
生地裁断方法及び生地裁断装置
【課題】パターン区画ごとにパーツパターンが異なっている素材生地を対象にして、生地パーツの切り出しを行えるようにして、衣類等を購入しようとする購入者のニーズに柔軟且つ迅速に応え、且つコストの高騰化をも抑制できるようにする。
【解決手段】長手方向に複数のパターン区画L,L1内にパーツパターンH,H1が表示され且つ各パターン区画L,L1には次サイクルプログラムを指示する裁断コードC1が表示された素材生地Wを準備し、パターン区画Lに表示されたパーツパターンHの切り出し動作に含ませてコードリーダ17により裁断コードC1の読み取りを行い、コードリーダ17が読み取った裁断コードC1と関連づけられる裁断データ等を蓄積データから読み出して次サイクルプログラムを生成し、次サイクルプログラムに基づいて次に裁断するパターン区画L1に表示されたパーツパターンH1を裁断する。
【解決手段】長手方向に複数のパターン区画L,L1内にパーツパターンH,H1が表示され且つ各パターン区画L,L1には次サイクルプログラムを指示する裁断コードC1が表示された素材生地Wを準備し、パターン区画Lに表示されたパーツパターンHの切り出し動作に含ませてコードリーダ17により裁断コードC1の読み取りを行い、コードリーダ17が読み取った裁断コードC1と関連づけられる裁断データ等を蓄積データから読み出して次サイクルプログラムを生成し、次サイクルプログラムに基づいて次に裁断するパターン区画L1に表示されたパーツパターンH1を裁断する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、素材生地から生地パーツを裁断するに際して好適に採用することのできる生地裁断方法及び生地裁断装置に関するものである。
【背景技術】
【0002】
衣類の製作に用いる身頃や袖などの生地パーツを素材生地から切り出すための生地裁断装置として、丸刃等の回転刃を具備した裁断ヘッドに対し、裁断テーブル上での昇降、水平旋回、旋回角を固定した直線移動、水平微少旋回を同時進行させながらの擬似曲線移動等(以下、これらを総じて「移動動作」と言う)を行わせる構成のものが周知である(例えば、特許文献1等参照)。裁断の対象とする素材生地には、生地ロールから巻き出した帯状に長い生地を用いるのが一般的である。
【0003】
ところで、素材生地に対し、その長手方向に沿って想定した複数のパターン区画内にそれぞれパーツパターン(切り出そうとする生地パーツの形状をインクジェット装置等によって捺染した表示物)を表示しておく場合がある。多くの場合、個々のパターン区画には、1着分に使用するパーツパターン(複数又は単数)が配置されている。
このような場合、生地裁断装置では、裁断に先だって、各パターン区画に応じた裁断プログラムを設定する必要がある。裁断プログラムは、パターン区画内でのパーツパターンの配置(輪郭座標)をパーツパターンの配置数だけ組み合わせた裁断データに、各種の裁断条件(回転刃の移動速度や送り条件等)を加えたものとして構成される。裁断データや裁断条件(以下、単に「裁断データ等」と言う場合もある)は、多種多様なものが予め、データベースに蓄積されており、その中から適合するものを読み込むようにする。すなわち、生地裁断装置は、このように裁断データ等により生成された裁断プログラムにしたがい、裁断ヘッドを移動動作させながら裁断を行うというものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−119950号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
衣類等の購入者(エンドユーザだけでなく小売り業者なども含む)によるニーズは、体型やサイズはもとより、色や模様などの好みが多岐に分かれるといった理由から、それらの組み合わせは多種多様である。このような多種多様のニーズに応えるためには、帯状に長い素材生地(一連に連続した生地)を準備するに際して、それぞれのパターン区画に各別のニーズに応じたパーツパターンを混在させながら配置させる必要がある。それ故、当然に、隣接するパターン区画間でパーツパターンの形状や大きさ、配置、配置数が異なるような場合が生じてしまう。
【0006】
しかしながら、このように各パターン区画ごとにパーツパターンの形状や大きさ、配置、配置数が異なっている素材生地を対象にして、生地パーツの切り出しを行おうとすると、一つのパターン区画を裁断開始するたびに、いちいち裁断データ等の設定、即ち、裁断プログラムの生成を行わなければならなくなり、作業の繁雑化と共に、作業効率の極端な低化に繋がる。
【0007】
また、裁断データ等の設定(裁断プログラムの生成)を作業者が手作業で行うことになれば、ヒューマンエラーによる不良品の発生(素材生地としての歩留まり低下)などをも招来するといった問題があった。
本発明は、上記事情に鑑みてなされたものであって、各パターン区画ごとにパーツパターンの形状や大きさ、配置、配置数が異なっている素材生地を対象にして、生地パーツの切り出しを行うに際し、各パターン区画に対する裁断データ等の設定(裁断プログラムの生成)が簡単且つ迅速で、しかも確実に行えるようにして、衣類等を購入しようとする購入者のニーズに柔軟且つ迅速に応えることができ、コストの高騰化をも抑制できるようにした、生地裁断方法及び生地裁断装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記目的を達成するために、本発明は次の手段を講じた。
即ち、本発明に係る生地裁断方法は、帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を準備し、一のパターン区画に表示されたパーツパターンを切り出すための搬入から搬出にわたる一連のサイクル動作に含ませて前記裁断コードを読み取るコードリーダによって前記裁断コードの読み取りを行い、前記コードリーダが読み取った裁断コードと関連づけられる裁断データ等を蓄積データから読み出して次サイクルプログラムを生成し、生成した次サイクルプログラムに基づいて次に裁断するパターン区画に表示されたパーツパターンを裁断することを特徴とする。
【0009】
前記素材生地を準備する際には、前記パーツパターン及び前記裁断コードと共に生地幅方向の対辺位置を示すポイントマークの表示を行っておき、前記コードリーダによって前記素材生地の裁断コードを読み取る際には、これに先だって前記素材生地から幅方向両側のポイントマークを検出すると共に、検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させながら裁断コードの読み取りを行うようにするのがよい。
【0010】
前記素材生地を準備する際には、互いに隣接する2つのパターン区画間に対応させて生地幅方向両側の前記ポイントマークを配置させると共に、これら両ポイントマーク同士を結んで得られる仮想線上又はこれに平行な直線上に前記裁断コードを配置させるようにするのがよい。
前記コードリーダの移動は、生地幅方向両側のポイントマーク同士を結んで得られる仮想線又はこれに平行な直線を大断ちする際の移動に依存させて行うようにするのがよい。
【0011】
前記素材生地を準備する際には、独自に選出されたパーツパターンを個々のパターン区画ごとに割り当てて表示させるようにするのがよい。
一方、本発明に係る生地裁断装置は、帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を対象にして前記各パターン区画のパーツパターンを切り出す生地裁断装置において、素材生地の少なくとも一つのパターン区画を広げた状態で支持する裁断テーブルと、前記裁断テーブルの上方に設けられて裁断テーブル上の素材生地を裁断する裁断ヘッドと、前記裁断ヘッドを昇降、水平旋回、水平移動させるヘッド移動機構と、前記ヘッド移動機構に設けられて前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から裁断コードを読み取るコードリーダと、複数種にわたる裁断コードと関連づけられる複数種の裁断データ等を蓄積したデータベースと、前記コードリーダが読み取った裁断コードに基づいて前記データベースから裁断データ等を読み出して次サイクルプログラムを生成する次サイクル設定部と、現サイクルのサイクル動作を終える際に前記次サイクル設定部が生成した次サイクルプログラムを現サイクルのサイクル動作用として置き換えて前記ヘッド移動機構を駆動する現サイクル設定部と、を有していることを特徴とする。
【0012】
前記素材生地に生地幅方向の対辺位置を示すポイントマークが表示されている場合にあって、前記ヘッド移動機構には前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から幅方向両側のポイントマークを検出する検出装置が設けられ、前記現サイクル設定部は前記検出装置が検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させるべく前記ヘッド移動機構を駆動させるものとするとよい。
【発明の効果】
【0013】
本発明に係る生地裁断方法及び生地裁断装置では、各パターン区画ごとにパーツパターンの形状や大きさ、配置、配置数が異なっている素材生地を対象にして、生地パーツの切
り出しを行うに際し、各パターン区画に対する裁断データ等の設定(裁断プログラムの生成)が簡単且つ迅速で、しかも確実に行えるものであり、その結果、衣類等を購入しようとする購入者のニーズに柔軟且つ迅速に応えることができ、コストの高騰化をも抑制できるようになる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る生地裁断方法で裁断対象とする素材生地の一実施形態を示した平面図である。
【図2】本発明に係る生地裁断方法を実施するうえで好適に使用することのできる生地裁断装置の一実施形態を示した側面図である。
【図3】図2のA−A線矢視図である。
【図4】本発明に係る生地裁断方法を説明したフローチャートである。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を、図面に基づき説明する。
図1は、本発明に係る生地裁断方法で裁断対象とする素材生地Wの一実施形態を示しており、また図2及び図3は、本発明に係る生地裁断方法を実施するうえで好適に使用することのできる生地裁断装置1の一実施形態を示している。
