
画像形成装置用ローラの製造装置、及び製造方法
【課題】 画像形成装置に使用するドラムやローラ類を両端加工機で加工する際、両端加工機への被加工物の取り付けや被加工物の加工のいずれにおいても、被加工物に傷や損傷を与えることなく、かつ、効率的な両端加工方法を提供すること、また、そのような被加工物製品及びこれを使用した画像形成装置を提供すること。
【解決手段】 複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機。
【解決手段】 複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子写真やインクジェット等を応用した画像形成装置に使用されるローラの高精度な製造方法に関するものであり、特にローラの加工を両端加工機を使用して行なう際の両端加工装置、及び両端加工方法に関するものである。
【背景技術】
【0002】
従来から、各種方式の画像形成装置が使用されており、例えば、電子写真技術を利用した画像形成装置としては電子写真を利用した複写機、印刷機、ファクシミリ等がある。また、インクジェット技術を使用した画像形成装置が印刷機等として使用されている。
これらの画像形成装置には各種のドラムやローラが使用されている。例えば、電子写真装置では、ドラム状感光体を利用した電子写真装置では、感光体ドラムがまず挙げられ、その他のローラとして、定着ローラ、現像ローラ、紙搬送ローラ、原稿搬送ローラ等多くのローラやドラムが使用されている。感光体がベルト状感光体、殊に無端ベルト状感光体である場合は、該ベルト状感光体を回転させる駆動ローラ、ベルトの搬送に伴って回転する従動ローラ、ベルトに張力を与えるテンションローラがある。
画像形成技術としてインクジェット技術やサーマル記録技術を使用する場合でも、紙送りローラ等多くのローラ類を使用する。
【0003】
これらのドラムやローラの製造方法として、円筒状の原材料管を所定の長さに切断し、その切断面を目的とする寸法や品質に加工することが行なわれる。このような切断面の加工を端面加工というが、加工時間の短縮化を目的として、両端を同時に加工する両端加工が行なわれている。
両端加工を行なう場合、両端部を開放する様に被加工物の外周面を掴持し、これを回転することにより行なう。被加工物の外周面を掴持する方法としては、コレットチャックによる方法(特許文献1参照)と、バイスジョーによる方法(特許文献2参照)がある。
ここで、コレットチャックは金属製円筒体の軸方向に等間隔のすり割りが入っており、このすり割の入った金属製円筒体にかぶさったリングを移動させることにより、すり割部を近接させ、コレットチャックの内径を小さくすることによって対象物を掴持する機構である。
コレットチャックによって外周面を掴持する方法、あるいは両端加工の方法としては、特許文献3〜10記載のものがある。
近年、進展の著しい電子写真方式による画像形成装置や、インクジェット方式による画像形成装置では、傷付き無く外周を掴持するために二基のコレットチャックを使用し掴持する方法が採られている。しかし、これら従来技術は、高硬度で重量ある一般的な鉄鋼製円筒状部材や円柱状部材の加工技術であって、特に所定の位置にズレがなく正確に画像を形成し或いはカラー用画素を所定位置で正確に重ねるための精緻で小型軽量な画像形成装置部材用被加工物の両端加工技術にそのまま利用することは難かしい。小型軽量な画像形成装置部材用被加工物は小径なものや肉薄なものも多いため加工中、加えられる圧力により変形状態に置かれ易く、かつ、不所望な表面瑕が付き易い。
【0004】
インクジェット方式の画像形成装置や電子写真方式による画像形成装置では、画像品質の向上が急激に進展しており、1200dpi、あるいはそれ以上の高解像度化や、フルカラー化が行なわれている。
それに伴い、その機器で使用するドラムやローラ類は高い寸法精度が要求されるようになっている。
例えば、インクジェット方式のカラープリンターでは1200dpi以上の画像形成が可能になっているが、インクジェットプリンターで画像を形成する場合、紙送り機構で紙を一定長送り、インクジェットヘッドで印字部をインクを吹き付けながらスキャンすることにより行なわれる。
例えば、1200dpiの解像度で印字する場合、紙送り精度は10μmが要求される。
このように高精度な紙送りを達成するには、高い精度の紙送り機構が必要になるが、中でも、紙送りロールの寸法精度は重要になり、全長350mm、外径8mmの紙送りローラの場合、全振れとして10μm以下、望ましく7μm以下が必要とされる。
【0005】
電子写真方式の画像形成装置においても、各種ロールに高い寸法精度が要求されており、例えば、電子写真感光体として無端ベルト状電子写真感光体を用いた場合、該ベルト状電子写真感光体を回転駆動するために駆動ロールと、その回転に伴って回転する従動ロールが必要になる。
また電子写真装置の方式によっては、感光体ベルトに張力を与えるためのテンションロールが必要になる。
電子写真装置で1200dpi、あるいはそれ以上の解像度で印字を行なったり、あるいはフルカラー印字を行なう場合に、前記ベルト状電子写真感光体を高い精度で駆動搬送することが必要になるが、この場合も、同様に使用する駆動ロール、従動ロール、テンションロールには高い寸法精度が要求される。
【0006】
また、近年省エネルギーを目的として、定着を熱ロール定着ではなく、ベルト定着方式にする試みが行なわれているが、この場合でも、定着ベルトを高い精度で搬送しないと、画像のドットズレやドット潰れが発生するので、定着ベルトの駆動搬送に使用するロールも高い寸法精度が必要になる。
【0007】
感光体がドラム状感光体の電子写真装置であったり、あるいは熱ロール方式の定着機構を使用した電子写真装置においても、高精度の紙送り機構は必要であり、このために寸法精度の高い紙送りロールが必要になっており、全長350mm、外径8mmの紙送りローラの場合、全振れとして8μm以下、望ましく5μm以下が必要とされている。
【0008】
以上述べてきたように、近年の画像形成装置では、寸法精度の高いロールを必要としているが、従来のロール製造方法では、寸法精度に限界がある場合があった。加えて、オフィスユースやホームユース又はパーソナルユースのような汎用画像形成装置においては、短期間での量産ニーズに答えるため、加工工数の増加回避、加工工程の短縮化の要求を満たす必要がある。
このような状況下で精度に関し、発明者らは、この原因を調べたところ、ローラ製造工程の中で、両端加工時に、画像形成装置部材としては、寸法精度が低下する現象があることを見出した。
発明者らが検討を行なったところ、この寸法低下は、以下に述べる2つの状況で発生していることが判った。
最初の状況であるが、両端加工では、製造工程の自動化を目的として、両端加工機への被加工物の供給と取り出しは自動化しているが、両端加工機への被加工物の供給時に、両端加工機内部で被加工物に傷や変形等の損傷が発生していた。
次ぎの状況であるが、両端加工において被加工物の外周を掴持し、これを回転する際に、被加工物にブレあるいは振れが発生し、被加工物に傷や変形等の損傷が発生していた。被加工物を静止状態に固定的に保持して加工するときには、画像形成装置用部材としての加工精度に限界がある点で不満は残るが、そのような疵や変形等の損傷は、当然、より発生し難くなる。
【0009】
【特許文献1】特開平6−182704号公報
【特許文献2】特開2001−129734号公報
【特許文献3】実公昭59−036327号公報
【特許文献4】特開昭60−172401号公報
【特許文献5】特開昭61−182701号公報
【特許文献6】特開平06−059562号公報
【特許文献7】特開平08−281506号公報
【特許文献8】特開2000−153403号公報
【特許文献9】特開2000−158216号公報
【特許文献10】特開2000−308912号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、本発明の課題は、画像形成装置に使用するドラムやローラ類を両端加工機で加工する際、両端加工機への被加工物の取り付けや被加工物の加工のいずれにおいても、被加工物に傷や損傷を与えることなく、かつ、効率的な両端加工方法を提供することにあり、また、そのような被加工物製品及びこれを使用した画像形成装置を提供することにある。
【課題を解決するための手段】
【0011】
上記課題は、本発明の(1)「複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機」;
(2)「1個あるいは複数個のコレットチャックを有する両端加工機であって、且つ、このコレットチャックに隣接して、被加工物挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機」;
(3)「被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部が合成樹脂であることを特徴とする前記第(1)項又は前記第(2)項に記載の両端加工機」;
(4)「被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部の材質が、ナイロン、超高分子量ポリエチレン、高分子量ポリエチレン、ポリエチレン、ポリプロピレン、ポリウレタン、メラミン・ホルムアルデヒド樹脂、ポリアセタール、ポリ塩化ビニル、フッ素樹脂のいずれかであることを特徴とする前記第(1)項又は第(2)項に記載の両端加工機」;
(5)「前記被加工物の外径をD、被加工物挿入時の振れを抑制する前記ガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Iが0.001mm以上、1.0mm以下、
I−Dが0.001mm以上、1.0mm以下
であることを特徴とする前記第(1)項乃至第(1)項のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機」;
(6)「被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Dが0.001mm以上、1.5mm以下、
