
画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法
【課題】 異なる構造・原理、反射光を利用して画像を表示するとともに、簡易な方法でありながら、元画像の再現性がより高い画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法を提供すること。を提供すること。
【解決手段】 板状体2に彫り加工を施すことにより画像を表示させる。板状体2が光を反射する金属よりなる主部3と主部3よりも光を吸収する材料よりなる表層部5とを有する。彫り加工が、板状体2の表面側にライン状のV溝8を各微小区間において複数本並ぶように形成する。V溝8の深さで画像の濃淡を表現し、表層部5での光の吸収及びV溝8での光の反射により画像を表示する。
【解決手段】 板状体2に彫り加工を施すことにより画像を表示させる。板状体2が光を反射する金属よりなる主部3と主部3よりも光を吸収する材料よりなる表層部5とを有する。彫り加工が、板状体2の表面側にライン状のV溝8を各微小区間において複数本並ぶように形成する。V溝8の深さで画像の濃淡を表現し、表層部5での光の吸収及びV溝8での光の反射により画像を表示する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法に関する。さらに詳しくは、板状体に彫り加工を施すことにより画像を表示させる、画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法に関する。
【背景技術】
【0002】
従来、上述の如き画像表示パネルとして、例えば特許文献1及び2に記載のものが知られている。特許文献1には、立体的に視認するために、金属の板の表面に縦横に伸びる多数の溝を形成するとともに、斜めの溝を多数設けた金属板が記載されている。そのため、溝を複数方向に形成する必要があり、製作が困難となっていた。
【0003】
また、特許文献2には、立体感を表現するために、光を透過可能な素材板に、写真等の元となる画像の濃淡に対応した凹凸を形成するインテリアオブジェが記載されている。そのため、明暗の変化に応じた精密で煩雑な立体加工が必要であり、また、裏面からの透過光を要していた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−270300号公報
【特許文献2】特開2004−50713号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
かかる従来の実情に鑑みて、本発明は、これらとは異なる構造・原理、反射光を利用して画像を表示するとともに、簡易な方法でありながら、元画像の再現性がより高い画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係る画像表示パネルの特徴は、板状体に彫り加工を施すことにより画像を表示させる構成において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、前記V溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記V溝での光の反射により前記画像を表示することにある。これらV溝は、マクロ的にみて、図18(a)(d)(e)にみられるような環状、図(c)にみられるような渦巻き状、図12にみられるような画像全体を横切る直線状に形成することができる。各微小区間とは、図4、図18(a)(b)における符号Δdで示すような区間であり、マクロ的には曲線でも、ミクロ的には略直線が並んだものとなる。直線状の場合、彫り加工は、ライン状のV溝を加工により表示される画像の横方向に対して複数本形成するものと表現することもできる。
【0007】
上記構成によれば、前記V溝による鏡面反射光及び散乱反射光が混在するため、立体感が増幅する。また、彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成すればよいので、隣り合う微小区間同士でV溝を連続させて形成すればよく、彫り加工が簡素である。
【0008】
係る場合、前記V溝が先端円錐形の切削工具の回転切削により形成されてもよい。切削深度の微調整が可能であるエンドミル等の回転切削工具を使用することで、前記V溝のライン幅の微調整が容易に可能となるため、精緻な画像の再現性が高まる。さらには、アップカット又はダウンカットにより粗面の状態が付与されるため、画像に味わい深さを加味することが可能となる。
【0009】
また、前記各微小区間における各V溝のライン幅方向に対する断面での中心線が互いに異なる方向に配向するように前記各V溝を形成してもよいし、前記画像表示パネルを観察するパネル観察者の基準観察位置に向かって、前記各微小区間における前記各V溝の前記中心線が傾くように前記各V溝を形成してもよい。
また、各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されてもよいし、各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されてもよい。
【0010】
さらに、各V溝の角度が50度〜145度であってもよい。各V溝の角度が50度を下回ると発明の効果を生じさせるに充分な反射光が得られず、一方、各V溝の角度が145度を上回ると反射光の方向が拡散し、観察者に対して発明の効果を生じさせるに充分な反射光が届かない。前記V溝の角度が90度であってもよい。一般に流通している切削工具の刃先端角は90度であることが多いため、生産コストが抑えられる。
【0011】
前記V溝の間の前記表層部を完全に除去した部分を有してもよい。光を吸収する表層部が存在しないため、より回折現象が多く発生することとなり、透明感のある濃淡表現となる。
【0012】
また、前記板状体の前記主部が、金属薄板と合成樹脂薄板とを貼り合わせたものであってもよい。主部全体が金属の場合に比べて軽量化が可能となる。また、合成樹脂薄板まで彫り込んだ場合、2色構成や透過光を利用することが可能となり、異なる表現となる。
【0013】
また、上記目的を達成するため、本発明に係る画像表示パネル設置設備の特徴は、前記画像表示パネルと照明器具とを備えた構成において、前記照明器具は、前記各微小区間における各V溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置されていることにある。
【0014】
さらに、上記目的を達成するため、本発明に係る画像表示パネルの製造方法の特徴は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、前記V溝が先端円錐形の切削工具の回転切削により形成され、前記V溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記V溝での光の反射により前記画像を表示することにある。
【0015】
係る場合、全体画像が複数の前記画像表示パネルに分割されて作成されるものであって、前記全体画像の複数箇所からサンプリングしたサンプル画像部を集めたサンプル画像集合体を作成し、このサンプル画像集合体を用いて前記彫り加工を行うことにより、基準画像表示パネルを作成し、前記全体画像を構成する各画像表示パネル単体における前記彫り加工の深度調整を前記基準画像表示パネルとの比較で行ってもよい。また、前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなるようにしてもよい。
【0016】
前記V溝のピッチが一定であり、原画像の最明部においても前記V溝間に前記表層部が残るように前記彫り加工の加工用データが作成されてもよい。さらに深く加工を施すことによって、再度の明暗調整も可能となる。
また、各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されてもよいし、各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されてもよい。
【0017】
前記表層側に透明な保護層をさらに設けても良い。これにより、V溝が保護され、テーブル等の用途にも利用可能である。さらに、前記V溝がマクロ的にみて、環状又は渦巻き状に形成され、略水平で用いてもよい。上部に光源を位置させると、周囲に対して画像を効果的に表示させることが可能となる。また、前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなるようにしてもよい。
【0018】
加えて、上記目的を達成するため、本発明に係る画像表示パネルの他の特徴は、板状体に彫り加工を施すことにより画像を表示させる構成において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、前記凹溝の両側面を前記各微小区間において略平行になるように形成し、前記凹溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示することにある。
【0019】
また、上記目的を達成するため、本発明に係る画像表示パネル設置設備の他の特徴は、前記画像表示パネルと照明器具とを備えた構成において、前記照明器具は、前記各微小区間における各凹溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置され、前記画像表示パネルを観察するパネル観察者の基準観察位置を凹溝の両側面より凹溝の幅方向に対して45度傾けて配置することにある。
【0020】
さらに、上記目的を達成するため、本発明に係る画像表示パネルの製造方法の他の特徴は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、前記凹溝の両側面を前記各微小区間において略平行になるように形成し、前記凹溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示することにある。
【0021】
上記目的を達成するため、本発明に係る画像表示パネルのさらに他の特徴は、板状体に彫り加工を施すことにより画像を表示させる構成において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、ライン状のV溝を加工により表示される画像の横方向に向けて複数本形成するものであり、前記V溝の深さで前記画像の濃淡を表現することにある。
【発明の効果】
【0022】
上記本発明に係る画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法の特徴によれば、従来とは異なる構造・原理、反射光を利用して画像を表示するとともに、簡易な方法でありながら、元画像の再現性が非常に高い画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法を提供することが可能となった。
本発明の他の目的、構成及び効果については、以下の発明の実施の形態の項から明らかになるであろう。
【図面の簡単な説明】
【0023】
【図1】本発明に係る画像表示パネルの原理を説明する拡大断面図である。
【図2】図1の画像表示パネルの設置設備を示す側面図である。
【図3】画像表示パネルの加工装置を示す側面図である。
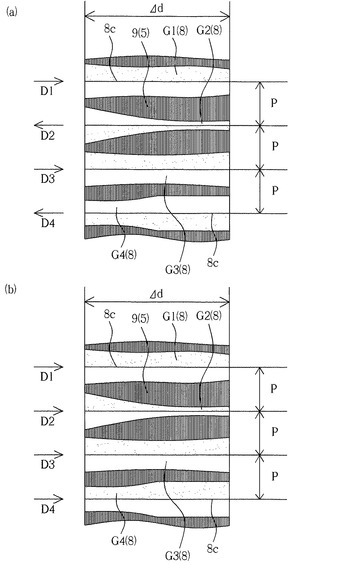
【図4】画像表示パネルの拡大正面図を示し、(a)は V溝が加工時に隣り合う1ライン毎に異なる方向に向かって彫り加工されている場合、(b)はV溝が加工時に全て同じ方向に向かって彫り加工されている場合を示す。
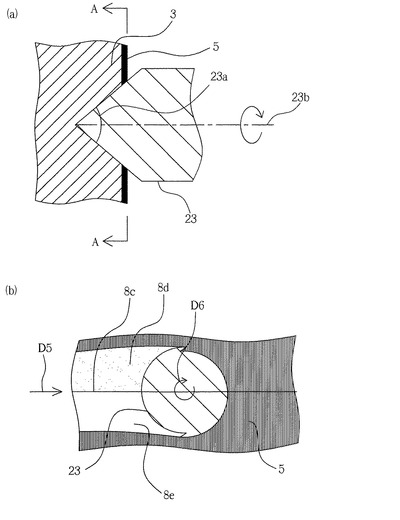
【図5】切削加工用切刃と板状体との関係を示し、(a)は縦断面図、(b)は(a)のA−A線断面図である。
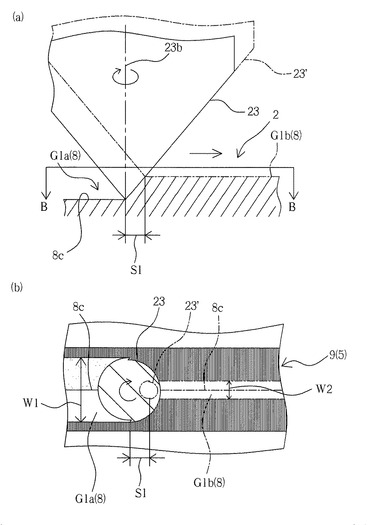
【図6】は本発明の加工を示す図であり、(a)は縦断面図、(b)は(a)のB−B線断面図である。
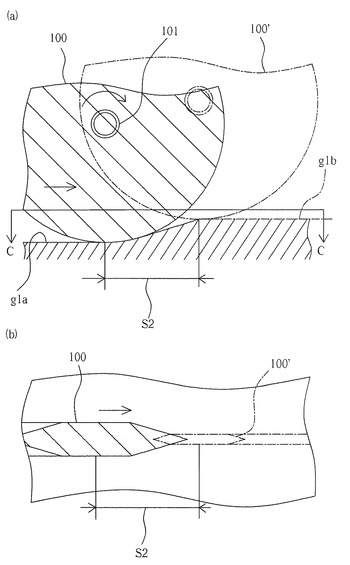
【図7】は従来の加工を示す図であり、(a)は縦断面図、(b)は(a)のC−C線断面図である。
【図8】はV溝の溝角の差による鏡面反射の状況を示す断面図であって、(a)は溝角が適切な場合、(b)は溝角が広すぎる場合、(c)は溝角が狭すぎる場合を示す。
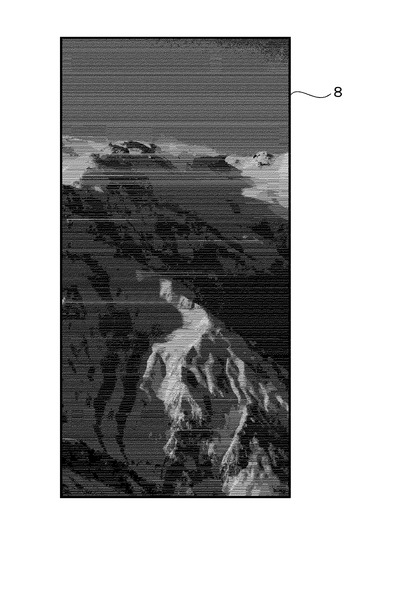
【図9】表示する全体画像を示す図である。
【図10】全体画像の複数パネル割り付け及びサンプル画像部の割り付けを示す図である。