本発明に係る生地裁断方法では、素材生地Wに表示させたパーツパターンHの輪郭に一致又は沿わせるようにして生地パーツを切り出すのに際し、素材生地Wに対して予め、次サイクルの裁断プログラム(以下では、「次サイクルプログラム」と言う場合もある)を設定するための裁断コードC1を表示させておき、現サイクルの動作中(生地パーツの切り出し中)にこの裁断コードC1を読み込んで、次サイクルの準備をさせようとするものである。
【0016】
まず本発明において裁断の対象とする素材生地Wについて説明する。
素材生地Wは、例えば生地ロールなどから巻き出されたような帯状に長い生地とする。素材生地Wの生地質や厚さ等は何ら限定されるものではなく、天然素材でも合繊素材でもよいし、場合によっては不織布等としてもよい。
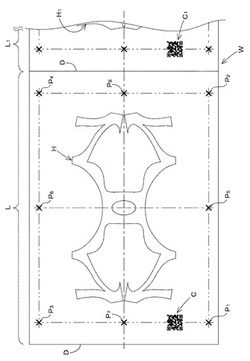
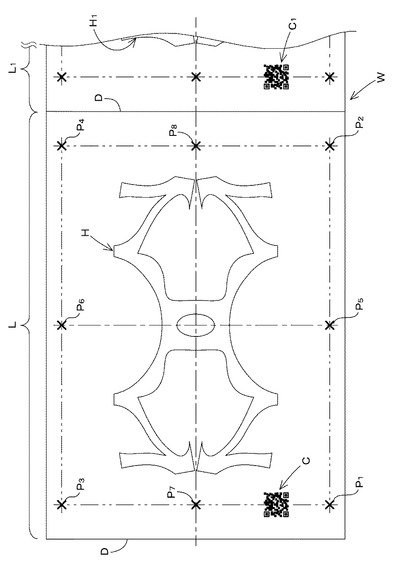
図1に示すように、この素材生地Wには、パーツパターンHと、裁断コードCと、ポイントマークP1〜P8とが表示されている。これらパーツパターンH、裁断コードC、及びポイントマークP1〜P8は、素材生地Wの長手方向(図1の左右方向)に沿って互いに所定間隔で想定される複数のパターン区画Lごとに、それぞれ配置されるようになっている。
【0017】
パーツパターンHは、切り出そうとする生地パーツの形状をインクジェット装置等によって素材生地Wに捺染(表示)したものである。なお、それぞれのパターン区画Lには、衣類の1着分に使用するパーツパターンHを配置するのが好適とされる。換言すれば、パターン区画Lは、衣類1着分に使用するパーツパターンHを配置するための領域として画成するのがよい。
【0018】
とは言え、一つのパターン区画L内に配置されるパーツパターンHを衣類1着分とするか否かは特に限定されるものではない。もとより、パーツパターンHの配置数についても限定されず、パーツパターンHの大きさや形状などに応じて各パターン区画L内に単数のパーツパターンHだけを配置してもよいし、複数のパーツパターンHを配置するものとしてもよい。また、図例ではパターン区画Lが視覚的に明確となるように区画線Dによって画成されたものを示してあるが、区画線Dを省略することも可能である。
【0019】
以下では、説明の便宜上、現サイクル動作で切り出しを行うパターン区画を「L」として、このパターン区画Lに表示されたパーツパターンを「H」、裁断コードを「C」とおく。そのうえで、このパターン区画Lの次位側(図1の右側)で隣接するパターン区画を「L1」として、このパターン区画L1に表示されたパーツパターンを「H1」、裁断コードを「C1」とおく。すなわち、この次位側のパターン区画L1に表示されたパーツパターンH1を次サイクル動作で切り出すことになる。
【0020】
裁断コードCは、例えば一次元コード(いわゆるバーコード等)や二次元コード(いわゆるQRコード等)であって、コードリーダを用いることにより接触又は非接触でデータ
(各種情報)の読み取りが可能となっている。この裁断コードCは、パターン区画Lごとに少なくとも一つ配置されるという条件を除き、パターン区画Lに対する配置や配置数が限定されているものではない。従って、パターン区画Lの内側に配置してもよいし、パターン区画Lの外側(即ち、前位側や次位側で隣接する他のパターン区画内等)に配置してもよい。
【0021】
本実施形態では、パターン区画L内において、前位寄り(図1の左方)となる位置で、区画線Dに近接させるように配置してある。
この裁断コードCは、パターン区画LからパーツパターンHを切り出すための裁断プログラムを指示する。裁断プログラムは、前記したように、パターン区画L内でのパーツパターンHの配置(輪郭座標)をパーツパターンの配置数だけ組み合わせた裁断データに、各種の裁断条件(後述する回転刃12の移動速度や送り条件等)を加えたものとして構成される。
【0022】
このような裁断データや裁断条件(「裁断データ等」)は、生地裁断装置1に備えられるデータベース23(図2参照)に対して多種多様なものが予め蓄積されており、その中から裁断コードCによって指示されたものを読み出して、組み合わせるようにする。なお、この裁断コードCは、パーツパターンHと同時に、インクジェット装置等によって素材生地Wに捺染(表示)すればよい。
【0023】
ポイントマークP1〜P8は、パターン区画Lを取り囲むような配置で素材生地Wに表示されている。換言すれば、これらポイントマークP1〜P8は、素材生地Wに対するパターン区画Lの大きさや配置を特定している。
具体的には、ポイントマークP1,P2は、素材生地Wにおける一辺側の生地端近傍で互いに辺方向に離れて配置され、またポイントマークP3,P4は、素材生地Wにおける対辺側の生地端近傍で、ポイントマークP1,P2と同じ間隔をおいて辺方向に離れて配置されている。ポイントマークP1とポイントマークP3、またポイントマークP2とポイントマークP4とは、互いに生地幅方向(図1の上下方向)で正対する対辺位置を示す配置となっている。
【0024】
本実施形態では、ポイントマークP1とP2との中間、及びポイントマークP3とP4との中間に、生地長手方向の中間マークP5,P6がそれぞれ表示され、ポイントマークP1とP3との中間、及びポイントマークP2とP4との中間に、生地幅方向の中間マークP7,P8がそれぞれ表示されたものとしてある。
なお、パターン区画L内において、パーツパターンHの配置と各ポイントマークP1〜P8の配置との間には、間接的な位置関係は生じるとしても、直接的、一義的な位置関係は設けていない。従って例えば、パーツパターンHが変更されたとしても、パターン区画Lに対するポイントマークP1〜P8の配置を変更させる必要はない。
【0025】
これらポイントマークP1〜P8は、パーツパターンHや裁断コードCと同時に、インクジェット装置等によって捺染(表示)してもよい。ただ、同時とする必要はなく、また捺染以外の方法(例えば、素材生地W自体の編組織を部分的に異ならせたり凹凸や孔を設けたり、或いは接着剤やシール等の付着物を付着したりする方法)で表示させてもよい。
ところで、素材生地Wに対してパーツパターンHを表示させるにあたっては、独自に選出されたパーツパターンHを、個々のパターン区画Lごとに割り当てて表示させることができる。すなわち、「独自に選出されたパーツパターンH」とは、何ら統一性や関連性を持たずにパーツパターンHが選出されることを言う。例えば、衣類の購入者がその任意の感性や要求に基づき、サイズや形状、色、模様などを適宜組み合わせて、パーツパターンHを選択する場合などである。
【0026】
また、「個々のパターン区画Lごとに割り当てて表示させる」とは、選出されたパーツパターンHを、何ら統一性や関連性を持たずに素材生地Wの長手方向に沿って並ぶ各パターン区画Lに対して並べるようにすることを言う。例えば、衣類の購入者(同一者でも異なる者でもよい)がパーツパターンHを選出するたびに、その選出順にしたがってパーツパターンHを各パターン区画Lに割り当てる場合などである。
【0027】
要するに、このようにして素材生地Wの各パターン区画LにパーツパターンHが表示さ
れると、互いに隣接するパターン区画Lごと(LとL1との関係など)に、異なるパーツパターンHが表示されている(HとH1とが異なる)ような場合が生じる。この場合は当然に、各パターン区画LとL1との間で、裁断コードCとC1が異なる裁断プログラムを指示していることになる。
【0028】
次に、生地裁断装置1について説明する。
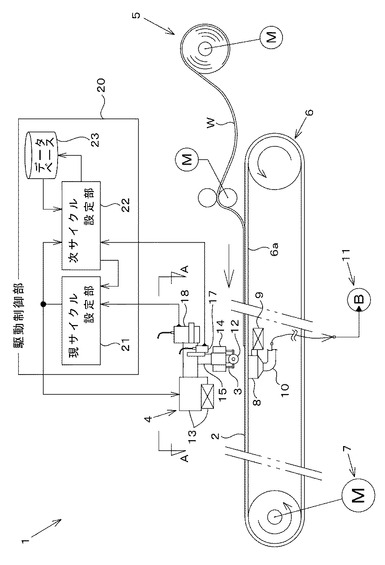
生地裁断装置1は、図2及び図3に示すように、素材生地Wを広げた状態で支持する裁断テーブル2と、この裁断テーブル2の上方に設けられて裁断テーブル2上の素材生地Wを裁断する裁断ヘッド3と、この裁断ヘッド3を昇降、水平旋回、水平移動させるヘッド移動機構4とを有している。
【0029】
裁断テーブル2は、ベルトコンベア6の上張り部6aとして形成されたものを示してある。このベルトコンベア6は、通気性を有したエンドレスベルト(例えばフェルト材やスクリーン素材など)を、ベルト駆動部7によって一方向に連続又は間欠的に走行させるものとしてある(裁断中は、ベルトコンベア6を停止させるのがよい)。そのため、素材生地W(生地ロール5から巻き出したもの)を裁断位置に対して搬入したり、生地パーツの切り出し後に下流側へ搬出したりすることが高効率で行える。
【0030】
このベルトコンベア6には、上張り部6a(裁断テーブル2)の下部に吸引ヘッド8が設けられている。吸引ヘッド8は裁断ヘッド3(後述の回転刃12)の下部に対応した領域だけを吸引するコンパクトな大きさに形成されており、裁断テーブル2を挟んだ上下部で裁断ヘッド3と一体的に水平移動するように、吸引部移動機構9が設けられている。
また、吸引ヘッド8は、可撓性ホース10を介して真空発生装置やブロワー等の吸引装置11と接続されている。そのため、この吸引装置11を作動させることで、裁断テーブル2上のエアをテーブル面下方へ吸引して、裁断テーブル2上の素材生地Wをテーブル面に吸着保持させることができる。これにより、裁断ヘッド3による素材生地Wの裁断を、容易且つ確実に行えるようにする。
【0031】
なお、裁断テーブル2はベルトコンベア6によって構成させることは限定されるものではなく、固定板により形成することも可能である。また吸引ヘッド8についても、裁断テーブル2の下面全域を吸引するような構成としてもよい。
裁断ヘッド3は、水平軸を中心として丸刃などの回転刃12が回転駆動されるものとしてある。なお、回転刃12の他、高速で上下動するノッチ刃方式のものや、レーザー方式のものを採用することも可能である。
【0032】
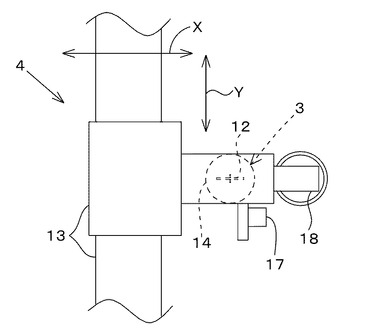
ヘッド移動機構4は、ベルトコンベア6の送り方向(図3に示すX方向)とこの送り方向に対して水平面内で直交する方向(図3に示すY方向)とを適宜組み合わせて裁断ヘッド3を水平移動させる送り部13と、この送り部13による移動方向に回転刃12の刃先を合致させるように裁断ヘッド3を水平旋回させる旋回部14と、回転刃12の下端が裁断テーブル2上の素材生地Wに接触する高さとその上方との間で裁断ヘッド3を昇降させる昇降部15とを有している。
【0033】
