
生分解性モノフィラメントとその製造方法
【課題】本発明は、引っ張り強度に優れた生分解性モノフィラメントを得るための製造方法、及び該方法によって得られる生分解性モノフィラメントを提供する。
【解決手段】乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射して延伸することを特徴とする、生分解性モノフィラメントの製造方法、及び該方法によって製造される生分解性モノフィラメント。
【解決手段】乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射して延伸することを特徴とする、生分解性モノフィラメントの製造方法、及び該方法によって製造される生分解性モノフィラメント。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性モノフィラメントの製造方法に関する。
【背景技術】
【0002】
乳酸及びε−カプロラクトンの共重合体からなる生分解性モノフィラメントは、程良い柔らかさ、曲げ易さ、型のつき易さ等の特性を有し、操作性に優れている。また、生体内で分解されるために抜糸が不要であるという利点から、手術用の縫合糸として汎用されている。しかしながら、乳酸及びε−カプロラクトン共重合体は、柔軟性に優れるものの、縫合糸の強力が得られにくいという問題があった。そこで、強度を高めるために乳酸/ε−カプロラクトン共重合体中のε−カプロラクトンの繰り返し単位を調整した手術用縫合糸等が開発されている(例えば、特許文献1等)。
【0003】
このような背景から、柔軟性や操作性のみならず、強度をも併せ持つ生分解性モノフィラメントが求められている。
【特許文献1】特開2000−135282
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、引っ張り強度に優れた生分解性モノフィラメントを得るための製造方法を提供することを主な目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、鋭意検討を重ねた結果、生分解性モノフィラメント製造時において、予備加熱を行うことによってモノフィラメントの内部を温め、その後レーザー照射によって延伸を行うと、優れた引っ張り強度を有する生分解性モノフィラメントが得られることを見出した。また、本発明者らは、レーザー照射後にさらに加熱延伸、緩和処理を行うことによって、より優れた引っ張り強度を有する生分解性モノフィラメントが得られることを見出した。本発明は、このような知見に基づいてさらに研究を重ねた結果完成されたものである。
【0006】
本発明は、以下の生分解性モノフィラメントの製造方法及び該製造方法によって得られる生分解性モノフィラメントを提供する。
項1.乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射することによって延伸することを特徴とする、生分解性モノフィラメントの製造方法。
項2.予備加熱温度が30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー4.5W〜60W、糸巻取り速度1.2〜100m/minである項1に記載の生分解性モノフィラメントの製造方法。
項3.延伸時の延伸応力が8〜100MPaである、項1又は2に記載の生分解性モノフィラメントの製造方法。
項4.前記乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を構成する単量体であるラクチド(乳酸環状二量化物)とε−カプロラクトンとの配合モル比が、90:10〜50:50である項1〜3のいずれかに記載の生分解性モノフィラメントの製造方法。
項5.未延伸のモノフィラメントの繊度が、35〜4000texである項1〜4のいずれかに記載の生分解性モノフィラメントの製造方法。
項6.前記レーザー照射後、さらに加熱延伸を行う、項1〜5のいずれかに記載の生分解性モノフィラメントの製造方法。
項7.項1〜6のいずれかに記載の方法によって製造される生分解性モノフィラメント。
項8.2段延伸後の引張強度が320MPa以上である項6に記載の生分解性モノフィラメント。
項9.以下の工程を含む生分解性モノフィラメントの製造方法。
(1)乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸して得られたモノフィラメントを予備加熱する予備加熱工程;
(2)予備加熱後の前記モノフィラメントに対してレーザーを照射することによって延伸し、1段延伸モノフィラメントを得る1段延伸工程;
(3)該1段延伸モノフィラメントをさらに加熱延伸して2段延伸モノフィラメントを得る2段延伸工程;
(4)該2段延伸モノフィラメントに緩和処理を行う工程。
項10.予備加熱温度30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー0.3W〜30W、糸巻取り速度1.2〜100m/minである項9に記載の生分解性モノフィラメントの製造方法。
項11.延伸時の延伸応力が8〜100MPaである、項9又は10に記載の生分解性モノフィラメントの製造方法。
項12.項9〜11のいずれかに記載の方法によって製造される生分解性モノフィラメント。
項13.緩和処理後の引張強度が400MPa以上である項9〜11のいずれかに記載の生分解性モノフィラメント。
項14.手術用縫合糸の形態である、項7、8、12又は13のいずれかに記載の生分解性モノフィラメント。
【発明の効果】
【0007】
本発明の生分解性モノフィラメントの製造方法は、予備加熱を行ってモノフィラメントを温め、その後レーザーを照射して延伸することを特徴としている。予備加熱の後にレーザー照射を行うことによって、モノフィラメントの内部と外層の温度差を小さく抑えることができ、糸全体を瞬時に均一に加熱して延伸することができる。
【0008】
また、このような延伸方法を採用することによって、モノフィラメントを構成している乳酸/ε−カプロラクトン共重合体が分子配向し、引っ張り強度が向上すると考えられる。従って、本発明の製造方法によって得られた生分解性モノフィラメントは、柔軟性や易操作性という乳酸/ε−カプロラクトン共重合体の特性に加え、優れた引っ張り強度を有する。このような本発明の生分解性モノフィラメントは、手術用縫合糸として好適に使用され得る。
【発明を実施するための最良の形態】
【0009】
以下、本発明の生分解性モノフィラメントの製造方法及び該方法によって得られる生分解性モノフィラメントについて説明する。
【0010】
生分解性モノフィラメントの製造方法
本発明の生分解性モノフィラメントの製造方法は、乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射して延伸することを特徴とする。
【0011】
[溶融紡糸]
生分解性樹脂の溶融紡糸方法は、特に限定されず、従来公知の方法に従えばよい。このとき、溶融紡糸されるモノフィラメント(未延伸の原糸)の繊度を、35〜4000tex程度、好ましくは240〜3200tex程度、より好ましくは950〜2200tex程度、さらに好ましくは1000〜1500tex程度、さらに好ましくは1300〜2000tex程度に設定する。この様な繊度のモノフィラメントを得るための溶融温度は、例えば、170〜265℃程度、好ましくは180〜260℃程度、より好ましくは200〜255℃程度である。
【0012】
次に、溶融紡糸して得られたモノフィラメント(未延伸モノフィラメント)を延伸し、所望の繊度を有するモノフィラメントを得る。
【0013】
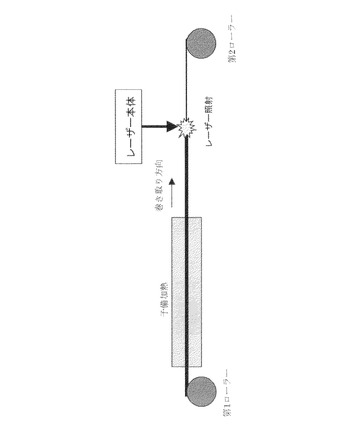
延伸工程の典型例として、図1の態様が挙げられる。図1に示されるように、第1ローラー(糸送りローラー)と第2ローラー(糸巻き取りローラー)の間に予備加熱手段及びレーザー照射手段を配し、そこをモノフィラメントが通るように第2ローラーでモノフィラメントを巻き取る。このとき、レーザー照射による加熱と、第1ローラーと第2ローラーの回転速度の差によってモノフィラメントが延伸される。
【0014】
