラを用いることが好ましい。融解時の温度が200℃、特に220℃を超えると、溶融用容器内で、澱粉質が硬化・発泡し、均質なシートを形成すること難しくなる。また、シート形成時の温度が180℃を超えると、形成されたシートに気泡の発生が目立ち、また、一旦温度が下がり再度上昇すると、変色が発生し易くなる。さらに、120℃より低い温度では、融解した原料の粘性が高く、均質な厚み・密度を有するシートが形成できない。また、好適範囲である150〜170℃、更に好適である165℃近傍であると、シート製造時の異臭の発生を防止できるとともに、発泡現象を有効に抑制でき、良質なシートが得られるとともに生産時間が短くなるため生産コストが低下し望ましい。
【0044】
得られたシートは、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0045】
更に、必要に応じて、原料ペレットの融解時に結着剤を添加しても良い。結着剤は、シート状に成形した際の、澱粉質間又は澱粉質とプラスチックとの結着性能を高め、形状保持性を向上させることを目的として使用される。かかる結着剤を添加することにより、シート成形後の引張強度等の機械的強度が増加し、生分解性シートの取扱い、及び、生分解性成型品に再加工する際の、製造工程における搬送作業等を安定的に行うことが可能となり、更に、シート状態での長期保管も可能となる。
【0046】
かかる結着剤としては、原料ペレット中に含まれるプラスチックと同様の高分子樹脂を使用することができるが、成形強度を高める点から、ポリプロピレンが好適に使用できる。また、ポリエチレンを添加することにより伸張性を改善することができる。
【0047】
また、生分解性シートの耐水性や吸湿防止、また保存時の変色防止などを目的として、種々の添加剤を添加することも可能である。結着剤や添加剤の添加量は、シート状に成形した際のシート中の澱粉質の含有量が70重量%以上、好ましくは75〜90重量%となる範囲であれば、任意に調整可能であるが、原料ペレットから乾燥工程で減少した水分量に相当する量を添加するように構成することが、望ましい。
【0048】
このような製造方法により、1mm以下の汎用性の高い均質な生分解性シートが形成でき、特に、0.005mm程度までは、均質な生分解性シートの形成が可能であることが確認されている。また、後述する生分解性成型品に利用するものとしては、生分解性シートの厚みが0.2〜0.8mm程度が好ましい。
【0049】
次に、生分解性成型品の製造方法について好適例により説明する。
【0050】
生分解性シートは、加熱ヒータ中を搬送される際に、加温させられて軟化し、好適には該シートの軟化点温度付近まで加温させられて上昇させられ、成型品に対応した金型で型抜き成形される。特に、容器などの均一な厚みを必要とする成型品を製造する際には、真空型抜き成型または圧空成形が好ましく、真空型抜き成形の場合には、メス金型に真空吸着されると共に、該メス金型と嵌合するオス金型により、型抜きが行なわれ、そしてメス金型に吸着した状態で、急速に20〜70℃の範囲の温度に冷却される。
【0051】
この際のメス金型温度は、20〜70℃に保持することが望ましく、これはシートの成形性や金型から成形品を離型するのに好適な温度だからである。つまり、20℃未満である場合には、シートの伸張性が低下し成形性が劣化する。また、70℃を超えると成形品の金型からの離型性が低下することとなる。
【0052】
ただし、離型性を改善するためには、離型剤を塗布して、離型性を良好にすることも可能である。例えば、ポリエチレンやポリプロピレンを原料に含む場合には、メス金型温度を80℃程度にまで上昇させて、シート表面に離型剤を塗布したものを用いることにより、成形品を製造することが可能である。
【0053】
シートを軟化させて型抜きする際、型抜きのショット時間に応じて、シートを軟化させる環境条件を種々変化させることができ、例えばショット時間(型抜き1回あたりの時間)が9〜10秒の場合にはシートを加温するヒータ温度を380〜400℃に、またショット時間が11〜14秒の場合には280〜300℃に、さらにショット時間が15〜20秒の場合には180〜220℃に調整し、型抜き時にシートが最適な軟化状態を保持するよう、ヒータ温度やヒータ空間のシートの通過時間を設定することが好ましい。このように、容器成形時の温度管理を型抜き時間(ショット時間)との関連で行うことにより、製造コストを大幅に低下させることができる。
【0054】
