
生産システム

【課題】 供給部から実際に供給される物品の供給量のばらつきや、計量部、包装部および品質検査部等の構成装置の一部の運転停止等の問題が発生した場合においても、生産ライン全体における生産効率を高く維持することが可能な生産システムを提供する。
【解決手段】 生産システム100では、集中管理システム10が、供給装置9の供給量検出センサ9aによる検出結果、つまり供給装置9から計量機1に対する実供給量に基づいて、下流側に配置された計量機1、製袋包装機2等を含む生産ラインを構成する各装置1〜8の設定能力を変更するように制御を行う。
【解決手段】 生産システム100では、集中管理システム10が、供給装置9の供給量検出センサ9aによる検出結果、つまり供給装置9から計量機1に対する実供給量に基づいて、下流側に配置された計量機1、製袋包装機2等を含む生産ラインを構成する各装置1〜8の設定能力を変更するように制御を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品等の物品を供給する供給装置の下流側に、物品の計量を行う計量機や包装機、シールチェッカ等の品質検査装置等の複数の構成装置を配置して構成される生産システムに関する。
【背景技術】
【0002】
従来より、食品等の物品について供給部から供給された物品の計量を行う計量部、計量済みの物品の包装を行う包装部、包装された物品の品質検査を行う品質検査部等の各装置を備えた生産システムが用いられている。
【0003】
例えば、特許文献1には、運転開始時や運転中において各装置の処理能力(歩留り)に応じて下流側に配置された他の装置の設定能力を変更する生産ラインの管理方法および管理装置(生産システム)が開示されている。ここでは、各装置の処理能力(歩留り)を基準にして他の装置の設定能力を変更するため、生産ライン全体の歩留りを向上させ、かつ各装置について高い能力を引き出して生産効率を向上させることができる。
【特許文献1】特開平9−301327号公報(平成9年11月25日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の生産システムでは、以下に示すような問題点を有している。
【0005】
すなわち、上記公報に開示された生産システムでは、各装置の処理能力(歩留り)を基準にして設定能力を変更するものであるため、運転中における計量部等に対する供給部からの物品の供給量がばらついたり、複数の計量部のうちの一部の計量部の運転が停止したりすると、これに対応することができない。
【0006】
例えば、計量部に対して物品を供給する供給部の設定能力を一定にしても供給部からの物品の供給量がばらつく場合には、計量部の設定能力は供給部の設定に合わせて設定されているため、各装置の処理能力や歩留りを基準にした制御だけでは供給量の変動に対して適切に対応することができず、効率よく生産を行うことができない。
【0007】
一方、複数ある計量部のうち一部の計量部の運転が何らかのトラブルの発生によって停止された場合には、その計量部の稼働率が0になるため他の計量部の設定能力を上げるように制御される。しかし、この場合でも、単に稼働率が低下した分の処理量を他の計量部に割り振っただけでは、他の計量部における稼働率が設定能力の最高値に近くなってかえって歩留りが悪くなり、生産量が低下してしまうおそれがある。
【0008】
本発明の課題は、供給部から実際に供給される物品の供給量のばらつきや、計量部、包装部および品質検査部等の構成装置の一部の運転停止等の問題が発生した場合においても、生産ライン全体における生産効率を高く維持することが可能な生産システムを提供することにある。
【課題を解決するための手段】
【0009】
第1の発明に係る生産システムは、物品を供給する供給部と、複数の構成装置と、供給量検出部と、制御部とを備えている。構成装置は、供給部から供給された物品に対してそれぞれの処理を行う。供給量検出部は、供給部から実際に供給される物品の供給量を検出する。制御部は、供給量検出部における検出結果に基づいて、構成装置の設定能力を変更する。
【0010】
ここでは、実際に供給される物品の量に応じて、下流側に配置された生産システムの構成装置における設定能力を変更する。
【0011】
ここで、生産システムの構成装置としては、例えば、物品の計量を行う計量部や計量済みの物品を包装する包装部、包装された物品について各種検査を行う品質検査部等が含まれる。また、供給量検出部としては、例えば、供給部とこの供給部から物品が供給される構成装置との間に設けられたセンサ等を用いることができる。
【0012】
一般的に、供給された物品を計量する計量部、計量済みの物品を包装する包装部、包装された物品の検査を行う品質検査部等、を備えた生産システムでは、計量部に対して物品を供給する供給部における設定供給量に基づいて、下流側に配置された計量部、包装部、品質検査部の設定能力を変更していた。このため、供給部に対して物品がバッチ式で供給されるような場合には、供給部における設定能力が一定であっても実際に計量部に対して供給される物品の量がばらついてしまう。このような場合、最大供給量に合わせて計量部や包装部、品質検査部の設定能力を変更すると、供給量が少なくなった場合にはほとんど処理を行っていない計量部が発生するおそれがある。一方、最小供給量に合わせて計量部等の設定能力を変更すると、供給量が多くなった場合には計量部等において処理しきれなくなってパンクしてしまうおそれがある。
【0013】
本発明の生産システムでは、供給部から供給される実際の物品の量を検出する供給量検出部を備えており、制御部が供給部における設定能力ではなく、供給量検出部における検出結果に応じて計量部や包装部、品質検査部等の構成装置における設定能力を変更する。
【0014】
これにより、生産システムを構成する構成装置における設定能力を、実際に供給される物品の量に応じて変更するように制御することで、各構成装置における処理の運転効率および歩留りを向上させることができ、実処理量を低下させることなく高いレベルで維持することができる。
【0015】
第2の発明に係る生産システムは、第1の発明に係る生産システムであって、構成装置は、供給部から供給された物品の計量を行う計量部と、計量された物品を包装する包装部と、包装された物品の品質検査を行う品質検査部と、を含んでいる。
【0016】
ここでは、実供給量に基づいて制御部が設定能力を制御する構成装置として、計量部、包装部、品質検査部を用いている。
【0017】
ここで、品質検査部としては、例えば、物品を包装した気密性の検査を行うシールチェッカ、物品の重量が適正範囲内であるかを検査する重量チェッカ、袋詰めされた物品に金属等の異物が混入していないかを検査する金属検出装置およびX線検査装置、物品の外観の検査を行う外観検査装置、不良品を搬送ライン上から排除する振分装置、物品を箱詰めする箱詰め装置等の各種装置が挙げられる。
【0018】
これにより、計量部、包装部、品質検査部を構成装置として含む生産システムにおいて、これらの構成装置に対して物品を供給する供給部からの供給量にばらつきが生じた場合でも、供給部からの実際の供給量に基づいて各構成装置における設定能力を変更するため、各構成装置における処理の歩留りが高い状態で効率よく生産することができる。
【0019】
第3の発明に係る生産システムは、第1または第2の発明に係る生産システムであって、制御部は、構成装置における実際の処理量が減少しないように構成装置の設定能力を変更する。
【0020】
ここでは、実処理量という観点から、複数の構成装置における設定能力の変更を行う。すなわち、例えば、複数の計量部のうち特定の計量部の能力を上げていっても歩留りが低下してしまうことで実処理量が減ってしまうことがないように、複数の計量部等についてそれぞれ設定能力を変更する。
【0021】
これにより、設定能力を歩留りが高くなる適正な設定値に抑えながら、効率よく処理を行うことができる。
【0022】
第4の発明に係る生産システムは、第1から第3の発明のいずれか1つに係る生産システムであって、制御部は、構成装置における設定能力が最大にならないように制御を行う。
【0023】
ここでは、例えば、複数の計量部における特定の計量部の設定能力だけが最大になることを回避して、他の計量部の設定能力も変更して全体として歩留りのよい設定になるように制御する。
【0024】
これにより、構成装置の設定能力を歩留りが高くなる適正な設定能力に保ちながら、効率よく処理を行うことができる。
【0025】
第5の発明に係る生産システムは、第1から第4の発明のいずれか1つに係る生産システムであって、制御部は、供給部からの物品の供給量が増加すると、構成装置における処理の歩留りが最大になるように設定能力を変更する。
【0026】
ここでは、供給量が増加した場合においてそのまま単純に構成装置の設定能力を上昇させるのではなく、計量部等の構成装置における処理の歩留りが最大になるように設定能力を変更する。すなわち、供給量が増加しても、場合によっては計量部等の構成装置の設定能力を下げて歩留りが最大になるように制御を行う。
【0027】
これにより、供給量が増加して設定能力を上げても歩留りの低下によって各構成装置における実際の処理量が低下してしまうことを回避することができる。
【0028】
第6の発明に係る生産システムは、第1から第5の発明のいずれか1つに係る生産システムであって、複数の構成装置に含まれる同種の構成装置が供給部に対して直列に配置されている場合には、制御部は、供給部に対して直列に配置された複数の同種の構成装置のうち、下流側に配置された構成装置ほど設定能力を高く設定する。
【0029】
ここでは、供給部に対して直列に配置された複数の同種の構成装置について、供給部に近い側から徐々に設定能力が高くなるように各構成装置の設定能力を変更する。
【0030】
これにより、例えば、同種の構成装置を計量部とすると、上流側に配置された計量部において処理されて下流側に配置された計量部に物品が供給されなくなることを防止することができる。この結果、供給部に対して直列に配置された複数の計量部の全てにおいて適度な設定能力により高い歩留りで運転させることができる。
【0031】
なお、このような制御は、計量や包装、各種検査等の処理を行う物品として食品を用いる場合に適用されることが好ましい。例えば、ポテトチップのような食品を扱う生産ラインでは、製造されたポテトチップがバッチ式で供給部に付与される。このため、供給部からの供給量がばらついてしまうことから、供給量が最大となった場合にも対応できるように各計量部の設定能力を変更する必要がある。しかし、この場合において全ての計量部について同じ設定能力にすると、供給量が減った場合には上流側の計量部では最大能力で処理しているにもかかわらず、下流側の計量部には全く物品が供給されずに処理量が0になるおそれがある。そこで、本発明の生産システムによれば、実供給量の変動に応じて計量部の設定能力を変更するとともに、配置に応じて計量部の設定能力に差を付けることで、全ての計量部を歩留りの高い状態で効率よく運転させることができる。
【0032】
第7の発明に係る生産システムは、第1から第6の発明のいずれか1つに係る生産システムであって、供給部には、物品がバッチ式で供給される。
【0033】
ここでは、供給部に対する物品の排出がバッチ式で行われる。このため、供給部の設定能力が一定の場合でも、供給部に対して与えられる物品の量がばらつくために、実際に計量部等の構成装置に対して供給される物品の量はばらついてしまう。
【0034】
本発明の生産システムでは、実供給量を検出する供給量検出部を備えており、この実供給量を検出して下流側に配置された計量部や包装部、品質検査部等の構成装置の設定能力を変更する。
【0035】
このため、このように供給部からの物質の供給量がばらつく場合でも、下流側に配置された各構成装置における処理の歩留りを高く保ちながら効率よく運転させることができる。
【0036】
第8の発明に係る生産システムは、供給部と、複数の構成装置と、記憶部と、稼働率検出部と、制御部と、を備えている。供給部は、複数の構成装置に対して物品を供給する。複数の構成装置は、供給部から供給された物品に対してそれぞれ処理を行う。記憶部は、本生産システムにおいて生産される物品の生産予定を記憶する。稼働率検出部は、各構成装置の稼働率を検出する。制御部は、記憶部に記憶された生産予定および稼働率検出部における検出結果に基づいて、運転中の構成装置における歩留りが高くなるように構成装置の設定能力を変更する。