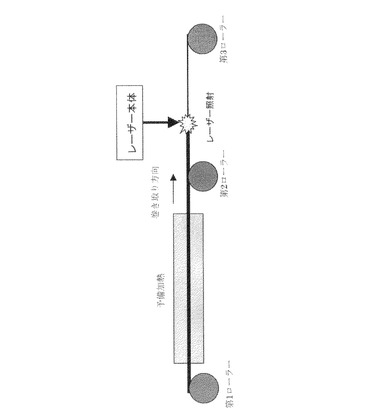
本発明の他の好ましい実施態様として、例えば、図2に示すように3つのローラーを用いる方法が挙げられる。このとき、予備加熱の際にはモノフィラメントが延伸されないことが好ましいことから、第1ローラー及び第2ローラーを同じ速度に設定して予備加熱を行い、レーザー照射時に第2ローラーと第3ローラーの速度の差で延伸することが望ましい。
【0015】
すなわち、本発明の生分解性モノフィラメントの製造方法は、以下の工程を含むものである。
【0016】
[予備加熱工程]
まず、生分解性樹脂を溶融紡糸して得られたモノフィラメントに対して予備加熱を行う(図1:予備加熱)。予備加熱は、モノフィラメントの内部まで加熱することを目的としており、このときモノフィラメントは延伸されないことが望ましい。予備加熱における加熱温度は、モノフィラメントが延伸されない程度の温度であれば特に限定されないが、例えば30〜200℃程度、好ましくは35〜150℃程度、より好ましくは35〜100℃程度、さらに好ましくは35〜70℃程度である。
【0017】
モノフィラメントを予備加熱する方法は特に限定されず、モノフィラメントを内部まで加熱できる限り公知の加熱手段を採用することができ、例えば、ホットローラー、熱風槽、温水槽、遠赤外線ヒーター、ワイヤーヒーター等が挙げられる。
【0018】
[1段延伸モノフィラメント]
次に、予備加熱を終えたモノフィラメントに対して、レーザー照射を行う(1段延伸工程)。本発明において使用されるレーザー照射手段としては従来公知のものを用いることができ、特に限定されないが、例えば炭酸ガスレーザー、YAGレーザー、アルゴンレーザー、エキシマレーザー等が挙げられる。例えば、炭酸ガスレーザーであれば、ほとんどの高分子が適度に吸収する波長約10.6μmの高出力赤外線光線が得られ、コストパフォーマンスとエネルギー効率に優れていることから、本発明において好ましいレーザー照射手段として使用できる。
【0019】
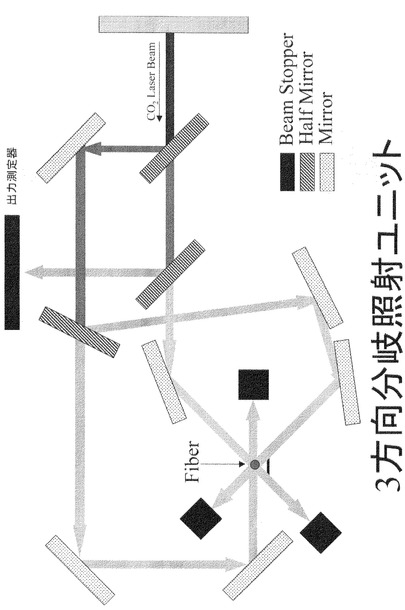
レーザー照射の方法は、特に限定されず、例えば、複数のハーフミラーを用いてレーザービームを分岐させ、分岐したレーザービームをそれぞれ繊維の周方向から照射すれば、周方向から均一に加熱することができ好ましいが、その他の照射方法を制限するものではない。1本のレーザービームを4本に分岐し、そのうち3本を繊維軸に垂直な3方向から照射する方法の例として、図3に概略図を示す。
【0020】
本発明におけるレーザー照射の条件(レーザー照射による延伸条件)としては、糸を加熱延伸することができれば特に限定されないが、例えば、総レーザー照射パワーは、4.5〜60W程度、好ましくは4.5〜50W程度、より好ましくは4.5〜40W程度、より好ましくは0.3〜30W程度である。また、より均一に加熱するためには少なくとも2方向以上からレーザー照射を行うのが好ましい。例えば、3方向からのレーザー照射を行う場合は、1方向当たり1.5〜20W程度、好ましくは1.5〜17W程度、より好ましくは1.5〜13W程度、より好ましくは0.1〜10W程度である。
【0021】
レーザー照射時の糸の速度は延伸倍率や延伸温度に基づいて適宜設定できるが、通常、糸送り速度が0.3〜10m/min程度の場合、糸巻き取り速度が1.2〜100m/min程度;好ましくは糸送り速度が0.5〜8m/min程度の場合、糸巻き取り速度が2〜50m/min程度;より好ましくは糸送り速度が0.5〜4m/min程度の場合、糸巻き取り速度が2〜10m/min程度;より好ましくは糸送り速度が0.5〜4m/min程度の場合、糸巻き取り速度が2〜25m/min程度である。ここで、糸送り速度及び糸巻き取り速度とは、それぞれ、糸送りローラー又は糸巻き取りローラーの回転速度を表すものである。
【0022】
また、工業的に生産される場合であれば、例えば、糸送り速度が4〜20m/min程度の場合、糸巻き取り速度が12〜160m/min程度;好ましくは糸送り速度が4〜10m/min程度の場合、糸巻き取り速度が12〜80m/min程度;より好ましくは糸送り速度が6〜8m/min程度の場合、糸巻き取り速度が6〜8m/min程度に設定することもできる。
【0023】
糸送り速度と糸巻き取り速度の比は、糸送り速度を1とした場合、糸巻き取り速度が3〜8程度、好ましくは4〜7程度、より好ましくは5〜6程度である。
【0024】
また、レーザー照射のスポット径(レーザービームの幅)は、特に制限されるものではないが、例えば、1〜100mm程度、好ましくは1〜50mm程度、より好ましくは1〜10mm程度である。
【0025】
また、レーザー照射後の延伸倍率は、未延伸のモノフィラメントを基準として3〜10倍程度、好ましくは4〜8倍程度、より好ましくは5〜7倍程度、より好ましくは4〜6倍程度である。
【0026】
本発明の生分解性モノフィラメントの製造方法においては、上記予備加熱、レーザー照射による延伸を行うことに加え、延伸応力を特定の範囲内に設定することによって、より引っ張り強度等の物性に優れたモノフィラメントを得ることができる。
【0027】
ここで、延伸応力とは、モノフィラメントを延伸する際の延伸後における単位断面積あたりの延伸張力を指す。延伸応力は、延伸時に延伸張力を測定し、別途測定した延伸後のモノフィラメントの直径および繊度の値から算出することができる。具体的には、(延伸応力=延伸張力/モノフィラメントの断面積もしくは繊度)から算出される。延伸張力の測定には、例えばテンションメーターHS−1500S型(エイコー測器株式会社製)及び定格の1kgfのテンションピックアップBTB−I(エイコー測器株式会社製)を使用することができる。
【0028】
1段延伸における延伸応力は、8〜100MPa、好ましくは9〜80MPa、より好ましくは10〜50MPaである。
【0029】
本発明の好ましい実施態様(1段延伸の場合)の例としては、予備加熱温度が30〜200℃であり、レーザーの照射条件(レーザー照射による延伸条件)が、糸送り速度0.3〜10m/min、総レーザー照射パワー4.5W〜60W(1方向当たり1.5〜20Wで3方向から照射)、糸巻取り速度1.2〜100m/min、延伸応力8〜100MPaであり、延伸倍率が未延伸のモノフィラメントを基準として3〜10倍程度である。
【0030】
本発明の限定的解釈を望むものではないが、本発明者らは、以下のように考える。
すなわち、未延伸のモノフィラメントに対して予備加熱を行うと、加熱直後はモノフィラメントの内部(モノフィラメントを断面で見た時の中心部分)よりも外層(モノフィラメントを断面で見たときの表面付近)の方が温度が高くなる。しかしながら、図1に示される予備加熱手段からレーザー照射位置にモノフィランメントが送られる間にモノフィラメント外層が冷却され、レーザー照射時には、モノフィラメント内部の温度の方が外層よりも高い状態になっている。本発明においては、このような状態のモノフィラメントにレーザー照射を行い、モノフィラメントを急激に加熱し延伸する。このような加熱延伸方法であれば、延伸時のモノフィラメント内部と外層の温度差が小さく抑えられ、分子鎖が均一に引き延ばされて、均一な繊維構造のモノフィラメントが得られると考えられる。さらに、レーザー照射によって急速に均一加熱されるため、延伸点の変動がより小さくなり、直径ムラの小さい繊維が得られる可能性がある。このように得られたモノフィラメントをさらに加熱延伸することにより、乳酸/ε−カプロラクトン共重合体が均一に高配向し、優れた強度を付与することができると考えられる。
【0031】
[2段延伸モノフィラメント]
上記レーザー照射工程の後、さらに延伸を行うことで高強度のモノフィラメントが得られる(2段延伸工程)。2段延伸の方法としては、例えば、熱風延伸や、温浴ヒーター、遠赤外線ヒーター、接触式ヒーターを用いた延伸等が挙げられる。また、延伸温度は、一段延伸によって得られた乳酸/ε−カプロラクトン共重合体の分子配向を壊さない限り特に限定されないが、例えば、100〜170℃程度、好ましくは110〜160℃程度、より好ましくは120〜150℃程度である。
【0032】
