
画像形成装置用ブラシおよびその製造方法
【課題】 細繊維をブラシ毛とし、毛抜け性、倒毛性を改善した画像形成装置用ブラシを実現する。
【解決手段】 本発明の画像形成装置用ブラシは、化学的に割繊する割繊糸をパイル糸としたパイル織り生地からなり、パイル部分は完全割繊であること、および、基布部分は不完全割繊とした。このためブラシ毛となるパイル糸の抜け、および倒毛が抑制され、高性能で高品質の画像形成装置用ブラシを提供することができた。
【解決手段】 本発明の画像形成装置用ブラシは、化学的に割繊する割繊糸をパイル糸としたパイル織り生地からなり、パイル部分は完全割繊であること、および、基布部分は不完全割繊とした。このためブラシ毛となるパイル糸の抜け、および倒毛が抑制され、高性能で高品質の画像形成装置用ブラシを提供することができた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、画像形成装置用ブラシに関するものであり、より詳細には、割繊によって細繊維となったブラシ毛を備えたブラシ、およびその製造方法に関するものである。
【背景技術】
【0002】
電子写真方式の画像形成装置には、導電装置として、感光体等の被帯電体を帯電させるための帯電装置、被帯電体を除電するための除電装置、または感光体から不要なトナーを除くためのクリーニング装置(以下、帯電装置等と称することがある)が用いられる。これら帯電装置等には、導電性のブラシ毛を有するブラシ、すなわち導電性ブラシが用いられる。導電性ブラシは、注入された電荷をブラシ毛から放出する、電荷を受容する、または静電力を発生させることによって、各装置として求められる帯電等の機能を実現するものである。このような導電性ブラシは、基布上にブラシ毛が形成されたブラシ布を、ロール軸等に固定する等の工程を経て形成される。
【0003】
良好な画像の形成には、導電性ブラシによって被帯電体が均一に帯電されることが望まれる。被帯電体を均一に帯電する方法として、導電性ブラシと被帯電体との接触点を増やす方法がある。このように接触点を増やす方法として、これまでに、繊維を割繊して細繊維を得る技術、すなわち割繊技術を利用して、細いブラシ毛を形成することが提案されている(例えば特許文献1〜3)。
【0004】
また、クリーニングブラシとしても、トナーの小粒径化、画像の高細密化に伴い、表面積の大きいブラシ、すなわちより細くより高密度のブラシが求められてきている。
割繊方法としては、大きく分けて、化学的な割繊方法と、物理学的な割繊方法とがある。化学的な方法としては、複数の成分からなる繊維から、溶剤によって特定成分を除く方法が挙げられる。また、物理学的な方法としては、繊維を治具等の機械的な力によって割繊する方法と、剥離型繊維を機械的な力または熱収縮によって剥離させる方法とがある。なお、剥離型繊維とは、非相溶性の剥離しやすい2成分からなる複合繊維であり、この2成分を剥離させることで細繊維を得るものである。
【0005】
例えば特許文献1・2には、海島型繊維の平織りシートを水酸化ナトリウムに浸し、海部を加水分解処理することで細繊維を発生させることによって、または、分割繊維(剥離型繊維に相当)を使用して作製した平織りシートに対して、高圧水流によって細繊維を発生させることによって、起毛シートを作製し、この起毛シートをローラに巻き付けて帯電ローラを作製する技術が記載されている。
【0006】
また、特許文献3には、単に繊維を機械的に割繊する方法を利用しており、円筒形の基体としての芯金と、その表面に設けた多数のブラシ繊維とによって回転可能に構成された帯電ローラの表面に、金属ローラの表面に薄刃状の切込み溝を有する治具を、回転させながら押し当てることによって、ブラシ繊維の先端部を複数の細径繊維に割繊する技術が記載されている。
【特許文献1】特許第3332713号(2002年7月26日登録)
【特許文献2】特許第3287760号(2002年3月15日登録)
【特許文献3】特開平8−6357号公報(1996年1月12日公開)
【特許文献4】特開2004−113937号公報(2004年4月15日公報)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、上記従来の技術には、次のような問題点があった。
【0008】
まず、化学的な割繊方法を利用した従来のブラシの製造方法では、例えば特許文献1・2で、海島型繊維からなる平織りシートをアルカリに浸して海部を加水分解処理しているように、ブラシ布全体を溶剤に浸漬して割繊している。従って、ブラシ毛全体、さらに基布も溶剤に侵される。このような方法では、基布部を含めブラシ毛全体を割繊するので、ブラシ毛の脱毛や倒毛という間題が起こることがある。ブラシ毛が倒れると(倒毛すると)、ブラシ化するための加工性に問題が出ると共に、ブラシ毛が脱毛するという品質上の問題も発生する。すなわち、従来の方法では基布も溶剤に侵されることから、基布の強度が弱まる。さらに、このようにブラシ布全体が溶剤の影響を受けることによって、基布とブラシ毛との接続部分が緩まり、ブラシ毛が倒毛したり、脱落したりする。この間題について、パイル織物を例にとって、具体的に説明する。
【0009】
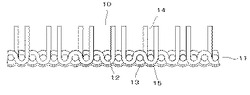
図7に示すように、パイル織物10は、横糸12および縦糸13からなる基布11に、パイル糸14がパイル織りによってU字型に織り込まれたものである。従来のブラシの製造方法では、上述したように、パイル糸(ブラシ毛)14が海島型繊維であるパイル織物10全体をアルカリ性溶剤等に浸漬し、パイル糸14の海部を溶解し細繊維化する。すると、ブラシ毛14の基布11内部に織り込まれた部分もアルカリ性溶剤に溶解し、細繊維化する。その結果、基布11で地糸(横糸12、縦糸13)とパイル糸14の締りが弛み、結果として基布11の強度が弱まってしまう上、倒毛・脱毛が起こりやすくなる。
【0010】
また、導電性ブラシの場合、基布11のブラシ毛14とは逆の面に、導電性のバックコート15が施されていることがあるが、パイル織物10全体をアルカリに浸漬することで、このバックコート15まで劣化し、電気低抗値が変化してしまうことがあった。このようにバックコートの電気低抗が変化すると、導電性ブラシとして所望の性能が得られないという問題が起こり得た。なお、絶縁性のブラシの場合も、ブラシ毛の脱落防止のため、バックコート(導電性である必要はない)が形成される。
【0011】
また、剥離型繊維を物理的な方法によって割繊して細繊維を形成すると、細繊維の割繊面に異物が残ることになり、均一なブラシ毛が得られない。また、割繊された細繊維部の長さを一定にすることができない。
また、例えば特許文献3のように、単に繊維を機械的な力によって割繊する方法では、得られた細繊維の断面形状を所望の形状にすることは不可能であるし、割繊部の長さが一定にできない。そのため、ブラシ毛が不均一になる上、対象物との接触性を安定化することができない。
【0012】
以上のように、従来のブラシの製造方法では、所望の性能を有する良質なブラシを製造することは困難であった。
本発明は、上記従来の間題に鑑みたものであり、その目的は、より細い、より高密度のブラシ毛を有する画像形成装置用ブラシを脱毛、倒毛のない高品質化すること、およびそのブラシの簡易で安定な製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明に係る画像形成装置用ブラシは、割繊糸をパイル糸としたパイル織り生地からなるブラシであって、パイル部分は完全割繊であること、および、基布部分は不完全割繊であることを特徴とする。
上記構成によると、割繊糸を用いながら脱毛、倒毛のない高品質のブラシが簡易で安定な加工方法で得ることができる。すなわち、本発明のブラシにおいては、パイル部分は割繊され細繊維化しているが、基布部分は完全には割繊されていないので、基布部分の織の弛みが発生せず、脱毛性や倒毛性を損なうことのない、高品質を実現できる。
また、上記割繊糸は、特定の溶剤に対する溶解度の高い溶解部と、溶解度の低い非溶解部とを備えた複合糸により実現でき、非溶解部を導電化することにより、画像形成装置に好適な導電性ブラシを提供することができる。
さらには、上記溶解部をも導電化することにより導電性バックコートとパイル糸との電気的導通を良くし安定な給電が可能となる。
さらに、上記非溶解部は、カーボンを分散したナイロン系の樹脂とし、上記溶解部は、ポリエステル樹脂を主成分とした複合糸とすることにより、苛性ソーダを溶剤として容易に割繊することができる。
逆に、上記非溶解部は、カーボンを分散したポリエステル系の樹脂とし、上記溶解部は、ナイロン樹脂を主成分とした複合糸とすることにより、蟻酸を溶剤として容易に割繊することができる。
本発明は、上記ブラシのパイル部の断面形状は、エッジ部を有しないブラシも含まれる。エッジを持たないため、ブラシと摺接する対象物を傷つけにくい。また、導電性ブラシの場合、エッジ部が存在するとそこからの集中放電が起こりやすい。集中放電を起こすと、対象物である感光体やトナー、ベルトなどに対して帯電ムラを引き起こす。本発明のブラシは、エッジ部を持たないので、これらを回避できる。
【0014】
また、パイル織り生地の基布を構成する経糸、緯糸およびバックコート材の材質は、割繊する際の溶剤に対する溶解度が低い材質とすることにより、割繊時に基布部が溶剤に侵されにくくなり、毛抜け、倒毛などのより少ない良質な画像形成装置用ブラシを提供することができる。
【0015】
本発明は、細繊維をブラシ毛にするものであり、パイル長の短い小型ブラシに好適に用いられる。3mm以下のパイル長のブラシであってもブラシ毛の剛性がアップしないよう、ブラシ毛の繊度、パイル長、パイル密度の最適化を図ることが容易となった。
さらに、ブラシ毛を細くできるので、単位面積当たりのパイルの本数であるパイル密度を、従来のブラシでは実現不能であった領域まで高めることができる。すなわち、500,000本/inch2以上という超高密度化が図れ、帯電性能や、クリーニング性能のより高い画像形成装置用ブラシが実現できた。
