
産業用ワイプ
【課題】外部から視認できる色彩を有し、手触り感、拭き取り性に優れる産業用ワイプを提供する。
【解決手段】表面層2及び裏面層4の米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、中間層3の米坪が11.5〜25.0g/m2、厚みが130〜150μm、色彩6のISO白色度が55〜65%であり、表面層2、中間層3及び裏面層4が、マッチングエンボス5により接合されている。
【解決手段】表面層2及び裏面層4の米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、中間層3の米坪が11.5〜25.0g/m2、厚みが130〜150μm、色彩6のISO白色度が55〜65%であり、表面層2、中間層3及び裏面層4が、マッチングエンボス5により接合されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外部から視認できる色彩を有する産業用ワイプに関するものである。
【背景技術】
【0002】
産業用ワイプは、各種の産業用製品やこれに用いる部品に付着した塵・埃・水分・油分等の拭き取りに使用される。
特に、病院、介護施設、実験室で用いられる産業用ワイプには、産業用ワイプから発生する紙粉等を低減した低リント性、使用時の産業用ワイプの破断を防止するために高い破断強度が求められる。
【0003】
低リント性を実現するため、産業用ワイプを構成する複数の基材紙の表面に、ピン形状エンボス、ディンプル形状エンボスを形成したものがある。(特許文献1)
また、高い破断強度を実現するため、産業用ワイプを構成する基材紙を4層にした産業用ワイプ、産業用ワイプを構成する基材紙を3層とし、その中間層に極細繊維及び熱融着繊維をパルプ繊維に混抄した化繊混抄紙を用いた産業用ワイプがある。(特許文献2、3)
さらに、使用者の皮膚または毛髪を清拭した場合に、皮膚または毛髪の油分と反応して透明度または色彩が変化し、外部から清拭状況を視認することができる吸油性ワイプがある。(特許文献4)
【0004】
しかし、病院、介護施設、実験室で多く使用されている産業用ワイプは、使用用途毎に柔軟性、嵩高さ、液吸収量、液吸収速度、拭き取り性、破断強度、低リント性、逆戻り性が異なるにも係わらず、色彩については同一色(白色)である。このため、使用者が、使用用途が異なる産業用ワイプを誤った使用用途に使用する恐れがあり、特に、病院、介護施設にあっては、使用用途が異なった産業用ワイプを誤って使用した場合、迅速に粉塵、汚物等の回収が行えず、粉塵、汚物等が周囲に飛散するという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−245913号公報
【特許文献2】特開2005−143523号公報
【特許文献3】特開2004―208950号公報
【特許文献4】特表2005―514084号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明の主たる課題は、外部から視認できる色彩を有する産業用ワイプを提供することにあり、従たる課題は、手触り感に優れ、拭き取り性に優れる産業用ワイプを提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決した本発明は、次記のとおりである。
<請求項1記載の発明>
表面層と、中間層と、裏面層とからなる産業用ワイプであって、
前記表面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記中間層は、米坪が11.5〜25.0g/m2、厚みが130〜150μm、色彩または模様のISO白色度が55〜65%であり、
前記裏面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記表面層と前記裏面層との米坪、厚みが等しく、
前記表面層と、前記中間層と、前記裏面層とは、マッチングエンボスにより接合されている
ことを特徴とする産業用ワイプ。
【0008】
<作用効果>
発明者の知見によれば、請求項1に係る発明は、中間層の米坪が11.5〜25.0g/m2であり、色彩または模様のISO白色度が55〜65%であることから、外部から中間層に付された色彩、模様を視認できる。
【0009】
本請求項においては、表面層の米坪が17.0〜32.0g/m2であり、裏面層の米坪が17.0〜32.0g/m2であり、且つ、表面層と裏面層の米坪、厚みが同一にされていることから、中間層に付された色彩、模様が明るく、鮮やかに表面層と裏面層の両外部から視認できる。
また、表面層、裏面層の厚みが130〜180μmであり、中間層の厚みが130〜150μmであることから、手触り感に優れる。
【0010】
本請求項においては、表面層、中間層及び裏面層をマッチングエンボスにより接合していることから、中間層に付された色彩、模様の一定形状に維持することができる。
また、剥離強度が高く、使用時の層間剥離を抑制することができ、使用時における拭き取り方向に制限されず、容易に粉塵、汚物等の被対象物を吸収、除去でき拭き取り性に優れる。
【0011】
<請求項2記載の発明>
前記マッチングエンボスの個数は、前記産業用ワイプの単位面積あたり1〜80個/cm2であり、前記マッチングエンボスの深さは、300〜1500μmである請求項1記載の産業用ワイプ。
【0012】
<作用効果>
請求項2記載の発明は、マッチングエンボスは、産業用ワイプの単位面積あたり1〜80個/cm2設けられ、深さが300〜1500μmであることから、拭き取り方向に制限されず、容易に油分、汚物等の被対象物を吸収、除去でき、且つ、マッチングエンボスに集塵された粉塵、粘度の低い汚物等をマッチングエンボス内に保持できる。
また、使用者の手触り感に優れ、使用時に拭取り面の形状に合わせ柔軟に変形できる。
【0013】
<請求項3記載の発明>
前記中間層の模様が、直線形エンボスから形成された格子部により取り囲まれている請求項1又は2記載の産業ワイプ。
【0014】
<作用効果>
請求項3記載の発明は、中間層の模様が、直線形エンボスから形成された格子部により取り囲まれていることから、粘度の低い尿、軟便等の拭き取り性が格段に高まる。
【0015】
<請求項4記載の発明>
前記産業用ワイプは、吸収速度が10秒未満、吸収量が500〜1000g/m2である請求項1〜3の何れか1項に記載の産業ワイプ。
【0016】
<作用効果>
請求項4記載の発明は、吸収速度が10秒未満、吸収量が500〜1000g/m2であることから、粉塵、汚物等の被対象物を迅速に吸収、除去でき、被対象物の周囲への飛散を抑制することができる。
【0017】
<請求項5記載の発明>
前記産業用ワイプは、縦方向の乾燥引張強度が300〜600kN/mである請求項1〜4の何れか1項に記載の産業ワイプ。
【0018】
<作用効果>
請求項5記載の発明は、縦方向の乾燥引張強度が300〜600kN/mであることから、産業用ワイプを縦方向にスライドさせた場合、産業用ワイプの破断を抑制することができ、また、層間剥離も抑制することができる。
【0019】
<請求項6記載の発明>
前記産業用ワイプは、横方向の乾燥引張強度が50〜100kN/mである請求項1〜5の何れか1項に記載の産業ワイプ。
【0020】
<作用効果>
請求項6記載の発明は、横方向の乾燥引張強度が50〜100kN/mであることから、産業用ワイプを横方向にスライドさせた場合、産業用ワイプの破断を抑制することができ、また、層間剥離も抑制することができる。
【発明の効果】
【0021】
以上、本発明によれば、産業用ワイプは、外部から視認できる色彩を有し、手触り感、拭き取り性に優れる。
【図面の簡単な説明】
