
生物分解可能な通気性フィルム及び積層体

【課題】生物分解可能なフィルム及び不織ウェブを含む通気性積層体を提供すること。
【解決手段】本発明の生物分解可能な通気性フィルムは、生物分解可能なポリマーを粒子状充填剤と混合し、この混合物をフィルムにし、このフィルムを一軸延伸又は二軸延伸して、充填剤粒子の周りに空隙を形成することにより形成される。フィルムは、繊維不織ウェブに積層されて積層体を形成することができ、またこの繊維不織ウェブも、生物分解可能なポリマーで作ることができる。生物分解可能なフィルム及び積層体は、種々の使い捨てパーソナルケア吸収性物品及び使い捨て医療用物品で有用である。
【解決手段】本発明の生物分解可能な通気性フィルムは、生物分解可能なポリマーを粒子状充填剤と混合し、この混合物をフィルムにし、このフィルムを一軸延伸又は二軸延伸して、充填剤粒子の周りに空隙を形成することにより形成される。フィルムは、繊維不織ウェブに積層されて積層体を形成することができ、またこの繊維不織ウェブも、生物分解可能なポリマーで作ることができる。生物分解可能なフィルム及び積層体は、種々の使い捨てパーソナルケア吸収性物品及び使い捨て医療用物品で有用である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水蒸気を透過し、液体水に実質的に不透過性である生物分解可能な通気性フィルムに関する。また、本発明は、生物分解可能なフィルム及び不織ウェブを含む通気性積層体に関する。
【背景技術】
【0002】
薄く延伸された通気性フィルム及びこれを含む不織布積層体は、当技術分野では公知である。フィルムは、典型的には、ポリオレフィン、例えばポリエチレン又はポリプロピレンと、粒子状無機充填剤、例えば炭酸カルシウムとを混合することにより調製する。この混合物を型成形又はブロー成形してフィルムにする。フィルムは、単一の充填剤含有層を有することができ、工程を改善するため及び後で基層に結合するために1つ又は2つの外皮層と共押出ししてもよい。
フィルムは、ポリオレフィンの融点よりも低い高温で、一方向又は二方向に元の寸法の1.5〜7.0倍まで一軸延伸又は二軸延伸することにより水蒸気に対して通気性のあるようにされる。延伸することにより、ポリオレフィンと個々の充填剤粒子との間に局所的な分離が生じ、その結果充填剤粒子の周りに空隙が形成されることになる。空隙は薄膜によって境界が形成されており、この薄膜は、連続であっても又は隣接する空隙間で分かれていてもよい。空隙及び薄いポリマー膜の網目構造により、フィルムを通る蛇行性の通路が生成され、これを通じて蒸気が拡散することができる。しかしながら、フィルムは、液体水に対しては実質的に不透過性のままである。
【0003】
薄く延伸された通気性フィルムは、通常、スパンボンドウェブのような不織ウェブの片側面又は両側面に積層されて、通気性の障壁積層体となる。例えば、ポリプロピレンスパンボンドウェブは、通気性積層体を用いる各種のパーソナルケア吸収性物品及び医療用衣類の効果的な耐負荷構成要素として働くことができる。パーソナルケア吸収性衣類及び医療用衣類は、通常は使い捨て、即ち1回又は数回使用した後に廃棄することが意図されている。このような使い捨て物品の多くは、最終的にはごみ廃棄場に行くことになるが、ごみ廃棄場では、ポリオレフィン成分は、かなり安定しており容易には分解されない。
主な構造成分が生物分解可能である使い捨てのパーソナルケア吸収性衣類及び医療用衣類が必要とされ、又は所望されている。従って、1つ又はそれ以上の生物分解可能なポリマーを用いて形成した通気性障壁フィルム、及びフィルム/不織布積層体も必要とされ、又は所望されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、生物分解可能なポリマーマトリクス及びマトリクス内に分散した充填剤粒子を含む、薄く延伸された通気性の微孔性障壁フィルムに関する。「生物分解可能」という用語は、生物学的手段、特に環境熱、水分及び/又は細菌作用により容易に分解することができる材料をいう。プラスチック材料が生物分解可能であるか否かを判定するための好適な試験は、「Standard Test Methods For Determining Aerobic Biodegradation of Radiolabeled Plastic Materials In An Aqueous Or Compost Environment(放射性同位体でラベル付けしたプラスチック材料の水性又は堆肥環境での好気性生物分解性を判定するための標準試験法)」と題されるASTM(材料試験協会)D6340−98である。この試験手順は、引用により本明細書に組み込まれる。試験手順は、制御された堆肥環境でプラスチック材料の酸化の累積パーセントを測定する方法Bに準拠する。
【課題を解決するための手段】
【0005】
本発明によれば、生物分解可能なポリマーを充填剤粒子と混合して組成物を作り、これをキャストフィルム押出し、ブローフィルム押出し、又は類似の方法によってフィルムにする。フィルムは、望ましくはマトリクスポリマーの融点よりも低い高温で薄く延伸されて、粒子の周りに空隙を形成する。空隙は、薄いポリマー膜によって境界が形成されており、この薄膜は、連続であっても又は隣接する空隙間で分かれていてもよい。空隙及び薄いポリマー膜の網目構造により、フィルムを通る蛇行性の通路が生じ、水性液体の透過を実質的に遮断し且つ水蒸気を拡散させることができる。フィルムは、1つ又はそれ以上の層を有することができる。追加の層は、いずれもポリマーのみを含むこともでき、ポリマーと充填剤との混合物を含んでもよい。
【0006】
また、本発明は、通気性微孔性フィルム及び少なくとも1つの繊維不織ウェブを含む通気性積層体に関する。繊維不織ウェブは、熱可塑ポリマー、望ましくは生物分解可能な熱可塑ポリマーで作られる。通気性フィルム及び/又は積層体は、各種の使い捨てパーソナルケア吸収性物品及び医療用衣類に用いることができる。例えば、通気性障壁フィルム及び/又は積層体は、おむつ、トレーニングパンツ、吸収性水着、吸収性アンダーパンツ、大人用失禁用製品及び女性用衛生製品のアウターカバー(バックシート)として使用することができ、乳児用拭き材に用いてもよい。また、通気性障壁フィルム及び/又は積層体は、医療用衣類、エプロン、アンダーパッド、包帯、ドレープ及び拭き材に用いてもよい。ごみ廃棄場に廃棄されると、通気性フィルム及び/又は積層体は、比較的短期間で分解する。
【0007】
上記のことを念頭に置けば、本発明の特徴及び利点は、その構造成分(ポリマーマトリクス)が生物分解可能である薄く延伸された通気性障壁フィルムを提供することである。
また、本発明の特徴及び利点は、生物分解可能なフィルムを繊維不織ウェブへ積層すると同時に、その繊維不織ウェブが生物分解可能である積層体を提供することである。
また、本発明の特徴及び利点は、本発明のフィルム及び積層体を組み込んで生物分解性が改善されたパーソナルケア吸収性衣類及び医療用衣類を提供することである。
【0008】
定義
「フィルム」という用語は、キャストフィルム又はブローフィルム押出工程のようなフィルム押出工程を用いて作った熱可塑性フィルムをいう。
「生物分解可能なフィルム」という用語は、その主な構造成分(マトリクスポリマー)が、生物分解可能であるフィルムをいう。ポリマーが生物分解可能であるか否かは、上に論じたようにASTM手順D6340−98で判定することができる。
「通気性障壁フィルム」という用語は、液体水に実質的に不透過性であり、以下に記載するMocon手順を用いると水蒸気透過率(「WVTR」)が少なくとも約500グラム/m2−24時間であるフィルムをいう。
【0009】
「ポリマー」という用語には、ホモポリマーと、例えばブロックコポリマー、グラフトコポリマー、ランダム及び交互コポリマー、ターポリマー等のようなコポリマーと、それらのブレンド及び変成物が含まれるが、これに限定されない。更に、特に限定しなければ、「ポリマー」という用語は、材料の全ての可能な幾何構造を含むものとする。このような構造には、アイソタクチック対称、シンジオタクチック対称及びアタクチック対称が含まれるが、これに限定されない。
「生物分解可能なポリマー」という用語は、細菌の作用、環境熱及び/又は水分のような生物学的手段により容易に分解することができるポリマーをいう。特に好適なポリマーは、ごみ廃棄場のような環境中又は地中に存在する細菌の作用により自然に分解するものである。上述のASTM D−6340−98に従って試験する場合、生物分解可能なポリマーは、手順に定められたような制御された堆肥環境中で、180日後に少なくとも80%溶解及び/又は分解(酸化)されるものである。
【0010】
「不織布又はウェブ」という用語は、互いに組み合わせられているが、編地でのように規則的又は識別可能な形態ではなく、個々の繊維又は重ね合わされた糸の構造を有するウェブを意味する。不織布又は不織ウェブは、例えば、メルトブロー法、スパンボンド法、空気堆積法、及びボンデッドカーデッドウェブ法等の多くの方法で形成されている。不織布の坪量は、通常、1平方ヤード当たりの材料のオンス数(osy)、又は1平方メートル当たりのグラム数(gsm)で表され、繊維径は、通常、ミクロンで表す。(osyをgsmに変換するには、osyに33.91を掛ければよい。)
【0011】