【0016】
また、パイル織り生地は、糸の束で織り込まれているので、パイル長の短いブラシでは、束の密度をアップすることにより、より均一なブラシとなる。具体的には、生地の織り幅方向の密度である筬目の羽数を35羽/inch以上に設定することが望ましい。
また、1束のトータル繊度は、300デシテックス以下と、なるべく小さくして束密度をアップすることが望ましい。
上記したブラシは、パイル織り生地の基布裏面をマスキングして、溶剤に浸漬することにより、パイル部分を効率よく割繊できるとともに、基布部分は未割繊にすることが可能である。
また、パイル織り生地を板金に貼り付けた状態で、溶剤に浸漬することによっても、板金がマスキング材として働き、上記と同様に割繊できる。
さらには、パイル織り生地をシャフトに貼り付けた状態で溶剤に浸漬することによっても製造できる。
特に、生地を板金やシャフトに貼り付けた状態で溶剤に浸漬する方法は、ブラシの最終形状に近い状態での割繊作業になるので、製造効率が向上するし、製造品質も高くすることができる。
【発明の効果】
【0017】
以上のように、本発明の画像形成装置用ブラシは、パイル糸に割繊糸を用いこれを割繊することにより細繊維ブラシが実現でき、より小型で、帯電性能やクリーニング性能を高めることができるとともに、抜け毛や倒毛の少ない高品質ブラシを提供することが可能となった。
【0018】
また、このようなブラシを効率よく製造することが可能となった。特に、生地を板金やシャフトに貼り付けた状態で溶剤に浸漬して割繊する方法は、ブラシの最終形状に近い状態での割繊作業になるので、製造効率が向上するし、製造品質も高くすることができる。
【発明を実施するための最良の形態】
【0019】
次に本発明を実施するための最良の形態について図面を参照して説明する。
【0020】
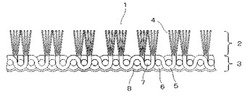
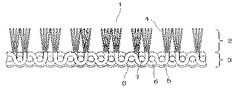
図1は、本発明による画像形成装置用ブラシに用いたパイル織り生地1の模式的な断面図である。パイル織り生地1は、ブラシ毛となるパイル部2と基布部3とで構成されており、パイル糸は、パイル糸のパイル部分4と基布に織り込まれた基布部分5とが存在する。なお、6は、基布を構成する経糸(縦糸)であり、7は、緯糸(横糸)であり、8はバックコートである。
【0021】
本実施例の特徴は、パイル糸は、溶剤により化学的に割繊される割繊糸であって、そのパイル糸のパイル部分4は完全に割繊されているが、パイル糸の基布部分5は完全には割繊されていないという点である。ここで、完全には割繊されていない状態というのは、全く割繊されていない状態であったり、一部割繊されている状態(換言すれば、不完全に割繊された状態)であるとする。このような状態にする製造方法については後述するが、パイル糸の基布部分5を完全には割繊されていない状態にすることにより、パイル糸の基布部分5が割繊時溶剤による減量が軽微であるため、割繊工程で基布部3での織の弛みが発生することはなく、そのためパイル糸の脱毛や倒毛が回避でき、パイル織り生地1の高品質化を実現でき、ひいては、画像形成装置用ブラシの高品質化が実現できる。
【0022】
さらに、パイル織り生地1の基布部3を構成する経糸6、緯糸7およびバックコート8の材質は、割繊時の溶剤に対して不溶性ないし溶解度の低い材質とすることが、より織りの弛み防止につながり効果的である。
【0023】
このパイル織り生地1を用いた画像形成装置用ブラシとしては、図2に示すロール型ブラシ、図3に示す平板型ブラシが挙げられる。図2、図3において、図1で説明した部材と同一の部材については、同じ符号を付して、その説明を省略する。
【0024】
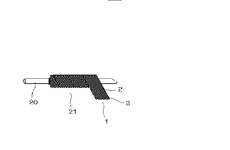
図2に示すように、ロール型ブラシ21は、支持部である軸20と、軸20に、パイル部2を外側に向けて接着等によって固定されたパイル織り生地1とを備える。このようなロール型ブラシ21は、パイル織り生地1を長尺状に裁断し、軸20に対してスパイラル状に巻きつけることにより製作される。
【0025】
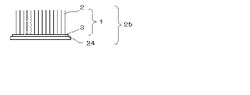
図3に示すように、平板型ブラシ25は、平板24と、この平板24に接着等によって固定されたパイル織り生地1とを備える。この場合、平板24に合わせてパイル織り生地1を裁断するか、平板24より小さくなるように裁断した後、平板24上に、パイル部2とは逆側の面で平板24に接するように固定すればよい。
【0026】
本発明のブラシのパイル織り生地の割繊工程として、以下に説明する割繊方法を含めばよい。
【0027】
本発明において、「化学的に割繊する」とは、従来の物理的な割繊方法以外の方法であり、特に限定されるものではない。「化学的に割繊する」方法として、具体的には、ブラシ毛(パイル糸)が、溶剤によって溶解される溶解部と、溶剤に対して不溶性の非溶解部とを備える複合繊維を含んでおり、上記溶解部を溶剤によって溶解させることにより、ブラシ毛を割繊する方法が挙げられる。
【0028】
複合繊維とは、具体的には、非相溶性の2種以上の成分を複合紡糸して製造される繊維である。複合繊維としては、例えば海島型繊維および芯鞘型繊維等が挙げられる。海島型繊維の場合、溶解部が海部、非溶解部が島部となり、割繊工程によって海部が溶解・除去される。溶解部および非溶解部としては、従来の海島型繊維で用いられている材料を好適に利用することができる。
【0029】
本発明に用いる溶剤としては、溶解部を溶解させ、かつ非溶解部を溶解させない物質であればよい。例えば、溶解部としてポリエチレン系の加水分解性樹脂を用い、非溶解部として、ポリアミド系、ポリオレフィン系、ポリアクリル系などの非加水分解性樹脂を用いて、溶解部を酸またはアルカリなど加水分解することにより非加水分解性樹脂からなる細繊維を得てもよい。より具体的には、溶解部を加水分解性樹脂のPET(アルカリ易溶性PET)、非溶解部を非加水分解性樹脂のナイロン−6とし、アルカリ性の水酸化ナトリウムまたは水酸化ナトリウム水溶液によって溶解部を加水分解してもよい。
【0030】
本発明のブラシ製造方法は、このように化学的にブラシ毛を割繊するので、細繊維の断面形状を所望の形状とすれことができる。例えば、薄刃状の切り込み溝を有する治具を押し当てる等、単に機械的な力によって割繊する場合、得られる細繊維の断面形状を制御することは不可能である。
【0031】
それに対して、本発明のブラシ製造方法は、割繊前のブラシ毛に含まれる複合繊維を形成するときに、細繊維となる部分の形状を決定しておくことができる。例えばノズルからの押し出しによって複合繊維を形成する場合、細繊維となる部分の断面形状を、ノズルの形状によって制御することができる。特に、細繊維となる部分は、断面形状がエッジを持たないことが望ましい。このような形状の細繊維を備えるブラシ毛は、後述するように、特に導電性ブラシとして優れている。
【0032】
また、本発明のブラシ製造方法における割繊工程では、溶剤によって溶解部が除去され、非溶解部のみからなる細繊維を得るので、剥離型繊維を物理的に割繊する方法とは異なり、細繊維間に余分な成分が残留しない。その結果、製造されたブラシが対象物と接触する部分の成分がより均一となる。特に、導電性ブラシの場合、均一に対象物を帯電するためには、接触部分の成分が均一であることが好ましいので、本発明のブラシ製造方法は、導電性ブラシの製造に非常に好適に利用することができる。
【0033】
本発明に係る割繊工程では、「ブラシ毛すなわちパイル糸のパイル部分は、完全に割繊されており、パイル糸の基布部分は、不完全割繊となっていること」が特徴であり、そのための製造方法の具体例を以下に詳述する。
【0034】
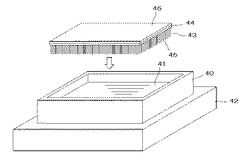
図4は、パイル織り生地を溶剤に浸漬して、この溶剤によりパイル糸の溶解部を溶解することによって割繊する方法の一例を示す。溶剤槽40は、溶剤41が入れられ、加熱装置42で溶剤41が一定温度に保持される。パイル織り生地43は、基布部44のパイル部45とは逆の面にマスキング材46によりマスキングされた状態で溶剤槽40の溶剤41に溶剤槽40の底面や壁面に生地43が接触しないように浸漬される。底面や壁面は、溶剤の温度より高くなっている場合があり、接触部の割繊条件が他と異なってしまうことがあり得るので、生地43が溶剤槽40の底面や壁面に接触させるべきではない。マスキング材46は、粘着テープや溶剤41に対して溶解度の低い材質のフィルムなどを両面粘着テープで基布44に貼り付けることにより、基布部44が溶剤41と遮断され、マスキングの機能を持つことができる。
【0035】
割繊条件は、溶剤41の濃度、温度により最適な時間が選ばれる。例えば、パイル糸の溶解部をアルカリ易溶性ポリエステルとし、非溶解部を6ナイロンの複合糸とし、苛性ソーダを溶剤として割繊する場合、苛性ソーダの濃度を10〜20%とし温度を沸点に設定した場合、浸漬時間は2〜5分が好ましい割繊条件である。濃度をより低くすれば、浸漬時間はより長くすることにより対応できる。対応しうる濃度は3〜30%、温度は60℃〜沸点、浸漬時間は1〜20分の範囲で適宜割繊条件の最適化を図ることができる。
【0036】
溶剤41に浸漬した後、パイル織り生地43は、十分な水洗を行い、マスキング材を除去し、乾燥後ブラシ製造工程に進む。
【0037】
適した割繊条件で割繊されたパイル織り生地43は、そのパイル部分45は完全に割繊されているが、基布部分44のパイル糸は若干溶剤に侵されることがあるが、完全には割繊されず、溶解部が残留している。これは、基布部分44の裏面はマスキング材46で溶剤から隔離されているためと、パイル部45から基布部44への溶剤の浸透が十分でないためである。当然、浸漬時間を長くすれば、マスキング材46があっても基布部分も完全な割繊状態になり得るが、条件設定を最適化することにより、このような状態を避けることが可能である。例えば、最適浸漬時間が3分の場合、±30秒以上のマージンがとれることが確かめられており、条件設定は容易である。