【0037】
ここでは、生産数量のノルマ等を示す生産予定と、各構成装置における現在の稼働率とに基づいて各構成装置の設定能力を変更する。
【0038】
ここで、生産システムの構成装置としては、例えば、物品の計量を行う計量部や計量済みの物品を包装する包装部、包装された物品について各種検査を行うシールチェッカ等の品質検査部が含まれる。
【0039】
一般的に、供給された物品を計量する計量部、計量済みの物品を包装する包装部、包装された物品の検査を行う品質検査部等、を備えた生産システムでは、生産計画に基づいて設定された設定能力で計量部や品質検査部の運転を行っていた。このため、例えば、運転中にある計量部にトラブルが発生して稼働率が0になった場合には、他の計量部の稼働率を上げて対応していた。しかし、このような場合、単純に稼働率が0になった計量部の分を均等に他の計量部に割り振っただけでは、他の計量部の稼働率がMAXに近くなって歩留りが低下するおそれがある。
【0040】
本発明の生産システムでは、生産予定と各構成装置における稼働率とを考慮した上で歩留りが高くなるように、言い換えれば、設定能力を上げて歩留りが悪くなることのないように設定能力を変更する。
【0041】
これにより、構成装置における処理の運転効率および歩留りを向上させることができ、実処理量を低下させることなく高いレベルで維持することができる。
【発明の効果】
【0042】
本発明の生産システムによれば、構成装置における処理の運転効率および歩留りを向上させることができ、実処理量を低下させることなく高いレベルで維持することができる。
【発明を実施するための最良の形態】
【0043】
[実施形態1]
本発明の一実施形態に係る生産システムについて、図1〜図5を用いて説明すれば以下の通りである。
【0044】
[生産システム全体の構成]
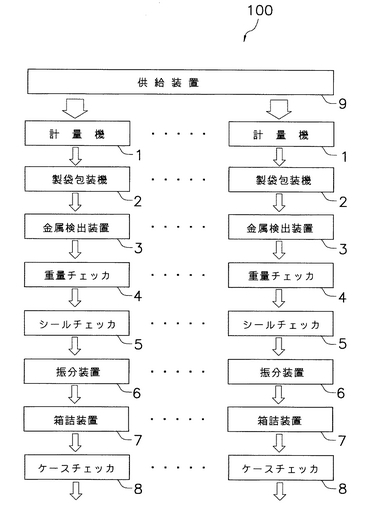
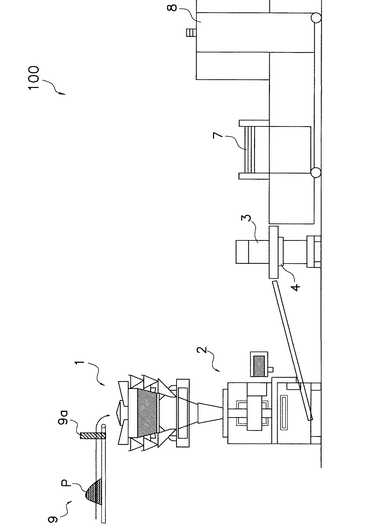
本実施形態に係る生産システム100は、図1および図3に示すように、計量機(構成装置、計量部)1、製袋包装機(構成装置、包装部)2、金属検出器(構成装置、品質検査部)3、重量チェッカ(構成装置、品質検査部)4、シールチェッカ(構成装置、品質検査部)5、振分装置(構成装置、品質検査部)6、箱詰装置(構成装置、品質検査部)7、ケース全体の量目チェックを行うケースチェッカ(構成装置、品質検査部)8を含む複数の生産ラインと、供給装置(供給部)9とを備えている。これらの各装置1〜9は、それぞれコンベヤ等で互いに接続されて連係して作動し、供給装置9から供給された物品(被計量物P)(図3参照)の計量、包装および出荷作業を行う。
【0045】
計量機1は、供給装置9から供給される被計量物Pを受け取って計量を行うとともに、計量結果を用いて組み合わせ計量を行う。また、計量機1は、各計量ホッパの計量結果に基づいて組合せ演算を行うとともに、組合せた重量が所定の許容範囲内の重量値となる組合せを選択する。そして、その組合せに参加する被計量物Pを計量ホッパ内から排出,集合させて所定重量範囲内の被計量物Pごとに小分けする。さらに、計量機1は、図示しないが、振動することで被計量物Pを放射状に分散させる分散テーブルと、その周囲に放射状に配置された複数の振動フィーダと、円形に配置されて振動フィーダの各供給トラフから落下した被計量物Pを一時貯留する複数のプールホッパと、プールホッパの下方にそれぞれ配置された同数の計量ホッパとを有している。
【0046】
製袋包装機2は、計量機1において行われる組合せ演算の結果、選択されて排出される被計量物Pを受け取って製袋した袋内に包装する。また、製袋包装機2は、図示しないが、折り畳み機構と、縦シール機構と、送り機構と、切断機構と、横シール機構とを備えている。折り畳み機構は、フィルムロールから引き出されたフィルムシートを両側縁部が重なり合うように折り畳む。縦シール機構は、この折り畳まれたフィルムシートの重合部を熱融着して筒状体を形成する。送り機構は、この筒状体を幅方向に挟持した状態で所定寸法だけ長手方向に搬送する。切断機構は、筒状体を所定の大きさに切断する。横シール機構は、切断後の筒状体の切口をシールする。また、製袋包装機2では、送り機構によって筒状体が搬送されている間に、筒状体の内部に計量機1から排出された計量済の被計量物Pが投入される。
【0047】
金属検出器3、重量チェッカ4、シールチェッカ5、振分装置6、箱詰装置7およびケースチェッカ8は、製袋された袋に入れられた被計量物Pを商品として、各種検査を行う装置である。例えば、重量チェッカ4では、計量機1において組合せ計量されて袋に入れられた被計量物Pの重量が許容範囲内であるか否かの検査を行う。また、シールチェッカ5では、製袋包装機2において作製された袋が密封されているか否かの検査を行う。振分装置6は、重量チェッカ4やシールチェッカ5において不良品と判定された被計量物P入りの袋を搬送路外へ振り分ける。箱詰装置7は、正常品と判定された被計量物P入りの袋を段ボール箱に詰め込む。ケースチェッカ8は、段ボールに入れられた商品の過不足をチェックする。なお、これらの装置3〜8は公知の装置であるから、ここでは詳しい構成の説明については省略する。
【0048】
供給装置9は、図示しないが、供給コンベアと、駆動機構と、供給量検知センサ(供給量検出部)9a(図2および図3参照)とを備えている。供給コンベアは、駆動機構によって無端状のコンベアが回転させられることで、コンベア上に載置された被計量物Pを計量機1の分散フィーダ上へ搬送する。供給量検知センサ9aは、図3に示すように、供給コンベアの最下流側の側方に設置されており、供給コンベアによって搬送されてくる被計量物Pの総厚から実際に搬送されてくる被計量物Pの量を検知して集中管理装置(制御部)10a(図2参照)に対して送信する。そして、供給装置9は、集中管理装置10aによって制御される搬送速度に応じて供給コンベアを回転させて下流側に配置された計量機1に対して供給コンベア上の被計量物Pを供給する。
【0049】
[生産システム100の集中管理システム]
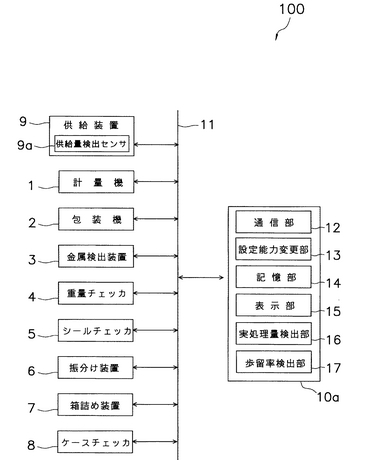
本実施形態に係る生産システム100では、図2に示すように、被計量物Pを内包した袋詰め商品を生産する複数の生産ラインを集中管理している。各生産ラインを構成する装置1〜9は、通信回線11を介して接続された集中管理装置10aによって集中管理されており、生産ラインにおいて発生する全ての情報が総括して管理される。
【0050】
集中管理装置10aは、通信部12と、設定能力変更部13と、記憶部14と、表示部15と、実処理量検出部16とを備えている。
【0051】
通信部12は、生産ラインを構成する各装置1〜9との間で各種情報の送受信を行う。
【0052】
設定能力変更部13は、供給装置9の供給量検出センサ9aにおける検出結果(実供給量)に応じて計量機1や製袋包装機2等の生産ラインを構成する各装置1〜8における設定能力を変更する。
【0053】
記憶部14は、生産ライン全体の処理条件(ライン速度や生産数量等)や各装置1〜9の処理条件、処理結果に加えて、生産ラインを構成する各装置1〜8の最大設定能力に関する情報や生産予定に関する情報等を記憶する。
【0054】
表示部15は、生産ラインを構成する各装置1〜9の処理条件および処理状況等を表示する。
【0055】
実処理量検出部16は、生産ラインを構成する各装置1〜8において実際に処理された正常品の数(実処理量)を検出する。なお、実処理量については、各装置1〜8において検出されたものを実処理量検出部16において受信するような構成であってもよい。
【0056】
歩留率検出部17は、生産ラインを構成する各装置1〜8における実際の処理数と、その中に占める正常品の数との比として各装置1〜8における歩留率を検出する。なお、歩留率についても、各装置1〜8において検出されたものを歩留率検出部17において受信するような構成であってもよい。
【0057】
ここで、この歩留率検出部17による各装置1〜8および生産ライン全体の歩留率の算出方法について説明すれば以下の通りである。
【0058】
計量機1については、組合せ演算によって所定の目標重量またはこれに近い許容範囲内の値が得られた商品の個数と、これにこの計量機1が原因で不良となった商品の不良個数を加えた総商品個数との比を求めることで歩留率が算出される。製袋包装機2については、包装した商品の総個数からシール不良等の不良品を除いた個数と、総個数との比を求めることで歩留率が算出される。重量チェッカ4,振分装置6,箱詰装置7およびケースチェッカ8においても、各装置への供給数量とそこが原因で不合格となった数量を差し引いたものとの比を求めることで歩留率が算出される。
【0059】
一方、生産ライン全体においては、基本的には、正良品として処理した商品個数と、不良品として排除したものも含めた全処理数との比を求めることで歩留率が算出される。
【0060】
また、各装置1〜8は、図示しないコントローラ、メモリおよび通信部を有しており、各装置1〜8の通信部と集中管理装置10aの通信部12とが通信回線11を介して接続されている。
【0061】
通信回線11は、例えば、LAN(ローカルエリアネットワーク)が用いられる。そして、トークンリング、トークンパッシング、パケット通信などにより、集中管理装置10aと各装置1〜8間で、被計量物Pに付帯するデータ(処理情報等)の送受信が行われる。
【0062】
被計量物Pに付帯するデータは、下流側の各装置1〜8に対して送信される。例えば、計量機1においては重量信号や計量異常信号、製袋包装機2においては包装終了信号の他にシール禁止/切断禁止等の異常処理信号、金属検出器3,重量チェッカ4,シールチェッカ5等においては良/不良の検出信号等がこれに該当する。被計量物Pに付帯するデータは、各装置1〜8の入力センサが被計量物Pの搬入を検知するタイミングに合せて、各装置にそれより上流の装置の処理情報が送信され、出力センサで各装置からの被計量物Pの搬出が検知されると、上流の送信された情報と各装置の処理情報とが下流の装置に送信される。こうして、被計量物Pごとに各装置での処理情報が得られ、この処理情報が、各装置1〜8のメモリに記憶される。各装置1〜8の処理情報は、通信回線11を介して集中管理装置10aの表示部15に表示される。このため、容易にライン全体の処理状況(各装置1〜8の運転の開始/停止、運転の正常/異常、被計量物Pの歩留率等)を把握することができ、各被計量物Pについての各装置における処理情報を比較することにより、どの装置にどのような異常があるのか等の原因を特定することが容易になる。
【0063】
例えば、ある被計量物Pについて、計量機1における被計量物Pの重量信号より、重量チェッカ4における包装袋の重量を引き算した被計量物Pの重量信号の方が大きい場合には、その間の装置で異常が発生したことがわかる。
【0064】
この場合、計量機1による計量後に付着物が被計量物Pに付着したことや、製袋包装機2で異物が混入したこと等が原因と考えられる。例えば、各被計量物Pについて、重量チェッカ4での重量信号が、ほぼ一定の時間間隔で計量機1の重量信号より大きくなるような場合には、計量機1による計量後に、ホッパに付着した付着物の累積によってその累積したものが落下して重量が増えたことが原因と判断されるので、ホッパの清掃や交換などが必要となる。
【0065】
このように、各装置1〜8における被計量物Pの処理情報は、コンベヤによる被計量物Pの移送とともに下流側の装置へ送信され、集中管理装置10aは、表示部15に表示された処理情報を監視するので、その情報から異常の原因を特定することができる。
【0066】
<本生産システム100における設定能力の変更制御>
本実施形態の生産システム100では、上述した各装置1〜8における運転中の設定能力の変更制御を、供給装置9が有している供給量検出センサ9aにおける検出結果に基づいて行う。
【0067】