「マイクロファイバー」という用語は、平均直径が約75ミクロン以下であり、例えば、平均直径が約1ミクロンから約50ミクロンまでの小直径の繊維を意味し、更に詳細には、マイクロファイバーの平均直径は、約1ミクロンから約30ミクロンまでとすることができる。繊維の直径を表す使用頻度の高い別の表現は、デニールであり、これは、繊維の9000メートル当たりのグラム数と定義されている。断面が円形の繊維では、デニールは、繊維直径(ミクロン)を2乗し、密度(グラム/cc)を掛け、0.00707を掛けることにより計算することができる。デニールが小さいと、細い繊維を示し、デニールが大きいと、太い繊維又は重い繊維を示す。例えば、ポリプロピレン繊維の直径を15ミクロンとすると、これを二乗し、その結果に0.89g/ccを掛け、更に0.00707を掛けることによりデニールに変換することができる。従って、15ミクロンのポリプロピレン繊維は、は、約1.42デニール(152×0.89×0.00707=1.415)である。米国以外では、この測定単位は、「テックス」を用いる方が多く、これは、繊維1キロメートル当たりのグラム数として定義される。テックスは、デニール÷9として計算することができる。
【0012】
「スパンボンデッド繊維」という用語は、円形又は他の形状を有する紡糸口金の複数の細い毛管からフィラメントとして溶融熱可塑性材料を押し出し、次に、例えば、Appel他に付与された米国特許第4,340,563号、Dorschner他に付与された米国特許第3,692,618号、Matsuki他に付与された米国特許第3,802,817号、Kinneyに付与された米国特許第3,338,992号及び第3,341,394号、Hartmanに付与された米国特許第3,502,763号、Petersenに付与された米国特許第3,502,538号、及びDobo他に付与された米国特許第3,542,615号におけるように、その押し出されたフィラメントの直径を急速に縮小することによって形成された小直径の繊維をいう。尚、各々の特許は、引用により本明細書に組み込まれる。スパンボンド繊維は、捕集面に堆積されるときに急冷され、通常は粘着性がない。スパンボンド繊維は、ほぼ連続しており、多くの場合平均直径が7ミクロンより大きく、より具体的には約10から30ミクロンの間の平均直径である。
【0013】
「メルトブロー繊維」という用語は、溶融熱可塑性材料を、複数の細い、通常は円形のダイ毛管を通して、収束する高速高温ガス(例えば空気)流中に溶融糸又はフィラメントとして押し出し、この気体流により溶融熱可塑性材料のフィラメントが縮小され、マイクロファイバーの直径まで該直径が縮小されることにより形成される繊維を意味する。その後、メルトブロー繊維は、高速ガス流により運ばれて捕集面に堆積され、不規則に分散したメルトブロー繊維のウェブを形成する。このような工程は、例えば、Butin他に付与された米国特許第3,849,241号に開示されている。メルトブロー繊維は、連続又は不連続とすることができるマイクロファイバーであり、一般に直径が10ミクロンより小さく、捕集面に堆積されるときには、一般に自己結合する。本発明で用いるメルトブロー繊維は、長さが実質的に連続であることが好ましい。
【発明を実施するための最良の形態】
【0014】
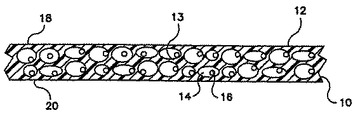
図1を参照すると、マトリクス12、蛇行性の通路の境界を定める比較的薄い微孔性膜13に囲まれたマトリクス内の複数の空隙14、及び各空隙14内の1つ又はそれ以上の充填剤粒子16を含む単一層の通気性フィルム10が示されている。フィルム10は、微孔性であると同時に通気性があり、空隙間の微孔性膜13により、水蒸気は、フィルム10の第1の表面18から第2の表面20まで容易に分子拡散することができる。
マトリクス12は、何らかの好適なフィルム形成用の生物分解可能なポリマーを含むことができる。生物分解可能なマトリクスポリマーの例には、ポリ乳酸ポリマー(特にホモポリマー)と、ブタンジオール、アジピン酸、コハク酸及び/又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーと、及びその組み合わせが含まれるが、これに限定されない。特に好適なポリマーは、ECOFLEX(登録商標)という名称でBASF Corporationにより販売されているテレフタル酸、アジピン酸及び1,4−ブタンジオールのターポリマー、又はEASTAR(登録商標)という名称でEastman Chemical Co.により販売されている同様のポリマーである。
【0015】
マトリクスポリマーは、単層通気性フィルム10の約20〜95重量%(又は、以下に記載する多層フィルムの場合には、充填フィルム層のパーセント)を構成することができる。フィルム(以下に記載するように延伸後)が優れた強度及び中程度の通気性を有することが所望される場合には、マトリクスポリマーは、通気性フィルム又はフィルム層の約55〜95重量%、好適には通気性フィルム又はフィルム層の約60〜80重量%を構成することができる。この実施形態においては、充填剤粒子16は、通気性フィルム又はフィルム層の約5〜45重量%、好適には約20〜40重量%を構成することができる。フィルム(延伸後)が、優れた通気性及び中等度の強度を有することが所望される場合には、通気性フィルム又はフィルム層は、約20重量%から55重量%未満、好適には約35〜50重量%のマトリクスポリマーと、45重量%を超えて約80重量%まで、好適には約50〜65重量%の粒子状充填剤とを含むことができる。
【0016】
充填剤粒子16は、無機充填剤粒子とすることができる。好適な無機充填剤には、炭酸カルシウム、クレー、シリカ、アルミナ、硫酸バリウム、炭酸ナトリウム、タルク、硫酸マグネシウム、二酸化チタン、ゼオライト、硫酸アルミニウム、珪藻土、硫酸マグネシウム、炭酸マグネシウム、炭酸バリウム、カオリン、雲母、炭素、酸化カルシウム、酸化マグネシウム、水酸化アルミニウム及びこれらの粒子の組み合わせが含まれるが、これに限定されない。充填剤粒子16の平均直径は、約0.1〜10ミクロンの範囲、好ましくは約0.5〜7.0ミクロン、最も好ましくは約0.8〜2.0ミクロンである必要がある。
また、充填剤粒子16は、有機充填剤粒子であってもよい。用いることができる有機充填剤粒子の例には、ポリスチレン、ポリアミド、ポリビニルアルコール、ポリエチレンオキシド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリテトラフルオロエチレン、及び他の好適なポリマー及びその誘導体で作られた粒子が含まれる。
【0017】
充填剤粒子16は、水膨潤性の充填剤粒子であってもよい。「水膨潤性」とは、粒子が、蒸留水中で、粒子の重量の少なくとも約10倍、好ましくは重量の少なくとも約20倍、最も好ましくは重量の少なくとも約30倍を吸収することができなければならないことを意味する。有機水膨潤性の充填剤の例には、天然及び合成超吸収性材料が含まれるが、これに限定されない。天然超吸収性材料には、グアールガム、寒天、ペクチン及び同様のものが含まれる。合成超吸収性材料には、ポリアクリル酸のアルカリ金属塩、ポリアクリルアミド、ポリビニルアルコール、エチレン−無水マレイン酸コポリマー、ポリビニルエーテル、メチルセルロース、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、ポリビニルモルホリノン、及びビニルスルホン酸、ポリアクリレート、ポリアクリルアミド、ポリビニルピリジン及び同様のもののポリマー及びコポリマーのようなヒドロゲルポリマーが含まれる。他の好適なポリマーには、加水分解アクリロニトリルグラフトデンプン、アクリル酸グラフトデンプン、及びイソブチレン無水マレイン酸ポリマー及びその混合物が含まれる。ヒドロゲルポリマーは、軽く架橋し、材料を実質的に水不溶性にすることが好ましい。架橋は、例えば、照射によるか、共有結合、イオン結合、ファンデルワールス結合、又は水素結合によって達成することができる。
【0018】
充填剤粒子16は、望ましくは生物分解可能な充填剤粒子とすることができる。好適な生物分解可能な充填剤粒子には、シクロデキストリンが含まれる。「シクロデキストリン」という用語は、シクロデキストリン化合物、及び分子構造の全て又は一部にシクロデキストリン環状構造を保持するシクロデキストリン誘導体を含む。
シクロデキストリン類は、環状に配列された6から12個のグルコール単位を含むことができる。シクロデキストリン類には、例えば、α−シクロデキストリン化合物(環状に配列された6グルコース単位)、β−シクロデキストリン化合物(環状に配列された7グルコース単位)及びγ−シクロデキストリン化合物(環状に配列された8グルコース単位)が含まれる。グルコース単位の結合及び構成により、シクロデキストリンは、内部が中空であり、水素原子とグリコシド結合した酸素原子とにより内側を覆われた円錐形の分子構造となる。
【0019】
好適なシクロデキストリン化合物は、フィルム中に用いた熱可塑ポリマーを延伸するのに望ましい温度より高いが、フィルム押出し温度より低い融点を有する固体粒子として存在することができる化学形態でなければならない。このようにすれば、フィルムは、溶融状態でポリマー及び充填剤とともに押出され、その後、ポリマーの融点より幾分低い温度で、シクロデキストリン粒子を溶融することなく延伸することができる。押出しの間に充填剤を溶融させることにより、金型リップへの堆積のような加工の問題が軽減される。しかし、フィルムを延伸する間に空隙形成機能を行わせるためには、充填剤は、再結晶化し、フィルムの延伸の間は個体粒子状態のままでなければならない。ポリマーマトリクスに溶解するか、過度に小さくなるまで分解して分散する粒子は、フィルム10を延伸する間に空隙形成を引き起こすためには効果的ではない可能性がある。種々の実施形態では、充填剤粒子16は、種々の充填剤粒子(例えば異なる材料で作られたもの)の混合物を含むことができる。
