
生砂鋳型製造方法
【課題】ムラが無いか少ない良好な表面硬化層をもつ生砂鋳型を形成することができる生砂鋳型製造方法を提供する。
【解決手段】生砂鋳型製造方法は、生砂を基材とすると共に、熱硬化可能な熱硬化性樹脂、水を含む混合材料を形成する工程と、混合材料を加圧装置2で加圧成形して生砂圧密体3を成形する加圧工程と、造型された生砂圧密体3にマイクロ波を照射し、生砂圧密体3に含まれている熱硬化性樹脂を硬化させることにより、表面硬化層40をもつ生砂鋳型4を形成する照射工程とを順に実施する。
【解決手段】生砂鋳型製造方法は、生砂を基材とすると共に、熱硬化可能な熱硬化性樹脂、水を含む混合材料を形成する工程と、混合材料を加圧装置2で加圧成形して生砂圧密体3を成形する加圧工程と、造型された生砂圧密体3にマイクロ波を照射し、生砂圧密体3に含まれている熱硬化性樹脂を硬化させることにより、表面硬化層40をもつ生砂鋳型4を形成する照射工程とを順に実施する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は生砂鋳型を造型する生砂鋳型製造方法に関する。
【背景技術】
【0002】
生砂鋳型は、生砂を水との混練で粘結性を高めることにより形成した鋳型であり、他の鋳型に比較して、コスト、環境の面で有利である。しかし生砂鋳型は、表面硬度が低く、表面が損傷し易いおそれがある。そこで、特許文献1には、造型した生砂鋳型を成形型から取り出した後、生砂鋳型のうち鋳物を形成するキャビティ型面または型表面に、水分を触媒として反応固化する接着剤液を浸透させ、接着剤液を生砂鋳型の水分との接触により反応固化させ、これにより生砂鋳型のキャビティ型面または型表面に硬化層を形成する鋳型の硬化方法が開示されている。
【特許文献1】特開昭61−249646号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、特許文献1に記載された鋳型の硬化方法では、生砂鋳型のキャビティ型面または型表面に対し、接着剤液を刷毛あるいはスプレーで塗布したり、接着剤液を注入器で注入したりすることで、生砂鋳型の表面に硬化層を形成しようとしていることから、生砂鋳型のキャビティ型面または型表面に接着剤液を一様に浸透させないと、均一な表面硬化層を形成することができないという問題があった。特に、生砂鋳型の形状が複雑な場合には、この問題は顕著なものとなる。
また、産業界では、更に良好な表面硬化層をもつ生砂鋳型の製造が要請されている。
【0004】
本発明は上記した実情に鑑みてなされたものであり、ムラが無いか少ない表面硬化層をもつ生砂鋳型を形成することができる生砂鋳型製造方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
様相1に係る生砂鋳型製造方法は、生砂を基材とすると共に、熱硬化可能な熱硬化性樹脂、水を含む混合材料を形成する工程と、前記混合材料を加圧装置で加圧成形して生砂圧密体を成形する加圧工程と、造型された前記生砂圧密体にマイクロ波を照射し、前記生砂圧密体に含まれている熱硬化性樹脂を硬化させることにより、表面硬化層をもつ生砂鋳型を形成する照射工程とを順に実施することを特徴とする。
【0006】
本様相によれば、造型された生砂圧密体にマイクロ波を照射し、生砂圧密体に含まれている熱硬化性樹脂を硬化させる。これによりムラが無いか少ない表面硬化層をもつ生砂鋳型を形成することが可能となる。表面硬化層が形成されるのは、照射されたマイクロ波が生砂圧密体の表面層で吸収されて、生砂圧密体の表面層に含まれている水がマイクロ波で誘電加熱され、生砂圧密体の表面層に含まれている熱硬化性樹脂がその熱で熱硬化するものと考えられる。生砂圧密体にマイクロ波を直接照射しても良いし、生砂圧密体を他の部材(例えば成形型等)で覆った状態でマイクロ波を照射しても良い。
【0007】
生砂鋳型の内部に含まれている熱硬化性樹脂の硬化は、表面に比較してあまり進行しない。故に、生砂鋳型の内部は従来の生砂型にほぼ相当するため、鋳物を形成した後における生砂鋳型の内部の崩壊性が良く、砂の後処理が容易である。マイクロ波は、通常、波長で100cm〜0.3mm、30cm〜0.3mm、周波数で0.3GHz〜1THz、1GHz〜1THz(1000GHz)の範囲の電波が好ましい。マイクロ波の波長としては、水を誘電加熱できる波長であれば良い。なお、生砂鋳型は主型でも良いし、中子型でも良い。
【0008】
様相2に係る生砂鋳型製造方法によれば、上記様相において、前記加圧装置は、成形キャビティをもつ成形型を備えており、加圧工程は、混合材料を成形型のキャビティに装填する工程と、成形型のキャビティに装填した混合材料を加圧して生砂圧密体を成形する工程とを順に実施することによりなされる。成形型の材質としては、マイクロ波の透過性が良いことが好ましい。このような材質としては、木材、ガラス材、セラミックス材、樹脂材、炭素材のうちの少なくとも1種が挙げられる。
【0009】
様相3に係る生砂鋳型製造方法によれば、上記様相において、成形型は、前記マイクロ波を透過可能な材料で形成されており、前記照射工程は、前記成形型の前記キャビティに前記生砂圧密体が配置されている状態で、前記成形型の前記キャビティ内の前記生砂圧密体に前記マイクロ波を照射することにより実施されることを特徴とする。この場合、成形型のキャビティに生砂圧密体が配置されている状態で、成形型のキャビティ内の生砂圧密体にマイクロ波を照射するため、生砂鋳型は成形型内で製造されることとなり、生砂鋳型の変形が成形型によって抑制される。
【0010】
ここで、成形型は、水分透過性を有する材質(例えば木材)で形成されている形態が例示される。この場合、成形型の内部への水分の浸透を抑える水分透過抑制被膜が成形型に設けられている形態が例示される。成形型に含まれている水分が多量であるときには、マイクロ波の照射により成形型自体に含まれている水分により成形型自体が誘電加熱されるおそれがあるためである。
【0011】