通常、供給装置9は、供給コンベアを一定の速度で回転させながらコンベア上に載置された被計量物Pを計量機1の分散テーブル上に落下させる。このため、供給コンベアの回転速度が一定であれば計量機1に対する供給量も一定になるはずである。しかし、実際には、供給装置9に対する被計量物Pの供給がバッチ式で行われることもあり、供給コンベア上に載置される被検査物の量がばらつくことがある。このようなバッチ式の供給は、特に、食品(例えば、ポテトチップ等)を被計量物Pとする生産ラインにおいて実施されている。この場合、供給装置9における供給コンベアの回転速度から算出される被計量物Pの供給量と、実際に計量機1に対して供給される被計量物Pの供給量とでは、大きな差が生じる場合がある。このように、供給装置9から各計量機1に対する被計量物Pの供給量のばらつきが生じた場合には、供給装置9の設定能力を基準にして計量機1等の生産ラインを構成する従来の各装置1〜8の設定変更を供給量の変動に応じて正確に制御することが困難になる。
【0068】
本実施形態の生産システム100では、上述のように、供給装置9の供給量検出センサ9aにおいて検出される各計量機1に対する実際の被計量物Pの供給量(実供給量)に基づいて、集中管理装置10aが、計量機1等の各生産ラインの構成装置における設定能力を変更する。
【0069】
具体的には、供給装置9における設定能力が一定の場合において、供給量検出センサ9aにおける検出結果から計量機1に対する実際の供給量が減少してきたことが分かると、設定能力変更部13は計量機1を含む各生産ライン全体の設定能力を落とすように制御する。一方、供給装置9における設定能力が一定の場合において、供給量検出センサ9aにおける検出結果から計量機1に対する実際の供給量が増加してきたことが分かると、設定能力変更部13は計量機1を含む各生産ライン全体の設定能力を上げるように制御する。
【0070】
これにより、供給装置9における設定能力を基準として下流側の生産ラインを構成する各装置1〜8の設定能力を変更制御する場合と比較して、より正確に実供給量に基づく正確な設定能力の変更制御を行うことができる。
【0071】
特に、供給装置9における設定能力を上げた場合には、通常は下流側の各装置1〜8についても設定能力を上げる方向に制御される。しかし、本実施形態の生産システム100では、たとえ供給装置9の設定能力が上げられた場合でも供給量検出センサ9aにおいて検出される実供給量が増えない限り、下流に配置された各装置1〜8の設定能力についても上げることはない。さらに、供給装置9の設定能力が上げられた場合でも、実供給量が減少した場合には、下流側に配置された各装置1〜8の設定能力は上げるように制御される。このため、供給装置9における設定供給量と、実供給量との差が大きい場合でも、下流側に配置された各装置1〜8の設定能力を適切な能力に設定して、効率よく生産を行うことができる。
【0072】
そして、供給装置9に対してバッチ式で被計量物が供給される場合でも、供給装置9における実供給量に基づいて下流側に配置された各装置1〜8の設定能力を変更することで、供給装置9における設定能力に関係なく、最も効率のよい生産を行うことができる。
【0073】
また、集中管理装置10aは、実処理量検出部16をさらに備えている。このため、上述した実供給量に基づく各装置1〜8の設定能力変更制御に際しては、実処理量検出部16において検出される各装置1〜8における実処理量(実際に処理された正常品の数)が減ることのないように制御を行う。
【0074】
具体的には、設定能力を上げたために歩留りが低下して(不良率が上昇して)、正常品の処理量が減少した場合には、設定能力を下げる方向に制御を行う。これにより、実供給量だけに基づいて下流側に配置された各装置1〜8の設定能力を変更する場合と比較して、さらに生産効率が低下することを回避することができるため、より効率よく生産を行うことができる。
【0075】
さらに、集中管理装置10aは、上述のように実供給量に基づいて生産ラインを構成する各装置1〜8の設定能力の変更制御を行う際には、実供給量が増えてきたことを供給量検出センサ9aが検出した場合でも、記憶部14に格納されている各装置1〜8の最大設定能力に近づかないように制御する。
【0076】
通常、計量機1や製袋包装機2等の各装置では、設定能力が最大に近づけば近づくほど歩留りが低下して不良品の割合が多くなる。このため、単純に供給装置9からの実供給量に基づいて下流側に配置された各装置1〜8の設定能力を変更制御したのでは生産効率が低下してしまうおそれがある。
【0077】
そこで、本実施形態では、集中管理装置10aが、供給装置9の供給量検出センサ9aにおける検出結果に加えて、各装置1〜8の最大設定能力を参照して、各装置1〜8の設定能力を制御する。
【0078】
これにより、例えば、計量機1が最大設定能力に近づいてきたために歩留りが低下して正常品の実処理量が減少することを抑制して、さらに効率よく生産を行うことが可能になる。
【0079】
また、集中管理装置10aは、歩留率検出部17をさらに備えている。このため、本実施形態の生産システム100では、供給装置9の供給量検出センサ9aから実供給量が増加したことが検出された場合でも、歩留率検出部17における検出結果、つまり各装置1〜8における歩留率が、例えば98%以上になるように設定能力を変更することができる。
【0080】
これにより、単に実供給量だけを基準にして各装置1〜8における設定能力を変更するのではなく、歩留率を検出して設定能力を変更するため、より生産性の高い生産システムを構築できる。
【0081】
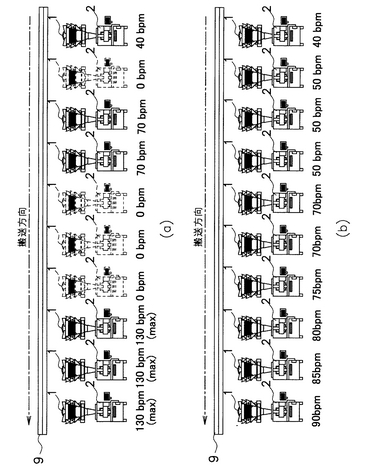
ここで、1つの供給装置9から搬送されてくる被計量物を、直列に配置された複数の生産ラインに分配して処理を行う場合の設定能力の制御について、図4(a)および図4(b)を用いて説明すれば以下の通りである。
【0082】
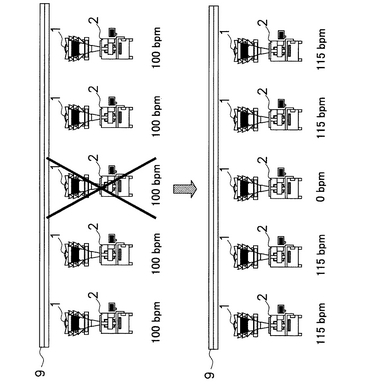
通常、図4(a)に示すように、1つの供給装置9から搬送されてくる被計量物を複数の生産ラインに分配して処理を行う場合には、各生産ラインにおける計量機1に対する被計量物の供給は上流側に配置された生産ラインの計量機1に対して下流側に配置された計量機1よりも多くの被計量物が供給される。このため、本実施形態の生産システム100では、図4(a)に示すように、上流側に配置された計量機1には処理能力よりも大幅に少ない供給量になるように制御し、下流側に配置された計量機1に対しては下流側にいくほど実供給量が多くなるように供給装置9が制御される。
【0083】
これにより、上流側に配置された計量機1において処理能力maxで運転することで下流側に配置された計量機1に対して被計量物が供給されなくなるような非効率な運転状態となることを防止して、効率よく運転を行うことができる。
【0084】
また、図4(a)に示す例では、生産ラインのいくつかについては運転が停止状態となっているため、下流側に配置された3台の計量機1が処理能力maxの設定で運転を行っている。このため、上述したように、処理能力がmaxになっている計量機1については歩留りが低下してしまうため、図4(b)に示すように、運転停止状態の計量機1を運転させて、処理能力がmaxとなっていた最下流側3台の計量機1の設定能力を下げるように制御を行う。
【0085】
このように、運転停止状態だった計量機1の運転を開始させて全ての計量機1を運転させることで、特定の計量機1において処理能力がmaxの状態で運転を続けることにより歩留率が低下して生産性が落ちることを防止することができる。この結果、生産性の高い生産システムを構築できる。
【0086】
ここでさらに、本実施形態の生産システム100が備えている集中管理装置10aによる各装置1〜8の設定能力の変更制御の流れを、図5を用いて説明すれば以下の通りである。
【0087】
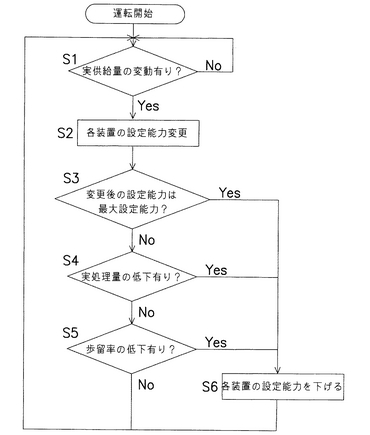
すなわち、まずステップS1において、供給装置9における実供給量の変動があるか否かを判定し、変動があるまで待機する。ここで実供給量の変動があった場合には、ステップS2へ進み、各装置1〜8の設定能力を変更する。
【0088】
次に、ステップS3においては、変更後の設定能力が記憶部14に格納されている最大設定能力(処理能力最大値)に近い設定であるか否かを判定する。ここで、最大設定能力に近い設定である場合には、ステップS6へ進み、各装置1〜8の設定能力を下げる方向に制御する。一方、最大設定能力に近い設定でないと判定された場合には、ステップS4において、設定能力の変更後に実処理量が減少していないかを実処理量検出部16における検出結果に基づいて判定する。ここで、実力量が減少している場合には、ステップS6へ進み、各装置1〜8の設定能力を下げる方向へ制御する。一方、ここで実処理量の減少がない場合には、ステップS5へ進み、設定能力の変更後に歩留率の低下がないかを歩留率検出部17における検出結果に基づいて判定を行う。ここで、歩留率の低下があった場合には、ステップS6へ進み、各装置1〜8の設定能力を下げる方向へ制御する。一方、歩留率の低下がない場合には、ステップS1へ戻り、供給装置9における実供給量に変動があるまで待機する。
【0089】
なお、ステップS6における各装置1〜8の設定能力を下げる方向への制御では、所定の段階ごとに下げていくように制御してもよいし、実処理量や歩留率の低下の度合に応じて適宜必要な設定能力まで下げるような制御を行ってもよい。
【0090】
[生産システム100の特徴]
(1)
本実施形態の生産システム100では、集中管理装置10aが、図2および図3に示す供給装置9の供給量検出センサ9aによる検出結果、つまり供給装置9から計量機1に対する実供給量に基づいて、下流側に配置された計量機1、製袋包装機2等を含む生産ラインを構成する各装置1〜8の設定能力を変更するように制御を行う。
【0091】
これにより、供給装置の設定能力に基づいて下流側に配置された各装置の運転中の設定能力を変更制御する従来の生産システムと比較して、供給装置9から実際に供給される被計量物の量に見合った運転を行うことで、生産性の高い生産システムを構築することができる。
【0092】
(2)
本実施形態の生産システム100では、生産システム100に含まれる複数の生産ラインの構成装置として、計量機1、製袋包装機2および金属検出器3等の品質検査装置を備えている。
【0093】
これにより、被計量物を計量し、これを包装し、包装された商品の検査を実施することが可能な生産システム100において、生産性の高い運転を行うことができる。
【0094】
(3)
本実施形態の生産システム100では、上述した実供給量に基づく設定能力の変更制御に加えて、図2に示す実処理量検出部16における検出結果である各装置1〜8の実際の処理量に基づいて各装置1〜8における設定能力を変更する。
【0095】
これにより、各装置1〜8における実処理量を考慮しながら制御を行うことで、単に実供給量の変動に応じて設定能力の変更制御を行うよりも、さらに生産性の高い生産システム100を構築することができる。
【0096】
(4)
本実施形態の生産システム100では、上述した設定能力の変更制御に加えて、設定能力が、図2に示す記憶部14に格納された各装置1〜8の処理能力の最大値に近くならないように、各装置1〜8の設定能力の変更制御を行う。
【0097】
これにより、歩留率が低下してしまうおそれがある最大能力での運転を避けて、歩留率の高い状態での運転を行うように各装置1〜8の設定能力を変更制御することができる。
【0098】
(5)
本実施形態の生産システム100では、上述した設定能力の変更制御に加えて、図2に示す歩留率検出部17における検出結果である歩留率を基準にして各装置1〜8における設定能力の変更制御を行う。
【0099】
これにより、各装置1〜8について歩留率が低い状態で運転を行わせることを回避して、常に生産効率の高い状態で運転を行わせることができる。
【0100】
(6)
本実施形態の生産システム100では、1つの供給装置9に対して複数の生産ライン(計量機1)が直列に配置されている場合には、下流側に配置されている生産ライン(計量機1)ほど供給装置9からの実供給量が多くなるように制御される。
【0101】
これにより、上流側に配置された生産ラインが処理能力最大で運転しているにもかかわらず、下流側に配置された生産ラインでは被計量物が供給されずに処理量がほとんどなくなってしまうような状態になることを回避することができる。よって、さらに生産性の高い生産システム100を構築できる。
【0102】
(7)
本実施形態の生産システム100では、供給装置9に対する被計量物の供給方法がバッチ式である。