【0020】
フィルムは、一軸延伸又は二軸延伸することができる。フィルムは、一軸方向に元の長さの約1.1〜7.0倍まで、好ましくは元の長さの約1.5〜6.0倍まで、最も好ましくは元の長さの約2.5〜5.0倍まで延伸することができる。或いは、フィルムは、当業者にはよく知られた従来の技術を用いて同じ割合で二軸方向に延伸してもよい。延伸は、ポリマーマトリクスの融点より低い温度で、好適にはポリマーマトリクスの融点よりも約15〜50°F低い温度で行う必要がある。
薄く延伸された通気性フィルム10の厚さは、水蒸気には容易に通気性であるが、また構造一体性及び液体障壁をも生じる厚さとする必要がある。延伸後、フィルム10の厚さは、約5〜50ミクロン、好ましくは約8〜30ミクロン、最も好ましくは約10〜20ミクロンである必要がある。配向する前に、フィルム10は、キャスト又はブローフィルム押出し、又は他の好適なフィルム形成技術を用いて調製することができる。
【0021】
図2は、多層の薄く延伸された通気性フィルム11が、2つの外皮層22及び24の間に共押出しされた主な通気性コア層15を含む別の実施形態を示す。コア層15は、生物分解可能なポリマーマトリクス12と、空隙14に囲まれた充填剤粒子16とを含む。第1の外皮層22は、熱可塑ポリマーだけを含み、充填剤粒子及び空隙は含まない。第2の外皮層24は、ポリマーマトリクス13と、マトリクス13内の空隙14に囲まれた充填剤粒子16とを含む。
図2の多層フィルム11は、外皮層22及び24が充填剤を含んでも又は含まなくてもよいことを示している。コア層15は、図1に関して記載した単層フィルム10と同じか又は類似のポリマー組成とすることができる。外皮層22及び24は、柔らかく融点が低いポリマー又はポリマーブレンドを含み、これにより、フィルムを不織ウェブに熱結合するためのヒートシール結合層として、この外皮層をより好適にすることができる。外皮層(例えば22)に充填剤を含まない場合における一目的は、充填剤を含む場合に充填単層フィルムを押出すことにより生じる可能性がある、押出し金型リップでの充填剤の堆積を緩和することである。外皮層(例えば24)が充填剤粒子及び空隙を含む場合における、一目的は、フィルム11の全体としての通気性に有害な作用を及ぼすことなく好適な結合層を提供することである。
【0022】
外皮層22及び24の厚さ及び組成は、通気性コア層15を通る水分透過を実質的に損なわないように選定しなければばらない。このようにすると、通気性コア層15は、フィルム全体の通気性を決定付けることができるが、外皮層は、フィルムの通気性を実質的に低減又は遮断することにはならない。このために、外皮層22及び24の厚さは、約10ミクロンよりも小さく、好適には約5ミクロンよりも小さく、望ましくは約2.5ミクロンよりも小さいものとすべきである。好適な外皮層ポリマーには、ポリ乳酸ポリマー(特にホモポリマー)と、ブタンジオール、アジピン酸、コハク酸、及び/又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーと、及びその組み合わせのような生物分解可能なポリマーが含まれるが、これに限定されない。特に好適なポリマーは、ECOFLEX(登録商標)という名称でBASF Corporationにより、又はEASTAR(登録商標)という名称でEastman Chemical Co.により販売されているテレフタル酸、アジピン酸及び1,4−ブタンジオールである。
【0023】
薄く延伸された通気性フィルムが単層フィルム又は多層フィルムのいずれであっても、フィルム全体は、通気性の微孔性フィルムとして機能するように構成される必要がある。適切に機能するためには、以下に説明するMocon手順を用いて測定したフィルム全体の水蒸気透過率(WVTR)が、少なくとも約500グラム/m2−24時間である必要がある。好適には、フィルム全体のWVTRが、少なくとも約1000グラム/m2−24時間、更に好適には少なくとも2000グラム/m2−24時間、望ましくは少なくとも5000グラム/m2−24時間である必要がある。
図3は、通気性の微孔性フィルム及び、これを含むフィルム/不織積層体を形成するための一貫生産工程を示している。図3を参照すると、フィルム10は、インライン又はオフラインとすることができる注型成形ユニット又はブロー成形ユニットのようなフィルム押出し装置40で形成される。典型的には、装置40は、押出し成形器41を含むことになる。生物分解可能なポリマーマトリクス材料及び粒子状充填剤を含む充填樹脂は、ミキサー43で調製され、押出し成形器41に導かれる。フィルム10は、一対のニップすなわち冷却ローラ42内に押出されるが、ローラの一方には、新しく形成されるフィルム10にエンボスパターンを付与するようにパターンを付けることができる。
【0024】
充填フィルム10は、フィルム押出し装置40又は供給されたオフラインロールから、ロードアイランド州プロビデンスのMarshall and Williams Co.を含む製造業者から市販されている機械方向配向装置とすることができるフィルム延伸装置44に送られる。装置44は、後続の各組が先行の組よりも徐々に速い速度で動く複数の延伸ローラの組46を有する。ローラ46は、ある一定量の応力を加え、フィルム10が微孔性及び通気性となる延伸長さまで充填フィルム10を徐々に延伸する。ここに示すように、フィルム10は、図3の工程を通ってフィルム10が移動する方向である機械方向にのみ延伸される。
有利には、フィルム10は、殆どのポリオレフィンベースのフィルムに対して約150〜200°Fの高温の延伸温度を用いて、元の長さの約3倍の長さまで一軸方向に延伸することができる。高温の延伸温度は、延伸ローラ46の幾つかを加熱することにより維持することができる。最適な延伸温度は、フィルム10のマトリクスポリマーの種類により変動するが、マトリクスポリマーの溶融温度よりも常に低い。また、フィルム10は、二軸方向で延伸されてもよく、横方向への延伸は、機械方向への延伸の前、後又は同時に行う。
【0025】
更に図3を参照すると、フィルム10は、フィルムの延伸直後及び不織ウェブの製造直後に、不織ウェブ30に積層することができる。不織ウェブ30は、スパンボンデッドウェブ、メルトブローウェブ、ボンデッドカーデッドウェブ、又はその組み合わせとすることができる。ウェブは、従来の紡糸口金48のペアから、ポリマーフィラメント50をコンベヤ組立体52に分配することにより形成することができる。フィラメント50は、コンベヤ上に堆積してマット54を形成する。次いで、マット54のフィラメント50は圧縮され、1組のニップローラ56を用いて相互フィラメント結合を形成し、スパンボンデッドウェブ30とする。スパンボンデッドウェブ30は、次に、カレンダ結合ローラ58に運ばれ、フィルム10の片側面に熱結合される。図3のフィルム10は、同時に、別の側面を供給ロール62から送られた第2の材料30aと結合される。第2の材料30aは、第2の不織ウェブ、又は別のフィルム層であってもよい。得られた積層体32は、供給ロール60に巻取られて保管される。
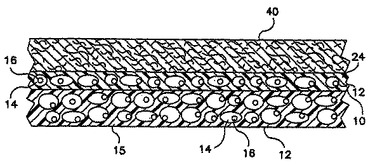
【0026】
通気性フィルムは、当技術分野で公知の従来の接着剤結合又は熱結合技術を用い、スパンボンドウェブ、メルトブローウェブ、又は空気堆積ウェブのような1つ又はそれ以上の繊維不織基層に積層することができる。基層及び結合の種類は、特定の最終用途に応じて変えることになる。積層体の例を図4に示しており、ここでは、不織ウェブ40が、本発明の2層通気性フィルムに積層されている。この実施形態では、ウェブ40は、生物分解可能なポリマーで作られたスパンボンデッドウェブとすることができ、多層フィルム10の空隙のある外皮層24に結合されるが、この層は、粒子状充填剤の粒子を含むことができる。主な充填剤含有層15は、不織ウェブ40から離れた面にある。フィルムの不織ウェブへの積層は、従来の熱結合又は接着剤結合技術を用いて達成することができる。繊維不織ウェブは、通気性フィルムとして上に挙げた生物分解可能なポリマーのいずれで作ることもできる。或いは、スパンボンドウェブは、好適なポリオレフィン(例えば、ポリエチレン又はポリプロピレン)、又は別の熱可塑ポリマーで作ってもよい。
【0027】
薄く延伸した通気性の生物分解可能フィルム及び/又はそれを含む積層体は、様々なパーソナルケア物品及び医療物品に用いることができる。「パーソナルケア物品」という用語には、おむつ、トレーニングパンツ、水着、吸収性アンダーパンツ、乳児用拭き材、大人用失禁用製品及び女性用衛生製品が含まれるが、これに限定されない。「医療用物品」という用語には、医療用衣類、エプロン、アンダーパッド、包帯、ドレープ及び拭き材が含まれるが、これに限定されない。