【図11】全体画像のサンプル画像部を集めたサンプル画像集合体及び基準画像表示パネルを示す図である。
【図12】第1画像部に対し、加工シミュレーションを行った出力結果を示す図である。
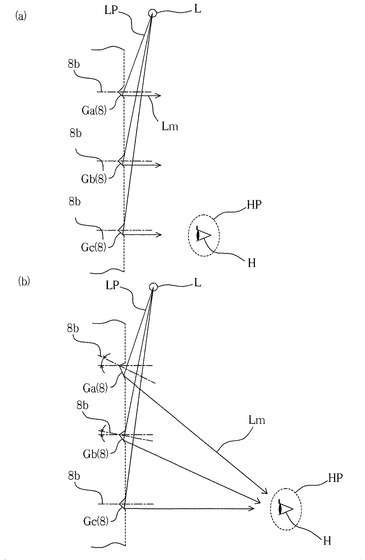
【図13】第二実施形態を示し、(a)はV溝の中心線が全て同一方向に平行になるようにV溝を形成した状態、(b)は パネル観察者の基準観察位置に対し、V溝の中心線が傾くようにV溝を形成した状態を示す図である。
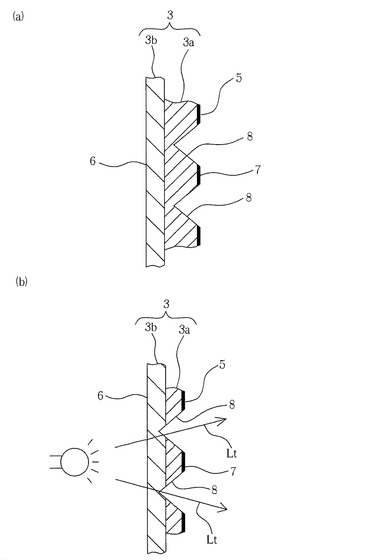
【図14】第三実施形態を示し、金属薄板の裏面にさらに合成樹脂薄板を張り付けて板状体の主部とする断面図であって、(a)はV溝の深さよりも金属薄板が厚い場合、(b)はV溝の深さよりも金属薄板が薄い場合をそれぞれ示している。
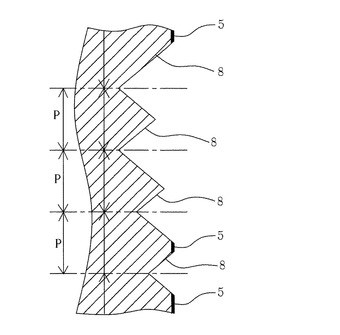
【図15】第四実施形態を示し、V溝が深く刻まれた結果、隣り合う溝間部の表層部が削り取られた状態を示す縦断面図である。
【図16】第五実施形態を示し、(a)は凹溝が彫り加工された場合の断面斜視図、(b)は(a)のE−E線断面図である。
【図17】第五実施形態を示し、切削加工用切刃と凹溝の関係を示した図である。
【図18】さらに他の実施形態に係るV溝の配置の一例を示す図であり、図(a)(b)は第六、(c)は第七、(d)は第八,(e)は第九の実施形態を示し、(b)は図4に相当する図である。
【図19】V溝を渦巻き状に配置した画像表示パネルの一例を示す図であり、(a)は表示画像原図、(b)は平面写真、(c)は斜視方向からの写真である。
【図20】V溝を複数の方形状に配置した画像表示パネルの一例を示す図であり、(a)は表示画像原図、(b)は平面写真、(c)は斜視方向からの写真である。
【図21】第六実施形態の使用状態を示す縦断面図である。
【図22】図21の実施形態の改変例を示す図である。
【図23】図21の実施形態の斜視図である。
【図24】第七実施形態を示す画像表示パネルの拡大断面図である。
【図25】第八実施形態を示す画像表示パネルの拡大断面図である。
【図26】第九実施形態を示す画像表示パネルの拡大断面図である。
【発明を実施するための形態】
【0024】
次に、適宜添付図面を参照しながら、本発明の第一実施形態について説明する。
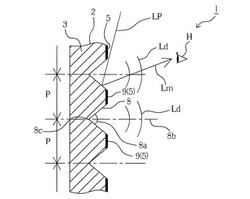
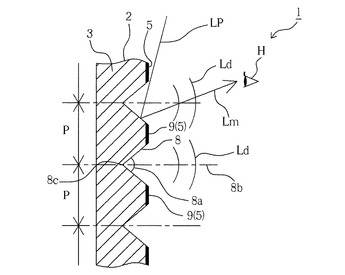
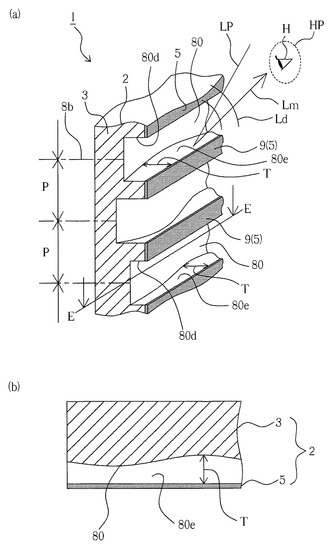
図1,4に示すように、第一実施形態に係る画像表示パネル1は、大略、金属からなる主部3及び表層部5からなる板状体2に、表示する全体画像の濃淡に対応したV溝8を形成することで製造される。
【0025】
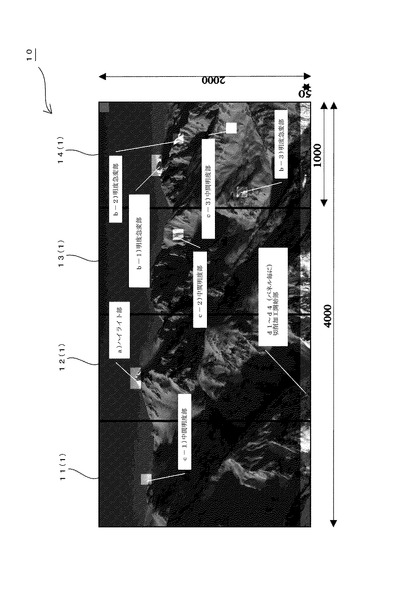
図9,10に示す全体画像10は、例えば4つの画像部、第1画像部11〜第四画像部14に分割され、各画像部は画像表示パネル1を構成する。全体画像10の中で、例えば第1画像部11に対し加工シミュレーションを行うと、その出力結果は図12のように表示される。
【0026】
V溝8は、濃淡を表現した画像データの加工シミュレーション出力結果に対応するように深度が調整される。画像の濃い部分は表層部5(9)が維持されるように浅く彫り加工がなされ、または未加工のまま表層部5(9)が維持され、画像の淡い部分は主部3が多く露出するように深く彫り加工がなされる。
【0027】
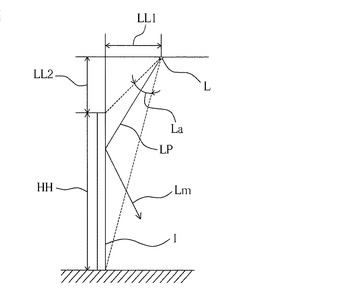
加工が終了した画像表示パネル1は、図2に示すように、照明器具Lを備えた設置設備に配置されて、照明によって照らされ、使用される。照明器具Lは、例えば、画像表示パネル1の斜め上方に配置される。
【0028】
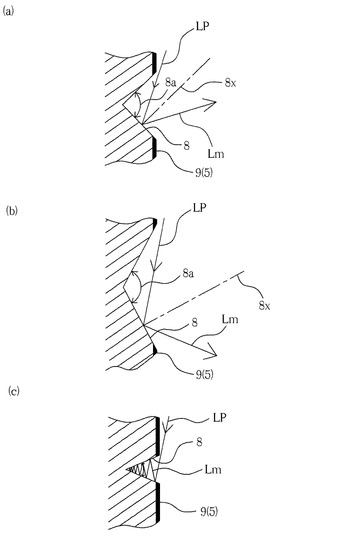
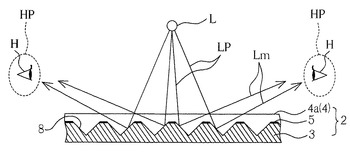
照明器具Lからの光は、図1に示すように、V溝8において光路LPを辿った場合、鏡面反射光Lm、または散乱反射光Ldとして反射する。鏡面反射光Lmは、反射面のV溝8への入射角と同じ角度で出射して発生する。散乱反射光Ldは、V溝8に入った光がV溝8内で散乱反射することにより発生するものと考えられる。また、各V溝8から発せられる散乱反射光Ldは、回折現象により見る角度と位置で異なった印象を観察者Hに与える。そして、両者が存在することで、表示される画像がより立体的となる。
【0029】
[機械加工について]
板状体2の主部3はアルミや銅等の金属板によって構成され、表層部5は黒アルマイト処理の材料を金属板に密着させることで形成される。金属板は、例えば高さ2000mm、幅1000mmで厚さ1mmのものが使用される。
【0030】
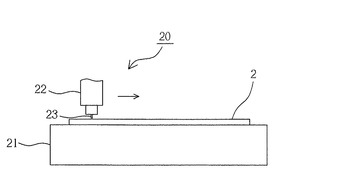
図3に示すように、画像表示パネル1のV溝8は、加工装置20を用いる機械加工によって形成される。固定台21の上に板状体2を配置し、その上をワーク22が移動する。ワークには切削加工用の切刃23が取り付けられており、切刃23が回転しながら移動することで、板状体2にV溝8が形成され、画像表示パネル1が製造される。
【0031】
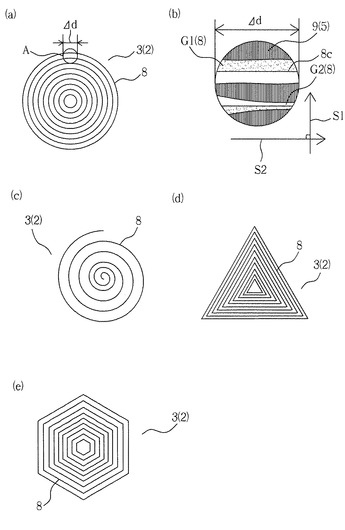
図4(a)に示すように、V溝8の溝ピッチPは同じであり、加工シミュレーション出力結果に対応するように深度を調整しながら、表示する画像において横向きの方向に該当するD1方向に移動し、第1V溝部G1(8)を形成する。D1方向へのV溝形成が終了すると、折り返して逆方向のD2方向へ移動しながら、第2V溝部G2(8)を形成する。隣り合うV溝8の間には、表層部5が維持された溝間部9が形成される。そして、この折り返しの移動を繰り返して、第3V溝部G3(8)、第4V溝部G4(8)と、V溝8を複数本同一方向に形成していく。この場合、後述する粗面の形成される面は、設置の際の鉛直方向において、上側及び下側に交互に形成されることとなる。
【0032】
しかし、図4(b)に示すように、折り返さずに、同じ方向へ移動することも可能である。すなわち、D1方向に移動し第1V溝部G1(8)を形成した後、ワーク22のみ折り返して元の位置に戻らせる。そして同方向のD2方向へ移動し第2V溝部G2(8)を形成する。V溝同士の間には、同様に表層部5が維持された溝間部9が形成され、この移動を繰り返して、第3V溝部G3(8)、第4V溝部G4(8)と、V溝8を複数本同一方向に形成していく。この場合、後述する粗面の形成される面は、設置の際の鉛直方向において常に上側に位置することとなる。
【0033】
画像表示パネル1の溝ピッチPは画像表示パネル1の高さHHが2,000mmの場合、例えば1〜2mm程度の幅が採用される。1mm未満では細かすぎ、むしろ平坦になってしまい、立体感を無くしてしまう。一方、2mmを超える幅では粗すぎ、無視されるディテールがあり、表現力が落ちてしまう。よって、溝ピッチPは、例えば、1.5mm程度の幅が望ましい。
【0034】
また、画像表示パネル1の溝ピッチPが1.5mmの場合は、切刃23の最大深度を0.5mmにする。その条件で刃先端角23aが90度の切刃23を使用する場合、最大ライン幅は0.5mm×2=1mmとなり、隣接するV溝8との干渉を防ぎ、溝間部9が残されることとなる。
図5(a)に示すように、切刃23は先端円錐形であり、刃先端角23aは例えば90度のものが用いられる。切刃23は、刃中心軸23bを中心に、例えば右回りに回転する。もちろん、切刃は、左回りに回転するものを用いても良い。
【0035】
図5(b)に示すように、進行方向D5における切削面に対して切刃23の回転方向D6が相対するため、切刃23の刃先が板状体2に食い込むように当たる斜面8dは、ダウンカットとなり粗面が形成される。一方、斜面8dに対向する斜面8eは、進行方向D5における切削面に対して切刃23の回転方向D6が同方向となるため、刃先は板状体2を滑り、斜面8eはアップカットとなりダウンカットの粗面よりもなだらかな面となる。
【0036】
アップカットの斜面8eは、ダウンカットの斜面8dよりなだらかであるため、より反射光を生じさせる。したがって、図4(b)に示すように、V溝8の鉛直方向において下側に常にアップカットの斜面8eを構成すると、観察者Hはよりクリアに立体感を感じることとなる。
【0037】
図6(a),(b)に示すように、切刃23の板状体2への切削深度を微調整することで、V溝8のライン幅Wを容易に変更することが可能となる。すなわち、V溝8のライン幅Wを、最大幅W1の第1V溝部G1a(8)から、最小幅W2の第2V溝部G1b(8)へと変化させる微調整は、切刃23から切刃23’への短い移動距離S1で可能である。V溝8のライン幅Wの微調整が可能となるため、画像の再現性が高まる。
【0038】
一方、図7(a),(b)に示すように、先行文献1に記載の切削工具の例は、水平回転刃100を使用しており、符号100から100’へと水平回転刃を移動させるに、移動距離S2を本願の移動距離S1よりも長くせねば、切削深度を変化させることができない。したがって、本願よりも画像の再現性が劣る。
【0039】
また、彫り加工を複数回繰り返すことも可能である。例えば彫り加工を二回行う場合において、一回目の彫り加工の際には板状体2と切刃23の間には切削抵抗によりわずかな逃げが生じ、結果画像表示パネル1の表面上にわずかに粗さが生じる。このような場合に、一回目の深度よりわずかに深度を深くして二回目の彫り加工を行うと、表面の粗さが研磨され、表面状態が向上する。二回目の彫り加工の深度調整は、例えば一回目の彫り加工の深度を0.5mmにした場合、一回目より0.01〜0.03mm程度深くする。どのように二回目の深度微調整を行うかは、一回目の加工深度によって変わる。
【0040】
上記再度の彫り加工によって表面状態が向上するため、より高い反射率が求められる画像を表現することが可能となる。また、画像表示パネル1の一部にのみ二回目の彫り加工を行い、加工回数の違いによる反射率の相違を用いて画像を表現することも可能となる。
【0041】
二回目の彫り加工を行う際の加工方向については、図4(a)に示すような折り返し加工を一回目に行った場合は、二回目の彫り加工も同様に折り返してもよいし、図4(b)に示すような同方向へと加工してもよい。その場合、第2V溝部G2(8)及び第4V溝部G4(8)においては、アップカットの斜面にダウンカットが施されることとなり、画像表示パネル1は全体的に粗い印象となる。クリアな立体感を求めない画像、例えば「雪の画像」等を表現する場合に適している。
【0042】
一方、図4(b)に示すような同一方向への加工を一回目に行った場合は、画像表示パネル1のクリアな立体感を維持するために、二日目の彫り加工も同様に同一方向へと行う必要がある。
このように表現したい画像によって彫り加工を使い分けることで、様々な画像を表現することが可能である。
【0043】
[観測位置とV溝角度について]
図2に示すように、画像表示パネル1は、例えば鉛直方向の斜め上方から照明器具Lによって照らされている。その場合、鏡面反射光Lmは下方に向けて形成される。しかしそれとは反対に、下方に照明器具Lを設置しても良く、その場合鏡面反射光Lmは上方へと形成され、同様の効果が得られる。
【0044】
照明器具Lには、例えばLEDランプ等を使用する。照明器具Lと画像表示パネル1との水平距離LL1は、例えば300mmであり、照明器具Lと画像表示パネル1との垂直距離LL2は、例えば500mm以上である。その場合照明角度Laは、例えば約25度程度となる。図示しないが、LEDランプ同士は100〜150mm程度の間隔で複数個配置される。このような配置の場合、それぞれのLEDランプの光がパネル上で重なり、直接的ではなく柔らかな反射光が得られる。
【0045】
使用する照明器具Lの色については、表示する画像の図柄に合わせて適宜変更して使用する。通常は4000ケルビンの白色の照明器具を使用するが、電灯色や緑色の照明器具であってもよく、その他、間接照明でもよい。
【0046】
図1に示すように、観察者Hが照明器具Lから発生した光の反射光を捉え、画像が像を結ぶためには、観察者Hは反射光を捉えられる基準観測位置HPに位置する必要がある。基準観測位置HPは画像表示パネル1に対して相対的に決定し、一点ではなくある程度の範囲をもった領域が該当する。
【0047】