【0103】
このように、供給装置9における外部からの被計量物の受取量が大幅にばらつく場合でも、実供給量に基づいて下流側に配置された各装置1〜8の設定能力を変更するため、生産性の高い状態での運転を継続することができる。
【0104】
[実施形態2]
本発明の他の実施形態に係る生産システムについて、図6〜図8を用いて説明すれば以下の通りである。なお、上記実施形態1において説明した部材と同様の機能を有する部材については、実施形態1と同じ符号を付しその説明を省略する。
【0105】
本実施形態の生産システム200では、図6に示すように、集中管理装置10bが稼働率検出部18をさらに備えており、図2に示す供給量検出センサ9aにおける検出結果(実供給量)ではなく、記憶部14に格納された生産予定および稼働率検出部18における検出結果に基づいて各装置1〜8における歩留りが高い状態で運転を行えるように設定能力を変更する点で、上記実施形態1と異なっている。
【0106】
歩留率検出部17は、上記実施形態1で説明したように、生産ラインを構成する各装置1〜8における実際に正常品として処理した袋(被計量物P)の個数に基づいて各装置1〜8における歩留率を算出する。
【0107】
稼働率検出部18は、生産ラインを構成する各装置1〜8における稼働率(最大設定能力に対する現在の設定能力の比)を検出する。
【0108】
<本生産システム200における設定能力の変更制御>
本実施形態の生産システム200では、集中管理装置10bが、記憶部14に格納されている生産予定に基づいて、生産予定を完了できるように各装置1〜8における稼働率を制御する。
【0109】
すなわち、図6に示すように、稼働率検出部18における検出結果に基づいて、生産予定を完了するために必要な時間当たりの処理量を算出して各装置1〜8における稼働率を上下動させる。このとき、実処理量検出部16および歩留率検出部17における検出結果を利用して、稼働率を上げすぎて逆に実処理量が落ちることのないように稼働率を変更する。
【0110】
これにより、生産予定を完了するために最も効率のよい稼働率で各装置1〜8を運転させることができる。
【0111】
例えば、図7に示すように、運転中の5つの生産ラインに含まれる1台の計量機1(処理能力maxが130bpm)が故障してしまった場合には、他の4つの生産ラインに含まれる4台の計量機1において稼働率を上げるように制御される。このとき、故障して稼働率が0になった計量機1については、他の4台で同じ処理量を確保する必要があるため、従来の制御ではこれを4等分して他の4台の計量機1の設定能力を125bpm(稼働率96.2%)としていた。しかし、上述のように、計量機1の処理能力maxは130bpmであるから125bpmまで処理能力を上昇させると、稼働率が高すぎて歩留りが低下し、実処理量(正常品の処理量)が少なくなるおそれがある。
【0112】
そこで、本実施形態の生産システム200では、単純に稼働率が0になった計量機1の処理量を等分して他の計量機1の設定能力を上昇させるのではなく、実処理量検出部16および歩留率検出部17における検出結果に基づいて最も効率のよい生産を行うことができるように、他の計量機1の設定能力を115bpm(稼働率88.5%)とする制御を行う。つまり、稼働率検出部18において稼働率を検出した結果、所定の値(例えば、90%以上)を超えることのないように制御する。
【0113】
これにより、各装置1〜8における実処理量、歩留率、稼働率に基づいて、実処理量を減らすことのないように最も効率のよい生産を行うことができるため、生産性の高い生産システムを構築することができる。
【0114】
ここで、上記集中管理装置10bによる設定能力の変更制御の流れを、図8に示すフローチャートを用いて説明すれば以下の通りである。
【0115】
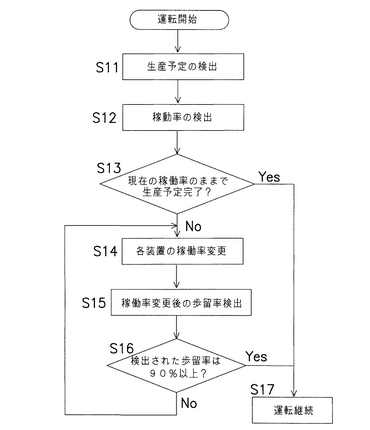
まず、ステップS11において、本生産システム200に含まれる生産ラインにおける生産予定を記憶部14から呼び出す。次に、ステップS12において、集中管理装置10bの稼働率検出部18が、各装置1〜8における現在の設定能力と処理能力とに基づいて稼働率を検出する。続いて、ステップS13において、集中管理装置10bが、検出された現在の稼働率のままで運転を行った場合に生産予定を完了できるか否かを判定する。ここで、生産予定を完了できると判定した場合には、ステップS15へ進み、そのままの設定条件で運転を継続する。一方、生産予定を完了できないと判定された場合には、ステップS14において各装置1〜8の稼働率を上げるように制御する。次に、ステップS15において、稼働率を上げた各装置1〜8における稼働率変更後の歩留率を検出する。ステップS16において、検出された歩留率が90%以上である場合には、ステップS17へ進み、そのままの設定条件で運転を継続する。一方、歩留率が90%未満である場合には、ステップS14へ戻り、再度稼働率を変更する。それ以降の処理は上記と同様である。
【0116】
なお、ステップS14〜ステップS16を含むサイクルにおいて、稼働率をどのように変更しても適応する設定条件にならない場合には、実処理量検出部16における実処理量が最も多くなるように制御される。
【0117】
[本生産システム200の特徴]
(1)
本実施形態の生産システム200では、集中管理装置10bが、記憶部14に格納されている生産計画と、生産ラインに含まれる各装置1〜8の稼働率とを検出して、各装置1〜8における歩留率を参照しながら、生産計画に見合った稼働率になるように各装置1〜8の設定能力を変更する。
【0118】
これにより、生産計画を完了できるような稼働率になるように各装置1〜8の設定能力を制御することができるため、確実に生産計画を完了させることができる。
【0119】
そして、稼働率の変更に際して、各装置1〜8の歩留率を検出して歩留率が所定の値よりも下回ることがないように設定能力の制御を行っているため、単に稼働率を上げるだけでなく、設定能力を上げても実処理量が減ることのないように制御することができる。
【0120】
この結果、設定能力や稼働率にとらわれず、歩留りの高い生産を行うことが可能な生産性の高い生産システムを構築することができる。
【0121】
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0122】
(A)
上記実施形態1,2では、生産システムを構成する構成装置として、図1〜図3に示すように、計量機1、製袋包装機2、金属検出器3、重量チェッカ4、シールチェッカ5、振分装置6、箱詰装置7、ケースチェッカ8を例として挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0123】
例えば、構成装置としてX線検査装置等を含む生産システムであってもよいし、各装置1〜8のいずれかが含まれていない生産システムであってもよい。この場合でも、上記と同様の効果を得ることができる。
【0124】
(B)
上記実施形態1,2では、図1に示すように、1つの供給装置9から複数の計量機1に対して被計量物Pを供給する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0125】
例えば、各計量機1に対してそれぞれ対応する供給装置9が設けられていてもよいし、数台の計量機1ごとに1台の供給装置9が設けられている生産システムであってもよい。
【0126】
(C)
上記実施形態では、複数の生産ラインを含む生産システム100を例として挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0127】
例えば、生産ラインが1つの生産システムであってもよい。この場合には、生産ラインに含まれる各装置1〜8の稼働率や実処理量等を反映させて効率よく生産することができる。
【0128】
ただし、上記実施形態のように、複数の生産ラインを含む生産システムは、効率的に大量の商品を生産することができることからより好ましい。
【0129】
(D)
上記実施形態2では、稼働率変更後の歩留率が90%以上であるか否かについて判定を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0130】
例えば、稼働率変更後の歩留率が70%以上であるか否かを判定するようにしてもよいし、さらに低い歩留率を設定してもよい。
【0131】
(E)
上記実施形態2では、生産計画に見合った稼働率に変更した後、歩留率検出部17によって歩留率を検出して判定を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0132】
例えば、歩留率の替わりに、実処理量検出部16によって実処理量を検出して判定を行ってもよい。この場合でも、生産効率の高い生産システムを構築することができる。
【産業上の利用可能性】
【0133】
本発明の生産システムは、供給量のばらつきや一部の構成装置の稼働率が低下した場合でも、歩留りの高い状態で運転効率を高く維持できるという効果を奏することから、供給装置によって供給される物品に対して何らかの処理を行う各種装置を含むように構成される各種システムに対して広く適用可能である。
【図面の簡単な説明】
【0134】
【図1】本発明の一実施形態に係る生産システムを構成する複数の生産ラインを示すブロック図。
【図2】図1の生産ラインを含む生産システムの構成を示すブロック図。
【図3】図1の生産ラインの1つに含まれる構成装置を示す正面図。
【図4】(a),(b)は、供給装置に対して複数の生産ラインが配置された生産システムにおける設定能力の制御の一例を示す図。
【図5】図1の生産システムにおける設定能力変更制御の流れを示すフローチャート。
【図6】本発明の他の実施形態に係る生産システムの構成を示すブロック図。
【図7】図6に示す生産システムにおいて1台の計量機が故障した場合の制御について説明する図。
【図8】図6の生産システムにおける設定能力変更制御の流れを示すフローチャート。
【符号の説明】
【0135】
1 計量機(構成装置、計量部)
2 製袋包装機(構成装置、包装部)
3 金属検出器(構成装置、金属検出装置、品質検査部)
4 重量チェッカ(構成装置、品質検査部)
5 シールチェッカ(構成装置、品質検査部)
6 振分装置(構成装置、品質検査部)
7 箱詰装置(構成装置、品質検査部)
8 ケースチェッカ(構成装置、品質検査部)
9 供給装置(供給部)
9a 供給量検出センサ(供給量検出部)
10a 集中管理装置(制御部)
10b 集中管理装置(制御部)
11 通信回線
12 通信部
13 設定能力変更部
14 記憶部
15 表示部
16 実処理量検出部
17 歩留率検出部
18 稼働率検出部
100 生産システム
200 生産システム
S ステップ
【技術分野】
【0001】
本発明は、食品等の物品を供給する供給装置の下流側に、物品の計量を行う計量機や包装機、シールチェッカ等の品質検査装置等の複数の構成装置を配置して構成される生産システムに関する。
【背景技術】
【0002】
従来より、食品等の物品について供給部から供給された物品の計量を行う計量部、計量済みの物品の包装を行う包装部、包装された物品の品質検査を行う品質検査部等の各装置を備えた生産システムが用いられている。
【0003】
例えば、特許文献1には、運転開始時や運転中において各装置の処理能力(歩留り)に応じて下流側に配置された他の装置の設定能力を変更する生産ラインの管理方法および管理装置(生産システム)が開示されている。ここでは、各装置の処理能力(歩留り)を基準にして他の装置の設定能力を変更するため、生産ライン全体の歩留りを向上させ、かつ各装置について高い能力を引き出して生産効率を向上させることができる。
【特許文献1】特開平9−301327号公報(平成9年11月25日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の生産システムでは、以下に示すような問題点を有している。
【0005】
すなわち、上記公報に開示された生産システムでは、各装置の処理能力(歩留り)を基準にして設定能力を変更するものであるため、運転中における計量部等に対する供給部からの物品の供給量がばらついたり、複数の計量部のうちの一部の計量部の運転が停止したりすると、これに対応することができない。
【0006】