送り部13の水平移動機構、旋回部14の水平旋回機構、昇降部15の昇降機構は、巻き掛け駆動機構や送りネジ機構、歯車機構、場合によっては流体圧(エア圧等)アクチュエータなどを適宜組み合わせて構成すればよい。また、停止位置に高精度が要される部分での駆動源にはステッピングモータやサーボモータ等の位置制御可能なモータを用いればよく、これらの細部構造等については何ら限定されるものではない。
【0034】
このヘッド移動機構4には、コードリーダ17と検出装置18とが設けられている。コードリーダ17は素材生地Wから裁断コードCを読み取るためのものであって、CCD方式やレーザー方式のものを用いることができる。また、検出装置18は素材生地WからポイントマークP1〜P8を検出するためのものであって、CCD撮像素子を装備するカメラ等によって構成されている。
【0035】
これらコードリーダ17や検出装置18は、いずれも、裁断ヘッド3が送り部13によって水平移動されるとき(少なくとも素材生地Wの生地幅方向(図3に示すY方向)へ移動されるとき)に、この裁断ヘッド3と一体となって移動する部分で、下向きに(検出面が裁断テーブル2に向くようにして)設けられている。
なお、ヘッド移動機構4が裁断ヘッド3を生地幅方向へ移動させるときには、旋回部14の作動により、裁断ヘッド3はその回転刃12が生地幅方向に平行した旋回角を保持するようになっている。このときの回転刃12の刃先を、素材生地Wの区画線D上に合致させながら生地幅方向へ移動させるようにしたとき、コードリーダ17が丁度、生地幅方向両側のポイントマークP2,P4を結んで得られる仮想線上を通過するように、コードリーダ17と回転刃12とが相対的に配置されている(ヘッド移動機構4に対するコードリーダ17の取付位置が設定されている)。
【0036】
このようにして構成される生地裁断装置1には、ヘッド移動機構4を駆動制御するための駆動制御部20が備えられている。この駆動制御部20は、現サイクル設定部21と次サイクル設定部22とデータベース23とを有している。
データベース23には、前記したように複数種にわたる裁断コードC(図1参照)と関連づけられる複数種の裁断データや裁断条件(「裁断データ等」)が蓄積されている。
【0037】
次サイクル設定部22は、コードリーダ17が読み取った裁断コードC(ここでは、次サイクルの裁断プログラムを設定した裁断コードC1とする)に基づいて、必要とされる裁断データ等をデータベース23から読み出して次サイクルプログラムの生成を行うところである。
現サイクル設定部21は、基本的に、パターン区画Lに表示されたパーツパターンHを裁断すべく、ヘッド移動機構4を駆動制御するところである。このヘッド移動機構4を駆動制御するためのデータ、即ち、現サイクルを実行するためのプログラムとして、前記の次サイクル設定部22により生成された次サイクルプログラムを用いるようにする。
【0038】
すなわち、この現サイクル設定部21は、現サイクルのサイクル動作を終える際であって、且つ、次サイクルが設定されている場合(裁断コードC1の読み込みがされている場合)に、それまで現サイクルのサイクル動作用として設定していた裁断プログラムを消去(又は格納)し、代わりに、裁断コードC1に基づいて次サイクル設定部22が生成した次サイクルプログラムを現サイクルのサイクル動作用として置き換えるようにする。
【0039】
具体的に、この現サイクル設定部21によるヘッド移動機構4の駆動は、まず最初に、裁断ヘッド3と一体化させて検出装置18を各ポイントマークP1〜P8の表示位置へと移動させ、それらを検出させることから始まる。このとき、現サイクル設定部21は、検出装置18が検出したポイントマークP1〜P8のうち、生地幅方向両側のポイントマークP2,P4を結んで得られる仮想線又はこれに平行な直線に倣ってコードリーダ17が移動するように、ヘッド移動機構4を駆動させる。言うまでもなく、このコードリーダ17の移動は、次サイクルプログラムの設定をするための裁断コードC1を、コードリーダ17で読み取るために行う。
【0040】
本実施形態では、前記したように各パターン区画L(L1)内の前位寄り(図1の左方)となる位置で、区画線Dに近接させるようにして裁断コードC(C1)を配置してある。更に言えば、裁断コードC(C1)は、生地幅方向両側のポイントマークP1,P3を結んで得られる仮想線上に配置させてある。このような事情に伴い、現サイクル設定部21は、このポイントマークP1,P3を結んで得られる仮想線上をコードリーダ17が移動するように、ヘッド移動機構4を駆動するものである。
【0041】
当然に、ポイントマークP1,P3を結んで得られる仮想線上をコードリーダ17が移動することで、この移動中のコードリーダ17が次サイクルプログラムの設定をするための裁断コードC1上を通過するようになるので、コードリーダ17による裁断コードC1の読み取りが可能となる。
なお、前記したように、コードリーダ17が裁断コードC1上を通過するとき、裁断ヘッド3の回転刃12が区画線D上を移動するように、コードリーダ17と回転刃12とが相対的に配置されている。そのため、現サイクル設定部21は、区画線Dで大断ちする(素材生地Wをパターン区画Lごとに切り離す)ための移動に依存させるようにして、ポイントマークP1,P3を結んで得られる仮想線上でコードリーダ17を移動させることができ、わざわざ、コードリーダ17のための移動を行う必要はない。
【0042】
すなわち、コードリーダ17による裁断コードC1の読み取り動作を、区画線Dで大断
ちする動作に含ませることができるので、サイクル動作の単純化及びサイクル動作の時間短縮化(高能率化)が図れることになる。
一方で、ヘッド移動機構4が最初の駆動手順として、検出装置18を各ポイントマークP1〜P8の表示位置へ移動させたとき、検出装置18は、イメージマッチング法によってポイントマークP1〜P6を検出することができる。イメージマッチング法は、イメージデータとして検出したデータを、予め記憶しているイメージデータとマッチングさせることで、関連する所定の座標(イメージの中心点等)として読み出す判別方法を言う。
【0043】
この場合、現サイクル設定部21は、検出したポイントマークP1〜P8を用いてパターン区画Lに生じた伸縮率(素材生地Wに対して捺染処理等を施したとき等に生じた伸び縮みの度合い)を求め、この伸縮率に基づいて、パーツパターンHの位置ズレ及びパーツパターンHの変形(伸縮変形や歪み変形)に応じた補正データを作成し、この補正データで、現サイクルの裁断プログラムを補正するということを行うとよい。
【0044】
パターン区画Lに生じた伸縮率を求めるには、例えば次のようにする。すなわち、まずパターン区画Lの短辺側を2等分してできる1/2面積の二つの区画(ポイントマークP1−P2−P8−P7−P1で囲まれる区画と、ポイントマークP3−P7−P8−P4−P3で囲まれる区画)に区割りして、これら二区画のそれぞれについて伸縮率を求めるようにする。
【0045】
次に、パターン区画Lの長辺側を2等分してできる1/2面積の二つの区画(ポイントマークP1−P5−P6−P3−P1で囲まれる区画と、ポイントマークP5−P2−P4−P6−P5で囲まれる区画)に区割りして、これら二区画のそれぞれについて伸縮率を求めるようにする。
このようにすることで、結果として、パターン区画Lを四つの小区画に区割りしながら各小区画ごとに縦横の伸縮率を求めたことに相当するものとなり、誤差や歪みのない伸縮率を求めることが可能となって、高精度の補正データを作成できることに繋がるものとなる。
【0046】
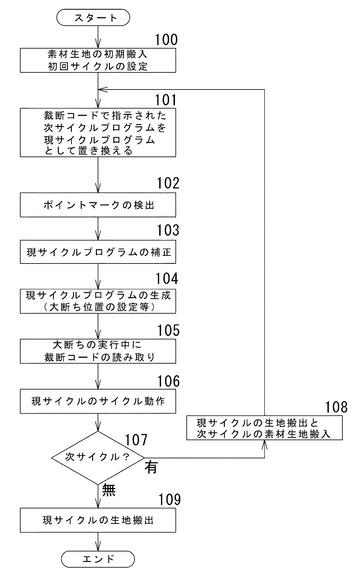
次に、前記した生地裁断装置1の動作状況に基づきながら本発明に係る生地裁断方法を説明する。図4は、本発明に係る生地裁断方法を説明したフローチャートである。
なお、いま、図2に示すように、生地ロール5から巻き出された素材生地Wのうち、巻出方向の先頭となるパターン区画Lが裁断テーブル2上に広げられているものとする。
素材生地Wには、図1に示すように、パターン区画Lを取り囲む配置でポイントマークP1〜P8が表示されていると共に、隣接するパターン区画L,L1の間に区画線Dが表示されているものとする。また、各パターン区画L,L1には、衣類の購入者による選出順などにしたがい、異なるパーツパターンHとH1が表示されていると共に、パターン区画LとL1とで異なる裁断プログラムを指示する裁断コードCとC1が表示されているものとする。
【0047】
このような状況下にあって、巻出方向の先頭となるパターン区画LからパーツパターンHを切り出すための初回サイクルの設定を、現サイクル設定部21に対して行う(ステップ100,101)。
この初回サイクルの設定は、例えばハンドタイプのコードリーダ(図示略)などを用いて、パターン区画Lの裁断コードCを読み取り、データベース23からこの裁断コードCが指示する裁断データ等を読み出して現サイクルの裁断プログラムを生成させることで行うとよい。
【0048】
次に現サイクル設定部21は、生成された現サイクルの裁断プログラムによってヘッド移動機構4を駆動させ、裁断ヘッド3と一体的に検出装置18を水平移動させながら、この検出装置18により、パターン区画Lの各ポイントマークP1〜P8を検出させる(ステップ102)。
次に現サイクル設定部21は、検出したポイントマークP1〜P8の中から、生地幅方向両側のポイントマークP2,P4を結んで得られる仮想線に基づき、大断ちする位置(即ち、区画線Dの所在)を設定する(ステップ104)。
【0049】
なお、この大断ちする位置の設定を行うのに先行、後行、又は並行するようにして、現
サイクル設定部21は、検出したポイントマークP1〜P8を用いてパターン区画Lに生じた伸縮率を求め、この伸縮率に基づいて、パーツパターンHの位置ズレ及びパーツパターンHの変形に応じた補正データを作成し、この補正データで、現サイクルの裁断プログラムを補正するということを行うとよい(ステップ103参照)。
【0050】
次に現サイクル設定部21は、ヘッド移動機構4を駆動させ、設定した大断ち位置(区画線D)上に沿わせるようにして裁断ヘッド3を移動させながら、回転刃12で大断ちを実行する(ステップ105)。
この大断ちを実行する際には、次サイクル設定部22は、裁断ヘッド3と一体的に移動するコードリーダ17により、次位側のパターン区画L1に表示された裁断コードC1を読み取らせる(同じくステップ105)。そして次サイクル設定部22は、この裁断コードC1と関連づけられる裁断データ等をデータベース23から読み出し、次サイクルプログラムを生成する。生成した次サイクルプログラムは、一時メモリ(図示略)へ保存しておく。言うまでもなく、このようにして生成した次サイクルプログラムは、次位側のパターン区画L1に表示されたパーツパターンH1を切り出すための裁断プログラムである。