2段延伸における糸送り速度及び糸巻き取り速度は、延伸倍率や延伸温度に基づいて適宜設定できるが、例えば、糸送り速度が0.3〜10m/min程度の場合、糸巻き取り速度が1〜50m/min程度;好ましくは糸送り速度が0.5〜8m/min程度の場合、糸巻き取り速度が1〜10m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜5m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜6m/min程度である。
【0033】
また、工業的に生産される場合であれば、例えば、糸送り速度が12〜160m/min程度の場合、糸巻き取り速度が40〜200m/min程度;好ましくは糸送り速度が12〜80m/min程度の場合、糸巻き取り速度が40〜100m/min程度;より好ましくは糸送り速度が18〜64m/min程度の場合、糸巻き取り速度が60〜80m/min程度に設定することもできる。
【0034】
糸送り速度と糸巻き取り速度の比は、糸送り速度を1とした場合、糸巻き取り速度が1〜4程度、好ましくは1〜3程度、より好ましくは1〜2程度である。
【0035】
また、2段延伸における延伸倍率は、1段延伸後のモノフィラメントを基準として1.1〜4倍程度、好ましくは1.3〜3.5倍程度、好ましくは1.3〜2.5倍程度、より好ましくは1.5〜3倍程度、より好ましくは1.5〜2倍程度である。
【0036】
上記予備加熱工程及びレーザー照射工程、ならびに2段延伸後の生分解性モノフィラメントの延伸倍率は、未延伸モノフィラメントを基準として6〜15倍程度、好ましくは7〜13倍程度、より好ましくは8〜11倍程度、より好ましくは9〜12倍程度に設定される。
【0037】
2段延伸における延伸応力は、8〜100MPa、好ましくは9〜90MPa、より好ましくは10〜80MPaである。
【0038】
本発明の好ましい実施態様(2段延伸工程の場合)の例としては、加熱温度が100〜170℃、糸送り速度が0.3〜10m/minの場合、糸巻き取り速度が1〜50m/min、延伸応力8〜100MPaであり、延伸倍率が1段延伸後のモノフィラメントを基準として1.1〜4倍である、このとき、得られる2段延伸された生分解性モノフィラメントの延伸倍率は、未延伸モノフィラメントを基準として6〜15倍である。
【0039】
[緩和処理]
本発明の生分解性モノフィラメントを製造する際、上記の2段階の延伸工程後に、必要に応じてさらに緩和処理を行うことにより、より高強度かつ安定した力学物性を持つフィラメントを得ることができる。本発明において緩和処理とは、延伸を行った生分解性モノフィラメントに対して熱処理を行い、モノフィラメントを弛緩させることにより収縮させることを指す。
【0040】
緩和処理方法としては、例えば、熱風延伸や、温浴ヒーター、遠赤外線ヒーター、接触式ヒーター等を用いる方法が挙げられる。また、このときの温度は、1段延伸によって得られた乳酸/ε−カプロラクトン共重合体の分子配向を壊さない限り特に限定されないが、例えば、100〜170℃程度、好ましくは110〜160℃程度、より好ましくは120〜150℃程度である。
【0041】
緩和処理工程における糸送り速度及び糸巻き取り速度は、延伸倍率や延伸温度に基づいて適宜設定できるが、例えば、糸送り速度が0.3〜10m/min程度の場合、糸巻き取り速度が1〜50m/min程度;好ましくは糸送り速度が0.5〜8m/min程度の場合、糸巻き取り速度が1〜10m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜5m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜6m/min程度である。
【0042】
また、工業的に生産される場合であれば、例えば、糸送り速度が40〜200m/min程度の場合、糸巻き取り速度が32〜200m/min程度;好ましくは糸送り速度が50〜150m/min程度の場合、糸巻き取り速度が40〜150m/min程度;より好ましくは糸送り速度が60〜150m/min程度の場合、糸巻き取り速度が48〜100m/min程度である。
【0043】
糸送り速度と糸巻き取り速度の比は、糸送り速度を1とした場合、糸巻き取り速度が0.8〜1程度、好ましくは0.9〜1程度、より好ましくは0.95〜1程度である。
【0044】
緩和処理における延伸倍率は、2段延伸モノフィラメントを基準として0.8〜1倍程度、好ましくは0.9〜1倍程度、より好ましくは0.95〜1倍程度である。
【0045】
上記緩和処理後の生分解性モノフィラメントの延伸倍率は、未延伸モノフィラメントを基準として6〜15倍程度、好ましくは7〜13倍程度、より好ましくは8〜11倍程度に設定される。
【0046】
緩和処理を行う場合、1段延伸工程の延伸倍率を未延伸モノフィラメントを100%とした場合、300〜800%程度、好ましくは400〜700%程度、より好ましくは500〜600%程度;2段延伸工程の延伸倍率を未延伸モノフィラメントを100%とした場合、1000〜1250%程度、好ましくは1000〜1111%程度、より好ましくは1000〜1053%程度;緩和処理工程における延伸倍率を未延伸モノフィラメントを100%とした場合、800〜1000%程度、好ましくは900〜 1000 %程度、より好ましくは950〜1000%程度に設定することが望ましい。
【0047】
緩和処理工程においては、延伸応力を8〜100MPa、好ましくは9〜80MPa、より好ましくは10〜50MPaである。
【0048】
本発明の好ましい実施態様(緩和処理の場合)の例としては、加熱温度が110〜160℃、糸送り速度が糸送り速度が0.5〜8m/min、糸巻き取り速度が1〜10m/min、延伸応力8〜100MPaであり、延伸倍率が2段延伸後のモノフィラメントを基準として0.8〜1倍である。
【0049】
本発明においては、上記溶融紡糸、予備加熱工程、1段延伸工程、2段延伸工程及び緩和処理工程を連続して行うことが望ましいが、各工程終了時に逐次糸を巻き取ってもよい。
【0050】
生分解性モノフィラメント
生分解性樹脂を原料とし、上記方法によって引っ張り強度に優れた生分解性モノフィラメントを得ることができる。
【0051】
生分解性の樹脂としては、乳酸及びε−カプロラクトンを繰り返し単位とする共重合体(コポリマー)を使用することが好ましい。ここで、乳酸として、L−乳酸、D−乳酸、DL−乳酸(ラセミ体)のいずれを用いてもよいが、好ましくはL−乳酸である。
【0052】
前記乳酸及びε−カプロラクトン共重合体を構成する単量体であるラクチド(乳酸環状二量化物)とε−カプロラクトンとの配合モル比は、ラクチド:ε−カプロラクトン=90:10〜50:50、好ましくは85:15〜55:45、より好ましくは80:20〜60:40である。また、乳酸/ε−カプロラクトン共重合体の分子量は、20万〜100万程度、好ましくは25万〜85万程度、より好ましくは30万〜80万程度である。
【0053】
上記の生分解性樹脂を用い本発明の製造方法によって得られた生分解性モノフィラメントは、1段延伸後において220MPa程度以上、好ましくは250MPa程度以上、より好ましくは260MPa程度以上の引っ張り強度を有し;2段延伸後において320MPa程度以上、好ましくは340MPa程度以上、より好ましくは350MPa程度以上の引っ張り強度を有し;緩和処理後において400Mpa程度以上、より好ましくは50Mpa程度以上、より好ましくは600MPa程度以上、さらに好ましくは610MPa以上の引っ張り強度を有する。
【0054】
本発明の方法によって得られる生分解性モノフィラメントの繊度は、2〜1000tex程度、好ましくは20〜630tex程度、より好ましくは35〜480tex程度、より好ましくは35〜350tex程度、より好ましくは35〜250tex程度、より好ましくは35〜200tex程度、より好ましくは35〜150tex程度である。
【0055】
本発明の方法によって得られた生分解性モノフィラメントは、手術用縫合糸として好適に使用され得る。
【実施例】
【0056】
以下、実施例及び試験例を示して本発明をより詳細に説明するが、本発明はこれらに限定されない。
【0057】
実施例1.
