
生分解性多層容器
【課題】生分解性可能な多層容器に関するもので、生分解性樹脂に分解促進剤を含有した層と、生分解性樹脂層からなる生分解性多層容器において、優れた分解性と分解促進剤の分解物による溶出を抑えた生分解性多層容器を提供する。
【解決手段】生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、厚み5μm以上、40μm以下の生分解性樹脂の内外層からなる生分解性多層容器を提供する。
【解決手段】生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、厚み5μm以上、40μm以下の生分解性樹脂の内外層からなる生分解性多層容器を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性可能な多層容器に関するものであり、生分解性樹脂に分解促進剤を含有した層と、生分解性樹脂層からなる生分解性多層容器に関する。
【背景技術】
【0002】
近年、天然資源枯渇や二酸化炭素排出の制限から分解可能な生分解性樹脂が注目されている。家庭から出されるプラスチック等の廃棄物は、処分場の不足、火災の発生による埋め立てによる処分問題、又、有害物質の発生による環境汚染等の焼却処分問題がある。そこで、環境への負荷が少ない生分解性樹脂製品が注目されている。
【0003】
特許文献1には、ポリ乳酸系樹脂と生分解性可塑剤とを含む樹脂組成物層を中間層とする積層フィルムを、60℃以上で1分間以上加熱する工程と、この積層フィルムを微生物又は酵素の存在下におく工程を含む易分解化処理方法が提案されている。
【0004】
生分解性樹脂組成物は難加水分解性を有するために、水との接触のみでは分解されにくい。そこで、生分解性樹脂の分解を促進させるために添加剤を配合し酵素で分解させることが提案されている。本出願人が提案している易分解性樹脂組成物は、生分解性樹脂をマトリックス、分解促進剤をドメインからなり、易分解性樹脂組成物が水と接触するとドメインの分解促進剤が加水分解され、加水分解により亀裂が生じ、そこから酵素が侵入することで、酵素との接触表面積が増し、生分解性樹脂組成物を分解させることができることを提案している(特許文献2)。
【0005】
しかしながら、特許文献1では一度加熱しなければ、酵素分解性が低く、さらにシートの配向など成形体に関する記述はない。また上記易分解性樹脂組成物は、分解促進剤が加水分解により酸を放出するために食品等の内容物が収納された容器には不向きであった。そこで、酸の溶出を抑制する方法として、側鎖のエステル基がメチルエステル基またはアセテート基を有する高分子分解抑制剤を少量添加することで、酸の溶出を大幅に抑制することを見いだしている(特許文献3)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−216541号公報
【特許文献2】WO2008/38648
【特許文献3】特願2009−152835
【発明の概要】
【発明が解決しようとする課題】
【0007】
酸を放出する分解促進剤を配合した生分解性樹脂は、衛生上、内容物との直接接触が避けられるため、容器最内層に使用するには不向きである。
また、多くの多層容器は熱成形で得られるため、真空、圧縮成形時に部分的に延伸配向されながら成形される。得られた成形体は結晶化が進行するため分解性が低下する。
そこで、上記問題を解決すべく、分解促進剤と内容物の接触を抑制し、且つ、分解促進剤の分解物の溶出を抑え、生分解性を維持した生分解性多層容器を提供する。
【課題を解決するための手段】
【0008】
本発明によれば、生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、厚み5μm以上、40μm以下の生分解性樹脂の内外層からなる生分解性多層容器を提供する。
【発明の効果】
【0009】
本発明の生分解性多層容器は、一定の間、内容物への酸の溶出を抑制し、生分解性樹脂容器の分解時には容易に分解することができる。
【図面の簡単な説明】
【0010】
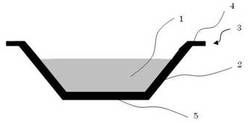
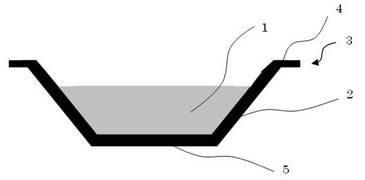
【図1】図1は、本発明の生分解性多層容器を示す。
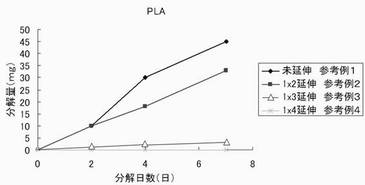
【図2】図2は、単層PLAフィルムのおける分解性に関する参考例を示す。
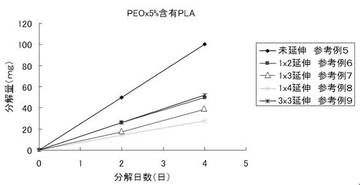
【図3】図3は、単層PEOx5%含有のPLAフィルムにおける分解性に関する分解量を示す。
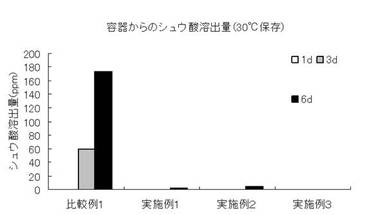
【図4】図4は、PLA層とPEOx含有PLA層の3層積層体におけるシュウ酸溶出量を示す。
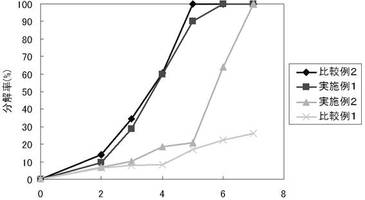
【図5】図5は、PLA層とPEOx含有PLA層の3層積層体における分解率を示す。
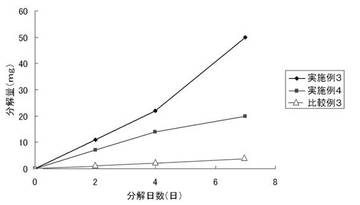
【図6】図6は、生分解性多層容器の断片をFT-IR(ATR法)測定しカルボニル基の吸収ピークの2次微分スペクトルが、結晶ピーク強度/非晶ピーク強度=0.4(実施例3)、0.6(実施例4)、0.7(比較例3)の分解量を示す。
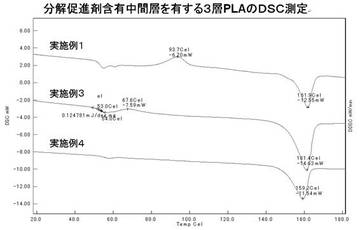
【図7】図7は、3層積層体のDSC測定のチャートを示す。
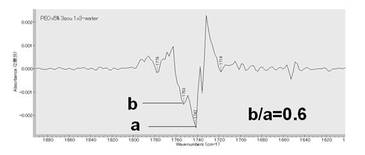
【図8】図8は、PEOx5%含有PLAシートを一軸方向に3倍延伸した延伸フィルム(1x3)をFT-IR(ATR法)測定しカルボニル基の吸収ピークの2次微分スペクトルを示したチャートで、結晶ピーク強度b、非晶ピーク強度aとしたときの結晶ピーク強度/非晶ピーク強度=0.6のチャートを示す。ポリ乳酸の結晶ピーク(1751〜1760cm-1)ポリ乳酸の非晶ピーク(1740〜1750cm-1)
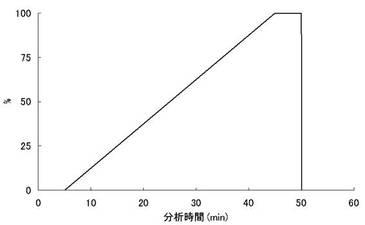
【図9】図9は、HPLC測定の際の移動溶媒の比率を示す。
【発明を実施するための形態】
【0011】