【0038】
なお、マスキング材は、上記した材料や方法に限定されるものではなく、溶剤の浸透をある程度制限できるものでありさえすればよい。また、パイル織り生地の基布に用いられる経糸、緯糸は溶剤に強い材料を選定するのが好ましいこと、バックコート材も同様、溶剤に強い材料が好ましいことは当然である。
【0039】
このように、基布部分が不完全割繊であれば、パイル糸と経糸、緯糸との絡み状態に弛みが抑制できるので、割繊によるパイル織り生地の劣化も抑制できる。
【0040】
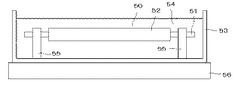
図5は、パイル織り生地の溶剤による割繊方法の第2の実施例を示す。ロール状のブラシは、通常、シャフトにシャフトの直径に対応した生地幅のパイル織り生地をスパイラル巻きした後、起毛、シャーリング工程を経て製造される。本実施例は、シャフトにパイル織り生地をスパイラル巻きした状態で割繊する方法である。
【0041】
図5において、50はロール状ブラシであって、シャフト51にパイル織り生地52がスパイラル状に巻かれたものであり、起毛やシャーリングは未加工である。このロール状ブラシ50は、溶剤槽53の溶剤54中に浸漬されている。支持部材55は、ロール状ブラシ50を支持しパイル織り生地部52が溶剤槽53の底面や壁面と非接触を保ち、また、溶剤槽53に複数のロール状ブラシ50を浸漬した場合、ブラシ相互が非接触を保持する。56は、加熱装置であり図4で示したと同様、溶剤54を一定温度に保つものである。
【0042】
この場合も、図4で示したと同様の割繊条件で割繊される。ロール状ブラシ50では、パイル織り生地52の基布の裏面は、シャフト51に接着されているため、溶剤54と直接接触することがない。従って、シャフト51が図4の場合のマスキング材に相当し、同じ機能を果たす。
【0043】
この場合も、割繊条件を最適化することにより、ブラシ50のパイル部は完全に割繊された状態になり、基布部分は不完全割繊の状態にすることができる。なお、溶剤54に浸漬中ブラシ50を数10RPMで回転させることにより、溶剤54が撹拌されより均一に割繊することができる。
【0044】
溶剤54に浸漬した後は、ブラシ50の状態で十分な水洗を行い、乾燥後、通常のブラシ加工と同様、起毛加工、シャーリング加工を施してブラシとして完成させる。
【0045】
ロール状ブラシで割繊する方法は、巻き加工までは、割繊前の生地であるため、従来ブラシ即ち非割繊ブラシと同様の加工方法が採れる。図4で示した生地で割繊した後にブラシ加工を行なうのに比し加工工数の低減が図れる。これは割繊された生地ではパイルが細繊維化されているため、パイルの毛立ちが悪くなっていて、生地の裁断、巻き加工で工数アップが避けられないためである。
【0046】
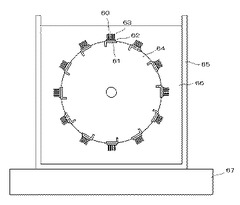
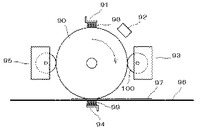
図6は、割繊方法の第3の実施例であり、図3に示した回転を伴わない平板型ブラシの場合の割繊方法を示す模式図である。平板型ブラシ60は、一般的にL字断面の板金で作られた平板61にパイル織り生地の基布部分62で両面粘着テープなどにより接着して形成されるが、平板61への接着後、パイル部63の起毛加工と毛足長さを整えるためのシャーリング加工が施される。この起毛、シャーリング加工は、平板型ブラシを複数本回転体64の外周に取り付け、この回転体64を起毛装置、シャーリング装置にセットして行なわれる。
【0047】
本実施例では、図示したように、回転体64に平板型ブラシ60を12本取り付けた状態で、この回転体64を溶剤66で満たした溶剤槽65に浸漬させて割繊が行なわれる。なお、67は加熱装置であり、溶剤槽65の溶剤66を一定の温度に保つためのものである。この場合も、ブラシ60のパイル部63が溶剤槽65の底面や壁面に接触しないことが望ましく、さらには、回転体65を数10RPM程度で回転させることが好ましく、それにより、より均一な割繊が行なえる。
【0048】
また、割繊条件を最適化することにより、ブラシ60のパイル部63は完全に割繊された状態になり、基布部分62は不完全割繊の状態にすることができる。これは、平板61が基布部分62の裏面を溶剤66から保護するマスキング材の役割を担っているためでいる。
【0049】
溶剤66に浸漬した後は、ブラシ60を取り付けた状態の回転体64は、十分水洗され、乾燥後、通常の平板型ブラシの加工と同様、起毛、シャーリング加工を施し、ブラシ60は、回転体64から取り外して完成する。
【0050】
このように平板型ブラシ60の場合、通常の加工に用いる回転体64をそのまま用いて割繊工程を行なうので、図4で示したように、生地で割繊した後、ブラシ化するのに比し効率的で、工数低減を図ることができる。
【0051】
本発明に係るブラシの製造方法は、上記したいくつかの方式に限定されるものではなく、基布裏面を溶剤から保護するためのマスキング材、またはそれ相当のものを用いて割繊するものでありさえすればよい。また、本発明に係るブラシは、形状、使用目的等は特に限定されるものではない。本発明に係るブラシとしては、具体的には、画像形成装置の帯電、転写などの導電装置に用いられる導電性ブラシ、像担持体上の転写残トナーを清掃するためのクリーニングブラシ、さらには、センサー、レンズなどの光学部材、ディスプレイ等を清掃するクリーニングブラシなどが挙げられる。ブラシ毛が導電性であるか、絶縁性であるかは、ブラシの機能によって使い分ければよく、本発明としてどちらかに限定されるものではない。
【0052】
本発明を絶縁性ブラシに適用する場合、割繊糸は溶解部も非溶解部も共に絶縁性の複合糸であればよい。バックコートも導電性にする必要はない。(導電性でも構わないが)
また、本発明を導電性ブラシに適用する場合、非溶解部がブラシ毛となるため、少なくとも非溶解部は、導電性であることが必須である。バックコートも導電性であるべきである。溶解部については、導電性であることが望ましい。その理由は、上述したように、基布部分の割繊糸の溶解部は残留しており、完全に溶解されてはいない。そにため、バックコートとブラシ毛である非溶解部との間に、残留した溶解部が存在するので、この部分を導電性にすることにより、バックコートと非溶解部間の電気的導通が確実となるためである。
【0053】
本発明に係るブラシは、ブラシ毛となるパイル糸を細繊維化することができる。割繊しない場合に比し太さを1/4〜1/12にすることは容易である。画像形成装置にブラシを搭載する場合、ブラシ毛の剛性が大きいとブラシと接触する感光体等の摩耗が問題になることがある。対策として毛足、すなわちパイル長を長くするなどで対処してきたが、本発明を適用すれば、剛性が大きくすることなくパイル長を短くすることができる。従来の非割繊ブラシでは、2dT(デシテックス)程度が最小太さであって、この場合パイル長を3mm以下にすると剛性力アップで感光体の摩耗が避けられなかった。本発明を適用しブラシ毛を0.3dT程度とし、パイル長を2mmとしても摩耗は実用上問題とならないレベルに軽減した。
【0054】
パイル長を短くできるということは、ロールブラシの外径を小さくできることにつながる。このことは、画像形成装置の小型化傾向に対して、さらには感光体を4個搭載するタンデム方式のカラー機に対しても省スペース化がはかれ、多大のメリットとなる。
【0055】
さらに、ブラシ毛を細くできるので、単位面積当たりのパイルの本数であるパイル密度を、従来のブラシでは実現不能であった領域まで高めることができる。すなわち、500,000本/inch2以上、さらには、1,000,000本/inch2以上という超高密度化が図れる。高密度にすることにより、ブラシ毛のトータル表面積をアップできクリーニング性能の向上、より精細な帯電、除電が図れ、その性能向上、安定性向上が実現できた。
【0056】
ブラシは、装置とのマッチングをとるための最適化が重要であるが、本発明を適用すれば、ブラシのパラメータであるブラシ毛の繊度、パイル長、パイル密度などの選択の自由度が大幅に向上し、容易に最適ブラシを見出すことができるようになった。
【0057】
また、パイル織り生地は、糸の束で織り込まれているので、パイル長の短いブラシでは、パイル密度をアップさせるだけではなく、パイルの束密度をアップすることが重要である。こうすることにより、ブラシ毛のブラシ表面での配列がより均一となり、この面でもブラシの高性能化に寄与することができる。従来一般的には、生地の織り幅方向の密度である筬目の羽数は、20〜30羽/inch程度で十分であったが、パイル長3mm以下とする場合、筬目の羽数を35羽/inch以上に設定することが望ましい。
また、パイル糸の1束のトータル繊度が大きいと束密度をアップすることができにくくなる。トータル繊度を300デシテックス以下、より好ましくは200デシテックス以下と、なるべく小さくして束密度をアップすることが望ましい。
【0058】
本発明に係るブラシは、また、パイル織り生地のパイル部をブラシ毛としたブラシであって、上記パイル部は完全に割繊されて細繊維となっており、基布部は不完全割繊であり、上記細繊維は、その断面形状がエッジ部を持たないブラシであることが望ましい。
【0059】
このようなブラシの製造方法としては、上述の製造方法が非常に好適に利用できる。すなわち、機械的にブラシ毛を割繊する従来のブラシの製造方法では、ブラシの断面形状を正確に制御することはできなかった。また、ブラシ毛を機械的に割繊するブラシ製造方法では、細繊維の断面形状がエッジを持たないようにすることはできなかった。また、パイル織り生地全体を溶剤に浸してブラシ毛を割繊する従来の方法では、既に述べたように基布部の割繊糸も割繊されてしまうため、ブラシ毛の抜けや倒毛が起こり、性能、品質の悪いブラシとなってしまった。