また、真空成形の際の真空の程度は、型抜き成形が実施できれば特に限定されないが、例えば、その程度をメス型の吸引量で表すと、40m3/時〜200m3/時であることができる。さらに、シートに対して上方にメス金型を、下方にオス金型を配置し、メス金型では空気を吸引すると共に、オス金型側から空気を送風するよう構成する。これにより、軟化したシートに空気を吹き付けながらシートを押し上げ、メス金型の吸引力によりシートをメス金型の壁面に吸着させ、シートを適切に引き伸ばしながら、均質な厚みの容器を形成する。
【0055】
上記の製造方法によれば、例えば、容器の深さが10〜60mm程度のものである場合には、1mm以下、好ましくは0.2〜0.8mm、より好ましくは0.4〜0.5mm程度の厚みの生分解性シートを利用することにより、容易に均質な容器を形成することが可能となる。
【0056】
また、圧空成形の場合には、例えば成形する容器の深さが約2cm以下の場合に、圧空成形機を用いて成形することも可能である。圧空成形する場合の型抜きの温度条件等は、上記真空成形の場合と同様である。
【0057】
得られた成形品は、澱粉質とプラスチックとが完全に結合した状態にないと考えられ、多孔性であり、通気性が良好であるとともに、保水性も優れるものである。
【0058】
上記説明では、生分解性シートを1層で利用する方法を説明したが、該シートを2層以上積層し、上述した方法と同様に、該シートの軟化点まで加熱し、型抜き成型することも可能である。
【0059】
さらに、成型品の成形時に、型抜きで残ったバリについては、溶融することにより再生分解性シートの原料とすることが可能であるため、生分解性シートの製造工程に還元し、再利用することも可能である。
【0060】
成型品形成時の生分解性シートの軟化点温度について説明する。図1は、本発明に係る生分解性シートの軟化点温度を測定したものである。
【0061】
実験で使用した生分解性シートは、澱粉質が70重量%、ポリプロピレンが28重量%、必要に応じて添加した結着剤としてのポリプロピレンが2重量%のものであり、シートの厚みが0.5mmである。
【0062】
測定方法としては、示差走査熱量測定方法(DSC3100;MAC SCIECE社製)を利用し、毎分1℃で温度を上昇させながら、1秒毎の吸熱速度の変化を測定したものである。
【0063】
図1のグラフが示すように、116〜124℃付近に軟化点が存在し、本発明に係る澱粉質を多量に含む生分解性シートは、主として115〜125℃に軟化点が存在する。
【0064】
また、本発明に係る生分解性シートは、軟化点における吸熱速度が、ポリプロピレンなどより1.5倍程度高いため、通常のプラスチック製成型品の製造と比較しても、より厳密な温度管理が必要であることが理解される。
【0065】
生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することも可能である。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能である。
【0066】
厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱し真空型抜き又は圧空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0067】
図2は、本発明に係る生分解性成型品の一つである、使い捨て容器を示す図である。
【0068】
図2(a)は、容器の上方から見た図であり、図2(b)は、図2(a)の一点鎖線A,Bにおける断面形状を示すものである。
【0069】
容器の厚みを減少すると、容器側面の機械的強度が減少するため、従来のプラスチック製容器と同様に取り扱うことが困難となる。このため、機械的強度を高めるため、容器の側面に溝又は突起を形成することが、好ましい。
【0070】
図2は、縦横の長さが約80〜100mm、深さ約30mm程度の容器1であるが、該容器を0.5〜1mmの生分解性シートを加熱真空型抜きで形成すると共に、幅1〜2mm程度、深さ1mm程度の溝を、図2(a)に示すように、容器1の側面及び底面に、符号2〜4のように形成することにより、通常のプラスチック(ポリプロピレン)製容器と同等の機械的強度が確保できた。
【0071】
溝は、機械的強度を強化すべき面に形成することで、ある程度の改善が期待できるが、容器の立体形状に対する変形を防止するためには、図2(a)のように、少なくとも連続する2つの面に渡る共通の溝2〜4を形成することが、好ましい。また、溝同士を符号3のように交差させることにより、溝同士の機械的結合力も高めることが可能となり、より強度の高い容器が形成できる。さらに、溝の交差点に、該溝より高い又は広い形状を有する突起5を形成することにより、溝同士の結び付きをより強固にすることが可能となる。
【0072】