【0051】
なお、この裁断コードC1の読み取りは、現サイクルのサイクル動作(パターン区画Lに表示されたパーツパターンHを切り出すための搬入から搬出にわたる一連のサイクル動作)に含まれているので、わざわざ、コードリーダ17を移動させるという手間は不要である。それ故、サイクル動作の単純化及びサイクル動作の時間短縮化(高能率化)が図れることになる。
【0052】
前記のように次サイクル設定部22が次サイクルプログラムの生成を行っているのに先行、後行、又は並行して、現サイクル設定部21は、現サイクルの裁断プログラムに基づき、パターン区画LからのパーツパターンHの切り出しを実行する(ステップ106)。
現サイクルのサイクル動作を終える際(サイクル動作の完了であるか否かは重要ではない)で、次サイクルが設定されている場合(裁断コードCの読み込みがされている場合)、すなわち、前記した一時メモリに次サイクルプログラムが保存されているときには、現サイクルによって切り出された生地パーツや切り滓を裁断テーブル2から搬出すると共に、次サイクル用の素材生地Wを裁断テーブル2上へ搬入するという工程を挟み(ステップ107−108)、尚かつ、現サイクル設定部21は、それまで現サイクルのサイクル動作用として設定していた裁断プログラムを消去(又は格納)し、代わりに、一時メモリに保存されている次サイクルプログラム(裁断コードCに基づいて次サイクル設定部22が生成した次サイクルプログラム)を現サイクルのサイクル動作用として置き換えるようにする(ステップ101)。
【0053】
これによって1サイクル動作が終了し、同時に次サイクルへと移行することになる。当然に、次サイクルでは、次サイクル設定部22が生成した次サイクルプログラムに基づいて、次に裁断するパターン区画L1に表示されたパーツパターンH1の切り出しが続行される。
なお、ステップ107において次サイクルが設定されていないとき(前記した一時メモリに次サイクルプログラムが保存されていないとき)には、現サイクルによって切り出された生地パーツや切り滓を裁断テーブル2から搬出して(ステップ109)、全サイクル動作を終わらせる。
【0054】
以上、詳説したところから明らかなように、本発明に係る生地裁断方法及び生地裁断装置1では、各パターン区画LごとにパーツパターンHの形状や大きさ、配置、配置数が異なっている素材生地Wを対象にして、生地パーツの切り出しを行うに際し、各パターン区画Lに対する裁断データ等の設定(裁断プログラムの生成)が簡単且つ迅速で、しかも確実に行えるものとなる。
【0055】
更に言えば、次サイクルの裁断プログラム(次サイクルプログラム)を設定入力するに際し、作業者の介入を全く必要としない。また、次サイクルプログラムを生成するための元となる裁断コードを読み取るに際して、わざわざ特別な装置的動作を必要とするものではない(大断ちの動作等の現サイクルのサイクル動作に含ませることができる)。
これらのことから、衣類等を購入しようとする購入者のニーズに柔軟且つ迅速に応える
ことができ、しかも、コストの高騰化をも抑制できる(むしろ、低コスト化が可能)ようになる。
【0056】
ところで、本発明は、前記実施形態に限定されるものではなく、実施の形態に応じて適宜変更可能である。
例えば、素材生地Wの材質をはじめとして、パーツパターンHの形状、大きさ、配置、配置数、更には裁断コードCの種類や配置、配置数などが何ら限定されないことは、既に説明したところである。
【0057】
なお、前記実施形態では現サイクルで読み込んだ裁断コードC1に基づき次位側に隣接するパターン区画L1用の次サイクルプログラムを生成する場合について説明したが、この裁断コードC1に基づき、現サイクルのパターン区画Lに対して隣接しない(更に下流側に配置された)パターン区画LからパーツパターンHを切り出すための裁断プログラムを生成するようなことも可能となる。
【0058】
また、本発明に係る生地裁断方法及び生地裁断装置1は、各パターン区画LごとにパーツパターンHの形状や大きさ、配置、配置数が異なっている素材生地Wを対象にしたときに特有の作用効果が得られるものであるところ、各パターン区画LごとにパーツパターンHの形状や大きさ、配置、配置数が異なっている素材生地Wを対象にすることが限定されるものではない。すなわち、帯状に長い素材生地W(一連に連続した生地)のなかで、パーツパターンHの形状や大きさ、配置、配置数が同じであるパターン区画Lが並んだものを対象として実施すること(ロット生産的な実施)は可能である。
【0059】
素材生地Wに対してパーツパターンHを表示させる方法として、インクジェット捺染を行うことは限定されるものではなく、その他のプリント法等を採用してもよい。また、裁断コードCについては、裁断コードCが印刷されたラベルを素材生地Wに貼付することをもって、「裁断コードCの表示」とさせることも可能である。
前記した実施形態では、コードリーダ17による裁断コードCの読み取りの際に、ポイントマークP2とP4との間に仮想線を結ぶ場合を説明したが、これに限らず、ポイントマークP1とP3との間、又はポイントマークP5とP6との間に仮想線を結ぶ場合や、これら各仮想線に対して平行する直線(ポイントマーク同士を結んだものでは無い直線)を用いるようにしてもよい。
【0060】
要するに、これらの直線(素材生地Wの生地幅方向に延びる直線)に倣う(平行させる)ようにしてコードリーダ17を移動させることで、個々のパターン区画L(素材生地W)に生じた伸縮や歪み(反りや曲がり、皺等)などに応じたコードリーダ17の移動を実現できるものとなり、その結果、コードリーダ17による裁断コードCの読み取りが確実に行えるという作用効果が得られるものである。
【0061】
ポイントマークP1〜P8を用いて補正を行うことは、前記したように限定されるものではなく、補正を行わないものとしてもよい。
コードリーダ17と検出装置18とは、可能であれば装置としての共用化を図る(一つの装置でポイントマークP1〜P8の検出と裁断コードCの読み取りとを行う)ようにしてもよい。
【0062】
本発明において、「パーツパターンを切り出す」とは、パーツパターンHの輪郭に一致又は沿わせるようにして生地パーツを切り出す場合のみならず、パーツパターンHを一部又は全部含ませるようにしつつ当該パーツパターンHとの位置的関連を持たせて他の形状の生地パーツを切り出す場合をも含むものとする。
【符号の説明】
【0063】
1 生地裁断装置
2 裁断テーブル
3 裁断ヘッド
4 ヘッド移動機構
5 生地ロール
6 ベルトコンベア
6a 上張り部
7 ベルト駆動部
8 吸引ヘッド
9 吸引部移動機構
10 可撓性ホース
11 吸引装置
12 回転刃
13 送り部
14 旋回部
15 昇降部
17 コードリーダ
18 検出装置
20 駆動制御部
21 現サイクル設定部
22 次サイクル設定部
23 データベース
C 裁断コード
C1 次サイクルの裁断コード
D 区画線
H パーツパターン
H1 次サイクルのパーツパターン
L パターン区画
L1 次サイクルのパターン区画
P1〜P8 ポイントマーク
W 素材生地
【技術分野】
【0001】
本発明は、素材生地から生地パーツを裁断するに際して好適に採用することのできる生地裁断方法及び生地裁断装置に関するものである。
【背景技術】
【0002】
衣類の製作に用いる身頃や袖などの生地パーツを素材生地から切り出すための生地裁断装置として、丸刃等の回転刃を具備した裁断ヘッドに対し、裁断テーブル上での昇降、水平旋回、旋回角を固定した直線移動、水平微少旋回を同時進行させながらの擬似曲線移動等(以下、これらを総じて「移動動作」と言う)を行わせる構成のものが周知である(例えば、特許文献1等参照)。裁断の対象とする素材生地には、生地ロールから巻き出した帯状に長い生地を用いるのが一般的である。
【0003】
ところで、素材生地に対し、その長手方向に沿って想定した複数のパターン区画内にそれぞれパーツパターン(切り出そうとする生地パーツの形状をインクジェット装置等によって捺染した表示物)を表示しておく場合がある。多くの場合、個々のパターン区画には、1着分に使用するパーツパターン(複数又は単数)が配置されている。
このような場合、生地裁断装置では、裁断に先だって、各パターン区画に応じた裁断プログラムを設定する必要がある。裁断プログラムは、パターン区画内でのパーツパターンの配置(輪郭座標)をパーツパターンの配置数だけ組み合わせた裁断データに、各種の裁断条件(回転刃の移動速度や送り条件等)を加えたものとして構成される。裁断データや裁断条件(以下、単に「裁断データ等」と言う場合もある)は、多種多様なものが予め、データベースに蓄積されており、その中から適合するものを読み込むようにする。すなわち、生地裁断装置は、このように裁断データ等により生成された裁断プログラムにしたがい、裁断ヘッドを移動動作させながら裁断を行うというものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−119950号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
衣類等の購入者(エンドユーザだけでなく小売り業者なども含む)によるニーズは、体型やサイズはもとより、色や模様などの好みが多岐に分かれるといった理由から、それらの組み合わせは多種多様である。このような多種多様のニーズに応えるためには、帯状に長い素材生地(一連に連続した生地)を準備するに際して、それぞれのパターン区画に各別のニーズに応じたパーツパターンを混在させながら配置させる必要がある。それ故、当然に、隣接するパターン区画間でパーツパターンの形状や大きさ、配置、配置数が異なるような場合が生じてしまう。
【0006】
しかしながら、このように各パターン区画ごとにパーツパターンの形状や大きさ、配置、配置数が異なっている素材生地を対象にして、生地パーツの切り出しを行おうとすると、一つのパターン区画を裁断開始するたびに、いちいち裁断データ等の設定、即ち、裁断プログラムの生成を行わなければならなくなり、作業の繁雑化と共に、作業効率の極端な低化に繋がる。
【0007】
また、裁断データ等の設定(裁断プログラムの生成)を作業者が手作業で行うことになれば、ヒューマンエラーによる不良品の発生(素材生地としての歩留まり低下)などをも招来するといった問題があった。