L−乳酸とε−カプロラクトン共重合体(以下、PLLCLと略記する場合がある)(ラクチド:ε−カプロラクトン=75モル%:25モル%;GPCによる分子量=40万)を、溶融温度250℃にて溶融紡糸し、ローラーに巻き取った。得られたモノフィラメントの繊度は、1400texであった(未延伸モノフィラメント)。
【0058】
溶融紡糸して得られたPLLACLモノフィラメントを延伸した。上記のようにして得られた未延伸モノフィラメントを、40℃のワイヤーヒーター内を通過させて予備加熱した。その後、未延伸モノフィラメントを基準に延伸倍率6倍(糸送り速度:0.67m/min、糸巻取り速度:4m/min、レーザー出力:2W×3方向)にて延伸し、巻き取りローラーに巻き取って、生分解性モノフィラメント(1段延伸モノフィラメント)を得た。レーザー照射装置は、(株)鬼塚硝子製:PIN−10R(炭酸ガスレーザー)を用いた。本実施例における予備加熱及び延伸工程の模式図を図1に示す。
【0059】
実施例2.
実施例1と同じ方法で生分解性モノフィラメントを得た。ただし、予備加熱は60℃で行った。
【0060】
比較例1.
予備加熱を行わず、その他は実施例1の方法に従って生分解性モノフィラメントを得た。
【0061】
実施例3.
実施例1と同じ方法で得られた生分解性モノフィラメントを、以下に示す方法でさらに延伸した。
【0062】
実施例1の生分解性モノフィラメント(一段延伸モノフィラメント)を、遠赤外線ヒータを用いて1段延伸モノフィラメントを基準に延伸倍率1.7倍になるように延伸し(延伸条件:温度125℃、送り速度:1m/min、巻取り速度:1.67m/min)、巻き取りローラに巻き取って、未延伸の生分解性モノフィラメントに対して10倍延伸した糸を得た(2段延伸モノフィラメント)。
【0063】
実施例4.
実施例3と同じ方法で生分解性モノフィラメントを得た。ただし、予備加熱温度は60℃とした。
【0064】
比較例2.
予備加熱を行わず、その他は実施例3の方法に従って生分解性モノフィラメントを得た。
【0065】
試験例1.(引っ張り試験)
実施例1〜4及び比較例1〜2の各条件で得られた生分解性モノフィラメント(各条件についてn=10)について引っ張り強度を試験し、各条件について引っ張り強度の平均値を求めた。
【0066】
引っ張り試験機はエー・アンド・デイ社製ORIENTEC TENSILON RTC−1250を用い、チャック間距離100mm、引っ張り速度100mm/min、室
温雰囲気下で測定した。
【0067】
試験例2.(フィラメント径の測定)
実施例1〜4及び比較例1〜2の各条件で得られた生分解性モノフィラメント(各条件についてn=10)のフィラメント径を測定した。フィラメント径は、1本のモノフィラメントについて30cm間隔で、干渉顕微鏡を用いて直径を測定し、その平均値を算出した(単位:μm)。
【0068】
上記試験例の結果を表1に示す。
【0069】
【表1】

【0070】
表1.に示されるように、予備加熱を行った後、レーザー照射による延伸工程に供することによって、得られる生分解性モノフィラメントの引っ張り強度が向上することが示された。
【0071】
実施例5.(予備加熱+緩和処理)
L−乳酸とε−カプロラクトン共重合体(以下、PLLCLと略記する場合がある)(ラクチド:ε−カプロラクトン=75モル%:25モル%;GPCによる分子量=40万)を、溶融温度250℃にて溶融紡糸し、ローラーに巻き取った。得られたモノフィラメントの繊度は、1189texであった(未延伸モノフィラメント)。
【0072】
得られた未延伸モノフィラメントを、60℃のワイヤーヒーター内を通過させて予備加熱した。その後、未延伸モノフィラメントを基準に延伸倍率5倍(糸送り速度:0.67m/min、糸巻取り速度:3.35m/min、レーザー出力:1.1W×3方向)にて延伸し、巻き取りローラーに巻き取って、生分解性モノフィラメント(1段延伸モノフィラメント)を得た。レーザー照射装置は、(株)鬼塚硝子製:PIN−10R(炭酸ガスレーザー)を用いた。
【0073】
得られた1段延伸モノフィラメントを、未延伸モノフィラメントを基準に延伸倍率10.5倍(糸送り速度:1.0m/min、糸巻取り速度:2.1m/min)になるように125℃のワイヤーヒーターで加熱し、2段延伸モノフィラメントを得た。
【0074】
次に、得られた2段延伸モノフィラメントを、未延伸モノフィラメントを基準に延伸倍率10倍(糸送り速度:2.1m/min、糸巻取り速度:2m/min)になるように135℃のワイヤーヒーターで緩和処理を行い、本発明のモノフィラメントを得た。
【0075】
なお、代表例として、緩和処理時における延伸応力を測定した。緩和処理時の延伸応力を表2に示す。
【0076】
延伸応力は、エイコー測器株式会社製テンションメーターHS−1500S型に定格の1kgfのテンションピックアップBTB−Iを取り付け、テンションピックアップを糸道に設置し測定した。
【0077】
実施例6(予備加熱+緩和処理)、比較例3及び4(予備加熱なし+緩和処理)
実施例6、比較例3及び4の生分解性モノフィラメントについては、実施例5と同じ方法により、表2に示される条件に従って作製した。
【0078】
【表2】
【0079】
得られたモノフィラメントについて、引張り強度を評価した。なお、引張り強度は、上記試験例1の方法に従って10回測定を行い、測定値の平均を算出した。評価結果を下記表3に示す。表3中、CV×100は標準偏差/平均値のパーセント表示を表す。
【0080】
【表3】
【0081】
表3より、本発明の方法によって得られる生分解性モノフィラメントは、優れた引張り強度を有することが示された。
【図面の簡単な説明】
【0082】
【図1】ローラー2台を用いた場合の、本発明の生分解性モノフィラメントの製造工程の模式図である。
【図2】ローラー3台を用いた場合の、本発明の生分解性モノフィラメントの製造工程の模式図である。
【図3】3方向分岐照射ユニットを真上から見た概略図を示す。
【技術分野】
【0001】
本発明は、生分解性モノフィラメントの製造方法に関する。
【背景技術】
【0002】
乳酸及びε−カプロラクトンの共重合体からなる生分解性モノフィラメントは、程良い柔らかさ、曲げ易さ、型のつき易さ等の特性を有し、操作性に優れている。また、生体内で分解されるために抜糸が不要であるという利点から、手術用の縫合糸として汎用されている。しかしながら、乳酸及びε−カプロラクトン共重合体は、柔軟性に優れるものの、縫合糸の強力が得られにくいという問題があった。そこで、強度を高めるために乳酸/ε−カプロラクトン共重合体中のε−カプロラクトンの繰り返し単位を調整した手術用縫合糸等が開発されている(例えば、特許文献1等)。
【0003】
このような背景から、柔軟性や操作性のみならず、強度をも併せ持つ生分解性モノフィラメントが求められている。
【特許文献1】特開2000−135282
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、引っ張り強度に優れた生分解性モノフィラメントを得るための製造方法を提供することを主な目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、鋭意検討を重ねた結果、生分解性モノフィラメント製造時において、予備加熱を行うことによってモノフィラメントの内部を温め、その後レーザー照射によって延伸を行うと、優れた引っ張り強度を有する生分解性モノフィラメントが得られることを見出した。また、本発明者らは、レーザー照射後にさらに加熱延伸、緩和処理を行うことによって、より優れた引っ張り強度を有する生分解性モノフィラメントが得られることを見出した。本発明は、このような知見に基づいてさらに研究を重ねた結果完成されたものである。
【0006】