照明器具Lらの光がV溝8に到達し反射すると、鏡面反射光Lmまたは散乱反射光Ldの反射光が形成される。より多く反射光が形成されるためには、V溝8の溝角8aは、例えば50度から145度以内であることが好ましい。図8(b)に示すように、溝角8aを145度より大きくした場合は、鏡面反射光Lmは形成されるが、拡散する傾向が強くなり、観察者Hに対して発明の効果を生じさせるに充分な反射光が届かない。また、溝間部9の幅がかなり細くなり、切削方向の微調整によっては欠損してしまう危険性が生じ、深度の微調整が困難となり、加工精度が低下する恐れがある。一方、図8(c)に示すように、溝角8aを50度より小さくすると、ほとんどの光が表層部5に吸収され、わずかにV溝に入射した光は溝底8cの方向へと反射し、観察者Hには届かない。よって、発明の効果を生じさせるに充分な反射光が得られないこととなる。
【0048】
より好ましくは、図8(a)に示すように、V溝8の溝角8aは90度であることが望まれる。一般に流通している切削工具の刃先端角は90度であることが多いため、生産コストが抑えられる。また、切削深度の微調整も可能となる。
【0049】
[製造方法全般について]
製造方法について順を追って説明する。
1)図9に示すように、カラー写真を合成して緻密な写真の全体画像10にする。その後、明度の調整、モノクロ化を行う。
2)図10に示すように、全体画像10を第1画像部11〜第4画像部14に分割し、複数の画像表示パネル1を構成する。さらに全体画像10からサンプル画像部を決定する。サンプル画像部としては、明度すなわち切削深度の調整に利用するため、最も明度があるa)ハイライト部、明度が極端に変化するb)明度急変部、明度が中間となるc)中間明度部を決定する。加工開示時の基準明度となるd)切削加工開始部も各画像表示パネル毎に決定する。
【0050】
3)写真データを3DCADに取り込み3DCAMによって加工データであるNCデータを作成する。モノクロ画像の明度に従って3DCADで2次元画像を立体化する。
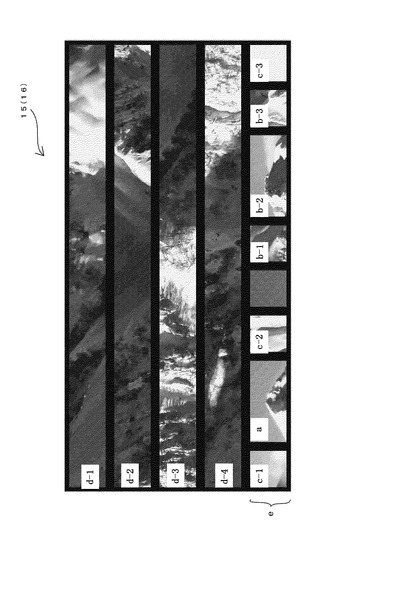
4)図11に示すように、決定したサンプル画像部a)〜d)を集めて、サンプル画像集合体15を作成する。サンプル画像集合体15は、明度すなわち切削深度の調整のための基準画像表示パネル用データとして使用される。パネル毎や複数パネルでの明度の統一感を出すためである。
5)図12に示すように、NCデータを使ってカッターパスを等倍紙へ印刷し量感のシュミレーションを行う。
6)黒アルマイト処理の材料を表層部5として金属板に密着させる。厚過ぎると金属板との密着性が低下するため、材料厚みは例えば1mmの厚みにする。
7)彫り加工では、まず、図11のサンプル画像集合体15に基づいて、基準画像表示パネル16を作成する。基準画像表示パネル16のd)切削加工開始部は、板状体2の加工開始時に、掘り始めた部分と並べて比較するため、あらかじめ各パネル毎に切断される。明度表現の確認に使用されるa)ハイライト部〜c)中間明度部、すなわちe)明度表現確認部はまとめて使用する。
【0051】
8a)各画像表示パネル1を作成するため、板状体2の彫り加工を始める。基準画像表示パネル16と照らし合わせて彫りの深度を調整するため、100mm程度掘り始めた後、一旦中断する。そして、基準画像表示パネル16のd)切削加工開始部と板状体2とを比較し、深度が不足する場合は、切刃23をより深く設定する。
【0052】
8b)切削加工開始部は、複数枚パネルにわたる全体画像を加工する時、全てのパネルを通しての明度バランスを調整するために使用される。切削条件が大きく変化しない初期の段階で、全ての切削深度の基準となる基準画像表示パネル16を作成することで、作業が進行して切削条件が変更しても、明度の調整が可能となる。
8c)そして、切刃23の深度調整した後、再度彫り加工を開始し、その後最終ラインまで彫り加工を進行する。
【0053】
9)彫り加工が終了した後は、 基準画像表示パネル16のe)明度表現確認部と画像表示パネル1とを比較し、再度チェックを行う。 a)ハイライト部は画面全体において明確にハイライトが表現できているか、b)明度急変部分は最小深度と(V溝無し)と最大深度(V溝深さ0.5mm)とが加工装置20の設定した座標原点で表現に従っているかどうか、c)中間明度部は明度の基準としてしっかりと面積を占めて表現できているかどうか、確認する。
10)最後に、切削剤を洗い落とす。切削剤はアルミ板等の金属板を腐食させ表面を曇らせ反射率を落とすため、加工が終了するといち早く洗い落とす。
【0054】
画像表示パネル1の切削加工前に、各画像部11〜14に対応する各画像表示パネル1におけるd)切削加工開始部を一気に作成し、事前に全体の深度調整を行うため、各パネルの差、工具、刃の状態の差による誤差を吸収することが可能となる。
【0055】
追加工程として、加工終了した画像表示パネル1の一部部分に更に着色加工を施してもよい。アデルタセラムコート(商品)等のアクリル絵の具を希釈して、手塗りで着色する。その場合、反射への影響はなく、多色化によって表現力が増す。
【0056】
[別実施形態]
次に、本発明の第二〜第五実施形態について説明する。なお、上記実施形態と同様の部材には、同一の符号を付してある。
第一実施形態において、図13(a)に示すように、各々のV溝Ga〜Gcのライン幅方向に対する中心線8bは平行となっていたが、中心線8bが互いに異なる方向に配向するようにV溝8を形成してもよい。また、図13(b)の第二実施形態に示すように、観察者Hの基準観察位置HPに対しV溝8の中心線8bが傾くようにV溝8を形成することも可能である。このように観察者Hへ反射光を集めることで、より明瞭に濃淡表現を観測することが可能である。また、より高さHHのある全体画像10を使用する場合や、画像表示パネル1を観察者Hよりも高い位置に配置する場合等にも適している。
【0057】
本発明の第三実施形態では、図14に示すように、板状体2において、金属薄板3aに合成樹脂薄板3bを密着させて多層状態の主部3を構成してある。図14(a)のように、金属薄板3aを薄くし、その分合成樹脂薄板3bを追加して主部3を構成した場合は、画像表示パネル1全体の重量を軽減することが可能となる。その場合、図14(b)のように、最下層の合成樹脂薄板3bに届くまで深く彫り込むことも可能である。この場合、合成樹脂薄板3bに表層5とは異なる色を使用すれば、2色構成の画像が表示可能となる。その他、透明な合成樹脂薄板3bを使用した場合は、裏面6側に光源を配置し、裏面6からの透過光Ltによって、画像を表示させることも可能である。
【0058】
本発明の第四実施形態では、図15に示すように、同溝ピッチPでV溝8を形成しながら、表層部5をあえて削り取って、深彫りしてある。表層部5を完全に除去した部分については、反射光のみで明暗の微妙な変化を表現することとなり、透明感がある表現となる。但し、この場合表層部5を残存させた場合に比べ、照明器具Lの光量が数倍以上必要となる。
【0059】
さらに、本発明の第五実施形態について説明する。上記各実施形態において画像表示パネル1は、板状体2に表示する全体画像10の濃淡に対応したV溝8を形成したが、図16に示すように、V溝8に換えて凹溝80を形成してもよい。
【0060】
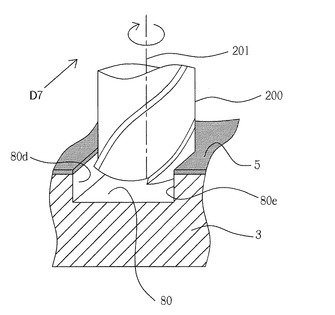
凹溝80は、図17に示すように、凹溝加工用の切刃200によって彫り加工がなされる。切刃200には、例えばエンドミル等が使用される。切刃200は中心軸201に対して右回りに回転しながらD7方向へと移動することで凹溝80を形成する。凹溝80の深度は、上記各実施形態と同様に画像データの加工シミュレーション出力結果に基づいて調整されるが、切刃200の特性上、凹溝80の幅は一定となり、凹溝80の両側面80d,80eは平行に形成される。なお、機械加工には上記各実施形態と同様の加工装置20を用い、切刃のみ凹溝加工用の切刃200を使用する。
【0061】
凹溝80は、上記各実施形態同様、加工時に全て同じ方向に向かって彫り加工されてもよいし、隣り合う1ライン毎に異なる方向に向かって彫り加工されてもよい。また、上記第三実施形態のような多層状態の主部3をもつ板状体2に凹溝80を形成してもよいし、上記第四実施形態のように表層部5を完全に除去する部分を有するように凹溝80を形成してもよい。
また、本実施形態の画像表示パネル1は、溝加工用の切刃200を用いる点以外は、上記各実施形態の製造方法と同様の製造方法にて製造される。
【0062】
係る場合、図16(a)示すように、画像表示パネル1の例えば斜め上方に配置された照明器具Lからの光は、光路LPを辿った場合、凹溝80の側面80eにおいて鏡面反射光Lmまたは散乱反射光Ldとして反射する。また、図16(b)に示すように、加工シミュレーション出力結果に基づいて凹溝80の深さは変化するため、側面80eの幅Tも変化する。したがって、観察者Hの見る角度によって鏡面反射光Lm及び散乱反射光Ldの量が変化することとなり、観察者Hに立体感を感じさせることが可能となる。その際観察者Hが反射光を捉えるためには、基準観測位置HPは凹溝80の側面80eより斜めに、例えば45度上方へ位置させる必要がある。すなわち、画像表示パネル1の高さHHは観察者Hのよりも低い必要がある。
【0063】
一方、照明器具Lを斜め下方に配置した場合には、反対に基準観測位置HPを凹溝80の側面80dより斜めに、例えば45度下方へ位置させる必要がある。その場合、画像表示パネル1は観察者Hよりも高い位置に配置する必要がある。
【0064】
上記各実施形態では、V溝8その他の溝を画像全体を横切るように配置したが、溝の形態はこれに限られない。図4,18(b)に示すように、画像又は板状体全体を細分化した各微小区間Δdにおいて、ライン状のV溝8等が複数本並ぶように形成すればよい。したがって、図18(a)の如く同心円の環状や楕円の環状、同図(c)に示すような渦巻き状、同図(d)に示すような三角の環状、同図(e)に示すような四角形以上の多角形状に形成することができる。多角形状では、角部においてV溝の向きは変更されるが、V溝が互いに他を分断するように横切り合うことはない。
これら図18の実施形態では、同図(b)に示すように、各V溝8の並ぶ方向S1が「溝のライン幅方向」に相当し、このV溝の並ぶ方向S1に直交する方向S2が上記「横方向」に相当する。これらの方向は、各微小区間において定義され、マクロ的にみれば異なる向きとなることもある。また、横方向に対する斜め上下方向は、V溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた方向と言い換えることができる。
【0065】
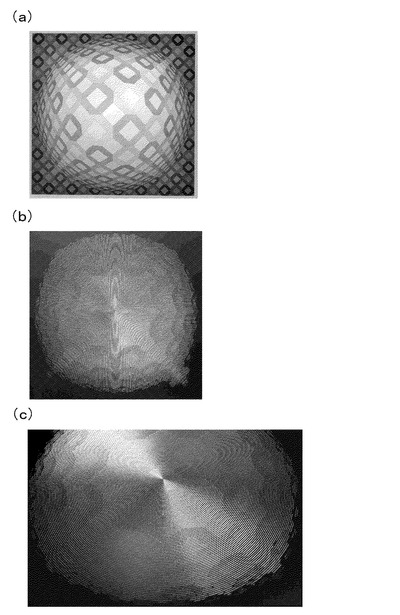
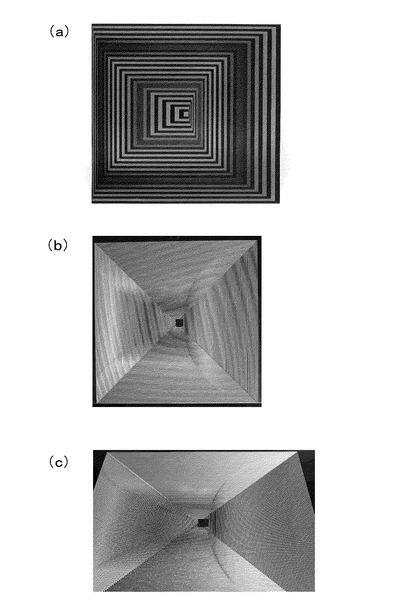
図19,20は、それぞれ、V溝をマクロ的に渦巻き状、四角状に配置して実施した状態を示す写真である。いずれの図も、各(a)に示す原図が、各(b)(c)に示す画像表示パネルに表示されている様が伺える。
【0066】
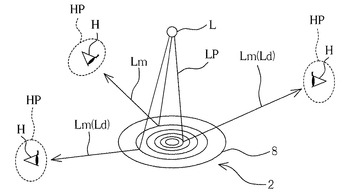
図21、23は、図18(a)の実施形態において、同心円の中心に光源である照明器具Lを配置した状態を示す。周囲に対してV溝8による反射光(鏡面反射Lm及び散乱反射)が到達し、上述の効果が得られることが理解される。
【0067】
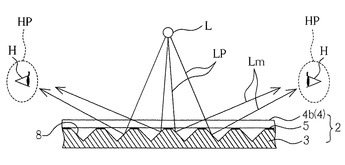
上記各実施形態では、図21の如く、板状体2の表面側に、透明な保護層4を設けても良い。このような保護層4を設けることで、板状体2の汚染を防止することができ、特に、板状体2をテーブルや高級床材に用いる場合に効果的である。図21の例では、保護層4に透明な流動材料、例えばアクリル等の合成樹脂を流し込んで硬化させ、樹脂製保護層4aを形成してもよい。また、図22の如く、同様の合成樹脂による板状保護層4bを設けても良い。これら合成樹脂の代わりにガラス材料を用いることも可能である。
【0068】
次に、上記各実施形態における表層部5の改変例を図24〜26に、また、深さ及び形態の異なる溝8を符号8g1〜8g12で示す。図24の実施形態では、主部3の上に主部3とはそれぞれ色の異なる2層の表層部5a1,5a2が形成されている。第一表層部5a1よりも第二表層部5a2は厚く、従って、符号8g1,8g2に示すように、深さを変えることで、第二表層部5a2の露出面積を異ならせて、表示する色を調整することができる。同様に、主部3に溝8g3,8g4を到達させる場合も、溝の深さで第二表層部5a2に対する主部3の露出面積を異ならせて、表示する色を調整することができる。
【0069】