例えば、計量部に対して物品を供給する供給部の設定能力を一定にしても供給部からの物品の供給量がばらつく場合には、計量部の設定能力は供給部の設定に合わせて設定されているため、各装置の処理能力や歩留りを基準にした制御だけでは供給量の変動に対して適切に対応することができず、効率よく生産を行うことができない。
【0007】
一方、複数ある計量部のうち一部の計量部の運転が何らかのトラブルの発生によって停止された場合には、その計量部の稼働率が0になるため他の計量部の設定能力を上げるように制御される。しかし、この場合でも、単に稼働率が低下した分の処理量を他の計量部に割り振っただけでは、他の計量部における稼働率が設定能力の最高値に近くなってかえって歩留りが悪くなり、生産量が低下してしまうおそれがある。
【0008】
本発明の課題は、供給部から実際に供給される物品の供給量のばらつきや、計量部、包装部および品質検査部等の構成装置の一部の運転停止等の問題が発生した場合においても、生産ライン全体における生産効率を高く維持することが可能な生産システムを提供することにある。
【課題を解決するための手段】
【0009】
第1の発明に係る生産システムは、物品を供給する供給部と、複数の構成装置と、供給量検出部と、制御部とを備えている。構成装置は、供給部から供給された物品に対してそれぞれの処理を行う。供給量検出部は、供給部から実際に供給される物品の供給量を検出する。制御部は、供給量検出部における検出結果に基づいて、構成装置の設定能力を変更する。
【0010】
ここでは、実際に供給される物品の量に応じて、下流側に配置された生産システムの構成装置における設定能力を変更する。
【0011】
ここで、生産システムの構成装置としては、例えば、物品の計量を行う計量部や計量済みの物品を包装する包装部、包装された物品について各種検査を行う品質検査部等が含まれる。また、供給量検出部としては、例えば、供給部とこの供給部から物品が供給される構成装置との間に設けられたセンサ等を用いることができる。
【0012】
一般的に、供給された物品を計量する計量部、計量済みの物品を包装する包装部、包装された物品の検査を行う品質検査部等、を備えた生産システムでは、計量部に対して物品を供給する供給部における設定供給量に基づいて、下流側に配置された計量部、包装部、品質検査部の設定能力を変更していた。このため、供給部に対して物品がバッチ式で供給されるような場合には、供給部における設定能力が一定であっても実際に計量部に対して供給される物品の量がばらついてしまう。このような場合、最大供給量に合わせて計量部や包装部、品質検査部の設定能力を変更すると、供給量が少なくなった場合にはほとんど処理を行っていない計量部が発生するおそれがある。一方、最小供給量に合わせて計量部等の設定能力を変更すると、供給量が多くなった場合には計量部等において処理しきれなくなってパンクしてしまうおそれがある。
【0013】
本発明の生産システムでは、供給部から供給される実際の物品の量を検出する供給量検出部を備えており、制御部が供給部における設定能力ではなく、供給量検出部における検出結果に応じて計量部や包装部、品質検査部等の構成装置における設定能力を変更する。
【0014】
これにより、生産システムを構成する構成装置における設定能力を、実際に供給される物品の量に応じて変更するように制御することで、各構成装置における処理の運転効率および歩留りを向上させることができ、実処理量を低下させることなく高いレベルで維持することができる。
【0015】
第2の発明に係る生産システムは、第1の発明に係る生産システムであって、構成装置は、供給部から供給された物品の計量を行う計量部と、計量された物品を包装する包装部と、包装された物品の品質検査を行う品質検査部と、を含んでいる。
【0016】
ここでは、実供給量に基づいて制御部が設定能力を制御する構成装置として、計量部、包装部、品質検査部を用いている。
【0017】
ここで、品質検査部としては、例えば、物品を包装した気密性の検査を行うシールチェッカ、物品の重量が適正範囲内であるかを検査する重量チェッカ、袋詰めされた物品に金属等の異物が混入していないかを検査する金属検出装置およびX線検査装置、物品の外観の検査を行う外観検査装置、不良品を搬送ライン上から排除する振分装置、物品を箱詰めする箱詰め装置等の各種装置が挙げられる。
【0018】
これにより、計量部、包装部、品質検査部を構成装置として含む生産システムにおいて、これらの構成装置に対して物品を供給する供給部からの供給量にばらつきが生じた場合でも、供給部からの実際の供給量に基づいて各構成装置における設定能力を変更するため、各構成装置における処理の歩留りが高い状態で効率よく生産することができる。
【0019】
第3の発明に係る生産システムは、第1または第2の発明に係る生産システムであって、制御部は、構成装置における実際の処理量が減少しないように構成装置の設定能力を変更する。
【0020】
ここでは、実処理量という観点から、複数の構成装置における設定能力の変更を行う。すなわち、例えば、複数の計量部のうち特定の計量部の能力を上げていっても歩留りが低下してしまうことで実処理量が減ってしまうことがないように、複数の計量部等についてそれぞれ設定能力を変更する。
【0021】
これにより、設定能力を歩留りが高くなる適正な設定値に抑えながら、効率よく処理を行うことができる。
【0022】
第4の発明に係る生産システムは、第1から第3の発明のいずれか1つに係る生産システムであって、制御部は、構成装置における設定能力が最大にならないように制御を行う。
【0023】
ここでは、例えば、複数の計量部における特定の計量部の設定能力だけが最大になることを回避して、他の計量部の設定能力も変更して全体として歩留りのよい設定になるように制御する。
【0024】
これにより、構成装置の設定能力を歩留りが高くなる適正な設定能力に保ちながら、効率よく処理を行うことができる。
【0025】
第5の発明に係る生産システムは、第1から第4の発明のいずれか1つに係る生産システムであって、制御部は、供給部からの物品の供給量が増加すると、構成装置における処理の歩留りが最大になるように設定能力を変更する。
【0026】
ここでは、供給量が増加した場合においてそのまま単純に構成装置の設定能力を上昇させるのではなく、計量部等の構成装置における処理の歩留りが最大になるように設定能力を変更する。すなわち、供給量が増加しても、場合によっては計量部等の構成装置の設定能力を下げて歩留りが最大になるように制御を行う。
【0027】
これにより、供給量が増加して設定能力を上げても歩留りの低下によって各構成装置における実際の処理量が低下してしまうことを回避することができる。
【0028】
第6の発明に係る生産システムは、第1から第5の発明のいずれか1つに係る生産システムであって、複数の構成装置に含まれる同種の構成装置が供給部に対して直列に配置されている場合には、制御部は、供給部に対して直列に配置された複数の同種の構成装置のうち、下流側に配置された構成装置ほど設定能力を高く設定する。
【0029】
ここでは、供給部に対して直列に配置された複数の同種の構成装置について、供給部に近い側から徐々に設定能力が高くなるように各構成装置の設定能力を変更する。
【0030】
これにより、例えば、同種の構成装置を計量部とすると、上流側に配置された計量部において処理されて下流側に配置された計量部に物品が供給されなくなることを防止することができる。この結果、供給部に対して直列に配置された複数の計量部の全てにおいて適度な設定能力により高い歩留りで運転させることができる。
【0031】
なお、このような制御は、計量や包装、各種検査等の処理を行う物品として食品を用いる場合に適用されることが好ましい。例えば、ポテトチップのような食品を扱う生産ラインでは、製造されたポテトチップがバッチ式で供給部に付与される。このため、供給部からの供給量がばらついてしまうことから、供給量が最大となった場合にも対応できるように各計量部の設定能力を変更する必要がある。しかし、この場合において全ての計量部について同じ設定能力にすると、供給量が減った場合には上流側の計量部では最大能力で処理しているにもかかわらず、下流側の計量部には全く物品が供給されずに処理量が0になるおそれがある。そこで、本発明の生産システムによれば、実供給量の変動に応じて計量部の設定能力を変更するとともに、配置に応じて計量部の設定能力に差を付けることで、全ての計量部を歩留りの高い状態で効率よく運転させることができる。
【0032】
第7の発明に係る生産システムは、第1から第6の発明のいずれか1つに係る生産システムであって、供給部には、物品がバッチ式で供給される。
【0033】
ここでは、供給部に対する物品の排出がバッチ式で行われる。このため、供給部の設定能力が一定の場合でも、供給部に対して与えられる物品の量がばらつくために、実際に計量部等の構成装置に対して供給される物品の量はばらついてしまう。
【0034】
本発明の生産システムでは、実供給量を検出する供給量検出部を備えており、この実供給量を検出して下流側に配置された計量部や包装部、品質検査部等の構成装置の設定能力を変更する。
【0035】
このため、このように供給部からの物質の供給量がばらつく場合でも、下流側に配置された各構成装置における処理の歩留りを高く保ちながら効率よく運転させることができる。
【0036】
第8の発明に係る生産システムは、供給部と、複数の構成装置と、記憶部と、稼働率検出部と、制御部と、を備えている。供給部は、複数の構成装置に対して物品を供給する。複数の構成装置は、供給部から供給された物品に対してそれぞれ処理を行う。記憶部は、本生産システムにおいて生産される物品の生産予定を記憶する。稼働率検出部は、各構成装置の稼働率を検出する。制御部は、記憶部に記憶された生産予定および稼働率検出部における検出結果に基づいて、運転中の構成装置における歩留りが高くなるように構成装置の設定能力を変更する。
【0037】
ここでは、生産数量のノルマ等を示す生産予定と、各構成装置における現在の稼働率とに基づいて各構成装置の設定能力を変更する。
【0038】
ここで、生産システムの構成装置としては、例えば、物品の計量を行う計量部や計量済みの物品を包装する包装部、包装された物品について各種検査を行うシールチェッカ等の品質検査部が含まれる。
【0039】
一般的に、供給された物品を計量する計量部、計量済みの物品を包装する包装部、包装された物品の検査を行う品質検査部等、を備えた生産システムでは、生産計画に基づいて設定された設定能力で計量部や品質検査部の運転を行っていた。このため、例えば、運転中にある計量部にトラブルが発生して稼働率が0になった場合には、他の計量部の稼働率を上げて対応していた。しかし、このような場合、単純に稼働率が0になった計量部の分を均等に他の計量部に割り振っただけでは、他の計量部の稼働率がMAXに近くなって歩留りが低下するおそれがある。
【0040】
本発明の生産システムでは、生産予定と各構成装置における稼働率とを考慮した上で歩留りが高くなるように、言い換えれば、設定能力を上げて歩留りが悪くなることのないように設定能力を変更する。
【0041】
これにより、構成装置における処理の運転効率および歩留りを向上させることができ、実処理量を低下させることなく高いレベルで維持することができる。
【発明の効果】
【0042】
本発明の生産システムによれば、構成装置における処理の運転効率および歩留りを向上させることができ、実処理量を低下させることなく高いレベルで維持することができる。
【発明を実施するための最良の形態】
【0043】
[実施形態1]
本発明の一実施形態に係る生産システムについて、図1〜図5を用いて説明すれば以下の通りである。
【0044】
[生産システム全体の構成]
本実施形態に係る生産システム100は、図1および図3に示すように、計量機(構成装置、計量部)1、製袋包装機(構成装置、包装部)2、金属検出器(構成装置、品質検査部)3、重量チェッカ(構成装置、品質検査部)4、シールチェッカ(構成装置、品質検査部)5、振分装置(構成装置、品質検査部)6、箱詰装置(構成装置、品質検査部)7、ケース全体の量目チェックを行うケースチェッカ(構成装置、品質検査部)8を含む複数の生産ラインと、供給装置(供給部)9とを備えている。これらの各装置1〜9は、それぞれコンベヤ等で互いに接続されて連係して作動し、供給装置9から供給された物品(被計量物P)(図3参照)の計量、包装および出荷作業を行う。