パーソナルケア物品は、一般に、着用者に面する液体透過性トップシート、及び液体不透過性ボトムシート即ちアウターカバーを含む。トップシートとアウターカバーとの間には、吸収性コアが配置されており、多くの場合、トップシートとアウターカバーが密封され、吸収性コアを包み込む。パーソナルケア物品は、例えば、全体が長方形、T形、又は砂時計形のような種々の形状とすることができる。バフル又はアウターカバーは、此処で説明したように、通気性液体不透過性フィルム及び/又はその積層体を含むことができる。トップシートは、ほぼアウターカバーと共に延びるが、任意選択的に所望に応じたアウターカバーの面積よりも大きい面積或いは小さい面積を覆うこともできる。単なる例証として、例示的なパーソナルケア物品及びその構成要素は、Meyer他に付与された米国特許第4,798,603号、Pazdernickに付与された米国特許第4,753,649号、Enloeに付与された米国特許第4,704,116号、Latimer他に付与された米国特許第5,429,629号に記載されており、各前記引例の全内容は、引用により本明細書に組み込まれる。
【0028】
トップシートは、好ましくは、従順で柔らかい手触りであり、着用者の皮膚に刺激のない身体に面した表面を示す。トップシートを適切に用いて、吸収性コア内に保持されている液体から着用者の皮膚を隔離するのに役立てる。着用者にとって乾燥した表面とするために、トップシートは吸収性コアより親水性が少なく、しかも、容易に液体透過性とするために十分に多孔性とすることができる。トップシートは、当技術分野では公知であり、多孔性発泡体、網状発泡体、穿孔プラスチックフィルム、天然繊維(即ち羊毛又は綿繊維)、合成繊維(即ちポリエステル、ポリプロピレン、ポリエチレン等)、又は天然及び合成繊維の組み合わせのような種々の材料で作ることができる。例えば、トップシートは、ポリオレフィン繊維のスパンボンド繊維ウェブ、又は天然及び/又は合成繊維から構成されたボンデッドカーデッドウェブを含むことができる。これに関して、トップシートは、界面活性剤で処理するか、或いは他の方法で加工して望ましいレベルの湿潤性及び液体透過性を付与した実質的に疎水性の材料から構成することができる。例示的なトップシートは、Ellis他に付与された米国特許第5,879,343号、Ellis他に付与された米国特許第5,490,846号、Lattimer他に付与された米国特許第5,364,382号、及びVarona他によって1998年12月9日に出願され、本発明の譲受人に譲渡された米国特許出願第09/209,177号に記載されており、尚、各前記引例の全内容は、引用により本明細書に組み込まれる。
【0029】
通気性液体不透過性アウターカバーと液体透過性トップシートとの間には、典型的には、例えば超吸収性粒子、木材パルプフラフ、合成木材パルプ繊維、合成繊維及びその混合物のような1つ又はそれ以上の吸収性材料を含む吸収性コアが配置されている。しかしながら、木材パルプフラフは、一般に単独では十分な一体性が無く、濡れるとつぶれる傾向がある。従って、ポリオレフィンメルトブロー繊維、又は典型的には例えばLauに付与された米国特許第4,818,464号及びAnderson他に付与された米国特許第4,100324号に記載されているようなコフォーム材料として提供される、長さの短いステープル繊維のような剛性の高い補強繊維を加えることが有利であることが多い。吸収性コアは、幾つかの形状のいずれとすることもでき、その大きさは、所望の荷重容量、吸収性物品の意図する用途、及び当業者には公知の他の要因によって変動することになる。おむつの種々の構成要素は、例えば、接着剤結合、超音波結合、熱結合又はその組み合わせのような当業者に公知の種々の取付け手段を用いて一体的に組み立てることができる。
【0030】
水蒸気透過率(WVTR)のためのMocon試験手順
本発明のフィルム又は積層材料のWVTR(水蒸気透過率)値を求めるための好適な方法は、INDA(米国不織布工業会)によって標準化された試験手順、番号IST−70.4−99「STANDARD TEST METHOD FOR WATER VAPOR TRANSMISSION RATE THROUGH NONWOVEN AND PLASTIC FILM USING A GUARD FILM AND VAPOR PRESSURE SENSOR(ガードフィルム及び蒸気圧センサを用いる不織布及びプラスチックフィルムを通る水蒸気透過率の標準試験法)」であり、引用により本明細書に組み込まれる。INDA手順では、WVTR、フィルムの水蒸気に対する浸透性、及び均質な材料に対しては水蒸気透過性係数が求められる。
【0031】
INDA試験法は公知であり、此処では詳細には述べない。しかしながら、該試験手順を要約すると以下の通りである。乾燥チャンバは、温度及び湿度が既知の湿潤チャンバから永久ガードフィルム及び試験する試料材料によって隔離される。ガードフィルムの目的は、限定された空隙の境界を定め、空隙の特徴を示しつつ、空隙中の空気を静めるすなわち静止させることである。乾燥チャンバ、ガードフィルム、及び湿潤チャンバにより、拡散セルが形成され、この中に試験フィルムが密封される。試料ホルダは、ミネソタ州ミネアポリスのMocon/Modern Controls,Inc.製のPermatran−W モデル100Kとして知られている。第1の試験は、ガードフィルムと、相対湿度を100%にする蒸発器組立体の間の空隙とのWVTRについて行なわれる。水蒸気は、空隙及びガードフィルムを通じて拡散し、次いで水蒸気濃度に比例する乾燥気体流と混合する。コンピュータに電気信号が送られて処理される。コンピュータは、空隙及びガードフィルムの透過率を計算し、この値を後に利用するために格納する。
【0032】
ガードフィルム及び空隙の透過率は、CaICとしてコンピュータ内に格納される。次に、試料材料を試験セル内に密封する。同様に、水蒸気が空隙を通じてガードフィルム及び試験材料へ拡散し、次いで、試験材料を流れる乾燥気体流と混合する。この場合も同様に、この混合物は蒸気センサに運ばれる。次に、コンピュータが、空隙とガードフィルムと試験材料との組み合わせの透過率を計算する。次に、この情報を用いて水分が試験材料を透過する透過率を、等式
TR-1試験材料=TR-1試験材料、ガードフィルム、空隙−TR-1ガードフィルム、空隙
に従って計算する。
計算:
WVTR WVTRの計算には次式を使用する。
WVTR=Fρsat(T)RH/Apsat(T)(1−RH))
式中、
F=水蒸気の流れ(cc/分)
ρsat(T)=温度Tでの飽和空気中の水の密度
RH=セル内の特定場所での相対湿度
A=セルの断面積
psat(T)=温度Tでの水蒸気の飽和蒸気圧
である。
【図面の簡単な説明】
【0033】
【図1】本発明の単層の薄く延伸した通気性フィルムの断面図である。
【図2】本発明の多層通気性フィルムの断面図である。
【図3】本発明の通気性フィルムを不織ウェブに積層する工程の略図である。
【図4】本発明の通気性フィルムを含む積層体の図である。
【符号の説明】
【0034】
10 通気性フィルム
12 マトリクス
14 空隙
15 コア層
16 充填剤粒子
22、24 外皮層
【技術分野】
【0001】
本発明は、水蒸気を透過し、液体水に実質的に不透過性である生物分解可能な通気性フィルムに関する。また、本発明は、生物分解可能なフィルム及び不織ウェブを含む通気性積層体に関する。
【背景技術】
【0002】
薄く延伸された通気性フィルム及びこれを含む不織布積層体は、当技術分野では公知である。フィルムは、典型的には、ポリオレフィン、例えばポリエチレン又はポリプロピレンと、粒子状無機充填剤、例えば炭酸カルシウムとを混合することにより調製する。この混合物を型成形又はブロー成形してフィルムにする。フィルムは、単一の充填剤含有層を有することができ、工程を改善するため及び後で基層に結合するために1つ又は2つの外皮層と共押出ししてもよい。
フィルムは、ポリオレフィンの融点よりも低い高温で、一方向又は二方向に元の寸法の1.5〜7.0倍まで一軸延伸又は二軸延伸することにより水蒸気に対して通気性のあるようにされる。延伸することにより、ポリオレフィンと個々の充填剤粒子との間に局所的な分離が生じ、その結果充填剤粒子の周りに空隙が形成されることになる。空隙は薄膜によって境界が形成されており、この薄膜は、連続であっても又は隣接する空隙間で分かれていてもよい。空隙及び薄いポリマー膜の網目構造により、フィルムを通る蛇行性の通路が生成され、これを通じて蒸気が拡散することができる。しかしながら、フィルムは、液体水に対しては実質的に不透過性のままである。
【0003】
薄く延伸された通気性フィルムは、通常、スパンボンドウェブのような不織ウェブの片側面又は両側面に積層されて、通気性の障壁積層体となる。例えば、ポリプロピレンスパンボンドウェブは、通気性積層体を用いる各種のパーソナルケア吸収性物品及び医療用衣類の効果的な耐負荷構成要素として働くことができる。パーソナルケア吸収性衣類及び医療用衣類は、通常は使い捨て、即ち1回又は数回使用した後に廃棄することが意図されている。このような使い捨て物品の多くは、最終的にはごみ廃棄場に行くことになるが、ごみ廃棄場では、ポリオレフィン成分は、かなり安定しており容易には分解されない。
主な構造成分が生物分解可能である使い捨てのパーソナルケア吸収性衣類及び医療用衣類が必要とされ、又は所望されている。従って、1つ又はそれ以上の生物分解可能なポリマーを用いて形成した通気性障壁フィルム、及びフィルム/不織布積層体も必要とされ、又は所望されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、生物分解可能なポリマーマトリクス及びマトリクス内に分散した充填剤粒子を含む、薄く延伸された通気性の微孔性障壁フィルムに関する。「生物分解可能」という用語は、生物学的手段、特に環境熱、水分及び/又は細菌作用により容易に分解することができる材料をいう。プラスチック材料が生物分解可能であるか否かを判定するための好適な試験は、「Standard Test Methods For Determining Aerobic Biodegradation of Radiolabeled Plastic Materials In An Aqueous Or Compost Environment(放射性同位体でラベル付けしたプラスチック材料の水性又は堆肥環境での好気性生物分解性を判定するための標準試験法)」と題されるASTM(材料試験協会)D6340−98である。この試験手順は、引用により本明細書に組み込まれる。試験手順は、制御された堆肥環境でプラスチック材料の酸化の累積パーセントを測定する方法Bに準拠する。