【0060】
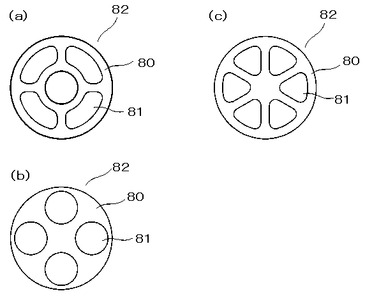
なお、細繊維の断面形状がエッジを持たないとは、その断面形状が角を持たず、丸くなっていることを意味する。このような形状としては、円形または楕円形であってもよいし、多角形の角が丸くなった形状であってもよい。具体的には、本発明に係る細繊維の実施の一形態として、図8に示すような形状が挙げられる。図8(a)〜(c)は、本発明の一実施形態である海部80と島部81とを有する海島型繊維82の断面図である。割繊に際しては、海部80が溶剤に溶解し、島部81は溶解されずに残留し細繊維化される。
【0061】
さらには、本発明の細繊維は、その断面積と等しい面積を持つ円の半径をRとすると、細繊維の断面形状コーナーの丸み(アール)が、1/5R以上であることが好ましい。
【0062】
このように、細繊維の断面形状がエッジを持たないことによって、対象物を傷つけないという効果を奏する。また、本発明のブラシを導電性ブラシとして利用するばあいは、エッジを持たない形状であることによって、細繊維からの集中的な放電が起こらないので好ましい。
【0063】
以上のように、本発明において、細繊維の断面形状がエッジを持たないとは、完全に角がないことを意味するのではなく、上述のような形状を広く含むものである。つまり、微視的に見て角や突起を有する形状であっても巨視的に見て角や突起がないと判断されるような多角形等の形状も、本発明の範疇に含まれる。
【0064】
これに対して、例えば特許文献4には、パイル糸を備えるベロア材よりなるクリーニングブラシにおいて、摺接による相手部材の傷つきの発生を抑制しつつ、付着物を十分に掻き取り、かつ捕集することができるように、パイル糸を割繊繊維と剛性繊維とによって形成すると共に、この割繊繊維を開繊することで、断面形状が略多角形状をなし、その頂点から延びる直線状のエッジ部が形成された複数本の細繊維を形成する技術が記載されている。この文献のように細繊維の断面形状がエッジ部を有すると、対象物をこのエッジで傷付ける恐れがある。また、導電性ブラシの場合、このエッジから放電等が起こりやすいので、対象物の帯電が不均一になってしまうという問題が発生した。
【0065】
つまり、本発明のブラシは、上述したように、細繊維の断面形状がエッジを持たないことによって、対象物を傷付けないと共に、エッジからの集中的な放電が起こらず、導電性ブラシとして帯電装置に用いた場合、対象物を均一に帯電することができる。もちろん、除電装置、トナーの除去装置等に用いる場合も同様である。
【0066】
本発明のブラシは、上述したように、画像形成装置における帯電装置等、または各種クリーニング材としても利用可能である。
【0067】
以下では、本発明に係るブラシの利用方法の一例として、導電性ブラシを利用した画像形成装置について説明する。
【0068】
図9は、本実施の形態に係る電子写真方式の画像形成装置における画像形成部の内部構造を模式的に示す正面図である。
【0069】
なお、画像形成装置は、スキャナにて読み込まれた画像や、画像形成装置に外部から接続された機器(例えば、パーソナルコンピュータなどの画像処理装置)からのデータを画像として記録出力するものである。画像形成装置としては、具体的には、プリンター、複写機、ファクシミリ機、およびこれらの機能を複合した複合機等が挙げられる。
【0070】
画像形成部は、図9に示す矢印方向に回転する感光体ドラム90を備えている。さらに、画像形成部においては、感光体ドラム90を一様に帯電させる帯電装置91、外部機器やスキャナから入力したデータに基づいて、帯電した感光体ドラム90の光像を走査することで静電潜像を形成する光走査装置92、静電潜像をトナーによって顕像化する、つまりトナー画像を形成する現像装置93、トナー画像を用紙97に転写する転写用放電装置94、用紙97を感光体ドラム90に運ぶ転写ベルト96、および、転写後の感光体ドラム90上に残った残留トナーを除去するクリーニング装置95が、感光体ドラム90の回転方向に沿って順に設置されている。
【0071】
本実施の形態の帯電装置91、現像装置93、転写用放電装置94、およびクリーニング装置95は、導電性ブラシを備えている。本実施の形態では、帯電装置91および転写用放電装置94は、前述した平板型ブラシ98、99を採用している。なお、この平板型ブラシ98、99は、感光体ドラム90に摺接するように保持される固定型ブラシである。一方、現像装置93およびクリーニング装置95は、前述したロール型ブラシ100、101を備えている。このロール型ブラシは、感光体ドラム90に対して摺動回転する回転型ブラシである。なお、本実施の形態では、画像形成装置の導電性ブラシは全て本発明に係るブラシであるとしたが、本発明の画像形成装置としては、これに限定するものではなく、本発明のブラシを少なくとも1つ備えておればよいものとする。さらに、上記で平板型ブラシとしたものをロール型ブラシに変更してもよいし、その逆もあり得る。また、例えば、クリーニング装置は感光体ドラムをクリーニングするもの以外に、転写ベルトのクリーニング、ゴムロールなどのクリーニングにも適用できる。
【0072】
このように、本実施の形態に係る画像形成装置には、前述した導電性ブラシを備える導電装置(帯電装置91、現像装置93、転写用放電装置94、およびクリーニング装置95)が設けられている。そのため、本実施の形態に係る画像形成装置、帯電、トナー画像形成能、トナーの除去機能等に優れている。つまり、感光体ドラム等の被帯電体を均一に帯電することができ、良質なトナー画像を形成することができると共に、トナーの除去ムラ等も発生することがない。そのため、本実施の形態に係る画像形成装置は、良好な画像形成能を有する。
【0073】
本発明は、上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範疇に含まれる。
【産業上の利用可能性】
【0074】
本発明に係るブラシおよびその製造方法は、特にプリンター、複写機、ファクシミリ機等の画像形成装置における帯電装置、クリーニング装置、転写装置、除電装置等に好適に利用される導電性ブラシに好適に利用可能である。
【図面の簡単な説明】
【0075】
【図1】本発明による画像形成装置用ブラシに用いたパイル織り生地1の模式的な断面図である。
【図2】本発明の実施の形態に係るロール型ブラシを示す平面図である。
【図3】本発明の実施の形態に係る平板型ブラシを示す平面図である。
【図4】割繊方法の第1の実施例であり、図1に示したパイル織り生地の場合の割繊方法を示す断面図である。
【図5】割繊方法の第2の実施例であり、図2に示した回転を伴うロール型ブラシの場合の割繊方法を示す断面図である。
【図6】割繊方法の第3の実施例であり、図3に示した回転を伴わない平板型ブラシの場合の割繊方法を示す模式図である。
【図7】従来のパイル織り生地を示す断面図である。
【図8】(a)〜(c)は、本発明の一実施形態である海部80と島部81とを有する海島型繊維82の断面図である。
【図9】本実施の形態に係る電子写真方式の画像形成装置における画像形成部の内部構造を模式的に示す正面図である。
【符号の説明】
【0076】
1 パイル織り生地
2 パイル部
3 基布部
21 ロール型ブラシ
25 平板型ブラシ
40 溶剤槽
41 溶剤
42 加熱装置
46 マスキング材
64 回転体
80 海部
81 島部
82 海島型繊維
【技術分野】
【0001】
本発明は、画像形成装置用ブラシに関するものであり、より詳細には、割繊によって細繊維となったブラシ毛を備えたブラシ、およびその製造方法に関するものである。
【背景技術】
【0002】
電子写真方式の画像形成装置には、導電装置として、感光体等の被帯電体を帯電させるための帯電装置、被帯電体を除電するための除電装置、または感光体から不要なトナーを除くためのクリーニング装置(以下、帯電装置等と称することがある)が用いられる。これら帯電装置等には、導電性のブラシ毛を有するブラシ、すなわち導電性ブラシが用いられる。導電性ブラシは、注入された電荷をブラシ毛から放出する、電荷を受容する、または静電力を発生させることによって、各装置として求められる帯電等の機能を実現するものである。このような導電性ブラシは、基布上にブラシ毛が形成されたブラシ布を、ロール軸等に固定する等の工程を経て形成される。
【0003】
良好な画像の形成には、導電性ブラシによって被帯電体が均一に帯電されることが望まれる。被帯電体を均一に帯電する方法として、導電性ブラシと被帯電体との接触点を増やす方法がある。このように接触点を増やす方法として、これまでに、繊維を割繊して細繊維を得る技術、すなわち割繊技術を利用して、細いブラシ毛を形成することが提案されている(例えば特許文献1〜3)。
【0004】
また、クリーニングブラシとしても、トナーの小粒径化、画像の高細密化に伴い、表面積の大きいブラシ、すなわちより細くより高密度のブラシが求められてきている。
割繊方法としては、大きく分けて、化学的な割繊方法と、物理学的な割繊方法とがある。化学的な方法としては、複数の成分からなる繊維から、溶剤によって特定成分を除く方法が挙げられる。また、物理学的な方法としては、繊維を治具等の機械的な力によって割繊する方法と、剥離型繊維を機械的な力または熱収縮によって剥離させる方法とがある。なお、剥離型繊維とは、非相溶性の剥離しやすい2成分からなる複合繊維であり、この2成分を剥離させることで細繊維を得るものである。
【0005】
例えば特許文献1・2には、海島型繊維の平織りシートを水酸化ナトリウムに浸し、海部を加水分解処理することで細繊維を発生させることによって、または、分割繊維(剥離型繊維に相当)を使用して作製した平織りシートに対して、高圧水流によって細繊維を発生させることによって、起毛シートを作製し、この起毛シートをローラに巻き付けて帯電ローラを作製する技術が記載されている。
【0006】
