
産業用紙ワイプ
【課題】十分な柔軟性を保持しながら、平滑性があり、かつ紙粉発生の少ない産業用紙ワイプを提供する。
【解決手段】構成繊維100質量部に対して、湿潤紙力増強剤を0.125〜1.25質量部、柔軟剤を0.1〜0.25質量部添加して抄紙し、キャレンダー処理を行う。前記構成繊維のパルプは、NBKP(針葉樹クラフトパルプ)を70〜100重量部含む。ミシン目を有さないポップアップ式の収納形態とする。
【解決手段】構成繊維100質量部に対して、湿潤紙力増強剤を0.125〜1.25質量部、柔軟剤を0.1〜0.25質量部添加して抄紙し、キャレンダー処理を行う。前記構成繊維のパルプは、NBKP(針葉樹クラフトパルプ)を70〜100重量部含む。ミシン目を有さないポップアップ式の収納形態とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、理化学実験器具・機械の拭き取り、清掃、など、理学・工学・農学・医学・薬学・家政学などの実験、それらの延長線上にある実務(各種化学、光学、その他精密機器を用いる作業など)に広く用いられる産業用紙ワイプに関する。
【背景技術】
【0002】
理化学実験器具、機械の吹き取り等に使用される産業用紙ワイプは、精密機器やガラス器具の拭清、特に、これらに付着した塵、埃、水分、油分等の拭き取りに多用される。そのため、例えば、特許文献1〜3に示すような、低発塵性及び吸液性に優れる産業用紙ワイプが用いられてきた。
【0003】
しかし、特許文献1〜3で示される産業用紙ワイプは、部品形状への追従性を良好にするため柔らかくされており、コシのあるものではなかった。したがって、吹き取り操作を行う際に対象物との接面に皺が寄りやすく、そのような皺の間に入り込んだ塵等が紙ワイプの繊維に絡まなかったり、皺の間に液が溜まったりすることがあり、これにより拭き取りが不完全となることがあった。
特許文献4では、NBKPを70〜100%含む紙ワイプが、上記の問題を有さず、油分の拭き取り性能に優れることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−143254号公報
【特許文献2】特開2005−143523号公報
【特許文献3】特開平8−134764号公報
【特許文献4】特開2009−7725号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の産業用紙ワイプは、柔軟性を保ちつつ、紙粉の発生を抑えるために独特のクレープ形状をとっており、対象物への密着性が低く、水分の拭き取り性能が十分ではなかった。また、クレープ形状による凹凸が大きく、対象物に傷が付いてしまうこともあった。
本発明では、十分な柔軟性を保持しながら、平滑性があり、かつ紙粉発生の少ない産業用紙ワイプを提供する。
【課題を解決するための手段】
【0006】
この課題を解決した本発明は、次のとおりである。
〔請求項1記載の発明〕
構成繊維100質量部に対して、湿潤紙力増強剤を0.125〜1.25質量部、柔軟剤を0.01〜0.5質量部添加して抄紙され、キャレンダー処理が施されることを特徴とする産業用紙ワイプ。
【0007】
(作用効果)
構成繊維に柔軟剤を加えて抄紙し、キャレンダー処理を行うことで、柔軟性と平滑性を有する産業用紙ワイプを得ることができる。本発明に係る産業用紙ワイプは、柔軟性を有し、表面の凹凸が小さいため、対象物の表面に密着しやすく、水分を素早く十分に吸収することができ、拭き取り性能に優れる。また、デリケートなガラス表面等に傷をつけ難い。
【0008】
産業用紙ワイプは精密機器の清掃等にも使用されるため、紙粉を発生し難くする必要がある。紙力増強剤には定着効果があり、その添加により紙粉発生を抑制することができるが、紙ワイプの柔軟性を低下させ、それにより拭き取り性が低下するおそれがある。紙力増強剤の中でも湿潤紙力増強剤を選択して柔軟剤と併用し、両添加剤の添加量を最適化することで、十分な柔軟性と拭き取り性能を有し、かつ紙粉発生の少ない産業用紙ワイプを得ることができる。
【0009】
〔請求項2記載の発明〕
使用単位毎に切り離された状態で収納され、使用時にポップアップにより取出される請求項1記載の産業用紙ワイプ。
【0010】