【課題を解決するための手段】
【0005】
本発明によれば、生物分解可能なポリマーを充填剤粒子と混合して組成物を作り、これをキャストフィルム押出し、ブローフィルム押出し、又は類似の方法によってフィルムにする。フィルムは、望ましくはマトリクスポリマーの融点よりも低い高温で薄く延伸されて、粒子の周りに空隙を形成する。空隙は、薄いポリマー膜によって境界が形成されており、この薄膜は、連続であっても又は隣接する空隙間で分かれていてもよい。空隙及び薄いポリマー膜の網目構造により、フィルムを通る蛇行性の通路が生じ、水性液体の透過を実質的に遮断し且つ水蒸気を拡散させることができる。フィルムは、1つ又はそれ以上の層を有することができる。追加の層は、いずれもポリマーのみを含むこともでき、ポリマーと充填剤との混合物を含んでもよい。
【0006】
また、本発明は、通気性微孔性フィルム及び少なくとも1つの繊維不織ウェブを含む通気性積層体に関する。繊維不織ウェブは、熱可塑ポリマー、望ましくは生物分解可能な熱可塑ポリマーで作られる。通気性フィルム及び/又は積層体は、各種の使い捨てパーソナルケア吸収性物品及び医療用衣類に用いることができる。例えば、通気性障壁フィルム及び/又は積層体は、おむつ、トレーニングパンツ、吸収性水着、吸収性アンダーパンツ、大人用失禁用製品及び女性用衛生製品のアウターカバー(バックシート)として使用することができ、乳児用拭き材に用いてもよい。また、通気性障壁フィルム及び/又は積層体は、医療用衣類、エプロン、アンダーパッド、包帯、ドレープ及び拭き材に用いてもよい。ごみ廃棄場に廃棄されると、通気性フィルム及び/又は積層体は、比較的短期間で分解する。
【0007】
上記のことを念頭に置けば、本発明の特徴及び利点は、その構造成分(ポリマーマトリクス)が生物分解可能である薄く延伸された通気性障壁フィルムを提供することである。
また、本発明の特徴及び利点は、生物分解可能なフィルムを繊維不織ウェブへ積層すると同時に、その繊維不織ウェブが生物分解可能である積層体を提供することである。
また、本発明の特徴及び利点は、本発明のフィルム及び積層体を組み込んで生物分解性が改善されたパーソナルケア吸収性衣類及び医療用衣類を提供することである。
【0008】
定義
「フィルム」という用語は、キャストフィルム又はブローフィルム押出工程のようなフィルム押出工程を用いて作った熱可塑性フィルムをいう。
「生物分解可能なフィルム」という用語は、その主な構造成分(マトリクスポリマー)が、生物分解可能であるフィルムをいう。ポリマーが生物分解可能であるか否かは、上に論じたようにASTM手順D6340−98で判定することができる。
「通気性障壁フィルム」という用語は、液体水に実質的に不透過性であり、以下に記載するMocon手順を用いると水蒸気透過率(「WVTR」)が少なくとも約500グラム/m2−24時間であるフィルムをいう。
【0009】
「ポリマー」という用語には、ホモポリマーと、例えばブロックコポリマー、グラフトコポリマー、ランダム及び交互コポリマー、ターポリマー等のようなコポリマーと、それらのブレンド及び変成物が含まれるが、これに限定されない。更に、特に限定しなければ、「ポリマー」という用語は、材料の全ての可能な幾何構造を含むものとする。このような構造には、アイソタクチック対称、シンジオタクチック対称及びアタクチック対称が含まれるが、これに限定されない。
「生物分解可能なポリマー」という用語は、細菌の作用、環境熱及び/又は水分のような生物学的手段により容易に分解することができるポリマーをいう。特に好適なポリマーは、ごみ廃棄場のような環境中又は地中に存在する細菌の作用により自然に分解するものである。上述のASTM D−6340−98に従って試験する場合、生物分解可能なポリマーは、手順に定められたような制御された堆肥環境中で、180日後に少なくとも80%溶解及び/又は分解(酸化)されるものである。
【0010】
「不織布又はウェブ」という用語は、互いに組み合わせられているが、編地でのように規則的又は識別可能な形態ではなく、個々の繊維又は重ね合わされた糸の構造を有するウェブを意味する。不織布又は不織ウェブは、例えば、メルトブロー法、スパンボンド法、空気堆積法、及びボンデッドカーデッドウェブ法等の多くの方法で形成されている。不織布の坪量は、通常、1平方ヤード当たりの材料のオンス数(osy)、又は1平方メートル当たりのグラム数(gsm)で表され、繊維径は、通常、ミクロンで表す。(osyをgsmに変換するには、osyに33.91を掛ければよい。)
【0011】
「マイクロファイバー」という用語は、平均直径が約75ミクロン以下であり、例えば、平均直径が約1ミクロンから約50ミクロンまでの小直径の繊維を意味し、更に詳細には、マイクロファイバーの平均直径は、約1ミクロンから約30ミクロンまでとすることができる。繊維の直径を表す使用頻度の高い別の表現は、デニールであり、これは、繊維の9000メートル当たりのグラム数と定義されている。断面が円形の繊維では、デニールは、繊維直径(ミクロン)を2乗し、密度(グラム/cc)を掛け、0.00707を掛けることにより計算することができる。デニールが小さいと、細い繊維を示し、デニールが大きいと、太い繊維又は重い繊維を示す。例えば、ポリプロピレン繊維の直径を15ミクロンとすると、これを二乗し、その結果に0.89g/ccを掛け、更に0.00707を掛けることによりデニールに変換することができる。従って、15ミクロンのポリプロピレン繊維は、は、約1.42デニール(152×0.89×0.00707=1.415)である。米国以外では、この測定単位は、「テックス」を用いる方が多く、これは、繊維1キロメートル当たりのグラム数として定義される。テックスは、デニール÷9として計算することができる。
【0012】
「スパンボンデッド繊維」という用語は、円形又は他の形状を有する紡糸口金の複数の細い毛管からフィラメントとして溶融熱可塑性材料を押し出し、次に、例えば、Appel他に付与された米国特許第4,340,563号、Dorschner他に付与された米国特許第3,692,618号、Matsuki他に付与された米国特許第3,802,817号、Kinneyに付与された米国特許第3,338,992号及び第3,341,394号、Hartmanに付与された米国特許第3,502,763号、Petersenに付与された米国特許第3,502,538号、及びDobo他に付与された米国特許第3,542,615号におけるように、その押し出されたフィラメントの直径を急速に縮小することによって形成された小直径の繊維をいう。尚、各々の特許は、引用により本明細書に組み込まれる。スパンボンド繊維は、捕集面に堆積されるときに急冷され、通常は粘着性がない。スパンボンド繊維は、ほぼ連続しており、多くの場合平均直径が7ミクロンより大きく、より具体的には約10から30ミクロンの間の平均直径である。
【0013】
「メルトブロー繊維」という用語は、溶融熱可塑性材料を、複数の細い、通常は円形のダイ毛管を通して、収束する高速高温ガス(例えば空気)流中に溶融糸又はフィラメントとして押し出し、この気体流により溶融熱可塑性材料のフィラメントが縮小され、マイクロファイバーの直径まで該直径が縮小されることにより形成される繊維を意味する。その後、メルトブロー繊維は、高速ガス流により運ばれて捕集面に堆積され、不規則に分散したメルトブロー繊維のウェブを形成する。このような工程は、例えば、Butin他に付与された米国特許第3,849,241号に開示されている。メルトブロー繊維は、連続又は不連続とすることができるマイクロファイバーであり、一般に直径が10ミクロンより小さく、捕集面に堆積されるときには、一般に自己結合する。本発明で用いるメルトブロー繊維は、長さが実質的に連続であることが好ましい。
【発明を実施するための最良の形態】
【0014】
図1を参照すると、マトリクス12、蛇行性の通路の境界を定める比較的薄い微孔性膜13に囲まれたマトリクス内の複数の空隙14、及び各空隙14内の1つ又はそれ以上の充填剤粒子16を含む単一層の通気性フィルム10が示されている。フィルム10は、微孔性であると同時に通気性があり、空隙間の微孔性膜13により、水蒸気は、フィルム10の第1の表面18から第2の表面20まで容易に分子拡散することができる。
マトリクス12は、何らかの好適なフィルム形成用の生物分解可能なポリマーを含むことができる。生物分解可能なマトリクスポリマーの例には、ポリ乳酸ポリマー(特にホモポリマー)と、ブタンジオール、アジピン酸、コハク酸及び/又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーと、及びその組み合わせが含まれるが、これに限定されない。特に好適なポリマーは、ECOFLEX(登録商標)という名称でBASF Corporationにより販売されているテレフタル酸、アジピン酸及び1,4−ブタンジオールのターポリマー、又はEASTAR(登録商標)という名称でEastman Chemical Co.により販売されている同様のポリマーである。