【0045】
計量機1は、供給装置9から供給される被計量物Pを受け取って計量を行うとともに、計量結果を用いて組み合わせ計量を行う。また、計量機1は、各計量ホッパの計量結果に基づいて組合せ演算を行うとともに、組合せた重量が所定の許容範囲内の重量値となる組合せを選択する。そして、その組合せに参加する被計量物Pを計量ホッパ内から排出,集合させて所定重量範囲内の被計量物Pごとに小分けする。さらに、計量機1は、図示しないが、振動することで被計量物Pを放射状に分散させる分散テーブルと、その周囲に放射状に配置された複数の振動フィーダと、円形に配置されて振動フィーダの各供給トラフから落下した被計量物Pを一時貯留する複数のプールホッパと、プールホッパの下方にそれぞれ配置された同数の計量ホッパとを有している。
【0046】
製袋包装機2は、計量機1において行われる組合せ演算の結果、選択されて排出される被計量物Pを受け取って製袋した袋内に包装する。また、製袋包装機2は、図示しないが、折り畳み機構と、縦シール機構と、送り機構と、切断機構と、横シール機構とを備えている。折り畳み機構は、フィルムロールから引き出されたフィルムシートを両側縁部が重なり合うように折り畳む。縦シール機構は、この折り畳まれたフィルムシートの重合部を熱融着して筒状体を形成する。送り機構は、この筒状体を幅方向に挟持した状態で所定寸法だけ長手方向に搬送する。切断機構は、筒状体を所定の大きさに切断する。横シール機構は、切断後の筒状体の切口をシールする。また、製袋包装機2では、送り機構によって筒状体が搬送されている間に、筒状体の内部に計量機1から排出された計量済の被計量物Pが投入される。
【0047】
金属検出器3、重量チェッカ4、シールチェッカ5、振分装置6、箱詰装置7およびケースチェッカ8は、製袋された袋に入れられた被計量物Pを商品として、各種検査を行う装置である。例えば、重量チェッカ4では、計量機1において組合せ計量されて袋に入れられた被計量物Pの重量が許容範囲内であるか否かの検査を行う。また、シールチェッカ5では、製袋包装機2において作製された袋が密封されているか否かの検査を行う。振分装置6は、重量チェッカ4やシールチェッカ5において不良品と判定された被計量物P入りの袋を搬送路外へ振り分ける。箱詰装置7は、正常品と判定された被計量物P入りの袋を段ボール箱に詰め込む。ケースチェッカ8は、段ボールに入れられた商品の過不足をチェックする。なお、これらの装置3〜8は公知の装置であるから、ここでは詳しい構成の説明については省略する。
【0048】
供給装置9は、図示しないが、供給コンベアと、駆動機構と、供給量検知センサ(供給量検出部)9a(図2および図3参照)とを備えている。供給コンベアは、駆動機構によって無端状のコンベアが回転させられることで、コンベア上に載置された被計量物Pを計量機1の分散フィーダ上へ搬送する。供給量検知センサ9aは、図3に示すように、供給コンベアの最下流側の側方に設置されており、供給コンベアによって搬送されてくる被計量物Pの総厚から実際に搬送されてくる被計量物Pの量を検知して集中管理装置(制御部)10a(図2参照)に対して送信する。そして、供給装置9は、集中管理装置10aによって制御される搬送速度に応じて供給コンベアを回転させて下流側に配置された計量機1に対して供給コンベア上の被計量物Pを供給する。
【0049】
[生産システム100の集中管理システム]
本実施形態に係る生産システム100では、図2に示すように、被計量物Pを内包した袋詰め商品を生産する複数の生産ラインを集中管理している。各生産ラインを構成する装置1〜9は、通信回線11を介して接続された集中管理装置10aによって集中管理されており、生産ラインにおいて発生する全ての情報が総括して管理される。
【0050】
集中管理装置10aは、通信部12と、設定能力変更部13と、記憶部14と、表示部15と、実処理量検出部16とを備えている。
【0051】
通信部12は、生産ラインを構成する各装置1〜9との間で各種情報の送受信を行う。
【0052】
設定能力変更部13は、供給装置9の供給量検出センサ9aにおける検出結果(実供給量)に応じて計量機1や製袋包装機2等の生産ラインを構成する各装置1〜8における設定能力を変更する。
【0053】
記憶部14は、生産ライン全体の処理条件(ライン速度や生産数量等)や各装置1〜9の処理条件、処理結果に加えて、生産ラインを構成する各装置1〜8の最大設定能力に関する情報や生産予定に関する情報等を記憶する。
【0054】
表示部15は、生産ラインを構成する各装置1〜9の処理条件および処理状況等を表示する。
【0055】
実処理量検出部16は、生産ラインを構成する各装置1〜8において実際に処理された正常品の数(実処理量)を検出する。なお、実処理量については、各装置1〜8において検出されたものを実処理量検出部16において受信するような構成であってもよい。
【0056】
歩留率検出部17は、生産ラインを構成する各装置1〜8における実際の処理数と、その中に占める正常品の数との比として各装置1〜8における歩留率を検出する。なお、歩留率についても、各装置1〜8において検出されたものを歩留率検出部17において受信するような構成であってもよい。
【0057】
ここで、この歩留率検出部17による各装置1〜8および生産ライン全体の歩留率の算出方法について説明すれば以下の通りである。
【0058】
計量機1については、組合せ演算によって所定の目標重量またはこれに近い許容範囲内の値が得られた商品の個数と、これにこの計量機1が原因で不良となった商品の不良個数を加えた総商品個数との比を求めることで歩留率が算出される。製袋包装機2については、包装した商品の総個数からシール不良等の不良品を除いた個数と、総個数との比を求めることで歩留率が算出される。重量チェッカ4,振分装置6,箱詰装置7およびケースチェッカ8においても、各装置への供給数量とそこが原因で不合格となった数量を差し引いたものとの比を求めることで歩留率が算出される。
【0059】
一方、生産ライン全体においては、基本的には、正良品として処理した商品個数と、不良品として排除したものも含めた全処理数との比を求めることで歩留率が算出される。
【0060】
また、各装置1〜8は、図示しないコントローラ、メモリおよび通信部を有しており、各装置1〜8の通信部と集中管理装置10aの通信部12とが通信回線11を介して接続されている。
【0061】
通信回線11は、例えば、LAN(ローカルエリアネットワーク)が用いられる。そして、トークンリング、トークンパッシング、パケット通信などにより、集中管理装置10aと各装置1〜8間で、被計量物Pに付帯するデータ(処理情報等)の送受信が行われる。
【0062】
被計量物Pに付帯するデータは、下流側の各装置1〜8に対して送信される。例えば、計量機1においては重量信号や計量異常信号、製袋包装機2においては包装終了信号の他にシール禁止/切断禁止等の異常処理信号、金属検出器3,重量チェッカ4,シールチェッカ5等においては良/不良の検出信号等がこれに該当する。被計量物Pに付帯するデータは、各装置1〜8の入力センサが被計量物Pの搬入を検知するタイミングに合せて、各装置にそれより上流の装置の処理情報が送信され、出力センサで各装置からの被計量物Pの搬出が検知されると、上流の送信された情報と各装置の処理情報とが下流の装置に送信される。こうして、被計量物Pごとに各装置での処理情報が得られ、この処理情報が、各装置1〜8のメモリに記憶される。各装置1〜8の処理情報は、通信回線11を介して集中管理装置10aの表示部15に表示される。このため、容易にライン全体の処理状況(各装置1〜8の運転の開始/停止、運転の正常/異常、被計量物Pの歩留率等)を把握することができ、各被計量物Pについての各装置における処理情報を比較することにより、どの装置にどのような異常があるのか等の原因を特定することが容易になる。
【0063】
例えば、ある被計量物Pについて、計量機1における被計量物Pの重量信号より、重量チェッカ4における包装袋の重量を引き算した被計量物Pの重量信号の方が大きい場合には、その間の装置で異常が発生したことがわかる。
【0064】
この場合、計量機1による計量後に付着物が被計量物Pに付着したことや、製袋包装機2で異物が混入したこと等が原因と考えられる。例えば、各被計量物Pについて、重量チェッカ4での重量信号が、ほぼ一定の時間間隔で計量機1の重量信号より大きくなるような場合には、計量機1による計量後に、ホッパに付着した付着物の累積によってその累積したものが落下して重量が増えたことが原因と判断されるので、ホッパの清掃や交換などが必要となる。
【0065】
このように、各装置1〜8における被計量物Pの処理情報は、コンベヤによる被計量物Pの移送とともに下流側の装置へ送信され、集中管理装置10aは、表示部15に表示された処理情報を監視するので、その情報から異常の原因を特定することができる。
【0066】
<本生産システム100における設定能力の変更制御>
本実施形態の生産システム100では、上述した各装置1〜8における運転中の設定能力の変更制御を、供給装置9が有している供給量検出センサ9aにおける検出結果に基づいて行う。
【0067】
通常、供給装置9は、供給コンベアを一定の速度で回転させながらコンベア上に載置された被計量物Pを計量機1の分散テーブル上に落下させる。このため、供給コンベアの回転速度が一定であれば計量機1に対する供給量も一定になるはずである。しかし、実際には、供給装置9に対する被計量物Pの供給がバッチ式で行われることもあり、供給コンベア上に載置される被検査物の量がばらつくことがある。このようなバッチ式の供給は、特に、食品(例えば、ポテトチップ等)を被計量物Pとする生産ラインにおいて実施されている。この場合、供給装置9における供給コンベアの回転速度から算出される被計量物Pの供給量と、実際に計量機1に対して供給される被計量物Pの供給量とでは、大きな差が生じる場合がある。このように、供給装置9から各計量機1に対する被計量物Pの供給量のばらつきが生じた場合には、供給装置9の設定能力を基準にして計量機1等の生産ラインを構成する従来の各装置1〜8の設定変更を供給量の変動に応じて正確に制御することが困難になる。
【0068】
本実施形態の生産システム100では、上述のように、供給装置9の供給量検出センサ9aにおいて検出される各計量機1に対する実際の被計量物Pの供給量(実供給量)に基づいて、集中管理装置10aが、計量機1等の各生産ラインの構成装置における設定能力を変更する。
【0069】
具体的には、供給装置9における設定能力が一定の場合において、供給量検出センサ9aにおける検出結果から計量機1に対する実際の供給量が減少してきたことが分かると、設定能力変更部13は計量機1を含む各生産ライン全体の設定能力を落とすように制御する。一方、供給装置9における設定能力が一定の場合において、供給量検出センサ9aにおける検出結果から計量機1に対する実際の供給量が増加してきたことが分かると、設定能力変更部13は計量機1を含む各生産ライン全体の設定能力を上げるように制御する。
【0070】
これにより、供給装置9における設定能力を基準として下流側の生産ラインを構成する各装置1〜8の設定能力を変更制御する場合と比較して、より正確に実供給量に基づく正確な設定能力の変更制御を行うことができる。
【0071】
特に、供給装置9における設定能力を上げた場合には、通常は下流側の各装置1〜8についても設定能力を上げる方向に制御される。しかし、本実施形態の生産システム100では、たとえ供給装置9の設定能力が上げられた場合でも供給量検出センサ9aにおいて検出される実供給量が増えない限り、下流に配置された各装置1〜8の設定能力についても上げることはない。さらに、供給装置9の設定能力が上げられた場合でも、実供給量が減少した場合には、下流側に配置された各装置1〜8の設定能力は上げるように制御される。このため、供給装置9における設定供給量と、実供給量との差が大きい場合でも、下流側に配置された各装置1〜8の設定能力を適切な能力に設定して、効率よく生産を行うことができる。
【0072】
そして、供給装置9に対してバッチ式で被計量物が供給される場合でも、供給装置9における実供給量に基づいて下流側に配置された各装置1〜8の設定能力を変更することで、供給装置9における設定能力に関係なく、最も効率のよい生産を行うことができる。
【0073】