(作用効果)
主に理化学機器に使用される産業用紙ワイプは、その表面性状により、使用単位毎の収納、ポップアップが困難であり、通常は使用単位毎にミシン目が設けられ、複数単位が連なった状態で収納されていた。使用時にはミシン目を切り離す必要があり、紙粉発生の要因となっていた。
請求項1に係る性質を有する産業用紙ワイプは、平滑性が高く、紙同士の密着性が高いため、ミシン目を施さずとも使用単位毎のポップアップを行うことが可能である。したがって、ミシン目を切り離す際の紙粉発生を回避することができる。
【0011】
〔請求項3記載の発明〕
前記切り離して収納される各紙ワイプが、ワイプ表面の摩擦係数の平均偏差(MMD)の値が大きい方の面を中にして二つ折りにされ、中に折り込まれた面同士が接するように互いに噛み合わさるように重ねられる、請求項2に記載の産業用紙ワイプ
【0012】
(作用効果)
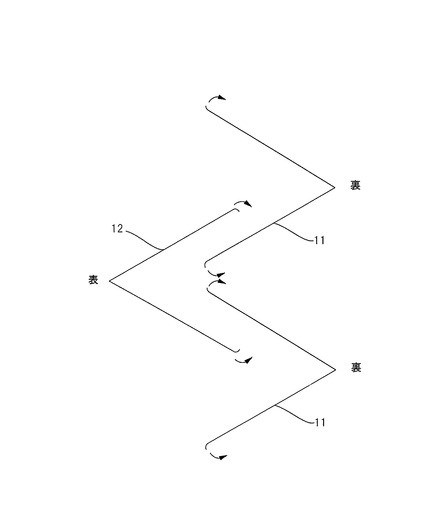
キャレンダー処理を施した産業用紙ワイプは、MMDの小さい方の面(表面)からMMDの大きい方の面(裏面)に向かって反り返る性質があるため、表面を中にして二つ折りにすると、中に折り込まれた面同士が離れるような力が生じる(図1の紙ワイプ11)。このような状態で、中に折り込まれた面同士が接するように互いに噛み合わされると、重ねられた面同士の密着度は低くなる。
産業用紙ワイプのポップアップを容易にするためには、接した紙ワイプの面同士の密着度を高くする必要がある。紙ワイプを、裏面を中にして二つ折りにして、互いに噛み合わさるようにして重ねることにより(図2)、反りの力は接した面同士の密着度を高める方向に働き、よりポップアップを容易にする。
【0013】
〔請求項4記載の発明〕
構成繊維パルプとして、NBKP(針葉樹クラフトパルプ)を70〜100重量部含む請求項1〜3のいずれか1項に記載の産業用紙ワイプ。
【0014】
(作用効果)
NBKPをより多く含むことにより、水分の吸収性に優れるようになる。
【0015】
〔請求項5記載の発明〕
構成繊維がパルプ100%である請求項1〜4のいずれか1項に記載の産業用紙ワイプ。
【0016】
〔請求項6記載の発明〕
クレープ率が20〜40%、ソフトネス(ハンドルオメーター法:JIS L 1096Eに準ずる)の値が3.0〜12.0g、MMDの値が7.0〜20.0である請求項1〜5のいずれか1項に記載の産業用紙ワイプ。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【0017】
(作用効果)
請求項6記載の産業用紙ワイプは、表面の凹凸と摩擦係数が小さく、かつ柔軟性の高いため、対象物への密着性が高く、高い拭き取り性能を有する。
【発明の効果】
【0018】
本発明により提供される産業用紙ワイプを使用することにより、発生する紙粉が低減されているため、分析機器等の精度の向上が可能であり、また、柔軟性、平滑性を有することから、前記分析機器を含む精密機器、ガラス器具への傷つきの防止も可能である。さらに、前記産業用紙ワイプは、拭き取り性能が高いため、一工程に使用する使用枚数を削減でき、経済的である。
【図面の簡単な説明】
【0019】
【図1】紙ワイプの収納形態の従来例である。図中の矢印は、紙の反り返る方向を示す。
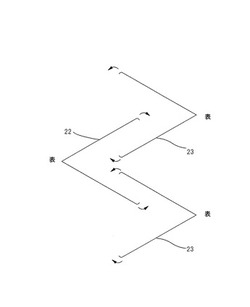
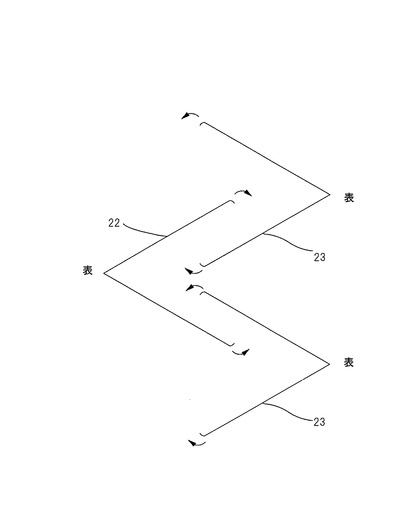
【図2】本発明における紙ワイプの収納形態の一例である。図中の矢印は、紙の反り返る方向を示す。
【発明を実施するための形態】
【0020】
<紙ワイプの組成及び形状>
産業用紙ワイプの構成繊維100質量部に対して、湿潤紙力増強剤が0.125〜1.25質量部(より好適には0.4〜0.6質量部)、柔軟剤が0.01〜0.5質量部(より好適には0.15〜0.22質量部)含まれる。湿潤紙力増強剤としては、カイメン、柔軟剤としては、脂肪酸エステル系柔軟剤、ポリリン酸塩、第4級アンモニウム塩型カチオン性界面活性剤などの使用が適している。
【0021】