上記した混合材料において、生砂、熱硬化性樹脂および水の配合比は、要請される生砂鋳型の条件等に応じて、適宜選択される。生砂を100質量部とするとき、熱硬化性樹脂はα質量部、水はβ質量部配合されている形態が例示される。αは0.01〜20質量部とすることができる。βは0.3〜30質量部とすることができる。この場合、生砂鋳型に要請される条件、熱硬化性樹脂の材質等にもよるが、生砂圧密体に含まれている熱硬化性樹脂を硬化させて生砂鋳型を形成することができる。αの下限値としては0.01質量部、0.03質量部、0.05質量部、0.1質量部、0.2質量部が例示される。αの上限値としては18質量部、15質量部、10質量部、5質量部、3質量部、1質量部が例示される。但し、αの下限値および上限値はこれらに限定されるものではない。
【0012】
また、βの下限値としては0.4質量部、0.8質量部、1質量部、2質量部、4質量部が例示される。βの上限値としては25質量部、20質量部、10質量部、5質量部、1質量部が例示される。但し、βの下限値および上限値はこれらに限定されるものではない。
【発明の効果】
【0013】
本発明によれば、造型された生砂圧密体にマイクロ波を照射し、生砂圧密体に含まれている熱硬化性樹脂を硬化させる。これによりムラが無いか少ない表面硬化層をもつ生砂鋳型を形成することができる。このため生砂鋳型のハンドリング性が高まり、保管時、搬送時等における生砂鋳型の損傷を抑制できる。更に、生砂鋳型の内部は表面硬化層に比較して硬化が進行していないので、鋳物を鋳造した後における生砂鋳型の内部の崩壊性を確保することができる。
【発明を実施するための最良の形態】
【0014】
(実施形態1)
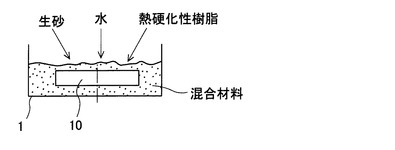
以下、本発明の実施形態1について図1〜図3を参照して説明する。まず、混合工程では、図1に示すように、生砂、熱硬化前の熱硬化性樹脂、水(極性液体)をそれぞれ混練器1の回転攪拌部10で混練し、流動性をもつ混合材料を形成する。必要に応じて添加物(石炭粉やコークス等の炭素質添加剤やヘキサメチレンテトラミン等の硬化剤など)を配合できる。生砂は、水を加え混練することにより粘結力が得られる粘結材(例えばベントナイト)を含む鋳物砂である。鋳物砂としては例えば珪砂が挙げられる。熱硬化性樹脂はフェノール樹脂、エポキシ樹脂が例示される。フェノール樹脂としては一般的にはレゾール型が採用されるが、ノボラック型でも良い。ノボラック型を採用する場合、単独では加熱しても硬化しないので、硬化剤として例えばヘキサメチレンテトラミンを加えて使用する。水は純水でも、工業用水、水道水、井戸水でも良い。必要に応じて、水に添加物を適宜添加しても良い。
【0015】
生砂を100質量部とするとき、熱硬化性樹脂はα質量部、水はβ質量部配合されている。α質量部、β質量部は上記した記載を準用できる。
【0016】
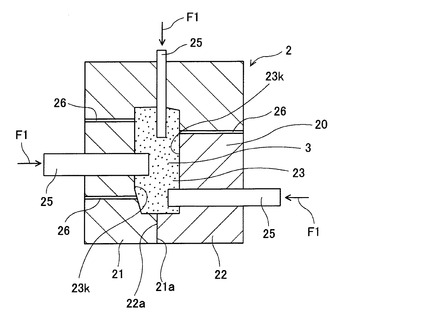
加圧工程においては、図2に示すように、混合材料を加圧装置2で加圧成形して生砂圧密体3を成形する。加圧装置2は、成形キャビティ23をもつ成形型20と、成形キャビティ23の容積を縮小可能な加圧体25とを備えている。成形型20は、割面21a,22aをもつ第1分割型21および第2分割型22で形成されている。成形型20は、キャビティ23の内外を連通する複数または単数のガス排出孔26を有する。成形型20および/または加圧体25は、マイクロ波を透過可能な材料で形成されている。この場合、マイクロ波の透過性を高めるためには、成形型20および/または加圧体25は、誘電損失係数が低い材料で形成されていることが好ましい。
【0017】
そして加圧工程においては、混合材料を成形型20のキャビティ23に装填し、成形型20で加圧する工程と、加圧体25を加圧方向(矢印F1方向)に移動させることにより,成形型20のキャビティ23に装填した混合材料を加圧して、密度を高めた生砂圧密体3を成形する工程とを順に実施する。加圧装置2を構成する成形型20は、マイクロ波を透過可能な材料で形成されていることが好ましい。加圧体25についても、マイクロ波を透過可能な材料で形成されていることが好ましい。
【0018】
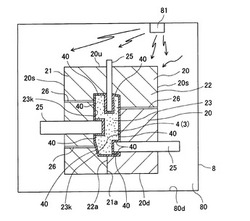
照射工程においては、図3に示すように、加圧工程において造型された生砂圧密体3にマイクロ波を照射する。これにより生砂圧密体3の表面層に含まれている熱硬化性樹脂を硬化させる。この結果、表面が硬化された表面硬化層40をもつ生砂鋳型4を形成する。マイクロ波の照射により生砂圧密体3の表面内部の水が加熱され、熱硬化性樹脂が熱硬化するものと考えられる。マイクロ波の照射時間は、表面硬化層40の要請される厚み、生砂鋳型4の大きさ、マイクロ波の波長等によっても相違するが、例えば、2〜600秒、4〜200秒、5〜100秒、更には10〜80秒が例示される。
【0019】
表面硬化層40の平均厚みとしては、マイクロ波の照射時間、熱硬化性樹脂の材質等によって相違するが、例えば、0.3〜20ミリメートル、0.7〜5ミリメートル、1〜5ミリメートルが例示される。生砂鋳型4は主型でも良いし、中子型でも良い。
【0020】
具体的には、照射工程は、図3に示すように、成形型20のキャビティ23に生砂圧密体3が配置されている状態で、成形型20を照射装置8の照射室80に配置し、その状態でマイクロ波照射器81(マグネトロン)からマイクロ波を成形型20のキャビティ23内の生砂圧密体3に照射することにより実施される。このためマイクロ波が成形型20および/または加圧体25を透過し、生砂圧密体3の表面に到達する。そして、生砂圧密体3の表面がマイクロ波に起因した熱によって硬化し、表面の硬化された表面硬化層40をもつ生砂鋳型4が形成される。生砂鋳型4としては、車両部品、産業機器部品が例示される。殊に生砂鋳型4が複雑な形状を有するときには、加圧体25で加圧するといえども、生砂鋳型4、殊に表面には強度が充分ではない部分が発生するおそれが高い。このような場合であっても、生砂圧密体3の表面を成形型20内で積極的に硬化させ、生砂鋳型4にムラが無いか少ない良好な表面硬化層40を形成することができる。従って生砂鋳型4のハンドリング性および耐久性を高めることができる。
【0021】
図3に示すように、成形型20の下面20dは、照射装置8の照射室80の底面80dに対して持ち上げられているため、マイクロ波を成形型20の上面20u,側面20sの他に下面20dからも照射できる。場合によっては、成形型20の下面20dは照射室80の底面80dに接触していても良い。