【0022】
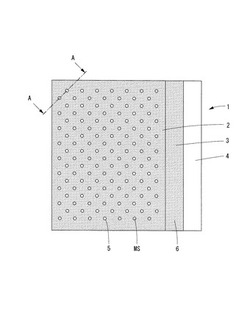
【図1】第1実施形態の産業用ワイプの部分断面図である。
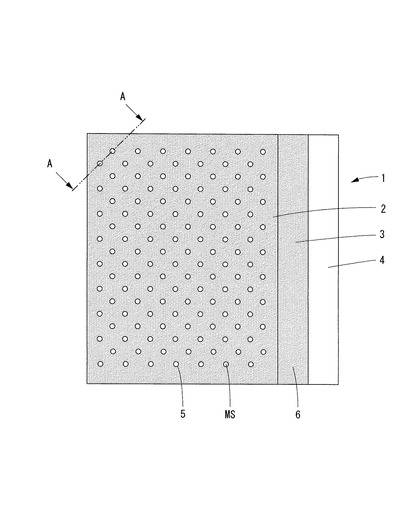
【図2】図1のA―A断面拡大図である。
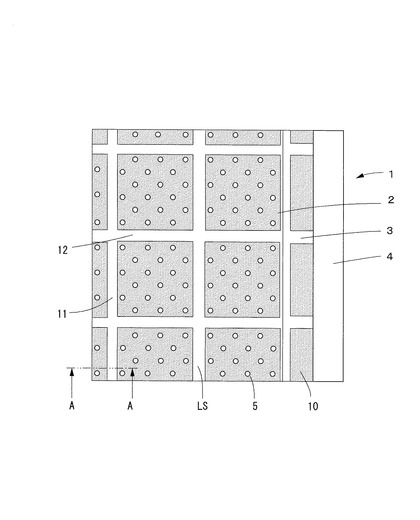
【図3】第2実施形態の産業用ワイプの部分断面図である。
【図4】図3のA―A断面拡大図である。
【発明を実施するための形態】
【0023】
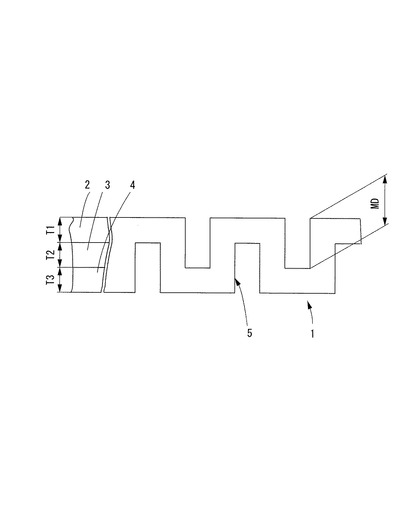
以下、本発明の実施形態について添付図面を参照しながら詳説する。なお、本発明の用語のうち、「厚み」とは、図2のT1〜3を意味し、「平面投影面積」とは、図2のMS及び図4のLSを意味し、「深さ」とは、図2のMD及び図4のLDを意味する。
「ISO白色度」とは、JISP 8148に定義されるISO白色度を意味し、「ソフトネス」とは、JIS L 1096Eに定義されるソフトネスを意味し、「引張強度」とは、JIS P 8113に定義される引張強度を意味する。
【0024】
図1、2は、本発明の実施形態1の産業用ワイプ1を示している。産業用ワイプ1は、表面層を構成する基材紙(以下、表面層2という)と、中間層を構成する基材紙(以下、中間層3という)と、裏面層を構成する基材紙(以下、裏面層4という)が、表面側から裏面側に向かい表面層2、中間層3、裏面層4の順に積層され、マッチングエンボス5により各層が強固に接合され、幅220mm×奥行き220mm×厚み800μmの正方形状である。
また、中間層3には、ピンク色の色彩6が付されており、表面層2の外側及び裏面層4の外側から使用者が中間層3に付された色彩を視認することができる。
【0025】
<表面層>
表面層2の原料パルプとしては、例えばグランドウッドパルプ(GP)・プレッシャーライズドグランドウッドパルプ(PGW)・サーモメカニカルパルプ(TMP)等の機械パルプ、セミケミカルパルプ(CP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)・針葉樹晒クラフトパルプ(NBKP)・広葉樹未晒クラフトパルプ(LUKP)・広葉樹晒クラフトパルプ(LBKP)等の化学パルプ、及びデインキングパルプ(DIP)・ウェイストパルプ(WP)等の古紙パルプの中から一種または二種以上を適宜選択して使用することができる。
通常の場合、填料や異物を含まない化学パルプが好適であり、特にNBKPを100質量%用いるのが好ましいが、一部LBKPを配合することも可能である。
一般的にLBKPよりもNBKPのほうが、繊維長が長く繊維太さが太いため、NBKPが多いほうが、強度が高く、嵩高となるとともに、表裏面に付着した吸水性や吸油性が良好となり、水分・油分の保持性も良好となる。NBKPとLBKPとを混合して用いる場合、NBKPの配合量は70質量%以上であるのが好ましい。
【0026】
表面層2の米坪は適宜定めることができるが、米坪としては17.0〜32.0g/m2、特に19.0〜30.0g/m2にするのが好適である。
米坪が17.0g/m2未満の場合、表面層2の破断強度が小さく、拭き取り時に表面層2が裂破する恐れがある。一方、米坪が32.0g/m2超の場合、中間層3に付された色彩6が表面層2に隠蔽されて中間層3の色彩6の明度及び彩度が低くなり、表面層2の外側から中間層3の色彩6を視認できなくなる恐れがある。
なお、明度(Value)とは、物体面の明るさの程度を示し使用者の眼に感じる光の強弱をいい、彩度(Chroma)とは、色の鮮やかさの程度を表す属性である。
【0027】
表面層2の厚みT1は適宜定めることができるが、厚みT1としては130〜180μm、さらに155〜165μmが好適であり、特に160〜165μmにするのがより好適である。
厚みT1が130μm未満の場合、表面層2の破断強度が小さく、拭き取り時に表面層2が裂破する恐れがある。一方、厚みT1が180μm超の場合、表面層2の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがあり、特に、精密医療機器の清拭が困難になる。
なお、表面層2の厚みT1は、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0028】
<中間層>
中間層3の原料パルプとしては、例えばグランドウッドパルプ(GP)・プレッシャーライズドグランドウッドパルプ(PGW)・サーモメカニカルパルプ(TMP)等の機械パルプ、セミケミカルパルプ(CP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)・針葉樹晒クラフトパルプ(NBKP)・広葉樹未晒クラフトパルプ(LUKP)・広葉樹晒クラフトパルプ(LBKP)等の化学パルプ、及びデインキングパルプ(DIP)・ウェイストパルプ(WP)等の古紙パルプの中から一種または二種以上を適宜選択して使用することができる。
通常の場合、填料や異物を含まない化学パルプが好適であり、特にNBKPを100質量%用いるのが好ましいが、一部LBKPを配合することも可能である。
一般的にLBKPよりもNBKPのほうが、繊維長が長く繊維太さが太いため、NBKPが多いほうが、強度が高く、嵩高となるとともに、表裏面に付着した吸水性や吸油性が良好となり、水分・油分の保持性も良好となる。NBKPとLBKPとを混合して用いる場合、NBKPの配合量は70質量%以上であるのが好ましい。
【0029】
また、中間層3に色彩6を付与する方法としては、抄紙時に原料パルプに顔料または染料を加えて原料パルプの繊維表面を顔料により被覆する方法、中間層3の製造過程で、天然や合成を問わない顔料を中間層3の両表面に印刷する方法がある。顔料としては、天然顔料、合成顔料を使用することができ、特に、水分によって影響を受けない油性の天然顔料が好適である。なお、色彩6とは、ISO白色度55〜65%の赤色、緑色、青色の原色、ピンク色、黄緑色等の混色を適宜選択することができる。
【0030】
中間層3の米坪は適宜定めることができるが、米坪としては11.5〜25.0g/m2、さらに11.5〜16.5g/m2が好適であり、特に13.0〜15.0g/m2にするのがより好適である。
米坪が11.5g/m2未満の場合、中間層3に施された色彩6の周辺部の空隙により明度、彩度が低くなり表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。また、中間層3の破断強度が小さく、拭き取り時に表面層2が裂破する恐れもある。一方、米坪が25.0g/m2超の場合、中間層3の原料パルプの繊維の外周部に均一に顔料または染料を被覆することができず中間層3に施された色彩6がまばらになることから明度、彩度が低くなり表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。
【0031】
中間層3の厚みT2は適宜定めることができるが、厚みT2としては130〜150μm、特に135〜145μmにするのが好適である。
厚みT2が130μm未満の場合、中間層3の破断強度が小さく、拭き取り時に中間層3が裂破する恐れがある。一方、厚みT2が150μm超の場合、中間層3の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがあり、特に、精密医療機器の清拭が困難になる。
なお、中間層3の厚みT2は、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0032】