であることを特徴とする前記第(1)項乃至第(3)項のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機」;
(7)「前記第(1)項請求項1乃至第(3)項3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機を使用した両端加工方法であって、被加工物の外径をD、全長をLとしたとき、(L/D)>10である被加工物の両端加工を行なうことを特徴とする両端加工方法」;
(8)「前記第(7)項に記載の方法で作成したことを特徴とする現像ロール」;
(9)「前記第(7)項に記載の方法で作成したことを特徴とする定着ロール」;
(10)「前記第(7)項に記載の方法で作成したことを特徴とする感光体ベルト従動ロール」;
(11)「前記第(7)項に記載の方法で作成したことを特徴とする感光体ベルト駆動ロール」;
(12)「前記第(7)項に記載の方法で作成したことを特徴とする感光体ベルトテンションロール」;
(13)「前記第(7)項に記載の方法で作成したことを特徴とする接触帯電用ロール」;
(14)「前記第(10)項に記載の感光体ベルト搬送ロールを使用したことを特徴とする電子写真装置」;
(15)「前記第(11)項に記載の感光体ベルト駆動ロールを使用したことを特徴とする電子写真装置」;
(16)「前記第(12)項に記載の感光体ベルトテンションロールを使用したことを特徴とする電子写真装置」;
(17)「前記第(13)項に記載の接触帯電用ロールを使用したことを特徴とする電子写真装置」によって解決される。
【発明の効果】
【0012】
前記第(1)項に示す発明の両端加工機は、複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えるので、コレットチャックの間に、被加工物の振れを抑制するガイド機構を備え、このガイド機構により、被加工物のコレットチャックへの挿入精度も上がり、かつ、被加工物を両端加工機へ挿入する際の損傷や傷付きを防止できるという極めて優れた効果が発揮される。
前記第(2)項に示す両端加工機は、1個あるいは複数個のコレットチャックを有する両端加工機であって、且つ、このコレットチャックに隣接して、被加工物挿入時の振れを抑制するガイド機構を備えるので、このガイド機構により、被加工物のコレットチャックへの挿入精度も上がり、かつ、被加工物を両端加工機へ挿入する際の損傷や傷付きを防止できるという極めて優れた効果が発揮される。
前記第(3)項に係る発明は、前記第(1)項又は第(2)項に示す両端加工機が具備するガイド機構(3)の被加工物当接部を合成樹脂とするものである。
ガイド機構(3)の被加工物当接部を合成樹脂とすることにより、被加工物(W)を両端加工機に挿入する際、被加工物Wと該ガイド機構(3)が擦動する過程で、被加工物に傷が発生することが無いという極めて優れた効果が発揮される。
前記第(4)項に係る発明は、前記第(3)項に示す被加工物(W)の振れを抑制するガイド機構(3)の被加工物当接部の材質を、ナイロン、超高分子量ポリエチレン、高分子量ポリエチレン、ポリエチレン、ポリプロピレン、ポリウレタン、メラミン・ホルムアルデヒド樹脂、ポリアセタール、ポリ塩化ビニル、フッ素樹脂のいずれかとするものである。ガイド機構を上記樹脂とすることにより、被加工物Wに付着している切削油や、両端加工の際に供給された切削油がガイド機構(3)の被加工物当接部に付着しても、材質に劣化や変化を生じてクラックや割れを生じることが無いという極めて優れた効果が発揮される。
ここで、部材として、アクリル樹脂、メタクリル樹脂、ポリカーボネート樹脂、天然ゴム、イソプレンゴム、ブタジエンゴム、エチレン酢酸ビニル共重合体を用いると、1ケ月程度ならほとんど問題は無いが、部材に切削油が付着した場合、部材にクラックや割れが生じ、甚だしい場合は、クラックや割れによって生じた破片がコレットチャックと被加工物の間に挟まって被加工物に傷や損傷を与えることがある。
前記第(5)項に係る発明は、前記第(1)項〜第(3)項に示す被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機において、被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときすなわち開放時の把持部の内径をdとしたとき、d>I>Dであって、
d−Iが0.001mm以上、1.0mm以下、
I−Dが0.001mm以上、1.0mm以下
とするものである。
ここで、d−Iはより好ましくは0.005mm以上、0.8mm以下が良く、更に好ましくは、0.01mm以上、0.5mm以下が良い。
また、I−Dはより好ましくは0.005mm以上、0.8mm以下が良く、更に好ましくは0.01mm以上、0.75mm以下が良い。
ここで、d−Iが0.001mm未満であると、ガイド機構の内径とコレット開放時の内径の差が小さすぎるので、本発明に示すガイド部材を設けても、被加工物挿入時に被加工物とコレットが接触し、被加工物に傷が発生することがある。
d−Iが1.0mmを超えると、コレットが被加工物を把持するために大きな量の開閉動作を行なわねばならず、ドローバーの動作距離が長くなったり、あるいはコレットの寸法が大きくなったり、あるいはコレット開閉に大きな力が必要になる問題が発生する。
また、I−Dが0.001mm未満であると、ガイド機構の内径と被加工物の外径の差が小さすぎるので、被加工物挿入時に被加工物がコレットに強い力で擦られ傷がつくおそれがある。
I−Dが1.0mmを超えると、コレットが被加工物を把持するために大きな量の開閉動作を行なわねばならず、ドローバーの動作距離が長くなったり、あるいはコレットの寸法が大きくなったり、あるいはコレット開閉に大きな力が必要になる問題が発生する。
ここで、d−IよりI−Dを小さくすることが良く、好ましくはd−Iの値より、I−Dの値が半分以下が良い。
前記第(6)項に示す両端加工機は、被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、d−Dが0.001mm以上、1.5mm以下、であることを特徴とする、前記第(1)項〜第(3)項に示す被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機である。
被加工物の外径(D)、被加工物挿入時の振れを抑制するガイド機構の内径(I)、コレットチャックが被加工物を把持しないときの把持部の内径(d)の3者をこのような関係にすることによって、被加工物を両端加工機に挿入する際に被加工物に傷が発生することがなく、また、コレットの開閉動作長さが大きくならないので、コレット開閉動作に大きな力を必要とせず確実に被加工物を把持できる利点があるという極めて優れた効果が発揮される。
前記第(7)項に示す両端加工機は、前記第(1)項〜第(3)項に示す被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機なので、被加工物の外径をD、全長をLのとき、(L/D)>10であっても被加工物に傷が付く事無く両端加工を行なうことが可能であるという極めて優れた効果が発揮される。
【発明を実施するための最良の形態】
【0013】
以下、本発明を図によって詳細かつ具体的に説明するが、これら説明は、本発明の本質を容易に理解させるためのものであって、本発明を制限するためのものではない。
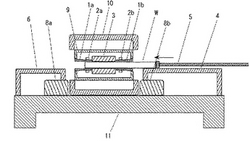
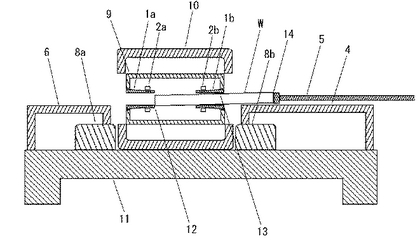
図1は前記第(1)項に示す両端加工機に、被加工物を挿入している状況を示す断面構成図である。
図1において、(1a)と(1b)はコレットチャック、(2a)と(2b)はコレットチャックを開閉するドローバー、(W)は被加工物、(3)は被加工物(W)の振れを抑制するガイド機構3であり、これらは図示されていないモータで回転する。また、ガイド機構(3)は、コレットチャック(1a)と(1b)により保持されている。
(4)は被加工物挿入台、(5)は被加工物(W)を両端加工機へ押し込むプッシャー、(6)は被加工物Wが両端加工機から排出される際の排出台である。
ここで、被加工物挿入台(4)には図示されていない被加工物Wの軸方向以外の位置を規制する機構を備えており、プッシャー(5)で被加工物Wをコレットチャック(1b)の中心に挿入できるようになっている。
【0014】
(8a)と(8c)は両端加工を行なう刃物を被加工物に向けて前進後退動作するスライド機構である。
【0015】
前記第(1)項に係る発明は、両端加工機として、2基のコレットチャック(1a)、(1b)を有する両端加工機を使用し、両端加工機に具備したこの2基のコレットチャック(1a)、(1b)の間に、被加工物の振れを抑制するガイド機構(3)を備え、更に、このガイド機構(3)は被加工物と共に回転可能である両端加工機を使用するものである。
【0016】
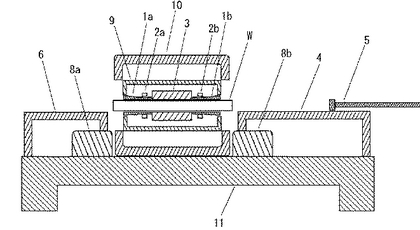
図1は被加工物(W)を両端加工機に挿入している途中を示した図であるが、その全過程を始めから順に説明してゆく。
始めに被加工物(W)は被加工物挿入台(4)の上に置かれる。
このとき、被加工物(W)の軸方向以外の位置は被加工物挿入台(4)に備えた被加工物(W)の位置を規制する機構によって正確に決められている。
次にプッシャー(5)を右から左へ動かし、被加工物(W)はコレットチャック(1b)の中心に挿入される。このとき、被加工物(W)の軸方向以外の位置は、被加工物挿入台4によって規制されているので、被加工物(W)がコレットチャック(1b)に接触したり、あるいは擦れたりすることがない。
被加工物(W)の挿入が進むと、被加工物(W)は被加工物挿入台(4)から離れるので、今まで被加工物挿入台によって位置が規制されていたものが、位置の規制が無くなるので、被加工物の軸方向移動に伴って振れが発生する。
しかし、前記第(1)項に示す発明では、ガイド機構(3)によって、被加工物(W)の位置を規制できる。