本発明は、以下の生分解性モノフィラメントの製造方法及び該製造方法によって得られる生分解性モノフィラメントを提供する。
項1.乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射することによって延伸することを特徴とする、生分解性モノフィラメントの製造方法。
項2.予備加熱温度が30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー4.5W〜60W、糸巻取り速度1.2〜100m/minである項1に記載の生分解性モノフィラメントの製造方法。
項3.延伸時の延伸応力が8〜100MPaである、項1又は2に記載の生分解性モノフィラメントの製造方法。
項4.前記乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を構成する単量体であるラクチド(乳酸環状二量化物)とε−カプロラクトンとの配合モル比が、90:10〜50:50である項1〜3のいずれかに記載の生分解性モノフィラメントの製造方法。
項5.未延伸のモノフィラメントの繊度が、35〜4000texである項1〜4のいずれかに記載の生分解性モノフィラメントの製造方法。
項6.前記レーザー照射後、さらに加熱延伸を行う、項1〜5のいずれかに記載の生分解性モノフィラメントの製造方法。
項7.項1〜6のいずれかに記載の方法によって製造される生分解性モノフィラメント。
項8.2段延伸後の引張強度が320MPa以上である項6に記載の生分解性モノフィラメント。
項9.以下の工程を含む生分解性モノフィラメントの製造方法。
(1)乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸して得られたモノフィラメントを予備加熱する予備加熱工程;
(2)予備加熱後の前記モノフィラメントに対してレーザーを照射することによって延伸し、1段延伸モノフィラメントを得る1段延伸工程;
(3)該1段延伸モノフィラメントをさらに加熱延伸して2段延伸モノフィラメントを得る2段延伸工程;
(4)該2段延伸モノフィラメントに緩和処理を行う工程。
項10.予備加熱温度30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー0.3W〜30W、糸巻取り速度1.2〜100m/minである項9に記載の生分解性モノフィラメントの製造方法。
項11.延伸時の延伸応力が8〜100MPaである、項9又は10に記載の生分解性モノフィラメントの製造方法。
項12.項9〜11のいずれかに記載の方法によって製造される生分解性モノフィラメント。
項13.緩和処理後の引張強度が400MPa以上である項9〜11のいずれかに記載の生分解性モノフィラメント。
項14.手術用縫合糸の形態である、項7、8、12又は13のいずれかに記載の生分解性モノフィラメント。
【発明の効果】
【0007】
本発明の生分解性モノフィラメントの製造方法は、予備加熱を行ってモノフィラメントを温め、その後レーザーを照射して延伸することを特徴としている。予備加熱の後にレーザー照射を行うことによって、モノフィラメントの内部と外層の温度差を小さく抑えることができ、糸全体を瞬時に均一に加熱して延伸することができる。
【0008】
また、このような延伸方法を採用することによって、モノフィラメントを構成している乳酸/ε−カプロラクトン共重合体が分子配向し、引っ張り強度が向上すると考えられる。従って、本発明の製造方法によって得られた生分解性モノフィラメントは、柔軟性や易操作性という乳酸/ε−カプロラクトン共重合体の特性に加え、優れた引っ張り強度を有する。このような本発明の生分解性モノフィラメントは、手術用縫合糸として好適に使用され得る。
【発明を実施するための最良の形態】
【0009】
以下、本発明の生分解性モノフィラメントの製造方法及び該方法によって得られる生分解性モノフィラメントについて説明する。
【0010】
生分解性モノフィラメントの製造方法
本発明の生分解性モノフィラメントの製造方法は、乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射して延伸することを特徴とする。
【0011】
[溶融紡糸]
生分解性樹脂の溶融紡糸方法は、特に限定されず、従来公知の方法に従えばよい。このとき、溶融紡糸されるモノフィラメント(未延伸の原糸)の繊度を、35〜4000tex程度、好ましくは240〜3200tex程度、より好ましくは950〜2200tex程度、さらに好ましくは1000〜1500tex程度、さらに好ましくは1300〜2000tex程度に設定する。この様な繊度のモノフィラメントを得るための溶融温度は、例えば、170〜265℃程度、好ましくは180〜260℃程度、より好ましくは200〜255℃程度である。
【0012】
次に、溶融紡糸して得られたモノフィラメント(未延伸モノフィラメント)を延伸し、所望の繊度を有するモノフィラメントを得る。
【0013】
延伸工程の典型例として、図1の態様が挙げられる。図1に示されるように、第1ローラー(糸送りローラー)と第2ローラー(糸巻き取りローラー)の間に予備加熱手段及びレーザー照射手段を配し、そこをモノフィラメントが通るように第2ローラーでモノフィラメントを巻き取る。このとき、レーザー照射による加熱と、第1ローラーと第2ローラーの回転速度の差によってモノフィラメントが延伸される。
【0014】
本発明の他の好ましい実施態様として、例えば、図2に示すように3つのローラーを用いる方法が挙げられる。このとき、予備加熱の際にはモノフィラメントが延伸されないことが好ましいことから、第1ローラー及び第2ローラーを同じ速度に設定して予備加熱を行い、レーザー照射時に第2ローラーと第3ローラーの速度の差で延伸することが望ましい。
【0015】
すなわち、本発明の生分解性モノフィラメントの製造方法は、以下の工程を含むものである。
【0016】
[予備加熱工程]
まず、生分解性樹脂を溶融紡糸して得られたモノフィラメントに対して予備加熱を行う(図1:予備加熱)。予備加熱は、モノフィラメントの内部まで加熱することを目的としており、このときモノフィラメントは延伸されないことが望ましい。予備加熱における加熱温度は、モノフィラメントが延伸されない程度の温度であれば特に限定されないが、例えば30〜200℃程度、好ましくは35〜150℃程度、より好ましくは35〜100℃程度、さらに好ましくは35〜70℃程度である。
【0017】
モノフィラメントを予備加熱する方法は特に限定されず、モノフィラメントを内部まで加熱できる限り公知の加熱手段を採用することができ、例えば、ホットローラー、熱風槽、温水槽、遠赤外線ヒーター、ワイヤーヒーター等が挙げられる。
【0018】
[1段延伸モノフィラメント]
次に、予備加熱を終えたモノフィラメントに対して、レーザー照射を行う(1段延伸工程)。本発明において使用されるレーザー照射手段としては従来公知のものを用いることができ、特に限定されないが、例えば炭酸ガスレーザー、YAGレーザー、アルゴンレーザー、エキシマレーザー等が挙げられる。例えば、炭酸ガスレーザーであれば、ほとんどの高分子が適度に吸収する波長約10.6μmの高出力赤外線光線が得られ、コストパフォーマンスとエネルギー効率に優れていることから、本発明において好ましいレーザー照射手段として使用できる。
【0019】
レーザー照射の方法は、特に限定されず、例えば、複数のハーフミラーを用いてレーザービームを分岐させ、分岐したレーザービームをそれぞれ繊維の周方向から照射すれば、周方向から均一に加熱することができ好ましいが、その他の照射方法を制限するものではない。1本のレーザービームを4本に分岐し、そのうち3本を繊維軸に垂直な3方向から照射する方法の例として、図3に概略図を示す。
【0020】