構成繊維中には吸水性を向上させるNBKPが70〜100重量%含まれることが好ましく、より好適には90%以上、特に100%であるのがよい。NBKP以外の構成繊維がある場合には、LBKP(広葉樹クラフトパルプ)であるのがよいが、その他ケナフパルプ、マニラ麻等の非木材パルプ、ポリエステル繊維、レーヨン繊維、アクリル繊維等の合成繊維があってもよい。
【0022】
従来の紙ワイプのクレープ率が30程度であるのに対し、本発明においては、12〜25であるのがよい。12未満であると、ソフトネスを高め難くなり、ワイプに不向きとなり、25を超えると後述のMMDが高くなる傾向があり、表面がざらつき、拭き取り難く、皺の寄りやすいワイプとなる。
【0023】
この産業用紙ワイプは、特徴的にソフトネス(ハンドルオメーター法:JIS L 1096Eに準ずる)の値が3.0〜12.0g、好ましくは3.5〜6.0gである。ソフトネスが3.0g未満であると柔らかすぎて、特に濡れたときに皺になりやすく、十分な拭き取り性能が得られない場合がある。他方、12.0gを超えると、硬すぎるため、特に乾燥状態で拭き取り作業を行う時に、拭き取り対象面に沿って変形され難く、十分な拭き取り性能が得られない場合がある。また、硬すぎることに起因して拭き難いワイプとなる。さらに、シート同士の密着性が低くなり、ポップアップがし難くなる。本発明におけるソフトネスは、ハンドルオメーター(熊谷理機工業(株))を用いて、縦10cm×横10cmの寸法の10枚の試験片について、表側の縦方向、横方向の各5回測定した各平均値である。このとき、ブレード押し込みのスロット巾(クリアランス)は5mm、荷重は25gとする。
【0024】
本形態の産業用紙ワイプは、特徴的にワイプ表面の摩擦係数の平均偏差(摩擦子を移動させたときの表面粗さの変動:MMD)の値が7.0〜20.0、より好適には7.0〜15.0である。MMDは、カトーテック株式会社製「摩擦感テスター KESSE」を用いて測定した値である。測定に際しては、直径5mmのピアノ線を10本隣接させ、先端の曲率半径が0.25mmの単位膨出部を隣接して有し、全幅が5mmの連続した接触面を有し、その接触面の長さは5mmである摩擦子を、紙試料に50gの接触圧で接触させながら、移動方向に20g/cmの張力を紙試料に与えつつ、0.1cm/秒の速度で2cm移動させたときの摩擦係数を測定し、この摩擦係数を摩擦距離(移動距離=2cm)で除した値とする。
【0025】
他方、この産業用紙ワイプにおけるプライ数は、特に限定されないが3プライ以下とするのがよい。3プライを超えると拭き取り操作時にプライ間でズレが生じ、皺が発生しやすくなる。
【0026】
<キャレンダー処理>
本形態の産業用紙ワイプは、キャレンダー処理が施されることによって、通常より平滑性の高いものとなっている。キャレンダー処理においては、オンマシンキャレンダー、プライマシンキャレンダー等の、衛生薄葉紙等の製造に通常使用される既知のキャレンダーを使用することができるが、単独で使用するならば、オンマシンキャレンダーがより好ましい。さらに好適な条件はオンマシンキャレンダーとプライマシンキャレンダーの併用であり、より滑らかで柔らかな風合いの紙ワイプを得ることができる。キャレンダー処理は、紙厚が過度に低下して目的の紙厚の範囲から外れないように、圧力を調整して行うものとする。
【0027】
<収納形態>
紙ワイプは、衛生薄葉紙等に使用されるカートン、ペーパータオル等に使用されるビニール包装体など、公知の包装体またはそれらに類似した包装体に収納できる。
本発明に係る紙ワイプは、キャレンダー処理の影響で、一方の面がより平滑化された状態となる(より平滑化された面を表面、もう一方の面を裏面とする)。このような構造をとる紙ワイプは通常、表面から裏面の方向に反り返るという特徴がある。
通常、衛生薄葉紙等がカートンに収納される際には、図1に示すように、表面を中にして二つに折りたたんだ紙11、と裏面を中にして二つに折りたたんだ紙12が用意され、中に折り込んだ表面と裏面が接するように互い違いに噛み合わせるように順に重ねられ、収納されている。しかし、このような形態では、包装体の中で紙12の外側への反り返りにより、シート同士の密着度が低下し、ポップアップ不良が生じる可能性がある。