【0022】
本実施形態によれば、成形型20のキャビティ23に生砂圧密体3が配置されている状態で、マイクロ波を成形型20のキャビティ23内の生砂圧密体3に照射するため、万一、硬化に伴い生砂鋳型4が変形するようなときであっても、成形型20内で製造される生砂鋳型4の変形が成形型20によって抑制され、生砂鋳型4の成形精度が得られる。
【0023】
生砂鋳型4の内部の硬度は、表面硬化層40の硬度よりも低い。一般的には、生砂鋳型4の内部の硬度は、従来の生砂鋳型にほぼ相当する硬度に維持される。このため、鋳物を鋳造した後に生砂鋳型4を崩壊させるとき、生砂鋳型4の内部を容易に崩壊させることができる。
【0024】
なお、上記した照射工程においては、生砂圧密体3に含まれている水分がマイクロ波照射により誘電加熱されて水蒸気が生成されることがある。その水蒸気は、成形型20のガス排出孔26を介してキャビティ23の外方に放出される。このためガス排出孔26を成形型20の適宜の場所に形成することが好ましい。ガス排出孔26の数、場所、ガス排出孔26の開口面積は、マイクロ波の照射時間、熱硬化性樹脂の材質等に応じて適宜設定される。
【0025】
(実施形態2)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有するため、図1〜図3を準用する。上記したように照射工程では、生砂圧密体3に含まれている水分が蒸発して水蒸気が生成されることがある。水蒸気は、成形型20のガス排出孔26を介してキャビティ23の外方に放出される。更に、水蒸気量が多い場合には、生砂鋳型4と成形型20のキャビティ23の型面23kとの間で、水蒸気が凝縮した凝縮水を過剰に形成して残留させるおそれがある。この場合、凝縮水が生砂鋳型4の表面に付着すると、生砂鋳型4の強度を低下させたり、注湯時に溶湯と水分とが反応し、鋳造欠陥が発生するおそれがある。
【0026】
この点について本実施形態によれば、第1分割型21、第2分割型22を構成する材料は、適量の水分を吸収できるように多孔質とされている。この場合、第1分割型21、第2分割型22を構成する材料は、水分吸収容易な多数の細孔を有する木材等で形成することができる。従って発生する水蒸気量が多い場合であっても、生砂鋳型4と成形型20のキャビティ23の型面23kとの間で、凝縮水が多量に残留するおそれが低減または解消される。加圧体25を同様な構造で形成しても良い。
【0027】
(実施形態3)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有するため、図1〜図3を準用する。第1分割型21および/または第2分割型22は、マイクロ波透過性が高い耐熱ガラス等のガラスで形成されている。なお、加圧体25を同様な構造で形成しても良い。
【0028】
(実施形態4)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有するため、図1〜図3を準用する。第1分割型21および/または第2分割型22は、マイクロ波透過性が高い樹脂を基材として形成されている。樹脂をガラス繊維で補強することもできる。なお、加圧体25を同様な構造で形成しても良い。
【0029】
(実施形態5)
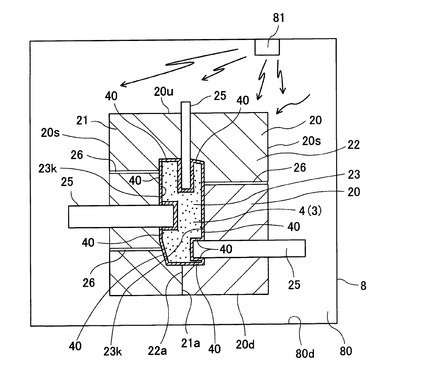
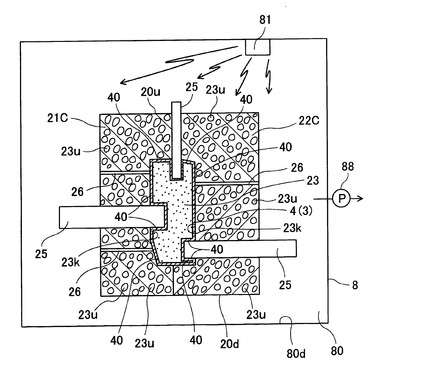
図4は実施形態5を示す。本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。成形型20の第1分割型21Cおよび/または第2分割型22Cは、マイクロ波を透過できる多数の結合体(例えば、セラミックス粒子、ガラス粒子、樹脂粒子、炭素粒、セラミックス繊維、ガラス繊維、樹脂繊維、炭素繊維のうちの少なくとも一つ)を基材とする集合体を結合手段で結合させて形成した多孔質体で構成されている。多孔質体の気孔率としては、1〜90体積%、5〜60体積%、10〜50体積%が例示されるが、これに限定されるものではない。結合手段としてはバインダおよび/または焼結が例示される。この場合、第1分割型21Cおよび/または第2分割型22Cの内部は、連続孔を形成する多数の微細な細孔23uをもつ。細孔23uは、第1分割型21Cおよび第2分割型22Cの外方とキャビティ23とを連通させる。従って、キャビティ23の型面23kは、吸水可能な多孔質とされている。
【0030】
従って生砂圧密体3に含まれている水がマイクロ波の照射により加熱され、生砂圧密体3から水蒸気が発生し、生砂鋳型4と成形型20のキャビティ23の型面23kとの間で、水蒸気が凝縮した凝縮水が残留するおそれがあるときであっても、その水蒸気を細孔23uおよびガス排出孔26から第1分割型21Cおよび/または第2分割型22Cの外方に積極的に放出させることができる。故に、凝縮水が残留するおそれが低減または解消される。細孔23uが形成されているため、場合によってはガス排出孔26を廃止しても良い。更に、照射装置8の照射室80にポンプ等の吸引手段88を接続し、照射室80において発生する水蒸気をポンプ等の吸引手段で外方に吸引させても良い。この場合、過剰な水蒸気で生砂鋳型4の強度が低下することが抑制または回避される。なお、加圧体25を同様な構造、即ち、第1分割型21Cおよび/または第2分割型22Cと同様に、連続孔を形成する多数の微細な細孔23uをもつように形成しても良い。
【0031】
(実施形態6)
図5は実施形態6を示す。本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。本実施形態においても、成形型20を構成する第1分割型21Dおよび/または第2分割型22Dは、マイクロ波を透過可能な材料で形成されている。マイクロ波を透過可能な材料の一例としては、水分透過性を有する材質(例えば木材等)が挙げられる。
【0032】
ここで、第1分割型21Dおよび/または第2分割型22Dに含まれている水分が過剰に含有されているときには、マイクロ波が生砂圧密体3に到達する前に、第1分割型21Dおよび/または第2分割型22Dがマイクロ波を吸収してしまうおそれが高くなる。更に、水分を多量に含む第1分割型21Dおよび/または第2分割型22Dがマイクロ波照射されると、第1分割型21Dおよび/または第2分割型22Dが過熱され、劣化したり変形したりするおそれがある。