本発明は、上記事情に鑑みてなされたものであって、各パターン区画ごとにパーツパターンの形状や大きさ、配置、配置数が異なっている素材生地を対象にして、生地パーツの切り出しを行うに際し、各パターン区画に対する裁断データ等の設定(裁断プログラムの生成)が簡単且つ迅速で、しかも確実に行えるようにして、衣類等を購入しようとする購入者のニーズに柔軟且つ迅速に応えることができ、コストの高騰化をも抑制できるようにした、生地裁断方法及び生地裁断装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記目的を達成するために、本発明は次の手段を講じた。
即ち、本発明に係る生地裁断方法は、帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を準備し、一のパターン区画に表示されたパーツパターンを切り出すための搬入から搬出にわたる一連のサイクル動作に含ませて前記裁断コードを読み取るコードリーダによって前記裁断コードの読み取りを行い、前記コードリーダが読み取った裁断コードと関連づけられる裁断データ等を蓄積データから読み出して次サイクルプログラムを生成し、生成した次サイクルプログラムに基づいて次に裁断するパターン区画に表示されたパーツパターンを裁断することを特徴とする。
【0009】
前記素材生地を準備する際には、前記パーツパターン及び前記裁断コードと共に生地幅方向の対辺位置を示すポイントマークの表示を行っておき、前記コードリーダによって前記素材生地の裁断コードを読み取る際には、これに先だって前記素材生地から幅方向両側のポイントマークを検出すると共に、検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させながら裁断コードの読み取りを行うようにするのがよい。
【0010】
前記素材生地を準備する際には、互いに隣接する2つのパターン区画間に対応させて生地幅方向両側の前記ポイントマークを配置させると共に、これら両ポイントマーク同士を結んで得られる仮想線上又はこれに平行な直線上に前記裁断コードを配置させるようにするのがよい。
前記コードリーダの移動は、生地幅方向両側のポイントマーク同士を結んで得られる仮想線又はこれに平行な直線を大断ちする際の移動に依存させて行うようにするのがよい。
【0011】
前記素材生地を準備する際には、独自に選出されたパーツパターンを個々のパターン区画ごとに割り当てて表示させるようにするのがよい。
一方、本発明に係る生地裁断装置は、帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を対象にして前記各パターン区画のパーツパターンを切り出す生地裁断装置において、素材生地の少なくとも一つのパターン区画を広げた状態で支持する裁断テーブルと、前記裁断テーブルの上方に設けられて裁断テーブル上の素材生地を裁断する裁断ヘッドと、前記裁断ヘッドを昇降、水平旋回、水平移動させるヘッド移動機構と、前記ヘッド移動機構に設けられて前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から裁断コードを読み取るコードリーダと、複数種にわたる裁断コードと関連づけられる複数種の裁断データ等を蓄積したデータベースと、前記コードリーダが読み取った裁断コードに基づいて前記データベースから裁断データ等を読み出して次サイクルプログラムを生成する次サイクル設定部と、現サイクルのサイクル動作を終える際に前記次サイクル設定部が生成した次サイクルプログラムを現サイクルのサイクル動作用として置き換えて前記ヘッド移動機構を駆動する現サイクル設定部と、を有していることを特徴とする。
【0012】
前記素材生地に生地幅方向の対辺位置を示すポイントマークが表示されている場合にあって、前記ヘッド移動機構には前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から幅方向両側のポイントマークを検出する検出装置が設けられ、前記現サイクル設定部は前記検出装置が検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させるべく前記ヘッド移動機構を駆動させるものとするとよい。
【発明の効果】
【0013】
本発明に係る生地裁断方法及び生地裁断装置では、各パターン区画ごとにパーツパターンの形状や大きさ、配置、配置数が異なっている素材生地を対象にして、生地パーツの切
り出しを行うに際し、各パターン区画に対する裁断データ等の設定(裁断プログラムの生成)が簡単且つ迅速で、しかも確実に行えるものであり、その結果、衣類等を購入しようとする購入者のニーズに柔軟且つ迅速に応えることができ、コストの高騰化をも抑制できるようになる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る生地裁断方法で裁断対象とする素材生地の一実施形態を示した平面図である。
【図2】本発明に係る生地裁断方法を実施するうえで好適に使用することのできる生地裁断装置の一実施形態を示した側面図である。
【図3】図2のA−A線矢視図である。
【図4】本発明に係る生地裁断方法を説明したフローチャートである。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を、図面に基づき説明する。
図1は、本発明に係る生地裁断方法で裁断対象とする素材生地Wの一実施形態を示しており、また図2及び図3は、本発明に係る生地裁断方法を実施するうえで好適に使用することのできる生地裁断装置1の一実施形態を示している。
本発明に係る生地裁断方法では、素材生地Wに表示させたパーツパターンHの輪郭に一致又は沿わせるようにして生地パーツを切り出すのに際し、素材生地Wに対して予め、次サイクルの裁断プログラム(以下では、「次サイクルプログラム」と言う場合もある)を設定するための裁断コードC1を表示させておき、現サイクルの動作中(生地パーツの切り出し中)にこの裁断コードC1を読み込んで、次サイクルの準備をさせようとするものである。
【0016】
まず本発明において裁断の対象とする素材生地Wについて説明する。
素材生地Wは、例えば生地ロールなどから巻き出されたような帯状に長い生地とする。素材生地Wの生地質や厚さ等は何ら限定されるものではなく、天然素材でも合繊素材でもよいし、場合によっては不織布等としてもよい。
図1に示すように、この素材生地Wには、パーツパターンHと、裁断コードCと、ポイントマークP1〜P8とが表示されている。これらパーツパターンH、裁断コードC、及びポイントマークP1〜P8は、素材生地Wの長手方向(図1の左右方向)に沿って互いに所定間隔で想定される複数のパターン区画Lごとに、それぞれ配置されるようになっている。
【0017】
パーツパターンHは、切り出そうとする生地パーツの形状をインクジェット装置等によって素材生地Wに捺染(表示)したものである。なお、それぞれのパターン区画Lには、衣類の1着分に使用するパーツパターンHを配置するのが好適とされる。換言すれば、パターン区画Lは、衣類1着分に使用するパーツパターンHを配置するための領域として画成するのがよい。
【0018】
とは言え、一つのパターン区画L内に配置されるパーツパターンHを衣類1着分とするか否かは特に限定されるものではない。もとより、パーツパターンHの配置数についても限定されず、パーツパターンHの大きさや形状などに応じて各パターン区画L内に単数のパーツパターンHだけを配置してもよいし、複数のパーツパターンHを配置するものとしてもよい。また、図例ではパターン区画Lが視覚的に明確となるように区画線Dによって画成されたものを示してあるが、区画線Dを省略することも可能である。
【0019】
以下では、説明の便宜上、現サイクル動作で切り出しを行うパターン区画を「L」として、このパターン区画Lに表示されたパーツパターンを「H」、裁断コードを「C」とおく。そのうえで、このパターン区画Lの次位側(図1の右側)で隣接するパターン区画を「L1」として、このパターン区画L1に表示されたパーツパターンを「H1」、裁断コードを「C1」とおく。すなわち、この次位側のパターン区画L1に表示されたパーツパターンH1を次サイクル動作で切り出すことになる。
【0020】
裁断コードCは、例えば一次元コード(いわゆるバーコード等)や二次元コード(いわゆるQRコード等)であって、コードリーダを用いることにより接触又は非接触でデータ
(各種情報)の読み取りが可能となっている。この裁断コードCは、パターン区画Lごとに少なくとも一つ配置されるという条件を除き、パターン区画Lに対する配置や配置数が限定されているものではない。従って、パターン区画Lの内側に配置してもよいし、パターン区画Lの外側(即ち、前位側や次位側で隣接する他のパターン区画内等)に配置してもよい。
【0021】
本実施形態では、パターン区画L内において、前位寄り(図1の左方)となる位置で、区画線Dに近接させるように配置してある。
この裁断コードCは、パターン区画LからパーツパターンHを切り出すための裁断プログラムを指示する。裁断プログラムは、前記したように、パターン区画L内でのパーツパターンHの配置(輪郭座標)をパーツパターンの配置数だけ組み合わせた裁断データに、各種の裁断条件(後述する回転刃12の移動速度や送り条件等)を加えたものとして構成される。
【0022】
このような裁断データや裁断条件(「裁断データ等」)は、生地裁断装置1に備えられるデータベース23(図2参照)に対して多種多様なものが予め蓄積されており、その中から裁断コードCによって指示されたものを読み出して、組み合わせるようにする。なお、この裁断コードCは、パーツパターンHと同時に、インクジェット装置等によって素材生地Wに捺染(表示)すればよい。
【0023】
ポイントマークP1〜P8は、パターン区画Lを取り囲むような配置で素材生地Wに表示されている。換言すれば、これらポイントマークP1〜P8は、素材生地Wに対するパターン区画Lの大きさや配置を特定している。
具体的には、ポイントマークP1,P2は、素材生地Wにおける一辺側の生地端近傍で互いに辺方向に離れて配置され、またポイントマークP3,P4は、素材生地Wにおける対辺側の生地端近傍で、ポイントマークP1,P2と同じ間隔をおいて辺方向に離れて配置されている。ポイントマークP1とポイントマークP3、またポイントマークP2とポイントマークP4とは、互いに生地幅方向(図1の上下方向)で正対する対辺位置を示す配置となっている。
【0024】