従って、被加工物(W)は、両端加工機へ挿入するときに振れが発生せず、従って、コレットチャック(1b)やコレットチャック(1a)に接触したり、あるいは擦れたりすることが無く、被加工物に傷がつくことが無い。
【0017】
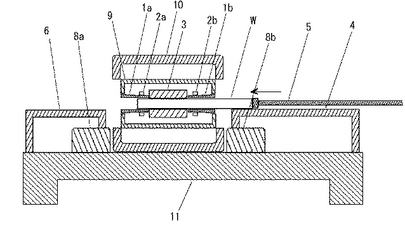
図2はこのようにして被加工物(W)を両端加工機へ挿入完了した状態を示した図である。図2において(4)は被加工物挿入台、(5)は被加工物(W)を両端加工機へ押し込むプッシャー、(6)は被加工物(W)が両端加工機から排出される際の排出台である。
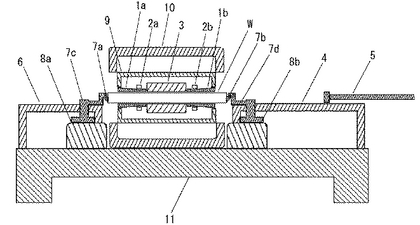
図3は被加工物(W)に対し両端加工を行なっている様子を示した図である。図3において、(7a)と(7b)は両端加工を行なう刃物であり、これは、刃物取付機構の一例としての刃物保持治具(7c)、(7d)に着脱自在に保持固定されており、刃物保持治具(7c)、(7d)は両端加工機に向けて前進後退可能なスライド機構(8a)、(8b)に取り付けられている。
本スライド機構(8a)、(8b)はこの動作方向と直角な方向に動作する図示されていないスライド機構に載っており、両端加工機に被加工物(W)を挿入する際は退避するようになっている。なお、刃物(7a)と刃物(7b)が両端加工を行なっているとき、加工部位に切削油が給油されるが、本図では切削油供給機構は図示していない。
【0018】
次に両端加工機は、ドローバー(2a)、(2b)を動作させて被加工物を把持し、被加工物(W)を回転させた後、図3に示すように刃物(7a)、(7b)で両端加工を行なう。
図4は従来の両端加工機に右側から被加工物を挿入している途中を示した断面構成図であり、図4に示したように、従来の両端加工機に被加工物(W)を挿入すると、コレット(1a)の中を通過した被加工物(W)は、被加工物挿入台(4)から離れることによって振れが規制されなくなり、その結果、両端加工機の中で傾き、先端がコレット(1b)に衝突する場合がある。図4において、(12)は被加工物(W)とコレット(1a)が衝突した部位である。また、このように被加工物(W)が両端加工機に挿入される際、被加工物(W)が振れのある状態で挿入されると、被加工物(W)と右側のコレット(1a)が擦れる部位(13)において傷が発生する。また、図4のようにして被加工物(W)の先端とコレットチャック(1a)が接触が発生すると、被加工物(W)の挿入側先端の部位(12)にコレット(1b)と衝突した傷や跡が発生するばかりでは無く、プッシャー(5)が被加工物(W)を押しても衝突部位(12)で止められているので、それ以上挿入できず、被加工物(W)がプッシャー(5)に押される部位(14)にもプッシャー(5)に押されてできた傷や跡が発生する。
このような衝突が甚だしい場合、被加工物(W)の先端及び後端の傷だけでなく、装置が非常停止することがある。
【0019】
しかし、本発明による加工機を用いた加工方法では、両端加工機に被加工物(W)を挿入する際、ガイド機構(3)によって被加工物(W)の振れが抑制されて挿入されるので、被加工物(W)の先端および後端のいずれにも傷や損傷が発生することが無い。被加工物(W)の挿入が進むと、被加工物(W)は被加工物挿入台(4)から離れ、今まで被加工物挿入台によって位置が規制されていたが、位置の規制が無くなり振れが発生する。
しかし、前記第(2)項に示す発明では、後ほど詳述される図5及び図6にその典型例が示されるように、コレットチャックに隣接(接合を含む)して備えられたガイド機構(3a)とガイド機構(3b)によって、被加工物(W)の振れを規制しているので、被加工物(W)は、両端加工機への挿入の全過程で振れが発生せず、従って、コレットチャック(1b)やコレットチャック(1a)に接触したり、あるいは擦れたりすることが無く、被加工物に傷がつくことが無い。
【0020】
両端加工機を前記第(1)項に示すようなコレットチャックの間にガイド機構(3)を具備する構造にしておくことによって、被加工物(4)を両端加工機の片側からプッシャー(5)で押して挿入する際、被加工物(W)はコレット(1a)の中を通過した後、被加工物(W)の振れを抑制するガイド機構(3)によって振れが発生しないようにガイドしながら挿入されるので、挿入の全過程において、被加工物(W)はコレット(1a)やコレット(1b)に接触したり、衝突することが無く、両端加工機に取り付けることが可能になる。
【0021】
被加工物(W)が電子写真装置に用いるローラであり、またその材質がアルミニウム合金である場合、被加工物(W)を両端加工機にプッシャー(5)で自動的に押し込む際、被加工物(W)が両端加工機の内部で傾き、その結果コレット(1b)に接触しただけで傷が付く虞があるが、前記第(1)項に示す加工機を用いた加工方法によれば、プッシャー(5)で押し込む際にガイド機構(3)で被加工物の傾きやブレあるいは振れの発生を抑止できるので、傷や変形の発生を避けることができる。
【0022】
前記第(1)項に示す発明において、ガイド機構(3)の形状としては各種の形状が可能であり、その一例を図7で説明する。
図7のAは円筒状のガイド、図7のBは被加工物接触部が3本のリブ状になっているガイド、図7のC複数のリブからなるガイドである。
これ以外にも、多数の繊維状物からなるガイドが可能である。
前記第(1)項に示す発明では、被加工物(W)をガイドできる機能があれば良いので、他の形態でも充分可能である。
また、ガイド機構(3)の内端面入口が斜めに加工、すなわちC面加工されていても良い。ガイド機構(3a)、(3b)は、被加工物(W)と共に回転するものであることが好ましい。回転しないものである場合には、挿入された被加工物(W)の回転を妨げないような滑動内表面を有するものであることが好ましい。この例におけるガイドは、内部空洞部が、円筒状または円柱状被加工物を保持するのに適している。
【0023】
プッシャー(5)は直線移動する機構であれば良く、エアーシリンダー等が使用できる。
本発明の目的とする課題に対して、プッシャー(5)に圧力センサーを設け、このセンサーで被加工物(W)を両端加工機に押し込む際の接触や衝突を検知し押し込み圧を下げることも可能であるが、この方法ではプッシャー(5)にセンサーを取り付けなければならず、また、押し込み圧の制御機構も必要になる。
また、この方法では両端加工機の構造が複雑になる問題がある。
しかし、前記第(1)項に示す加工機を用いた加工方法を用いれば、プッシャー(5)が被加工物(W)を両端加工機へ押し込む際、ガイド機構(3)によってガイドしながら押し込むので、プッシャー(5)は単に直線運動する機能が有れば良く、構造が簡単な利点がある。
【0024】
図5は前記第(2)項に記載の加工機を用い他加工方法を実施するのに好適な両端加工機に被加工物(W)を挿入している状態を示した断面構成図である。
図5において、(1a)と(1b)はコレットチャック、(2a)と(2b)はコレットチャックを開閉するドローバー、(3a)と(3b)は被加工物(4)の振れを抑制するガイド機構であり、これはそれぞれコレットチャック(1a)、(1b)に取り付けられている。
コレットチャック(1a)と(1b)は、図示されていないモータで回転する。
(4)は被加工物挿入台、(5)は被加工物(W)を両端加工機へ押し込むプッシャー、(6)は被加工物(W)が両端加工機から排出される際の排出台である。
ここで、被加工物挿入台(4)には図示されていない被加工物(W)の軸方向以外の位置を規制する機構を備えており、プッシャー(5)で被加工物(W)をコレットチャック(1b)の中心に挿入できるようになっている。
図5では、図が複雑になることを避けるため、両端加工を行なう刃物、刃物を両端加工機に向けて前進後退のスライド動作を行なう機構(8a)、(8b)、切削油供給機構等は省いてある。
【0025】
図5に示す構造の両端加工機に被加工物(W)を挿入する過程を始めから順に説明してゆく。始めに被加工物(W)は被加工物挿入台(4)の上に置かれる。
このとき、被加工物(W)の軸方向以外の位置は被加工物挿入台(4)に備えた被加工物(W)の位置を規制する機構によって正確に決められている。
次にプッシャー(5)を右から左へ動かし、被加工物(W)はコレットチャック(1b)の中心に挿入される。
このとき、被加工物(W)の軸方向以外の位置は、被加工物挿入台(4)によって規制されているので、被加工物(W)がコレットチャック(1b)に接触したり、あるいは擦れたりすることがない。
被加工物(W)の挿入が進むと、被加工物(W)は被加工物挿入台(4)から離れ、今まで被加工物挿入台によって位置が規制されていたが、位置の規制が無くなり振れが発生する。
しかし、前記第(2)項に示す発明では、ガイド機構(3a)とガイド機構(3b)によって、被加工物(W)の振れを規制しているので、被加工物(W)は、両端加工機への挿入の全過程で振れが発生せず、従って、コレットチャック(1b)やコレットチャック(1a)に接触したり、あるいは擦れたりすることが無く、被加工物に傷がつくことが無い。図5、図6の加工機には、コレットチャックの内側又は外側ガイド機構(3a)、(3b)が設けられているが、もちろん、ガイド機構は、コレットチャック(1a)の内外両側に設けることができ、さらに、内外両側のガイド機構(3a)(3b)を、一体化したものとすることができる。
【0026】
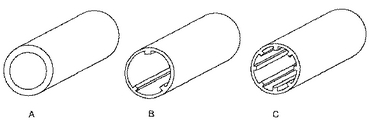
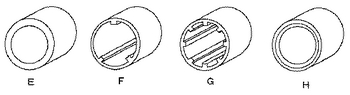
前記第(2)項に示す発明において、ガイド機構(3)の形状としては各種の形状が可能であり、その一例を図8で説明する。
図8の(E)は円筒状のガイド、図8の(F)は3本のリブからなるガイド、図8の(G)は複数のリブからなるガイド、図8の(H)はガイドの内端面が斜めに加工されたガイドである。
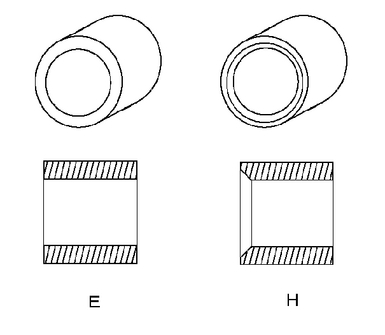
図8の(E)と(H)の構造を判りやすくするために、その断面図を図9に示す。
図9の(H)では内端面が斜めに加工されており、例えば、これは図5において、ガイド(3a)、ガイド(3b)として使用されている。
