
異なる出力特性のレーザによる対象素材の除去についての安定した品質を提供する方法
【課題】レーザパルスエネルギ調整は、レーザで処理された対象物に関連した特性メトリックを満たす異なるレーザ間のレーザパルス幅の変化の効果についての理解によって動機付けられる。
【解決手段】好適な実施例では、調整により、対象試料にビアを穿つ異なるレーザ間で、この効果を正規化される。各ビアを形成するための対象試料に提供されるパルス数は、異なるビア特性メトリックを制御すべく適用されるパルスエネルギに基づいて代えることができる。
【解決手段】好適な実施例では、調整により、対象試料にビアを穿つ異なるレーザ間で、この効果を正規化される。各ビアを形成するための対象試料に提供されるパルス数は、異なるビア特性メトリックを制御すべく適用されるパルスエネルギに基づいて代えることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子材料製品の素材部分へビア(via)を穿ちあるいは他の処理を施すためのレーザの使用に関し、より詳細には、異なる動作出力パラメータを示すレーザを使ったシステムによって素材を処理した後に形成されるビアあるいは領域に安定して高い品質を実現する技術に関する。
【背景技術】
【0002】
レーザは、金属被覆の有無に拘わらず、均質なフィルム、微粒子充填樹指、ポリイミドおよび繊維補強ポリマーのような電子材料製品へのビアの穿孔、またその素材の除去に使われる。固体紫外線(UV)レーザを用いたビア穿孔についての最先端技術では、例えば、所望の処理のためにレーザパルスパワーおよび繰り返し数を設定しかつ制御することにより、そのレーザパルスエネルギが設定され、制御または監視されている。この方法では、ガウシアンイメージビームの光学配置が用いられている。異なるレーザ間でレーザ出力特性は異なるが、それぞれのレーザの仕様内にある。同一の処理および同一の素材がすべての方法で使用されるときであっても、複数のレーザ、複数のビーム位置決めヘッドおよび複数のレーザシステム間で、その穿孔品質に、指定された限度の範囲内のレーザ出力特性に種々の変化が生じ得る。特に、レーザの仕様書内でのパラメータの変動は、特に非貫通のビア穿孔では、底の銅被覆の残留物や不均質な溶融を生じてしまい、それらはビア穿孔品質を異ならせる。これらの用途では、穿孔処理の間に使われたパルスエネルギは、また、底の銅被覆の品質だけでなく、ビアテーパ(ビアの頂部直径に対する底部直径の割合)に影響を与えるかもしれない。高品質の非貫通ビアは、所望の底部直径を有し、輝く銅被覆点を示すようにすべての薄膜樹脂素材が底部から除去される 。
【0003】
一般的に、レーザで処理された素材の品質は、レーザ処理装置の顧客側で指定された優れた標準に従う。特性メトリック(quality metrics)は、異なるレーザ処理動作で異なる。ビア穿孔についての前記した特性メトリックの他に、レーザ出力による電気的導電リンクの切断、抵抗素材のトリミング、厚いまたは薄い膜の受動部品の熱アニーリングおよび基板素材へのスクライブ(scribing)作業のための特性メトリックがある。
【0004】
リンク切断の特性メトリックは、リンク切断の間、素材に相互作用するレーザ出力で引き起こされる前記リンクを取り巻くまた該リンク下の素材への操作上のダメージの程度を制御する。レーザトリミングのための特性メトリックは、抵抗素材のトリミング中に特定の抵抗値が達成できる時を決定すべく行われる電気測定に重大な影響を与えないように、抵抗素材の除去の間、レーザの相互作用による電気−光反応の極小化を制御する。レーザアニーリングのための特性メトリックは、その特有なパラメータの1つを変更するために、構成要素に適用された熱分布の均等度を制御する。レーザスクライブのための特性メトリックは、カッティング中に生成される屑によって引き起こされるスクライブ線の溝縁内の微少クラックの形成が極小となるように制御する。これは、レーザパルスエネルギと、スクライブされる素材のアブレーションエネルギ閾値との差の目安となる。
【0005】
さらに、パルスエネルギの制御は、不完全であり、また光学系に存在するエネルギ制御装置で正常化されてはならない短期過度現象に左右される。パルスエネルギのそのような逸脱は、ビア特性メトリックに望ましくない変化を引き起こす。
【発明の概要】
【発明が解決しようとする課題】
【0006】
したがって、望まれることは、複数のレーザ、複数のビームポジショニングヘッドおよび複数のレーザベースのシステムによって、安定した高品質でもってビアのレーザ穿孔または素材の他の除去を達成する技術である。また、出力特性が時間の経過に伴って特定の範囲内で変化するレーザによって素材の安定した除去を達成することが望まれている。