また、集中管理装置10aは、実処理量検出部16をさらに備えている。このため、上述した実供給量に基づく各装置1〜8の設定能力変更制御に際しては、実処理量検出部16において検出される各装置1〜8における実処理量(実際に処理された正常品の数)が減ることのないように制御を行う。
【0074】
具体的には、設定能力を上げたために歩留りが低下して(不良率が上昇して)、正常品の処理量が減少した場合には、設定能力を下げる方向に制御を行う。これにより、実供給量だけに基づいて下流側に配置された各装置1〜8の設定能力を変更する場合と比較して、さらに生産効率が低下することを回避することができるため、より効率よく生産を行うことができる。
【0075】
さらに、集中管理装置10aは、上述のように実供給量に基づいて生産ラインを構成する各装置1〜8の設定能力の変更制御を行う際には、実供給量が増えてきたことを供給量検出センサ9aが検出した場合でも、記憶部14に格納されている各装置1〜8の最大設定能力に近づかないように制御する。
【0076】
通常、計量機1や製袋包装機2等の各装置では、設定能力が最大に近づけば近づくほど歩留りが低下して不良品の割合が多くなる。このため、単純に供給装置9からの実供給量に基づいて下流側に配置された各装置1〜8の設定能力を変更制御したのでは生産効率が低下してしまうおそれがある。
【0077】
そこで、本実施形態では、集中管理装置10aが、供給装置9の供給量検出センサ9aにおける検出結果に加えて、各装置1〜8の最大設定能力を参照して、各装置1〜8の設定能力を制御する。
【0078】
これにより、例えば、計量機1が最大設定能力に近づいてきたために歩留りが低下して正常品の実処理量が減少することを抑制して、さらに効率よく生産を行うことが可能になる。
【0079】
また、集中管理装置10aは、歩留率検出部17をさらに備えている。このため、本実施形態の生産システム100では、供給装置9の供給量検出センサ9aから実供給量が増加したことが検出された場合でも、歩留率検出部17における検出結果、つまり各装置1〜8における歩留率が、例えば98%以上になるように設定能力を変更することができる。
【0080】
これにより、単に実供給量だけを基準にして各装置1〜8における設定能力を変更するのではなく、歩留率を検出して設定能力を変更するため、より生産性の高い生産システムを構築できる。
【0081】
ここで、1つの供給装置9から搬送されてくる被計量物を、直列に配置された複数の生産ラインに分配して処理を行う場合の設定能力の制御について、図4(a)および図4(b)を用いて説明すれば以下の通りである。
【0082】
通常、図4(a)に示すように、1つの供給装置9から搬送されてくる被計量物を複数の生産ラインに分配して処理を行う場合には、各生産ラインにおける計量機1に対する被計量物の供給は上流側に配置された生産ラインの計量機1に対して下流側に配置された計量機1よりも多くの被計量物が供給される。このため、本実施形態の生産システム100では、図4(a)に示すように、上流側に配置された計量機1には処理能力よりも大幅に少ない供給量になるように制御し、下流側に配置された計量機1に対しては下流側にいくほど実供給量が多くなるように供給装置9が制御される。
【0083】
これにより、上流側に配置された計量機1において処理能力maxで運転することで下流側に配置された計量機1に対して被計量物が供給されなくなるような非効率な運転状態となることを防止して、効率よく運転を行うことができる。
【0084】
また、図4(a)に示す例では、生産ラインのいくつかについては運転が停止状態となっているため、下流側に配置された3台の計量機1が処理能力maxの設定で運転を行っている。このため、上述したように、処理能力がmaxになっている計量機1については歩留りが低下してしまうため、図4(b)に示すように、運転停止状態の計量機1を運転させて、処理能力がmaxとなっていた最下流側3台の計量機1の設定能力を下げるように制御を行う。
【0085】
このように、運転停止状態だった計量機1の運転を開始させて全ての計量機1を運転させることで、特定の計量機1において処理能力がmaxの状態で運転を続けることにより歩留率が低下して生産性が落ちることを防止することができる。この結果、生産性の高い生産システムを構築できる。
【0086】
ここでさらに、本実施形態の生産システム100が備えている集中管理装置10aによる各装置1〜8の設定能力の変更制御の流れを、図5を用いて説明すれば以下の通りである。
【0087】
すなわち、まずステップS1において、供給装置9における実供給量の変動があるか否かを判定し、変動があるまで待機する。ここで実供給量の変動があった場合には、ステップS2へ進み、各装置1〜8の設定能力を変更する。
【0088】
次に、ステップS3においては、変更後の設定能力が記憶部14に格納されている最大設定能力(処理能力最大値)に近い設定であるか否かを判定する。ここで、最大設定能力に近い設定である場合には、ステップS6へ進み、各装置1〜8の設定能力を下げる方向に制御する。一方、最大設定能力に近い設定でないと判定された場合には、ステップS4において、設定能力の変更後に実処理量が減少していないかを実処理量検出部16における検出結果に基づいて判定する。ここで、実力量が減少している場合には、ステップS6へ進み、各装置1〜8の設定能力を下げる方向へ制御する。一方、ここで実処理量の減少がない場合には、ステップS5へ進み、設定能力の変更後に歩留率の低下がないかを歩留率検出部17における検出結果に基づいて判定を行う。ここで、歩留率の低下があった場合には、ステップS6へ進み、各装置1〜8の設定能力を下げる方向へ制御する。一方、歩留率の低下がない場合には、ステップS1へ戻り、供給装置9における実供給量に変動があるまで待機する。
【0089】
なお、ステップS6における各装置1〜8の設定能力を下げる方向への制御では、所定の段階ごとに下げていくように制御してもよいし、実処理量や歩留率の低下の度合に応じて適宜必要な設定能力まで下げるような制御を行ってもよい。
【0090】
[生産システム100の特徴]
(1)
本実施形態の生産システム100では、集中管理装置10aが、図2および図3に示す供給装置9の供給量検出センサ9aによる検出結果、つまり供給装置9から計量機1に対する実供給量に基づいて、下流側に配置された計量機1、製袋包装機2等を含む生産ラインを構成する各装置1〜8の設定能力を変更するように制御を行う。
【0091】
これにより、供給装置の設定能力に基づいて下流側に配置された各装置の運転中の設定能力を変更制御する従来の生産システムと比較して、供給装置9から実際に供給される被計量物の量に見合った運転を行うことで、生産性の高い生産システムを構築することができる。
【0092】
(2)
本実施形態の生産システム100では、生産システム100に含まれる複数の生産ラインの構成装置として、計量機1、製袋包装機2および金属検出器3等の品質検査装置を備えている。
【0093】
これにより、被計量物を計量し、これを包装し、包装された商品の検査を実施することが可能な生産システム100において、生産性の高い運転を行うことができる。
【0094】
(3)
本実施形態の生産システム100では、上述した実供給量に基づく設定能力の変更制御に加えて、図2に示す実処理量検出部16における検出結果である各装置1〜8の実際の処理量に基づいて各装置1〜8における設定能力を変更する。
【0095】
これにより、各装置1〜8における実処理量を考慮しながら制御を行うことで、単に実供給量の変動に応じて設定能力の変更制御を行うよりも、さらに生産性の高い生産システム100を構築することができる。
【0096】
(4)
本実施形態の生産システム100では、上述した設定能力の変更制御に加えて、設定能力が、図2に示す記憶部14に格納された各装置1〜8の処理能力の最大値に近くならないように、各装置1〜8の設定能力の変更制御を行う。
【0097】
これにより、歩留率が低下してしまうおそれがある最大能力での運転を避けて、歩留率の高い状態での運転を行うように各装置1〜8の設定能力を変更制御することができる。
【0098】
(5)
本実施形態の生産システム100では、上述した設定能力の変更制御に加えて、図2に示す歩留率検出部17における検出結果である歩留率を基準にして各装置1〜8における設定能力の変更制御を行う。
【0099】
これにより、各装置1〜8について歩留率が低い状態で運転を行わせることを回避して、常に生産効率の高い状態で運転を行わせることができる。
【0100】
(6)
本実施形態の生産システム100では、1つの供給装置9に対して複数の生産ライン(計量機1)が直列に配置されている場合には、下流側に配置されている生産ライン(計量機1)ほど供給装置9からの実供給量が多くなるように制御される。
【0101】
これにより、上流側に配置された生産ラインが処理能力最大で運転しているにもかかわらず、下流側に配置された生産ラインでは被計量物が供給されずに処理量がほとんどなくなってしまうような状態になることを回避することができる。よって、さらに生産性の高い生産システム100を構築できる。
【0102】
(7)
本実施形態の生産システム100では、供給装置9に対する被計量物の供給方法がバッチ式である。
【0103】
このように、供給装置9における外部からの被計量物の受取量が大幅にばらつく場合でも、実供給量に基づいて下流側に配置された各装置1〜8の設定能力を変更するため、生産性の高い状態での運転を継続することができる。
【0104】
[実施形態2]
本発明の他の実施形態に係る生産システムについて、図6〜図8を用いて説明すれば以下の通りである。なお、上記実施形態1において説明した部材と同様の機能を有する部材については、実施形態1と同じ符号を付しその説明を省略する。
【0105】
本実施形態の生産システム200では、図6に示すように、集中管理装置10bが稼働率検出部18をさらに備えており、図2に示す供給量検出センサ9aにおける検出結果(実供給量)ではなく、記憶部14に格納された生産予定および稼働率検出部18における検出結果に基づいて各装置1〜8における歩留りが高い状態で運転を行えるように設定能力を変更する点で、上記実施形態1と異なっている。
【0106】
歩留率検出部17は、上記実施形態1で説明したように、生産ラインを構成する各装置1〜8における実際に正常品として処理した袋(被計量物P)の個数に基づいて各装置1〜8における歩留率を算出する。
【0107】
稼働率検出部18は、生産ラインを構成する各装置1〜8における稼働率(最大設定能力に対する現在の設定能力の比)を検出する。
【0108】
<本生産システム200における設定能力の変更制御>
本実施形態の生産システム200では、集中管理装置10bが、記憶部14に格納されている生産予定に基づいて、生産予定を完了できるように各装置1〜8における稼働率を制御する。
【0109】
すなわち、図6に示すように、稼働率検出部18における検出結果に基づいて、生産予定を完了するために必要な時間当たりの処理量を算出して各装置1〜8における稼働率を上下動させる。このとき、実処理量検出部16および歩留率検出部17における検出結果を利用して、稼働率を上げすぎて逆に実処理量が落ちることのないように稼働率を変更する。
【0110】
これにより、生産予定を完了するために最も効率のよい稼働率で各装置1〜8を運転させることができる。
【0111】
例えば、図7に示すように、運転中の5つの生産ラインに含まれる1台の計量機1(処理能力maxが130bpm)が故障してしまった場合には、他の4つの生産ラインに含まれる4台の計量機1において稼働率を上げるように制御される。このとき、故障して稼働率が0になった計量機1については、他の4台で同じ処理量を確保する必要があるため、従来の制御ではこれを4等分して他の4台の計量機1の設定能力を125bpm(稼働率96.2%)としていた。しかし、上述のように、計量機1の処理能力maxは130bpmであるから125bpmまで処理能力を上昇させると、稼働率が高すぎて歩留りが低下し、実処理量(正常品の処理量)が少なくなるおそれがある。
【0112】
そこで、本実施形態の生産システム200では、単純に稼働率が0になった計量機1の処理量を等分して他の計量機1の設定能力を上昇させるのではなく、実処理量検出部16および歩留率検出部17における検出結果に基づいて最も効率のよい生産を行うことができるように、他の計量機1の設定能力を115bpm(稼働率88.5%)とする制御を行う。つまり、稼働率検出部18において稼働率を検出した結果、所定の値(例えば、90%以上)を超えることのないように制御する。