また、図6において、ガイド(3b)として使用されている。
【0027】
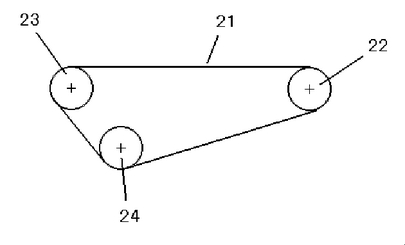
図10は本発明を実施するのに好適なベルト状感光体を使用した電子写真装置において、ベルト状電子写真感光体を搬送する機構の図の例であり、(21)はベルト状電子写真感光体、(22)は感光体ベルト駆動ロール、(23)は感光体ベルト従動ロール、(24)は感光体ベルトテンションロールである。
【0028】
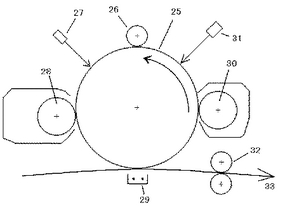
また、図11は本発明を実施するのに好適な電子写真装置の別の構成例であり、(25)は電子写真感光体ドラム、(26)は帯電機構であり、この例の電子写真装置においては、本発明の両端加工技術による帯電ロールを用いた接触帯電方式が用いられているが、本発明の両端加工技術による帯電ロールを用いた近接帯電方式をもちいてもよい。(27)は書き込み露光機構、(28)は現像機構であり、前記第(8)項に示す現像ロールが使用されている。また、(29)は転写機構、(30)がクリーニング機構、(31)は除電機構である。(32)は定着機構であり、前記第(9)項に示す定着ロールが使用されている。
【実施例】
【0029】
以下、本発明を実施例によって説明するが、本発明は以下の実施例で限定されるものでは無く、外周面をコレットチャックあるいはバイスチャック等によって掴持して行なう両端加工機及び、両端加工方法に適用可能である。
【0030】
実施例1
被加工物(W)として、外径20mm、長さ317mmのA5052アルミ合金製円筒体を使用した。
また、両端加工は、エグロ株式会社製の両端加工機に、コレットチャックと被加工物ガイドを取り付けた。
ここで両端加工機の概略構造は図5に示す構造であり、コレットチャック(1a)、(1b)は外径20mmの被加工物を掴持できるようになっている。
また、コレットチャックの全長は約90mm、コレットの割数は3、材質は鋼である。また、両端加工機の主軸幅は220mmである。
ここで実施例1で使用したガイド機構は図9の(H)に示す形状であり、外径30mm、内径20.4mm、長さ21mmのナイロン製であった。
両端加工機が停止した状態でドローバー(2a)、(2b)を動かし、コレットチャック(1a)、(1b)を開いた。コレットチャック(1a)、(1b)が開いた状態でのコレットチャック(1a)、(1b)の最小開口径は20.75mmであった。
【0031】
次ぎに、被加工物挿入台4に両端加工を行なおうとする被加工物(W)を置き、ストローク400mmのエアーシリンダーに取り付けたプッシャー(5)によって約120mm/秒の速度で両端加工機へ押し込んだ。このときのエアーシリンダーへ供給したエアー圧は約1.6MPaであった。
このようにして、被加工部(W)を両端加工機へ挿入した後、ドローバー(2a)、(2b)を動作させてコレットチャック(1a)、(1b)を締め、被加工物(W)を掴持した。
そして、モータを3500rpmで回転させて、被加工物の両端に切削油供給機構(9a)、(9b)から切削油をスプレーで供給しながらスライド動作機構(9a)と(9b)を両端加工機に向けて0.5mm/REV秒の速度で接近させ、被加工物の端面に削り量0.8mmのC面取り加工を行なった。
ここで、切削刃物(7a)、(7b)としては、多結晶焼結ダイヤモンドバイトを使用した。
【0032】
このようにして両端加工を行なった後、モータの回転を止めてから、ドローバー(2a)、(2b)を動かしてコレットチャック(1a)、(1b)を開いて被加工物(4)の掴持を解除した。
そして、次ぎの被加工物を被加工物挿入台へおき、これをプッシャー(5)で押すことにより、両端加工が終了した被加工物を排出台の上に押し出した。
このようにして100本の両端加工を行なった。
【0033】
ここで、電子写真装置やインクジェット方式画像形成装置に使用する駆動ロールとするには、この後センター穴あけとインロー加工とシャフト取り付けを行なうが、本発明の効果確認は、ここで行なったC面取りの品質確認を目視で行なえば充分なので、加工はこのステップで終了し、両端加工を行なった端面の目視確認を行なった。
この様にして100本の両端加工とその端面の評価を行なった。
【0034】
比較例1
始めに実施例1で使用した両端加工機から被加工物ガイドを取り外した。
すなわち、この状態は従来使用されている両端加工機の構造と同じである。
それ以外は実施例1と同様にして被加工物を両端加工機に挿入し、100本の両端加工を行なった。
実施例1の場合と同様に段階までの加工品質を評価すれば本発明の効果は確認できるので、両端加工この段階で止め、実施例1と同様にして端面の目視確認を行なった。
【0035】
評価
以上のようにして作成した実施例1と比較例1の端面を目視確認した結果を表1に示す。表1から明らかなように、本発明の実施例1は両端面に傷や損傷は無く、本発明の効果が確認できた。
【0036】
【表1】

比較例1でスジが24本に発生しているが、これは軸方向に発生したスジであり、被加工物を両端加工機に挿入あるいは取り外した際に発生したと推定できる。
【図面の簡単な説明】
【0037】
【図1】本発明を実施するのに好適な両端加工機に被加工物を挿入している様子を示した断面構成図。
【図2】本発明を実施するのに好適な両端加工機に対し、被加工物の挿入が完了した様子を示した断面構成図。
【図3】本発明を実施するのに好適な両端加工機で、被加工物の両端加工を行なっている様子を示した断面構成図。
【図4】従来の両端加工機に被加工物を挿入している様子を示した断面構成図。
【図5】本発明を実施するのに好適な別の構造の両端加工機に、被加工物を挿入している様子を示した断面構成図。
【図6】本発明を実施するのに好適な更に別の構造の両端加工機に、被加工物を挿入している様子を示した断面構成図。
【図7】本発明に示す被加工物挿入時のガイドの外観図。
【図8】本発明に示す被加工物挿入時のガイドの別の例の外観図。
【図9】図8に示すガイドの外観図と断面図。
【図10】ベルト感光体搬送ユニットの構成図。
【図11】電子写真装置の構成図。
【符号の説明】
【0038】
W 被加工物
1a、1b コレットチャック
2a、2b ドローバー
3、3a、3b 被加工物の振れを抑制するガイド機構
4 被加工物挿入台
5 プッシャー
6 排出台
7a、7b 刃物
7c、7d 刃物保持治具
8a、8b スライド機構
9 主軸台
10 ハウジング
11 両端加工機の台
12 被加工物(W)とコレット(1a)が衝突した部位
13 被加工物(W)と右側のコレット(1a)が擦れる部位
14 被加工物(W)がプッシャー(5)に押される部位
21 ベルト状電子写真感光体
22 感光体ベルト駆動ロール
23 感光体ベルト従動ロール
24 感光体ベルトテンションロール
25 電子写真感光体ドラム
26 帯電機構
27 書き込み露光機構
28 現像機構
29 転写機構
30 クリーニング機構
31 除電機構
32 定着機構
33 記録媒体搬送路
【技術分野】
【0001】
本発明は電子写真やインクジェット等を応用した画像形成装置に使用されるローラの高精度な製造方法に関するものであり、特にローラの加工を両端加工機を使用して行なう際の両端加工装置、及び両端加工方法に関するものである。
【背景技術】
【0002】
従来から、各種方式の画像形成装置が使用されており、例えば、電子写真技術を利用した画像形成装置としては電子写真を利用した複写機、印刷機、ファクシミリ等がある。また、インクジェット技術を使用した画像形成装置が印刷機等として使用されている。
これらの画像形成装置には各種のドラムやローラが使用されている。例えば、電子写真装置では、ドラム状感光体を利用した電子写真装置では、感光体ドラムがまず挙げられ、その他のローラとして、定着ローラ、現像ローラ、紙搬送ローラ、原稿搬送ローラ等多くのローラやドラムが使用されている。感光体がベルト状感光体、殊に無端ベルト状感光体である場合は、該ベルト状感光体を回転させる駆動ローラ、ベルトの搬送に伴って回転する従動ローラ、ベルトに張力を与えるテンションローラがある。
画像形成技術としてインクジェット技術やサーマル記録技術を使用する場合でも、紙送りローラ等多くのローラ類を使用する。
【0003】
これらのドラムやローラの製造方法として、円筒状の原材料管を所定の長さに切断し、その切断面を目的とする寸法や品質に加工することが行なわれる。このような切断面の加工を端面加工というが、加工時間の短縮化を目的として、両端を同時に加工する両端加工が行なわれている。
両端加工を行なう場合、両端部を開放する様に被加工物の外周面を掴持し、これを回転することにより行なう。被加工物の外周面を掴持する方法としては、コレットチャックによる方法(特許文献1参照)と、バイスジョーによる方法(特許文献2参照)がある。
ここで、コレットチャックは金属製円筒体の軸方向に等間隔のすり割りが入っており、このすり割の入った金属製円筒体にかぶさったリングを移動させることにより、すり割部を近接させ、コレットチャックの内径を小さくすることによって対象物を掴持する機構である。
コレットチャックによって外周面を掴持する方法、あるいは両端加工の方法としては、特許文献3〜10記載のものがある。
近年、進展の著しい電子写真方式による画像形成装置や、インクジェット方式による画像形成装置では、傷付き無く外周を掴持するために二基のコレットチャックを使用し掴持する方法が採られている。しかし、これら従来技術は、高硬度で重量ある一般的な鉄鋼製円筒状部材や円柱状部材の加工技術であって、特に所定の位置にズレがなく正確に画像を形成し或いはカラー用画素を所定位置で正確に重ねるための精緻で小型軽量な画像形成装置部材用被加工物の両端加工技術にそのまま利用することは難かしい。小型軽量な画像形成装置部材用被加工物は小径なものや肉薄なものも多いため加工中、加えられる圧力により変形状態に置かれ易く、かつ、不所望な表面瑕が付き易い。
【0004】
インクジェット方式の画像形成装置や電子写真方式による画像形成装置では、画像品質の向上が急激に進展しており、1200dpi、あるいはそれ以上の高解像度化や、フルカラー化が行なわれている。