【課題を解決するための手段】
【0007】
本発明は、異なるレーザ間でのレーザパルス幅の変化の影響を明らかにするために、レーザパルスエネルギを調整する。レーザパルスエネルギの調整は、レーザで処理された対象物と関連した特性メトリックを満たすことについての異なるレーザの間でのレーザパルス幅の影響を理解することから始まる。好適な実施例では、対象試料に異なるレーザで穿孔されたビア間でパルス幅の影響は正規化される。さらに、各ビアを成形するために対象試料に供給されたレーザパルスの数は、異なるビア特性メトリックを制御するために、ビア位置に適用されたパルスエネルギに基づいて修正することができる。
【0008】
ビア穿孔処理を制御する従来の方法は、所定の処理のためにパルスエネルギを制御する。所定の処理の実行に用いられるパルスエネルギ(Ep)は、前記処理に必要なフルエンス(F)によって決定される。フルエンス(J/cm2)は次のとおり算出される。
【0009】
【数1】

ここで、Epはパルスエネルギ(J)であり、Dはビア直径(cm)である。発明者らは、異なるパルス幅をもつレーザを用いた同一フルエンスレベルでの同一素材への穿孔が、一つの対象試料の底の銅被覆層について異なる品質をもたらすことを見出した。発明者らは、非貫通ビアのための底部銅被覆の品質を予測するためのより適切なパラメータを次のとおり決めた。
【0010】
【数2】
ここで、Fはパルスフルエンス(J/cm2)であり、τはレーザパルス幅(nm)である。異なるレーザからなるレーザグループのレーザ間でF/√・τを一定に保持することは、より安定したレーザ処理を提供する。これは、ビア穿孔以外の他のレーザ処理動作および銅被覆を有するもの以外の他の対象について真実である。
【0011】
さらなる態様および利点は、好適な実施例についての添付図面を参照しての以下の詳細な説明から明らかとなろう。
【図面の簡単な説明】
【0012】
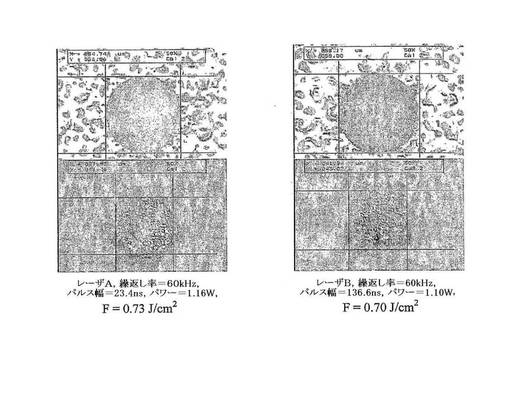
【図1】異なるパルス幅を有するが同一フルエンスでパルス化したレーザビームを放出する異なるレーザによって同じ銅被覆の対象素材に穿孔した58μmの直径を有する非貫通のビアの品質の差を示す4枚組の光学顕微鏡画像である。
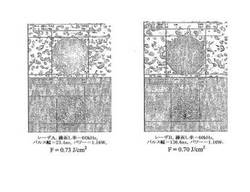
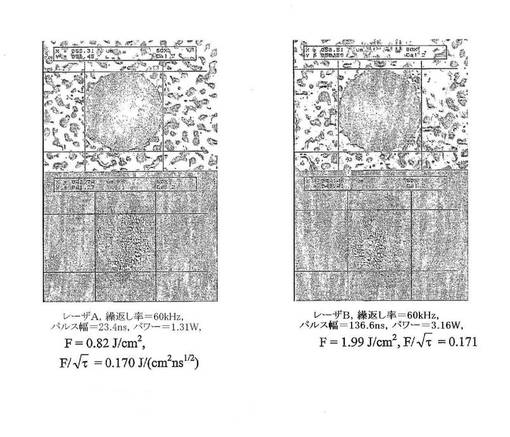
【図2】異なるパルス幅を有するが同一のF/√・τでパルス化したレーザビームを放出する異なるレーザによって同じ銅被覆の対象素材に穿孔した58μmの直径を有する非貫通のビアの品質の類似性を示す4枚組の光学顕微鏡画像である。
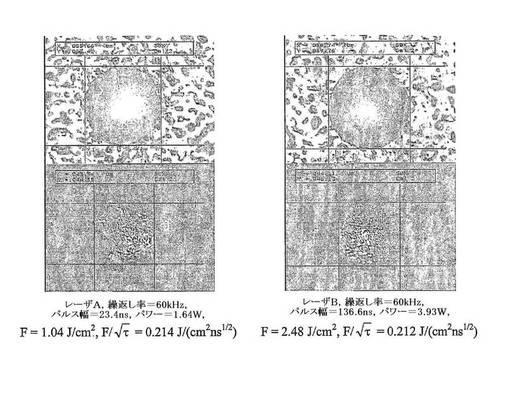
【図3】異なるパルス幅を有するが同一のF/√・τでパルス化したレーザビームを放出する異なるレーザによって同じ銅被覆対象素材に穿孔した58μmの直径を有する非貫通のビアの品質の類似性を示す4枚組の光学顕微鏡画像である。
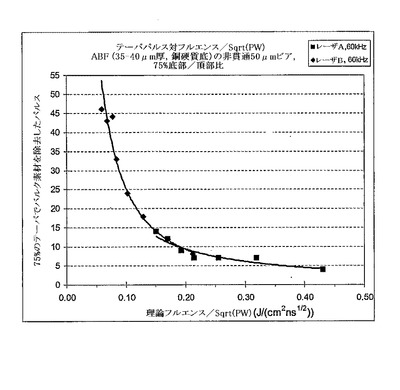
【図4】75%のテーパを有する58μmの非貫通ビアを形成するために、異なるレーザ毎でF/√・τの関数としてバルクモデルABFの誘電体対象素材を除去するレーザパルス数を表す曲線を示すグラフである。
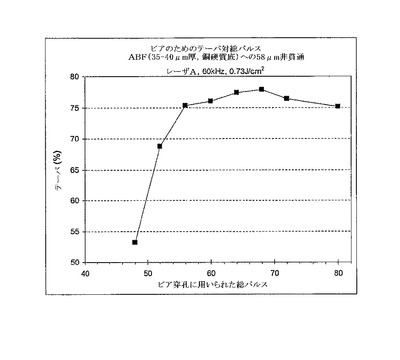
【図5】60kHzの繰り返し率および0.73J/cmのフルエンスでモデルABF誘電体対象素材に58μmの直径を有する非貫通のビアを穿孔するレーザパルス数の関数としてビアテーパを示すグラフである。
【発明を実施するための形態】
【0013】
本発明の好適な実施例は、金属被覆の有無に拘わらず、均質なフィルム、微粒子充填樹脂、ポリイミドおよび繊維補強ポリマーのような電子回路素材へのビアの穿孔や除去を実行するために、固体紫外線(UV)レーザを使用する。日本の川崎に所在の味の素ファインテクノ株式会社で製造されたモデルABF回路基板誘電体素材が対象素材であり、以下の説明はこれに基づく。以下の説明は、ビア穿孔に向けられているが、本発明は、また、リンク切断、素材のトリミング、アニーリングおよびスクライビングのような材料除去の他の方法に適用可能である。
【0014】