【0033】
この点本実施形態によれば、第1分割型21Dおよび/または第2分割型22Dを適宜乾燥させて、内部の水分を低減または消失させた後、樹脂を母材とする水分透過抑制被膜200が第1分割型21Dおよび第2分割型22Dに表面被膜として積層されている。このため第1分割型21Dおよび第2分割型22Dの内部への水分の浸透を抑えることができる。このため照射工程において、第1分割型21Dおよび/または第2分割型22Dがマイクロ波を吸収する割合が低減または回避される。従って第1分割型21Dおよび第2分割型22D内の生砂圧密体3にマイクロ波を到達させるのに有利となる。なお、加圧体25を同様な構造で形成しても良い。
【0034】
(実施形態7)
図6は実施形態7を示す。本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。但し、本実施形態においては、成形型20のキャビティ23から生砂圧密体3が離型された状態で、マイクロ波を生砂圧密体3に照射する。この場合、マイクロ波照射により生砂圧密体3から放出される水蒸気量が多いときであっても、凝縮水が生砂鋳型4に影響を与えることが抑制される。本実施形態においても、前述したように、照射装置8の照射室80にポンプ等の吸引手段を接続し、照射室80において発生する水蒸気をポンプ等の吸引手段で外方に吸引させても良い。なお、図中では、生砂圧密体3が持ち上げられた状態で描かれているが、生砂圧密体3を例えば台(図示略)の上に載置したり、照射室80の底面80d上に配置したり、上から吊り上げたり等しても良い。
【0035】
(実施形態8)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。混合工程では、生砂、熱硬化前の熱硬化性樹脂で被覆された樹脂被覆砂(いわゆるレジンコーティドサンド)、水(極性液体)をそれぞれ混練器1で混練し、流動性をもつ混合材料を形成する。配合比率は実施形態1に準じる。
【0036】
(適用形態)
図7は適用形態を示す。車両搭載部品としてのディファレンシャルケース100は鉄鋳物で形成されており、ディファレンシャルキャリア101と、ディファレンシャルリテーナ102とを備えている。上記した各実施形態で製造された生砂鋳型4を中子型または主型として用いて、ディファレンシャルキャリア101、ディファレンシャルリテーナ102を鋳造で形成しても良い。ディファレンシャルキャリア101、ディファレンシャルリテーナ102用の中子型または主型は、形状が複雑であるため、表面硬度の均一性が充分ではないおそれがある。そこでマイクロ波照射によりムラが無いか少ない良好な表面硬化層40が形成された生砂鋳型4を中子型または主型として用いれば、生砂鋳型4に起因する鋳造欠陥が低減または解消される。
【0037】
(その他)
混合材料には塩水(イオン発生物質)を微量含有させることもできる。この場合、マイクロ波照射によりエッジランナウェイが起こり易い。故に、生砂鋳型4の内部深くへのマイクロ波の到達を抑えつつ、生砂鋳型4の表面端部のみを集中的に硬化させることが期待できる。更に、発生する水蒸気量が少ないときには、ガス排出穴26を廃止することもできる。成形型20の他に加圧体25が設けられているが、加圧体25を廃止しても良い。更に、加圧体25が設けられているときであっても、マイクロ波照射のとき、成形型20から加圧体25を離脱させても良い。
【0038】
本発明は上記し且つ図面に示した実施形態のみに限定されるものではなく、要旨を逸脱しない範囲内で適宜変更して実施可能である。ある実施形態に特有の構造および機能は他の実施形態についても適用できる。
【産業上の利用可能性】
【0039】
本発明は主型、中子型等を製造する生砂鋳型製造方法に利用することができる。
【図面の簡単な説明】
【0040】
【図1】生砂を基材とすると共に、熱硬化性樹脂、水を含む混合材料を形成する混練工程を模式的に示す図である。
【図2】混合材料を加圧装置で加圧成形して生砂圧密体を成形する加圧工程を模式的に示す図である。
【図3】造型された生砂圧密体にマイクロ波を照射し、表面硬化層をもつ生砂鋳型を形成する照射工程を模式的に示す図である。
【図4】実施形態5に係り、造型された生砂圧密体にマイクロ波を照射し、表面硬化層をもつ生砂鋳型を形成する照射工程を模式的に示す図である。
【図5】実施形態6に係り、成形型を模式的に示す断面図である。
【図6】実施形態7に係り、造型された生砂圧密体にマイクロ波を照射し、表面硬化層をもつ生砂鋳型を形成する照射工程を模式的に示す図である。
【図7】適用形態に係り、ディファレンシャルケースを示す分解斜視図である。
【符号の説明】
【0041】
1は混練器、2は加圧装置、20は成形型、21は第1分割型、22は第2分割型、3は生砂圧密体、4は生砂鋳型、40は表面硬化層を示す。
【技術分野】
【0001】
本発明は生砂鋳型を造型する生砂鋳型製造方法に関する。
【背景技術】
【0002】
生砂鋳型は、生砂を水との混練で粘結性を高めることにより形成した鋳型であり、他の鋳型に比較して、コスト、環境の面で有利である。しかし生砂鋳型は、表面硬度が低く、表面が損傷し易いおそれがある。そこで、特許文献1には、造型した生砂鋳型を成形型から取り出した後、生砂鋳型のうち鋳物を形成するキャビティ型面または型表面に、水分を触媒として反応固化する接着剤液を浸透させ、接着剤液を生砂鋳型の水分との接触により反応固化させ、これにより生砂鋳型のキャビティ型面または型表面に硬化層を形成する鋳型の硬化方法が開示されている。
【特許文献1】特開昭61−249646号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、特許文献1に記載された鋳型の硬化方法では、生砂鋳型のキャビティ型面または型表面に対し、接着剤液を刷毛あるいはスプレーで塗布したり、接着剤液を注入器で注入したりすることで、生砂鋳型の表面に硬化層を形成しようとしていることから、生砂鋳型のキャビティ型面または型表面に接着剤液を一様に浸透させないと、均一な表面硬化層を形成することができないという問題があった。特に、生砂鋳型の形状が複雑な場合には、この問題は顕著なものとなる。