本発明に係る生分解性シートや生分解性成型品は、廃棄されても自然分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含み、更には、通気性及び保水性が良好であるため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0073】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明に係る生分解性容器は、利用価値が高いものである。
【実施例】
【0074】
以下、本発明に係る実施例について説明する。
【0075】
(実施例1)
原料として、トウモロコシ澱粉質70重量%、ポリエチレン30重量%を、二軸のエクストルーダにより混練し、エクストルーダから押し出される原料混合物を、0.5〜5mmの長さに裁断して、原料ペレットを形成した。
【0076】
原料ペレットを、熱風を当てながら、水含有量が0.2重量%となるまで乾燥させた。乾燥した原料ペレットに、結着剤としてポリプロピレンを、上記ポリエチレンとの合計重量が30重量%となるように添加して、180℃で融解し、融解した原料を、空気冷却しながら165℃近傍に維持し、二軸ローラにより、厚さ0.5mmの生分解性シートを形成した。
【0077】
(材質及び溶出試験)
実施例1の試料について、「合成樹脂製の器具又は容器包装規格試験(ポリエチレン)」(厚生省告示第20号)に基づき、材質試験及び溶出試験を実施した。結果は、次のとおりであり、実施例1の試料が上記規格に適合するものであることがわかる。
・材質試験
カドミウム・・・・1ppm未満(規格基準100ppm以下)
鉛・・・・・・・10ppm未満(同100ppm以下)
・溶出試験
重金属(Pbとして)・・・1ppm未満(同1ppm以下)
過マンガン酸カリウム消費量・・・1.5ppm以下(同10ppm以下)
蒸発残留物(n−へプタン浸出)・・84ppm以下(同150ppm以下)
同(20%エタノール浸出)・・9ppm以下(同30ppm以下)
同(水浸出)・・・11ppm以下(同30ppm以下)
同(4%酢酸浸出)・・・11ppm以下(同30ppm以下)
【0078】
(生分解性シートの物性試験)
実施例1の生分解性シートについて、「ポリエチレン分解性地膜シート」(Q/12XT3832−99)に基づき試験を行った。試験結果を表1に示す。
【0079】
引張り強度や断裂伸張率は、試料を鉄アレー型に成形し、幅は10mm、有効長さは40mm、試料全長は120mm、試験速度は500±50mm/分とし、5つのサンプルを試験した平均値を示している。
【0080】
また、直角に亀裂を入れた試験では、試験速度を200±20mm/分とし、破断時の最大値を測定した。
【0081】
【表1】
【0082】
(生分解性シートの分解性能試験)
実施例1と同様に生分解性シートを製造する際に、澱粉質の含有量を0〜80重量%の範囲で変化させ、シートの厚さを0.5mmとなるように成形した試験体を用いて、「プラスチック、微生物行為の判定」(ISO846)に基づき試験を行った。試験結果を表2に示す。
【0083】
ただし、試験期間は30日であり、使用した菌は、黒曲菌である。
菌の繁殖面積と繁殖レベルとの関係は、次のとおりである。
繁殖レベル0:無繁殖
同レベル1:目で確認できなく顕微鏡の下で見える状態。
同レベル2:目で確認できる繁殖面積が25%未満
同レベル3:目で確認できる繁殖面積が50%未満
同レベル4:はっきり繁殖することを確認できる繁殖面積が50%超
同レベル5:大量に繁殖し繁殖面積が100%のもの
【0084】
【表2】
【0085】
上記試験結果により、本発明に係る生分解性シートは、衛生的に極めて安全であることがわかる。しかも、機械的特性がポリエチレン製シートと同等以上であり、生分解性も優れたものであることが理解される。
特に、生分解性においては、澱粉質を60重量%以上含むものにおいては、菌の繁殖面積も全体におよび、極めて良好な生分解性能を示すことが確認できる。
【0086】
(実施例2)
次に、ポリエチレンをポリプロピレンに代えた以外は、実施例1と同様な製造方法により、厚さ0.5mmの生分解性シートを形成し、該シートを加熱して軟化させ、真空型抜きにより、図2に示すような生分解性容器を成形した。
【0087】
(生分解性容器の強度試験等)
実施例2の生分解性容器を、ポリプロピレン製容器の代わりとして、納豆製造ライン(納豆を容器に入れると共に、容器上面をフィルムで封止する作業を自動化した生産ライン)で使用したところ、容器の凹みや、傷・ひび割れ・へこみ等の発生が無く、従来のポリプロピレン製容器と比較しても、同等の機械的強度を有していることが確認された。
【0088】
しかも、実施例2で利用した生分解性シートとポリプロピレン・シートと対し、動的粘弾性測定を行ったところ、本発明の生分解性シートは、−30℃においてもポリプロピレン・シートと同等以上の特性を有し、冷凍食品等の容器としても好適であることが確認された。