図1は、本発明により解決される問題を図示する4枚組の顕微鏡画像写真である。図1は異なるパルス幅を有する355nmのUVレーザを用い、ほぼ等しいフルエンスで35μm〜40μmの深さに穿孔した直径が58μmの2つのビアの光学顕微鏡写真を示す。上部の2つの写真は対象素材の上部表面に焦点が合った非貫通ビアの画像を表しており、下部の2つの写真はビアの底の銅被覆層に焦点が合った非貫通ビアの画像を表している。(パラメータPwsは、加工表面でのレーザパワーを表す。)図1に示された左方と右方とでそれぞれに対をなす写真の比較は、同じフルエンスレベルで、より短いパルス幅レーザAがわずかに底の銅層を溶かし、より長いパルス幅レーザBはかろうじて底の銅層から誘電素材をきれいに取り去ることを明らかにする。レーザAおよびレーザBは、それぞれ355nmの光ビームを放出する。底の銅層の輝度は、相等しいフルエンスレベルにおいて、2つの異なるレーザパルス幅を有するために、かなり異なる。
【0015】
発明者によるビア品質についてのパルス幅の影響の研究は、F/√・τが非貫通ビアの底の銅被覆の品質を予想するためのより適切なパラメータであることを示唆する。ここで、Fはパルスフルエンス(J/cm2)であり、τはレーザパルス幅(ns)である。
【0016】
図2および3は、レーザ穿孔ビアの品質についての本発明の効果を示す4枚組の顕微鏡画像である。図2および図3のそれぞれの上部の2つと、下部の2つの写真は、図1の対応する写真で用いられたと同じ焦点深度を表す。図2および3は異なるパルス幅のレーザで同一素材に穿孔した非貫通のビアの光学顕微鏡画像を示し、Fの代わりに比F/√・τがほぼ等しく保持される。下部の写真は、底の銅層の表面品質が、比F/√・τが一定である限り、異なるパルス幅のパルスを放出するレーザについて、同様であることを示す。
【0017】
パラメータF/√・τが底の銅層の品質に影響を及ぼすことが解れば、システムオペレータは、そのレーザグループの異なるそれぞれがより安定したレーザ処理を提供するように、このパラメータ定数を保持するために対策を講じることができる。公称値(nominal value)、最小値および最大値を有するパルス幅仕様のレーザのために、グループ内の異なるレーザは、レーザ毎に割合F/√・τを正規化することによって互いに正規化することができる。正規化を達成する一方法は、公称パルス幅仕様に関してすべてのレーザを正規化し、その結果、それぞれのレーザが処理パラメータのどのような与えられたセットであっても公称パルス幅レーザであるかのごとくすべてのレーザは穴を穿つことができる。このパルス幅効果のためにレーザを標準化する方程式は次のとおりである。
【0018】
【数3】
ここで、FDrillは穿孔中に用いられるフルエンスであり、Fnomは所定の処理のためにそのレーザシステムにプログラムされる公称フルエンスであり、τLaserは用いられているレーザの実際のパルス幅であり、τnomはそのレーザの公称パルス幅仕様値である。
【0019】
一つの典型的な手順では、オペレータは所定の処理動作のために指定されたフルエンス値をシステムの入力装置に設定する。そのシステムは、予めメモリ記憶装置に格納されたレーザパラメータデータを有する。レーザシステムのソフトウェアは、所定の処理のために登録されたパラメータを自動的にとることができ、また穿孔中に使用するのに必要な品質メトリックに合ったF/√・τパラメータを満たすために、異なるパルスエネルギすなわち実際に使用されているレーザのパルス幅に基づくパルスエネルギを再計算する。この同じ方法は、また、レーザパルス繰返し率が変更されると、パルス幅変動を修正するために使われ、したがって、プログラムされた同じフルエンスおよび異なる繰返し率で、ビア穿孔のための一定の品質が得られる。個々に使用されるレーザのためのパルス幅情報は、前もっての測定に基づいて校正ファイルに入れられるか、パルス検出器を使ってリアルタイムで測定することができた。
【0020】
パルスエネルギ効果の正規化のための根拠が図4および5に示されており、該両図は、所定のパルスエネルギのためのパルス数についてのビアテーパの依存性を示す。特に、図4は、75%のビアテーパを達成するために、対象位置への入射パルスの最小数を示す。図4が示すように、特定のビアのための平均パルスエネルギの降下(結果としてF/√・τに対応する降下を生じる)は、所望のテーパ比を作り出すためにより多くのパル数の使用を必要とするかもしれない。図5は、必要なテーパを得るパルス数よりも少ない数のパルスの使用は所望のものよりも低いビアテーパが生じることを示す。このパルスエネルギの減少を補償するために、装置制御システムは、所定のビアのためのパルスエネルギをリアルタイムで検出し、所望のテーパを維持すべくそのビアに適用されるパルス数をリアルタイムで調整することができる。図5が例示するように、58パルスを使用して75%のビアテーパを実現できる。付加的なパルスが、ビア底の表面の品質をより良くするために、使われるであろう。そのビアのための平均パルスエネルギがプログラムされたパルスエネルギよりも高いかまたは低いかのいずれかに応じて、所定のビアのための所望のテーパを作り出すためにパルス数を増減することができる。