また、産業界では、更に良好な表面硬化層をもつ生砂鋳型の製造が要請されている。
【0004】
本発明は上記した実情に鑑みてなされたものであり、ムラが無いか少ない表面硬化層をもつ生砂鋳型を形成することができる生砂鋳型製造方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
様相1に係る生砂鋳型製造方法は、生砂を基材とすると共に、熱硬化可能な熱硬化性樹脂、水を含む混合材料を形成する工程と、前記混合材料を加圧装置で加圧成形して生砂圧密体を成形する加圧工程と、造型された前記生砂圧密体にマイクロ波を照射し、前記生砂圧密体に含まれている熱硬化性樹脂を硬化させることにより、表面硬化層をもつ生砂鋳型を形成する照射工程とを順に実施することを特徴とする。
【0006】
本様相によれば、造型された生砂圧密体にマイクロ波を照射し、生砂圧密体に含まれている熱硬化性樹脂を硬化させる。これによりムラが無いか少ない表面硬化層をもつ生砂鋳型を形成することが可能となる。表面硬化層が形成されるのは、照射されたマイクロ波が生砂圧密体の表面層で吸収されて、生砂圧密体の表面層に含まれている水がマイクロ波で誘電加熱され、生砂圧密体の表面層に含まれている熱硬化性樹脂がその熱で熱硬化するものと考えられる。生砂圧密体にマイクロ波を直接照射しても良いし、生砂圧密体を他の部材(例えば成形型等)で覆った状態でマイクロ波を照射しても良い。
【0007】
生砂鋳型の内部に含まれている熱硬化性樹脂の硬化は、表面に比較してあまり進行しない。故に、生砂鋳型の内部は従来の生砂型にほぼ相当するため、鋳物を形成した後における生砂鋳型の内部の崩壊性が良く、砂の後処理が容易である。マイクロ波は、通常、波長で100cm〜0.3mm、30cm〜0.3mm、周波数で0.3GHz〜1THz、1GHz〜1THz(1000GHz)の範囲の電波が好ましい。マイクロ波の波長としては、水を誘電加熱できる波長であれば良い。なお、生砂鋳型は主型でも良いし、中子型でも良い。
【0008】
様相2に係る生砂鋳型製造方法によれば、上記様相において、前記加圧装置は、成形キャビティをもつ成形型を備えており、加圧工程は、混合材料を成形型のキャビティに装填する工程と、成形型のキャビティに装填した混合材料を加圧して生砂圧密体を成形する工程とを順に実施することによりなされる。成形型の材質としては、マイクロ波の透過性が良いことが好ましい。このような材質としては、木材、ガラス材、セラミックス材、樹脂材、炭素材のうちの少なくとも1種が挙げられる。
【0009】
様相3に係る生砂鋳型製造方法によれば、上記様相において、成形型は、前記マイクロ波を透過可能な材料で形成されており、前記照射工程は、前記成形型の前記キャビティに前記生砂圧密体が配置されている状態で、前記成形型の前記キャビティ内の前記生砂圧密体に前記マイクロ波を照射することにより実施されることを特徴とする。この場合、成形型のキャビティに生砂圧密体が配置されている状態で、成形型のキャビティ内の生砂圧密体にマイクロ波を照射するため、生砂鋳型は成形型内で製造されることとなり、生砂鋳型の変形が成形型によって抑制される。
【0010】
ここで、成形型は、水分透過性を有する材質(例えば木材)で形成されている形態が例示される。この場合、成形型の内部への水分の浸透を抑える水分透過抑制被膜が成形型に設けられている形態が例示される。成形型に含まれている水分が多量であるときには、マイクロ波の照射により成形型自体に含まれている水分により成形型自体が誘電加熱されるおそれがあるためである。
【0011】
上記した混合材料において、生砂、熱硬化性樹脂および水の配合比は、要請される生砂鋳型の条件等に応じて、適宜選択される。生砂を100質量部とするとき、熱硬化性樹脂はα質量部、水はβ質量部配合されている形態が例示される。αは0.01〜20質量部とすることができる。βは0.3〜30質量部とすることができる。この場合、生砂鋳型に要請される条件、熱硬化性樹脂の材質等にもよるが、生砂圧密体に含まれている熱硬化性樹脂を硬化させて生砂鋳型を形成することができる。αの下限値としては0.01質量部、0.03質量部、0.05質量部、0.1質量部、0.2質量部が例示される。αの上限値としては18質量部、15質量部、10質量部、5質量部、3質量部、1質量部が例示される。但し、αの下限値および上限値はこれらに限定されるものではない。
【0012】
また、βの下限値としては0.4質量部、0.8質量部、1質量部、2質量部、4質量部が例示される。βの上限値としては25質量部、20質量部、10質量部、5質量部、1質量部が例示される。但し、βの下限値および上限値はこれらに限定されるものではない。
【発明の効果】
【0013】
本発明によれば、造型された生砂圧密体にマイクロ波を照射し、生砂圧密体に含まれている熱硬化性樹脂を硬化させる。これによりムラが無いか少ない表面硬化層をもつ生砂鋳型を形成することができる。このため生砂鋳型のハンドリング性が高まり、保管時、搬送時等における生砂鋳型の損傷を抑制できる。更に、生砂鋳型の内部は表面硬化層に比較して硬化が進行していないので、鋳物を鋳造した後における生砂鋳型の内部の崩壊性を確保することができる。
【発明を実施するための最良の形態】
【0014】
(実施形態1)
以下、本発明の実施形態1について図1〜図3を参照して説明する。まず、混合工程では、図1に示すように、生砂、熱硬化前の熱硬化性樹脂、水(極性液体)をそれぞれ混練器1の回転攪拌部10で混練し、流動性をもつ混合材料を形成する。必要に応じて添加物(石炭粉やコークス等の炭素質添加剤やヘキサメチレンテトラミン等の硬化剤など)を配合できる。生砂は、水を加え混練することにより粘結力が得られる粘結材(例えばベントナイト)を含む鋳物砂である。鋳物砂としては例えば珪砂が挙げられる。熱硬化性樹脂はフェノール樹脂、エポキシ樹脂が例示される。フェノール樹脂としては一般的にはレゾール型が採用されるが、ノボラック型でも良い。ノボラック型を採用する場合、単独では加熱しても硬化しないので、硬化剤として例えばヘキサメチレンテトラミンを加えて使用する。水は純水でも、工業用水、水道水、井戸水でも良い。必要に応じて、水に添加物を適宜添加しても良い。
【0015】