本発明の生分解性多層容器は、使用時において、分解促進剤から溶出される加水分解物と生分解性樹脂から溶出される分解物の容器内側への侵入を抑制することができる。使用後において、生分解性多層容器を酵素溶液と接触させることで分解可能な容器が提供される。層構成は、生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、平均厚み5〜40μm以下の生分解性樹脂の内外層からなる。
【0012】
<生分解性樹脂>
生分解性樹脂としては、加水分解されるポリマーであればよいが、好適には、ポリ乳酸、ポリカプロラクトン、ポリブチレンサクシネート、ポリヒドロキシアルカノエート、澱粉系樹脂組成物、セルロースなどが挙げられる。これらはコポリマー、単独での使用、2種以上を組み合わせての使用でもよい。コポリマーを形成する成分としては、例えばエチレングリコール、プロピレングリコール、ブタンジオール、オクタンジオール、ドデカンジオール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、ソルビタン、ビスフェノールA、ポリエチレングリコールなどの多価アルコール;コハク酸、アジピン酸、セバシン酸、グルタル酸、デカンジカルボン酸、シクロヘキヘキサンジカルボン酸、テレフタル酸、イソフタル酸、アントラセンジカルボン酸などのジカルボン酸;グリコール酸、L-乳酸、D-乳酸、ヒドロキシプロピオン酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、マンデル酸、ヒドロキシ安息香酸などのヒドロキシカルボン酸;グリコリド、カプロラクトン、ブチロラクトン、バレロラクトン、ポロピオラクトン、ウンデカラクトンなどのラクトン類などが挙げられる。
また、上記生分解性樹脂と、汎用化学樹脂、添加剤との混合体であってもよい。ここで添加剤としては可塑剤、熱安定剤、光安定剤、酸化防止剤、紫外線吸収剤、難燃剤、着色剤、顔料、フィラー、無機充填剤、離型剤、耐電防止剤、香料、滑剤、発泡剤、抗菌・抗カビ剤、核形成剤などが挙げられる。
生分解性樹脂としてポリ乳酸を用いる場合、L体からなるポリ乳酸とD体からなるポリ乳酸のどちらを用いてもよく、それらを混合して用いてもよい。またL乳酸とD乳酸を共重合してもよい。酵素分解速度を考えた場合、用いる酵素によってはD乳酸の割合が高いほど、酵素分解速度が増加する。
また生分解性樹脂の酸価により酵素分解速度を制御できる。酸価が高いほど酵素分解速度が増加する。
【0013】
<分解促進剤>
分解促進剤は、水分と混合したときにエステル分解の触媒として機能する酸或いはアルカリを放出するものであり、通常、生分解性樹脂の全体にわたって均一に分散し、分解促進剤から放出される酸或いはアルカリによっての生分解性樹脂の加水分解を迅速に促進するものが好適である。 このような分解促進剤において、アルカリ放出性のものとしては、アクリル酸ソーダ等のアクリル酸のアルカリ金属塩やアルギン酸ソーダ等、アルカリ金属またはアルカリ土類金属塩類、例えば、炭酸ナトリウム、炭酸カリウム、炭酸カルシウム、炭酸マグネシウム、炭酸水素ナトリウム、炭酸水素カリウム、炭酸水素カルシウム、炭酸水素マグネシウム、珪酸ナトリウム、珪酸カリウム、珪酸カルシウム、珪酸マグネシウム、リン酸ナトリウム、水酸化カルシウム、水酸化マグネシウム等が挙げられる。また、ハイドロキシアパタイト、およびゼオライトなどが挙げられ、これらは単独、若しくは2種以上混合して用いてもよい。酸を放出する分解促進剤としては、水と接触すると酸を放出するポリマーであればよく、例えば、ポリオキサレート、ポリグリコール酸などが挙げられる。これらはコポリマー、単独での使用、2種以上を組み合わせての使用でもよい。コポリマーを形成する成分としては、例えばエチレングリコール、プロピレングリコール、ブタンジオール、オクタンジオール、ドデカンジオール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、ソルビタン、ビスフェノールA、ポリエチレングリコールなどの多価アルコール;コハク酸、アジピン酸、セバシン酸、グルタル酸、デカンジカルボン酸、シクロヘキヘキサンジカルボン酸、テレフタル酸、イソフタル酸、アントラセンジカルボン酸などのジカルボン酸;グリコール酸、L-乳酸、D-乳酸、ヒドロキシプロピオン酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、マンデル酸、ヒドロキシ安息香酸などのヒドロキシカルボン酸;グリコリド、カプロラクトン、ブチロラクトン、バレロラクトン、ポロピオラクトン、ウンデカラクトンなどのラクトン類などが挙げられる。本明細書では、ホモポリマー、共重合体、ブレンド体において、少なくとも一つのモノマーとしてシュウ酸を重合したポリマーをポリオキサレートとする。分解促進剤がポリマーである場合の平均分子量としては1000〜200000程度のものが好適に使用される。分解促進剤の含有量は、生分解性樹脂100に対して、0.1重量部以上、10重量部未満、好ましくは、1〜5重量部であることが好ましい。 また分解促進剤を用いるのにあたり、酸またはアルカリを放出する分解促進剤の併用や無機充填剤や添加剤と併用してもよい。
【0014】
<層構成>
本発明の容器の層構成は、分解促進剤を含有した生分解性樹脂中間層と、5〜40μm以下の生分解性樹脂の内外層を有している。生分解性樹脂の内外層が容器の最内外層であることが好ましい。また、分解促進剤含有生分解性樹脂からなる中間層と生分解性樹脂からなる内外層の間に、他の層を有してもよいが、中間層が内外層の分解を積極的に行うので、分解促進剤含有生分解性樹脂からなる中間層と生分解性樹脂からなる内外層とは隣接していることが望ましい。両層は同種の材料を使用することが接着性の観点から望ましい。多層を構成する層は、二種以上の樹脂のブレンド体でもよく、添加剤との混合体であってもよい。
【0015】
中間層の厚みは全体厚みの20〜95%であることがよい。20%以下であると分解促進剤の効果が十分に発揮されず内外層の分解性が低下し、95%以上であると中間層から収納室への分解促進剤の放出物の溶出が起こるので好ましくない。
【0016】
具体的な容器形状は、延伸される箇所の延伸倍率が4倍未満であれば特に限定されるものでないが、フランジ、胴部、底部を有し加熱成形して得られる容器が挙げられる。また、容器の形態としてはトレー、カップ、ボトル、弁当容器及びその蓋材等が挙げられ、充填される内容物としては、米飯、肉、魚、惣菜、サラダ、フルーツ、アイス等が挙げられる。
【0017】