【0021】
本発明の基本原理から離れることなく前記した実施例の細部に多くの変更を施すことができることは、当業者にとって明らかであろう。それ故、本発明の範囲は、添付した請求項によって決められるべきである。
【技術分野】
【0001】
本発明は、電子材料製品の素材部分へビア(via)を穿ちあるいは他の処理を施すためのレーザの使用に関し、より詳細には、異なる動作出力パラメータを示すレーザを使ったシステムによって素材を処理した後に形成されるビアあるいは領域に安定して高い品質を実現する技術に関する。
【背景技術】
【0002】
レーザは、金属被覆の有無に拘わらず、均質なフィルム、微粒子充填樹指、ポリイミドおよび繊維補強ポリマーのような電子材料製品へのビアの穿孔、またその素材の除去に使われる。固体紫外線(UV)レーザを用いたビア穿孔についての最先端技術では、例えば、所望の処理のためにレーザパルスパワーおよび繰り返し数を設定しかつ制御することにより、そのレーザパルスエネルギが設定され、制御または監視されている。この方法では、ガウシアンイメージビームの光学配置が用いられている。異なるレーザ間でレーザ出力特性は異なるが、それぞれのレーザの仕様内にある。同一の処理および同一の素材がすべての方法で使用されるときであっても、複数のレーザ、複数のビーム位置決めヘッドおよび複数のレーザシステム間で、その穿孔品質に、指定された限度の範囲内のレーザ出力特性に種々の変化が生じ得る。特に、レーザの仕様書内でのパラメータの変動は、特に非貫通のビア穿孔では、底の銅被覆の残留物や不均質な溶融を生じてしまい、それらはビア穿孔品質を異ならせる。これらの用途では、穿孔処理の間に使われたパルスエネルギは、また、底の銅被覆の品質だけでなく、ビアテーパ(ビアの頂部直径に対する底部直径の割合)に影響を与えるかもしれない。高品質の非貫通ビアは、所望の底部直径を有し、輝く銅被覆点を示すようにすべての薄膜樹脂素材が底部から除去される 。
【0003】
一般的に、レーザで処理された素材の品質は、レーザ処理装置の顧客側で指定された優れた標準に従う。特性メトリック(quality metrics)は、異なるレーザ処理動作で異なる。ビア穿孔についての前記した特性メトリックの他に、レーザ出力による電気的導電リンクの切断、抵抗素材のトリミング、厚いまたは薄い膜の受動部品の熱アニーリングおよび基板素材へのスクライブ(scribing)作業のための特性メトリックがある。
【0004】
リンク切断の特性メトリックは、リンク切断の間、素材に相互作用するレーザ出力で引き起こされる前記リンクを取り巻くまた該リンク下の素材への操作上のダメージの程度を制御する。レーザトリミングのための特性メトリックは、抵抗素材のトリミング中に特定の抵抗値が達成できる時を決定すべく行われる電気測定に重大な影響を与えないように、抵抗素材の除去の間、レーザの相互作用による電気−光反応の極小化を制御する。レーザアニーリングのための特性メトリックは、その特有なパラメータの1つを変更するために、構成要素に適用された熱分布の均等度を制御する。レーザスクライブのための特性メトリックは、カッティング中に生成される屑によって引き起こされるスクライブ線の溝縁内の微少クラックの形成が極小となるように制御する。これは、レーザパルスエネルギと、スクライブされる素材のアブレーションエネルギ閾値との差の目安となる。
【0005】
さらに、パルスエネルギの制御は、不完全であり、また光学系に存在するエネルギ制御装置で正常化されてはならない短期過度現象に左右される。パルスエネルギのそのような逸脱は、ビア特性メトリックに望ましくない変化を引き起こす。
【発明の概要】
【発明が解決しようとする課題】
【0006】
したがって、望まれることは、複数のレーザ、複数のビームポジショニングヘッドおよび複数のレーザベースのシステムによって、安定した高品質でもってビアのレーザ穿孔または素材の他の除去を達成する技術である。また、出力特性が時間の経過に伴って特定の範囲内で変化するレーザによって素材の安定した除去を達成することが望まれている。