本発明におけるレーザー照射の条件(レーザー照射による延伸条件)としては、糸を加熱延伸することができれば特に限定されないが、例えば、総レーザー照射パワーは、4.5〜60W程度、好ましくは4.5〜50W程度、より好ましくは4.5〜40W程度、より好ましくは0.3〜30W程度である。また、より均一に加熱するためには少なくとも2方向以上からレーザー照射を行うのが好ましい。例えば、3方向からのレーザー照射を行う場合は、1方向当たり1.5〜20W程度、好ましくは1.5〜17W程度、より好ましくは1.5〜13W程度、より好ましくは0.1〜10W程度である。
【0021】
レーザー照射時の糸の速度は延伸倍率や延伸温度に基づいて適宜設定できるが、通常、糸送り速度が0.3〜10m/min程度の場合、糸巻き取り速度が1.2〜100m/min程度;好ましくは糸送り速度が0.5〜8m/min程度の場合、糸巻き取り速度が2〜50m/min程度;より好ましくは糸送り速度が0.5〜4m/min程度の場合、糸巻き取り速度が2〜10m/min程度;より好ましくは糸送り速度が0.5〜4m/min程度の場合、糸巻き取り速度が2〜25m/min程度である。ここで、糸送り速度及び糸巻き取り速度とは、それぞれ、糸送りローラー又は糸巻き取りローラーの回転速度を表すものである。
【0022】
また、工業的に生産される場合であれば、例えば、糸送り速度が4〜20m/min程度の場合、糸巻き取り速度が12〜160m/min程度;好ましくは糸送り速度が4〜10m/min程度の場合、糸巻き取り速度が12〜80m/min程度;より好ましくは糸送り速度が6〜8m/min程度の場合、糸巻き取り速度が6〜8m/min程度に設定することもできる。
【0023】
糸送り速度と糸巻き取り速度の比は、糸送り速度を1とした場合、糸巻き取り速度が3〜8程度、好ましくは4〜7程度、より好ましくは5〜6程度である。
【0024】
また、レーザー照射のスポット径(レーザービームの幅)は、特に制限されるものではないが、例えば、1〜100mm程度、好ましくは1〜50mm程度、より好ましくは1〜10mm程度である。
【0025】
また、レーザー照射後の延伸倍率は、未延伸のモノフィラメントを基準として3〜10倍程度、好ましくは4〜8倍程度、より好ましくは5〜7倍程度、より好ましくは4〜6倍程度である。
【0026】
本発明の生分解性モノフィラメントの製造方法においては、上記予備加熱、レーザー照射による延伸を行うことに加え、延伸応力を特定の範囲内に設定することによって、より引っ張り強度等の物性に優れたモノフィラメントを得ることができる。
【0027】
ここで、延伸応力とは、モノフィラメントを延伸する際の延伸後における単位断面積あたりの延伸張力を指す。延伸応力は、延伸時に延伸張力を測定し、別途測定した延伸後のモノフィラメントの直径および繊度の値から算出することができる。具体的には、(延伸応力=延伸張力/モノフィラメントの断面積もしくは繊度)から算出される。延伸張力の測定には、例えばテンションメーターHS−1500S型(エイコー測器株式会社製)及び定格の1kgfのテンションピックアップBTB−I(エイコー測器株式会社製)を使用することができる。
【0028】
1段延伸における延伸応力は、8〜100MPa、好ましくは9〜80MPa、より好ましくは10〜50MPaである。
【0029】
本発明の好ましい実施態様(1段延伸の場合)の例としては、予備加熱温度が30〜200℃であり、レーザーの照射条件(レーザー照射による延伸条件)が、糸送り速度0.3〜10m/min、総レーザー照射パワー4.5W〜60W(1方向当たり1.5〜20Wで3方向から照射)、糸巻取り速度1.2〜100m/min、延伸応力8〜100MPaであり、延伸倍率が未延伸のモノフィラメントを基準として3〜10倍程度である。
【0030】
本発明の限定的解釈を望むものではないが、本発明者らは、以下のように考える。
すなわち、未延伸のモノフィラメントに対して予備加熱を行うと、加熱直後はモノフィラメントの内部(モノフィラメントを断面で見た時の中心部分)よりも外層(モノフィラメントを断面で見たときの表面付近)の方が温度が高くなる。しかしながら、図1に示される予備加熱手段からレーザー照射位置にモノフィランメントが送られる間にモノフィラメント外層が冷却され、レーザー照射時には、モノフィラメント内部の温度の方が外層よりも高い状態になっている。本発明においては、このような状態のモノフィラメントにレーザー照射を行い、モノフィラメントを急激に加熱し延伸する。このような加熱延伸方法であれば、延伸時のモノフィラメント内部と外層の温度差が小さく抑えられ、分子鎖が均一に引き延ばされて、均一な繊維構造のモノフィラメントが得られると考えられる。さらに、レーザー照射によって急速に均一加熱されるため、延伸点の変動がより小さくなり、直径ムラの小さい繊維が得られる可能性がある。このように得られたモノフィラメントをさらに加熱延伸することにより、乳酸/ε−カプロラクトン共重合体が均一に高配向し、優れた強度を付与することができると考えられる。
【0031】
[2段延伸モノフィラメント]
上記レーザー照射工程の後、さらに延伸を行うことで高強度のモノフィラメントが得られる(2段延伸工程)。2段延伸の方法としては、例えば、熱風延伸や、温浴ヒーター、遠赤外線ヒーター、接触式ヒーターを用いた延伸等が挙げられる。また、延伸温度は、一段延伸によって得られた乳酸/ε−カプロラクトン共重合体の分子配向を壊さない限り特に限定されないが、例えば、100〜170℃程度、好ましくは110〜160℃程度、より好ましくは120〜150℃程度である。
【0032】
2段延伸における糸送り速度及び糸巻き取り速度は、延伸倍率や延伸温度に基づいて適宜設定できるが、例えば、糸送り速度が0.3〜10m/min程度の場合、糸巻き取り速度が1〜50m/min程度;好ましくは糸送り速度が0.5〜8m/min程度の場合、糸巻き取り速度が1〜10m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜5m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜6m/min程度である。
【0033】
また、工業的に生産される場合であれば、例えば、糸送り速度が12〜160m/min程度の場合、糸巻き取り速度が40〜200m/min程度;好ましくは糸送り速度が12〜80m/min程度の場合、糸巻き取り速度が40〜100m/min程度;より好ましくは糸送り速度が18〜64m/min程度の場合、糸巻き取り速度が60〜80m/min程度に設定することもできる。
【0034】
糸送り速度と糸巻き取り速度の比は、糸送り速度を1とした場合、糸巻き取り速度が1〜4程度、好ましくは1〜3程度、より好ましくは1〜2程度である。
【0035】
また、2段延伸における延伸倍率は、1段延伸後のモノフィラメントを基準として1.1〜4倍程度、好ましくは1.3〜3.5倍程度、好ましくは1.3〜2.5倍程度、より好ましくは1.5〜3倍程度、より好ましくは1.5〜2倍程度である。
【0036】
上記予備加熱工程及びレーザー照射工程、ならびに2段延伸後の生分解性モノフィラメントの延伸倍率は、未延伸モノフィラメントを基準として6〜15倍程度、好ましくは7〜13倍程度、より好ましくは8〜11倍程度、より好ましくは9〜12倍程度に設定される。
【0037】
2段延伸における延伸応力は、8〜100MPa、好ましくは9〜90MPa、より好ましくは10〜80MPaである。
【0038】
本発明の好ましい実施態様(2段延伸工程の場合)の例としては、加熱温度が100〜170℃、糸送り速度が0.3〜10m/minの場合、糸巻き取り速度が1〜50m/min、延伸応力8〜100MPaであり、延伸倍率が1段延伸後のモノフィラメントを基準として1.1〜4倍である、このとき、得られる2段延伸された生分解性モノフィラメントの延伸倍率は、未延伸モノフィラメントを基準として6〜15倍である。