【0113】
これにより、各装置1〜8における実処理量、歩留率、稼働率に基づいて、実処理量を減らすことのないように最も効率のよい生産を行うことができるため、生産性の高い生産システムを構築することができる。
【0114】
ここで、上記集中管理装置10bによる設定能力の変更制御の流れを、図8に示すフローチャートを用いて説明すれば以下の通りである。
【0115】
まず、ステップS11において、本生産システム200に含まれる生産ラインにおける生産予定を記憶部14から呼び出す。次に、ステップS12において、集中管理装置10bの稼働率検出部18が、各装置1〜8における現在の設定能力と処理能力とに基づいて稼働率を検出する。続いて、ステップS13において、集中管理装置10bが、検出された現在の稼働率のままで運転を行った場合に生産予定を完了できるか否かを判定する。ここで、生産予定を完了できると判定した場合には、ステップS15へ進み、そのままの設定条件で運転を継続する。一方、生産予定を完了できないと判定された場合には、ステップS14において各装置1〜8の稼働率を上げるように制御する。次に、ステップS15において、稼働率を上げた各装置1〜8における稼働率変更後の歩留率を検出する。ステップS16において、検出された歩留率が90%以上である場合には、ステップS17へ進み、そのままの設定条件で運転を継続する。一方、歩留率が90%未満である場合には、ステップS14へ戻り、再度稼働率を変更する。それ以降の処理は上記と同様である。
【0116】
なお、ステップS14〜ステップS16を含むサイクルにおいて、稼働率をどのように変更しても適応する設定条件にならない場合には、実処理量検出部16における実処理量が最も多くなるように制御される。
【0117】
[本生産システム200の特徴]
(1)
本実施形態の生産システム200では、集中管理装置10bが、記憶部14に格納されている生産計画と、生産ラインに含まれる各装置1〜8の稼働率とを検出して、各装置1〜8における歩留率を参照しながら、生産計画に見合った稼働率になるように各装置1〜8の設定能力を変更する。
【0118】
これにより、生産計画を完了できるような稼働率になるように各装置1〜8の設定能力を制御することができるため、確実に生産計画を完了させることができる。
【0119】
そして、稼働率の変更に際して、各装置1〜8の歩留率を検出して歩留率が所定の値よりも下回ることがないように設定能力の制御を行っているため、単に稼働率を上げるだけでなく、設定能力を上げても実処理量が減ることのないように制御することができる。
【0120】
この結果、設定能力や稼働率にとらわれず、歩留りの高い生産を行うことが可能な生産性の高い生産システムを構築することができる。
【0121】
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0122】
(A)
上記実施形態1,2では、生産システムを構成する構成装置として、図1〜図3に示すように、計量機1、製袋包装機2、金属検出器3、重量チェッカ4、シールチェッカ5、振分装置6、箱詰装置7、ケースチェッカ8を例として挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0123】
例えば、構成装置としてX線検査装置等を含む生産システムであってもよいし、各装置1〜8のいずれかが含まれていない生産システムであってもよい。この場合でも、上記と同様の効果を得ることができる。
【0124】
(B)
上記実施形態1,2では、図1に示すように、1つの供給装置9から複数の計量機1に対して被計量物Pを供給する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0125】
例えば、各計量機1に対してそれぞれ対応する供給装置9が設けられていてもよいし、数台の計量機1ごとに1台の供給装置9が設けられている生産システムであってもよい。
【0126】
(C)
上記実施形態では、複数の生産ラインを含む生産システム100を例として挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0127】
例えば、生産ラインが1つの生産システムであってもよい。この場合には、生産ラインに含まれる各装置1〜8の稼働率や実処理量等を反映させて効率よく生産することができる。
【0128】
ただし、上記実施形態のように、複数の生産ラインを含む生産システムは、効率的に大量の商品を生産することができることからより好ましい。
【0129】
(D)
上記実施形態2では、稼働率変更後の歩留率が90%以上であるか否かについて判定を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0130】
例えば、稼働率変更後の歩留率が70%以上であるか否かを判定するようにしてもよいし、さらに低い歩留率を設定してもよい。
【0131】
(E)
上記実施形態2では、生産計画に見合った稼働率に変更した後、歩留率検出部17によって歩留率を検出して判定を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0132】
例えば、歩留率の替わりに、実処理量検出部16によって実処理量を検出して判定を行ってもよい。この場合でも、生産効率の高い生産システムを構築することができる。
【産業上の利用可能性】
【0133】
本発明の生産システムは、供給量のばらつきや一部の構成装置の稼働率が低下した場合でも、歩留りの高い状態で運転効率を高く維持できるという効果を奏することから、供給装置によって供給される物品に対して何らかの処理を行う各種装置を含むように構成される各種システムに対して広く適用可能である。
【図面の簡単な説明】
【0134】
【図1】本発明の一実施形態に係る生産システムを構成する複数の生産ラインを示すブロック図。
【図2】図1の生産ラインを含む生産システムの構成を示すブロック図。
【図3】図1の生産ラインの1つに含まれる構成装置を示す正面図。
【図4】(a),(b)は、供給装置に対して複数の生産ラインが配置された生産システムにおける設定能力の制御の一例を示す図。
【図5】図1の生産システムにおける設定能力変更制御の流れを示すフローチャート。
【図6】本発明の他の実施形態に係る生産システムの構成を示すブロック図。
【図7】図6に示す生産システムにおいて1台の計量機が故障した場合の制御について説明する図。
【図8】図6の生産システムにおける設定能力変更制御の流れを示すフローチャート。
【符号の説明】
【0135】
1 計量機(構成装置、計量部)
2 製袋包装機(構成装置、包装部)
3 金属検出器(構成装置、金属検出装置、品質検査部)
4 重量チェッカ(構成装置、品質検査部)
5 シールチェッカ(構成装置、品質検査部)
6 振分装置(構成装置、品質検査部)
7 箱詰装置(構成装置、品質検査部)
8 ケースチェッカ(構成装置、品質検査部)
9 供給装置(供給部)
9a 供給量検出センサ(供給量検出部)
10a 集中管理装置(制御部)
10b 集中管理装置(制御部)
11 通信回線
12 通信部
13 設定能力変更部
14 記憶部
15 表示部
16 実処理量検出部
17 歩留率検出部
18 稼働率検出部
100 生産システム
200 生産システム
S ステップ
【特許請求の範囲】
【請求項1】
物品を供給する供給部と、
前記供給部から供給された前記物品に対して処理を行う複数の構成装置と、
前記供給部から実際に供給される前記物品の供給量を検出する供給量検出部と、
前記供給量検出部における検出結果に基づいて、前記構成装置の設定能力を変更する制御部と、
を備えている生産システム。
【請求項2】
前記構成装置は、前記供給部から供給された物品の計量を行う計量部と、前記計量された物品を包装する包装部と、前記包装された前記物品の品質検査を行う品質検査部と、を含んでいる、
請求項1に記載の生産システム。
【請求項3】
前記制御部は、前記構成装置における実際の処理量が減少しないように前記構成装置の設定能力を変更する、
請求項1または2に記載の生産システム。
【請求項4】
前記制御部は、前記構成装置における設定能力が最大にならないように制御を行う、
請求項1から3のいずれか1項に記載の生産システム。
【請求項5】
前記制御部は、前記供給部からの前記物品の供給量が増加すると、前記構成装置における処理の歩留りが最大になるように設定能力を変更する、
請求項1から4のいずれか1項に記載の生産システム。
【請求項6】
前記複数の構成装置に含まれる同種の構成装置が前記供給部に対して直列に配置されている場合には、
前記制御部は、前記供給部に対して直列に配置された前記複数の同種の構成装置のうち、下流側に配置された前記構成装置ほど設定能力を高く設定する、
請求項1から5のいずれか1項に記載の生産システム。
【請求項7】
前記供給部には、前記物品がバッチ式で供給される、
請求項1から6のいずれか1項に記載の生産システム。
【請求項8】
物品を供給する供給部と、
前記供給部から供給された前記物品に対して処理を行う複数の構成装置と、
前記物品の生産予定を記憶する記憶部と、
前記構成装置の稼働率を検出する稼働率検出部と、
前記記憶部に記憶された生産予定および前記稼働率検出部における検出結果に基づいて、運転中の前記構成装置における歩留まりが高くなるように前記構成装置の設定能力を変更する制御部と、
を備えている生産システム。
【請求項1】
物品を供給する供給部と、
前記供給部から供給された前記物品に対して処理を行う複数の構成装置と、
前記供給部から実際に供給される前記物品の供給量を検出する供給量検出部と、
前記供給量検出部における検出結果に基づいて、前記構成装置の設定能力を変更する制御部と、
を備えている生産システム。
【請求項2】
前記構成装置は、前記供給部から供給された物品の計量を行う計量部と、前記計量された物品を包装する包装部と、前記包装された前記物品の品質検査を行う品質検査部と、を含んでいる、
請求項1に記載の生産システム。
【請求項3】
前記制御部は、前記構成装置における実際の処理量が減少しないように前記構成装置の設定能力を変更する、
請求項1または2に記載の生産システム。
【請求項4】
前記制御部は、前記構成装置における設定能力が最大にならないように制御を行う、
請求項1から3のいずれか1項に記載の生産システム。
【請求項5】
前記制御部は、前記供給部からの前記物品の供給量が増加すると、前記構成装置における処理の歩留りが最大になるように設定能力を変更する、
請求項1から4のいずれか1項に記載の生産システム。
【請求項6】
前記複数の構成装置に含まれる同種の構成装置が前記供給部に対して直列に配置されている場合には、
前記制御部は、前記供給部に対して直列に配置された前記複数の同種の構成装置のうち、下流側に配置された前記構成装置ほど設定能力を高く設定する、
請求項1から5のいずれか1項に記載の生産システム。
【請求項7】
前記供給部には、前記物品がバッチ式で供給される、
請求項1から6のいずれか1項に記載の生産システム。
【請求項8】
物品を供給する供給部と、
前記供給部から供給された前記物品に対して処理を行う複数の構成装置と、
前記物品の生産予定を記憶する記憶部と、
前記構成装置の稼働率を検出する稼働率検出部と、
前記記憶部に記憶された生産予定および前記稼働率検出部における検出結果に基づいて、運転中の前記構成装置における歩留まりが高くなるように前記構成装置の設定能力を変更する制御部と、
を備えている生産システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−293922(P2006−293922A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2005−117258(P2005−117258)
【出願日】平成17年4月14日(2005.4.14)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成17年4月14日(2005.4.14)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]