中間層3のISO白色度は適宜定めることができるが、ISO白色度としては55〜65%、特に58〜62%にするのが好適である。
ISO白色度が55%未満の場合、中間層3の色彩6が黒みを帯びるため粉塵等の拭き取りを行う産業用ワイプ1にとって不適であり、また、中間層3の色彩6が粉塵等の色と近似することから粉塵等の拭き取りを確認できなくなる恐れがある。一方、ISO白色度が65%超の場合、中間層3の色彩6が表面層2及び裏面層4の色である白色に近似し、外部から中間層3の色彩6を視認できなくなる恐れがある。
なお、ISO白色度55〜65%は、JIS P 8148に準拠して測定した数値であり、中間層3のISO白色度が55〜65%の場合、表面層2、裏面層4の両側面から測定したISO白色度は70〜80%である。
【0033】
なお、産業用ワイプ1に高い破断強度が要求される場合には、中間層3をパルプを主体とする化繊混抄紙にすることもできる。
この場合、中間層3のパルプの配合量は適宜定めることができるが、通常の場合10〜85質量%、特に35〜70質量%とするのが好適である。パルプの配合量が少な過ぎると吸収性、吸油性及び水分、油分の保持性が悪くなり、多過ぎると強度と厚みのバランスが取りにくく拭き取り性の低いシートとなる。
混抄する化学繊維も適宜選択することができるが、主に嵩高性を確保するためにクリンプ繊維を含有させるのが好適である。また、湿潤時強度、圧縮復元性、低発塵性等を確保するために他の化繊とは別に熱融着繊維を含有させ、層中の繊維相互を融着させるのが好ましい。さらに他の化学繊維、すなわちクリンプ繊維及びバインダーとして機能する熱融着繊維以外の化学繊維が含まれていてもよい。
【0034】
クリンプ繊維としては、例えば、ポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、ポリエチレンテレフタレート繊維の長繊維に対して、正逆反対の撚りの繰り返しと熱処理とを繰り返して行うクリンプ加工(仮撚り加工、ウーリー加工とも言われる)を施して形成されるものが適する。中でもポリエチレンテレフタレート繊維をクリンプ加工して形成されるPETクリンプ繊維が好適である。なお、化学繊維をクリンプ加工して形成される繊維のほか羊毛等の天然のクリンプ繊維をも用い得る。
クリンプ繊維の繊度は適宜定めることができるが、通常の場合1〜30dtex、特に2〜20dtexとするのが好適である。クリンプ繊維が細過ぎると繊維が柔らかくなり効果的に嵩が出ず、太過ぎると剛直となり、シートが硬くなる。
また、クリンプ繊維の繊維長は適宜定めることができるが、通常の場合2〜10mm、特に3〜7mmとするのが好適である。クリンプ繊維が短過ぎると効果的に嵩が出ず、長過ぎると絡まりやすくなり抄紙が困難となる。
さらに、クリンプ繊維の配合量は適宜定めることができるが、通常の場合10〜85質量%、特に25〜60質量%とするのが好適である。クリンプ繊維の配合量が少な過ぎると嵩が出ず、多過ぎると強度が低くなる。
【0035】
<裏面層>
裏面層4の原料パルプとしては、例えばグランドウッドパルプ(GP)・プレッシャーライズドグランドウッドパルプ(PGW)・サーモメカニカルパルプ(TMP)等の機械パルプ、セミケミカルパルプ(CP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)・針葉樹晒クラフトパルプ(NBKP)・広葉樹未晒クラフトパルプ(LUKP)・広葉樹晒クラフトパルプ(LBKP)等の化学パルプ、及びデインキングパルプ(DIP)・ウェイストパルプ(WP)等の古紙パルプの中から一種または二種以上を適宜選択して使用することができる。
通常の場合、填料や異物を含まない化学パルプが好適であり、特にNBKPを100質量%用いるのが好ましいが、一部LBKPを配合することも可能である。
一般的にLBKPよりもNBKPのほうが、繊維長が長く繊維太さが太いため、NBKPが多いほうが、強度が高く、嵩高となるとともに、表裏面に付着した吸水性や吸油性が良好となり、水分・油分の保持性も良好となる。NBKPとLBKPとを混合して用いる場合、NBKPの配合量は70質量%以上であるのが好ましい。
【0036】
裏面層4の米坪は適宜定めることができるが、米坪としては、表面層2と等しい17.0〜32.0g/m2、特に19.0〜30.0g/m2にするのが好適である。
米坪が17.0g/m2未満の場合、表面層2の破断強度が小さく、拭き取り時に表面層2が裂破する恐れがある。一方、米坪が32.0g/m2超の場合、中間層3に付された色彩6が裏面層4に隠蔽され中間層3の色彩6の明度及び彩度が低くなり、裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。
【0037】
裏面層4の厚みT3は適宜定めることができるが、厚みT3としては、表面層2と等しい130〜180μm、さらに155〜165μmが好適であり、特に160〜165μmにするのがより好適である。
厚みT3が130μm未満の場合、表面層2の破断強度が小さく、拭き取り時に裏面層4が裂破する恐れがある。一方、厚みT3が180μm超の場合、裏面層4の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがある。
なお、裏面層4の厚みT3は、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0038】
<マッチングエンボス>
表面層2、中間層3及び裏面層4の接合は、スチールマッチングエンボス加工により行うのが好適である。すなわち、表面層2、中間層3及び裏面層4を積層した後、表面温度が80〜140℃に加熱され、凹凸加工が施された一対のスチールマッチングエンボスロール間に挿進させ、表面層2及び裏面層4の外表面に微細なマッチングエンボス5を形成し、機械的に表面層2、中間層3及び裏面層4を接合する。
【0039】
マッチングエンボス5の個数は適宜定めることができるが、マッチングエンボス5の個数としては産業用ワイプ1の単位面積あたり1〜80個/cm2、特に、1.5〜70個/cm2にするのが好適である。
単位面積あたり個数が1個/cm2未満の場合、表面層2、中間層3及び裏面層4の接合強度が低く、使用時に層間剥離を引き起こす恐れがあり、単位面積あたり個数が80個/cm2超の場合、産業用ワイプ1の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがあり、特に、精密医療機器の清拭が困難になる。
なお、層間剥離を防止し、良好な拭き取り性を達成するためには、マッチングエンボス5は均一、すなわち等間隔に配置するのが好適である。
【0040】
マッチングエンボス5の深さMDは適宜定めることができるが、深さMDとしては300〜1500μm、さらに300〜420μmが好適であり、特に320〜380μmにするのがより好適である。
深さMDが300μm未満の場合、粘性が高いグリス、汚物等の拭き取りが困難になる恐れがある。一方、深さMDが420μm超の場合、中間層3に付された色彩6または模様10が潰され中間層3の色彩6の明度及び彩度が低くなり、表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがあり、使用時に産業用ワイプ1がマイクロエンボス5を起点として破断する恐れがある。
なお、マッチングエンボス5の深さMDは、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値であり、マイクロエンボス5としては、図2にしたピン形状エンボスに替えてディンプル形状エンボス、六角形エンボスを使用することもできる。
【0041】