図26,27の実施形態では、主部3の上に主部3とはそれぞれ色の異なる3層の表層部5b1,5b2、5b3が形成されている。第一表層部5b1よりも第二、三表層部5b2、5b3は厚く、溝8g1,8g2と同様の作用が溝8g5〜8g7で再現される。図17に示す凹溝加工用の切刃を用いた場合は、溝8g8〜8g10に示すように、深さのみで表示色を選択することができる。第一実施形態と同様の切刃を用いた溝8g11,8g12場合は、切刃の先端のV部分の深さより各表層部5b2,5b3が厚ければ、深さのみで表示色を選択することができるし、各層の境界部でのV溝の幅の調整で表示色を調整することも可能である。
【0070】
最後に本発明のさらに別の実施形態の可能性を列挙する。上記実施形態において、全体画像10は4つの画像部11〜14に分割したが、これに限られない。例えば、全体画像10を分割せずそのまま1枚の画像表示パネル1として使用してもよいし、4以外の複数の画像部に分割してもよい。
【0071】
また、主部3は金属板であればよく、アルミニウムに限られず、真鍮、銅、鉄等様々なものが用いられる。但し、容易に加工できる点でアルミ板が適している。なお、上記各実施形態における主部3に例えばアクリル等の透明樹脂やガラス等の透明材料を用いた場合には、裏面から光を透過させる等、主部3に金属を用いる場合と異なる効果を付与できる。
表層部5は主部3よりも光を吸収する材料であればよく、黒アルマイト処理の材料に限られない。表層部5には、主部3と色相、明度、彩度が異なる等、主部3との識別ができれば足りる。例えば、ブロンズ色の材料を使用した場合は、黒色の材料を使用した場合と違って、やわらかい空気感を感じさせることができる。その他、ピンク、緑等のカラーアルマイトを使用してもよい。表層部5には、アクリル樹脂、塩化ビニル樹脂等の透明樹脂層や、塗料層を用いることもでき、これらの材料を用いれば図24〜26に見られるような厚みのある層を形成しやすい。塗料層としては、アミノアルキド樹脂塗料焼付塗装の他、密着性の良い樹脂塗料層を用いることができ、電着塗料の様な塗料の主成分を金属表面に析出させる塗膜を用いることも可能である。
【0072】
V溝8は先端円錐形の切削工具の切刃23により形成したが、これに限らずレーザー等でV溝8を形成してもよい。但し、その場合はライン幅Wの微調整可能な切削工具を使用する必要がある。
【0073】
なお、本発明の各実施形態は、上述の如く構成されるが、さらに包括的には次に列挙するような構成を備えてもよい。
本発明に係る画像表示パネルは、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
本発明に係る画像表示パネルの製造方法は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
また、本発明に係る画像表示パネルは、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、前記主部及び前記表層部の全部又は少なくとも一部の層は、前記光を透過する透過層を含み、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
本発明に係る画像表示パネルの製造方法は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、前記主部及び前記表層部の全部又は少なくとも一部の層に前記光を透過する透過層を形成し、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
さらに、本発明に係る画像表示パネルは、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、前記板状体は光を反射する材料よりなり、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネル。
本発明に係る画像表示パネルの製造方法は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、前記板状体は光を反射する材料よりなり、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
なお、上記各実施形態は、適宜組み合わせて実施することも可能である。
【産業上の利用可能性】
【0074】
本発明は、画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法として利用することができる。また、美術館、博物館、寺院、ホテル、レストランの壁面、ディスプレイ、ふすま絵の代替物として利用することができる。その他、鉄道車両等のドア又は内壁等の不燃の化粧材として利用することも可能である。また、略水平に配置して、テーブル等に用いることも可能である。
【符号の説明】
【0075】
1:画像表示パネル、2:板状体、3:主部、3a:金属薄板、3b:合成樹脂薄板、4:保護層、4a:樹脂製保護層、4b:板状保護層、5:表層部、5a1:第一表層部、5a2:第二表層部、5b1:第一表層部、5b2:第二表層部、5b3:第三表層部、6:裏面、7:表面、8:V溝、8a:溝角、8b:溝中心線、8c:溝底、8d,8e:斜面、8g1〜8g12:溝、9:溝間部、10:全体画像、11:第1画像部、12:第2画像部、13:第3画像部、14:第4画像部、15:サンプル画像集合体、16:基準画像表示パネル、20:加工装置、21:固定台、22:ワーク、23:切刃、23a:刃先端角、23b:刃中心軸、80:凹溝、80d,80e:側面、100:水平回転刃、101:水平回転軸、200:切刃、201:中心軸、D1〜7:切刃の方向、P:溝ピッチ、L:照明器具、La:照明角度、LP:光路、Lm:鏡面反射光、Ld:散乱反射光、Lt:透過光、LL1:照明とパネルとの水平距離、LL2:照明とパネルとの垂直距離、HH:高さ、H:観察者、HP:観察者基準観察位置、T:側面の幅、W:ライン幅、W1:最大ライン幅、W2:最小ライン幅、w,w1,w2:溝幅、Δd:微小区間
【技術分野】
【0001】
本発明は、画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法に関する。さらに詳しくは、板状体に彫り加工を施すことにより画像を表示させる、画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法に関する。
【背景技術】
【0002】
従来、上述の如き画像表示パネルとして、例えば特許文献1及び2に記載のものが知られている。特許文献1には、立体的に視認するために、金属の板の表面に縦横に伸びる多数の溝を形成するとともに、斜めの溝を多数設けた金属板が記載されている。そのため、溝を複数方向に形成する必要があり、製作が困難となっていた。
【0003】
また、特許文献2には、立体感を表現するために、光を透過可能な素材板に、写真等の元となる画像の濃淡に対応した凹凸を形成するインテリアオブジェが記載されている。そのため、明暗の変化に応じた精密で煩雑な立体加工が必要であり、また、裏面からの透過光を要していた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−270300号公報
【特許文献2】特開2004−50713号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
かかる従来の実情に鑑みて、本発明は、これらとは異なる構造・原理、反射光を利用して画像を表示するとともに、簡易な方法でありながら、元画像の再現性がより高い画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係る画像表示パネルの特徴は、板状体に彫り加工を施すことにより画像を表示させる構成において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、前記V溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記V溝での光の反射により前記画像を表示することにある。これらV溝は、マクロ的にみて、図18(a)(d)(e)にみられるような環状、図(c)にみられるような渦巻き状、図12にみられるような画像全体を横切る直線状に形成することができる。各微小区間とは、図4、図18(a)(b)における符号Δdで示すような区間であり、マクロ的には曲線でも、ミクロ的には略直線が並んだものとなる。直線状の場合、彫り加工は、ライン状のV溝を加工により表示される画像の横方向に対して複数本形成するものと表現することもできる。
【0007】
上記構成によれば、前記V溝による鏡面反射光及び散乱反射光が混在するため、立体感が増幅する。また、彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成すればよいので、隣り合う微小区間同士でV溝を連続させて形成すればよく、彫り加工が簡素である。
【0008】
係る場合、前記V溝が先端円錐形の切削工具の回転切削により形成されてもよい。切削深度の微調整が可能であるエンドミル等の回転切削工具を使用することで、前記V溝のライン幅の微調整が容易に可能となるため、精緻な画像の再現性が高まる。さらには、アップカット又はダウンカットにより粗面の状態が付与されるため、画像に味わい深さを加味することが可能となる。
【0009】
また、前記各微小区間における各V溝のライン幅方向に対する断面での中心線が互いに異なる方向に配向するように前記各V溝を形成してもよいし、前記画像表示パネルを観察するパネル観察者の基準観察位置に向かって、前記各微小区間における前記各V溝の前記中心線が傾くように前記各V溝を形成してもよい。
また、各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されてもよいし、各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されてもよい。
【0010】
さらに、各V溝の角度が50度〜145度であってもよい。各V溝の角度が50度を下回ると発明の効果を生じさせるに充分な反射光が得られず、一方、各V溝の角度が145度を上回ると反射光の方向が拡散し、観察者に対して発明の効果を生じさせるに充分な反射光が届かない。前記V溝の角度が90度であってもよい。一般に流通している切削工具の刃先端角は90度であることが多いため、生産コストが抑えられる。
【0011】
前記V溝の間の前記表層部を完全に除去した部分を有してもよい。光を吸収する表層部が存在しないため、より回折現象が多く発生することとなり、透明感のある濃淡表現となる。
【0012】
また、前記板状体の前記主部が、金属薄板と合成樹脂薄板とを貼り合わせたものであってもよい。主部全体が金属の場合に比べて軽量化が可能となる。また、合成樹脂薄板まで彫り込んだ場合、2色構成や透過光を利用することが可能となり、異なる表現となる。
【0013】
また、上記目的を達成するため、本発明に係る画像表示パネル設置設備の特徴は、前記画像表示パネルと照明器具とを備えた構成において、前記照明器具は、前記各微小区間における各V溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置されていることにある。
【0014】
さらに、上記目的を達成するため、本発明に係る画像表示パネルの製造方法の特徴は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、前記V溝が先端円錐形の切削工具の回転切削により形成され、前記V溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記V溝での光の反射により前記画像を表示することにある。
【0015】
係る場合、全体画像が複数の前記画像表示パネルに分割されて作成されるものであって、前記全体画像の複数箇所からサンプリングしたサンプル画像部を集めたサンプル画像集合体を作成し、このサンプル画像集合体を用いて前記彫り加工を行うことにより、基準画像表示パネルを作成し、前記全体画像を構成する各画像表示パネル単体における前記彫り加工の深度調整を前記基準画像表示パネルとの比較で行ってもよい。また、前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなるようにしてもよい。
【0016】
前記V溝のピッチが一定であり、原画像の最明部においても前記V溝間に前記表層部が残るように前記彫り加工の加工用データが作成されてもよい。さらに深く加工を施すことによって、再度の明暗調整も可能となる。