【0039】
[緩和処理]
本発明の生分解性モノフィラメントを製造する際、上記の2段階の延伸工程後に、必要に応じてさらに緩和処理を行うことにより、より高強度かつ安定した力学物性を持つフィラメントを得ることができる。本発明において緩和処理とは、延伸を行った生分解性モノフィラメントに対して熱処理を行い、モノフィラメントを弛緩させることにより収縮させることを指す。
【0040】
緩和処理方法としては、例えば、熱風延伸や、温浴ヒーター、遠赤外線ヒーター、接触式ヒーター等を用いる方法が挙げられる。また、このときの温度は、1段延伸によって得られた乳酸/ε−カプロラクトン共重合体の分子配向を壊さない限り特に限定されないが、例えば、100〜170℃程度、好ましくは110〜160℃程度、より好ましくは120〜150℃程度である。
【0041】
緩和処理工程における糸送り速度及び糸巻き取り速度は、延伸倍率や延伸温度に基づいて適宜設定できるが、例えば、糸送り速度が0.3〜10m/min程度の場合、糸巻き取り速度が1〜50m/min程度;好ましくは糸送り速度が0.5〜8m/min程度の場合、糸巻き取り速度が1〜10m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜5m/min程度;より好ましくは糸送り速度が0.5〜5m/min程度の場合、糸巻き取り速度が1〜6m/min程度である。
【0042】
また、工業的に生産される場合であれば、例えば、糸送り速度が40〜200m/min程度の場合、糸巻き取り速度が32〜200m/min程度;好ましくは糸送り速度が50〜150m/min程度の場合、糸巻き取り速度が40〜150m/min程度;より好ましくは糸送り速度が60〜150m/min程度の場合、糸巻き取り速度が48〜100m/min程度である。
【0043】
糸送り速度と糸巻き取り速度の比は、糸送り速度を1とした場合、糸巻き取り速度が0.8〜1程度、好ましくは0.9〜1程度、より好ましくは0.95〜1程度である。
【0044】
緩和処理における延伸倍率は、2段延伸モノフィラメントを基準として0.8〜1倍程度、好ましくは0.9〜1倍程度、より好ましくは0.95〜1倍程度である。
【0045】
上記緩和処理後の生分解性モノフィラメントの延伸倍率は、未延伸モノフィラメントを基準として6〜15倍程度、好ましくは7〜13倍程度、より好ましくは8〜11倍程度に設定される。
【0046】
緩和処理を行う場合、1段延伸工程の延伸倍率を未延伸モノフィラメントを100%とした場合、300〜800%程度、好ましくは400〜700%程度、より好ましくは500〜600%程度;2段延伸工程の延伸倍率を未延伸モノフィラメントを100%とした場合、1000〜1250%程度、好ましくは1000〜1111%程度、より好ましくは1000〜1053%程度;緩和処理工程における延伸倍率を未延伸モノフィラメントを100%とした場合、800〜1000%程度、好ましくは900〜 1000 %程度、より好ましくは950〜1000%程度に設定することが望ましい。
【0047】
緩和処理工程においては、延伸応力を8〜100MPa、好ましくは9〜80MPa、より好ましくは10〜50MPaである。
【0048】
本発明の好ましい実施態様(緩和処理の場合)の例としては、加熱温度が110〜160℃、糸送り速度が糸送り速度が0.5〜8m/min、糸巻き取り速度が1〜10m/min、延伸応力8〜100MPaであり、延伸倍率が2段延伸後のモノフィラメントを基準として0.8〜1倍である。
【0049】
本発明においては、上記溶融紡糸、予備加熱工程、1段延伸工程、2段延伸工程及び緩和処理工程を連続して行うことが望ましいが、各工程終了時に逐次糸を巻き取ってもよい。
【0050】
生分解性モノフィラメント
生分解性樹脂を原料とし、上記方法によって引っ張り強度に優れた生分解性モノフィラメントを得ることができる。
【0051】
生分解性の樹脂としては、乳酸及びε−カプロラクトンを繰り返し単位とする共重合体(コポリマー)を使用することが好ましい。ここで、乳酸として、L−乳酸、D−乳酸、DL−乳酸(ラセミ体)のいずれを用いてもよいが、好ましくはL−乳酸である。
【0052】
前記乳酸及びε−カプロラクトン共重合体を構成する単量体であるラクチド(乳酸環状二量化物)とε−カプロラクトンとの配合モル比は、ラクチド:ε−カプロラクトン=90:10〜50:50、好ましくは85:15〜55:45、より好ましくは80:20〜60:40である。また、乳酸/ε−カプロラクトン共重合体の分子量は、20万〜100万程度、好ましくは25万〜85万程度、より好ましくは30万〜80万程度である。
【0053】
上記の生分解性樹脂を用い本発明の製造方法によって得られた生分解性モノフィラメントは、1段延伸後において220MPa程度以上、好ましくは250MPa程度以上、より好ましくは260MPa程度以上の引っ張り強度を有し;2段延伸後において320MPa程度以上、好ましくは340MPa程度以上、より好ましくは350MPa程度以上の引っ張り強度を有し;緩和処理後において400Mpa程度以上、より好ましくは50Mpa程度以上、より好ましくは600MPa程度以上、さらに好ましくは610MPa以上の引っ張り強度を有する。
【0054】
本発明の方法によって得られる生分解性モノフィラメントの繊度は、2〜1000tex程度、好ましくは20〜630tex程度、より好ましくは35〜480tex程度、より好ましくは35〜350tex程度、より好ましくは35〜250tex程度、より好ましくは35〜200tex程度、より好ましくは35〜150tex程度である。
【0055】
本発明の方法によって得られた生分解性モノフィラメントは、手術用縫合糸として好適に使用され得る。
【実施例】
【0056】
以下、実施例及び試験例を示して本発明をより詳細に説明するが、本発明はこれらに限定されない。
【0057】
実施例1.
L−乳酸とε−カプロラクトン共重合体(以下、PLLCLと略記する場合がある)(ラクチド:ε−カプロラクトン=75モル%:25モル%;GPCによる分子量=40万)を、溶融温度250℃にて溶融紡糸し、ローラーに巻き取った。得られたモノフィラメントの繊度は、1400texであった(未延伸モノフィラメント)。
【0058】
溶融紡糸して得られたPLLACLモノフィラメントを延伸した。上記のようにして得られた未延伸モノフィラメントを、40℃のワイヤーヒーター内を通過させて予備加熱した。その後、未延伸モノフィラメントを基準に延伸倍率6倍(糸送り速度:0.67m/min、糸巻取り速度:4m/min、レーザー出力:2W×3方向)にて延伸し、巻き取りローラーに巻き取って、生分解性モノフィラメント(1段延伸モノフィラメント)を得た。レーザー照射装置は、(株)鬼塚硝子製:PIN−10R(炭酸ガスレーザー)を用いた。本実施例における予備加熱及び延伸工程の模式図を図1に示す。
【0059】
実施例2.
実施例1と同じ方法で生分解性モノフィラメントを得た。ただし、予備加熱は60℃で行った。
【0060】
比較例1.
予備加熱を行わず、その他は実施例1の方法に従って生分解性モノフィラメントを得た。
【0061】
実施例3.
実施例1と同じ方法で得られた生分解性モノフィラメントを、以下に示す方法でさらに延伸した。
【0062】
実施例1の生分解性モノフィラメント(一段延伸モノフィラメント)を、遠赤外線ヒータを用いて1段延伸モノフィラメントを基準に延伸倍率1.7倍になるように延伸し(延伸条件:温度125℃、送り速度:1m/min、巻取り速度:1.67m/min)、巻き取りローラに巻き取って、未延伸の生分解性モノフィラメントに対して10倍延伸した糸を得た(2段延伸モノフィラメント)。
【0063】
実施例4.
実施例3と同じ方法で生分解性モノフィラメントを得た。ただし、予備加熱温度は60℃とした。
【0064】
比較例2.