また、特許文献3には、単に繊維を機械的に割繊する方法を利用しており、円筒形の基体としての芯金と、その表面に設けた多数のブラシ繊維とによって回転可能に構成された帯電ローラの表面に、金属ローラの表面に薄刃状の切込み溝を有する治具を、回転させながら押し当てることによって、ブラシ繊維の先端部を複数の細径繊維に割繊する技術が記載されている。
【特許文献1】特許第3332713号(2002年7月26日登録)
【特許文献2】特許第3287760号(2002年3月15日登録)
【特許文献3】特開平8−6357号公報(1996年1月12日公開)
【特許文献4】特開2004−113937号公報(2004年4月15日公報)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、上記従来の技術には、次のような問題点があった。
【0008】
まず、化学的な割繊方法を利用した従来のブラシの製造方法では、例えば特許文献1・2で、海島型繊維からなる平織りシートをアルカリに浸して海部を加水分解処理しているように、ブラシ布全体を溶剤に浸漬して割繊している。従って、ブラシ毛全体、さらに基布も溶剤に侵される。このような方法では、基布部を含めブラシ毛全体を割繊するので、ブラシ毛の脱毛や倒毛という間題が起こることがある。ブラシ毛が倒れると(倒毛すると)、ブラシ化するための加工性に問題が出ると共に、ブラシ毛が脱毛するという品質上の問題も発生する。すなわち、従来の方法では基布も溶剤に侵されることから、基布の強度が弱まる。さらに、このようにブラシ布全体が溶剤の影響を受けることによって、基布とブラシ毛との接続部分が緩まり、ブラシ毛が倒毛したり、脱落したりする。この間題について、パイル織物を例にとって、具体的に説明する。
【0009】
図7に示すように、パイル織物10は、横糸12および縦糸13からなる基布11に、パイル糸14がパイル織りによってU字型に織り込まれたものである。従来のブラシの製造方法では、上述したように、パイル糸(ブラシ毛)14が海島型繊維であるパイル織物10全体をアルカリ性溶剤等に浸漬し、パイル糸14の海部を溶解し細繊維化する。すると、ブラシ毛14の基布11内部に織り込まれた部分もアルカリ性溶剤に溶解し、細繊維化する。その結果、基布11で地糸(横糸12、縦糸13)とパイル糸14の締りが弛み、結果として基布11の強度が弱まってしまう上、倒毛・脱毛が起こりやすくなる。
【0010】
また、導電性ブラシの場合、基布11のブラシ毛14とは逆の面に、導電性のバックコート15が施されていることがあるが、パイル織物10全体をアルカリに浸漬することで、このバックコート15まで劣化し、電気低抗値が変化してしまうことがあった。このようにバックコートの電気低抗が変化すると、導電性ブラシとして所望の性能が得られないという問題が起こり得た。なお、絶縁性のブラシの場合も、ブラシ毛の脱落防止のため、バックコート(導電性である必要はない)が形成される。
【0011】
また、剥離型繊維を物理的な方法によって割繊して細繊維を形成すると、細繊維の割繊面に異物が残ることになり、均一なブラシ毛が得られない。また、割繊された細繊維部の長さを一定にすることができない。
また、例えば特許文献3のように、単に繊維を機械的な力によって割繊する方法では、得られた細繊維の断面形状を所望の形状にすることは不可能であるし、割繊部の長さが一定にできない。そのため、ブラシ毛が不均一になる上、対象物との接触性を安定化することができない。
【0012】
以上のように、従来のブラシの製造方法では、所望の性能を有する良質なブラシを製造することは困難であった。
本発明は、上記従来の間題に鑑みたものであり、その目的は、より細い、より高密度のブラシ毛を有する画像形成装置用ブラシを脱毛、倒毛のない高品質化すること、およびそのブラシの簡易で安定な製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明に係る画像形成装置用ブラシは、割繊糸をパイル糸としたパイル織り生地からなるブラシであって、パイル部分は完全割繊であること、および、基布部分は不完全割繊であることを特徴とする。
上記構成によると、割繊糸を用いながら脱毛、倒毛のない高品質のブラシが簡易で安定な加工方法で得ることができる。すなわち、本発明のブラシにおいては、パイル部分は割繊され細繊維化しているが、基布部分は完全には割繊されていないので、基布部分の織の弛みが発生せず、脱毛性や倒毛性を損なうことのない、高品質を実現できる。
また、上記割繊糸は、特定の溶剤に対する溶解度の高い溶解部と、溶解度の低い非溶解部とを備えた複合糸により実現でき、非溶解部を導電化することにより、画像形成装置に好適な導電性ブラシを提供することができる。
さらには、上記溶解部をも導電化することにより導電性バックコートとパイル糸との電気的導通を良くし安定な給電が可能となる。
さらに、上記非溶解部は、カーボンを分散したナイロン系の樹脂とし、上記溶解部は、ポリエステル樹脂を主成分とした複合糸とすることにより、苛性ソーダを溶剤として容易に割繊することができる。
逆に、上記非溶解部は、カーボンを分散したポリエステル系の樹脂とし、上記溶解部は、ナイロン樹脂を主成分とした複合糸とすることにより、蟻酸を溶剤として容易に割繊することができる。
本発明は、上記ブラシのパイル部の断面形状は、エッジ部を有しないブラシも含まれる。エッジを持たないため、ブラシと摺接する対象物を傷つけにくい。また、導電性ブラシの場合、エッジ部が存在するとそこからの集中放電が起こりやすい。集中放電を起こすと、対象物である感光体やトナー、ベルトなどに対して帯電ムラを引き起こす。本発明のブラシは、エッジ部を持たないので、これらを回避できる。
【0014】
また、パイル織り生地の基布を構成する経糸、緯糸およびバックコート材の材質は、割繊する際の溶剤に対する溶解度が低い材質とすることにより、割繊時に基布部が溶剤に侵されにくくなり、毛抜け、倒毛などのより少ない良質な画像形成装置用ブラシを提供することができる。
【0015】
本発明は、細繊維をブラシ毛にするものであり、パイル長の短い小型ブラシに好適に用いられる。3mm以下のパイル長のブラシであってもブラシ毛の剛性がアップしないよう、ブラシ毛の繊度、パイル長、パイル密度の最適化を図ることが容易となった。
さらに、ブラシ毛を細くできるので、単位面積当たりのパイルの本数であるパイル密度を、従来のブラシでは実現不能であった領域まで高めることができる。すなわち、500,000本/inch2以上という超高密度化が図れ、帯電性能や、クリーニング性能のより高い画像形成装置用ブラシが実現できた。
【0016】
また、パイル織り生地は、糸の束で織り込まれているので、パイル長の短いブラシでは、束の密度をアップすることにより、より均一なブラシとなる。具体的には、生地の織り幅方向の密度である筬目の羽数を35羽/inch以上に設定することが望ましい。
また、1束のトータル繊度は、300デシテックス以下と、なるべく小さくして束密度をアップすることが望ましい。
上記したブラシは、パイル織り生地の基布裏面をマスキングして、溶剤に浸漬することにより、パイル部分を効率よく割繊できるとともに、基布部分は未割繊にすることが可能である。
また、パイル織り生地を板金に貼り付けた状態で、溶剤に浸漬することによっても、板金がマスキング材として働き、上記と同様に割繊できる。
さらには、パイル織り生地をシャフトに貼り付けた状態で溶剤に浸漬することによっても製造できる。
特に、生地を板金やシャフトに貼り付けた状態で溶剤に浸漬する方法は、ブラシの最終形状に近い状態での割繊作業になるので、製造効率が向上するし、製造品質も高くすることができる。
【発明の効果】
【0017】
以上のように、本発明の画像形成装置用ブラシは、パイル糸に割繊糸を用いこれを割繊することにより細繊維ブラシが実現でき、より小型で、帯電性能やクリーニング性能を高めることができるとともに、抜け毛や倒毛の少ない高品質ブラシを提供することが可能となった。
【0018】
また、このようなブラシを効率よく製造することが可能となった。特に、生地を板金やシャフトに貼り付けた状態で溶剤に浸漬して割繊する方法は、ブラシの最終形状に近い状態での割繊作業になるので、製造効率が向上するし、製造品質も高くすることができる。
【発明を実施するための最良の形態】
【0019】
次に本発明を実施するための最良の形態について図面を参照して説明する。
【0020】
図1は、本発明による画像形成装置用ブラシに用いたパイル織り生地1の模式的な断面図である。パイル織り生地1は、ブラシ毛となるパイル部2と基布部3とで構成されており、パイル糸は、パイル糸のパイル部分4と基布に織り込まれた基布部分5とが存在する。なお、6は、基布を構成する経糸(縦糸)であり、7は、緯糸(横糸)であり、8はバックコートである。
【0021】
本実施例の特徴は、パイル糸は、溶剤により化学的に割繊される割繊糸であって、そのパイル糸のパイル部分4は完全に割繊されているが、パイル糸の基布部分5は完全には割繊されていないという点である。ここで、完全には割繊されていない状態というのは、全く割繊されていない状態であったり、一部割繊されている状態(換言すれば、不完全に割繊された状態)であるとする。このような状態にする製造方法については後述するが、パイル糸の基布部分5を完全には割繊されていない状態にすることにより、パイル糸の基布部分5が割繊時溶剤による減量が軽微であるため、割繊工程で基布部3での織の弛みが発生することはなく、そのためパイル糸の脱毛や倒毛が回避でき、パイル織り生地1の高品質化を実現でき、ひいては、画像形成装置用ブラシの高品質化が実現できる。
【0022】
さらに、パイル織り生地1の基布部3を構成する経糸6、緯糸7およびバックコート8の材質は、割繊時の溶剤に対して不溶性ないし溶解度の低い材質とすることが、より織りの弛み防止につながり効果的である。
【0023】
このパイル織り生地1を用いた画像形成装置用ブラシとしては、図2に示すロール型ブラシ、図3に示す平板型ブラシが挙げられる。図2、図3において、図1で説明した部材と同一の部材については、同じ符号を付して、その説明を省略する。