【0015】
マトリクスポリマーは、単層通気性フィルム10の約20〜95重量%(又は、以下に記載する多層フィルムの場合には、充填フィルム層のパーセント)を構成することができる。フィルム(以下に記載するように延伸後)が優れた強度及び中程度の通気性を有することが所望される場合には、マトリクスポリマーは、通気性フィルム又はフィルム層の約55〜95重量%、好適には通気性フィルム又はフィルム層の約60〜80重量%を構成することができる。この実施形態においては、充填剤粒子16は、通気性フィルム又はフィルム層の約5〜45重量%、好適には約20〜40重量%を構成することができる。フィルム(延伸後)が、優れた通気性及び中等度の強度を有することが所望される場合には、通気性フィルム又はフィルム層は、約20重量%から55重量%未満、好適には約35〜50重量%のマトリクスポリマーと、45重量%を超えて約80重量%まで、好適には約50〜65重量%の粒子状充填剤とを含むことができる。
【0016】
充填剤粒子16は、無機充填剤粒子とすることができる。好適な無機充填剤には、炭酸カルシウム、クレー、シリカ、アルミナ、硫酸バリウム、炭酸ナトリウム、タルク、硫酸マグネシウム、二酸化チタン、ゼオライト、硫酸アルミニウム、珪藻土、硫酸マグネシウム、炭酸マグネシウム、炭酸バリウム、カオリン、雲母、炭素、酸化カルシウム、酸化マグネシウム、水酸化アルミニウム及びこれらの粒子の組み合わせが含まれるが、これに限定されない。充填剤粒子16の平均直径は、約0.1〜10ミクロンの範囲、好ましくは約0.5〜7.0ミクロン、最も好ましくは約0.8〜2.0ミクロンである必要がある。
また、充填剤粒子16は、有機充填剤粒子であってもよい。用いることができる有機充填剤粒子の例には、ポリスチレン、ポリアミド、ポリビニルアルコール、ポリエチレンオキシド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリテトラフルオロエチレン、及び他の好適なポリマー及びその誘導体で作られた粒子が含まれる。
【0017】
充填剤粒子16は、水膨潤性の充填剤粒子であってもよい。「水膨潤性」とは、粒子が、蒸留水中で、粒子の重量の少なくとも約10倍、好ましくは重量の少なくとも約20倍、最も好ましくは重量の少なくとも約30倍を吸収することができなければならないことを意味する。有機水膨潤性の充填剤の例には、天然及び合成超吸収性材料が含まれるが、これに限定されない。天然超吸収性材料には、グアールガム、寒天、ペクチン及び同様のものが含まれる。合成超吸収性材料には、ポリアクリル酸のアルカリ金属塩、ポリアクリルアミド、ポリビニルアルコール、エチレン−無水マレイン酸コポリマー、ポリビニルエーテル、メチルセルロース、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、ポリビニルモルホリノン、及びビニルスルホン酸、ポリアクリレート、ポリアクリルアミド、ポリビニルピリジン及び同様のもののポリマー及びコポリマーのようなヒドロゲルポリマーが含まれる。他の好適なポリマーには、加水分解アクリロニトリルグラフトデンプン、アクリル酸グラフトデンプン、及びイソブチレン無水マレイン酸ポリマー及びその混合物が含まれる。ヒドロゲルポリマーは、軽く架橋し、材料を実質的に水不溶性にすることが好ましい。架橋は、例えば、照射によるか、共有結合、イオン結合、ファンデルワールス結合、又は水素結合によって達成することができる。
【0018】
充填剤粒子16は、望ましくは生物分解可能な充填剤粒子とすることができる。好適な生物分解可能な充填剤粒子には、シクロデキストリンが含まれる。「シクロデキストリン」という用語は、シクロデキストリン化合物、及び分子構造の全て又は一部にシクロデキストリン環状構造を保持するシクロデキストリン誘導体を含む。
シクロデキストリン類は、環状に配列された6から12個のグルコール単位を含むことができる。シクロデキストリン類には、例えば、α−シクロデキストリン化合物(環状に配列された6グルコース単位)、β−シクロデキストリン化合物(環状に配列された7グルコース単位)及びγ−シクロデキストリン化合物(環状に配列された8グルコース単位)が含まれる。グルコース単位の結合及び構成により、シクロデキストリンは、内部が中空であり、水素原子とグリコシド結合した酸素原子とにより内側を覆われた円錐形の分子構造となる。
【0019】
好適なシクロデキストリン化合物は、フィルム中に用いた熱可塑ポリマーを延伸するのに望ましい温度より高いが、フィルム押出し温度より低い融点を有する固体粒子として存在することができる化学形態でなければならない。このようにすれば、フィルムは、溶融状態でポリマー及び充填剤とともに押出され、その後、ポリマーの融点より幾分低い温度で、シクロデキストリン粒子を溶融することなく延伸することができる。押出しの間に充填剤を溶融させることにより、金型リップへの堆積のような加工の問題が軽減される。しかし、フィルムを延伸する間に空隙形成機能を行わせるためには、充填剤は、再結晶化し、フィルムの延伸の間は個体粒子状態のままでなければならない。ポリマーマトリクスに溶解するか、過度に小さくなるまで分解して分散する粒子は、フィルム10を延伸する間に空隙形成を引き起こすためには効果的ではない可能性がある。種々の実施形態では、充填剤粒子16は、種々の充填剤粒子(例えば異なる材料で作られたもの)の混合物を含むことができる。
【0020】
フィルムは、一軸延伸又は二軸延伸することができる。フィルムは、一軸方向に元の長さの約1.1〜7.0倍まで、好ましくは元の長さの約1.5〜6.0倍まで、最も好ましくは元の長さの約2.5〜5.0倍まで延伸することができる。或いは、フィルムは、当業者にはよく知られた従来の技術を用いて同じ割合で二軸方向に延伸してもよい。延伸は、ポリマーマトリクスの融点より低い温度で、好適にはポリマーマトリクスの融点よりも約15〜50°F低い温度で行う必要がある。
薄く延伸された通気性フィルム10の厚さは、水蒸気には容易に通気性であるが、また構造一体性及び液体障壁をも生じる厚さとする必要がある。延伸後、フィルム10の厚さは、約5〜50ミクロン、好ましくは約8〜30ミクロン、最も好ましくは約10〜20ミクロンである必要がある。配向する前に、フィルム10は、キャスト又はブローフィルム押出し、又は他の好適なフィルム形成技術を用いて調製することができる。
【0021】
図2は、多層の薄く延伸された通気性フィルム11が、2つの外皮層22及び24の間に共押出しされた主な通気性コア層15を含む別の実施形態を示す。コア層15は、生物分解可能なポリマーマトリクス12と、空隙14に囲まれた充填剤粒子16とを含む。第1の外皮層22は、熱可塑ポリマーだけを含み、充填剤粒子及び空隙は含まない。第2の外皮層24は、ポリマーマトリクス13と、マトリクス13内の空隙14に囲まれた充填剤粒子16とを含む。
図2の多層フィルム11は、外皮層22及び24が充填剤を含んでも又は含まなくてもよいことを示している。コア層15は、図1に関して記載した単層フィルム10と同じか又は類似のポリマー組成とすることができる。外皮層22及び24は、柔らかく融点が低いポリマー又はポリマーブレンドを含み、これにより、フィルムを不織ウェブに熱結合するためのヒートシール結合層として、この外皮層をより好適にすることができる。外皮層(例えば22)に充填剤を含まない場合における一目的は、充填剤を含む場合に充填単層フィルムを押出すことにより生じる可能性がある、押出し金型リップでの充填剤の堆積を緩和することである。外皮層(例えば24)が充填剤粒子及び空隙を含む場合における、一目的は、フィルム11の全体としての通気性に有害な作用を及ぼすことなく好適な結合層を提供することである。
【0022】
外皮層22及び24の厚さ及び組成は、通気性コア層15を通る水分透過を実質的に損なわないように選定しなければばらない。このようにすると、通気性コア層15は、フィルム全体の通気性を決定付けることができるが、外皮層は、フィルムの通気性を実質的に低減又は遮断することにはならない。このために、外皮層22及び24の厚さは、約10ミクロンよりも小さく、好適には約5ミクロンよりも小さく、望ましくは約2.5ミクロンよりも小さいものとすべきである。好適な外皮層ポリマーには、ポリ乳酸ポリマー(特にホモポリマー)と、ブタンジオール、アジピン酸、コハク酸、及び/又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーと、及びその組み合わせのような生物分解可能なポリマーが含まれるが、これに限定されない。特に好適なポリマーは、ECOFLEX(登録商標)という名称でBASF Corporationにより、又はEASTAR(登録商標)という名称でEastman Chemical Co.により販売されているテレフタル酸、アジピン酸及び1,4−ブタンジオールである。
【0023】
薄く延伸された通気性フィルムが単層フィルム又は多層フィルムのいずれであっても、フィルム全体は、通気性の微孔性フィルムとして機能するように構成される必要がある。適切に機能するためには、以下に説明するMocon手順を用いて測定したフィルム全体の水蒸気透過率(WVTR)が、少なくとも約500グラム/m2−24時間である必要がある。好適には、フィルム全体のWVTRが、少なくとも約1000グラム/m2−24時間、更に好適には少なくとも2000グラム/m2−24時間、望ましくは少なくとも5000グラム/m2−24時間である必要がある。