本実施形態では、ポイントマークP1とP2との中間、及びポイントマークP3とP4との中間に、生地長手方向の中間マークP5,P6がそれぞれ表示され、ポイントマークP1とP3との中間、及びポイントマークP2とP4との中間に、生地幅方向の中間マークP7,P8がそれぞれ表示されたものとしてある。
なお、パターン区画L内において、パーツパターンHの配置と各ポイントマークP1〜P8の配置との間には、間接的な位置関係は生じるとしても、直接的、一義的な位置関係は設けていない。従って例えば、パーツパターンHが変更されたとしても、パターン区画Lに対するポイントマークP1〜P8の配置を変更させる必要はない。
【0025】
これらポイントマークP1〜P8は、パーツパターンHや裁断コードCと同時に、インクジェット装置等によって捺染(表示)してもよい。ただ、同時とする必要はなく、また捺染以外の方法(例えば、素材生地W自体の編組織を部分的に異ならせたり凹凸や孔を設けたり、或いは接着剤やシール等の付着物を付着したりする方法)で表示させてもよい。
ところで、素材生地Wに対してパーツパターンHを表示させるにあたっては、独自に選出されたパーツパターンHを、個々のパターン区画Lごとに割り当てて表示させることができる。すなわち、「独自に選出されたパーツパターンH」とは、何ら統一性や関連性を持たずにパーツパターンHが選出されることを言う。例えば、衣類の購入者がその任意の感性や要求に基づき、サイズや形状、色、模様などを適宜組み合わせて、パーツパターンHを選択する場合などである。
【0026】
また、「個々のパターン区画Lごとに割り当てて表示させる」とは、選出されたパーツパターンHを、何ら統一性や関連性を持たずに素材生地Wの長手方向に沿って並ぶ各パターン区画Lに対して並べるようにすることを言う。例えば、衣類の購入者(同一者でも異なる者でもよい)がパーツパターンHを選出するたびに、その選出順にしたがってパーツパターンHを各パターン区画Lに割り当てる場合などである。
【0027】
要するに、このようにして素材生地Wの各パターン区画LにパーツパターンHが表示さ
れると、互いに隣接するパターン区画Lごと(LとL1との関係など)に、異なるパーツパターンHが表示されている(HとH1とが異なる)ような場合が生じる。この場合は当然に、各パターン区画LとL1との間で、裁断コードCとC1が異なる裁断プログラムを指示していることになる。
【0028】
次に、生地裁断装置1について説明する。
生地裁断装置1は、図2及び図3に示すように、素材生地Wを広げた状態で支持する裁断テーブル2と、この裁断テーブル2の上方に設けられて裁断テーブル2上の素材生地Wを裁断する裁断ヘッド3と、この裁断ヘッド3を昇降、水平旋回、水平移動させるヘッド移動機構4とを有している。
【0029】
裁断テーブル2は、ベルトコンベア6の上張り部6aとして形成されたものを示してある。このベルトコンベア6は、通気性を有したエンドレスベルト(例えばフェルト材やスクリーン素材など)を、ベルト駆動部7によって一方向に連続又は間欠的に走行させるものとしてある(裁断中は、ベルトコンベア6を停止させるのがよい)。そのため、素材生地W(生地ロール5から巻き出したもの)を裁断位置に対して搬入したり、生地パーツの切り出し後に下流側へ搬出したりすることが高効率で行える。
【0030】
このベルトコンベア6には、上張り部6a(裁断テーブル2)の下部に吸引ヘッド8が設けられている。吸引ヘッド8は裁断ヘッド3(後述の回転刃12)の下部に対応した領域だけを吸引するコンパクトな大きさに形成されており、裁断テーブル2を挟んだ上下部で裁断ヘッド3と一体的に水平移動するように、吸引部移動機構9が設けられている。
また、吸引ヘッド8は、可撓性ホース10を介して真空発生装置やブロワー等の吸引装置11と接続されている。そのため、この吸引装置11を作動させることで、裁断テーブル2上のエアをテーブル面下方へ吸引して、裁断テーブル2上の素材生地Wをテーブル面に吸着保持させることができる。これにより、裁断ヘッド3による素材生地Wの裁断を、容易且つ確実に行えるようにする。
【0031】
なお、裁断テーブル2はベルトコンベア6によって構成させることは限定されるものではなく、固定板により形成することも可能である。また吸引ヘッド8についても、裁断テーブル2の下面全域を吸引するような構成としてもよい。
裁断ヘッド3は、水平軸を中心として丸刃などの回転刃12が回転駆動されるものとしてある。なお、回転刃12の他、高速で上下動するノッチ刃方式のものや、レーザー方式のものを採用することも可能である。
【0032】
ヘッド移動機構4は、ベルトコンベア6の送り方向(図3に示すX方向)とこの送り方向に対して水平面内で直交する方向(図3に示すY方向)とを適宜組み合わせて裁断ヘッド3を水平移動させる送り部13と、この送り部13による移動方向に回転刃12の刃先を合致させるように裁断ヘッド3を水平旋回させる旋回部14と、回転刃12の下端が裁断テーブル2上の素材生地Wに接触する高さとその上方との間で裁断ヘッド3を昇降させる昇降部15とを有している。
【0033】
送り部13の水平移動機構、旋回部14の水平旋回機構、昇降部15の昇降機構は、巻き掛け駆動機構や送りネジ機構、歯車機構、場合によっては流体圧(エア圧等)アクチュエータなどを適宜組み合わせて構成すればよい。また、停止位置に高精度が要される部分での駆動源にはステッピングモータやサーボモータ等の位置制御可能なモータを用いればよく、これらの細部構造等については何ら限定されるものではない。
【0034】
このヘッド移動機構4には、コードリーダ17と検出装置18とが設けられている。コードリーダ17は素材生地Wから裁断コードCを読み取るためのものであって、CCD方式やレーザー方式のものを用いることができる。また、検出装置18は素材生地WからポイントマークP1〜P8を検出するためのものであって、CCD撮像素子を装備するカメラ等によって構成されている。
【0035】
これらコードリーダ17や検出装置18は、いずれも、裁断ヘッド3が送り部13によって水平移動されるとき(少なくとも素材生地Wの生地幅方向(図3に示すY方向)へ移動されるとき)に、この裁断ヘッド3と一体となって移動する部分で、下向きに(検出面が裁断テーブル2に向くようにして)設けられている。
なお、ヘッド移動機構4が裁断ヘッド3を生地幅方向へ移動させるときには、旋回部14の作動により、裁断ヘッド3はその回転刃12が生地幅方向に平行した旋回角を保持するようになっている。このときの回転刃12の刃先を、素材生地Wの区画線D上に合致させながら生地幅方向へ移動させるようにしたとき、コードリーダ17が丁度、生地幅方向両側のポイントマークP2,P4を結んで得られる仮想線上を通過するように、コードリーダ17と回転刃12とが相対的に配置されている(ヘッド移動機構4に対するコードリーダ17の取付位置が設定されている)。
【0036】
このようにして構成される生地裁断装置1には、ヘッド移動機構4を駆動制御するための駆動制御部20が備えられている。この駆動制御部20は、現サイクル設定部21と次サイクル設定部22とデータベース23とを有している。
データベース23には、前記したように複数種にわたる裁断コードC(図1参照)と関連づけられる複数種の裁断データや裁断条件(「裁断データ等」)が蓄積されている。
【0037】
次サイクル設定部22は、コードリーダ17が読み取った裁断コードC(ここでは、次サイクルの裁断プログラムを設定した裁断コードC1とする)に基づいて、必要とされる裁断データ等をデータベース23から読み出して次サイクルプログラムの生成を行うところである。
現サイクル設定部21は、基本的に、パターン区画Lに表示されたパーツパターンHを裁断すべく、ヘッド移動機構4を駆動制御するところである。このヘッド移動機構4を駆動制御するためのデータ、即ち、現サイクルを実行するためのプログラムとして、前記の次サイクル設定部22により生成された次サイクルプログラムを用いるようにする。
【0038】
すなわち、この現サイクル設定部21は、現サイクルのサイクル動作を終える際であって、且つ、次サイクルが設定されている場合(裁断コードC1の読み込みがされている場合)に、それまで現サイクルのサイクル動作用として設定していた裁断プログラムを消去(又は格納)し、代わりに、裁断コードC1に基づいて次サイクル設定部22が生成した次サイクルプログラムを現サイクルのサイクル動作用として置き換えるようにする。
【0039】
具体的に、この現サイクル設定部21によるヘッド移動機構4の駆動は、まず最初に、裁断ヘッド3と一体化させて検出装置18を各ポイントマークP1〜P8の表示位置へと移動させ、それらを検出させることから始まる。このとき、現サイクル設定部21は、検出装置18が検出したポイントマークP1〜P8のうち、生地幅方向両側のポイントマークP2,P4を結んで得られる仮想線又はこれに平行な直線に倣ってコードリーダ17が移動するように、ヘッド移動機構4を駆動させる。言うまでもなく、このコードリーダ17の移動は、次サイクルプログラムの設定をするための裁断コードC1を、コードリーダ17で読み取るために行う。
【0040】
本実施形態では、前記したように各パターン区画L(L1)内の前位寄り(図1の左方)となる位置で、区画線Dに近接させるようにして裁断コードC(C1)を配置してある。更に言えば、裁断コードC(C1)は、生地幅方向両側のポイントマークP1,P3を結んで得られる仮想線上に配置させてある。このような事情に伴い、現サイクル設定部21は、このポイントマークP1,P3を結んで得られる仮想線上をコードリーダ17が移動するように、ヘッド移動機構4を駆動するものである。
【0041】
当然に、ポイントマークP1,P3を結んで得られる仮想線上をコードリーダ17が移動することで、この移動中のコードリーダ17が次サイクルプログラムの設定をするための裁断コードC1上を通過するようになるので、コードリーダ17による裁断コードC1の読み取りが可能となる。
なお、前記したように、コードリーダ17が裁断コードC1上を通過するとき、裁断ヘッド3の回転刃12が区画線D上を移動するように、コードリーダ17と回転刃12とが相対的に配置されている。そのため、現サイクル設定部21は、区画線Dで大断ちする(素材生地Wをパターン区画Lごとに切り離す)ための移動に依存させるようにして、ポイントマークP1,P3を結んで得られる仮想線上でコードリーダ17を移動させることができ、わざわざ、コードリーダ17のための移動を行う必要はない。