【課題を解決するための手段】
【0007】
本発明は、異なるレーザ間でのレーザパルス幅の変化の影響を明らかにするために、レーザパルスエネルギを調整する。レーザパルスエネルギの調整は、レーザで処理された対象物と関連した特性メトリックを満たすことについての異なるレーザの間でのレーザパルス幅の影響を理解することから始まる。好適な実施例では、対象試料に異なるレーザで穿孔されたビア間でパルス幅の影響は正規化される。さらに、各ビアを成形するために対象試料に供給されたレーザパルスの数は、異なるビア特性メトリックを制御するために、ビア位置に適用されたパルスエネルギに基づいて修正することができる。
【0008】
ビア穿孔処理を制御する従来の方法は、所定の処理のためにパルスエネルギを制御する。所定の処理の実行に用いられるパルスエネルギ(Ep)は、前記処理に必要なフルエンス(F)によって決定される。フルエンス(J/cm2)は次のとおり算出される。
【0009】
【数1】
ここで、Epはパルスエネルギ(J)であり、Dはビア直径(cm)である。発明者らは、異なるパルス幅をもつレーザを用いた同一フルエンスレベルでの同一素材への穿孔が、一つの対象試料の底の銅被覆層について異なる品質をもたらすことを見出した。発明者らは、非貫通ビアのための底部銅被覆の品質を予測するためのより適切なパラメータを次のとおり決めた。
【0010】
【数2】
ここで、Fはパルスフルエンス(J/cm2)であり、τはレーザパルス幅(nm)である。異なるレーザからなるレーザグループのレーザ間でF/√・τを一定に保持することは、より安定したレーザ処理を提供する。これは、ビア穿孔以外の他のレーザ処理動作および銅被覆を有するもの以外の他の対象について真実である。
【0011】
さらなる態様および利点は、好適な実施例についての添付図面を参照しての以下の詳細な説明から明らかとなろう。
【図面の簡単な説明】
【0012】
【図1】異なるパルス幅を有するが同一フルエンスでパルス化したレーザビームを放出する異なるレーザによって同じ銅被覆の対象素材に穿孔した58μmの直径を有する非貫通のビアの品質の差を示す4枚組の光学顕微鏡画像である。
【図2】異なるパルス幅を有するが同一のF/√・τでパルス化したレーザビームを放出する異なるレーザによって同じ銅被覆の対象素材に穿孔した58μmの直径を有する非貫通のビアの品質の類似性を示す4枚組の光学顕微鏡画像である。
【図3】異なるパルス幅を有するが同一のF/√・τでパルス化したレーザビームを放出する異なるレーザによって同じ銅被覆対象素材に穿孔した58μmの直径を有する非貫通のビアの品質の類似性を示す4枚組の光学顕微鏡画像である。
【図4】75%のテーパを有する58μmの非貫通ビアを形成するために、異なるレーザ毎でF/√・τの関数としてバルクモデルABFの誘電体対象素材を除去するレーザパルス数を表す曲線を示すグラフである。
【図5】60kHzの繰り返し率および0.73J/cmのフルエンスでモデルABF誘電体対象素材に58μmの直径を有する非貫通のビアを穿孔するレーザパルス数の関数としてビアテーパを示すグラフである。
【発明を実施するための形態】
【0013】
本発明の好適な実施例は、金属被覆の有無に拘わらず、均質なフィルム、微粒子充填樹脂、ポリイミドおよび繊維補強ポリマーのような電子回路素材へのビアの穿孔や除去を実行するために、固体紫外線(UV)レーザを使用する。日本の川崎に所在の味の素ファインテクノ株式会社で製造されたモデルABF回路基板誘電体素材が対象素材であり、以下の説明はこれに基づく。以下の説明は、ビア穿孔に向けられているが、本発明は、また、リンク切断、素材のトリミング、アニーリングおよびスクライビングのような材料除去の他の方法に適用可能である。
【0014】
図1は、本発明により解決される問題を図示する4枚組の顕微鏡画像写真である。図1は異なるパルス幅を有する355nmのUVレーザを用い、ほぼ等しいフルエンスで35μm〜40μmの深さに穿孔した直径が58μmの2つのビアの光学顕微鏡写真を示す。上部の2つの写真は対象素材の上部表面に焦点が合った非貫通ビアの画像を表しており、下部の2つの写真はビアの底の銅被覆層に焦点が合った非貫通ビアの画像を表している。(パラメータPwsは、加工表面でのレーザパワーを表す。)図1に示された左方と右方とでそれぞれに対をなす写真の比較は、同じフルエンスレベルで、より短いパルス幅レーザAがわずかに底の銅層を溶かし、より長いパルス幅レーザBはかろうじて底の銅層から誘電素材をきれいに取り去ることを明らかにする。レーザAおよびレーザBは、それぞれ355nmの光ビームを放出する。底の銅層の輝度は、相等しいフルエンスレベルにおいて、2つの異なるレーザパルス幅を有するために、かなり異なる。