図3は、通気性の微孔性フィルム及び、これを含むフィルム/不織積層体を形成するための一貫生産工程を示している。図3を参照すると、フィルム10は、インライン又はオフラインとすることができる注型成形ユニット又はブロー成形ユニットのようなフィルム押出し装置40で形成される。典型的には、装置40は、押出し成形器41を含むことになる。生物分解可能なポリマーマトリクス材料及び粒子状充填剤を含む充填樹脂は、ミキサー43で調製され、押出し成形器41に導かれる。フィルム10は、一対のニップすなわち冷却ローラ42内に押出されるが、ローラの一方には、新しく形成されるフィルム10にエンボスパターンを付与するようにパターンを付けることができる。
【0024】
充填フィルム10は、フィルム押出し装置40又は供給されたオフラインロールから、ロードアイランド州プロビデンスのMarshall and Williams Co.を含む製造業者から市販されている機械方向配向装置とすることができるフィルム延伸装置44に送られる。装置44は、後続の各組が先行の組よりも徐々に速い速度で動く複数の延伸ローラの組46を有する。ローラ46は、ある一定量の応力を加え、フィルム10が微孔性及び通気性となる延伸長さまで充填フィルム10を徐々に延伸する。ここに示すように、フィルム10は、図3の工程を通ってフィルム10が移動する方向である機械方向にのみ延伸される。
有利には、フィルム10は、殆どのポリオレフィンベースのフィルムに対して約150〜200°Fの高温の延伸温度を用いて、元の長さの約3倍の長さまで一軸方向に延伸することができる。高温の延伸温度は、延伸ローラ46の幾つかを加熱することにより維持することができる。最適な延伸温度は、フィルム10のマトリクスポリマーの種類により変動するが、マトリクスポリマーの溶融温度よりも常に低い。また、フィルム10は、二軸方向で延伸されてもよく、横方向への延伸は、機械方向への延伸の前、後又は同時に行う。
【0025】
更に図3を参照すると、フィルム10は、フィルムの延伸直後及び不織ウェブの製造直後に、不織ウェブ30に積層することができる。不織ウェブ30は、スパンボンデッドウェブ、メルトブローウェブ、ボンデッドカーデッドウェブ、又はその組み合わせとすることができる。ウェブは、従来の紡糸口金48のペアから、ポリマーフィラメント50をコンベヤ組立体52に分配することにより形成することができる。フィラメント50は、コンベヤ上に堆積してマット54を形成する。次いで、マット54のフィラメント50は圧縮され、1組のニップローラ56を用いて相互フィラメント結合を形成し、スパンボンデッドウェブ30とする。スパンボンデッドウェブ30は、次に、カレンダ結合ローラ58に運ばれ、フィルム10の片側面に熱結合される。図3のフィルム10は、同時に、別の側面を供給ロール62から送られた第2の材料30aと結合される。第2の材料30aは、第2の不織ウェブ、又は別のフィルム層であってもよい。得られた積層体32は、供給ロール60に巻取られて保管される。
【0026】
通気性フィルムは、当技術分野で公知の従来の接着剤結合又は熱結合技術を用い、スパンボンドウェブ、メルトブローウェブ、又は空気堆積ウェブのような1つ又はそれ以上の繊維不織基層に積層することができる。基層及び結合の種類は、特定の最終用途に応じて変えることになる。積層体の例を図4に示しており、ここでは、不織ウェブ40が、本発明の2層通気性フィルムに積層されている。この実施形態では、ウェブ40は、生物分解可能なポリマーで作られたスパンボンデッドウェブとすることができ、多層フィルム10の空隙のある外皮層24に結合されるが、この層は、粒子状充填剤の粒子を含むことができる。主な充填剤含有層15は、不織ウェブ40から離れた面にある。フィルムの不織ウェブへの積層は、従来の熱結合又は接着剤結合技術を用いて達成することができる。繊維不織ウェブは、通気性フィルムとして上に挙げた生物分解可能なポリマーのいずれで作ることもできる。或いは、スパンボンドウェブは、好適なポリオレフィン(例えば、ポリエチレン又はポリプロピレン)、又は別の熱可塑ポリマーで作ってもよい。
【0027】
薄く延伸した通気性の生物分解可能フィルム及び/又はそれを含む積層体は、様々なパーソナルケア物品及び医療物品に用いることができる。「パーソナルケア物品」という用語には、おむつ、トレーニングパンツ、水着、吸収性アンダーパンツ、乳児用拭き材、大人用失禁用製品及び女性用衛生製品が含まれるが、これに限定されない。「医療用物品」という用語には、医療用衣類、エプロン、アンダーパッド、包帯、ドレープ及び拭き材が含まれるが、これに限定されない。
パーソナルケア物品は、一般に、着用者に面する液体透過性トップシート、及び液体不透過性ボトムシート即ちアウターカバーを含む。トップシートとアウターカバーとの間には、吸収性コアが配置されており、多くの場合、トップシートとアウターカバーが密封され、吸収性コアを包み込む。パーソナルケア物品は、例えば、全体が長方形、T形、又は砂時計形のような種々の形状とすることができる。バフル又はアウターカバーは、此処で説明したように、通気性液体不透過性フィルム及び/又はその積層体を含むことができる。トップシートは、ほぼアウターカバーと共に延びるが、任意選択的に所望に応じたアウターカバーの面積よりも大きい面積或いは小さい面積を覆うこともできる。単なる例証として、例示的なパーソナルケア物品及びその構成要素は、Meyer他に付与された米国特許第4,798,603号、Pazdernickに付与された米国特許第4,753,649号、Enloeに付与された米国特許第4,704,116号、Latimer他に付与された米国特許第5,429,629号に記載されており、各前記引例の全内容は、引用により本明細書に組み込まれる。
【0028】
トップシートは、好ましくは、従順で柔らかい手触りであり、着用者の皮膚に刺激のない身体に面した表面を示す。トップシートを適切に用いて、吸収性コア内に保持されている液体から着用者の皮膚を隔離するのに役立てる。着用者にとって乾燥した表面とするために、トップシートは吸収性コアより親水性が少なく、しかも、容易に液体透過性とするために十分に多孔性とすることができる。トップシートは、当技術分野では公知であり、多孔性発泡体、網状発泡体、穿孔プラスチックフィルム、天然繊維(即ち羊毛又は綿繊維)、合成繊維(即ちポリエステル、ポリプロピレン、ポリエチレン等)、又は天然及び合成繊維の組み合わせのような種々の材料で作ることができる。例えば、トップシートは、ポリオレフィン繊維のスパンボンド繊維ウェブ、又は天然及び/又は合成繊維から構成されたボンデッドカーデッドウェブを含むことができる。これに関して、トップシートは、界面活性剤で処理するか、或いは他の方法で加工して望ましいレベルの湿潤性及び液体透過性を付与した実質的に疎水性の材料から構成することができる。例示的なトップシートは、Ellis他に付与された米国特許第5,879,343号、Ellis他に付与された米国特許第5,490,846号、Lattimer他に付与された米国特許第5,364,382号、及びVarona他によって1998年12月9日に出願され、本発明の譲受人に譲渡された米国特許出願第09/209,177号に記載されており、尚、各前記引例の全内容は、引用により本明細書に組み込まれる。
【0029】
通気性液体不透過性アウターカバーと液体透過性トップシートとの間には、典型的には、例えば超吸収性粒子、木材パルプフラフ、合成木材パルプ繊維、合成繊維及びその混合物のような1つ又はそれ以上の吸収性材料を含む吸収性コアが配置されている。しかしながら、木材パルプフラフは、一般に単独では十分な一体性が無く、濡れるとつぶれる傾向がある。従って、ポリオレフィンメルトブロー繊維、又は典型的には例えばLauに付与された米国特許第4,818,464号及びAnderson他に付与された米国特許第4,100324号に記載されているようなコフォーム材料として提供される、長さの短いステープル繊維のような剛性の高い補強繊維を加えることが有利であることが多い。吸収性コアは、幾つかの形状のいずれとすることもでき、その大きさは、所望の荷重容量、吸収性物品の意図する用途、及び当業者には公知の他の要因によって変動することになる。おむつの種々の構成要素は、例えば、接着剤結合、超音波結合、熱結合又はその組み合わせのような当業者に公知の種々の取付け手段を用いて一体的に組み立てることができる。
【0030】
水蒸気透過率(WVTR)のためのMocon試験手順
本発明のフィルム又は積層材料のWVTR(水蒸気透過率)値を求めるための好適な方法は、INDA(米国不織布工業会)によって標準化された試験手順、番号IST−70.4−99「STANDARD TEST METHOD FOR WATER VAPOR TRANSMISSION RATE THROUGH NONWOVEN AND PLASTIC FILM USING A GUARD FILM AND VAPOR PRESSURE SENSOR(ガードフィルム及び蒸気圧センサを用いる不織布及びプラスチックフィルムを通る水蒸気透過率の標準試験法)」であり、引用により本明細書に組み込まれる。INDA手順では、WVTR、フィルムの水蒸気に対する浸透性、及び均質な材料に対しては水蒸気透過性係数が求められる。
【0031】