上記生分解性多層容器は、Tダイより押出成形したシート状の中間層に内外層をラミネートしたシートや、多層押出しシート成形で作製した多層シートを加熱したのち、圧空成形、圧縮成形、真空成形等の方法で二次成形をすることでトレー、カップ等の容器を作製することができる。さらに、ダイレクトブロー、インフレーション成形、射出成形、樹脂塊(ドロップ)を金型に投入して圧縮成形などにて作製することもできる。
【0018】
内外層は1〜4倍未満の延伸倍率の範囲であれば、分解性を有するのに対し、中間層は、延伸倍率が4倍以上でも分解性を有する。内外層と中間層を異なる延伸倍率にすることもでき、中間層を予め延伸したフィルムに未延伸の内外層を積層し、成形加工することで中間層と内外層の延伸倍率が異なる多層容器を作製できる。生分解性多層容器の延伸倍率の一般的な測定方法としては、フランジ部の厚みと胴部の厚みを測定し、厚みの比率をもって延伸倍率を求めることができる。
【0019】
成形された容器の断片をFT-IR(ATR法)測定することで、分解の可否が分かる。カルボニル基の吸収ピークを2次微分することで、結晶ピークと非晶ピークに分離でき、具体的にはポリ乳酸の結晶ピークが1751〜1760cm-1、非晶ピークが1740〜1750cm-1にそれぞれのピークが出る。生分解性多層容器とは結晶ピーク強度/非晶ピーク強度<0.7未満となる。
上記に当てはまる容器形状として、内外層の生分解性樹脂の延伸倍率が1〜4倍未満であることがよい。延伸倍率が4倍以上であると分解性が極端に低下する。なお、分解促進剤を含有した中間層の延伸倍率は、特に制限をうけない。
【0020】
本発明の生分解性多層容器は、DSC測定において、未延伸部分の結晶化ピーク以下に結晶化ピークを有していることがよい。生分解性樹脂組成物は、後述の参考例からもわかるように、延伸によって非晶部分の配向結晶化が起こり、結晶化度が上昇することで分解性が低下するものと考えられる。そこで、一定範囲内の倍率で延伸することでこれを解決した。本発明の生分解性多層容器が、生分解性を有しているか否かの確認には、例えば、未延伸部(フランジ等)の結晶化温度ピークを測定し、延伸部(胴部、底部)の結晶化温度ピークが未延伸部の結晶化温度ピークより低い温度方向にあることで、生分解可能な容器か否かがわかる。結晶化ピークが消滅しているものは結晶化が進行し過ぎており、分解性が低い(図7)。
【0021】
下記実施例から判るように成形後の内外層厚みが5〜40μm以下の積層体では分解性が維持されていることがわかる(実施例1〜実施例2)。内外層の延伸倍率が4倍以上であると分解性が低下することがわかる(比較例3)。しかし、分解促進剤含有中間層では、延伸倍率は4倍以上であっても分解すことがわかる(参考例4)。そして、内外層が40μmを超えると分解性が極端に低下し(比較例1)、5μm未満だと容器の使用形態や分解促進剤及びその分解物の溶出の点で好ましくない。また内外層の厚みが異なっていても良く、食品容器を想定する場合、内層は5μm以上が好ましいが、外層はその限りではない。
【0022】
<分解方法> 本発明の生分解性樹脂を用いて成形された容器等の成形体は、廃棄に際してそのまま分解槽に供給してもよいが、これを適宜、裁断、圧潰等、場合によって小片状にした後に分解槽に供給して分解処理される。
【0023】
この分解処理は、適宜の溶媒中で、触媒の存在下で行われる。かかる触媒としては、含水している固体酸触媒、例えば酸性白土やベントナイトなどのスメクタイト系粘土を酸処理して得られる高比表面積の活性白土などを使用することもできるが、酵素を使用することが好適である。即ち、環境に与える影響や廃棄物処理などの観点のみならず、酵素を触媒として用いた場合には、酵素が成形体(廃棄物)の内部にまで速やかに浸透し、成形体の内部からも生分解性樹脂の分解が生じ、短時間で成形体が完全に崩壊するまで分解することができるという点で極めて有利である。
【0024】
上記のような酵素としては、例えば、プロテアーゼ、セルラーゼ、クチナーゼ、リパーゼ等が挙げられ、これらの酵素は固定化していても固定化していなくてもよい。例えば和光純薬工業株式会社製のプロテアーゼKなどが水溶液の形で使用される。また微生物を入れ、その菌体外酵素を用いてもよく、その微生物が必要とする培地成分や栄養成分が添加されていてもよい。
【0025】
上記のような分解処理において、酵素反応液のpHの変化を防止するために、例えば反応液を交換したり、反応液に緩衝液を使用することができ、このような緩衝液としてはグリシン−塩酸緩衝液、リン酸緩衝液、トリス−塩酸緩衝液、酢酸緩衝液、クエン酸緩衝液、クエン酸−リン酸緩衝液、ホウ酸緩衝液、酒石酸緩衝液、グリシン−水酸化ナトリウム緩衝液などが挙げられる。また、緩衝液の代わりに固体の中和剤を使用し、溶媒に水を用いてもよく、固体中和剤として例えば炭酸カルシウム、キトサン、脱プロトンイオン交換樹脂などが挙げられる。また必要に応じて、エタノールなどの有機溶媒や分解処理を阻害しない程度に界面活性剤を添加してもよい。
【実施例】
【0026】
本発明の実施例を次の通りで説明する。
【0027】
<使用材料>
PLAはnatureworks社製4032D(d乳酸2%)を用いた。
PGAはkureha社製(Mw=100000)を用いた。
PEOxは下記合成品を用いた。
【0028】
<ポリエチレンオキサレート (以下「PEOx」とも略す)の合成>
マントルヒーター、攪拌装置、窒素導入管、冷却管を取り付けた1Lのセパラブルフラスコにシュウ酸ジメチル354g(3.0mol)、エチレングリコール223.5g(3.6mol)、テトラブチルチタネート0.30gを入れ窒素気流下フラスコ内温度を110ºCからメタノールを留去しながら170℃まで加熱し9時間反応させた。最終的に210mlのメタノールを留去した。その後内温150ºCで0.1-0.5mmHgの減圧下で1時間攪拌し、内温170℃〜190℃で7時間反応後、取り出した。合成物の溶液粘度(ηinh)は0.12だった。得られたPEOxの融点(m.p.)及びガラス転移温度(℃)は、m.p.172℃、Tg25℃であった。
溶液粘度(ηinh)の測定は、120℃で一晩真空乾燥させた合成したPEOxを用い、これをm-クロロフェノール/1,2,4-トリクロロベンゼン=4/1(重量比)混合溶媒に浸漬し、150℃で約10分溶解させ濃度0.4g/dlの溶液を作り、ついでウベローデ粘度計を用いて30℃で溶融粘度を測定した。(単位dl/g)
【0029】
<分解促進剤含有PLAペレットの作製>
各種材料をドライブレンドし、二軸押出機(テクノベル社製ULT Nano05-20AG)を用いて溶融混合し、マスターペレットを作製した。分解促進剤としてPEOxを用いた場合は200℃、PGAを用いた場合は240℃で成形した。