マッチングエンボス5の平面投影面積MSは適宜定めることができるが、平面投影面積MSとしては0.2〜10.0mm2、特に0.3〜8.0mm2にするのが好適である。
平面投影面積MSが0.2mm2未満の場合、粘性が高いグリス、汚物等の拭き取りが困難になる恐れがあり、平面投影面積MSが10.0mm2超の場合、中間層3に付された色彩6または模様10が潰され中間層3の色彩6の明度及び彩度が低くなり、表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。
なお、マッチングエンボス5の平面投影面積MSとは、各マッチングエンボス5のそれぞれの平面投影面積MSを意味し、平面投影面積MSは、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつマッチングエンボス5の直径を3次元測定した値の平均値から算出した算出値である。
【0042】
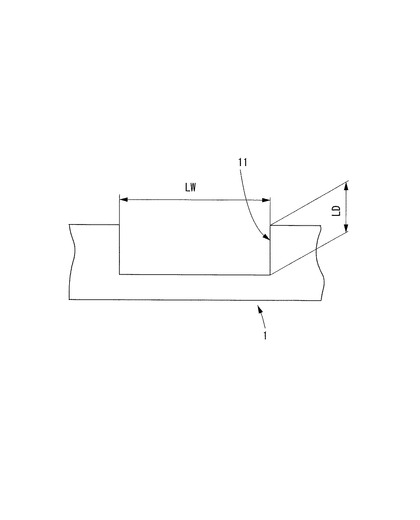
図3、4は、本発明の実施形態2の産業用ワイプ1を示している。実施形態2の産業用ワイプ1は、中間層3に模様10が印刷され、直線形エンボス11、12によって形成される格子部13が中間層3の模様10を囲んでいる。
【0043】
中間層3に模様10を付与する方法としては、中間層3の製造過程で、天然や合成を問わない顔料または染料を中間層3の両表面に印刷する方法がある。顔料、染料としては、天然顔料、天然染料、合成顔料、合成染料を使用することができ、特に、水分によって影響を受けない油性の天然顔料、天然染料が好適である。なお、模様10とは、ISO白色度70〜80%の円形、三角形、四角形などの幾何学的な模様、花、木、草などの植物、人、動物、魚等の模様を適宜選択することができる。
【0044】
<直線形エンボス>
格子部13を形成する直線形エンボス11、12の幅LW及び深さLDは適宜定めることができるが、拭き取り性の観点から幅LWとしては1〜3mm、特に1.5〜2.5mmにするのが好適である。また、深さLDとしては400〜700μm、特に500〜600μmにするのが好適である。
中間層3の模様10の外周部を取り囲む格子部13を設けると、粘度の低い尿、軟便等を拭き取った場合、直線形エンボス11、12の凹部内を尿、軟便等が拡散、吸収されながら進行するため、粘度の低い尿、軟便等の拭き取り性が格段に高まる。
なお、直線形エンボス11、12の幅LW及び深さLDは、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0045】
直線形エンボス6,7の平面投影面積LSが、産業用ワイプ1の表面積に対して2〜40%とするのが好適であり、10〜20%がより好適である。
平面投影面積が2%未満の場合、迅速に尿、軟便等の拡散が行えなくなる恐れがある。一方、平面投影面積が40%超の場合、使用時に産業用ワイプ1が直線形エンボス11、12を起点として破断する恐れがある。
なお、直線形エンボス6,7の平面投影面積LSとは、直線形エンボス6と直線形エンボス7との総和の平面投影面積LSを意味する。
【実施例】
【0046】
本発明の効果を確認するため、表面層及び裏面層からの視認性、ソフトネス値、吸収速度、吸収量、引張強度、拭き取り性について評価を行った結果を表1に示す。
実施例、比較例とも表面層、中間層、裏面層を構成する基材紙の原料には、針葉樹晒クラフトパルプ(NBKP)、100%質量を使用し、顔料には合成顔料(関西ペイント製、型式AB―123)を使用した。
<色彩のISO白色度>
JISP 8148に準拠して中間層の色彩を測定した測定値[%]である。
<視認性>
10人の評価者により産業用ワイプの離隔観察を行い、表面層の外側から10人の評価者が色彩を視認できた「○」、2人の評価者が色彩を視認できた「△」、全ての評価者が色彩を視認できない「×」とした。
10人の評価者により産業用ワイプの離隔観察を行い、裏面層の外側から10人の評価者が色彩を視認できた「○」、2人の評価者が色彩を視認できた「△」、全ての評価者が色彩を視認できない「×」とした。
<ソフトネス値>
JIS L 1096E(ハンドルオメーター法)に準拠して測定した測定値[g]である。また、ソフトネス値は、代表値として表面層の測定を行った。
<吸収速度>
産業用ワイプ(幅220mm×奥行き220mm×厚み800μm)から、試験片(幅100mm×奥行き100mm×厚み800μm)を裁断し、試験片にピペットで300μlの水を載せ、この水が試験片に完全に染み込むまでの時間を測定した測定値[秒] である。
<吸収量>
産業用ワイプ(幅220mm×奥行き220mm×厚み800μm)から、試験片(幅100mm×奥行き100mm×厚み800μm)を裁断し、表面層と裏面層を交互に4枚重ねした状態で水に3分間つけて取出し、網状の水平台の上に30秒放置した後の重量を測定し、増加重量を算出した算出値[g/m2]である。
<乾燥引張強度>
JIS P 8113に準拠して測定した測定値[kN/m]であり、縦方向(繊維の配向と平行方向)と横方向(繊維の配向に直角方向)をそれぞれ測定した。
<拭き取り性>
表面平滑な水平台(一般に使われる実験台、天板材質:セグラン、セルロン)上に、グリス(昭和シェル石油製、名称:カートリッジグリス、型式:EP―2)を1.5gへらで均一に延ばし、産業用ワイプ(幅220mm×奥行き220mm×厚み800μm)を4つ折りにし、500gのおもりを載せた状態で水平台上を約5秒間スライド移動させた後、グリスの残存状態を目視評価した。
なお、グリスがよく拭き取れた「○」、グリスが普通に拭き取れた「△」、少量のグリスが拭き取れず残る「×」とした。
【0047】
【表1】

【0048】
表1に示すとおり、実施例1〜8は視認性、吸収速度、吸収量、乾燥引張強度、拭き取り性が高い評価になったのに対し、比較例1〜4は視認性の評価が低く、吸水量が少なく、拭き取り性の評価も低かった。
以上のことから、本発明に係る産業用ワイプは、視認性、吸収速度、吸収量、乾燥引張強度、拭き取り性に優れることが確認できた。
なお、産業用ワイプの吸収量は700〜920g/m2 、縦方向の乾燥引張強度は320〜480kN/m、横方向の乾燥引張強度は55〜95kN/mがより好適である。
【産業上の利用可能性】
【0049】
本発明は、産業用製品に付着した塵・埃・水分・油分等の拭き取りに使用される産業用ワイプに利用可能である。
【符号の説明】
【0050】
1…産業用ワイプ
2…表面層
3…中間層
4…裏面層
5…マッチングエンボス
6…色彩
10…模様
11、12…直線形エンボス
13…格子部
T1…表面層厚み
T2…中間層厚み
T3…裏面層厚み
MS…平面投影面積
MD…深さ
LS…平面投影面積
LW…幅
LD…深さ
【技術分野】
【0001】
本発明は、外部から視認できる色彩を有する産業用ワイプに関するものである。
【背景技術】
【0002】
産業用ワイプは、各種の産業用製品やこれに用いる部品に付着した塵・埃・水分・油分等の拭き取りに使用される。
特に、病院、介護施設、実験室で用いられる産業用ワイプには、産業用ワイプから発生する紙粉等を低減した低リント性、使用時の産業用ワイプの破断を防止するために高い破断強度が求められる。
【0003】
低リント性を実現するため、産業用ワイプを構成する複数の基材紙の表面に、ピン形状エンボス、ディンプル形状エンボスを形成したものがある。(特許文献1)
また、高い破断強度を実現するため、産業用ワイプを構成する基材紙を4層にした産業用ワイプ、産業用ワイプを構成する基材紙を3層とし、その中間層に極細繊維及び熱融着繊維をパルプ繊維に混抄した化繊混抄紙を用いた産業用ワイプがある。(特許文献2、3)
さらに、使用者の皮膚または毛髪を清拭した場合に、皮膚または毛髪の油分と反応して透明度または色彩が変化し、外部から清拭状況を視認することができる吸油性ワイプがある。(特許文献4)