本発明においては、図2に示すように、裏面を中にして折りたたんだ紙ワイプ22,23を裏面と裏面が接するように互い違いに噛み合わせるように重ねる形態をとる。本形態においては、紙ワイプ22,23のどちらも内側に反るため、シート同士が離れることなく、最後までポップアップすることできる。
【実施例】
【0028】
次いで、本発明の実施例及び比較例の拭き取り性能、ポップアップ、紙粉量を試験した。試験方法は下記のとおりであり、各例に係る物性、組成及び試験結果は表1に示す。なお、表中の紙質データは、すべて1プライ(1枚)の状態におけるデータである。
【0029】
【表1】

【0030】
本実施例において、湿潤紙力増強剤としてはカイメン、柔軟剤としては脂肪酸エステル系柔軟剤を使用した。また、表中の乾燥紙力増強剤として、カチオン性ポリアクリルアミドを使用した。
【0031】
〔水の拭き取り性〕
10cm四方の表面平滑なアクリル板上に水300μLを滴化し、四つ折りにした各例に係る試料で拭き取り操作を行う。評価は、水分の拭き取り良好であるか否かを目視にて確認し、3段階評価(◎よく拭き取れる、○普通に拭き取れる、△十分とはいえない)で評価した。
【0032】
〔ポップアップ〕
紙ワイプを縦:198mm、横:90mmの大きさに裁断し、ポップアップ形式で250枚折り畳み、衛生薄葉紙等に使用される一般的なティッシュカートンに収納する。そして、カートン上面の取り出し口から、一枚一枚、試料を取り出し、すべての紙ワイプをポップアップできたものを◎とし、良好にポップアップできなかった枚数が1〜2枚であったものを○、3〜5枚であったものを△、6枚以上であったものを×として評価した。
【0033】
〔紙粉量〕
紙ワイプを縦:198mm、横:90mmの大きさに裁断し、ポップアップ形式で250枚折り畳み、衛生薄葉紙等に使用される一般的なティッシュカートンに収納する。カートン上面の取り出し口から1枚ずつ、30秒間で20枚の試料を取り出し、空気中に散乱した10μm〜100μmの粒径の紙粉の総合計数を測定した。紙粉の量は、光散乱式自動粒子計数器(KC−20A、リオン株式会社製、JIS B 9923 タンブリング法準拠)により測定した。
【0034】
〔乾燥紙力及び湿潤紙力〕
JIS P 8113に準じた引張強度を、紙の縦横方向について測定した。
【0035】
表1に示されるように、実施例1〜3に係る紙ワイプは、良好な拭き取り性能を有したのに対し、比較例1〜3に係る紙ワイプには十分な拭き取り性能が見られなかった。キャレンダー処理による平滑化が、紙ワイプの拭き取り性能を向上させることが判明した。
乾燥紙力増強剤を添加した比較例1の紙ワイプが固い紙質となったことから、乾燥紙力増強剤の使用は本発明には適さないといえる。
実施例1の紙ワイプは、ミシン目なしで紙ワイプを最後までポップアップできたが、実施例2,3では良好にポップアップできない紙ワイプが存在した。オンマシンキャレンダーとプライマシンキャレンダーを併用することで、ソフトネスとMMDの低い、つまり滑らかで柔らかい紙ワイプが得られ、さらに、このような紙ワイプはポップアップに適していることが明らかとなった。
比較例3では、ミシン目を有するため、最後までポップアップは可能であるが、多くの紙粉を生じることから、紙粉防止のためには、ミシン目を有さない紙ワイプが適しているといえる。
【技術分野】
【0001】
本発明は、理化学実験器具・機械の拭き取り、清掃、など、理学・工学・農学・医学・薬学・家政学などの実験、それらの延長線上にある実務(各種化学、光学、その他精密機器を用いる作業など)に広く用いられる産業用紙ワイプに関する。
【背景技術】
【0002】
理化学実験器具、機械の吹き取り等に使用される産業用紙ワイプは、精密機器やガラス器具の拭清、特に、これらに付着した塵、埃、水分、油分等の拭き取りに多用される。そのため、例えば、特許文献1〜3に示すような、低発塵性及び吸液性に優れる産業用紙ワイプが用いられてきた。
【0003】
しかし、特許文献1〜3で示される産業用紙ワイプは、部品形状への追従性を良好にするため柔らかくされており、コシのあるものではなかった。したがって、吹き取り操作を行う際に対象物との接面に皺が寄りやすく、そのような皺の間に入り込んだ塵等が紙ワイプの繊維に絡まなかったり、皺の間に液が溜まったりすることがあり、これにより拭き取りが不完全となることがあった。