【0030】
<未延伸シートの作製>
各種材料をドライブレンドし、ラボプラストミル(株式会社東洋精機製作所製)を用いて、190〜270μmの単層、多層シートを製膜した。PLAシートは200℃、PEOx含有PLAシートは200℃、PGA含有PLAシートは240℃で成形した。
【0031】
<延伸フィルムの作製>
上記方法で作製したシートを東洋精機製二軸延伸機を用いて延伸フィルムを作製した。延伸は75℃で行った。
【0032】
<FT-IRの測定>
株式会社デジラボ・ジャパン社製のFTS7000SERIESを用いて行った。シートに対して全反射測定法(ATR法)で行い、測定周波数:600cm−1〜4000cm−1とした。
【0033】
<シュウ酸、グリコール酸の溶出量の測定>
上記方法で作製された未延伸シートを形状(縦:2cm横:2cm)に加工し、超純水10mlを容器内に入れて密封した状態で、40℃下で一週間放置した。一週間後残液2ml取り出し、後述のHPLCでシュウ酸溶出量を測定した。
【0034】
<HPLC(高速液体クロマトグラフ)>
HPLCシステムにはJASCO製GULLIVER seriesを使用し、以下の条件で分析した。カラム(Waters製Atlantis dC18 5μm、4.6×250mm)を40℃に保ったカラムオーブン内で用い、0.5%リン酸とメタノールで流速1mL/分となるように図9のとおりグラジエントをかけ、それを移動相としてサンプルを50μl注入した。検出には210nmのUV吸収を用い、標準サンプルとしてシュウ酸、グリコール酸またはL-乳酸(和光純薬工業社製)を精製したものを用いた。
【0035】
<分解性試験>
pH7の60mmol/lリン酸緩衝液10mlに、CLE酵素液(リパーゼ活性653U/mlを示すCryptococcus sp. S-2由来リパーゼ(独立行政法人酒類総合研究所:特開2004-73123))48μlを添加して分解液を作製した。なお、リパーゼ活性は基質としてパラニトロフェニルラウレートを用いて測定した。ここで、リパーゼ活性の1Uとは1μmol/minのパラニトロフェノールをパラニトロフェニルラウレートから遊離させた時の酵素量で定義される。
分解性が○とは分解性試験7日後の結果で、分解率が60%以上のサンプルを示す。×は60%未満のサンプルを示す。
酸溶出性が○とはシュウ酸またはグリコール酸の溶出が10ppm以下のサンプルを示す。×は10PPMを超えるサンプルを示す。
【0036】
<延伸フィルムの分解率の測定>
上記方法で作製された延伸フィルムを2cm×2cmに切り出し、上記分解液10mlと延伸フィルムを25mlのバイアル瓶内に入れ、所定の温度(45℃100rpm)で7日間振とうさせた。なお、pHの極度な低下を避けるため、7日間を2日、2日、3日に分け、それぞれ分解液を交換して行った。7日後、延伸フィルムを取り出し45℃オーブンで一晩乾燥させ、重量を測定した。延伸フィルムの分解率は{(初期の延伸フィルム重量)―(7日後の延伸フィルム重量)/初期の延伸フィルム重量}×100で求めた。
【0037】
<未延伸シートの分解性試験>
pH7の60mmol/lリン酸緩衝液30mlに、CLE酵素液(リパーゼ活性653U/mlを示すCryptococcus sp. S-2由来リパーゼ(独立行政法人酒類総合研究所:特開2004-73123))144μlを添加して分解液を作製した。
上記方法で作製した未延伸シートを2cmx2cmに切り出し、上記分解液30mlとシートを50mlのポリ瓶加え、延伸フィルムの分解性試験と同様に分解率を測定した。
【0038】
<参考例>
上述の方法で作製したPLA1、2、3、4倍(参考例1〜4)一軸延伸フィルムの分解性試験を行った。結果を図2に示す。PEOx5%含有のPLA1、2、3、4倍(参考例5〜8)一軸延伸フィルム、二軸方向に3×3倍(参考例9)延伸フィルムの分解性試験を行った。結果を図2、3に示す。
【0039】
上記の結果により、分解促進剤を含有しないPLA延伸フィルムは、延伸倍率が3倍以上になると分解性が低下し、分解促進剤を含有したPLA延伸フィルムは、延伸倍率が4倍であっても分解性を有することがわかる。
【0040】
<実施例1〜7、比較例1〜4>
上述の方法で未延伸シート(実施例1〜2、5、比較例1〜2)、または上述の方法で延伸フィルム(実施例3、4、6、7、比較例3〜4)を作製後、分解性試験、酸溶出量の測定をそれぞれ行った。PLAへのPEOxまたはPGAの含有量は5wt%で行った。結果を表1、図4、5、6に示す。表1からわかるように、内外層の厚みは、5μm以上、40μm以下、かつFT-IR(ATR法)測定し、カルボニル基の吸収ピークの2次微分スペクトルにおいて、結晶ピーク強度/非晶ピーク強度<0.7未満、内外層の延伸倍率が4倍未満であることで、分解性を有し、分解促進剤から放出される酸を抑制する生分解性多層容器を得ることがわかる(図7、8)。
なお、比較例4は実施例4を熱処理(120℃10分)した。
【0041】
【表1】

【産業上の利用可能性】
【0042】
本発明の生分解性多層容器においては、生分解性に優れると共に、生分解性多層容器から放出される成分を制御することができるため、米飯、肉、魚、惣菜、サラダ、フルーツ、アイスなどを収納する容器として好適に利用することができる。容器の形態としてはトレー、カップ、ボトル、弁当容器及びその蓋材などが挙げられ、そのまま廃棄処理可能なため、環境負荷の低い生分解性多層容器として利用される。
【符号の説明】
【0043】
1 内容物
2 胴部
3 容器
4 フランジ部
5 底部
【技術分野】
【0001】
本発明は、生分解性可能な多層容器に関するものであり、生分解性樹脂に分解促進剤を含有した層と、生分解性樹脂層からなる生分解性多層容器に関する。
【背景技術】
【0002】
近年、天然資源枯渇や二酸化炭素排出の制限から分解可能な生分解性樹脂が注目されている。家庭から出されるプラスチック等の廃棄物は、処分場の不足、火災の発生による埋め立てによる処分問題、又、有害物質の発生による環境汚染等の焼却処分問題がある。そこで、環境への負荷が少ない生分解性樹脂製品が注目されている。
【0003】
特許文献1には、ポリ乳酸系樹脂と生分解性可塑剤とを含む樹脂組成物層を中間層とする積層フィルムを、60℃以上で1分間以上加熱する工程と、この積層フィルムを微生物又は酵素の存在下におく工程を含む易分解化処理方法が提案されている。