【0024】
図2に示すように、ロール型ブラシ21は、支持部である軸20と、軸20に、パイル部2を外側に向けて接着等によって固定されたパイル織り生地1とを備える。このようなロール型ブラシ21は、パイル織り生地1を長尺状に裁断し、軸20に対してスパイラル状に巻きつけることにより製作される。
【0025】
図3に示すように、平板型ブラシ25は、平板24と、この平板24に接着等によって固定されたパイル織り生地1とを備える。この場合、平板24に合わせてパイル織り生地1を裁断するか、平板24より小さくなるように裁断した後、平板24上に、パイル部2とは逆側の面で平板24に接するように固定すればよい。
【0026】
本発明のブラシのパイル織り生地の割繊工程として、以下に説明する割繊方法を含めばよい。
【0027】
本発明において、「化学的に割繊する」とは、従来の物理的な割繊方法以外の方法であり、特に限定されるものではない。「化学的に割繊する」方法として、具体的には、ブラシ毛(パイル糸)が、溶剤によって溶解される溶解部と、溶剤に対して不溶性の非溶解部とを備える複合繊維を含んでおり、上記溶解部を溶剤によって溶解させることにより、ブラシ毛を割繊する方法が挙げられる。
【0028】
複合繊維とは、具体的には、非相溶性の2種以上の成分を複合紡糸して製造される繊維である。複合繊維としては、例えば海島型繊維および芯鞘型繊維等が挙げられる。海島型繊維の場合、溶解部が海部、非溶解部が島部となり、割繊工程によって海部が溶解・除去される。溶解部および非溶解部としては、従来の海島型繊維で用いられている材料を好適に利用することができる。
【0029】
本発明に用いる溶剤としては、溶解部を溶解させ、かつ非溶解部を溶解させない物質であればよい。例えば、溶解部としてポリエチレン系の加水分解性樹脂を用い、非溶解部として、ポリアミド系、ポリオレフィン系、ポリアクリル系などの非加水分解性樹脂を用いて、溶解部を酸またはアルカリなど加水分解することにより非加水分解性樹脂からなる細繊維を得てもよい。より具体的には、溶解部を加水分解性樹脂のPET(アルカリ易溶性PET)、非溶解部を非加水分解性樹脂のナイロン−6とし、アルカリ性の水酸化ナトリウムまたは水酸化ナトリウム水溶液によって溶解部を加水分解してもよい。
【0030】
本発明のブラシ製造方法は、このように化学的にブラシ毛を割繊するので、細繊維の断面形状を所望の形状とすれことができる。例えば、薄刃状の切り込み溝を有する治具を押し当てる等、単に機械的な力によって割繊する場合、得られる細繊維の断面形状を制御することは不可能である。
【0031】
それに対して、本発明のブラシ製造方法は、割繊前のブラシ毛に含まれる複合繊維を形成するときに、細繊維となる部分の形状を決定しておくことができる。例えばノズルからの押し出しによって複合繊維を形成する場合、細繊維となる部分の断面形状を、ノズルの形状によって制御することができる。特に、細繊維となる部分は、断面形状がエッジを持たないことが望ましい。このような形状の細繊維を備えるブラシ毛は、後述するように、特に導電性ブラシとして優れている。
【0032】
また、本発明のブラシ製造方法における割繊工程では、溶剤によって溶解部が除去され、非溶解部のみからなる細繊維を得るので、剥離型繊維を物理的に割繊する方法とは異なり、細繊維間に余分な成分が残留しない。その結果、製造されたブラシが対象物と接触する部分の成分がより均一となる。特に、導電性ブラシの場合、均一に対象物を帯電するためには、接触部分の成分が均一であることが好ましいので、本発明のブラシ製造方法は、導電性ブラシの製造に非常に好適に利用することができる。
【0033】
本発明に係る割繊工程では、「ブラシ毛すなわちパイル糸のパイル部分は、完全に割繊されており、パイル糸の基布部分は、不完全割繊となっていること」が特徴であり、そのための製造方法の具体例を以下に詳述する。
【0034】
図4は、パイル織り生地を溶剤に浸漬して、この溶剤によりパイル糸の溶解部を溶解することによって割繊する方法の一例を示す。溶剤槽40は、溶剤41が入れられ、加熱装置42で溶剤41が一定温度に保持される。パイル織り生地43は、基布部44のパイル部45とは逆の面にマスキング材46によりマスキングされた状態で溶剤槽40の溶剤41に溶剤槽40の底面や壁面に生地43が接触しないように浸漬される。底面や壁面は、溶剤の温度より高くなっている場合があり、接触部の割繊条件が他と異なってしまうことがあり得るので、生地43が溶剤槽40の底面や壁面に接触させるべきではない。マスキング材46は、粘着テープや溶剤41に対して溶解度の低い材質のフィルムなどを両面粘着テープで基布44に貼り付けることにより、基布部44が溶剤41と遮断され、マスキングの機能を持つことができる。
【0035】
割繊条件は、溶剤41の濃度、温度により最適な時間が選ばれる。例えば、パイル糸の溶解部をアルカリ易溶性ポリエステルとし、非溶解部を6ナイロンの複合糸とし、苛性ソーダを溶剤として割繊する場合、苛性ソーダの濃度を10〜20%とし温度を沸点に設定した場合、浸漬時間は2〜5分が好ましい割繊条件である。濃度をより低くすれば、浸漬時間はより長くすることにより対応できる。対応しうる濃度は3〜30%、温度は60℃〜沸点、浸漬時間は1〜20分の範囲で適宜割繊条件の最適化を図ることができる。
【0036】
溶剤41に浸漬した後、パイル織り生地43は、十分な水洗を行い、マスキング材を除去し、乾燥後ブラシ製造工程に進む。
【0037】
適した割繊条件で割繊されたパイル織り生地43は、そのパイル部分45は完全に割繊されているが、基布部分44のパイル糸は若干溶剤に侵されることがあるが、完全には割繊されず、溶解部が残留している。これは、基布部分44の裏面はマスキング材46で溶剤から隔離されているためと、パイル部45から基布部44への溶剤の浸透が十分でないためである。当然、浸漬時間を長くすれば、マスキング材46があっても基布部分も完全な割繊状態になり得るが、条件設定を最適化することにより、このような状態を避けることが可能である。例えば、最適浸漬時間が3分の場合、±30秒以上のマージンがとれることが確かめられており、条件設定は容易である。
【0038】
なお、マスキング材は、上記した材料や方法に限定されるものではなく、溶剤の浸透をある程度制限できるものでありさえすればよい。また、パイル織り生地の基布に用いられる経糸、緯糸は溶剤に強い材料を選定するのが好ましいこと、バックコート材も同様、溶剤に強い材料が好ましいことは当然である。
【0039】
このように、基布部分が不完全割繊であれば、パイル糸と経糸、緯糸との絡み状態に弛みが抑制できるので、割繊によるパイル織り生地の劣化も抑制できる。
【0040】
図5は、パイル織り生地の溶剤による割繊方法の第2の実施例を示す。ロール状のブラシは、通常、シャフトにシャフトの直径に対応した生地幅のパイル織り生地をスパイラル巻きした後、起毛、シャーリング工程を経て製造される。本実施例は、シャフトにパイル織り生地をスパイラル巻きした状態で割繊する方法である。
【0041】
図5において、50はロール状ブラシであって、シャフト51にパイル織り生地52がスパイラル状に巻かれたものであり、起毛やシャーリングは未加工である。このロール状ブラシ50は、溶剤槽53の溶剤54中に浸漬されている。支持部材55は、ロール状ブラシ50を支持しパイル織り生地部52が溶剤槽53の底面や壁面と非接触を保ち、また、溶剤槽53に複数のロール状ブラシ50を浸漬した場合、ブラシ相互が非接触を保持する。56は、加熱装置であり図4で示したと同様、溶剤54を一定温度に保つものである。
【0042】
この場合も、図4で示したと同様の割繊条件で割繊される。ロール状ブラシ50では、パイル織り生地52の基布の裏面は、シャフト51に接着されているため、溶剤54と直接接触することがない。従って、シャフト51が図4の場合のマスキング材に相当し、同じ機能を果たす。
【0043】
この場合も、割繊条件を最適化することにより、ブラシ50のパイル部は完全に割繊された状態になり、基布部分は不完全割繊の状態にすることができる。なお、溶剤54に浸漬中ブラシ50を数10RPMで回転させることにより、溶剤54が撹拌されより均一に割繊することができる。
【0044】
溶剤54に浸漬した後は、ブラシ50の状態で十分な水洗を行い、乾燥後、通常のブラシ加工と同様、起毛加工、シャーリング加工を施してブラシとして完成させる。
【0045】
ロール状ブラシで割繊する方法は、巻き加工までは、割繊前の生地であるため、従来ブラシ即ち非割繊ブラシと同様の加工方法が採れる。図4で示した生地で割繊した後にブラシ加工を行なうのに比し加工工数の低減が図れる。これは割繊された生地ではパイルが細繊維化されているため、パイルの毛立ちが悪くなっていて、生地の裁断、巻き加工で工数アップが避けられないためである。
【0046】
図6は、割繊方法の第3の実施例であり、図3に示した回転を伴わない平板型ブラシの場合の割繊方法を示す模式図である。平板型ブラシ60は、一般的にL字断面の板金で作られた平板61にパイル織り生地の基布部分62で両面粘着テープなどにより接着して形成されるが、平板61への接着後、パイル部63の起毛加工と毛足長さを整えるためのシャーリング加工が施される。この起毛、シャーリング加工は、平板型ブラシを複数本回転体64の外周に取り付け、この回転体64を起毛装置、シャーリング装置にセットして行なわれる。
【0047】
本実施例では、図示したように、回転体64に平板型ブラシ60を12本取り付けた状態で、この回転体64を溶剤66で満たした溶剤槽65に浸漬させて割繊が行なわれる。なお、67は加熱装置であり、溶剤槽65の溶剤66を一定の温度に保つためのものである。この場合も、ブラシ60のパイル部63が溶剤槽65の底面や壁面に接触しないことが望ましく、さらには、回転体65を数10RPM程度で回転させることが好ましく、それにより、より均一な割繊が行なえる。
【0048】