【0015】
発明者によるビア品質についてのパルス幅の影響の研究は、F/√・τが非貫通ビアの底の銅被覆の品質を予想するためのより適切なパラメータであることを示唆する。ここで、Fはパルスフルエンス(J/cm2)であり、τはレーザパルス幅(ns)である。
【0016】
図2および3は、レーザ穿孔ビアの品質についての本発明の効果を示す4枚組の顕微鏡画像である。図2および図3のそれぞれの上部の2つと、下部の2つの写真は、図1の対応する写真で用いられたと同じ焦点深度を表す。図2および3は異なるパルス幅のレーザで同一素材に穿孔した非貫通のビアの光学顕微鏡画像を示し、Fの代わりに比F/√・τがほぼ等しく保持される。下部の写真は、底の銅層の表面品質が、比F/√・τが一定である限り、異なるパルス幅のパルスを放出するレーザについて、同様であることを示す。
【0017】
パラメータF/√・τが底の銅層の品質に影響を及ぼすことが解れば、システムオペレータは、そのレーザグループの異なるそれぞれがより安定したレーザ処理を提供するように、このパラメータ定数を保持するために対策を講じることができる。公称値(nominal value)、最小値および最大値を有するパルス幅仕様のレーザのために、グループ内の異なるレーザは、レーザ毎に割合F/√・τを正規化することによって互いに正規化することができる。正規化を達成する一方法は、公称パルス幅仕様に関してすべてのレーザを正規化し、その結果、それぞれのレーザが処理パラメータのどのような与えられたセットであっても公称パルス幅レーザであるかのごとくすべてのレーザは穴を穿つことができる。このパルス幅効果のためにレーザを標準化する方程式は次のとおりである。
【0018】
【数3】
ここで、FDrillは穿孔中に用いられるフルエンスであり、Fnomは所定の処理のためにそのレーザシステムにプログラムされる公称フルエンスであり、τLaserは用いられているレーザの実際のパルス幅であり、τnomはそのレーザの公称パルス幅仕様値である。
【0019】
一つの典型的な手順では、オペレータは所定の処理動作のために指定されたフルエンス値をシステムの入力装置に設定する。そのシステムは、予めメモリ記憶装置に格納されたレーザパラメータデータを有する。レーザシステムのソフトウェアは、所定の処理のために登録されたパラメータを自動的にとることができ、また穿孔中に使用するのに必要な品質メトリックに合ったF/√・τパラメータを満たすために、異なるパルスエネルギすなわち実際に使用されているレーザのパルス幅に基づくパルスエネルギを再計算する。この同じ方法は、また、レーザパルス繰返し率が変更されると、パルス幅変動を修正するために使われ、したがって、プログラムされた同じフルエンスおよび異なる繰返し率で、ビア穿孔のための一定の品質が得られる。個々に使用されるレーザのためのパルス幅情報は、前もっての測定に基づいて校正ファイルに入れられるか、パルス検出器を使ってリアルタイムで測定することができた。
【0020】
パルスエネルギ効果の正規化のための根拠が図4および5に示されており、該両図は、所定のパルスエネルギのためのパルス数についてのビアテーパの依存性を示す。特に、図4は、75%のビアテーパを達成するために、対象位置への入射パルスの最小数を示す。図4が示すように、特定のビアのための平均パルスエネルギの降下(結果としてF/√・τに対応する降下を生じる)は、所望のテーパ比を作り出すためにより多くのパル数の使用を必要とするかもしれない。図5は、必要なテーパを得るパルス数よりも少ない数のパルスの使用は所望のものよりも低いビアテーパが生じることを示す。このパルスエネルギの減少を補償するために、装置制御システムは、所定のビアのためのパルスエネルギをリアルタイムで検出し、所望のテーパを維持すべくそのビアに適用されるパルス数をリアルタイムで調整することができる。図5が例示するように、58パルスを使用して75%のビアテーパを実現できる。付加的なパルスが、ビア底の表面の品質をより良くするために、使われるであろう。そのビアのための平均パルスエネルギがプログラムされたパルスエネルギよりも高いかまたは低いかのいずれかに応じて、所定のビアのための所望のテーパを作り出すためにパルス数を増減することができる。
【0021】
本発明の基本原理から離れることなく前記した実施例の細部に多くの変更を施すことができることは、当業者にとって明らかであろう。それ故、本発明の範囲は、添付した請求項によって決められるべきである。