【0004】
生分解性樹脂組成物は難加水分解性を有するために、水との接触のみでは分解されにくい。そこで、生分解性樹脂の分解を促進させるために添加剤を配合し酵素で分解させることが提案されている。本出願人が提案している易分解性樹脂組成物は、生分解性樹脂をマトリックス、分解促進剤をドメインからなり、易分解性樹脂組成物が水と接触するとドメインの分解促進剤が加水分解され、加水分解により亀裂が生じ、そこから酵素が侵入することで、酵素との接触表面積が増し、生分解性樹脂組成物を分解させることができることを提案している(特許文献2)。
【0005】
しかしながら、特許文献1では一度加熱しなければ、酵素分解性が低く、さらにシートの配向など成形体に関する記述はない。また上記易分解性樹脂組成物は、分解促進剤が加水分解により酸を放出するために食品等の内容物が収納された容器には不向きであった。そこで、酸の溶出を抑制する方法として、側鎖のエステル基がメチルエステル基またはアセテート基を有する高分子分解抑制剤を少量添加することで、酸の溶出を大幅に抑制することを見いだしている(特許文献3)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−216541号公報
【特許文献2】WO2008/38648
【特許文献3】特願2009−152835
【発明の概要】
【発明が解決しようとする課題】
【0007】
酸を放出する分解促進剤を配合した生分解性樹脂は、衛生上、内容物との直接接触が避けられるため、容器最内層に使用するには不向きである。
また、多くの多層容器は熱成形で得られるため、真空、圧縮成形時に部分的に延伸配向されながら成形される。得られた成形体は結晶化が進行するため分解性が低下する。
そこで、上記問題を解決すべく、分解促進剤と内容物の接触を抑制し、且つ、分解促進剤の分解物の溶出を抑え、生分解性を維持した生分解性多層容器を提供する。
【課題を解決するための手段】
【0008】
本発明によれば、生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、厚み5μm以上、40μm以下の生分解性樹脂の内外層からなる生分解性多層容器を提供する。
【発明の効果】
【0009】
本発明の生分解性多層容器は、一定の間、内容物への酸の溶出を抑制し、生分解性樹脂容器の分解時には容易に分解することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明の生分解性多層容器を示す。
【図2】図2は、単層PLAフィルムのおける分解性に関する参考例を示す。
【図3】図3は、単層PEOx5%含有のPLAフィルムにおける分解性に関する分解量を示す。
【図4】図4は、PLA層とPEOx含有PLA層の3層積層体におけるシュウ酸溶出量を示す。
【図5】図5は、PLA層とPEOx含有PLA層の3層積層体における分解率を示す。
【図6】図6は、生分解性多層容器の断片をFT-IR(ATR法)測定しカルボニル基の吸収ピークの2次微分スペクトルが、結晶ピーク強度/非晶ピーク強度=0.4(実施例3)、0.6(実施例4)、0.7(比較例3)の分解量を示す。
【図7】図7は、3層積層体のDSC測定のチャートを示す。
【図8】図8は、PEOx5%含有PLAシートを一軸方向に3倍延伸した延伸フィルム(1x3)をFT-IR(ATR法)測定しカルボニル基の吸収ピークの2次微分スペクトルを示したチャートで、結晶ピーク強度b、非晶ピーク強度aとしたときの結晶ピーク強度/非晶ピーク強度=0.6のチャートを示す。ポリ乳酸の結晶ピーク(1751〜1760cm-1)ポリ乳酸の非晶ピーク(1740〜1750cm-1)
【図9】図9は、HPLC測定の際の移動溶媒の比率を示す。
【発明を実施するための形態】
【0011】
本発明の生分解性多層容器は、使用時において、分解促進剤から溶出される加水分解物と生分解性樹脂から溶出される分解物の容器内側への侵入を抑制することができる。使用後において、生分解性多層容器を酵素溶液と接触させることで分解可能な容器が提供される。層構成は、生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、平均厚み5〜40μm以下の生分解性樹脂の内外層からなる。
【0012】
<生分解性樹脂>
生分解性樹脂としては、加水分解されるポリマーであればよいが、好適には、ポリ乳酸、ポリカプロラクトン、ポリブチレンサクシネート、ポリヒドロキシアルカノエート、澱粉系樹脂組成物、セルロースなどが挙げられる。これらはコポリマー、単独での使用、2種以上を組み合わせての使用でもよい。コポリマーを形成する成分としては、例えばエチレングリコール、プロピレングリコール、ブタンジオール、オクタンジオール、ドデカンジオール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、ソルビタン、ビスフェノールA、ポリエチレングリコールなどの多価アルコール;コハク酸、アジピン酸、セバシン酸、グルタル酸、デカンジカルボン酸、シクロヘキヘキサンジカルボン酸、テレフタル酸、イソフタル酸、アントラセンジカルボン酸などのジカルボン酸;グリコール酸、L-乳酸、D-乳酸、ヒドロキシプロピオン酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、マンデル酸、ヒドロキシ安息香酸などのヒドロキシカルボン酸;グリコリド、カプロラクトン、ブチロラクトン、バレロラクトン、ポロピオラクトン、ウンデカラクトンなどのラクトン類などが挙げられる。
また、上記生分解性樹脂と、汎用化学樹脂、添加剤との混合体であってもよい。ここで添加剤としては可塑剤、熱安定剤、光安定剤、酸化防止剤、紫外線吸収剤、難燃剤、着色剤、顔料、フィラー、無機充填剤、離型剤、耐電防止剤、香料、滑剤、発泡剤、抗菌・抗カビ剤、核形成剤などが挙げられる。
生分解性樹脂としてポリ乳酸を用いる場合、L体からなるポリ乳酸とD体からなるポリ乳酸のどちらを用いてもよく、それらを混合して用いてもよい。またL乳酸とD乳酸を共重合してもよい。酵素分解速度を考えた場合、用いる酵素によってはD乳酸の割合が高いほど、酵素分解速度が増加する。
また生分解性樹脂の酸価により酵素分解速度を制御できる。酸価が高いほど酵素分解速度が増加する。
【0013】
<分解促進剤>