予備加熱を行わず、その他は実施例3の方法に従って生分解性モノフィラメントを得た。
【0065】
試験例1.(引っ張り試験)
実施例1〜4及び比較例1〜2の各条件で得られた生分解性モノフィラメント(各条件についてn=10)について引っ張り強度を試験し、各条件について引っ張り強度の平均値を求めた。
【0066】
引っ張り試験機はエー・アンド・デイ社製ORIENTEC TENSILON RTC−1250を用い、チャック間距離100mm、引っ張り速度100mm/min、室
温雰囲気下で測定した。
【0067】
試験例2.(フィラメント径の測定)
実施例1〜4及び比較例1〜2の各条件で得られた生分解性モノフィラメント(各条件についてn=10)のフィラメント径を測定した。フィラメント径は、1本のモノフィラメントについて30cm間隔で、干渉顕微鏡を用いて直径を測定し、その平均値を算出した(単位:μm)。
【0068】
上記試験例の結果を表1に示す。
【0069】
【表1】
【0070】
表1.に示されるように、予備加熱を行った後、レーザー照射による延伸工程に供することによって、得られる生分解性モノフィラメントの引っ張り強度が向上することが示された。
【0071】
実施例5.(予備加熱+緩和処理)
L−乳酸とε−カプロラクトン共重合体(以下、PLLCLと略記する場合がある)(ラクチド:ε−カプロラクトン=75モル%:25モル%;GPCによる分子量=40万)を、溶融温度250℃にて溶融紡糸し、ローラーに巻き取った。得られたモノフィラメントの繊度は、1189texであった(未延伸モノフィラメント)。
【0072】
得られた未延伸モノフィラメントを、60℃のワイヤーヒーター内を通過させて予備加熱した。その後、未延伸モノフィラメントを基準に延伸倍率5倍(糸送り速度:0.67m/min、糸巻取り速度:3.35m/min、レーザー出力:1.1W×3方向)にて延伸し、巻き取りローラーに巻き取って、生分解性モノフィラメント(1段延伸モノフィラメント)を得た。レーザー照射装置は、(株)鬼塚硝子製:PIN−10R(炭酸ガスレーザー)を用いた。
【0073】
得られた1段延伸モノフィラメントを、未延伸モノフィラメントを基準に延伸倍率10.5倍(糸送り速度:1.0m/min、糸巻取り速度:2.1m/min)になるように125℃のワイヤーヒーターで加熱し、2段延伸モノフィラメントを得た。
【0074】
次に、得られた2段延伸モノフィラメントを、未延伸モノフィラメントを基準に延伸倍率10倍(糸送り速度:2.1m/min、糸巻取り速度:2m/min)になるように135℃のワイヤーヒーターで緩和処理を行い、本発明のモノフィラメントを得た。
【0075】
なお、代表例として、緩和処理時における延伸応力を測定した。緩和処理時の延伸応力を表2に示す。
【0076】
延伸応力は、エイコー測器株式会社製テンションメーターHS−1500S型に定格の1kgfのテンションピックアップBTB−Iを取り付け、テンションピックアップを糸道に設置し測定した。
【0077】
実施例6(予備加熱+緩和処理)、比較例3及び4(予備加熱なし+緩和処理)
実施例6、比較例3及び4の生分解性モノフィラメントについては、実施例5と同じ方法により、表2に示される条件に従って作製した。
【0078】
【表2】
【0079】
得られたモノフィラメントについて、引張り強度を評価した。なお、引張り強度は、上記試験例1の方法に従って10回測定を行い、測定値の平均を算出した。評価結果を下記表3に示す。表3中、CV×100は標準偏差/平均値のパーセント表示を表す。
【0080】
【表3】
【0081】
表3より、本発明の方法によって得られる生分解性モノフィラメントは、優れた引張り強度を有することが示された。
【図面の簡単な説明】
【0082】
【図1】ローラー2台を用いた場合の、本発明の生分解性モノフィラメントの製造工程の模式図である。
【図2】ローラー3台を用いた場合の、本発明の生分解性モノフィラメントの製造工程の模式図である。
【図3】3方向分岐照射ユニットを真上から見た概略図を示す。
【特許請求の範囲】
【請求項1】
乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射することによって延伸することを特徴とする、生分解性モノフィラメントの製造方法。
【請求項2】
予備加熱温度が30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー4.5W〜60W、糸巻取り速度1.2〜100m/minである請求項1に記載の生分解性モノフィラメントの製造方法。
【請求項3】
延伸時の延伸応力が8〜100MPaである、請求項1又は2に記載の生分解性モノフィラメントの製造方法。
【請求項4】
前記乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を構成する単量体であるラクチド(乳酸環状二量化物)とε−カプロラクトンとの配合モル比が、90:10〜50:50である請求項1〜3のいずれかに記載の生分解性モノフィラメントの製造方法。
【請求項5】
未延伸のモノフィラメントの繊度が、35〜4000texである請求項1〜4のいずれかに記載の生分解性モノフィラメントの製造方法。
【請求項6】
前記レーザー照射後、さらに加熱延伸を行う、請求項1〜5のいずれかに記載の生分解性モノフィラメントの製造方法。
【請求項7】
請求項1〜6のいずれかに記載の方法によって製造される生分解性モノフィラメント。
【請求項8】
2段延伸後の引張強度が320MPa以上である請求項6に記載の生分解性モノフィラメント。
【請求項9】
以下の工程を含む生分解性モノフィラメントの製造方法。
(1)乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸して得られたモノフィラメントを予備加熱する予備加熱工程;
(2)予備加熱後の前記モノフィラメントに対してレーザーを照射することによって延伸し、1段延伸モノフィラメントを得る1段延伸工程;
(3)該1段延伸モノフィラメントをさらに加熱延伸して2段延伸モノフィラメントを得る2段延伸工程;
(4)該2段延伸モノフィラメントに緩和処理を行う工程。
【請求項10】
予備加熱温度30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー0.3W〜30W、糸巻取り速度1.2〜100m/minである請求項9に記載の生分解性モノフィラメントの製造方法。
【請求項11】
延伸時の延伸応力が8〜100MPaである、請求項9又は10に記載の生分解性モノフィラメントの製造方法。
【請求項12】
請求項9〜11のいずれかに記載の方法によって製造される生分解性モノフィラメント。
【請求項13】
緩和処理後の引張強度が400MPa以上である請求項9〜11のいずれかに記載の生分解性モノフィラメント。
【請求項14】
手術用縫合糸の形態である、請求項7、8、12又は13のいずれかに記載の生分解性モノフィラメント。
【請求項1】
乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸してモノフィラメントとし、該モノフィラメントを予備加熱後、レーザーを照射することによって延伸することを特徴とする、生分解性モノフィラメントの製造方法。
【請求項2】
予備加熱温度が30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー4.5W〜60W、糸巻取り速度1.2〜100m/minである請求項1に記載の生分解性モノフィラメントの製造方法。
【請求項3】
延伸時の延伸応力が8〜100MPaである、請求項1又は2に記載の生分解性モノフィラメントの製造方法。
【請求項4】
前記乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を構成する単量体であるラクチド(乳酸環状二量化物)とε−カプロラクトンとの配合モル比が、90:10〜50:50である請求項1〜3のいずれかに記載の生分解性モノフィラメントの製造方法。
【請求項5】
未延伸のモノフィラメントの繊度が、35〜4000texである請求項1〜4のいずれかに記載の生分解性モノフィラメントの製造方法。
【請求項6】
前記レーザー照射後、さらに加熱延伸を行う、請求項1〜5のいずれかに記載の生分解性モノフィラメントの製造方法。
【請求項7】
請求項1〜6のいずれかに記載の方法によって製造される生分解性モノフィラメント。
【請求項8】
2段延伸後の引張強度が320MPa以上である請求項6に記載の生分解性モノフィラメント。
【請求項9】
以下の工程を含む生分解性モノフィラメントの製造方法。
(1)乳酸及びε‐カプロラクトンを繰り返し単位とする共重合体を溶融紡糸して得られたモノフィラメントを予備加熱する予備加熱工程;
(2)予備加熱後の前記モノフィラメントに対してレーザーを照射することによって延伸し、1段延伸モノフィラメントを得る1段延伸工程;
(3)該1段延伸モノフィラメントをさらに加熱延伸して2段延伸モノフィラメントを得る2段延伸工程;
(4)該2段延伸モノフィラメントに緩和処理を行う工程。
【請求項10】
予備加熱温度30〜200℃であり、レーザーの照射条件が、糸送り速度0.3〜10m/min、総レーザー照射パワー0.3W〜30W、糸巻取り速度1.2〜100m/minである請求項9に記載の生分解性モノフィラメントの製造方法。
【請求項11】
延伸時の延伸応力が8〜100MPaである、請求項9又は10に記載の生分解性モノフィラメントの製造方法。
【請求項12】
請求項9〜11のいずれかに記載の方法によって製造される生分解性モノフィラメント。
【請求項13】
緩和処理後の引張強度が400MPa以上である請求項9〜11のいずれかに記載の生分解性モノフィラメント。
【請求項14】
手術用縫合糸の形態である、請求項7、8、12又は13のいずれかに記載の生分解性モノフィラメント。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−31617(P2008−31617A)
【公開日】平成20年2月14日(2008.2.14)
【国際特許分類】
【出願番号】特願2007−26165(P2007−26165)
【出願日】平成19年2月5日(2007.2.5)
【出願人】(504180239)国立大学法人信州大学 (759)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成20年2月14日(2008.2.14)
【国際特許分類】
【出願日】平成19年2月5日(2007.2.5)
【出願人】(504180239)国立大学法人信州大学 (759)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]