それに伴い、その機器で使用するドラムやローラ類は高い寸法精度が要求されるようになっている。
例えば、インクジェット方式のカラープリンターでは1200dpi以上の画像形成が可能になっているが、インクジェットプリンターで画像を形成する場合、紙送り機構で紙を一定長送り、インクジェットヘッドで印字部をインクを吹き付けながらスキャンすることにより行なわれる。
例えば、1200dpiの解像度で印字する場合、紙送り精度は10μmが要求される。
このように高精度な紙送りを達成するには、高い精度の紙送り機構が必要になるが、中でも、紙送りロールの寸法精度は重要になり、全長350mm、外径8mmの紙送りローラの場合、全振れとして10μm以下、望ましく7μm以下が必要とされる。
【0005】
電子写真方式の画像形成装置においても、各種ロールに高い寸法精度が要求されており、例えば、電子写真感光体として無端ベルト状電子写真感光体を用いた場合、該ベルト状電子写真感光体を回転駆動するために駆動ロールと、その回転に伴って回転する従動ロールが必要になる。
また電子写真装置の方式によっては、感光体ベルトに張力を与えるためのテンションロールが必要になる。
電子写真装置で1200dpi、あるいはそれ以上の解像度で印字を行なったり、あるいはフルカラー印字を行なう場合に、前記ベルト状電子写真感光体を高い精度で駆動搬送することが必要になるが、この場合も、同様に使用する駆動ロール、従動ロール、テンションロールには高い寸法精度が要求される。
【0006】
また、近年省エネルギーを目的として、定着を熱ロール定着ではなく、ベルト定着方式にする試みが行なわれているが、この場合でも、定着ベルトを高い精度で搬送しないと、画像のドットズレやドット潰れが発生するので、定着ベルトの駆動搬送に使用するロールも高い寸法精度が必要になる。
【0007】
感光体がドラム状感光体の電子写真装置であったり、あるいは熱ロール方式の定着機構を使用した電子写真装置においても、高精度の紙送り機構は必要であり、このために寸法精度の高い紙送りロールが必要になっており、全長350mm、外径8mmの紙送りローラの場合、全振れとして8μm以下、望ましく5μm以下が必要とされている。
【0008】
以上述べてきたように、近年の画像形成装置では、寸法精度の高いロールを必要としているが、従来のロール製造方法では、寸法精度に限界がある場合があった。加えて、オフィスユースやホームユース又はパーソナルユースのような汎用画像形成装置においては、短期間での量産ニーズに答えるため、加工工数の増加回避、加工工程の短縮化の要求を満たす必要がある。
このような状況下で精度に関し、発明者らは、この原因を調べたところ、ローラ製造工程の中で、両端加工時に、画像形成装置部材としては、寸法精度が低下する現象があることを見出した。
発明者らが検討を行なったところ、この寸法低下は、以下に述べる2つの状況で発生していることが判った。
最初の状況であるが、両端加工では、製造工程の自動化を目的として、両端加工機への被加工物の供給と取り出しは自動化しているが、両端加工機への被加工物の供給時に、両端加工機内部で被加工物に傷や変形等の損傷が発生していた。
次ぎの状況であるが、両端加工において被加工物の外周を掴持し、これを回転する際に、被加工物にブレあるいは振れが発生し、被加工物に傷や変形等の損傷が発生していた。被加工物を静止状態に固定的に保持して加工するときには、画像形成装置用部材としての加工精度に限界がある点で不満は残るが、そのような疵や変形等の損傷は、当然、より発生し難くなる。
【0009】
【特許文献1】特開平6−182704号公報
【特許文献2】特開2001−129734号公報
【特許文献3】実公昭59−036327号公報
【特許文献4】特開昭60−172401号公報
【特許文献5】特開昭61−182701号公報
【特許文献6】特開平06−059562号公報
【特許文献7】特開平08−281506号公報
【特許文献8】特開2000−153403号公報
【特許文献9】特開2000−158216号公報
【特許文献10】特開2000−308912号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、本発明の課題は、画像形成装置に使用するドラムやローラ類を両端加工機で加工する際、両端加工機への被加工物の取り付けや被加工物の加工のいずれにおいても、被加工物に傷や損傷を与えることなく、かつ、効率的な両端加工方法を提供することにあり、また、そのような被加工物製品及びこれを使用した画像形成装置を提供することにある。
【課題を解決するための手段】
【0011】
上記課題は、本発明の(1)「複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機」;
(2)「1個あるいは複数個のコレットチャックを有する両端加工機であって、且つ、このコレットチャックに隣接して、被加工物挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機」;
(3)「被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部が合成樹脂であることを特徴とする前記第(1)項又は前記第(2)項に記載の両端加工機」;
(4)「被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部の材質が、ナイロン、超高分子量ポリエチレン、高分子量ポリエチレン、ポリエチレン、ポリプロピレン、ポリウレタン、メラミン・ホルムアルデヒド樹脂、ポリアセタール、ポリ塩化ビニル、フッ素樹脂のいずれかであることを特徴とする前記第(1)項又は第(2)項に記載の両端加工機」;
(5)「前記被加工物の外径をD、被加工物挿入時の振れを抑制する前記ガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Iが0.001mm以上、1.0mm以下、
I−Dが0.001mm以上、1.0mm以下
であることを特徴とする前記第(1)項乃至第(1)項のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機」;
(6)「被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Dが0.001mm以上、1.5mm以下、
であることを特徴とする前記第(1)項乃至第(3)項のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機」;
(7)「前記第(1)項請求項1乃至第(3)項3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機を使用した両端加工方法であって、被加工物の外径をD、全長をLとしたとき、(L/D)>10である被加工物の両端加工を行なうことを特徴とする両端加工方法」;
(8)「前記第(7)項に記載の方法で作成したことを特徴とする現像ロール」;
(9)「前記第(7)項に記載の方法で作成したことを特徴とする定着ロール」;
(10)「前記第(7)項に記載の方法で作成したことを特徴とする感光体ベルト従動ロール」;
(11)「前記第(7)項に記載の方法で作成したことを特徴とする感光体ベルト駆動ロール」;
(12)「前記第(7)項に記載の方法で作成したことを特徴とする感光体ベルトテンションロール」;
(13)「前記第(7)項に記載の方法で作成したことを特徴とする接触帯電用ロール」;
(14)「前記第(10)項に記載の感光体ベルト搬送ロールを使用したことを特徴とする電子写真装置」;
(15)「前記第(11)項に記載の感光体ベルト駆動ロールを使用したことを特徴とする電子写真装置」;
(16)「前記第(12)項に記載の感光体ベルトテンションロールを使用したことを特徴とする電子写真装置」;
(17)「前記第(13)項に記載の接触帯電用ロールを使用したことを特徴とする電子写真装置」によって解決される。
【発明の効果】
【0012】
前記第(1)項に示す発明の両端加工機は、複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えるので、コレットチャックの間に、被加工物の振れを抑制するガイド機構を備え、このガイド機構により、被加工物のコレットチャックへの挿入精度も上がり、かつ、被加工物を両端加工機へ挿入する際の損傷や傷付きを防止できるという極めて優れた効果が発揮される。
前記第(2)項に示す両端加工機は、1個あるいは複数個のコレットチャックを有する両端加工機であって、且つ、このコレットチャックに隣接して、被加工物挿入時の振れを抑制するガイド機構を備えるので、このガイド機構により、被加工物のコレットチャックへの挿入精度も上がり、かつ、被加工物を両端加工機へ挿入する際の損傷や傷付きを防止できるという極めて優れた効果が発揮される。
前記第(3)項に係る発明は、前記第(1)項又は第(2)項に示す両端加工機が具備するガイド機構(3)の被加工物当接部を合成樹脂とするものである。
ガイド機構(3)の被加工物当接部を合成樹脂とすることにより、被加工物(W)を両端加工機に挿入する際、被加工物Wと該ガイド機構(3)が擦動する過程で、被加工物に傷が発生することが無いという極めて優れた効果が発揮される。
前記第(4)項に係る発明は、前記第(3)項に示す被加工物(W)の振れを抑制するガイド機構(3)の被加工物当接部の材質を、ナイロン、超高分子量ポリエチレン、高分子量ポリエチレン、ポリエチレン、ポリプロピレン、ポリウレタン、メラミン・ホルムアルデヒド樹脂、ポリアセタール、ポリ塩化ビニル、フッ素樹脂のいずれかとするものである。ガイド機構を上記樹脂とすることにより、被加工物Wに付着している切削油や、両端加工の際に供給された切削油がガイド機構(3)の被加工物当接部に付着しても、材質に劣化や変化を生じてクラックや割れを生じることが無いという極めて優れた効果が発揮される。