分解促進剤は、水分と混合したときにエステル分解の触媒として機能する酸或いはアルカリを放出するものであり、通常、生分解性樹脂の全体にわたって均一に分散し、分解促進剤から放出される酸或いはアルカリによっての生分解性樹脂の加水分解を迅速に促進するものが好適である。 このような分解促進剤において、アルカリ放出性のものとしては、アクリル酸ソーダ等のアクリル酸のアルカリ金属塩やアルギン酸ソーダ等、アルカリ金属またはアルカリ土類金属塩類、例えば、炭酸ナトリウム、炭酸カリウム、炭酸カルシウム、炭酸マグネシウム、炭酸水素ナトリウム、炭酸水素カリウム、炭酸水素カルシウム、炭酸水素マグネシウム、珪酸ナトリウム、珪酸カリウム、珪酸カルシウム、珪酸マグネシウム、リン酸ナトリウム、水酸化カルシウム、水酸化マグネシウム等が挙げられる。また、ハイドロキシアパタイト、およびゼオライトなどが挙げられ、これらは単独、若しくは2種以上混合して用いてもよい。酸を放出する分解促進剤としては、水と接触すると酸を放出するポリマーであればよく、例えば、ポリオキサレート、ポリグリコール酸などが挙げられる。これらはコポリマー、単独での使用、2種以上を組み合わせての使用でもよい。コポリマーを形成する成分としては、例えばエチレングリコール、プロピレングリコール、ブタンジオール、オクタンジオール、ドデカンジオール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、ソルビタン、ビスフェノールA、ポリエチレングリコールなどの多価アルコール;コハク酸、アジピン酸、セバシン酸、グルタル酸、デカンジカルボン酸、シクロヘキヘキサンジカルボン酸、テレフタル酸、イソフタル酸、アントラセンジカルボン酸などのジカルボン酸;グリコール酸、L-乳酸、D-乳酸、ヒドロキシプロピオン酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、マンデル酸、ヒドロキシ安息香酸などのヒドロキシカルボン酸;グリコリド、カプロラクトン、ブチロラクトン、バレロラクトン、ポロピオラクトン、ウンデカラクトンなどのラクトン類などが挙げられる。本明細書では、ホモポリマー、共重合体、ブレンド体において、少なくとも一つのモノマーとしてシュウ酸を重合したポリマーをポリオキサレートとする。分解促進剤がポリマーである場合の平均分子量としては1000〜200000程度のものが好適に使用される。分解促進剤の含有量は、生分解性樹脂100に対して、0.1重量部以上、10重量部未満、好ましくは、1〜5重量部であることが好ましい。 また分解促進剤を用いるのにあたり、酸またはアルカリを放出する分解促進剤の併用や無機充填剤や添加剤と併用してもよい。
【0014】
<層構成>
本発明の容器の層構成は、分解促進剤を含有した生分解性樹脂中間層と、5〜40μm以下の生分解性樹脂の内外層を有している。生分解性樹脂の内外層が容器の最内外層であることが好ましい。また、分解促進剤含有生分解性樹脂からなる中間層と生分解性樹脂からなる内外層の間に、他の層を有してもよいが、中間層が内外層の分解を積極的に行うので、分解促進剤含有生分解性樹脂からなる中間層と生分解性樹脂からなる内外層とは隣接していることが望ましい。両層は同種の材料を使用することが接着性の観点から望ましい。多層を構成する層は、二種以上の樹脂のブレンド体でもよく、添加剤との混合体であってもよい。
【0015】
中間層の厚みは全体厚みの20〜95%であることがよい。20%以下であると分解促進剤の効果が十分に発揮されず内外層の分解性が低下し、95%以上であると中間層から収納室への分解促進剤の放出物の溶出が起こるので好ましくない。
【0016】
具体的な容器形状は、延伸される箇所の延伸倍率が4倍未満であれば特に限定されるものでないが、フランジ、胴部、底部を有し加熱成形して得られる容器が挙げられる。また、容器の形態としてはトレー、カップ、ボトル、弁当容器及びその蓋材等が挙げられ、充填される内容物としては、米飯、肉、魚、惣菜、サラダ、フルーツ、アイス等が挙げられる。
【0017】
上記生分解性多層容器は、Tダイより押出成形したシート状の中間層に内外層をラミネートしたシートや、多層押出しシート成形で作製した多層シートを加熱したのち、圧空成形、圧縮成形、真空成形等の方法で二次成形をすることでトレー、カップ等の容器を作製することができる。さらに、ダイレクトブロー、インフレーション成形、射出成形、樹脂塊(ドロップ)を金型に投入して圧縮成形などにて作製することもできる。
【0018】
内外層は1〜4倍未満の延伸倍率の範囲であれば、分解性を有するのに対し、中間層は、延伸倍率が4倍以上でも分解性を有する。内外層と中間層を異なる延伸倍率にすることもでき、中間層を予め延伸したフィルムに未延伸の内外層を積層し、成形加工することで中間層と内外層の延伸倍率が異なる多層容器を作製できる。生分解性多層容器の延伸倍率の一般的な測定方法としては、フランジ部の厚みと胴部の厚みを測定し、厚みの比率をもって延伸倍率を求めることができる。
【0019】
成形された容器の断片をFT-IR(ATR法)測定することで、分解の可否が分かる。カルボニル基の吸収ピークを2次微分することで、結晶ピークと非晶ピークに分離でき、具体的にはポリ乳酸の結晶ピークが1751〜1760cm-1、非晶ピークが1740〜1750cm-1にそれぞれのピークが出る。生分解性多層容器とは結晶ピーク強度/非晶ピーク強度<0.7未満となる。
上記に当てはまる容器形状として、内外層の生分解性樹脂の延伸倍率が1〜4倍未満であることがよい。延伸倍率が4倍以上であると分解性が極端に低下する。なお、分解促進剤を含有した中間層の延伸倍率は、特に制限をうけない。
【0020】
本発明の生分解性多層容器は、DSC測定において、未延伸部分の結晶化ピーク以下に結晶化ピークを有していることがよい。生分解性樹脂組成物は、後述の参考例からもわかるように、延伸によって非晶部分の配向結晶化が起こり、結晶化度が上昇することで分解性が低下するものと考えられる。そこで、一定範囲内の倍率で延伸することでこれを解決した。本発明の生分解性多層容器が、生分解性を有しているか否かの確認には、例えば、未延伸部(フランジ等)の結晶化温度ピークを測定し、延伸部(胴部、底部)の結晶化温度ピークが未延伸部の結晶化温度ピークより低い温度方向にあることで、生分解可能な容器か否かがわかる。結晶化ピークが消滅しているものは結晶化が進行し過ぎており、分解性が低い(図7)。
【0021】