【特許請求の範囲】
【請求項1】
レーザグループの異なるレーザのそれぞれから放出され、対象試料素材の処理の前にパルス幅および最大パワー値によって決まる公称パルスエネルギ値によって特徴付けられるレーザ出力パルスで対象試料の処理された領域についての特定の特性メトリックを安定して満たす方法であって、
対象試料のレーザで処理された領域についての特性メトリックを特定すること、
前記レーザ出力パルスによって処理される対象試料の領域が前記特定された特性メトリックに合うエネルギ値に調整すべく、前記グループのレーザ毎に、前記レーザ出力パルスの公称パルスエネルギ値を調整することを含む方法。
【請求項2】
前記グループ内の各レーザは、一連の前記レーザ出力パルスを放出し、さらに、前記調整されたエネルギ値からの偏差の検出に応答して前記対象試料の関連する領域を処理するために前記レーザの一以上の連続するレーザ出力パルス数を変更することを含む、請求項1に記載の方法。
【請求項3】
対象試料の前記レーザ処理は、前記対象試料の前記領域の一つにビアを形成する、請求項1に記載の方法。
【請求項4】
前記対象試料は金属被覆によって覆われた主表面を有する除去可能な対象素材を含み、特性メトリックのうちの1つは、前記ビアの形成のために前記除去可能な対象素材を除去するときの前記金属皮膜の状態を含む、請求項3に記載の方法。
【請求項5】
前記レーザ出力パルスのそれぞれが対象領域に及び、前記パルスエネルギ値の調整はグループ内のレーザについての前記特定の特性メトリックであって次式
【数1】
として表される比を決定することを含み、ここでFおよびτはそれぞれ前記レーザパルスのフルエンスおよびパルス幅である、請求項1に記載の方法。
【請求項6】
特定の出力性能仕様範囲内で動作し、それぞれが公称エネルギ値および実際のパルス幅によって特徴付けられた一連の出力パルスを放つレーザから放出されるレーザ出力パルスによって対象試料の処理される領域についての特定の特性メトリックを安定して満たす方法であって、
前記対象試料へのレーザ処理が終了したとき該対象試料の前記領域に合うメトリックの品質を特定すること、
前記対象試料の前記領域の処理のための計算されたエネルギ値を一連の出力パルスに与えるべく前記レーザ出力パルスの公称エネルギ値に、前記レーザパルスの実際のパルス幅から導き出されたパラメータを乗じることにより、スケーリングすることを含む方法。
【請求項7】
スケールリングされたエネルギ値のレーザパルスは、それぞれ対象領域に及び、前記パラメータは、次式
【数2】
として表され、ここでFおよびτはそれぞれ前記レーザパルスのフルエンスおよびパルス幅である、請求項6に記載の方法。
【請求項8】
対象試料の前記レーザ処理は、前記領域にビアを形成する、請求項6に記載の方法。
【請求項9】
前記対象試料は金属被覆によって覆われた主表面を有する除去可能な素材を含み、前記特性メトリックは、前記ビアの形成のために前記除去可能な素材を除去するときの前記金属皮膜の状態を含む、請求項8に記載の方法。
【請求項10】
対象試料を処理するためのパルス化された対象試料処理レーザビームを放出するについて特定の特性メトリックを安定して満たす方法であって、
前記レーザから放出された公称パルス化ビームのパルス幅および最大パワー値から導き出される当該公称パルス化ビームの公称パルスエネルギ値を決めること、および
対象試料処理用の前記特性メトリックに対応したスケール化されたレーザパルスエネルギのパルス化レーザビームを生成すべくパラメータによって前記公称パルスエネルギ値をスケーリングすることを含み、
前記パラメータはF/√・τで表され、ここでFは対象領域に入射する前記公称パルス化ビームの前記レーザパルスの最大パワー値から計算されたフルエンスであり、また、τは前記公称パルス化ビームの前記パルスのパルス幅であることを特徴とする方法。
【請求項1】
レーザグループの異なるレーザのそれぞれから放出され、対象試料素材の処理の前にパルス幅および最大パワー値によって決まる公称パルスエネルギ値によって特徴付けられるレーザ出力パルスで対象試料の処理された領域についての特定の特性メトリックを安定して満たす方法であって、
対象試料のレーザで処理された領域についての特性メトリックを特定すること、
前記レーザ出力パルスによって処理される対象試料の領域が前記特定された特性メトリックに合うエネルギ値に調整すべく、前記グループのレーザ毎に、前記レーザ出力パルスの公称パルスエネルギ値を調整することを含む方法。
【請求項2】