【0089】
(生分解性容器の菌含有食品の保存性試験)
また、実施例2の生分解性容器と通常のポリエチレン製容器に、各々納豆食品を入れ、フィルムで封止し、常温における保存状態を確認した。
【0090】
ポリエチレン製容器においては、2週間で、納豆が黒色に変色し、納豆菌の多くが死滅していることが確認されるが、生分解性容器においては、1ヶ月経過後においても、納豆菌が生きており、しかも粘り気が増加しており、菌の繁殖が進んでいることが確認された。
【産業上の利用可能性】
【0091】
本発明によれば、生分解性に優れると共に、成形性が良好な生分解性シートや該シートを利用した生分解性成型品を安価に提供することが可能となる。
【0092】
すなわち、厚みが薄く、立体的形状を必要とする生分解性成型品においては、上述したように、一旦、生分解性シートを形成し、該シートを加熱真空型抜きすることにより、成型品全体にわたり均質な厚みの成型品を得ることが可能となる。特に、厚みの薄い容器を形成することにより、原材料の消費を抑え、低コスト化できると共に、廃棄した場合でも、ゴミの容量を抑え、生分解の速度も速くなるなど、極めて有用な効果を得ることができる。
【0093】
また、本発明に係る生分解性シートや生分解性成型品は、強度も十分に有するとともに、廃棄されても自然分解を例えば6ヶ月〜1年で分解し、環境への負荷の軽減に役立つものであるが、それ自体が澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、上述した生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0094】
本発明の製造方法によれば、前記本発明の生分解性シート及び該シートを利用した生分解性成型品を、特に大きな設備投資を要することなく、市場で使用されているプラスチック製の容器を製造する既存の装置を用いることができ、簡便かつ極めて経済的に大量に量産できる方法を提供することができる。
【0095】
本発明に係る生分解性シートや生分解性成型品は、澱粉質を多量に含むため、澱粉質を養分とする菌が含まれる食品を、本発明の生分解性シートまたは生分解性容器で包装することにより、菌を生きた状態で流通・保存することが可能となる。
【0096】
例えば、納豆菌、パン酵母菌、乳酸菌、麹菌などのように、食品の製造過程だけでなく、納豆、パン生地、乳酸食品、酒類など、流通過程でも菌を生きた状態に保つことが必要な食品においては、特に、本発明は利用価値が高いものである。
【0097】
さらに、生分解性成型品としては、食品などの包装に利用される使い捨て容器や、使い捨てフォークやスプーンなどの食器、各種梱包に利用されるスペース材やクッション材として利用することができる。また、生分解性シートを薄く成形し、熱融着などを利用して、ごみ袋や包装袋、使い捨て衣類などを形成することも可能となる。
【図面の簡単な説明】
【0098】
【図1】本発明に係る生分解性シートの吸熱速度変化を示す線図である。
【図2】本発明に係る生分解性容器一例の上面図(a)及び断面図(b)である。
【特許請求の範囲】
【請求項1】
澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られることを特徴とする、生分解性成型品。
【請求項2】
請求項1に記載の生分解性成型品において、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする、生分解性成型品。
【請求項3】
請求項1又は2に記載の生分解性成型品において、該生分解性シートを、加熱し真空成形または圧空成形することにより得られることを特徴とする、生分解性成型品。
【請求項4】
請求項1乃至3のいずれかに記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする、生分解性成型品。
【請求項5】
請求項1乃至4のいずれかに記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする、生分解性成型品。
【請求項6】
請求項1乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする、生分解性成型品。
【請求項7】
澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより生分解性成型品を得ることを特徴とする、生分解性成型品の製造方法。
【請求項8】