下記実施例から判るように成形後の内外層厚みが5〜40μm以下の積層体では分解性が維持されていることがわかる(実施例1〜実施例2)。内外層の延伸倍率が4倍以上であると分解性が低下することがわかる(比較例3)。しかし、分解促進剤含有中間層では、延伸倍率は4倍以上であっても分解すことがわかる(参考例4)。そして、内外層が40μmを超えると分解性が極端に低下し(比較例1)、5μm未満だと容器の使用形態や分解促進剤及びその分解物の溶出の点で好ましくない。また内外層の厚みが異なっていても良く、食品容器を想定する場合、内層は5μm以上が好ましいが、外層はその限りではない。
【0022】
<分解方法> 本発明の生分解性樹脂を用いて成形された容器等の成形体は、廃棄に際してそのまま分解槽に供給してもよいが、これを適宜、裁断、圧潰等、場合によって小片状にした後に分解槽に供給して分解処理される。
【0023】
この分解処理は、適宜の溶媒中で、触媒の存在下で行われる。かかる触媒としては、含水している固体酸触媒、例えば酸性白土やベントナイトなどのスメクタイト系粘土を酸処理して得られる高比表面積の活性白土などを使用することもできるが、酵素を使用することが好適である。即ち、環境に与える影響や廃棄物処理などの観点のみならず、酵素を触媒として用いた場合には、酵素が成形体(廃棄物)の内部にまで速やかに浸透し、成形体の内部からも生分解性樹脂の分解が生じ、短時間で成形体が完全に崩壊するまで分解することができるという点で極めて有利である。
【0024】
上記のような酵素としては、例えば、プロテアーゼ、セルラーゼ、クチナーゼ、リパーゼ等が挙げられ、これらの酵素は固定化していても固定化していなくてもよい。例えば和光純薬工業株式会社製のプロテアーゼKなどが水溶液の形で使用される。また微生物を入れ、その菌体外酵素を用いてもよく、その微生物が必要とする培地成分や栄養成分が添加されていてもよい。
【0025】
上記のような分解処理において、酵素反応液のpHの変化を防止するために、例えば反応液を交換したり、反応液に緩衝液を使用することができ、このような緩衝液としてはグリシン−塩酸緩衝液、リン酸緩衝液、トリス−塩酸緩衝液、酢酸緩衝液、クエン酸緩衝液、クエン酸−リン酸緩衝液、ホウ酸緩衝液、酒石酸緩衝液、グリシン−水酸化ナトリウム緩衝液などが挙げられる。また、緩衝液の代わりに固体の中和剤を使用し、溶媒に水を用いてもよく、固体中和剤として例えば炭酸カルシウム、キトサン、脱プロトンイオン交換樹脂などが挙げられる。また必要に応じて、エタノールなどの有機溶媒や分解処理を阻害しない程度に界面活性剤を添加してもよい。
【実施例】
【0026】
本発明の実施例を次の通りで説明する。
【0027】
<使用材料>
PLAはnatureworks社製4032D(d乳酸2%)を用いた。
PGAはkureha社製(Mw=100000)を用いた。
PEOxは下記合成品を用いた。
【0028】
<ポリエチレンオキサレート (以下「PEOx」とも略す)の合成>
マントルヒーター、攪拌装置、窒素導入管、冷却管を取り付けた1Lのセパラブルフラスコにシュウ酸ジメチル354g(3.0mol)、エチレングリコール223.5g(3.6mol)、テトラブチルチタネート0.30gを入れ窒素気流下フラスコ内温度を110ºCからメタノールを留去しながら170℃まで加熱し9時間反応させた。最終的に210mlのメタノールを留去した。その後内温150ºCで0.1-0.5mmHgの減圧下で1時間攪拌し、内温170℃〜190℃で7時間反応後、取り出した。合成物の溶液粘度(ηinh)は0.12だった。得られたPEOxの融点(m.p.)及びガラス転移温度(℃)は、m.p.172℃、Tg25℃であった。
溶液粘度(ηinh)の測定は、120℃で一晩真空乾燥させた合成したPEOxを用い、これをm-クロロフェノール/1,2,4-トリクロロベンゼン=4/1(重量比)混合溶媒に浸漬し、150℃で約10分溶解させ濃度0.4g/dlの溶液を作り、ついでウベローデ粘度計を用いて30℃で溶融粘度を測定した。(単位dl/g)
【0029】
<分解促進剤含有PLAペレットの作製>
各種材料をドライブレンドし、二軸押出機(テクノベル社製ULT Nano05-20AG)を用いて溶融混合し、マスターペレットを作製した。分解促進剤としてPEOxを用いた場合は200℃、PGAを用いた場合は240℃で成形した。
【0030】
<未延伸シートの作製>
各種材料をドライブレンドし、ラボプラストミル(株式会社東洋精機製作所製)を用いて、190〜270μmの単層、多層シートを製膜した。PLAシートは200℃、PEOx含有PLAシートは200℃、PGA含有PLAシートは240℃で成形した。
【0031】
<延伸フィルムの作製>
上記方法で作製したシートを東洋精機製二軸延伸機を用いて延伸フィルムを作製した。延伸は75℃で行った。
【0032】
<FT-IRの測定>
株式会社デジラボ・ジャパン社製のFTS7000SERIESを用いて行った。シートに対して全反射測定法(ATR法)で行い、測定周波数:600cm−1〜4000cm−1とした。
【0033】
<シュウ酸、グリコール酸の溶出量の測定>
上記方法で作製された未延伸シートを形状(縦:2cm横:2cm)に加工し、超純水10mlを容器内に入れて密封した状態で、40℃下で一週間放置した。一週間後残液2ml取り出し、後述のHPLCでシュウ酸溶出量を測定した。
【0034】
<HPLC(高速液体クロマトグラフ)>
HPLCシステムにはJASCO製GULLIVER seriesを使用し、以下の条件で分析した。カラム(Waters製Atlantis dC18 5μm、4.6×250mm)を40℃に保ったカラムオーブン内で用い、0.5%リン酸とメタノールで流速1mL/分となるように図9のとおりグラジエントをかけ、それを移動相としてサンプルを50μl注入した。検出には210nmのUV吸収を用い、標準サンプルとしてシュウ酸、グリコール酸またはL-乳酸(和光純薬工業社製)を精製したものを用いた。
【0035】
<分解性試験>
pH7の60mmol/lリン酸緩衝液10mlに、CLE酵素液(リパーゼ活性653U/mlを示すCryptococcus sp. S-2由来リパーゼ(独立行政法人酒類総合研究所:特開2004-73123))48μlを添加して分解液を作製した。なお、リパーゼ活性は基質としてパラニトロフェニルラウレートを用いて測定した。ここで、リパーゼ活性の1Uとは1μmol/minのパラニトロフェノールをパラニトロフェニルラウレートから遊離させた時の酵素量で定義される。
分解性が○とは分解性試験7日後の結果で、分解率が60%以上のサンプルを示す。×は60%未満のサンプルを示す。
酸溶出性が○とはシュウ酸またはグリコール酸の溶出が10ppm以下のサンプルを示す。×は10PPMを超えるサンプルを示す。