【0042】
すなわち、コードリーダ17による裁断コードC1の読み取り動作を、区画線Dで大断
ちする動作に含ませることができるので、サイクル動作の単純化及びサイクル動作の時間短縮化(高能率化)が図れることになる。
一方で、ヘッド移動機構4が最初の駆動手順として、検出装置18を各ポイントマークP1〜P8の表示位置へ移動させたとき、検出装置18は、イメージマッチング法によってポイントマークP1〜P6を検出することができる。イメージマッチング法は、イメージデータとして検出したデータを、予め記憶しているイメージデータとマッチングさせることで、関連する所定の座標(イメージの中心点等)として読み出す判別方法を言う。
【0043】
この場合、現サイクル設定部21は、検出したポイントマークP1〜P8を用いてパターン区画Lに生じた伸縮率(素材生地Wに対して捺染処理等を施したとき等に生じた伸び縮みの度合い)を求め、この伸縮率に基づいて、パーツパターンHの位置ズレ及びパーツパターンHの変形(伸縮変形や歪み変形)に応じた補正データを作成し、この補正データで、現サイクルの裁断プログラムを補正するということを行うとよい。
【0044】
パターン区画Lに生じた伸縮率を求めるには、例えば次のようにする。すなわち、まずパターン区画Lの短辺側を2等分してできる1/2面積の二つの区画(ポイントマークP1−P2−P8−P7−P1で囲まれる区画と、ポイントマークP3−P7−P8−P4−P3で囲まれる区画)に区割りして、これら二区画のそれぞれについて伸縮率を求めるようにする。
【0045】
次に、パターン区画Lの長辺側を2等分してできる1/2面積の二つの区画(ポイントマークP1−P5−P6−P3−P1で囲まれる区画と、ポイントマークP5−P2−P4−P6−P5で囲まれる区画)に区割りして、これら二区画のそれぞれについて伸縮率を求めるようにする。
このようにすることで、結果として、パターン区画Lを四つの小区画に区割りしながら各小区画ごとに縦横の伸縮率を求めたことに相当するものとなり、誤差や歪みのない伸縮率を求めることが可能となって、高精度の補正データを作成できることに繋がるものとなる。
【0046】
次に、前記した生地裁断装置1の動作状況に基づきながら本発明に係る生地裁断方法を説明する。図4は、本発明に係る生地裁断方法を説明したフローチャートである。
なお、いま、図2に示すように、生地ロール5から巻き出された素材生地Wのうち、巻出方向の先頭となるパターン区画Lが裁断テーブル2上に広げられているものとする。
素材生地Wには、図1に示すように、パターン区画Lを取り囲む配置でポイントマークP1〜P8が表示されていると共に、隣接するパターン区画L,L1の間に区画線Dが表示されているものとする。また、各パターン区画L,L1には、衣類の購入者による選出順などにしたがい、異なるパーツパターンHとH1が表示されていると共に、パターン区画LとL1とで異なる裁断プログラムを指示する裁断コードCとC1が表示されているものとする。
【0047】
このような状況下にあって、巻出方向の先頭となるパターン区画LからパーツパターンHを切り出すための初回サイクルの設定を、現サイクル設定部21に対して行う(ステップ100,101)。
この初回サイクルの設定は、例えばハンドタイプのコードリーダ(図示略)などを用いて、パターン区画Lの裁断コードCを読み取り、データベース23からこの裁断コードCが指示する裁断データ等を読み出して現サイクルの裁断プログラムを生成させることで行うとよい。
【0048】
次に現サイクル設定部21は、生成された現サイクルの裁断プログラムによってヘッド移動機構4を駆動させ、裁断ヘッド3と一体的に検出装置18を水平移動させながら、この検出装置18により、パターン区画Lの各ポイントマークP1〜P8を検出させる(ステップ102)。
次に現サイクル設定部21は、検出したポイントマークP1〜P8の中から、生地幅方向両側のポイントマークP2,P4を結んで得られる仮想線に基づき、大断ちする位置(即ち、区画線Dの所在)を設定する(ステップ104)。
【0049】
なお、この大断ちする位置の設定を行うのに先行、後行、又は並行するようにして、現
サイクル設定部21は、検出したポイントマークP1〜P8を用いてパターン区画Lに生じた伸縮率を求め、この伸縮率に基づいて、パーツパターンHの位置ズレ及びパーツパターンHの変形に応じた補正データを作成し、この補正データで、現サイクルの裁断プログラムを補正するということを行うとよい(ステップ103参照)。
【0050】
次に現サイクル設定部21は、ヘッド移動機構4を駆動させ、設定した大断ち位置(区画線D)上に沿わせるようにして裁断ヘッド3を移動させながら、回転刃12で大断ちを実行する(ステップ105)。
この大断ちを実行する際には、次サイクル設定部22は、裁断ヘッド3と一体的に移動するコードリーダ17により、次位側のパターン区画L1に表示された裁断コードC1を読み取らせる(同じくステップ105)。そして次サイクル設定部22は、この裁断コードC1と関連づけられる裁断データ等をデータベース23から読み出し、次サイクルプログラムを生成する。生成した次サイクルプログラムは、一時メモリ(図示略)へ保存しておく。言うまでもなく、このようにして生成した次サイクルプログラムは、次位側のパターン区画L1に表示されたパーツパターンH1を切り出すための裁断プログラムである。
【0051】
なお、この裁断コードC1の読み取りは、現サイクルのサイクル動作(パターン区画Lに表示されたパーツパターンHを切り出すための搬入から搬出にわたる一連のサイクル動作)に含まれているので、わざわざ、コードリーダ17を移動させるという手間は不要である。それ故、サイクル動作の単純化及びサイクル動作の時間短縮化(高能率化)が図れることになる。
【0052】
前記のように次サイクル設定部22が次サイクルプログラムの生成を行っているのに先行、後行、又は並行して、現サイクル設定部21は、現サイクルの裁断プログラムに基づき、パターン区画LからのパーツパターンHの切り出しを実行する(ステップ106)。
現サイクルのサイクル動作を終える際(サイクル動作の完了であるか否かは重要ではない)で、次サイクルが設定されている場合(裁断コードCの読み込みがされている場合)、すなわち、前記した一時メモリに次サイクルプログラムが保存されているときには、現サイクルによって切り出された生地パーツや切り滓を裁断テーブル2から搬出すると共に、次サイクル用の素材生地Wを裁断テーブル2上へ搬入するという工程を挟み(ステップ107−108)、尚かつ、現サイクル設定部21は、それまで現サイクルのサイクル動作用として設定していた裁断プログラムを消去(又は格納)し、代わりに、一時メモリに保存されている次サイクルプログラム(裁断コードCに基づいて次サイクル設定部22が生成した次サイクルプログラム)を現サイクルのサイクル動作用として置き換えるようにする(ステップ101)。
【0053】
これによって1サイクル動作が終了し、同時に次サイクルへと移行することになる。当然に、次サイクルでは、次サイクル設定部22が生成した次サイクルプログラムに基づいて、次に裁断するパターン区画L1に表示されたパーツパターンH1の切り出しが続行される。
なお、ステップ107において次サイクルが設定されていないとき(前記した一時メモリに次サイクルプログラムが保存されていないとき)には、現サイクルによって切り出された生地パーツや切り滓を裁断テーブル2から搬出して(ステップ109)、全サイクル動作を終わらせる。
【0054】
以上、詳説したところから明らかなように、本発明に係る生地裁断方法及び生地裁断装置1では、各パターン区画LごとにパーツパターンHの形状や大きさ、配置、配置数が異なっている素材生地Wを対象にして、生地パーツの切り出しを行うに際し、各パターン区画Lに対する裁断データ等の設定(裁断プログラムの生成)が簡単且つ迅速で、しかも確実に行えるものとなる。
【0055】
更に言えば、次サイクルの裁断プログラム(次サイクルプログラム)を設定入力するに際し、作業者の介入を全く必要としない。また、次サイクルプログラムを生成するための元となる裁断コードを読み取るに際して、わざわざ特別な装置的動作を必要とするものではない(大断ちの動作等の現サイクルのサイクル動作に含ませることができる)。
これらのことから、衣類等を購入しようとする購入者のニーズに柔軟且つ迅速に応える
ことができ、しかも、コストの高騰化をも抑制できる(むしろ、低コスト化が可能)ようになる。
【0056】
ところで、本発明は、前記実施形態に限定されるものではなく、実施の形態に応じて適宜変更可能である。
例えば、素材生地Wの材質をはじめとして、パーツパターンHの形状、大きさ、配置、配置数、更には裁断コードCの種類や配置、配置数などが何ら限定されないことは、既に説明したところである。
【0057】
なお、前記実施形態では現サイクルで読み込んだ裁断コードC1に基づき次位側に隣接するパターン区画L1用の次サイクルプログラムを生成する場合について説明したが、この裁断コードC1に基づき、現サイクルのパターン区画Lに対して隣接しない(更に下流側に配置された)パターン区画LからパーツパターンHを切り出すための裁断プログラムを生成するようなことも可能となる。
【0058】
また、本発明に係る生地裁断方法及び生地裁断装置1は、各パターン区画LごとにパーツパターンHの形状や大きさ、配置、配置数が異なっている素材生地Wを対象にしたときに特有の作用効果が得られるものであるところ、各パターン区画LごとにパーツパターンHの形状や大きさ、配置、配置数が異なっている素材生地Wを対象にすることが限定されるものではない。すなわち、帯状に長い素材生地W(一連に連続した生地)のなかで、パーツパターンHの形状や大きさ、配置、配置数が同じであるパターン区画Lが並んだものを対象として実施すること(ロット生産的な実施)は可能である。
【0059】
素材生地Wに対してパーツパターンHを表示させる方法として、インクジェット捺染を行うことは限定されるものではなく、その他のプリント法等を採用してもよい。また、裁断コードCについては、裁断コードCが印刷されたラベルを素材生地Wに貼付することをもって、「裁断コードCの表示」とさせることも可能である。
前記した実施形態では、コードリーダ17による裁断コードCの読み取りの際に、ポイントマークP2とP4との間に仮想線を結ぶ場合を説明したが、これに限らず、ポイントマークP1とP3との間、又はポイントマークP5とP6との間に仮想線を結ぶ場合や、これら各仮想線に対して平行する直線(ポイントマーク同士を結んだものでは無い直線)を用いるようにしてもよい。