特許文献4では、NBKPを70〜100%含む紙ワイプが、上記の問題を有さず、油分の拭き取り性能に優れることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−143254号公報
【特許文献2】特開2005−143523号公報
【特許文献3】特開平8−134764号公報
【特許文献4】特開2009−7725号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の産業用紙ワイプは、柔軟性を保ちつつ、紙粉の発生を抑えるために独特のクレープ形状をとっており、対象物への密着性が低く、水分の拭き取り性能が十分ではなかった。また、クレープ形状による凹凸が大きく、対象物に傷が付いてしまうこともあった。
本発明では、十分な柔軟性を保持しながら、平滑性があり、かつ紙粉発生の少ない産業用紙ワイプを提供する。
【課題を解決するための手段】
【0006】
この課題を解決した本発明は、次のとおりである。
〔請求項1記載の発明〕
構成繊維100質量部に対して、湿潤紙力増強剤を0.125〜1.25質量部、柔軟剤を0.01〜0.5質量部添加して抄紙され、キャレンダー処理が施されることを特徴とする産業用紙ワイプ。
【0007】
(作用効果)
構成繊維に柔軟剤を加えて抄紙し、キャレンダー処理を行うことで、柔軟性と平滑性を有する産業用紙ワイプを得ることができる。本発明に係る産業用紙ワイプは、柔軟性を有し、表面の凹凸が小さいため、対象物の表面に密着しやすく、水分を素早く十分に吸収することができ、拭き取り性能に優れる。また、デリケートなガラス表面等に傷をつけ難い。
【0008】
産業用紙ワイプは精密機器の清掃等にも使用されるため、紙粉を発生し難くする必要がある。紙力増強剤には定着効果があり、その添加により紙粉発生を抑制することができるが、紙ワイプの柔軟性を低下させ、それにより拭き取り性が低下するおそれがある。紙力増強剤の中でも湿潤紙力増強剤を選択して柔軟剤と併用し、両添加剤の添加量を最適化することで、十分な柔軟性と拭き取り性能を有し、かつ紙粉発生の少ない産業用紙ワイプを得ることができる。
【0009】
〔請求項2記載の発明〕
使用単位毎に切り離された状態で収納され、使用時にポップアップにより取出される請求項1記載の産業用紙ワイプ。
【0010】
(作用効果)
主に理化学機器に使用される産業用紙ワイプは、その表面性状により、使用単位毎の収納、ポップアップが困難であり、通常は使用単位毎にミシン目が設けられ、複数単位が連なった状態で収納されていた。使用時にはミシン目を切り離す必要があり、紙粉発生の要因となっていた。
請求項1に係る性質を有する産業用紙ワイプは、平滑性が高く、紙同士の密着性が高いため、ミシン目を施さずとも使用単位毎のポップアップを行うことが可能である。したがって、ミシン目を切り離す際の紙粉発生を回避することができる。
【0011】
〔請求項3記載の発明〕
前記切り離して収納される各紙ワイプが、ワイプ表面の摩擦係数の平均偏差(MMD)の値が大きい方の面を中にして二つ折りにされ、中に折り込まれた面同士が接するように互いに噛み合わさるように重ねられる、請求項2に記載の産業用紙ワイプ
【0012】
(作用効果)
キャレンダー処理を施した産業用紙ワイプは、MMDの小さい方の面(表面)からMMDの大きい方の面(裏面)に向かって反り返る性質があるため、表面を中にして二つ折りにすると、中に折り込まれた面同士が離れるような力が生じる(図1の紙ワイプ11)。このような状態で、中に折り込まれた面同士が接するように互いに噛み合わされると、重ねられた面同士の密着度は低くなる。
産業用紙ワイプのポップアップを容易にするためには、接した紙ワイプの面同士の密着度を高くする必要がある。紙ワイプを、裏面を中にして二つ折りにして、互いに噛み合わさるようにして重ねることにより(図2)、反りの力は接した面同士の密着度を高める方向に働き、よりポップアップを容易にする。
【0013】
〔請求項4記載の発明〕
構成繊維パルプとして、NBKP(針葉樹クラフトパルプ)を70〜100重量部含む請求項1〜3のいずれか1項に記載の産業用紙ワイプ。
【0014】
(作用効果)
NBKPをより多く含むことにより、水分の吸収性に優れるようになる。