また、各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されてもよいし、各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されてもよい。
【0017】
前記表層側に透明な保護層をさらに設けても良い。これにより、V溝が保護され、テーブル等の用途にも利用可能である。さらに、前記V溝がマクロ的にみて、環状又は渦巻き状に形成され、略水平で用いてもよい。上部に光源を位置させると、周囲に対して画像を効果的に表示させることが可能となる。また、前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなるようにしてもよい。
【0018】
加えて、上記目的を達成するため、本発明に係る画像表示パネルの他の特徴は、板状体に彫り加工を施すことにより画像を表示させる構成において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、前記凹溝の両側面を前記各微小区間において略平行になるように形成し、前記凹溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示することにある。
【0019】
また、上記目的を達成するため、本発明に係る画像表示パネル設置設備の他の特徴は、前記画像表示パネルと照明器具とを備えた構成において、前記照明器具は、前記各微小区間における各凹溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置され、前記画像表示パネルを観察するパネル観察者の基準観察位置を凹溝の両側面より凹溝の幅方向に対して45度傾けて配置することにある。
【0020】
さらに、上記目的を達成するため、本発明に係る画像表示パネルの製造方法の他の特徴は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、前記凹溝の両側面を前記各微小区間において略平行になるように形成し、前記凹溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示することにある。
【0021】
上記目的を達成するため、本発明に係る画像表示パネルのさらに他の特徴は、板状体に彫り加工を施すことにより画像を表示させる構成において、前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、前記彫り加工が、ライン状のV溝を加工により表示される画像の横方向に向けて複数本形成するものであり、前記V溝の深さで前記画像の濃淡を表現することにある。
【発明の効果】
【0022】
上記本発明に係る画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法の特徴によれば、従来とは異なる構造・原理、反射光を利用して画像を表示するとともに、簡易な方法でありながら、元画像の再現性が非常に高い画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法を提供することが可能となった。
本発明の他の目的、構成及び効果については、以下の発明の実施の形態の項から明らかになるであろう。
【図面の簡単な説明】
【0023】
【図1】本発明に係る画像表示パネルの原理を説明する拡大断面図である。
【図2】図1の画像表示パネルの設置設備を示す側面図である。
【図3】画像表示パネルの加工装置を示す側面図である。
【図4】画像表示パネルの拡大正面図を示し、(a)は V溝が加工時に隣り合う1ライン毎に異なる方向に向かって彫り加工されている場合、(b)はV溝が加工時に全て同じ方向に向かって彫り加工されている場合を示す。
【図5】切削加工用切刃と板状体との関係を示し、(a)は縦断面図、(b)は(a)のA−A線断面図である。
【図6】は本発明の加工を示す図であり、(a)は縦断面図、(b)は(a)のB−B線断面図である。
【図7】は従来の加工を示す図であり、(a)は縦断面図、(b)は(a)のC−C線断面図である。
【図8】はV溝の溝角の差による鏡面反射の状況を示す断面図であって、(a)は溝角が適切な場合、(b)は溝角が広すぎる場合、(c)は溝角が狭すぎる場合を示す。
【図9】表示する全体画像を示す図である。
【図10】全体画像の複数パネル割り付け及びサンプル画像部の割り付けを示す図である。
【図11】全体画像のサンプル画像部を集めたサンプル画像集合体及び基準画像表示パネルを示す図である。
【図12】第1画像部に対し、加工シミュレーションを行った出力結果を示す図である。
【図13】第二実施形態を示し、(a)はV溝の中心線が全て同一方向に平行になるようにV溝を形成した状態、(b)は パネル観察者の基準観察位置に対し、V溝の中心線が傾くようにV溝を形成した状態を示す図である。
【図14】第三実施形態を示し、金属薄板の裏面にさらに合成樹脂薄板を張り付けて板状体の主部とする断面図であって、(a)はV溝の深さよりも金属薄板が厚い場合、(b)はV溝の深さよりも金属薄板が薄い場合をそれぞれ示している。
【図15】第四実施形態を示し、V溝が深く刻まれた結果、隣り合う溝間部の表層部が削り取られた状態を示す縦断面図である。
【図16】第五実施形態を示し、(a)は凹溝が彫り加工された場合の断面斜視図、(b)は(a)のE−E線断面図である。
【図17】第五実施形態を示し、切削加工用切刃と凹溝の関係を示した図である。
【図18】さらに他の実施形態に係るV溝の配置の一例を示す図であり、図(a)(b)は第六、(c)は第七、(d)は第八,(e)は第九の実施形態を示し、(b)は図4に相当する図である。
【図19】V溝を渦巻き状に配置した画像表示パネルの一例を示す図であり、(a)は表示画像原図、(b)は平面写真、(c)は斜視方向からの写真である。
【図20】V溝を複数の方形状に配置した画像表示パネルの一例を示す図であり、(a)は表示画像原図、(b)は平面写真、(c)は斜視方向からの写真である。
【図21】第六実施形態の使用状態を示す縦断面図である。
【図22】図21の実施形態の改変例を示す図である。
【図23】図21の実施形態の斜視図である。
【図24】第七実施形態を示す画像表示パネルの拡大断面図である。
【図25】第八実施形態を示す画像表示パネルの拡大断面図である。
【図26】第九実施形態を示す画像表示パネルの拡大断面図である。
【発明を実施するための形態】
【0024】
次に、適宜添付図面を参照しながら、本発明の第一実施形態について説明する。
図1,4に示すように、第一実施形態に係る画像表示パネル1は、大略、金属からなる主部3及び表層部5からなる板状体2に、表示する全体画像の濃淡に対応したV溝8を形成することで製造される。
【0025】
図9,10に示す全体画像10は、例えば4つの画像部、第1画像部11〜第四画像部14に分割され、各画像部は画像表示パネル1を構成する。全体画像10の中で、例えば第1画像部11に対し加工シミュレーションを行うと、その出力結果は図12のように表示される。
【0026】
V溝8は、濃淡を表現した画像データの加工シミュレーション出力結果に対応するように深度が調整される。画像の濃い部分は表層部5(9)が維持されるように浅く彫り加工がなされ、または未加工のまま表層部5(9)が維持され、画像の淡い部分は主部3が多く露出するように深く彫り加工がなされる。
【0027】
加工が終了した画像表示パネル1は、図2に示すように、照明器具Lを備えた設置設備に配置されて、照明によって照らされ、使用される。照明器具Lは、例えば、画像表示パネル1の斜め上方に配置される。
【0028】
照明器具Lからの光は、図1に示すように、V溝8において光路LPを辿った場合、鏡面反射光Lm、または散乱反射光Ldとして反射する。鏡面反射光Lmは、反射面のV溝8への入射角と同じ角度で出射して発生する。散乱反射光Ldは、V溝8に入った光がV溝8内で散乱反射することにより発生するものと考えられる。また、各V溝8から発せられる散乱反射光Ldは、回折現象により見る角度と位置で異なった印象を観察者Hに与える。そして、両者が存在することで、表示される画像がより立体的となる。
【0029】
[機械加工について]
板状体2の主部3はアルミや銅等の金属板によって構成され、表層部5は黒アルマイト処理の材料を金属板に密着させることで形成される。金属板は、例えば高さ2000mm、幅1000mmで厚さ1mmのものが使用される。
【0030】
図3に示すように、画像表示パネル1のV溝8は、加工装置20を用いる機械加工によって形成される。固定台21の上に板状体2を配置し、その上をワーク22が移動する。ワークには切削加工用の切刃23が取り付けられており、切刃23が回転しながら移動することで、板状体2にV溝8が形成され、画像表示パネル1が製造される。
【0031】
図4(a)に示すように、V溝8の溝ピッチPは同じであり、加工シミュレーション出力結果に対応するように深度を調整しながら、表示する画像において横向きの方向に該当するD1方向に移動し、第1V溝部G1(8)を形成する。D1方向へのV溝形成が終了すると、折り返して逆方向のD2方向へ移動しながら、第2V溝部G2(8)を形成する。隣り合うV溝8の間には、表層部5が維持された溝間部9が形成される。そして、この折り返しの移動を繰り返して、第3V溝部G3(8)、第4V溝部G4(8)と、V溝8を複数本同一方向に形成していく。この場合、後述する粗面の形成される面は、設置の際の鉛直方向において、上側及び下側に交互に形成されることとなる。
【0032】
しかし、図4(b)に示すように、折り返さずに、同じ方向へ移動することも可能である。すなわち、D1方向に移動し第1V溝部G1(8)を形成した後、ワーク22のみ折り返して元の位置に戻らせる。そして同方向のD2方向へ移動し第2V溝部G2(8)を形成する。V溝同士の間には、同様に表層部5が維持された溝間部9が形成され、この移動を繰り返して、第3V溝部G3(8)、第4V溝部G4(8)と、V溝8を複数本同一方向に形成していく。この場合、後述する粗面の形成される面は、設置の際の鉛直方向において常に上側に位置することとなる。
【0033】
画像表示パネル1の溝ピッチPは画像表示パネル1の高さHHが2,000mmの場合、例えば1〜2mm程度の幅が採用される。1mm未満では細かすぎ、むしろ平坦になってしまい、立体感を無くしてしまう。一方、2mmを超える幅では粗すぎ、無視されるディテールがあり、表現力が落ちてしまう。よって、溝ピッチPは、例えば、1.5mm程度の幅が望ましい。
【0034】
また、画像表示パネル1の溝ピッチPが1.5mmの場合は、切刃23の最大深度を0.5mmにする。その条件で刃先端角23aが90度の切刃23を使用する場合、最大ライン幅は0.5mm×2=1mmとなり、隣接するV溝8との干渉を防ぎ、溝間部9が残されることとなる。
図5(a)に示すように、切刃23は先端円錐形であり、刃先端角23aは例えば90度のものが用いられる。切刃23は、刃中心軸23bを中心に、例えば右回りに回転する。もちろん、切刃は、左回りに回転するものを用いても良い。
【0035】
図5(b)に示すように、進行方向D5における切削面に対して切刃23の回転方向D6が相対するため、切刃23の刃先が板状体2に食い込むように当たる斜面8dは、ダウンカットとなり粗面が形成される。一方、斜面8dに対向する斜面8eは、進行方向D5における切削面に対して切刃23の回転方向D6が同方向となるため、刃先は板状体2を滑り、斜面8eはアップカットとなりダウンカットの粗面よりもなだらかな面となる。
【0036】
アップカットの斜面8eは、ダウンカットの斜面8dよりなだらかであるため、より反射光を生じさせる。したがって、図4(b)に示すように、V溝8の鉛直方向において下側に常にアップカットの斜面8eを構成すると、観察者Hはよりクリアに立体感を感じることとなる。
【0037】
図6(a),(b)に示すように、切刃23の板状体2への切削深度を微調整することで、V溝8のライン幅Wを容易に変更することが可能となる。すなわち、V溝8のライン幅Wを、最大幅W1の第1V溝部G1a(8)から、最小幅W2の第2V溝部G1b(8)へと変化させる微調整は、切刃23から切刃23’への短い移動距離S1で可能である。V溝8のライン幅Wの微調整が可能となるため、画像の再現性が高まる。
【0038】
一方、図7(a),(b)に示すように、先行文献1に記載の切削工具の例は、水平回転刃100を使用しており、符号100から100’へと水平回転刃を移動させるに、移動距離S2を本願の移動距離S1よりも長くせねば、切削深度を変化させることができない。したがって、本願よりも画像の再現性が劣る。
【0039】