請求項7に記載の生分解性成型品の製造方法において、該澱粉樹脂は、澱粉質を70重量%以上となるように、澱粉質及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする、生分解性成型品の製造方法。
【請求項9】
請求項8に記載の生分解性成型品の製造方法において、前記原料ペレットの乾燥は、原料ペレットの水分含有量が2重量%以下となるように乾燥させることを特徴とする、生分解性成型品の製造方法。
【請求項10】
請求項7乃至9のいずれかに記載の生分解性成型品の製造方法において、該生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする、生分解性成型品の製造方法。
【請求項11】
請求項10に記載の生分解性成型品の製造方法において、真空型抜きまたは圧空型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする、生分解性成型品の製造方法。
【特許請求の範囲】
【請求項1】
澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られることを特徴とする、生分解性シート。
【請求項2】
請求項1に記載の生分解性シートにおいて、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする、生分解性シート。
【請求項3】
請求項1又は2に記載の生分解性シートを、加熱し真空成形または圧空成形することにより得られることを特徴とする、生分解性成型品。
【請求項4】
請求項3に記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする、生分解性成型品。
【請求項5】
請求項3又は4に記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする、生分解性成型品。
【請求項6】
請求項3乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする、生分解性成型品。
【請求項7】
澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより生分解性シートを得ることを特徴とする、生分解性シートの製造方法。
【請求項8】
請求項7に記載の生分解性シートの製造方法において、該澱粉樹脂は、澱粉質を70重量%以上となるように、澱粉質及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする、生分解性シートの製造方法。
【請求項9】
請求項8に記載の生分解性シートの製造方法において、前記原料ペレットの乾燥は、原料ペレットの水分含有量が2重量%以下となるように乾燥させることを特徴とする、生分解性シートの製造方法。
【請求項10】
請求項1又は2に記載の生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする、生分解性成型品の製造方法。
【請求項11】
請求項10に記載の生分解性成型品の製造方法において、真空型抜きまたは圧空型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする、生分解性成型品の製造方法。
【請求項1】
澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られることを特徴とする、生分解性成型品。
【請求項2】
請求項1に記載の生分解性成型品において、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする、生分解性成型品。
【請求項3】
請求項1又は2に記載の生分解性成型品において、該生分解性シートを、加熱し真空成形または圧空成形することにより得られることを特徴とする、生分解性成型品。
【請求項4】
請求項1乃至3のいずれかに記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする、生分解性成型品。
【請求項5】
請求項1乃至4のいずれかに記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする、生分解性成型品。
【請求項6】
請求項1乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする、生分解性成型品。
【請求項7】
澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより生分解性成型品を得ることを特徴とする、生分解性成型品の製造方法。
【請求項8】