【0015】
〔請求項5記載の発明〕
構成繊維がパルプ100%である請求項1〜4のいずれか1項に記載の産業用紙ワイプ。
【0016】
〔請求項6記載の発明〕
クレープ率が20〜40%、ソフトネス(ハンドルオメーター法:JIS L 1096Eに準ずる)の値が3.0〜12.0g、MMDの値が7.0〜20.0である請求項1〜5のいずれか1項に記載の産業用紙ワイプ。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【0017】
(作用効果)
請求項6記載の産業用紙ワイプは、表面の凹凸と摩擦係数が小さく、かつ柔軟性の高いため、対象物への密着性が高く、高い拭き取り性能を有する。
【発明の効果】
【0018】
本発明により提供される産業用紙ワイプを使用することにより、発生する紙粉が低減されているため、分析機器等の精度の向上が可能であり、また、柔軟性、平滑性を有することから、前記分析機器を含む精密機器、ガラス器具への傷つきの防止も可能である。さらに、前記産業用紙ワイプは、拭き取り性能が高いため、一工程に使用する使用枚数を削減でき、経済的である。
【図面の簡単な説明】
【0019】
【図1】紙ワイプの収納形態の従来例である。図中の矢印は、紙の反り返る方向を示す。
【図2】本発明における紙ワイプの収納形態の一例である。図中の矢印は、紙の反り返る方向を示す。
【発明を実施するための形態】
【0020】
<紙ワイプの組成及び形状>
産業用紙ワイプの構成繊維100質量部に対して、湿潤紙力増強剤が0.125〜1.25質量部(より好適には0.4〜0.6質量部)、柔軟剤が0.01〜0.5質量部(より好適には0.15〜0.22質量部)含まれる。湿潤紙力増強剤としては、カイメン、柔軟剤としては、脂肪酸エステル系柔軟剤、ポリリン酸塩、第4級アンモニウム塩型カチオン性界面活性剤などの使用が適している。
【0021】
構成繊維中には吸水性を向上させるNBKPが70〜100重量%含まれることが好ましく、より好適には90%以上、特に100%であるのがよい。NBKP以外の構成繊維がある場合には、LBKP(広葉樹クラフトパルプ)であるのがよいが、その他ケナフパルプ、マニラ麻等の非木材パルプ、ポリエステル繊維、レーヨン繊維、アクリル繊維等の合成繊維があってもよい。
【0022】
従来の紙ワイプのクレープ率が30程度であるのに対し、本発明においては、12〜25であるのがよい。12未満であると、ソフトネスを高め難くなり、ワイプに不向きとなり、25を超えると後述のMMDが高くなる傾向があり、表面がざらつき、拭き取り難く、皺の寄りやすいワイプとなる。
【0023】
この産業用紙ワイプは、特徴的にソフトネス(ハンドルオメーター法:JIS L 1096Eに準ずる)の値が3.0〜12.0g、好ましくは3.5〜6.0gである。ソフトネスが3.0g未満であると柔らかすぎて、特に濡れたときに皺になりやすく、十分な拭き取り性能が得られない場合がある。他方、12.0gを超えると、硬すぎるため、特に乾燥状態で拭き取り作業を行う時に、拭き取り対象面に沿って変形され難く、十分な拭き取り性能が得られない場合がある。また、硬すぎることに起因して拭き難いワイプとなる。さらに、シート同士の密着性が低くなり、ポップアップがし難くなる。本発明におけるソフトネスは、ハンドルオメーター(熊谷理機工業(株))を用いて、縦10cm×横10cmの寸法の10枚の試験片について、表側の縦方向、横方向の各5回測定した各平均値である。このとき、ブレード押し込みのスロット巾(クリアランス)は5mm、荷重は25gとする。
【0024】
本形態の産業用紙ワイプは、特徴的にワイプ表面の摩擦係数の平均偏差(摩擦子を移動させたときの表面粗さの変動:MMD)の値が7.0〜20.0、より好適には7.0〜15.0である。MMDは、カトーテック株式会社製「摩擦感テスター KESSE」を用いて測定した値である。測定に際しては、直径5mmのピアノ線を10本隣接させ、先端の曲率半径が0.25mmの単位膨出部を隣接して有し、全幅が5mmの連続した接触面を有し、その接触面の長さは5mmである摩擦子を、紙試料に50gの接触圧で接触させながら、移動方向に20g/cmの張力を紙試料に与えつつ、0.1cm/秒の速度で2cm移動させたときの摩擦係数を測定し、この摩擦係数を摩擦距離(移動距離=2cm)で除した値とする。