【0004】
しかし、病院、介護施設、実験室で多く使用されている産業用ワイプは、使用用途毎に柔軟性、嵩高さ、液吸収量、液吸収速度、拭き取り性、破断強度、低リント性、逆戻り性が異なるにも係わらず、色彩については同一色(白色)である。このため、使用者が、使用用途が異なる産業用ワイプを誤った使用用途に使用する恐れがあり、特に、病院、介護施設にあっては、使用用途が異なった産業用ワイプを誤って使用した場合、迅速に粉塵、汚物等の回収が行えず、粉塵、汚物等が周囲に飛散するという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−245913号公報
【特許文献2】特開2005−143523号公報
【特許文献3】特開2004―208950号公報
【特許文献4】特表2005―514084号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明の主たる課題は、外部から視認できる色彩を有する産業用ワイプを提供することにあり、従たる課題は、手触り感に優れ、拭き取り性に優れる産業用ワイプを提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決した本発明は、次記のとおりである。
<請求項1記載の発明>
表面層と、中間層と、裏面層とからなる産業用ワイプであって、
前記表面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記中間層は、米坪が11.5〜25.0g/m2、厚みが130〜150μm、色彩または模様のISO白色度が55〜65%であり、
前記裏面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記表面層と前記裏面層との米坪、厚みが等しく、
前記表面層と、前記中間層と、前記裏面層とは、マッチングエンボスにより接合されている
ことを特徴とする産業用ワイプ。
【0008】
<作用効果>
発明者の知見によれば、請求項1に係る発明は、中間層の米坪が11.5〜25.0g/m2であり、色彩または模様のISO白色度が55〜65%であることから、外部から中間層に付された色彩、模様を視認できる。
【0009】
本請求項においては、表面層の米坪が17.0〜32.0g/m2であり、裏面層の米坪が17.0〜32.0g/m2であり、且つ、表面層と裏面層の米坪、厚みが同一にされていることから、中間層に付された色彩、模様が明るく、鮮やかに表面層と裏面層の両外部から視認できる。
また、表面層、裏面層の厚みが130〜180μmであり、中間層の厚みが130〜150μmであることから、手触り感に優れる。
【0010】
本請求項においては、表面層、中間層及び裏面層をマッチングエンボスにより接合していることから、中間層に付された色彩、模様の一定形状に維持することができる。
また、剥離強度が高く、使用時の層間剥離を抑制することができ、使用時における拭き取り方向に制限されず、容易に粉塵、汚物等の被対象物を吸収、除去でき拭き取り性に優れる。
【0011】
<請求項2記載の発明>
前記マッチングエンボスの個数は、前記産業用ワイプの単位面積あたり1〜80個/cm2であり、前記マッチングエンボスの深さは、300〜1500μmである請求項1記載の産業用ワイプ。
【0012】
<作用効果>
請求項2記載の発明は、マッチングエンボスは、産業用ワイプの単位面積あたり1〜80個/cm2設けられ、深さが300〜1500μmであることから、拭き取り方向に制限されず、容易に油分、汚物等の被対象物を吸収、除去でき、且つ、マッチングエンボスに集塵された粉塵、粘度の低い汚物等をマッチングエンボス内に保持できる。
また、使用者の手触り感に優れ、使用時に拭取り面の形状に合わせ柔軟に変形できる。
【0013】
<請求項3記載の発明>
前記中間層の模様が、直線形エンボスから形成された格子部により取り囲まれている請求項1又は2記載の産業ワイプ。
【0014】
<作用効果>
請求項3記載の発明は、中間層の模様が、直線形エンボスから形成された格子部により取り囲まれていることから、粘度の低い尿、軟便等の拭き取り性が格段に高まる。
【0015】
<請求項4記載の発明>
前記産業用ワイプは、吸収速度が10秒未満、吸収量が500〜1000g/m2である請求項1〜3の何れか1項に記載の産業ワイプ。
【0016】
<作用効果>
請求項4記載の発明は、吸収速度が10秒未満、吸収量が500〜1000g/m2であることから、粉塵、汚物等の被対象物を迅速に吸収、除去でき、被対象物の周囲への飛散を抑制することができる。
【0017】
<請求項5記載の発明>
前記産業用ワイプは、縦方向の乾燥引張強度が300〜600kN/mである請求項1〜4の何れか1項に記載の産業ワイプ。
【0018】
<作用効果>
請求項5記載の発明は、縦方向の乾燥引張強度が300〜600kN/mであることから、産業用ワイプを縦方向にスライドさせた場合、産業用ワイプの破断を抑制することができ、また、層間剥離も抑制することができる。
【0019】
<請求項6記載の発明>
前記産業用ワイプは、横方向の乾燥引張強度が50〜100kN/mである請求項1〜5の何れか1項に記載の産業ワイプ。
【0020】
<作用効果>
請求項6記載の発明は、横方向の乾燥引張強度が50〜100kN/mであることから、産業用ワイプを横方向にスライドさせた場合、産業用ワイプの破断を抑制することができ、また、層間剥離も抑制することができる。
【発明の効果】
【0021】
以上、本発明によれば、産業用ワイプは、外部から視認できる色彩を有し、手触り感、拭き取り性に優れる。
【図面の簡単な説明】
【0022】
【図1】第1実施形態の産業用ワイプの部分断面図である。
【図2】図1のA―A断面拡大図である。
【図3】第2実施形態の産業用ワイプの部分断面図である。
【図4】図3のA―A断面拡大図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態について添付図面を参照しながら詳説する。なお、本発明の用語のうち、「厚み」とは、図2のT1〜3を意味し、「平面投影面積」とは、図2のMS及び図4のLSを意味し、「深さ」とは、図2のMD及び図4のLDを意味する。
「ISO白色度」とは、JISP 8148に定義されるISO白色度を意味し、「ソフトネス」とは、JIS L 1096Eに定義されるソフトネスを意味し、「引張強度」とは、JIS P 8113に定義される引張強度を意味する。
【0024】
図1、2は、本発明の実施形態1の産業用ワイプ1を示している。産業用ワイプ1は、表面層を構成する基材紙(以下、表面層2という)と、中間層を構成する基材紙(以下、中間層3という)と、裏面層を構成する基材紙(以下、裏面層4という)が、表面側から裏面側に向かい表面層2、中間層3、裏面層4の順に積層され、マッチングエンボス5により各層が強固に接合され、幅220mm×奥行き220mm×厚み800μmの正方形状である。
また、中間層3には、ピンク色の色彩6が付されており、表面層2の外側及び裏面層4の外側から使用者が中間層3に付された色彩を視認することができる。
【0025】
<表面層>
表面層2の原料パルプとしては、例えばグランドウッドパルプ(GP)・プレッシャーライズドグランドウッドパルプ(PGW)・サーモメカニカルパルプ(TMP)等の機械パルプ、セミケミカルパルプ(CP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)・針葉樹晒クラフトパルプ(NBKP)・広葉樹未晒クラフトパルプ(LUKP)・広葉樹晒クラフトパルプ(LBKP)等の化学パルプ、及びデインキングパルプ(DIP)・ウェイストパルプ(WP)等の古紙パルプの中から一種または二種以上を適宜選択して使用することができる。