請求項7に記載の生分解性成型品の製造方法において、該澱粉樹脂は、澱粉質を70重量%以上となるように、澱粉質及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする、生分解性成型品の製造方法。
【請求項9】
請求項8に記載の生分解性成型品の製造方法において、前記原料ペレットの乾燥は、原料ペレットの水分含有量が2重量%以下となるように乾燥させることを特徴とする、生分解性成型品の製造方法。
【請求項10】
請求項7乃至9のいずれかに記載の生分解性成型品の製造方法において、該生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする、生分解性成型品の製造方法。
【請求項11】
請求項10に記載の生分解性成型品の製造方法において、真空型抜きまたは圧空型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする、生分解性成型品の製造方法。
【特許請求の範囲】
【請求項1】
澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られることを特徴とする、生分解性シート。
【請求項2】
請求項1に記載の生分解性シートにおいて、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする、生分解性シート。
【請求項3】
請求項1又は2に記載の生分解性シートを、加熱し真空成形または圧空成形することにより得られることを特徴とする、生分解性成型品。
【請求項4】
請求項3に記載の生分解性成型品において、該生分解性シートの厚みは、0.2〜0.8mmであることを特徴とする、生分解性成型品。
【請求項5】
請求項3又は4に記載の生分解性成型品において、該成型品は、機械的強度を高めるための溝及び/又は突起が設けられていることを特徴とする、生分解性成型品。
【請求項6】
請求項3乃至5のいずれかに記載の生分解性成型品において、該生分解性成型品が、澱粉質を養分とする菌を含む食品を収容する容器であることを特徴とする、生分解性成型品。
【請求項7】
澱粉質を70重量%以上含みかつ該澱粉質とオレフィン樹脂とを主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより生分解性シートを得ることを特徴とする、生分解性シートの製造方法。
【請求項8】
請求項7に記載の生分解性シートの製造方法において、該澱粉樹脂は、澱粉質を70重量%以上となるように、澱粉質及びオレフィン樹脂を混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させたものであることを特徴とする、生分解性シートの製造方法。
【請求項9】
請求項8に記載の生分解性シートの製造方法において、前記原料ペレットの乾燥は、原料ペレットの水分含有量が2重量%以下となるように乾燥させることを特徴とする、生分解性シートの製造方法。
【請求項10】
請求項1又は2に記載の生分解性シートを少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを真空型抜きまたは圧空型抜きをすることにより生分解性成型品を形成することを特徴とする、生分解性成型品の製造方法。
【請求項11】
請求項10に記載の生分解性成型品の製造方法において、真空型抜きまたは圧空型抜きに利用するメス金型の温度は、20〜70℃に設定されることを特徴とする、生分解性成型品の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2006−328405(P2006−328405A)
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願番号】特願2006−156625(P2006−156625)
【出願日】平成18年6月5日(2006.6.5)
【分割の表示】特願2005−505746(P2005−505746)の分割
【原出願日】平成16年4月20日(2004.4.20)
【特許番号】特許第3832668号(P3832668)
【特許公報発行日】平成18年10月11日(2006.10.11)
【出願人】(503129464)
【Fターム(参考)】
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願日】平成18年6月5日(2006.6.5)
【分割の表示】特願2005−505746(P2005−505746)の分割
【原出願日】平成16年4月20日(2004.4.20)
【特許番号】特許第3832668号(P3832668)
【特許公報発行日】平成18年10月11日(2006.10.11)
【出願人】(503129464)
【Fターム(参考)】
[ Back to top ]