また、割繊条件を最適化することにより、ブラシ60のパイル部63は完全に割繊された状態になり、基布部分62は不完全割繊の状態にすることができる。これは、平板61が基布部分62の裏面を溶剤66から保護するマスキング材の役割を担っているためでいる。
【0049】
溶剤66に浸漬した後は、ブラシ60を取り付けた状態の回転体64は、十分水洗され、乾燥後、通常の平板型ブラシの加工と同様、起毛、シャーリング加工を施し、ブラシ60は、回転体64から取り外して完成する。
【0050】
このように平板型ブラシ60の場合、通常の加工に用いる回転体64をそのまま用いて割繊工程を行なうので、図4で示したように、生地で割繊した後、ブラシ化するのに比し効率的で、工数低減を図ることができる。
【0051】
本発明に係るブラシの製造方法は、上記したいくつかの方式に限定されるものではなく、基布裏面を溶剤から保護するためのマスキング材、またはそれ相当のものを用いて割繊するものでありさえすればよい。また、本発明に係るブラシは、形状、使用目的等は特に限定されるものではない。本発明に係るブラシとしては、具体的には、画像形成装置の帯電、転写などの導電装置に用いられる導電性ブラシ、像担持体上の転写残トナーを清掃するためのクリーニングブラシ、さらには、センサー、レンズなどの光学部材、ディスプレイ等を清掃するクリーニングブラシなどが挙げられる。ブラシ毛が導電性であるか、絶縁性であるかは、ブラシの機能によって使い分ければよく、本発明としてどちらかに限定されるものではない。
【0052】
本発明を絶縁性ブラシに適用する場合、割繊糸は溶解部も非溶解部も共に絶縁性の複合糸であればよい。バックコートも導電性にする必要はない。(導電性でも構わないが)
また、本発明を導電性ブラシに適用する場合、非溶解部がブラシ毛となるため、少なくとも非溶解部は、導電性であることが必須である。バックコートも導電性であるべきである。溶解部については、導電性であることが望ましい。その理由は、上述したように、基布部分の割繊糸の溶解部は残留しており、完全に溶解されてはいない。そにため、バックコートとブラシ毛である非溶解部との間に、残留した溶解部が存在するので、この部分を導電性にすることにより、バックコートと非溶解部間の電気的導通が確実となるためである。
【0053】
本発明に係るブラシは、ブラシ毛となるパイル糸を細繊維化することができる。割繊しない場合に比し太さを1/4〜1/12にすることは容易である。画像形成装置にブラシを搭載する場合、ブラシ毛の剛性が大きいとブラシと接触する感光体等の摩耗が問題になることがある。対策として毛足、すなわちパイル長を長くするなどで対処してきたが、本発明を適用すれば、剛性が大きくすることなくパイル長を短くすることができる。従来の非割繊ブラシでは、2dT(デシテックス)程度が最小太さであって、この場合パイル長を3mm以下にすると剛性力アップで感光体の摩耗が避けられなかった。本発明を適用しブラシ毛を0.3dT程度とし、パイル長を2mmとしても摩耗は実用上問題とならないレベルに軽減した。
【0054】
パイル長を短くできるということは、ロールブラシの外径を小さくできることにつながる。このことは、画像形成装置の小型化傾向に対して、さらには感光体を4個搭載するタンデム方式のカラー機に対しても省スペース化がはかれ、多大のメリットとなる。
【0055】
さらに、ブラシ毛を細くできるので、単位面積当たりのパイルの本数であるパイル密度を、従来のブラシでは実現不能であった領域まで高めることができる。すなわち、500,000本/inch2以上、さらには、1,000,000本/inch2以上という超高密度化が図れる。高密度にすることにより、ブラシ毛のトータル表面積をアップできクリーニング性能の向上、より精細な帯電、除電が図れ、その性能向上、安定性向上が実現できた。
【0056】
ブラシは、装置とのマッチングをとるための最適化が重要であるが、本発明を適用すれば、ブラシのパラメータであるブラシ毛の繊度、パイル長、パイル密度などの選択の自由度が大幅に向上し、容易に最適ブラシを見出すことができるようになった。
【0057】
また、パイル織り生地は、糸の束で織り込まれているので、パイル長の短いブラシでは、パイル密度をアップさせるだけではなく、パイルの束密度をアップすることが重要である。こうすることにより、ブラシ毛のブラシ表面での配列がより均一となり、この面でもブラシの高性能化に寄与することができる。従来一般的には、生地の織り幅方向の密度である筬目の羽数は、20〜30羽/inch程度で十分であったが、パイル長3mm以下とする場合、筬目の羽数を35羽/inch以上に設定することが望ましい。
また、パイル糸の1束のトータル繊度が大きいと束密度をアップすることができにくくなる。トータル繊度を300デシテックス以下、より好ましくは200デシテックス以下と、なるべく小さくして束密度をアップすることが望ましい。
【0058】
本発明に係るブラシは、また、パイル織り生地のパイル部をブラシ毛としたブラシであって、上記パイル部は完全に割繊されて細繊維となっており、基布部は不完全割繊であり、上記細繊維は、その断面形状がエッジ部を持たないブラシであることが望ましい。
【0059】
このようなブラシの製造方法としては、上述の製造方法が非常に好適に利用できる。すなわち、機械的にブラシ毛を割繊する従来のブラシの製造方法では、ブラシの断面形状を正確に制御することはできなかった。また、ブラシ毛を機械的に割繊するブラシ製造方法では、細繊維の断面形状がエッジを持たないようにすることはできなかった。また、パイル織り生地全体を溶剤に浸してブラシ毛を割繊する従来の方法では、既に述べたように基布部の割繊糸も割繊されてしまうため、ブラシ毛の抜けや倒毛が起こり、性能、品質の悪いブラシとなってしまった。
【0060】
なお、細繊維の断面形状がエッジを持たないとは、その断面形状が角を持たず、丸くなっていることを意味する。このような形状としては、円形または楕円形であってもよいし、多角形の角が丸くなった形状であってもよい。具体的には、本発明に係る細繊維の実施の一形態として、図8に示すような形状が挙げられる。図8(a)〜(c)は、本発明の一実施形態である海部80と島部81とを有する海島型繊維82の断面図である。割繊に際しては、海部80が溶剤に溶解し、島部81は溶解されずに残留し細繊維化される。
【0061】
さらには、本発明の細繊維は、その断面積と等しい面積を持つ円の半径をRとすると、細繊維の断面形状コーナーの丸み(アール)が、1/5R以上であることが好ましい。
【0062】
このように、細繊維の断面形状がエッジを持たないことによって、対象物を傷つけないという効果を奏する。また、本発明のブラシを導電性ブラシとして利用するばあいは、エッジを持たない形状であることによって、細繊維からの集中的な放電が起こらないので好ましい。
【0063】
以上のように、本発明において、細繊維の断面形状がエッジを持たないとは、完全に角がないことを意味するのではなく、上述のような形状を広く含むものである。つまり、微視的に見て角や突起を有する形状であっても巨視的に見て角や突起がないと判断されるような多角形等の形状も、本発明の範疇に含まれる。
【0064】
これに対して、例えば特許文献4には、パイル糸を備えるベロア材よりなるクリーニングブラシにおいて、摺接による相手部材の傷つきの発生を抑制しつつ、付着物を十分に掻き取り、かつ捕集することができるように、パイル糸を割繊繊維と剛性繊維とによって形成すると共に、この割繊繊維を開繊することで、断面形状が略多角形状をなし、その頂点から延びる直線状のエッジ部が形成された複数本の細繊維を形成する技術が記載されている。この文献のように細繊維の断面形状がエッジ部を有すると、対象物をこのエッジで傷付ける恐れがある。また、導電性ブラシの場合、このエッジから放電等が起こりやすいので、対象物の帯電が不均一になってしまうという問題が発生した。
【0065】
つまり、本発明のブラシは、上述したように、細繊維の断面形状がエッジを持たないことによって、対象物を傷付けないと共に、エッジからの集中的な放電が起こらず、導電性ブラシとして帯電装置に用いた場合、対象物を均一に帯電することができる。もちろん、除電装置、トナーの除去装置等に用いる場合も同様である。
【0066】
本発明のブラシは、上述したように、画像形成装置における帯電装置等、または各種クリーニング材としても利用可能である。
【0067】
以下では、本発明に係るブラシの利用方法の一例として、導電性ブラシを利用した画像形成装置について説明する。
【0068】
図9は、本実施の形態に係る電子写真方式の画像形成装置における画像形成部の内部構造を模式的に示す正面図である。
【0069】
なお、画像形成装置は、スキャナにて読み込まれた画像や、画像形成装置に外部から接続された機器(例えば、パーソナルコンピュータなどの画像処理装置)からのデータを画像として記録出力するものである。画像形成装置としては、具体的には、プリンター、複写機、ファクシミリ機、およびこれらの機能を複合した複合機等が挙げられる。
【0070】
画像形成部は、図9に示す矢印方向に回転する感光体ドラム90を備えている。さらに、画像形成部においては、感光体ドラム90を一様に帯電させる帯電装置91、外部機器やスキャナから入力したデータに基づいて、帯電した感光体ドラム90の光像を走査することで静電潜像を形成する光走査装置92、静電潜像をトナーによって顕像化する、つまりトナー画像を形成する現像装置93、トナー画像を用紙97に転写する転写用放電装置94、用紙97を感光体ドラム90に運ぶ転写ベルト96、および、転写後の感光体ドラム90上に残った残留トナーを除去するクリーニング装置95が、感光体ドラム90の回転方向に沿って順に設置されている。
【0071】