【0060】
要するに、これらの直線(素材生地Wの生地幅方向に延びる直線)に倣う(平行させる)ようにしてコードリーダ17を移動させることで、個々のパターン区画L(素材生地W)に生じた伸縮や歪み(反りや曲がり、皺等)などに応じたコードリーダ17の移動を実現できるものとなり、その結果、コードリーダ17による裁断コードCの読み取りが確実に行えるという作用効果が得られるものである。
【0061】
ポイントマークP1〜P8を用いて補正を行うことは、前記したように限定されるものではなく、補正を行わないものとしてもよい。
コードリーダ17と検出装置18とは、可能であれば装置としての共用化を図る(一つの装置でポイントマークP1〜P8の検出と裁断コードCの読み取りとを行う)ようにしてもよい。
【0062】
本発明において、「パーツパターンを切り出す」とは、パーツパターンHの輪郭に一致又は沿わせるようにして生地パーツを切り出す場合のみならず、パーツパターンHを一部又は全部含ませるようにしつつ当該パーツパターンHとの位置的関連を持たせて他の形状の生地パーツを切り出す場合をも含むものとする。
【符号の説明】
【0063】
1 生地裁断装置
2 裁断テーブル
3 裁断ヘッド
4 ヘッド移動機構
5 生地ロール
6 ベルトコンベア
6a 上張り部
7 ベルト駆動部
8 吸引ヘッド
9 吸引部移動機構
10 可撓性ホース
11 吸引装置
12 回転刃
13 送り部
14 旋回部
15 昇降部
17 コードリーダ
18 検出装置
20 駆動制御部
21 現サイクル設定部
22 次サイクル設定部
23 データベース
C 裁断コード
C1 次サイクルの裁断コード
D 区画線
H パーツパターン
H1 次サイクルのパーツパターン
L パターン区画
L1 次サイクルのパターン区画
P1〜P8 ポイントマーク
W 素材生地
【特許請求の範囲】
【請求項1】
帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を準備し、
一のパターン区画に表示されたパーツパターンを切り出すための搬入から搬出にわたる一連のサイクル動作に含ませて前記裁断コードを読み取るコードリーダによって前記裁断コードの読み取りを行い、
前記コードリーダが読み取った裁断コードと関連づけられる裁断データ等を蓄積データから読み出して次サイクルプログラムを生成し、
生成した次サイクルプログラムに基づいて次に裁断するパターン区画に表示されたパーツパターンを裁断する
ことを特徴とする生地裁断方法。
【請求項2】
前記素材生地を準備する際には、前記パーツパターン及び前記裁断コードと共に生地幅方向の対辺位置を示すポイントマークの表示を行っておき、
前記コードリーダによって前記素材生地の裁断コードを読み取る際には、これに先だって前記素材生地から幅方向両側のポイントマークを検出すると共に、検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させながら裁断コードの読み取りを行う
ことを特徴とする請求項1記載の生地裁断方法。
【請求項3】
前記素材生地を準備する際には、互いに隣接する2つのパターン区画間に対応させて生地幅方向両側の前記ポイントマークを配置させると共に、これら両ポイントマーク同士を結んで得られる仮想線上又はこれに平行な直線上に前記裁断コードを配置させることを特徴とする請求項2記載の生地裁断方法。
【請求項4】
前記コードリーダの移動は、生地幅方向両側のポイントマーク同士を結んで得られる仮想線又はこれに平行な直線を大断ちする際の移動に依存させて行うことを特徴とする請求項3記載の生地裁断方法。
【請求項5】
前記素材生地を準備する際には、独自に選出されたパーツパターンを個々のパターン区画ごとに割り当てて表示させることを特徴とする請求項1乃至請求項4のいずれか1項に記載の生地裁断方法。
【請求項6】
帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を対象にして前記各パターン区画のパーツパターンを切り出す生地裁断装置において、
素材生地の少なくとも一つのパターン区画を広げた状態で支持する裁断テーブルと、
前記裁断テーブルの上方に設けられて裁断テーブル上の素材生地を裁断する裁断ヘッドと、
前記裁断ヘッドを昇降、水平旋回、水平移動させるヘッド移動機構と、
前記ヘッド移動機構に設けられて前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から裁断コードを読み取るコードリーダと、
複数種にわたる裁断コードと関連づけられる複数種の裁断データ等を蓄積したデータベースと、
前記コードリーダが読み取った裁断コードに基づいて前記データベースから裁断データ
等を読み出して次サイクルプログラムを生成する次サイクル設定部と、
現サイクルのサイクル動作を終える際に前記次サイクル設定部が生成した次サイクルプログラムを現サイクルのサイクル動作用として置き換えて前記ヘッド移動機構を駆動する現サイクル設定部と、
を有していることを特徴とする生地裁断装置。
【請求項7】
前記素材生地に生地幅方向の対辺位置を示すポイントマークが表示されている場合にあって、
前記ヘッド移動機構には前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から幅方向両側のポイントマークを検出する検出装置が設けられ、
前記現サイクル設定部は前記検出装置が検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させるべく前記ヘッド移動機構を駆動させるようになっていることを特徴とする請求項6記載の生地裁断装置。
【請求項1】
帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を準備し、
一のパターン区画に表示されたパーツパターンを切り出すための搬入から搬出にわたる一連のサイクル動作に含ませて前記裁断コードを読み取るコードリーダによって前記裁断コードの読み取りを行い、
前記コードリーダが読み取った裁断コードと関連づけられる裁断データ等を蓄積データから読み出して次サイクルプログラムを生成し、
生成した次サイクルプログラムに基づいて次に裁断するパターン区画に表示されたパーツパターンを裁断する
ことを特徴とする生地裁断方法。
【請求項2】
前記素材生地を準備する際には、前記パーツパターン及び前記裁断コードと共に生地幅方向の対辺位置を示すポイントマークの表示を行っておき、
前記コードリーダによって前記素材生地の裁断コードを読み取る際には、これに先だって前記素材生地から幅方向両側のポイントマークを検出すると共に、検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させながら裁断コードの読み取りを行う
ことを特徴とする請求項1記載の生地裁断方法。
【請求項3】
前記素材生地を準備する際には、互いに隣接する2つのパターン区画間に対応させて生地幅方向両側の前記ポイントマークを配置させると共に、これら両ポイントマーク同士を結んで得られる仮想線上又はこれに平行な直線上に前記裁断コードを配置させることを特徴とする請求項2記載の生地裁断方法。
【請求項4】
前記コードリーダの移動は、生地幅方向両側のポイントマーク同士を結んで得られる仮想線又はこれに平行な直線を大断ちする際の移動に依存させて行うことを特徴とする請求項3記載の生地裁断方法。
【請求項5】
前記素材生地を準備する際には、独自に選出されたパーツパターンを個々のパターン区画ごとに割り当てて表示させることを特徴とする請求項1乃至請求項4のいずれか1項に記載の生地裁断方法。
【請求項6】
帯状に長くその長手方向に沿って想定した複数のパターン区画内にそれぞれ生地パーツを示すパーツパターンが表示され且つ各パターン区画には当該パターン区画又はその下流側に配置されたパターン区画からパーツパターンを切り出すための次サイクルプログラムを指示する裁断コードが表示された素材生地を対象にして前記各パターン区画のパーツパターンを切り出す生地裁断装置において、
素材生地の少なくとも一つのパターン区画を広げた状態で支持する裁断テーブルと、
前記裁断テーブルの上方に設けられて裁断テーブル上の素材生地を裁断する裁断ヘッドと、
前記裁断ヘッドを昇降、水平旋回、水平移動させるヘッド移動機構と、
前記ヘッド移動機構に設けられて前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から裁断コードを読み取るコードリーダと、
複数種にわたる裁断コードと関連づけられる複数種の裁断データ等を蓄積したデータベースと、
前記コードリーダが読み取った裁断コードに基づいて前記データベースから裁断データ
等を読み出して次サイクルプログラムを生成する次サイクル設定部と、
現サイクルのサイクル動作を終える際に前記次サイクル設定部が生成した次サイクルプログラムを現サイクルのサイクル動作用として置き換えて前記ヘッド移動機構を駆動する現サイクル設定部と、
を有していることを特徴とする生地裁断装置。
【請求項7】
前記素材生地に生地幅方向の対辺位置を示すポイントマークが表示されている場合にあって、
前記ヘッド移動機構には前記裁断ヘッドと共に素材生地の幅方向に移動しつつ素材生地から幅方向両側のポイントマークを検出する検出装置が設けられ、
前記現サイクル設定部は前記検出装置が検出した両ポイントマーク同士を結んで得られる仮想線又はこれに平行な直線に倣って前記コードリーダを移動させるべく前記ヘッド移動機構を駆動させるようになっていることを特徴とする請求項6記載の生地裁断装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−49933(P2013−49933A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−188925(P2011−188925)
【出願日】平成23年8月31日(2011.8.31)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.QRコード
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.QRコード
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]