通常の場合、填料や異物を含まない化学パルプが好適であり、特にNBKPを100質量%用いるのが好ましいが、一部LBKPを配合することも可能である。
一般的にLBKPよりもNBKPのほうが、繊維長が長く繊維太さが太いため、NBKPが多いほうが、強度が高く、嵩高となるとともに、表裏面に付着した吸水性や吸油性が良好となり、水分・油分の保持性も良好となる。NBKPとLBKPとを混合して用いる場合、NBKPの配合量は70質量%以上であるのが好ましい。
【0026】
表面層2の米坪は適宜定めることができるが、米坪としては17.0〜32.0g/m2、特に19.0〜30.0g/m2にするのが好適である。
米坪が17.0g/m2未満の場合、表面層2の破断強度が小さく、拭き取り時に表面層2が裂破する恐れがある。一方、米坪が32.0g/m2超の場合、中間層3に付された色彩6が表面層2に隠蔽されて中間層3の色彩6の明度及び彩度が低くなり、表面層2の外側から中間層3の色彩6を視認できなくなる恐れがある。
なお、明度(Value)とは、物体面の明るさの程度を示し使用者の眼に感じる光の強弱をいい、彩度(Chroma)とは、色の鮮やかさの程度を表す属性である。
【0027】
表面層2の厚みT1は適宜定めることができるが、厚みT1としては130〜180μm、さらに155〜165μmが好適であり、特に160〜165μmにするのがより好適である。
厚みT1が130μm未満の場合、表面層2の破断強度が小さく、拭き取り時に表面層2が裂破する恐れがある。一方、厚みT1が180μm超の場合、表面層2の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがあり、特に、精密医療機器の清拭が困難になる。
なお、表面層2の厚みT1は、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0028】
<中間層>
中間層3の原料パルプとしては、例えばグランドウッドパルプ(GP)・プレッシャーライズドグランドウッドパルプ(PGW)・サーモメカニカルパルプ(TMP)等の機械パルプ、セミケミカルパルプ(CP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)・針葉樹晒クラフトパルプ(NBKP)・広葉樹未晒クラフトパルプ(LUKP)・広葉樹晒クラフトパルプ(LBKP)等の化学パルプ、及びデインキングパルプ(DIP)・ウェイストパルプ(WP)等の古紙パルプの中から一種または二種以上を適宜選択して使用することができる。
通常の場合、填料や異物を含まない化学パルプが好適であり、特にNBKPを100質量%用いるのが好ましいが、一部LBKPを配合することも可能である。
一般的にLBKPよりもNBKPのほうが、繊維長が長く繊維太さが太いため、NBKPが多いほうが、強度が高く、嵩高となるとともに、表裏面に付着した吸水性や吸油性が良好となり、水分・油分の保持性も良好となる。NBKPとLBKPとを混合して用いる場合、NBKPの配合量は70質量%以上であるのが好ましい。
【0029】
また、中間層3に色彩6を付与する方法としては、抄紙時に原料パルプに顔料または染料を加えて原料パルプの繊維表面を顔料により被覆する方法、中間層3の製造過程で、天然や合成を問わない顔料を中間層3の両表面に印刷する方法がある。顔料としては、天然顔料、合成顔料を使用することができ、特に、水分によって影響を受けない油性の天然顔料が好適である。なお、色彩6とは、ISO白色度55〜65%の赤色、緑色、青色の原色、ピンク色、黄緑色等の混色を適宜選択することができる。
【0030】
中間層3の米坪は適宜定めることができるが、米坪としては11.5〜25.0g/m2、さらに11.5〜16.5g/m2が好適であり、特に13.0〜15.0g/m2にするのがより好適である。
米坪が11.5g/m2未満の場合、中間層3に施された色彩6の周辺部の空隙により明度、彩度が低くなり表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。また、中間層3の破断強度が小さく、拭き取り時に表面層2が裂破する恐れもある。一方、米坪が25.0g/m2超の場合、中間層3の原料パルプの繊維の外周部に均一に顔料または染料を被覆することができず中間層3に施された色彩6がまばらになることから明度、彩度が低くなり表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。
【0031】
中間層3の厚みT2は適宜定めることができるが、厚みT2としては130〜150μm、特に135〜145μmにするのが好適である。
厚みT2が130μm未満の場合、中間層3の破断強度が小さく、拭き取り時に中間層3が裂破する恐れがある。一方、厚みT2が150μm超の場合、中間層3の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがあり、特に、精密医療機器の清拭が困難になる。
なお、中間層3の厚みT2は、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0032】
中間層3のISO白色度は適宜定めることができるが、ISO白色度としては55〜65%、特に58〜62%にするのが好適である。
ISO白色度が55%未満の場合、中間層3の色彩6が黒みを帯びるため粉塵等の拭き取りを行う産業用ワイプ1にとって不適であり、また、中間層3の色彩6が粉塵等の色と近似することから粉塵等の拭き取りを確認できなくなる恐れがある。一方、ISO白色度が65%超の場合、中間層3の色彩6が表面層2及び裏面層4の色である白色に近似し、外部から中間層3の色彩6を視認できなくなる恐れがある。
なお、ISO白色度55〜65%は、JIS P 8148に準拠して測定した数値であり、中間層3のISO白色度が55〜65%の場合、表面層2、裏面層4の両側面から測定したISO白色度は70〜80%である。
【0033】
なお、産業用ワイプ1に高い破断強度が要求される場合には、中間層3をパルプを主体とする化繊混抄紙にすることもできる。
この場合、中間層3のパルプの配合量は適宜定めることができるが、通常の場合10〜85質量%、特に35〜70質量%とするのが好適である。パルプの配合量が少な過ぎると吸収性、吸油性及び水分、油分の保持性が悪くなり、多過ぎると強度と厚みのバランスが取りにくく拭き取り性の低いシートとなる。
混抄する化学繊維も適宜選択することができるが、主に嵩高性を確保するためにクリンプ繊維を含有させるのが好適である。また、湿潤時強度、圧縮復元性、低発塵性等を確保するために他の化繊とは別に熱融着繊維を含有させ、層中の繊維相互を融着させるのが好ましい。さらに他の化学繊維、すなわちクリンプ繊維及びバインダーとして機能する熱融着繊維以外の化学繊維が含まれていてもよい。
【0034】
クリンプ繊維としては、例えば、ポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、ポリエチレンテレフタレート繊維の長繊維に対して、正逆反対の撚りの繰り返しと熱処理とを繰り返して行うクリンプ加工(仮撚り加工、ウーリー加工とも言われる)を施して形成されるものが適する。中でもポリエチレンテレフタレート繊維をクリンプ加工して形成されるPETクリンプ繊維が好適である。なお、化学繊維をクリンプ加工して形成される繊維のほか羊毛等の天然のクリンプ繊維をも用い得る。