また、彫り加工を複数回繰り返すことも可能である。例えば彫り加工を二回行う場合において、一回目の彫り加工の際には板状体2と切刃23の間には切削抵抗によりわずかな逃げが生じ、結果画像表示パネル1の表面上にわずかに粗さが生じる。このような場合に、一回目の深度よりわずかに深度を深くして二回目の彫り加工を行うと、表面の粗さが研磨され、表面状態が向上する。二回目の彫り加工の深度調整は、例えば一回目の彫り加工の深度を0.5mmにした場合、一回目より0.01〜0.03mm程度深くする。どのように二回目の深度微調整を行うかは、一回目の加工深度によって変わる。
【0040】
上記再度の彫り加工によって表面状態が向上するため、より高い反射率が求められる画像を表現することが可能となる。また、画像表示パネル1の一部にのみ二回目の彫り加工を行い、加工回数の違いによる反射率の相違を用いて画像を表現することも可能となる。
【0041】
二回目の彫り加工を行う際の加工方向については、図4(a)に示すような折り返し加工を一回目に行った場合は、二回目の彫り加工も同様に折り返してもよいし、図4(b)に示すような同方向へと加工してもよい。その場合、第2V溝部G2(8)及び第4V溝部G4(8)においては、アップカットの斜面にダウンカットが施されることとなり、画像表示パネル1は全体的に粗い印象となる。クリアな立体感を求めない画像、例えば「雪の画像」等を表現する場合に適している。
【0042】
一方、図4(b)に示すような同一方向への加工を一回目に行った場合は、画像表示パネル1のクリアな立体感を維持するために、二日目の彫り加工も同様に同一方向へと行う必要がある。
このように表現したい画像によって彫り加工を使い分けることで、様々な画像を表現することが可能である。
【0043】
[観測位置とV溝角度について]
図2に示すように、画像表示パネル1は、例えば鉛直方向の斜め上方から照明器具Lによって照らされている。その場合、鏡面反射光Lmは下方に向けて形成される。しかしそれとは反対に、下方に照明器具Lを設置しても良く、その場合鏡面反射光Lmは上方へと形成され、同様の効果が得られる。
【0044】
照明器具Lには、例えばLEDランプ等を使用する。照明器具Lと画像表示パネル1との水平距離LL1は、例えば300mmであり、照明器具Lと画像表示パネル1との垂直距離LL2は、例えば500mm以上である。その場合照明角度Laは、例えば約25度程度となる。図示しないが、LEDランプ同士は100〜150mm程度の間隔で複数個配置される。このような配置の場合、それぞれのLEDランプの光がパネル上で重なり、直接的ではなく柔らかな反射光が得られる。
【0045】
使用する照明器具Lの色については、表示する画像の図柄に合わせて適宜変更して使用する。通常は4000ケルビンの白色の照明器具を使用するが、電灯色や緑色の照明器具であってもよく、その他、間接照明でもよい。
【0046】
図1に示すように、観察者Hが照明器具Lから発生した光の反射光を捉え、画像が像を結ぶためには、観察者Hは反射光を捉えられる基準観測位置HPに位置する必要がある。基準観測位置HPは画像表示パネル1に対して相対的に決定し、一点ではなくある程度の範囲をもった領域が該当する。
【0047】
照明器具Lらの光がV溝8に到達し反射すると、鏡面反射光Lmまたは散乱反射光Ldの反射光が形成される。より多く反射光が形成されるためには、V溝8の溝角8aは、例えば50度から145度以内であることが好ましい。図8(b)に示すように、溝角8aを145度より大きくした場合は、鏡面反射光Lmは形成されるが、拡散する傾向が強くなり、観察者Hに対して発明の効果を生じさせるに充分な反射光が届かない。また、溝間部9の幅がかなり細くなり、切削方向の微調整によっては欠損してしまう危険性が生じ、深度の微調整が困難となり、加工精度が低下する恐れがある。一方、図8(c)に示すように、溝角8aを50度より小さくすると、ほとんどの光が表層部5に吸収され、わずかにV溝に入射した光は溝底8cの方向へと反射し、観察者Hには届かない。よって、発明の効果を生じさせるに充分な反射光が得られないこととなる。
【0048】
より好ましくは、図8(a)に示すように、V溝8の溝角8aは90度であることが望まれる。一般に流通している切削工具の刃先端角は90度であることが多いため、生産コストが抑えられる。また、切削深度の微調整も可能となる。
【0049】
[製造方法全般について]
製造方法について順を追って説明する。
1)図9に示すように、カラー写真を合成して緻密な写真の全体画像10にする。その後、明度の調整、モノクロ化を行う。
2)図10に示すように、全体画像10を第1画像部11〜第4画像部14に分割し、複数の画像表示パネル1を構成する。さらに全体画像10からサンプル画像部を決定する。サンプル画像部としては、明度すなわち切削深度の調整に利用するため、最も明度があるa)ハイライト部、明度が極端に変化するb)明度急変部、明度が中間となるc)中間明度部を決定する。加工開示時の基準明度となるd)切削加工開始部も各画像表示パネル毎に決定する。
【0050】
3)写真データを3DCADに取り込み3DCAMによって加工データであるNCデータを作成する。モノクロ画像の明度に従って3DCADで2次元画像を立体化する。
4)図11に示すように、決定したサンプル画像部a)〜d)を集めて、サンプル画像集合体15を作成する。サンプル画像集合体15は、明度すなわち切削深度の調整のための基準画像表示パネル用データとして使用される。パネル毎や複数パネルでの明度の統一感を出すためである。
5)図12に示すように、NCデータを使ってカッターパスを等倍紙へ印刷し量感のシュミレーションを行う。
6)黒アルマイト処理の材料を表層部5として金属板に密着させる。厚過ぎると金属板との密着性が低下するため、材料厚みは例えば1mmの厚みにする。
7)彫り加工では、まず、図11のサンプル画像集合体15に基づいて、基準画像表示パネル16を作成する。基準画像表示パネル16のd)切削加工開始部は、板状体2の加工開始時に、掘り始めた部分と並べて比較するため、あらかじめ各パネル毎に切断される。明度表現の確認に使用されるa)ハイライト部〜c)中間明度部、すなわちe)明度表現確認部はまとめて使用する。
【0051】
8a)各画像表示パネル1を作成するため、板状体2の彫り加工を始める。基準画像表示パネル16と照らし合わせて彫りの深度を調整するため、100mm程度掘り始めた後、一旦中断する。そして、基準画像表示パネル16のd)切削加工開始部と板状体2とを比較し、深度が不足する場合は、切刃23をより深く設定する。
【0052】
8b)切削加工開始部は、複数枚パネルにわたる全体画像を加工する時、全てのパネルを通しての明度バランスを調整するために使用される。切削条件が大きく変化しない初期の段階で、全ての切削深度の基準となる基準画像表示パネル16を作成することで、作業が進行して切削条件が変更しても、明度の調整が可能となる。
8c)そして、切刃23の深度調整した後、再度彫り加工を開始し、その後最終ラインまで彫り加工を進行する。
【0053】
9)彫り加工が終了した後は、 基準画像表示パネル16のe)明度表現確認部と画像表示パネル1とを比較し、再度チェックを行う。 a)ハイライト部は画面全体において明確にハイライトが表現できているか、b)明度急変部分は最小深度と(V溝無し)と最大深度(V溝深さ0.5mm)とが加工装置20の設定した座標原点で表現に従っているかどうか、c)中間明度部は明度の基準としてしっかりと面積を占めて表現できているかどうか、確認する。
10)最後に、切削剤を洗い落とす。切削剤はアルミ板等の金属板を腐食させ表面を曇らせ反射率を落とすため、加工が終了するといち早く洗い落とす。
【0054】
画像表示パネル1の切削加工前に、各画像部11〜14に対応する各画像表示パネル1におけるd)切削加工開始部を一気に作成し、事前に全体の深度調整を行うため、各パネルの差、工具、刃の状態の差による誤差を吸収することが可能となる。
【0055】
追加工程として、加工終了した画像表示パネル1の一部部分に更に着色加工を施してもよい。アデルタセラムコート(商品)等のアクリル絵の具を希釈して、手塗りで着色する。その場合、反射への影響はなく、多色化によって表現力が増す。
【0056】
[別実施形態]
次に、本発明の第二〜第五実施形態について説明する。なお、上記実施形態と同様の部材には、同一の符号を付してある。
第一実施形態において、図13(a)に示すように、各々のV溝Ga〜Gcのライン幅方向に対する中心線8bは平行となっていたが、中心線8bが互いに異なる方向に配向するようにV溝8を形成してもよい。また、図13(b)の第二実施形態に示すように、観察者Hの基準観察位置HPに対しV溝8の中心線8bが傾くようにV溝8を形成することも可能である。このように観察者Hへ反射光を集めることで、より明瞭に濃淡表現を観測することが可能である。また、より高さHHのある全体画像10を使用する場合や、画像表示パネル1を観察者Hよりも高い位置に配置する場合等にも適している。
【0057】
本発明の第三実施形態では、図14に示すように、板状体2において、金属薄板3aに合成樹脂薄板3bを密着させて多層状態の主部3を構成してある。図14(a)のように、金属薄板3aを薄くし、その分合成樹脂薄板3bを追加して主部3を構成した場合は、画像表示パネル1全体の重量を軽減することが可能となる。その場合、図14(b)のように、最下層の合成樹脂薄板3bに届くまで深く彫り込むことも可能である。この場合、合成樹脂薄板3bに表層5とは異なる色を使用すれば、2色構成の画像が表示可能となる。その他、透明な合成樹脂薄板3bを使用した場合は、裏面6側に光源を配置し、裏面6からの透過光Ltによって、画像を表示させることも可能である。
【0058】
本発明の第四実施形態では、図15に示すように、同溝ピッチPでV溝8を形成しながら、表層部5をあえて削り取って、深彫りしてある。表層部5を完全に除去した部分については、反射光のみで明暗の微妙な変化を表現することとなり、透明感がある表現となる。但し、この場合表層部5を残存させた場合に比べ、照明器具Lの光量が数倍以上必要となる。
【0059】
さらに、本発明の第五実施形態について説明する。上記各実施形態において画像表示パネル1は、板状体2に表示する全体画像10の濃淡に対応したV溝8を形成したが、図16に示すように、V溝8に換えて凹溝80を形成してもよい。
【0060】
凹溝80は、図17に示すように、凹溝加工用の切刃200によって彫り加工がなされる。切刃200には、例えばエンドミル等が使用される。切刃200は中心軸201に対して右回りに回転しながらD7方向へと移動することで凹溝80を形成する。凹溝80の深度は、上記各実施形態と同様に画像データの加工シミュレーション出力結果に基づいて調整されるが、切刃200の特性上、凹溝80の幅は一定となり、凹溝80の両側面80d,80eは平行に形成される。なお、機械加工には上記各実施形態と同様の加工装置20を用い、切刃のみ凹溝加工用の切刃200を使用する。
【0061】
凹溝80は、上記各実施形態同様、加工時に全て同じ方向に向かって彫り加工されてもよいし、隣り合う1ライン毎に異なる方向に向かって彫り加工されてもよい。また、上記第三実施形態のような多層状態の主部3をもつ板状体2に凹溝80を形成してもよいし、上記第四実施形態のように表層部5を完全に除去する部分を有するように凹溝80を形成してもよい。
また、本実施形態の画像表示パネル1は、溝加工用の切刃200を用いる点以外は、上記各実施形態の製造方法と同様の製造方法にて製造される。
【0062】
係る場合、図16(a)示すように、画像表示パネル1の例えば斜め上方に配置された照明器具Lからの光は、光路LPを辿った場合、凹溝80の側面80eにおいて鏡面反射光Lmまたは散乱反射光Ldとして反射する。また、図16(b)に示すように、加工シミュレーション出力結果に基づいて凹溝80の深さは変化するため、側面80eの幅Tも変化する。したがって、観察者Hの見る角度によって鏡面反射光Lm及び散乱反射光Ldの量が変化することとなり、観察者Hに立体感を感じさせることが可能となる。その際観察者Hが反射光を捉えるためには、基準観測位置HPは凹溝80の側面80eより斜めに、例えば45度上方へ位置させる必要がある。すなわち、画像表示パネル1の高さHHは観察者Hのよりも低い必要がある。
【0063】
一方、照明器具Lを斜め下方に配置した場合には、反対に基準観測位置HPを凹溝80の側面80dより斜めに、例えば45度下方へ位置させる必要がある。その場合、画像表示パネル1は観察者Hよりも高い位置に配置する必要がある。
【0064】