本実施の形態の帯電装置91、現像装置93、転写用放電装置94、およびクリーニング装置95は、導電性ブラシを備えている。本実施の形態では、帯電装置91および転写用放電装置94は、前述した平板型ブラシ98、99を採用している。なお、この平板型ブラシ98、99は、感光体ドラム90に摺接するように保持される固定型ブラシである。一方、現像装置93およびクリーニング装置95は、前述したロール型ブラシ100、101を備えている。このロール型ブラシは、感光体ドラム90に対して摺動回転する回転型ブラシである。なお、本実施の形態では、画像形成装置の導電性ブラシは全て本発明に係るブラシであるとしたが、本発明の画像形成装置としては、これに限定するものではなく、本発明のブラシを少なくとも1つ備えておればよいものとする。さらに、上記で平板型ブラシとしたものをロール型ブラシに変更してもよいし、その逆もあり得る。また、例えば、クリーニング装置は感光体ドラムをクリーニングするもの以外に、転写ベルトのクリーニング、ゴムロールなどのクリーニングにも適用できる。
【0072】
このように、本実施の形態に係る画像形成装置には、前述した導電性ブラシを備える導電装置(帯電装置91、現像装置93、転写用放電装置94、およびクリーニング装置95)が設けられている。そのため、本実施の形態に係る画像形成装置、帯電、トナー画像形成能、トナーの除去機能等に優れている。つまり、感光体ドラム等の被帯電体を均一に帯電することができ、良質なトナー画像を形成することができると共に、トナーの除去ムラ等も発生することがない。そのため、本実施の形態に係る画像形成装置は、良好な画像形成能を有する。
【0073】
本発明は、上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範疇に含まれる。
【産業上の利用可能性】
【0074】
本発明に係るブラシおよびその製造方法は、特にプリンター、複写機、ファクシミリ機等の画像形成装置における帯電装置、クリーニング装置、転写装置、除電装置等に好適に利用される導電性ブラシに好適に利用可能である。
【図面の簡単な説明】
【0075】
【図1】本発明による画像形成装置用ブラシに用いたパイル織り生地1の模式的な断面図である。
【図2】本発明の実施の形態に係るロール型ブラシを示す平面図である。
【図3】本発明の実施の形態に係る平板型ブラシを示す平面図である。
【図4】割繊方法の第1の実施例であり、図1に示したパイル織り生地の場合の割繊方法を示す断面図である。
【図5】割繊方法の第2の実施例であり、図2に示した回転を伴うロール型ブラシの場合の割繊方法を示す断面図である。
【図6】割繊方法の第3の実施例であり、図3に示した回転を伴わない平板型ブラシの場合の割繊方法を示す模式図である。
【図7】従来のパイル織り生地を示す断面図である。
【図8】(a)〜(c)は、本発明の一実施形態である海部80と島部81とを有する海島型繊維82の断面図である。
【図9】本実施の形態に係る電子写真方式の画像形成装置における画像形成部の内部構造を模式的に示す正面図である。
【符号の説明】
【0076】
1 パイル織り生地
2 パイル部
3 基布部
21 ロール型ブラシ
25 平板型ブラシ
40 溶剤槽
41 溶剤
42 加熱装置
46 マスキング材
64 回転体
80 海部
81 島部
82 海島型繊維
【特許請求の範囲】
【請求項1】
化学的に割繊する割繊糸をパイル糸としたパイル織り生地からなる画像形成装置用ブラシであって、パイル部分は完全割繊であること、および、基布部分は不完全割繊であることを特徴とする画像形成装置用ブラシ。
【請求項2】
上記割繊糸は、特定の溶剤による溶解度の高い溶解部と、溶解度の低い非溶解部とを備える複合繊維であり、上記パイル部分の上記溶解部は、溶解により残留せず、上記基布部分の上記溶解部は、残留していることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項3】
少なくとも上記非溶解部は、導電性を有することを特徴とする請求項1または2記載の画像形成装置用ブラシ。
【請求項4】
上記溶解部は、導電性を有することを特徴とする請求項3記載の画像形成装置用ブラシ。
【請求項5】
上記非溶解部は、カーボンを分散させたナイロン樹脂であり、上記溶解部はポリエステル樹脂を主成分としたことを特徴とする請求項2〜4のいずれか1項に記載の画像形成装置用ブラシ。
【請求項6】
上記非溶解部は、カーボンを分散させたポリエステル樹脂であり、上記溶解部はナイロン樹脂を主成分としたことを特徴とする請求項2〜4のいずれか1項に記載の画像形成装置用ブラシ。
【請求項7】
割繊されたパイル部分の個々の断面形状は、エッジ部を持たないことを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項8】
上記パイル織り生地の基布を構成する経糸、緯糸およびバックコート材の材質は、割繊する際の溶剤に対する溶解度が低い材質としたことを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項9】
パイル長が3mm以下であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項10】
パイルの単位面積当たりの本数が、500,000本/inch2以上であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項11】
上記パイル織り生地の織り組織において、筬目の羽数は35羽/inch以上であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項12】
上記パイル織り生地の織り組織において、パイル糸1束のトータル繊度は、300デシテックス以下であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項13】
上記パイル織り生地の基布裏面をマスキングし、パイル織り生地を溶剤に浸漬して割繊することを特徴とする画像形成装置用ブラシの製造方法。
【請求項14】
上記パイル織り生地を板金に貼り付けた状態で溶剤に浸漬して割繊することを特徴とする画像形成装置用ブラシ製造方法。
【請求項15】
上記パイル織り生地をシャフトに貼り付けた状態で溶剤に浸漬して割繊することを特徴とする画像形成装置用ブラシ製造方法。
【請求項16】
請求項1〜12のいずれか1項に記載のブラシを備える画像形成装置。
【請求項1】
化学的に割繊する割繊糸をパイル糸としたパイル織り生地からなる画像形成装置用ブラシであって、パイル部分は完全割繊であること、および、基布部分は不完全割繊であることを特徴とする画像形成装置用ブラシ。
【請求項2】
上記割繊糸は、特定の溶剤による溶解度の高い溶解部と、溶解度の低い非溶解部とを備える複合繊維であり、上記パイル部分の上記溶解部は、溶解により残留せず、上記基布部分の上記溶解部は、残留していることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項3】
少なくとも上記非溶解部は、導電性を有することを特徴とする請求項1または2記載の画像形成装置用ブラシ。
【請求項4】
上記溶解部は、導電性を有することを特徴とする請求項3記載の画像形成装置用ブラシ。
【請求項5】
上記非溶解部は、カーボンを分散させたナイロン樹脂であり、上記溶解部はポリエステル樹脂を主成分としたことを特徴とする請求項2〜4のいずれか1項に記載の画像形成装置用ブラシ。
【請求項6】
上記非溶解部は、カーボンを分散させたポリエステル樹脂であり、上記溶解部はナイロン樹脂を主成分としたことを特徴とする請求項2〜4のいずれか1項に記載の画像形成装置用ブラシ。
【請求項7】
割繊されたパイル部分の個々の断面形状は、エッジ部を持たないことを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項8】
上記パイル織り生地の基布を構成する経糸、緯糸およびバックコート材の材質は、割繊する際の溶剤に対する溶解度が低い材質としたことを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項9】
パイル長が3mm以下であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項10】
パイルの単位面積当たりの本数が、500,000本/inch2以上であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項11】
上記パイル織り生地の織り組織において、筬目の羽数は35羽/inch以上であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項12】
上記パイル織り生地の織り組織において、パイル糸1束のトータル繊度は、300デシテックス以下であることを特徴とする請求項1記載の画像形成装置用ブラシ。
【請求項13】
上記パイル織り生地の基布裏面をマスキングし、パイル織り生地を溶剤に浸漬して割繊することを特徴とする画像形成装置用ブラシの製造方法。
【請求項14】
上記パイル織り生地を板金に貼り付けた状態で溶剤に浸漬して割繊することを特徴とする画像形成装置用ブラシ製造方法。
【請求項15】
上記パイル織り生地をシャフトに貼り付けた状態で溶剤に浸漬して割繊することを特徴とする画像形成装置用ブラシ製造方法。
【請求項16】
請求項1〜12のいずれか1項に記載のブラシを備える画像形成装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−206372(P2007−206372A)
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願番号】特願2006−25099(P2006−25099)
【出願日】平成18年2月1日(2006.2.1)
【出願人】(390026147)東英産業株式会社 (38)
【Fターム(参考)】
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願日】平成18年2月1日(2006.2.1)
【出願人】(390026147)東英産業株式会社 (38)
【Fターム(参考)】
[ Back to top ]