クリンプ繊維の繊度は適宜定めることができるが、通常の場合1〜30dtex、特に2〜20dtexとするのが好適である。クリンプ繊維が細過ぎると繊維が柔らかくなり効果的に嵩が出ず、太過ぎると剛直となり、シートが硬くなる。
また、クリンプ繊維の繊維長は適宜定めることができるが、通常の場合2〜10mm、特に3〜7mmとするのが好適である。クリンプ繊維が短過ぎると効果的に嵩が出ず、長過ぎると絡まりやすくなり抄紙が困難となる。
さらに、クリンプ繊維の配合量は適宜定めることができるが、通常の場合10〜85質量%、特に25〜60質量%とするのが好適である。クリンプ繊維の配合量が少な過ぎると嵩が出ず、多過ぎると強度が低くなる。
【0035】
<裏面層>
裏面層4の原料パルプとしては、例えばグランドウッドパルプ(GP)・プレッシャーライズドグランドウッドパルプ(PGW)・サーモメカニカルパルプ(TMP)等の機械パルプ、セミケミカルパルプ(CP)、針葉樹高歩留り未晒クラフトパルプ(HNKP)・針葉樹晒クラフトパルプ(NBKP)・広葉樹未晒クラフトパルプ(LUKP)・広葉樹晒クラフトパルプ(LBKP)等の化学パルプ、及びデインキングパルプ(DIP)・ウェイストパルプ(WP)等の古紙パルプの中から一種または二種以上を適宜選択して使用することができる。
通常の場合、填料や異物を含まない化学パルプが好適であり、特にNBKPを100質量%用いるのが好ましいが、一部LBKPを配合することも可能である。
一般的にLBKPよりもNBKPのほうが、繊維長が長く繊維太さが太いため、NBKPが多いほうが、強度が高く、嵩高となるとともに、表裏面に付着した吸水性や吸油性が良好となり、水分・油分の保持性も良好となる。NBKPとLBKPとを混合して用いる場合、NBKPの配合量は70質量%以上であるのが好ましい。
【0036】
裏面層4の米坪は適宜定めることができるが、米坪としては、表面層2と等しい17.0〜32.0g/m2、特に19.0〜30.0g/m2にするのが好適である。
米坪が17.0g/m2未満の場合、表面層2の破断強度が小さく、拭き取り時に表面層2が裂破する恐れがある。一方、米坪が32.0g/m2超の場合、中間層3に付された色彩6が裏面層4に隠蔽され中間層3の色彩6の明度及び彩度が低くなり、裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。
【0037】
裏面層4の厚みT3は適宜定めることができるが、厚みT3としては、表面層2と等しい130〜180μm、さらに155〜165μmが好適であり、特に160〜165μmにするのがより好適である。
厚みT3が130μm未満の場合、表面層2の破断強度が小さく、拭き取り時に裏面層4が裂破する恐れがある。一方、厚みT3が180μm超の場合、裏面層4の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがある。
なお、裏面層4の厚みT3は、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0038】
<マッチングエンボス>
表面層2、中間層3及び裏面層4の接合は、スチールマッチングエンボス加工により行うのが好適である。すなわち、表面層2、中間層3及び裏面層4を積層した後、表面温度が80〜140℃に加熱され、凹凸加工が施された一対のスチールマッチングエンボスロール間に挿進させ、表面層2及び裏面層4の外表面に微細なマッチングエンボス5を形成し、機械的に表面層2、中間層3及び裏面層4を接合する。
【0039】
マッチングエンボス5の個数は適宜定めることができるが、マッチングエンボス5の個数としては産業用ワイプ1の単位面積あたり1〜80個/cm2、特に、1.5〜70個/cm2にするのが好適である。
単位面積あたり個数が1個/cm2未満の場合、表面層2、中間層3及び裏面層4の接合強度が低く、使用時に層間剥離を引き起こす恐れがあり、単位面積あたり個数が80個/cm2超の場合、産業用ワイプ1の剛性が高まり、産業用ワイプ1を4つ折りにする際に大きな抵抗となる恐れがあり、特に、精密医療機器の清拭が困難になる。
なお、層間剥離を防止し、良好な拭き取り性を達成するためには、マッチングエンボス5は均一、すなわち等間隔に配置するのが好適である。
【0040】
マッチングエンボス5の深さMDは適宜定めることができるが、深さMDとしては300〜1500μm、さらに300〜420μmが好適であり、特に320〜380μmにするのがより好適である。
深さMDが300μm未満の場合、粘性が高いグリス、汚物等の拭き取りが困難になる恐れがある。一方、深さMDが420μm超の場合、中間層3に付された色彩6または模様10が潰され中間層3の色彩6の明度及び彩度が低くなり、表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがあり、使用時に産業用ワイプ1がマイクロエンボス5を起点として破断する恐れがある。
なお、マッチングエンボス5の深さMDは、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値であり、マイクロエンボス5としては、図2にしたピン形状エンボスに替えてディンプル形状エンボス、六角形エンボスを使用することもできる。
【0041】
マッチングエンボス5の平面投影面積MSは適宜定めることができるが、平面投影面積MSとしては0.2〜10.0mm2、特に0.3〜8.0mm2にするのが好適である。
平面投影面積MSが0.2mm2未満の場合、粘性が高いグリス、汚物等の拭き取りが困難になる恐れがあり、平面投影面積MSが10.0mm2超の場合、中間層3に付された色彩6または模様10が潰され中間層3の色彩6の明度及び彩度が低くなり、表面層2及び裏面層4の外側から中間層3の色彩6を視認できなくなる恐れがある。
なお、マッチングエンボス5の平面投影面積MSとは、各マッチングエンボス5のそれぞれの平面投影面積MSを意味し、平面投影面積MSは、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつマッチングエンボス5の直径を3次元測定した値の平均値から算出した算出値である。
【0042】
図3、4は、本発明の実施形態2の産業用ワイプ1を示している。実施形態2の産業用ワイプ1は、中間層3に模様10が印刷され、直線形エンボス11、12によって形成される格子部13が中間層3の模様10を囲んでいる。
【0043】
中間層3に模様10を付与する方法としては、中間層3の製造過程で、天然や合成を問わない顔料または染料を中間層3の両表面に印刷する方法がある。顔料、染料としては、天然顔料、天然染料、合成顔料、合成染料を使用することができ、特に、水分によって影響を受けない油性の天然顔料、天然染料が好適である。なお、模様10とは、ISO白色度70〜80%の円形、三角形、四角形などの幾何学的な模様、花、木、草などの植物、人、動物、魚等の模様を適宜選択することができる。
【0044】
<直線形エンボス>
格子部13を形成する直線形エンボス11、12の幅LW及び深さLDは適宜定めることができるが、拭き取り性の観点から幅LWとしては1〜3mm、特に1.5〜2.5mmにするのが好適である。また、深さLDとしては400〜700μm、特に500〜600μmにするのが好適である。
中間層3の模様10の外周部を取り囲む格子部13を設けると、粘度の低い尿、軟便等を拭き取った場合、直線形エンボス11、12の凹部内を尿、軟便等が拡散、吸収されながら進行するため、粘度の低い尿、軟便等の拭き取り性が格段に高まる。
なお、直線形エンボス11、12の幅LW及び深さLDは、レーザー顕微鏡(キーエンス社製VK−9510)を用い、それぞれ10回ずつ3次元測定した値の平均値である。
【0045】