INDA試験法は公知であり、此処では詳細には述べない。しかしながら、該試験手順を要約すると以下の通りである。乾燥チャンバは、温度及び湿度が既知の湿潤チャンバから永久ガードフィルム及び試験する試料材料によって隔離される。ガードフィルムの目的は、限定された空隙の境界を定め、空隙の特徴を示しつつ、空隙中の空気を静めるすなわち静止させることである。乾燥チャンバ、ガードフィルム、及び湿潤チャンバにより、拡散セルが形成され、この中に試験フィルムが密封される。試料ホルダは、ミネソタ州ミネアポリスのMocon/Modern Controls,Inc.製のPermatran−W モデル100Kとして知られている。第1の試験は、ガードフィルムと、相対湿度を100%にする蒸発器組立体の間の空隙とのWVTRについて行なわれる。水蒸気は、空隙及びガードフィルムを通じて拡散し、次いで水蒸気濃度に比例する乾燥気体流と混合する。コンピュータに電気信号が送られて処理される。コンピュータは、空隙及びガードフィルムの透過率を計算し、この値を後に利用するために格納する。
【0032】
ガードフィルム及び空隙の透過率は、CaICとしてコンピュータ内に格納される。次に、試料材料を試験セル内に密封する。同様に、水蒸気が空隙を通じてガードフィルム及び試験材料へ拡散し、次いで、試験材料を流れる乾燥気体流と混合する。この場合も同様に、この混合物は蒸気センサに運ばれる。次に、コンピュータが、空隙とガードフィルムと試験材料との組み合わせの透過率を計算する。次に、この情報を用いて水分が試験材料を透過する透過率を、等式
TR-1試験材料=TR-1試験材料、ガードフィルム、空隙−TR-1ガードフィルム、空隙
に従って計算する。
計算:
WVTR WVTRの計算には次式を使用する。
WVTR=Fρsat(T)RH/Apsat(T)(1−RH))
式中、
F=水蒸気の流れ(cc/分)
ρsat(T)=温度Tでの飽和空気中の水の密度
RH=セル内の特定場所での相対湿度
A=セルの断面積
psat(T)=温度Tでの水蒸気の飽和蒸気圧
である。
【図面の簡単な説明】
【0033】
【図1】本発明の単層の薄く延伸した通気性フィルムの断面図である。
【図2】本発明の多層通気性フィルムの断面図である。
【図3】本発明の通気性フィルムを不織ウェブに積層する工程の略図である。
【図4】本発明の通気性フィルムを含む積層体の図である。
【符号の説明】
【0034】
10 通気性フィルム
12 マトリクス
14 空隙
15 コア層
16 充填剤粒子
22、24 外皮層
【特許請求の範囲】
【請求項1】
複数の層を有する薄く延伸された通気性フィルムを備え、
前記フィルムの前記層の各々は、生物分解可能な熱可塑ポリマーを含み、
前記フィルムの前記層の少なくとも一つは、充填剤粒子と生物分解可能な熱可塑ポリマーとの混合物を含み、前記充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされた構造であり、
生物分解可能な熱可塑性ポリマーを含む繊維性不織ウエブが前記フィルムに面接触関係で積層され、
前記生物分解可能な熱可塑性ポリマーが、ポリ乳酸ポリマーと、ブタンジオール、アジピン酸、コハク酸又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーとからなるグループから選択されたものであることを特徴とするアウターカバー用通気性積層体。
【請求項2】
複数の層を有する薄く延伸された通気性フィルムを備え、
前記フィルムの前記層の各々は、生物分解可能な熱可塑ポリマーを含み、
前記フィルムの前記層の隣接する2層の各々が、5〜80重量%の充填剤粒子と、20〜95重量%の生物分解可能な熱可塑ポリマーとの混合物を含み、前記充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされた構造であり、
生物分解可能な熱可塑性ポリマーを含む繊維性不織ウエブが前記フィルムに面接触関係で積層され、
前記生物分解可能な熱可塑性ポリマーが、ポリ乳酸ポリマーと、ブタンジオール、アジピン酸、コハク酸又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーとからなるグループから選択されたものであることを特徴とするアウターカバー用通気性積層体。
【請求項3】
複数の層を有し、前記層のうちの一つが主な通気性層となっている薄く延伸された通気性フィルムを備え、
前記フィルムの前記層の各々は、生物分解可能な熱可塑ポリマーを含み、
前記主な通気性層が、充填剤粒子と生物分解可能な熱可塑ポリマーとの混合物を含み、前記充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされた構造であり、
生物分解可能な熱可塑性ポリマーを含む繊維性不織ウエブが前記フィルムに面接触関係で積層されたことを特徴とするアウターカバー用通気性積層体。
【請求項4】
請求項3に記載した通気性積層体であって、前記生物分解可能な熱可塑ポリマーが、ポリ乳酸ポリマーと、ブタンジオール、アジピン酸、コハク酸及び/又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーとから選択されることを特徴とする通気性積層体。
【請求項5】
請求項3又は請求項4に記載した通気性積層体であって、前記フィルムが外皮層を含み、前記外皮層が充填剤粒子を含み、該充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされたことを特徴とする通気性積層体。
【請求項1】
複数の層を有する薄く延伸された通気性フィルムを備え、
前記フィルムの前記層の各々は、生物分解可能な熱可塑ポリマーを含み、
前記フィルムの前記層の少なくとも一つは、充填剤粒子と生物分解可能な熱可塑ポリマーとの混合物を含み、前記充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされた構造であり、
生物分解可能な熱可塑性ポリマーを含む繊維性不織ウエブが前記フィルムに面接触関係で積層され、
前記生物分解可能な熱可塑性ポリマーが、ポリ乳酸ポリマーと、ブタンジオール、アジピン酸、コハク酸又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーとからなるグループから選択されたものであることを特徴とするアウターカバー用通気性積層体。
【請求項2】
複数の層を有する薄く延伸された通気性フィルムを備え、
前記フィルムの前記層の各々は、生物分解可能な熱可塑ポリマーを含み、
前記フィルムの前記層の隣接する2層の各々が、5〜80重量%の充填剤粒子と、20〜95重量%の生物分解可能な熱可塑ポリマーとの混合物を含み、前記充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされた構造であり、
生物分解可能な熱可塑性ポリマーを含む繊維性不織ウエブが前記フィルムに面接触関係で積層され、
前記生物分解可能な熱可塑性ポリマーが、ポリ乳酸ポリマーと、ブタンジオール、アジピン酸、コハク酸又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーとからなるグループから選択されたものであることを特徴とするアウターカバー用通気性積層体。
【請求項3】
複数の層を有し、前記層のうちの一つが主な通気性層となっている薄く延伸された通気性フィルムを備え、
前記フィルムの前記層の各々は、生物分解可能な熱可塑ポリマーを含み、
前記主な通気性層が、充填剤粒子と生物分解可能な熱可塑ポリマーとの混合物を含み、前記充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされた構造であり、
生物分解可能な熱可塑性ポリマーを含む繊維性不織ウエブが前記フィルムに面接触関係で積層されたことを特徴とするアウターカバー用通気性積層体。
【請求項4】
請求項3に記載した通気性積層体であって、前記生物分解可能な熱可塑ポリマーが、ポリ乳酸ポリマーと、ブタンジオール、アジピン酸、コハク酸及び/又はテレフタル酸のポリエステルと、ポリカプロラクトンポリマーとから選択されることを特徴とする通気性積層体。
【請求項5】
請求項3又は請求項4に記載した通気性積層体であって、前記フィルムが外皮層を含み、前記外皮層が充填剤粒子を含み、該充填剤粒子の周りに空隙が形成されて水蒸気の透過が容易にされたことを特徴とする通気性積層体。
【図1】


【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−188994(P2008−188994A)
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願番号】特願2008−34087(P2008−34087)
【出願日】平成20年2月15日(2008.2.15)
【分割の表示】特願2002−548009(P2002−548009)の分割
【原出願日】平成13年11月29日(2001.11.29)
【出願人】(597085132)キンバリー クラーク ワールドワイド インコーポレイテッド (17)
【Fターム(参考)】
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願日】平成20年2月15日(2008.2.15)
【分割の表示】特願2002−548009(P2002−548009)の分割
【原出願日】平成13年11月29日(2001.11.29)
【出願人】(597085132)キンバリー クラーク ワールドワイド インコーポレイテッド (17)
【Fターム(参考)】
[ Back to top ]