【0025】
他方、この産業用紙ワイプにおけるプライ数は、特に限定されないが3プライ以下とするのがよい。3プライを超えると拭き取り操作時にプライ間でズレが生じ、皺が発生しやすくなる。
【0026】
<キャレンダー処理>
本形態の産業用紙ワイプは、キャレンダー処理が施されることによって、通常より平滑性の高いものとなっている。キャレンダー処理においては、オンマシンキャレンダー、プライマシンキャレンダー等の、衛生薄葉紙等の製造に通常使用される既知のキャレンダーを使用することができるが、単独で使用するならば、オンマシンキャレンダーがより好ましい。さらに好適な条件はオンマシンキャレンダーとプライマシンキャレンダーの併用であり、より滑らかで柔らかな風合いの紙ワイプを得ることができる。キャレンダー処理は、紙厚が過度に低下して目的の紙厚の範囲から外れないように、圧力を調整して行うものとする。
【0027】
<収納形態>
紙ワイプは、衛生薄葉紙等に使用されるカートン、ペーパータオル等に使用されるビニール包装体など、公知の包装体またはそれらに類似した包装体に収納できる。
本発明に係る紙ワイプは、キャレンダー処理の影響で、一方の面がより平滑化された状態となる(より平滑化された面を表面、もう一方の面を裏面とする)。このような構造をとる紙ワイプは通常、表面から裏面の方向に反り返るという特徴がある。
通常、衛生薄葉紙等がカートンに収納される際には、図1に示すように、表面を中にして二つに折りたたんだ紙11、と裏面を中にして二つに折りたたんだ紙12が用意され、中に折り込んだ表面と裏面が接するように互い違いに噛み合わせるように順に重ねられ、収納されている。しかし、このような形態では、包装体の中で紙12の外側への反り返りにより、シート同士の密着度が低下し、ポップアップ不良が生じる可能性がある。
本発明においては、図2に示すように、裏面を中にして折りたたんだ紙ワイプ22,23を裏面と裏面が接するように互い違いに噛み合わせるように重ねる形態をとる。本形態においては、紙ワイプ22,23のどちらも内側に反るため、シート同士が離れることなく、最後までポップアップすることできる。
【実施例】
【0028】
次いで、本発明の実施例及び比較例の拭き取り性能、ポップアップ、紙粉量を試験した。試験方法は下記のとおりであり、各例に係る物性、組成及び試験結果は表1に示す。なお、表中の紙質データは、すべて1プライ(1枚)の状態におけるデータである。
【0029】
【表1】
【0030】
本実施例において、湿潤紙力増強剤としてはカイメン、柔軟剤としては脂肪酸エステル系柔軟剤を使用した。また、表中の乾燥紙力増強剤として、カチオン性ポリアクリルアミドを使用した。
【0031】
〔水の拭き取り性〕
10cm四方の表面平滑なアクリル板上に水300μLを滴化し、四つ折りにした各例に係る試料で拭き取り操作を行う。評価は、水分の拭き取り良好であるか否かを目視にて確認し、3段階評価(◎よく拭き取れる、○普通に拭き取れる、△十分とはいえない)で評価した。
【0032】
〔ポップアップ〕
紙ワイプを縦:198mm、横:90mmの大きさに裁断し、ポップアップ形式で250枚折り畳み、衛生薄葉紙等に使用される一般的なティッシュカートンに収納する。そして、カートン上面の取り出し口から、一枚一枚、試料を取り出し、すべての紙ワイプをポップアップできたものを◎とし、良好にポップアップできなかった枚数が1〜2枚であったものを○、3〜5枚であったものを△、6枚以上であったものを×として評価した。
【0033】
〔紙粉量〕
紙ワイプを縦:198mm、横:90mmの大きさに裁断し、ポップアップ形式で250枚折り畳み、衛生薄葉紙等に使用される一般的なティッシュカートンに収納する。カートン上面の取り出し口から1枚ずつ、30秒間で20枚の試料を取り出し、空気中に散乱した10μm〜100μmの粒径の紙粉の総合計数を測定した。紙粉の量は、光散乱式自動粒子計数器(KC−20A、リオン株式会社製、JIS B 9923 タンブリング法準拠)により測定した。
【0034】
〔乾燥紙力及び湿潤紙力〕
JIS P 8113に準じた引張強度を、紙の縦横方向について測定した。