【0036】
<延伸フィルムの分解率の測定>
上記方法で作製された延伸フィルムを2cm×2cmに切り出し、上記分解液10mlと延伸フィルムを25mlのバイアル瓶内に入れ、所定の温度(45℃100rpm)で7日間振とうさせた。なお、pHの極度な低下を避けるため、7日間を2日、2日、3日に分け、それぞれ分解液を交換して行った。7日後、延伸フィルムを取り出し45℃オーブンで一晩乾燥させ、重量を測定した。延伸フィルムの分解率は{(初期の延伸フィルム重量)―(7日後の延伸フィルム重量)/初期の延伸フィルム重量}×100で求めた。
【0037】
<未延伸シートの分解性試験>
pH7の60mmol/lリン酸緩衝液30mlに、CLE酵素液(リパーゼ活性653U/mlを示すCryptococcus sp. S-2由来リパーゼ(独立行政法人酒類総合研究所:特開2004-73123))144μlを添加して分解液を作製した。
上記方法で作製した未延伸シートを2cmx2cmに切り出し、上記分解液30mlとシートを50mlのポリ瓶加え、延伸フィルムの分解性試験と同様に分解率を測定した。
【0038】
<参考例>
上述の方法で作製したPLA1、2、3、4倍(参考例1〜4)一軸延伸フィルムの分解性試験を行った。結果を図2に示す。PEOx5%含有のPLA1、2、3、4倍(参考例5〜8)一軸延伸フィルム、二軸方向に3×3倍(参考例9)延伸フィルムの分解性試験を行った。結果を図2、3に示す。
【0039】
上記の結果により、分解促進剤を含有しないPLA延伸フィルムは、延伸倍率が3倍以上になると分解性が低下し、分解促進剤を含有したPLA延伸フィルムは、延伸倍率が4倍であっても分解性を有することがわかる。
【0040】
<実施例1〜7、比較例1〜4>
上述の方法で未延伸シート(実施例1〜2、5、比較例1〜2)、または上述の方法で延伸フィルム(実施例3、4、6、7、比較例3〜4)を作製後、分解性試験、酸溶出量の測定をそれぞれ行った。PLAへのPEOxまたはPGAの含有量は5wt%で行った。結果を表1、図4、5、6に示す。表1からわかるように、内外層の厚みは、5μm以上、40μm以下、かつFT-IR(ATR法)測定し、カルボニル基の吸収ピークの2次微分スペクトルにおいて、結晶ピーク強度/非晶ピーク強度<0.7未満、内外層の延伸倍率が4倍未満であることで、分解性を有し、分解促進剤から放出される酸を抑制する生分解性多層容器を得ることがわかる(図7、8)。
なお、比較例4は実施例4を熱処理(120℃10分)した。
【0041】
【表1】
【産業上の利用可能性】
【0042】
本発明の生分解性多層容器においては、生分解性に優れると共に、生分解性多層容器から放出される成分を制御することができるため、米飯、肉、魚、惣菜、サラダ、フルーツ、アイスなどを収納する容器として好適に利用することができる。容器の形態としてはトレー、カップ、ボトル、弁当容器及びその蓋材などが挙げられ、そのまま廃棄処理可能なため、環境負荷の低い生分解性多層容器として利用される。
【符号の説明】
【0043】
1 内容物
2 胴部
3 容器
4 フランジ部
5 底部
【特許請求の範囲】
【請求項1】
生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、厚み5μm以上、40μm以下の生分解性樹脂の内外層からなる生分解性多層容器。
【請求項2】
前記生分解性多層容器の断片をFT-IR(ATR法)測定しカルボニル基の吸収ピークの2次微分スペクトルが、結晶ピーク/非晶ピーク<0.7未満である請求項1に記載の生分解性多層容器。
【請求項3】
前記内外層の延伸倍率が、1〜4倍未満の延伸倍率である請求項1又は2に記載の生分解性多層容器。
【請求項4】
DSC測定において、多層容器の一部が未延伸部の結晶化ピーク以下にピークを有する請求項3に記載の生分解性多層容器。
【請求項5】
前記中間層の延伸倍率が内外層の延伸倍率より大きい請求項1〜3の何れかに記載の生分解性多層容器。
【請求項6】
前記中間層の厚みが全体厚みの20〜95%である請求項1〜5の何れかに記載の生分解性多層容器。
【請求項7】
前記分解促進剤がポリオキサレート及び/またはポリグリコール酸である請求項1〜6の何れかに記載の生分解性多層容器。
【請求項8】
前記生分解性多層容器が、溶液下にて酵素と接触させて分解させるための容器である請求項1〜7の何れかに記載の生分解性多層容器。
【請求項9】
前記生分解性多層容器が、フランジ部、胴部、底部を有し、シート状の積層体を二次成形して得られる請求項1〜8の何れかに記載の生分解性多層容器。
【請求項1】
生分解性樹脂100重量部に対して分解促進剤が0.1重量部以上、10重量部未満配合されている分解促進剤含有生分解性樹脂の中間層と、厚み5μm以上、40μm以下の生分解性樹脂の内外層からなる生分解性多層容器。
【請求項2】
前記生分解性多層容器の断片をFT-IR(ATR法)測定しカルボニル基の吸収ピークの2次微分スペクトルが、結晶ピーク/非晶ピーク<0.7未満である請求項1に記載の生分解性多層容器。
【請求項3】
前記内外層の延伸倍率が、1〜4倍未満の延伸倍率である請求項1又は2に記載の生分解性多層容器。
【請求項4】
DSC測定において、多層容器の一部が未延伸部の結晶化ピーク以下にピークを有する請求項3に記載の生分解性多層容器。
【請求項5】
前記中間層の延伸倍率が内外層の延伸倍率より大きい請求項1〜3の何れかに記載の生分解性多層容器。
【請求項6】
前記中間層の厚みが全体厚みの20〜95%である請求項1〜5の何れかに記載の生分解性多層容器。
【請求項7】
前記分解促進剤がポリオキサレート及び/またはポリグリコール酸である請求項1〜6の何れかに記載の生分解性多層容器。
【請求項8】
前記生分解性多層容器が、溶液下にて酵素と接触させて分解させるための容器である請求項1〜7の何れかに記載の生分解性多層容器。
【請求項9】
前記生分解性多層容器が、フランジ部、胴部、底部を有し、シート状の積層体を二次成形して得られる請求項1〜8の何れかに記載の生分解性多層容器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−213374(P2011−213374A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−82416(P2010−82416)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]