ここで、部材として、アクリル樹脂、メタクリル樹脂、ポリカーボネート樹脂、天然ゴム、イソプレンゴム、ブタジエンゴム、エチレン酢酸ビニル共重合体を用いると、1ケ月程度ならほとんど問題は無いが、部材に切削油が付着した場合、部材にクラックや割れが生じ、甚だしい場合は、クラックや割れによって生じた破片がコレットチャックと被加工物の間に挟まって被加工物に傷や損傷を与えることがある。
前記第(5)項に係る発明は、前記第(1)項〜第(3)項に示す被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機において、被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときすなわち開放時の把持部の内径をdとしたとき、d>I>Dであって、
d−Iが0.001mm以上、1.0mm以下、
I−Dが0.001mm以上、1.0mm以下
とするものである。
ここで、d−Iはより好ましくは0.005mm以上、0.8mm以下が良く、更に好ましくは、0.01mm以上、0.5mm以下が良い。
また、I−Dはより好ましくは0.005mm以上、0.8mm以下が良く、更に好ましくは0.01mm以上、0.75mm以下が良い。
ここで、d−Iが0.001mm未満であると、ガイド機構の内径とコレット開放時の内径の差が小さすぎるので、本発明に示すガイド部材を設けても、被加工物挿入時に被加工物とコレットが接触し、被加工物に傷が発生することがある。
d−Iが1.0mmを超えると、コレットが被加工物を把持するために大きな量の開閉動作を行なわねばならず、ドローバーの動作距離が長くなったり、あるいはコレットの寸法が大きくなったり、あるいはコレット開閉に大きな力が必要になる問題が発生する。
また、I−Dが0.001mm未満であると、ガイド機構の内径と被加工物の外径の差が小さすぎるので、被加工物挿入時に被加工物がコレットに強い力で擦られ傷がつくおそれがある。
I−Dが1.0mmを超えると、コレットが被加工物を把持するために大きな量の開閉動作を行なわねばならず、ドローバーの動作距離が長くなったり、あるいはコレットの寸法が大きくなったり、あるいはコレット開閉に大きな力が必要になる問題が発生する。
ここで、d−IよりI−Dを小さくすることが良く、好ましくはd−Iの値より、I−Dの値が半分以下が良い。
前記第(6)項に示す両端加工機は、被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、d−Dが0.001mm以上、1.5mm以下、であることを特徴とする、前記第(1)項〜第(3)項に示す被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機である。
被加工物の外径(D)、被加工物挿入時の振れを抑制するガイド機構の内径(I)、コレットチャックが被加工物を把持しないときの把持部の内径(d)の3者をこのような関係にすることによって、被加工物を両端加工機に挿入する際に被加工物に傷が発生することがなく、また、コレットの開閉動作長さが大きくならないので、コレット開閉動作に大きな力を必要とせず確実に被加工物を把持できる利点があるという極めて優れた効果が発揮される。
前記第(7)項に示す両端加工機は、前記第(1)項〜第(3)項に示す被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機なので、被加工物の外径をD、全長をLのとき、(L/D)>10であっても被加工物に傷が付く事無く両端加工を行なうことが可能であるという極めて優れた効果が発揮される。
【発明を実施するための最良の形態】
【0013】
以下、本発明を図によって詳細かつ具体的に説明するが、これら説明は、本発明の本質を容易に理解させるためのものであって、本発明を制限するためのものではない。
図1は前記第(1)項に示す両端加工機に、被加工物を挿入している状況を示す断面構成図である。
図1において、(1a)と(1b)はコレットチャック、(2a)と(2b)はコレットチャックを開閉するドローバー、(W)は被加工物、(3)は被加工物(W)の振れを抑制するガイド機構3であり、これらは図示されていないモータで回転する。また、ガイド機構(3)は、コレットチャック(1a)と(1b)により保持されている。
(4)は被加工物挿入台、(5)は被加工物(W)を両端加工機へ押し込むプッシャー、(6)は被加工物Wが両端加工機から排出される際の排出台である。
ここで、被加工物挿入台(4)には図示されていない被加工物Wの軸方向以外の位置を規制する機構を備えており、プッシャー(5)で被加工物Wをコレットチャック(1b)の中心に挿入できるようになっている。
【0014】
(8a)と(8c)は両端加工を行なう刃物を被加工物に向けて前進後退動作するスライド機構である。
【0015】
前記第(1)項に係る発明は、両端加工機として、2基のコレットチャック(1a)、(1b)を有する両端加工機を使用し、両端加工機に具備したこの2基のコレットチャック(1a)、(1b)の間に、被加工物の振れを抑制するガイド機構(3)を備え、更に、このガイド機構(3)は被加工物と共に回転可能である両端加工機を使用するものである。
【0016】
図1は被加工物(W)を両端加工機に挿入している途中を示した図であるが、その全過程を始めから順に説明してゆく。
始めに被加工物(W)は被加工物挿入台(4)の上に置かれる。
このとき、被加工物(W)の軸方向以外の位置は被加工物挿入台(4)に備えた被加工物(W)の位置を規制する機構によって正確に決められている。
次にプッシャー(5)を右から左へ動かし、被加工物(W)はコレットチャック(1b)の中心に挿入される。このとき、被加工物(W)の軸方向以外の位置は、被加工物挿入台4によって規制されているので、被加工物(W)がコレットチャック(1b)に接触したり、あるいは擦れたりすることがない。
被加工物(W)の挿入が進むと、被加工物(W)は被加工物挿入台(4)から離れるので、今まで被加工物挿入台によって位置が規制されていたものが、位置の規制が無くなるので、被加工物の軸方向移動に伴って振れが発生する。
しかし、前記第(1)項に示す発明では、ガイド機構(3)によって、被加工物(W)の位置を規制できる。
従って、被加工物(W)は、両端加工機へ挿入するときに振れが発生せず、従って、コレットチャック(1b)やコレットチャック(1a)に接触したり、あるいは擦れたりすることが無く、被加工物に傷がつくことが無い。
【0017】
図2はこのようにして被加工物(W)を両端加工機へ挿入完了した状態を示した図である。図2において(4)は被加工物挿入台、(5)は被加工物(W)を両端加工機へ押し込むプッシャー、(6)は被加工物(W)が両端加工機から排出される際の排出台である。
図3は被加工物(W)に対し両端加工を行なっている様子を示した図である。図3において、(7a)と(7b)は両端加工を行なう刃物であり、これは、刃物取付機構の一例としての刃物保持治具(7c)、(7d)に着脱自在に保持固定されており、刃物保持治具(7c)、(7d)は両端加工機に向けて前進後退可能なスライド機構(8a)、(8b)に取り付けられている。
本スライド機構(8a)、(8b)はこの動作方向と直角な方向に動作する図示されていないスライド機構に載っており、両端加工機に被加工物(W)を挿入する際は退避するようになっている。なお、刃物(7a)と刃物(7b)が両端加工を行なっているとき、加工部位に切削油が給油されるが、本図では切削油供給機構は図示していない。
【0018】
次に両端加工機は、ドローバー(2a)、(2b)を動作させて被加工物を把持し、被加工物(W)を回転させた後、図3に示すように刃物(7a)、(7b)で両端加工を行なう。
図4は従来の両端加工機に右側から被加工物を挿入している途中を示した断面構成図であり、図4に示したように、従来の両端加工機に被加工物(W)を挿入すると、コレット(1a)の中を通過した被加工物(W)は、被加工物挿入台(4)から離れることによって振れが規制されなくなり、その結果、両端加工機の中で傾き、先端がコレット(1b)に衝突する場合がある。図4において、(12)は被加工物(W)とコレット(1a)が衝突した部位である。また、このように被加工物(W)が両端加工機に挿入される際、被加工物(W)が振れのある状態で挿入されると、被加工物(W)と右側のコレット(1a)が擦れる部位(13)において傷が発生する。また、図4のようにして被加工物(W)の先端とコレットチャック(1a)が接触が発生すると、被加工物(W)の挿入側先端の部位(12)にコレット(1b)と衝突した傷や跡が発生するばかりでは無く、プッシャー(5)が被加工物(W)を押しても衝突部位(12)で止められているので、それ以上挿入できず、被加工物(W)がプッシャー(5)に押される部位(14)にもプッシャー(5)に押されてできた傷や跡が発生する。
このような衝突が甚だしい場合、被加工物(W)の先端及び後端の傷だけでなく、装置が非常停止することがある。
【0019】
しかし、本発明による加工機を用いた加工方法では、両端加工機に被加工物(W)を挿入する際、ガイド機構(3)によって被加工物(W)の振れが抑制されて挿入されるので、被加工物(W)の先端および後端のいずれにも傷や損傷が発生することが無い。被加工物(W)の挿入が進むと、被加工物(W)は被加工物挿入台(4)から離れ、今まで被加工物挿入台によって位置が規制されていたが、位置の規制が無くなり振れが発生する。
しかし、前記第(2)項に示す発明では、後ほど詳述される図5及び図6にその典型例が示されるように、コレットチャックに隣接(接合を含む)して備えられたガイド機構(3a)とガイド機構(3b)によって、被加工物(W)の振れを規制しているので、被加工物(W)は、両端加工機への挿入の全過程で振れが発生せず、従って、コレットチャック(1b)やコレットチャック(1a)に接触したり、あるいは擦れたりすることが無く、被加工物に傷がつくことが無い。
【0020】