上記各実施形態では、V溝8その他の溝を画像全体を横切るように配置したが、溝の形態はこれに限られない。図4,18(b)に示すように、画像又は板状体全体を細分化した各微小区間Δdにおいて、ライン状のV溝8等が複数本並ぶように形成すればよい。したがって、図18(a)の如く同心円の環状や楕円の環状、同図(c)に示すような渦巻き状、同図(d)に示すような三角の環状、同図(e)に示すような四角形以上の多角形状に形成することができる。多角形状では、角部においてV溝の向きは変更されるが、V溝が互いに他を分断するように横切り合うことはない。
これら図18の実施形態では、同図(b)に示すように、各V溝8の並ぶ方向S1が「溝のライン幅方向」に相当し、このV溝の並ぶ方向S1に直交する方向S2が上記「横方向」に相当する。これらの方向は、各微小区間において定義され、マクロ的にみれば異なる向きとなることもある。また、横方向に対する斜め上下方向は、V溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた方向と言い換えることができる。
【0065】
図19,20は、それぞれ、V溝をマクロ的に渦巻き状、四角状に配置して実施した状態を示す写真である。いずれの図も、各(a)に示す原図が、各(b)(c)に示す画像表示パネルに表示されている様が伺える。
【0066】
図21、23は、図18(a)の実施形態において、同心円の中心に光源である照明器具Lを配置した状態を示す。周囲に対してV溝8による反射光(鏡面反射Lm及び散乱反射)が到達し、上述の効果が得られることが理解される。
【0067】
上記各実施形態では、図21の如く、板状体2の表面側に、透明な保護層4を設けても良い。このような保護層4を設けることで、板状体2の汚染を防止することができ、特に、板状体2をテーブルや高級床材に用いる場合に効果的である。図21の例では、保護層4に透明な流動材料、例えばアクリル等の合成樹脂を流し込んで硬化させ、樹脂製保護層4aを形成してもよい。また、図22の如く、同様の合成樹脂による板状保護層4bを設けても良い。これら合成樹脂の代わりにガラス材料を用いることも可能である。
【0068】
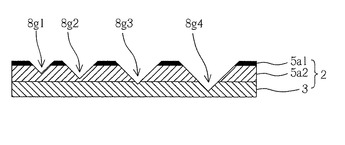
次に、上記各実施形態における表層部5の改変例を図24〜26に、また、深さ及び形態の異なる溝8を符号8g1〜8g12で示す。図24の実施形態では、主部3の上に主部3とはそれぞれ色の異なる2層の表層部5a1,5a2が形成されている。第一表層部5a1よりも第二表層部5a2は厚く、従って、符号8g1,8g2に示すように、深さを変えることで、第二表層部5a2の露出面積を異ならせて、表示する色を調整することができる。同様に、主部3に溝8g3,8g4を到達させる場合も、溝の深さで第二表層部5a2に対する主部3の露出面積を異ならせて、表示する色を調整することができる。
【0069】
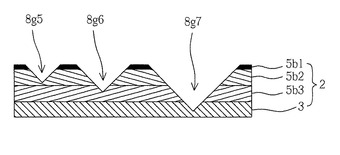
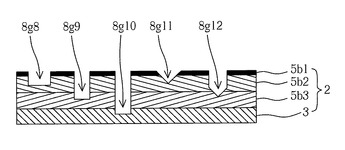
図26,27の実施形態では、主部3の上に主部3とはそれぞれ色の異なる3層の表層部5b1,5b2、5b3が形成されている。第一表層部5b1よりも第二、三表層部5b2、5b3は厚く、溝8g1,8g2と同様の作用が溝8g5〜8g7で再現される。図17に示す凹溝加工用の切刃を用いた場合は、溝8g8〜8g10に示すように、深さのみで表示色を選択することができる。第一実施形態と同様の切刃を用いた溝8g11,8g12場合は、切刃の先端のV部分の深さより各表層部5b2,5b3が厚ければ、深さのみで表示色を選択することができるし、各層の境界部でのV溝の幅の調整で表示色を調整することも可能である。
【0070】
最後に本発明のさらに別の実施形態の可能性を列挙する。上記実施形態において、全体画像10は4つの画像部11〜14に分割したが、これに限られない。例えば、全体画像10を分割せずそのまま1枚の画像表示パネル1として使用してもよいし、4以外の複数の画像部に分割してもよい。
【0071】
また、主部3は金属板であればよく、アルミニウムに限られず、真鍮、銅、鉄等様々なものが用いられる。但し、容易に加工できる点でアルミ板が適している。なお、上記各実施形態における主部3に例えばアクリル等の透明樹脂やガラス等の透明材料を用いた場合には、裏面から光を透過させる等、主部3に金属を用いる場合と異なる効果を付与できる。
表層部5は主部3よりも光を吸収する材料であればよく、黒アルマイト処理の材料に限られない。表層部5には、主部3と色相、明度、彩度が異なる等、主部3との識別ができれば足りる。例えば、ブロンズ色の材料を使用した場合は、黒色の材料を使用した場合と違って、やわらかい空気感を感じさせることができる。その他、ピンク、緑等のカラーアルマイトを使用してもよい。表層部5には、アクリル樹脂、塩化ビニル樹脂等の透明樹脂層や、塗料層を用いることもでき、これらの材料を用いれば図24〜26に見られるような厚みのある層を形成しやすい。塗料層としては、アミノアルキド樹脂塗料焼付塗装の他、密着性の良い樹脂塗料層を用いることができ、電着塗料の様な塗料の主成分を金属表面に析出させる塗膜を用いることも可能である。
【0072】
V溝8は先端円錐形の切削工具の切刃23により形成したが、これに限らずレーザー等でV溝8を形成してもよい。但し、その場合はライン幅Wの微調整可能な切削工具を使用する必要がある。
【0073】
なお、本発明の各実施形態は、上述の如く構成されるが、さらに包括的には次に列挙するような構成を備えてもよい。
本発明に係る画像表示パネルは、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
本発明に係る画像表示パネルの製造方法は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
また、本発明に係る画像表示パネルは、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、前記主部及び前記表層部の全部又は少なくとも一部の層は、前記光を透過する透過層を含み、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
本発明に係る画像表示パネルの製造方法は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、前記主部及び前記表層部の全部又は少なくとも一部の層に前記光を透過する透過層を形成し、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
さらに、本発明に係る画像表示パネルは、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、前記板状体は光を反射する材料よりなり、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネル。
本発明に係る画像表示パネルの製造方法は、板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、前記板状体は光を反射する材料よりなり、前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
なお、上記各実施形態は、適宜組み合わせて実施することも可能である。
【産業上の利用可能性】
【0074】
本発明は、画像表示パネル及び画像表示パネル設置設備並びに画像表示パネルの製造方法として利用することができる。また、美術館、博物館、寺院、ホテル、レストランの壁面、ディスプレイ、ふすま絵の代替物として利用することができる。その他、鉄道車両等のドア又は内壁等の不燃の化粧材として利用することも可能である。また、略水平に配置して、テーブル等に用いることも可能である。
【符号の説明】
【0075】
1:画像表示パネル、2:板状体、3:主部、3a:金属薄板、3b:合成樹脂薄板、4:保護層、4a:樹脂製保護層、4b:板状保護層、5:表層部、5a1:第一表層部、5a2:第二表層部、5b1:第一表層部、5b2:第二表層部、5b3:第三表層部、6:裏面、7:表面、8:V溝、8a:溝角、8b:溝中心線、8c:溝底、8d,8e:斜面、8g1〜8g12:溝、9:溝間部、10:全体画像、11:第1画像部、12:第2画像部、13:第3画像部、14:第4画像部、15:サンプル画像集合体、16:基準画像表示パネル、20:加工装置、21:固定台、22:ワーク、23:切刃、23a:刃先端角、23b:刃中心軸、80:凹溝、80d,80e:側面、100:水平回転刃、101:水平回転軸、200:切刃、201:中心軸、D1〜7:切刃の方向、P:溝ピッチ、L:照明器具、La:照明角度、LP:光路、Lm:鏡面反射光、Ld:散乱反射光、Lt:透過光、LL1:照明とパネルとの水平距離、LL2:照明とパネルとの垂直距離、HH:高さ、H:観察者、HP:観察者基準観察位置、T:側面の幅、W:ライン幅、W1:最大ライン幅、W2:最小ライン幅、w,w1,w2:溝幅、Δd:微小区間
【特許請求の範囲】
【請求項1】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、
前記V溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記V溝での光の反射により前記画像を表示する画像表示パネル。
【請求項2】
前記V溝が先端円錐形の切削工具の回転切削により形成されている請求項1記載の画像表示パネル。
【請求項3】
前記各微小区間における各V溝のライン幅方向に対する断面での中心線が互いに異なる方向に配向するように前記各V溝を形成する請求項1記載の画像表示パネル。
【請求項4】
前記画像表示パネルを観察するパネル観察者の基準観察位置に向かって、前記各微小区間における前記各V溝の前記中心線が傾くように前記各V溝を形成する請求項3記載の画像表示パネル。
【請求項5】
各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されている請求項1記載の画像表示パネル。
【請求項6】
各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されている請求項1記載の画像表示パネル。
【請求項7】
各V溝の角度が50度〜145度である請求項1記載の画像表示パネル。
【請求項8】
各V溝の角度が90度である請求項1記載の画像表示パネル。
【請求項9】
前記V溝の間の前記表層部を完全に除去した部分を有している請求項1〜8のいずれかに記載の画像表示パネル。
【請求項10】
前記板状体の前記主部が、金属薄板と合成樹脂薄板とを貼り合わせたものである請求項1〜8のいずれかに記載の画像表示パネル。
【請求項11】
前記V溝が、環状、渦巻き状又は画像全体を横切る直線状に形成されている請求項1〜8のいずれかに記載の画像表示パネル。
【請求項12】
表層側に透明な保護層をさらに備えている請求項1〜8のいずれかに記載の画像表示パネル。
【請求項13】
前記V溝が、環状又は渦巻き状に形成され、略水平で用いられる請求項1〜8のいずれかに記載の画像表示パネル。
【請求項14】
請求項1〜8のいずれかに記載の画像表示パネルと照明器具とを備えた画像表示パネル設置設備であって、
前記照明器具は、前記各微小区間における各V溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置されている画像表示パネル設置設備。
【請求項15】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、
前記V溝を先端円錐形の切削工具の回転切削により形成し、
前記V溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記V溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項16】
全体画像が複数の前記画像表示パネルに分割されて作成されるものであって、
前記全体画像の複数箇所からサンプリングしたサンプル画像部を集めたサンプル画像集合体を作成し、
このサンプル画像集合体を用いて前記彫り加工を行うことにより、基準画像表示パネルを作成し、
前記全体画像を構成する各画像表示パネル単体における前記彫り加工の深度調整を前記基準画像表示パネルとの比較で行う請求項15記載の画像表示パネルの製造方法。
【請求項17】
前記V溝のピッチが一定であり、原画像の最明部においても前記V溝間に前記表層部が残るように前記彫り加工の加工用データが作成されている請求項15記載の画像表示パネルの製造方法。
【請求項18】
各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されている請求項15記載の画像表示パネルの製造方法。
【請求項19】