【0035】
表1に示されるように、実施例1〜3に係る紙ワイプは、良好な拭き取り性能を有したのに対し、比較例1〜3に係る紙ワイプには十分な拭き取り性能が見られなかった。キャレンダー処理による平滑化が、紙ワイプの拭き取り性能を向上させることが判明した。
乾燥紙力増強剤を添加した比較例1の紙ワイプが固い紙質となったことから、乾燥紙力増強剤の使用は本発明には適さないといえる。
実施例1の紙ワイプは、ミシン目なしで紙ワイプを最後までポップアップできたが、実施例2,3では良好にポップアップできない紙ワイプが存在した。オンマシンキャレンダーとプライマシンキャレンダーを併用することで、ソフトネスとMMDの低い、つまり滑らかで柔らかい紙ワイプが得られ、さらに、このような紙ワイプはポップアップに適していることが明らかとなった。
比較例3では、ミシン目を有するため、最後までポップアップは可能であるが、多くの紙粉を生じることから、紙粉防止のためには、ミシン目を有さない紙ワイプが適しているといえる。
【特許請求の範囲】
【請求項1】
構成繊維100質量部に対して、湿潤紙力増強剤を0.125〜1.25質量部、柔軟剤を0.01〜0.5質量部添加して抄紙され、キャレンダー処理を施されることを特徴とする産業用紙ワイプ。
【請求項2】
使用単位毎に切り離された状態で収納され、使用時にポップアップにより取出される請求項1記載の産業用紙ワイプ。
【請求項3】
前記切り離して収納される各紙ワイプが、ワイプ表面の摩擦係数の平均偏差(MMD)の値が大きい方の面を中にして二つ折りにされ、中に折り込まれた面同士が接するように互いに噛み合わさるように重ねられる、請求項2に記載の産業用紙ワイプ。
【請求項4】
構成繊維パルプとして、NBKP(針葉樹クラフトパルプ)を70〜100重量部含む請求項1〜3のいずれか1項に記載の産業用紙ワイプ。
【請求項5】
構成繊維がパルプ100%である請求項1〜4のいずれか1項に記載の産業用紙ワイプ。
【請求項6】
クレープ率が20〜40%、ソフトネス(ハンドルオメーター法:JIS L 1096Eに準ずる)の値が3.0〜12.0g、MMDの値が7.0〜20.0である請求項1〜5のいずれか1項に記載の産業用紙ワイプ。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【請求項1】
構成繊維100質量部に対して、湿潤紙力増強剤を0.125〜1.25質量部、柔軟剤を0.01〜0.5質量部添加して抄紙され、キャレンダー処理を施されることを特徴とする産業用紙ワイプ。
【請求項2】
使用単位毎に切り離された状態で収納され、使用時にポップアップにより取出される請求項1記載の産業用紙ワイプ。
【請求項3】
前記切り離して収納される各紙ワイプが、ワイプ表面の摩擦係数の平均偏差(MMD)の値が大きい方の面を中にして二つ折りにされ、中に折り込まれた面同士が接するように互いに噛み合わさるように重ねられる、請求項2に記載の産業用紙ワイプ。
【請求項4】
構成繊維パルプとして、NBKP(針葉樹クラフトパルプ)を70〜100重量部含む請求項1〜3のいずれか1項に記載の産業用紙ワイプ。
【請求項5】
構成繊維がパルプ100%である請求項1〜4のいずれか1項に記載の産業用紙ワイプ。
【請求項6】
クレープ率が20〜40%、ソフトネス(ハンドルオメーター法:JIS L 1096Eに準ずる)の値が3.0〜12.0g、MMDの値が7.0〜20.0である請求項1〜5のいずれか1項に記載の産業用紙ワイプ。
クレープ率:((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【図1】

【図2】
【図2】
【公開番号】特開2010−209482(P2010−209482A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−54655(P2009−54655)
【出願日】平成21年3月9日(2009.3.9)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月9日(2009.3.9)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]