生砂を100質量部とするとき、熱硬化性樹脂はα質量部、水はβ質量部配合されている。α質量部、β質量部は上記した記載を準用できる。
【0016】
加圧工程においては、図2に示すように、混合材料を加圧装置2で加圧成形して生砂圧密体3を成形する。加圧装置2は、成形キャビティ23をもつ成形型20と、成形キャビティ23の容積を縮小可能な加圧体25とを備えている。成形型20は、割面21a,22aをもつ第1分割型21および第2分割型22で形成されている。成形型20は、キャビティ23の内外を連通する複数または単数のガス排出孔26を有する。成形型20および/または加圧体25は、マイクロ波を透過可能な材料で形成されている。この場合、マイクロ波の透過性を高めるためには、成形型20および/または加圧体25は、誘電損失係数が低い材料で形成されていることが好ましい。
【0017】
そして加圧工程においては、混合材料を成形型20のキャビティ23に装填し、成形型20で加圧する工程と、加圧体25を加圧方向(矢印F1方向)に移動させることにより,成形型20のキャビティ23に装填した混合材料を加圧して、密度を高めた生砂圧密体3を成形する工程とを順に実施する。加圧装置2を構成する成形型20は、マイクロ波を透過可能な材料で形成されていることが好ましい。加圧体25についても、マイクロ波を透過可能な材料で形成されていることが好ましい。
【0018】
照射工程においては、図3に示すように、加圧工程において造型された生砂圧密体3にマイクロ波を照射する。これにより生砂圧密体3の表面層に含まれている熱硬化性樹脂を硬化させる。この結果、表面が硬化された表面硬化層40をもつ生砂鋳型4を形成する。マイクロ波の照射により生砂圧密体3の表面内部の水が加熱され、熱硬化性樹脂が熱硬化するものと考えられる。マイクロ波の照射時間は、表面硬化層40の要請される厚み、生砂鋳型4の大きさ、マイクロ波の波長等によっても相違するが、例えば、2〜600秒、4〜200秒、5〜100秒、更には10〜80秒が例示される。
【0019】
表面硬化層40の平均厚みとしては、マイクロ波の照射時間、熱硬化性樹脂の材質等によって相違するが、例えば、0.3〜20ミリメートル、0.7〜5ミリメートル、1〜5ミリメートルが例示される。生砂鋳型4は主型でも良いし、中子型でも良い。
【0020】
具体的には、照射工程は、図3に示すように、成形型20のキャビティ23に生砂圧密体3が配置されている状態で、成形型20を照射装置8の照射室80に配置し、その状態でマイクロ波照射器81(マグネトロン)からマイクロ波を成形型20のキャビティ23内の生砂圧密体3に照射することにより実施される。このためマイクロ波が成形型20および/または加圧体25を透過し、生砂圧密体3の表面に到達する。そして、生砂圧密体3の表面がマイクロ波に起因した熱によって硬化し、表面の硬化された表面硬化層40をもつ生砂鋳型4が形成される。生砂鋳型4としては、車両部品、産業機器部品が例示される。殊に生砂鋳型4が複雑な形状を有するときには、加圧体25で加圧するといえども、生砂鋳型4、殊に表面には強度が充分ではない部分が発生するおそれが高い。このような場合であっても、生砂圧密体3の表面を成形型20内で積極的に硬化させ、生砂鋳型4にムラが無いか少ない良好な表面硬化層40を形成することができる。従って生砂鋳型4のハンドリング性および耐久性を高めることができる。
【0021】
図3に示すように、成形型20の下面20dは、照射装置8の照射室80の底面80dに対して持ち上げられているため、マイクロ波を成形型20の上面20u,側面20sの他に下面20dからも照射できる。場合によっては、成形型20の下面20dは照射室80の底面80dに接触していても良い。
【0022】
本実施形態によれば、成形型20のキャビティ23に生砂圧密体3が配置されている状態で、マイクロ波を成形型20のキャビティ23内の生砂圧密体3に照射するため、万一、硬化に伴い生砂鋳型4が変形するようなときであっても、成形型20内で製造される生砂鋳型4の変形が成形型20によって抑制され、生砂鋳型4の成形精度が得られる。
【0023】
生砂鋳型4の内部の硬度は、表面硬化層40の硬度よりも低い。一般的には、生砂鋳型4の内部の硬度は、従来の生砂鋳型にほぼ相当する硬度に維持される。このため、鋳物を鋳造した後に生砂鋳型4を崩壊させるとき、生砂鋳型4の内部を容易に崩壊させることができる。
【0024】
なお、上記した照射工程においては、生砂圧密体3に含まれている水分がマイクロ波照射により誘電加熱されて水蒸気が生成されることがある。その水蒸気は、成形型20のガス排出孔26を介してキャビティ23の外方に放出される。このためガス排出孔26を成形型20の適宜の場所に形成することが好ましい。ガス排出孔26の数、場所、ガス排出孔26の開口面積は、マイクロ波の照射時間、熱硬化性樹脂の材質等に応じて適宜設定される。
【0025】
(実施形態2)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有するため、図1〜図3を準用する。上記したように照射工程では、生砂圧密体3に含まれている水分が蒸発して水蒸気が生成されることがある。水蒸気は、成形型20のガス排出孔26を介してキャビティ23の外方に放出される。更に、水蒸気量が多い場合には、生砂鋳型4と成形型20のキャビティ23の型面23kとの間で、水蒸気が凝縮した凝縮水を過剰に形成して残留させるおそれがある。この場合、凝縮水が生砂鋳型4の表面に付着すると、生砂鋳型4の強度を低下させたり、注湯時に溶湯と水分とが反応し、鋳造欠陥が発生するおそれがある。
【0026】
この点について本実施形態によれば、第1分割型21、第2分割型22を構成する材料は、適量の水分を吸収できるように多孔質とされている。この場合、第1分割型21、第2分割型22を構成する材料は、水分吸収容易な多数の細孔を有する木材等で形成することができる。従って発生する水蒸気量が多い場合であっても、生砂鋳型4と成形型20のキャビティ23の型面23kとの間で、凝縮水が多量に残留するおそれが低減または解消される。加圧体25を同様な構造で形成しても良い。
【0027】