各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されている請求項15記載の画像表示パネルの製造方法。
【請求項20】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、
前記凹溝の両側面を前記各微小区間において略平行になるように形成し、
前記凹溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示する画像表示パネル。
【請求項21】
請求項20記載の画像表示パネルと照明器具とを備えた画像表示パネル設置設備であって、
前記照明器具は、前記各微小区間における各凹溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置され、
前記画像表示パネルを観察するパネル観察者の基準観察位置を凹溝の両側面より凹溝の幅方向に対して45度傾けて配置する画像表示パネル設置設備。
【請求項22】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、
前記凹溝の両側面を前記各微小区間において略平行になるように形成し、
前記凹溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項23】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、ライン状のV溝を加工により表示される画像の横方向に向けて複数本形成するものであり、前記V溝の深さで前記画像の濃淡を表現する画像表示パネル。
【請求項24】
前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなる請求項1〜8,20,23のいずれかに記載の画像表示パネル。
【請求項25】
前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなる請求項15〜19,22のいずれかに記載の画像表示パネルの製造方法。
【請求項26】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
【請求項27】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項28】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、
前記主部及び前記表層部の全部又は少なくとも一部の層は、前記光を透過する透過層を含み、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
【請求項29】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、
前記主部及び前記表層部の全部又は少なくとも一部の層に前記光を透過する透過層を形成し、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項30】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体は光を反射する材料よりなり、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネル。
【請求項31】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体は光を反射する材料よりなり、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項1】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、
前記V溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記V溝での光の反射により前記画像を表示する画像表示パネル。
【請求項2】
前記V溝が先端円錐形の切削工具の回転切削により形成されている請求項1記載の画像表示パネル。
【請求項3】
前記各微小区間における各V溝のライン幅方向に対する断面での中心線が互いに異なる方向に配向するように前記各V溝を形成する請求項1記載の画像表示パネル。
【請求項4】
前記画像表示パネルを観察するパネル観察者の基準観察位置に向かって、前記各微小区間における前記各V溝の前記中心線が傾くように前記各V溝を形成する請求項3記載の画像表示パネル。
【請求項5】
各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されている請求項1記載の画像表示パネル。
【請求項6】
各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されている請求項1記載の画像表示パネル。
【請求項7】
各V溝の角度が50度〜145度である請求項1記載の画像表示パネル。
【請求項8】
各V溝の角度が90度である請求項1記載の画像表示パネル。
【請求項9】
前記V溝の間の前記表層部を完全に除去した部分を有している請求項1〜8のいずれかに記載の画像表示パネル。
【請求項10】
前記板状体の前記主部が、金属薄板と合成樹脂薄板とを貼り合わせたものである請求項1〜8のいずれかに記載の画像表示パネル。
【請求項11】
前記V溝が、環状、渦巻き状又は画像全体を横切る直線状に形成されている請求項1〜8のいずれかに記載の画像表示パネル。
【請求項12】
表層側に透明な保護層をさらに備えている請求項1〜8のいずれかに記載の画像表示パネル。
【請求項13】
前記V溝が、環状又は渦巻き状に形成され、略水平で用いられる請求項1〜8のいずれかに記載の画像表示パネル。
【請求項14】
請求項1〜8のいずれかに記載の画像表示パネルと照明器具とを備えた画像表示パネル設置設備であって、
前記照明器具は、前記各微小区間における各V溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置されている画像表示パネル設置設備。
【請求項15】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状のV溝を各微小区間において複数本並ぶように形成するものであり、
前記V溝を先端円錐形の切削工具の回転切削により形成し、
前記V溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記V溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項16】
全体画像が複数の前記画像表示パネルに分割されて作成されるものであって、
前記全体画像の複数箇所からサンプリングしたサンプル画像部を集めたサンプル画像集合体を作成し、
このサンプル画像集合体を用いて前記彫り加工を行うことにより、基準画像表示パネルを作成し、
前記全体画像を構成する各画像表示パネル単体における前記彫り加工の深度調整を前記基準画像表示パネルとの比較で行う請求項15記載の画像表示パネルの製造方法。
【請求項17】
前記V溝のピッチが一定であり、原画像の最明部においても前記V溝間に前記表層部が残るように前記彫り加工の加工用データが作成されている請求項15記載の画像表示パネルの製造方法。
【請求項18】
各V溝が加工時に前記各微小区間において全て同じ方向に向かって彫り加工されている請求項15記載の画像表示パネルの製造方法。
【請求項19】
各V溝が加工時に前記各微小区間において隣り合う1ライン毎に異なる方向に向かって彫り加工されている請求項15記載の画像表示パネルの製造方法。
【請求項20】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、
前記凹溝の両側面を前記各微小区間において略平行になるように形成し、
前記凹溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示する画像表示パネル。
【請求項21】
請求項20記載の画像表示パネルと照明器具とを備えた画像表示パネル設置設備であって、
前記照明器具は、前記各微小区間における各凹溝のライン幅方向に対する断面での中心線に対し、同ライン幅方向へ傾いた斜め方向に配置され、
前記画像表示パネルを観察するパネル観察者の基準観察位置を凹溝の両側面より凹溝の幅方向に対して45度傾けて配置する画像表示パネル設置設備。
【請求項22】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の凹溝を各微小区間において複数本並ぶように形成するものであり、
前記凹溝の両側面を前記各微小区間において略平行になるように形成し、
前記凹溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記凹溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項23】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を反射する金属よりなる主部と主部よりも光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、ライン状のV溝を加工により表示される画像の横方向に向けて複数本形成するものであり、前記V溝の深さで前記画像の濃淡を表現する画像表示パネル。
【請求項24】
前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなる請求項1〜8,20,23のいずれかに記載の画像表示パネル。
【請求項25】
前記表層部が互いに色相、彩度または明度の異なる2層以上の層からなる請求項15〜19,22のいずれかに記載の画像表示パネルの製造方法。
【請求項26】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
【請求項27】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が光を透過する主部と前記光を吸収する材料よりなる表層部とを有し、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項28】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、
前記主部及び前記表層部の全部又は少なくとも一部の層は、前記光を透過する透過層を含み、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネル。
【請求項29】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体が主部とこの主部よりも光を吸収する材料よりなる表層部とを有し、
前記主部及び前記表層部の全部又は少なくとも一部の層に前記光を透過する透過層を形成し、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、表層部での光の吸収及び前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【請求項30】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルであって、
前記板状体は光を反射する材料よりなり、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネル。
【請求項31】
板状体に彫り加工を施すことにより画像を表示させる画像表示パネルの製造方法であって、
前記板状体は光を反射する材料よりなり、
前記彫り加工が、前記板状体の表面側にライン状の溝を各微小区間において複数本並ぶように形成するものであり、
前記溝の深さで前記画像の濃淡を表現し、前記溝での光の反射により前記画像を表示する画像表示パネルの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【公開番号】特開2013−95120(P2013−95120A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−242827(P2011−242827)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(507382603)川並鉄工株式会社 (1)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月4日(2011.11.4)
【出願人】(507382603)川並鉄工株式会社 (1)
[ Back to top ]