両端加工機を前記第(1)項に示すようなコレットチャックの間にガイド機構(3)を具備する構造にしておくことによって、被加工物(4)を両端加工機の片側からプッシャー(5)で押して挿入する際、被加工物(W)はコレット(1a)の中を通過した後、被加工物(W)の振れを抑制するガイド機構(3)によって振れが発生しないようにガイドしながら挿入されるので、挿入の全過程において、被加工物(W)はコレット(1a)やコレット(1b)に接触したり、衝突することが無く、両端加工機に取り付けることが可能になる。
【0021】
被加工物(W)が電子写真装置に用いるローラであり、またその材質がアルミニウム合金である場合、被加工物(W)を両端加工機にプッシャー(5)で自動的に押し込む際、被加工物(W)が両端加工機の内部で傾き、その結果コレット(1b)に接触しただけで傷が付く虞があるが、前記第(1)項に示す加工機を用いた加工方法によれば、プッシャー(5)で押し込む際にガイド機構(3)で被加工物の傾きやブレあるいは振れの発生を抑止できるので、傷や変形の発生を避けることができる。
【0022】
前記第(1)項に示す発明において、ガイド機構(3)の形状としては各種の形状が可能であり、その一例を図7で説明する。
図7のAは円筒状のガイド、図7のBは被加工物接触部が3本のリブ状になっているガイド、図7のC複数のリブからなるガイドである。
これ以外にも、多数の繊維状物からなるガイドが可能である。
前記第(1)項に示す発明では、被加工物(W)をガイドできる機能があれば良いので、他の形態でも充分可能である。
また、ガイド機構(3)の内端面入口が斜めに加工、すなわちC面加工されていても良い。ガイド機構(3a)、(3b)は、被加工物(W)と共に回転するものであることが好ましい。回転しないものである場合には、挿入された被加工物(W)の回転を妨げないような滑動内表面を有するものであることが好ましい。この例におけるガイドは、内部空洞部が、円筒状または円柱状被加工物を保持するのに適している。
【0023】
プッシャー(5)は直線移動する機構であれば良く、エアーシリンダー等が使用できる。
本発明の目的とする課題に対して、プッシャー(5)に圧力センサーを設け、このセンサーで被加工物(W)を両端加工機に押し込む際の接触や衝突を検知し押し込み圧を下げることも可能であるが、この方法ではプッシャー(5)にセンサーを取り付けなければならず、また、押し込み圧の制御機構も必要になる。
また、この方法では両端加工機の構造が複雑になる問題がある。
しかし、前記第(1)項に示す加工機を用いた加工方法を用いれば、プッシャー(5)が被加工物(W)を両端加工機へ押し込む際、ガイド機構(3)によってガイドしながら押し込むので、プッシャー(5)は単に直線運動する機能が有れば良く、構造が簡単な利点がある。
【0024】
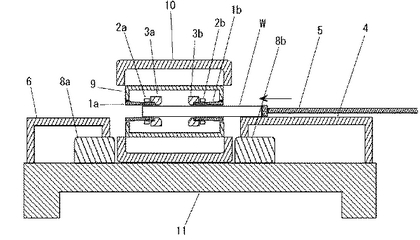
図5は前記第(2)項に記載の加工機を用い他加工方法を実施するのに好適な両端加工機に被加工物(W)を挿入している状態を示した断面構成図である。
図5において、(1a)と(1b)はコレットチャック、(2a)と(2b)はコレットチャックを開閉するドローバー、(3a)と(3b)は被加工物(4)の振れを抑制するガイド機構であり、これはそれぞれコレットチャック(1a)、(1b)に取り付けられている。
コレットチャック(1a)と(1b)は、図示されていないモータで回転する。
(4)は被加工物挿入台、(5)は被加工物(W)を両端加工機へ押し込むプッシャー、(6)は被加工物(W)が両端加工機から排出される際の排出台である。
ここで、被加工物挿入台(4)には図示されていない被加工物(W)の軸方向以外の位置を規制する機構を備えており、プッシャー(5)で被加工物(W)をコレットチャック(1b)の中心に挿入できるようになっている。
図5では、図が複雑になることを避けるため、両端加工を行なう刃物、刃物を両端加工機に向けて前進後退のスライド動作を行なう機構(8a)、(8b)、切削油供給機構等は省いてある。
【0025】
図5に示す構造の両端加工機に被加工物(W)を挿入する過程を始めから順に説明してゆく。始めに被加工物(W)は被加工物挿入台(4)の上に置かれる。
このとき、被加工物(W)の軸方向以外の位置は被加工物挿入台(4)に備えた被加工物(W)の位置を規制する機構によって正確に決められている。
次にプッシャー(5)を右から左へ動かし、被加工物(W)はコレットチャック(1b)の中心に挿入される。
このとき、被加工物(W)の軸方向以外の位置は、被加工物挿入台(4)によって規制されているので、被加工物(W)がコレットチャック(1b)に接触したり、あるいは擦れたりすることがない。
被加工物(W)の挿入が進むと、被加工物(W)は被加工物挿入台(4)から離れ、今まで被加工物挿入台によって位置が規制されていたが、位置の規制が無くなり振れが発生する。
しかし、前記第(2)項に示す発明では、ガイド機構(3a)とガイド機構(3b)によって、被加工物(W)の振れを規制しているので、被加工物(W)は、両端加工機への挿入の全過程で振れが発生せず、従って、コレットチャック(1b)やコレットチャック(1a)に接触したり、あるいは擦れたりすることが無く、被加工物に傷がつくことが無い。図5、図6の加工機には、コレットチャックの内側又は外側ガイド機構(3a)、(3b)が設けられているが、もちろん、ガイド機構は、コレットチャック(1a)の内外両側に設けることができ、さらに、内外両側のガイド機構(3a)(3b)を、一体化したものとすることができる。
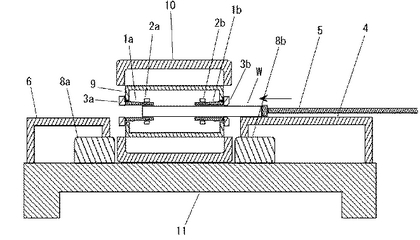
【0026】
前記第(2)項に示す発明において、ガイド機構(3)の形状としては各種の形状が可能であり、その一例を図8で説明する。
図8の(E)は円筒状のガイド、図8の(F)は3本のリブからなるガイド、図8の(G)は複数のリブからなるガイド、図8の(H)はガイドの内端面が斜めに加工されたガイドである。
図8の(E)と(H)の構造を判りやすくするために、その断面図を図9に示す。
図9の(H)では内端面が斜めに加工されており、例えば、これは図5において、ガイド(3a)、ガイド(3b)として使用されている。
また、図6において、ガイド(3b)として使用されている。
【0027】
図10は本発明を実施するのに好適なベルト状感光体を使用した電子写真装置において、ベルト状電子写真感光体を搬送する機構の図の例であり、(21)はベルト状電子写真感光体、(22)は感光体ベルト駆動ロール、(23)は感光体ベルト従動ロール、(24)は感光体ベルトテンションロールである。
【0028】
また、図11は本発明を実施するのに好適な電子写真装置の別の構成例であり、(25)は電子写真感光体ドラム、(26)は帯電機構であり、この例の電子写真装置においては、本発明の両端加工技術による帯電ロールを用いた接触帯電方式が用いられているが、本発明の両端加工技術による帯電ロールを用いた近接帯電方式をもちいてもよい。(27)は書き込み露光機構、(28)は現像機構であり、前記第(8)項に示す現像ロールが使用されている。また、(29)は転写機構、(30)がクリーニング機構、(31)は除電機構である。(32)は定着機構であり、前記第(9)項に示す定着ロールが使用されている。
【実施例】
【0029】
以下、本発明を実施例によって説明するが、本発明は以下の実施例で限定されるものでは無く、外周面をコレットチャックあるいはバイスチャック等によって掴持して行なう両端加工機及び、両端加工方法に適用可能である。
【0030】
実施例1
被加工物(W)として、外径20mm、長さ317mmのA5052アルミ合金製円筒体を使用した。
また、両端加工は、エグロ株式会社製の両端加工機に、コレットチャックと被加工物ガイドを取り付けた。
ここで両端加工機の概略構造は図5に示す構造であり、コレットチャック(1a)、(1b)は外径20mmの被加工物を掴持できるようになっている。
また、コレットチャックの全長は約90mm、コレットの割数は3、材質は鋼である。また、両端加工機の主軸幅は220mmである。
ここで実施例1で使用したガイド機構は図9の(H)に示す形状であり、外径30mm、内径20.4mm、長さ21mmのナイロン製であった。
両端加工機が停止した状態でドローバー(2a)、(2b)を動かし、コレットチャック(1a)、(1b)を開いた。コレットチャック(1a)、(1b)が開いた状態でのコレットチャック(1a)、(1b)の最小開口径は20.75mmであった。
【0031】
次ぎに、被加工物挿入台4に両端加工を行なおうとする被加工物(W)を置き、ストローク400mmのエアーシリンダーに取り付けたプッシャー(5)によって約120mm/秒の速度で両端加工機へ押し込んだ。このときのエアーシリンダーへ供給したエアー圧は約1.6MPaであった。
このようにして、被加工部(W)を両端加工機へ挿入した後、ドローバー(2a)、(2b)を動作させてコレットチャック(1a)、(1b)を締め、被加工物(W)を掴持した。
そして、モータを3500rpmで回転させて、被加工物の両端に切削油供給機構(9a)、(9b)から切削油をスプレーで供給しながらスライド動作機構(9a)と(9b)を両端加工機に向けて0.5mm/REV秒の速度で接近させ、被加工物の端面に削り量0.8mmのC面取り加工を行なった。
ここで、切削刃物(7a)、(7b)としては、多結晶焼結ダイヤモンドバイトを使用した。
【0032】
このようにして両端加工を行なった後、モータの回転を止めてから、ドローバー(2a)、(2b)を動かしてコレットチャック(1a)、(1b)を開いて被加工物(4)の掴持を解除した。
そして、次ぎの被加工物を被加工物挿入台へおき、これをプッシャー(5)で押すことにより、両端加工が終了した被加工物を排出台の上に押し出した。
このようにして100本の両端加工を行なった。
【0033】
ここで、電子写真装置やインクジェット方式画像形成装置に使用する駆動ロールとするには、この後センター穴あけとインロー加工とシャフト取り付けを行なうが、本発明の効果確認は、ここで行なったC面取りの品質確認を目視で行なえば充分なので、加工はこのステップで終了し、両端加工を行なった端面の目視確認を行なった。
この様にして100本の両端加工とその端面の評価を行なった。
【0034】
比較例1
始めに実施例1で使用した両端加工機から被加工物ガイドを取り外した。