(実施形態3)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有するため、図1〜図3を準用する。第1分割型21および/または第2分割型22は、マイクロ波透過性が高い耐熱ガラス等のガラスで形成されている。なお、加圧体25を同様な構造で形成しても良い。
【0028】
(実施形態4)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有するため、図1〜図3を準用する。第1分割型21および/または第2分割型22は、マイクロ波透過性が高い樹脂を基材として形成されている。樹脂をガラス繊維で補強することもできる。なお、加圧体25を同様な構造で形成しても良い。
【0029】
(実施形態5)
図4は実施形態5を示す。本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。成形型20の第1分割型21Cおよび/または第2分割型22Cは、マイクロ波を透過できる多数の結合体(例えば、セラミックス粒子、ガラス粒子、樹脂粒子、炭素粒、セラミックス繊維、ガラス繊維、樹脂繊維、炭素繊維のうちの少なくとも一つ)を基材とする集合体を結合手段で結合させて形成した多孔質体で構成されている。多孔質体の気孔率としては、1〜90体積%、5〜60体積%、10〜50体積%が例示されるが、これに限定されるものではない。結合手段としてはバインダおよび/または焼結が例示される。この場合、第1分割型21Cおよび/または第2分割型22Cの内部は、連続孔を形成する多数の微細な細孔23uをもつ。細孔23uは、第1分割型21Cおよび第2分割型22Cの外方とキャビティ23とを連通させる。従って、キャビティ23の型面23kは、吸水可能な多孔質とされている。
【0030】
従って生砂圧密体3に含まれている水がマイクロ波の照射により加熱され、生砂圧密体3から水蒸気が発生し、生砂鋳型4と成形型20のキャビティ23の型面23kとの間で、水蒸気が凝縮した凝縮水が残留するおそれがあるときであっても、その水蒸気を細孔23uおよびガス排出孔26から第1分割型21Cおよび/または第2分割型22Cの外方に積極的に放出させることができる。故に、凝縮水が残留するおそれが低減または解消される。細孔23uが形成されているため、場合によってはガス排出孔26を廃止しても良い。更に、照射装置8の照射室80にポンプ等の吸引手段88を接続し、照射室80において発生する水蒸気をポンプ等の吸引手段で外方に吸引させても良い。この場合、過剰な水蒸気で生砂鋳型4の強度が低下することが抑制または回避される。なお、加圧体25を同様な構造、即ち、第1分割型21Cおよび/または第2分割型22Cと同様に、連続孔を形成する多数の微細な細孔23uをもつように形成しても良い。
【0031】
(実施形態6)
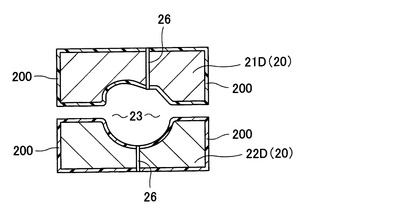
図5は実施形態6を示す。本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。本実施形態においても、成形型20を構成する第1分割型21Dおよび/または第2分割型22Dは、マイクロ波を透過可能な材料で形成されている。マイクロ波を透過可能な材料の一例としては、水分透過性を有する材質(例えば木材等)が挙げられる。
【0032】
ここで、第1分割型21Dおよび/または第2分割型22Dに含まれている水分が過剰に含有されているときには、マイクロ波が生砂圧密体3に到達する前に、第1分割型21Dおよび/または第2分割型22Dがマイクロ波を吸収してしまうおそれが高くなる。更に、水分を多量に含む第1分割型21Dおよび/または第2分割型22Dがマイクロ波照射されると、第1分割型21Dおよび/または第2分割型22Dが過熱され、劣化したり変形したりするおそれがある。
【0033】
この点本実施形態によれば、第1分割型21Dおよび/または第2分割型22Dを適宜乾燥させて、内部の水分を低減または消失させた後、樹脂を母材とする水分透過抑制被膜200が第1分割型21Dおよび第2分割型22Dに表面被膜として積層されている。このため第1分割型21Dおよび第2分割型22Dの内部への水分の浸透を抑えることができる。このため照射工程において、第1分割型21Dおよび/または第2分割型22Dがマイクロ波を吸収する割合が低減または回避される。従って第1分割型21Dおよび第2分割型22D内の生砂圧密体3にマイクロ波を到達させるのに有利となる。なお、加圧体25を同様な構造で形成しても良い。
【0034】
(実施形態7)
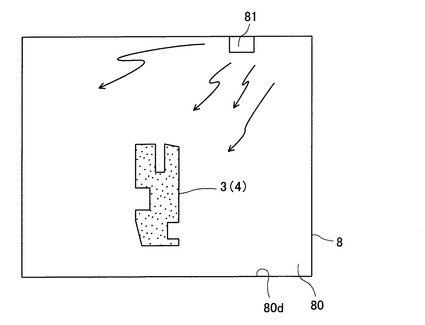
図6は実施形態7を示す。本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。但し、本実施形態においては、成形型20のキャビティ23から生砂圧密体3が離型された状態で、マイクロ波を生砂圧密体3に照射する。この場合、マイクロ波照射により生砂圧密体3から放出される水蒸気量が多いときであっても、凝縮水が生砂鋳型4に影響を与えることが抑制される。本実施形態においても、前述したように、照射装置8の照射室80にポンプ等の吸引手段を接続し、照射室80において発生する水蒸気をポンプ等の吸引手段で外方に吸引させても良い。なお、図中では、生砂圧密体3が持ち上げられた状態で描かれているが、生砂圧密体3を例えば台(図示略)の上に載置したり、照射室80の底面80d上に配置したり、上から吊り上げたり等しても良い。
【0035】
(実施形態8)
本実施形態は実施形態1と基本的には同様の構成および作用効果を有する。混合工程では、生砂、熱硬化前の熱硬化性樹脂で被覆された樹脂被覆砂(いわゆるレジンコーティドサンド)、水(極性液体)をそれぞれ混練器1で混練し、流動性をもつ混合材料を形成する。配合比率は実施形態1に準じる。
【0036】
(適用形態)
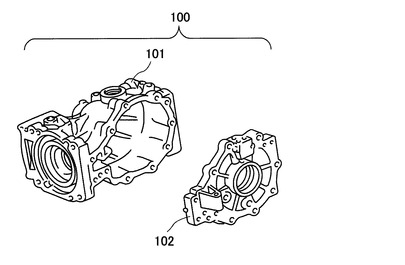
図7は適用形態を示す。車両搭載部品としてのディファレンシャルケース100は鉄鋳物で形成されており、ディファレンシャルキャリア101と、ディファレンシャルリテーナ102とを備えている。上記した各実施形態で製造された生砂鋳型4を中子型または主型として用いて、ディファレンシャルキャリア101、ディファレンシャルリテーナ102を鋳造で形成しても良い。ディファレンシャルキャリア101、ディファレンシャルリテーナ102用の中子型または主型は、形状が複雑であるため、表面硬度の均一性が充分ではないおそれがある。そこでマイクロ波照射によりムラが無いか少ない良好な表面硬化層40が形成された生砂鋳型4を中子型または主型として用いれば、生砂鋳型4に起因する鋳造欠陥が低減または解消される。