直線形エンボス6,7の平面投影面積LSが、産業用ワイプ1の表面積に対して2〜40%とするのが好適であり、10〜20%がより好適である。
平面投影面積が2%未満の場合、迅速に尿、軟便等の拡散が行えなくなる恐れがある。一方、平面投影面積が40%超の場合、使用時に産業用ワイプ1が直線形エンボス11、12を起点として破断する恐れがある。
なお、直線形エンボス6,7の平面投影面積LSとは、直線形エンボス6と直線形エンボス7との総和の平面投影面積LSを意味する。
【実施例】
【0046】
本発明の効果を確認するため、表面層及び裏面層からの視認性、ソフトネス値、吸収速度、吸収量、引張強度、拭き取り性について評価を行った結果を表1に示す。
実施例、比較例とも表面層、中間層、裏面層を構成する基材紙の原料には、針葉樹晒クラフトパルプ(NBKP)、100%質量を使用し、顔料には合成顔料(関西ペイント製、型式AB―123)を使用した。
<色彩のISO白色度>
JISP 8148に準拠して中間層の色彩を測定した測定値[%]である。
<視認性>
10人の評価者により産業用ワイプの離隔観察を行い、表面層の外側から10人の評価者が色彩を視認できた「○」、2人の評価者が色彩を視認できた「△」、全ての評価者が色彩を視認できない「×」とした。
10人の評価者により産業用ワイプの離隔観察を行い、裏面層の外側から10人の評価者が色彩を視認できた「○」、2人の評価者が色彩を視認できた「△」、全ての評価者が色彩を視認できない「×」とした。
<ソフトネス値>
JIS L 1096E(ハンドルオメーター法)に準拠して測定した測定値[g]である。また、ソフトネス値は、代表値として表面層の測定を行った。
<吸収速度>
産業用ワイプ(幅220mm×奥行き220mm×厚み800μm)から、試験片(幅100mm×奥行き100mm×厚み800μm)を裁断し、試験片にピペットで300μlの水を載せ、この水が試験片に完全に染み込むまでの時間を測定した測定値[秒] である。
<吸収量>
産業用ワイプ(幅220mm×奥行き220mm×厚み800μm)から、試験片(幅100mm×奥行き100mm×厚み800μm)を裁断し、表面層と裏面層を交互に4枚重ねした状態で水に3分間つけて取出し、網状の水平台の上に30秒放置した後の重量を測定し、増加重量を算出した算出値[g/m2]である。
<乾燥引張強度>
JIS P 8113に準拠して測定した測定値[kN/m]であり、縦方向(繊維の配向と平行方向)と横方向(繊維の配向に直角方向)をそれぞれ測定した。
<拭き取り性>
表面平滑な水平台(一般に使われる実験台、天板材質:セグラン、セルロン)上に、グリス(昭和シェル石油製、名称:カートリッジグリス、型式:EP―2)を1.5gへらで均一に延ばし、産業用ワイプ(幅220mm×奥行き220mm×厚み800μm)を4つ折りにし、500gのおもりを載せた状態で水平台上を約5秒間スライド移動させた後、グリスの残存状態を目視評価した。
なお、グリスがよく拭き取れた「○」、グリスが普通に拭き取れた「△」、少量のグリスが拭き取れず残る「×」とした。
【0047】
【表1】
【0048】
表1に示すとおり、実施例1〜8は視認性、吸収速度、吸収量、乾燥引張強度、拭き取り性が高い評価になったのに対し、比較例1〜4は視認性の評価が低く、吸水量が少なく、拭き取り性の評価も低かった。
以上のことから、本発明に係る産業用ワイプは、視認性、吸収速度、吸収量、乾燥引張強度、拭き取り性に優れることが確認できた。
なお、産業用ワイプの吸収量は700〜920g/m2 、縦方向の乾燥引張強度は320〜480kN/m、横方向の乾燥引張強度は55〜95kN/mがより好適である。
【産業上の利用可能性】
【0049】
本発明は、産業用製品に付着した塵・埃・水分・油分等の拭き取りに使用される産業用ワイプに利用可能である。
【符号の説明】
【0050】
1…産業用ワイプ
2…表面層
3…中間層
4…裏面層
5…マッチングエンボス
6…色彩
10…模様
11、12…直線形エンボス
13…格子部
T1…表面層厚み
T2…中間層厚み
T3…裏面層厚み
MS…平面投影面積
MD…深さ
LS…平面投影面積
LW…幅
LD…深さ
【特許請求の範囲】
【請求項1】
表面層と、中間層と、裏面層とからなる産業用ワイプであって、
前記表面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記中間層は、米坪が11.5〜25.0g/m2、厚みが130〜150μm、色彩または模様のISO白色度が55〜65%であり、
前記裏面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記表面層と前記裏面層との米坪、厚みが等しく、
前記表面層と、前記中間層と、前記裏面層とは、マッチングエンボスにより接合されている
ことを特徴とする産業用ワイプ。
【請求項2】
前記マッチングエンボスの個数は、前記産業用ワイプの単位面積あたり1〜80個/cm2であり、前記マッチングエンボスの深さは、300〜1500μmである請求項1記載の産業用ワイプ。
【請求項3】
前記中間層の模様が、直線形エンボスから形成された格子部により取り囲まれている請求項1又は2記載の産業ワイプ。
【請求項4】
前記産業用ワイプは、吸収速度が10秒未満、吸収量が500〜1000g/m2である請求項1〜3の何れか1項に記載の産業ワイプ。
【請求項5】
前記産業用ワイプは、縦方向の乾燥引張強度が300〜600kN/mである請求項1〜4の何れか1項に記載の産業ワイプ。
【請求項6】
前記産業用ワイプは、横方向の乾燥引張強度が50〜100kN/mである請求項1〜5の何れか1項に記載の産業ワイプ。
【請求項1】
表面層と、中間層と、裏面層とからなる産業用ワイプであって、
前記表面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記中間層は、米坪が11.5〜25.0g/m2、厚みが130〜150μm、色彩または模様のISO白色度が55〜65%であり、
前記裏面層は、米坪が17.0〜32.0g/m2、厚みが130〜180μmであり、
前記表面層と前記裏面層との米坪、厚みが等しく、
前記表面層と、前記中間層と、前記裏面層とは、マッチングエンボスにより接合されている
ことを特徴とする産業用ワイプ。
【請求項2】
前記マッチングエンボスの個数は、前記産業用ワイプの単位面積あたり1〜80個/cm2であり、前記マッチングエンボスの深さは、300〜1500μmである請求項1記載の産業用ワイプ。
【請求項3】
前記中間層の模様が、直線形エンボスから形成された格子部により取り囲まれている請求項1又は2記載の産業ワイプ。
【請求項4】
前記産業用ワイプは、吸収速度が10秒未満、吸収量が500〜1000g/m2である請求項1〜3の何れか1項に記載の産業ワイプ。
【請求項5】
前記産業用ワイプは、縦方向の乾燥引張強度が300〜600kN/mである請求項1〜4の何れか1項に記載の産業ワイプ。
【請求項6】
前記産業用ワイプは、横方向の乾燥引張強度が50〜100kN/mである請求項1〜5の何れか1項に記載の産業ワイプ。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−233970(P2010−233970A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−87963(P2009−87963)
【出願日】平成21年3月31日(2009.3.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月31日(2009.3.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]