すなわち、この状態は従来使用されている両端加工機の構造と同じである。
それ以外は実施例1と同様にして被加工物を両端加工機に挿入し、100本の両端加工を行なった。
実施例1の場合と同様に段階までの加工品質を評価すれば本発明の効果は確認できるので、両端加工この段階で止め、実施例1と同様にして端面の目視確認を行なった。
【0035】
評価
以上のようにして作成した実施例1と比較例1の端面を目視確認した結果を表1に示す。表1から明らかなように、本発明の実施例1は両端面に傷や損傷は無く、本発明の効果が確認できた。
【0036】
【表1】
比較例1でスジが24本に発生しているが、これは軸方向に発生したスジであり、被加工物を両端加工機に挿入あるいは取り外した際に発生したと推定できる。
【図面の簡単な説明】
【0037】
【図1】本発明を実施するのに好適な両端加工機に被加工物を挿入している様子を示した断面構成図。
【図2】本発明を実施するのに好適な両端加工機に対し、被加工物の挿入が完了した様子を示した断面構成図。
【図3】本発明を実施するのに好適な両端加工機で、被加工物の両端加工を行なっている様子を示した断面構成図。
【図4】従来の両端加工機に被加工物を挿入している様子を示した断面構成図。
【図5】本発明を実施するのに好適な別の構造の両端加工機に、被加工物を挿入している様子を示した断面構成図。
【図6】本発明を実施するのに好適な更に別の構造の両端加工機に、被加工物を挿入している様子を示した断面構成図。
【図7】本発明に示す被加工物挿入時のガイドの外観図。
【図8】本発明に示す被加工物挿入時のガイドの別の例の外観図。
【図9】図8に示すガイドの外観図と断面図。
【図10】ベルト感光体搬送ユニットの構成図。
【図11】電子写真装置の構成図。
【符号の説明】
【0038】
W 被加工物
1a、1b コレットチャック
2a、2b ドローバー
3、3a、3b 被加工物の振れを抑制するガイド機構
4 被加工物挿入台
5 プッシャー
6 排出台
7a、7b 刃物
7c、7d 刃物保持治具
8a、8b スライド機構
9 主軸台
10 ハウジング
11 両端加工機の台
12 被加工物(W)とコレット(1a)が衝突した部位
13 被加工物(W)と右側のコレット(1a)が擦れる部位
14 被加工物(W)がプッシャー(5)に押される部位
21 ベルト状電子写真感光体
22 感光体ベルト駆動ロール
23 感光体ベルト従動ロール
24 感光体ベルトテンションロール
25 電子写真感光体ドラム
26 帯電機構
27 書き込み露光機構
28 現像機構
29 転写機構
30 クリーニング機構
31 除電機構
32 定着機構
33 記録媒体搬送路
【特許請求の範囲】
【請求項1】
複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機。
【請求項2】
1個あるいは複数個のコレットチャックを有する両端加工機であって、且つ、このコレットチャックに隣接して、被加工物挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機。
【請求項3】
被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部が合成樹脂であることを特徴とする請求項1又は2に記載の両端加工機。
【請求項4】
被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部の材質が、ナイロン、超高分子量ポリエチレン、高分子量ポリエチレン、ポリエチレン、ポリプロピレン、ポリウレタン、メラミン・ホルムアルデヒド樹脂、ポリアセタール、ポリ塩化ビニル、フッ素樹脂のいずれかであることを特徴とする請求項1又は2に記載の両端加工機。
【請求項5】
前記被加工物の外径をD、被加工物挿入時の振れを抑制する前記ガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Iが0.001mm以上、1.0mm以下、
I−Dが0.001mm以上、1.0mm以下
であることを特徴とする請求項1乃至3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機。
【請求項6】
被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Dが0.001mm以上、1.5mm以下、
であることを特徴とする請求項1乃至3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機。
【請求項7】
請求項1乃至3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機を使用した両端加工方法であって、被加工物の外径をD、全長をLとしたとき、(L/D)>10である被加工物の両端加工を行なうことを特徴とする両端加工方法。
【請求項8】
請求項7に記載の方法で作成したことを特徴とする現像ロール。
【請求項9】
請求項7に記載の方法で作成したことを特徴とする定着ロール。
【請求項10】
請求項7に記載の方法で作成したことを特徴とする感光体ベルト従動ロール。
【請求項11】
請求項7に記載の方法で作成したことを特徴とする感光体ベルト駆動ロール。
【請求項12】
請求項7に記載の方法で作成したことを特徴とする感光体ベルトテンションロール。
【請求項13】
請求項7に記載の方法で作成したことを特徴とする接触帯電用ロール。
【請求項14】
請求項10に記載の感光体ベルト搬送ロールを使用したことを特徴とする電子写真装置。
【請求項15】
請求項11に記載の感光体ベルト駆動ロールを使用したことを特徴とする電子写真装置。
【請求項16】
請求項12に記載の感光体ベルトテンションロールを使用したことを特徴とする電子写真装置。
【請求項17】
請求項13に記載の接触帯電用ロールを使用したことを特徴とする電子写真装置。
【請求項1】
複数個のコレットチャックを有する両端加工機であって、且つ、この複数個のコレットチャックの間に、被加工物の挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機。
【請求項2】
1個あるいは複数個のコレットチャックを有する両端加工機であって、且つ、このコレットチャックに隣接して、被加工物挿入時の振れを抑制するガイド機構を備えることを特徴とする両端加工機。
【請求項3】
被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部が合成樹脂であることを特徴とする請求項1又は2に記載の両端加工機。
【請求項4】
被加工物挿入時の振れを抑制する前記ガイド機構の被加工物当接部の材質が、ナイロン、超高分子量ポリエチレン、高分子量ポリエチレン、ポリエチレン、ポリプロピレン、ポリウレタン、メラミン・ホルムアルデヒド樹脂、ポリアセタール、ポリ塩化ビニル、フッ素樹脂のいずれかであることを特徴とする請求項1又は2に記載の両端加工機。
【請求項5】
前記被加工物の外径をD、被加工物挿入時の振れを抑制する前記ガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Iが0.001mm以上、1.0mm以下、
I−Dが0.001mm以上、1.0mm以下
であることを特徴とする請求項1乃至3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機。
【請求項6】
被加工物の外径をD、被加工物挿入時の振れを抑制するガイド機構の内径をI、コレットチャックが被加工物を把持しないときの把持部の内径をdとしたとき、d>I>Dであって、
d−Dが0.001mm以上、1.5mm以下、
であることを特徴とする請求項1乃至3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機。
【請求項7】
請求項1乃至3のいずれかに記載の被加工物挿入時の振れを抑制するガイド機構を備えた両端加工機を使用した両端加工方法であって、被加工物の外径をD、全長をLとしたとき、(L/D)>10である被加工物の両端加工を行なうことを特徴とする両端加工方法。
【請求項8】
請求項7に記載の方法で作成したことを特徴とする現像ロール。
【請求項9】
請求項7に記載の方法で作成したことを特徴とする定着ロール。
【請求項10】
請求項7に記載の方法で作成したことを特徴とする感光体ベルト従動ロール。
【請求項11】
請求項7に記載の方法で作成したことを特徴とする感光体ベルト駆動ロール。
【請求項12】
請求項7に記載の方法で作成したことを特徴とする感光体ベルトテンションロール。
【請求項13】
請求項7に記載の方法で作成したことを特徴とする接触帯電用ロール。
【請求項14】
請求項10に記載の感光体ベルト搬送ロールを使用したことを特徴とする電子写真装置。
【請求項15】
請求項11に記載の感光体ベルト駆動ロールを使用したことを特徴とする電子写真装置。
【請求項16】
請求項12に記載の感光体ベルトテンションロールを使用したことを特徴とする電子写真装置。
【請求項17】
請求項13に記載の接触帯電用ロールを使用したことを特徴とする電子写真装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2006−75971(P2006−75971A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−265983(P2004−265983)
【出願日】平成16年9月13日(2004.9.13)
【出願人】(000006747)株式会社リコー (37,907)
【出願人】(000221937)東北リコー株式会社 (509)
【Fターム(参考)】
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月13日(2004.9.13)
【出願人】(000006747)株式会社リコー (37,907)
【出願人】(000221937)東北リコー株式会社 (509)
【Fターム(参考)】
[ Back to top ]