【0037】
(その他)
混合材料には塩水(イオン発生物質)を微量含有させることもできる。この場合、マイクロ波照射によりエッジランナウェイが起こり易い。故に、生砂鋳型4の内部深くへのマイクロ波の到達を抑えつつ、生砂鋳型4の表面端部のみを集中的に硬化させることが期待できる。更に、発生する水蒸気量が少ないときには、ガス排出穴26を廃止することもできる。成形型20の他に加圧体25が設けられているが、加圧体25を廃止しても良い。更に、加圧体25が設けられているときであっても、マイクロ波照射のとき、成形型20から加圧体25を離脱させても良い。
【0038】
本発明は上記し且つ図面に示した実施形態のみに限定されるものではなく、要旨を逸脱しない範囲内で適宜変更して実施可能である。ある実施形態に特有の構造および機能は他の実施形態についても適用できる。
【産業上の利用可能性】
【0039】
本発明は主型、中子型等を製造する生砂鋳型製造方法に利用することができる。
【図面の簡単な説明】
【0040】
【図1】生砂を基材とすると共に、熱硬化性樹脂、水を含む混合材料を形成する混練工程を模式的に示す図である。
【図2】混合材料を加圧装置で加圧成形して生砂圧密体を成形する加圧工程を模式的に示す図である。
【図3】造型された生砂圧密体にマイクロ波を照射し、表面硬化層をもつ生砂鋳型を形成する照射工程を模式的に示す図である。
【図4】実施形態5に係り、造型された生砂圧密体にマイクロ波を照射し、表面硬化層をもつ生砂鋳型を形成する照射工程を模式的に示す図である。
【図5】実施形態6に係り、成形型を模式的に示す断面図である。
【図6】実施形態7に係り、造型された生砂圧密体にマイクロ波を照射し、表面硬化層をもつ生砂鋳型を形成する照射工程を模式的に示す図である。
【図7】適用形態に係り、ディファレンシャルケースを示す分解斜視図である。
【符号の説明】
【0041】
1は混練器、2は加圧装置、20は成形型、21は第1分割型、22は第2分割型、3は生砂圧密体、4は生砂鋳型、40は表面硬化層を示す。
【特許請求の範囲】
【請求項1】
生砂を基材とすると共に、熱硬化可能な熱硬化性樹脂、水を含む混合材料を形成する工程と、前記混合材料を加圧装置で加圧成形して生砂圧密体を成形する加圧工程と、造型された生砂圧密体にマイクロ波を照射し、前記生砂圧密体に含まれている熱硬化性樹脂を硬化させることにより、表面硬化層をもつ生砂鋳型を形成する照射工程とを順に実施することを特徴とする生砂鋳型製造方法。
【請求項2】
請求項1において、前記加圧装置は、成形キャビティをもつ成形型を備えており、
前記加圧工程は、前記混合材料を前記成形型の前記キャビティに装填する工程と、前記成形型の前記キャビティに装填した前記混合材料を加圧して前記生砂圧密体を成形する工程とを順に実施することによりなされることを特徴とする生砂鋳型製造方法。
【請求項3】
請求項2において、前記成形型は、前記マイクロ波を透過可能な材料で形成されており、前記照射工程は、前記成形型の前記キャビティに前記生砂圧密体が配置されている状態で、前記成形型の前記キャビティ内の前記生砂圧密体に前記マイクロ波を照射することにより実施されることを特徴とする生砂鋳型製造方法。
【請求項4】
請求項2または3において、前記成形型は、前記成形型の内部への水分の浸透を抑える水分透過抑制被膜を備えていることを特徴とする生砂鋳型製造方法。
【請求項5】
請求項1〜4のうちの一項において、前記生砂を100質量部とするとき、前記熱硬化性樹脂は0.01〜20質量部、前記水は0.3〜30質量部配合されていることを特徴とする生砂鋳型製造方法。
【請求項1】
生砂を基材とすると共に、熱硬化可能な熱硬化性樹脂、水を含む混合材料を形成する工程と、前記混合材料を加圧装置で加圧成形して生砂圧密体を成形する加圧工程と、造型された生砂圧密体にマイクロ波を照射し、前記生砂圧密体に含まれている熱硬化性樹脂を硬化させることにより、表面硬化層をもつ生砂鋳型を形成する照射工程とを順に実施することを特徴とする生砂鋳型製造方法。
【請求項2】
請求項1において、前記加圧装置は、成形キャビティをもつ成形型を備えており、
前記加圧工程は、前記混合材料を前記成形型の前記キャビティに装填する工程と、前記成形型の前記キャビティに装填した前記混合材料を加圧して前記生砂圧密体を成形する工程とを順に実施することによりなされることを特徴とする生砂鋳型製造方法。
【請求項3】
請求項2において、前記成形型は、前記マイクロ波を透過可能な材料で形成されており、前記照射工程は、前記成形型の前記キャビティに前記生砂圧密体が配置されている状態で、前記成形型の前記キャビティ内の前記生砂圧密体に前記マイクロ波を照射することにより実施されることを特徴とする生砂鋳型製造方法。
【請求項4】
請求項2または3において、前記成形型は、前記成形型の内部への水分の浸透を抑える水分透過抑制被膜を備えていることを特徴とする生砂鋳型製造方法。
【請求項5】
請求項1〜4のうちの一項において、前記生砂を100質量部とするとき、前記熱硬化性樹脂は0.01〜20質量部、前記水は0.3〜30質量部配合されていることを特徴とする生砂鋳型製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−125799(P2009−125799A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−306986(P2007−306986)
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000100805)アイシン高丘株式会社 (202)
【Fターム(参考)】
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000100805)アイシン高丘株式会社 (202)
【Fターム(参考)】
[ Back to top ]