前記グループ内の各レーザは、一連の前記レーザ出力パルスを放出し、さらに、前記調整されたエネルギ値からの偏差の検出に応答して前記対象試料の関連する領域を処理するために前記レーザの一以上の連続するレーザ出力パルス数を変更することを含む、請求項1に記載の方法。
【請求項3】
対象試料の前記レーザ処理は、前記対象試料の前記領域の一つにビアを形成する、請求項1に記載の方法。
【請求項4】
前記対象試料は金属被覆によって覆われた主表面を有する除去可能な対象素材を含み、特性メトリックのうちの1つは、前記ビアの形成のために前記除去可能な対象素材を除去するときの前記金属皮膜の状態を含む、請求項3に記載の方法。
【請求項5】
前記レーザ出力パルスのそれぞれが対象領域に及び、前記パルスエネルギ値の調整はグループ内のレーザについての前記特定の特性メトリックであって次式
【数1】
として表される比を決定することを含み、ここでFおよびτはそれぞれ前記レーザパルスのフルエンスおよびパルス幅である、請求項1に記載の方法。
【請求項6】
特定の出力性能仕様範囲内で動作し、それぞれが公称エネルギ値および実際のパルス幅によって特徴付けられた一連の出力パルスを放つレーザから放出されるレーザ出力パルスによって対象試料の処理される領域についての特定の特性メトリックを安定して満たす方法であって、
前記対象試料へのレーザ処理が終了したとき該対象試料の前記領域に合うメトリックの品質を特定すること、
前記対象試料の前記領域の処理のための計算されたエネルギ値を一連の出力パルスに与えるべく前記レーザ出力パルスの公称エネルギ値に、前記レーザパルスの実際のパルス幅から導き出されたパラメータを乗じることにより、スケーリングすることを含む方法。
【請求項7】
スケールリングされたエネルギ値のレーザパルスは、それぞれ対象領域に及び、前記パラメータは、次式
【数2】
として表され、ここでFおよびτはそれぞれ前記レーザパルスのフルエンスおよびパルス幅である、請求項6に記載の方法。
【請求項8】
対象試料の前記レーザ処理は、前記領域にビアを形成する、請求項6に記載の方法。
【請求項9】
前記対象試料は金属被覆によって覆われた主表面を有する除去可能な素材を含み、前記特性メトリックは、前記ビアの形成のために前記除去可能な素材を除去するときの前記金属皮膜の状態を含む、請求項8に記載の方法。
【請求項10】
対象試料を処理するためのパルス化された対象試料処理レーザビームを放出するについて特定の特性メトリックを安定して満たす方法であって、
前記レーザから放出された公称パルス化ビームのパルス幅および最大パワー値から導き出される当該公称パルス化ビームの公称パルスエネルギ値を決めること、および
対象試料処理用の前記特性メトリックに対応したスケール化されたレーザパルスエネルギのパルス化レーザビームを生成すべくパラメータによって前記公称パルスエネルギ値をスケーリングすることを含み、
前記パラメータはF/√・τで表され、ここでFは対象領域に入射する前記公称パルス化ビームの前記レーザパルスの最大パワー値から計算されたフルエンスであり、また、τは前記公称パルス化ビームの前記パルスのパルス幅であることを特徴とする方法。
【図4】

【図5】
【図1】
【図2】
【図3】
【図5】
【図1】
【図2】
【図3】
【公開番号】特開2013−99792(P2013−99792A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【外国語出願】
【出願番号】特願2013−25942(P2013−25942)
【出願日】平成25年2月13日(2013.2.13)
【分割の表示】特願2007−515377(P2007−515377)の分割
【原出願日】平成17年5月26日(2005.5.26)
【出願人】(593141632)エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド (161)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2013−25942(P2013−25942)
【出願日】平成25年2月13日(2013.2.13)
【分割の表示】特願2007−515377(P2007−515377)の分割
【原出願日】平成17年5月26日(2005.5.26)
【出願人】(593141632)エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド (161)
【Fターム(参考)】
[ Back to top ]