
異なる熱可塑性ポリマーの接合
異なる熱可塑性材料は、熱可塑性材料を凹凸面を有する樹脂シートの片側に溶融ボンディングし、異なる熱可塑性材料をシートの他方の側に溶融ボンディングすることにより結合される。得られた結合は非常に強固であることが多く、これにより、熱可塑性材料を引張り離そうとすると熱可塑性材料の一方が凝集破壊となる。
【発明の詳細な説明】
【技術分野】
【0001】
異なる熱可塑性ポリマーが、凹凸面を有するシートの表面に各ポリマーを溶融ボンディングすることにより接合される。
【背景技術】
【0002】
熱可塑性ポリマー(TP)は重要な商品であり、多くの異なる種類(化学組成)およびそのブレンドが多数の用途について製造されている。2種類以上の異なるTPを同じ装置または装置の一部に用いるのが、例えば、それらが異なる特性を有しているために望ましいことがある。多くの場合、2種類(以上)のTPを接合するのが望ましい。これは、メカニカルファスナまたはスナップフィットファスニングのような多くの方法により行えるが、最も単純で最も安価な方法はある種のボンディングプロセスである。これには、接着剤または相容性のある接着層の使用、または熱可塑性材料を単に溶融して、溶融しながら互いに接触させることが挙げられる。場合によっては、相容剤を1種類以上のTPに添加してかかるボンディングを改善してもよい。
【0003】
しかしながら、ほぼ全てのTPは互いに極めて不相容性であるのが周知であり、有効な接着剤または相容剤を見出すことは難しいことが多く、単純に互いを溶融ボンディングすることは通常はほとんど機能していない(結合強度がほとんど、または全く得られない)。このように、多くの場合、異なるTPを結合する単純で安価な方法が利用できていない。
【0004】
米国特許公報(特許文献1)には、特定の組成の微孔性ポリオレフィン層をTPのような非多孔性材料で融解ボンディングすることにより形成された多層物品が記載されている。ポリオレフィン層材料を用いて、2種類以上の異なるTPを結合することには触れられていない。
【0005】
不織布(NWF)も木材やポリエチレンのような異なる材料を結合するのに用いられてきた。例えば米国特許公報(特許文献2)では、NWFを粉末接着剤で含浸して、接着剤を溶融することによりNWFに結合している。このシートを用いて、NWFの接着剤を溶融することにより、「ビニルおよび/または布地カバーおよび金属、プラスチック、ゴムおよび木材をはじめとする様々な表面」を結合している。しかしながら、2種類のTPを結合することには特に触れられていない。
【0006】
米国特許公報(特許文献3)には、ゴムを微孔性シート表面に「融解」し、この組立品を露出した微孔性シートの未コート側で射出成形金型に配置し、プロピレンを金型に射出成形する実施例(実施例19)が挙げられている。この特許には、2種類の異なる熱可塑性材料および熱硬化性樹脂を接合することは開示されてない。
【0007】
(非特許文献1)には、ポリプロピレンを微孔性シートの両側に成形できることが報告されている。かかるシートを用いて2種類の異なる熱可塑材料を接合することは開示されていない。
【0008】
【特許文献1】米国特許第4,892,779号明細書
【特許文献2】米国特許第6,136,732号明細書
【特許文献3】米国特許第6,544,634号明細書
【特許文献4】米国特許第3,351,495号明細書
【特許文献5】米国特許第4,698,372号明細書
【特許文献6】米国特許第4,867,881号明細書
【特許文献7】米国特許第4,874,568号明細書
【特許文献8】米国特許第5,130,342号明細書
【特許文献9】米国特許第4,118,372号明細書
【特許文献10】米国特許第5,893,959号明細書
【特許文献11】米国特許第6,447,866号明細書
【非特許文献1】S.シュワルツ(S.Schwarz)らによる1997年10月Novi.,MI、第4回国際会議「自動車のTPO‘97(TPOs in Automotive ‘97)」「ミスト(商標)テクノロジー−界面接着の新しい手法(MistTM Technology − A New Approach to Interfacial Adhesion)」
【非特許文献2】I.バトラー(I.Butler)、不織布ハンドブック、(The Nonwoven Fabrics Handbook)、ノースカロライナ州ケーリーの不織工業協会(Association of the Nonwoven Fabrics Industry, Cary, NC)、1999年
【非特許文献3】V.K.ストークス(V.K.Stokes)、ANTEC’89、442−445頁
【非特許文献4】V.K.ストークス(V.K.Stokes)、Polym.Eng.Sci.、第40巻、2175−2181頁(2000年)
【非特許文献5】C.J.ノンホフ(C.J.Nonhof)ら、Polym.Eng.Sci.、第36巻、1177−1183頁(1996年)
【非特許文献6】エンジニアードマテリアルズハンドブック(Engineered Materials Handbook)、第2巻、エンジニアリングプラスチックス(Engineering Plastics)、ASMインターナショナル(ASM International)、オハイオ州メタルパーク(Metal Park,OH.)、1988年、721頁および724−725頁
【発明の開示】
【課題を解決するための手段】
【0009】
本発明は、第1の側と第2の側とを有する熱可塑性または架橋熱硬化性樹脂を含有するシートを含む物品であって、前記シートの第1の側に溶融結合された第1の熱可塑性材料と、前記シートの第2の側に溶融結合された第2の熱可塑性材料とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なる物品に関する。
【0010】
本発明はまた、(a)熱可塑性または架橋熱硬化性樹脂を含むシートの第1の側に前記第1の熱可塑性樹脂を溶融結合する工程と、
(b)前記シートの第2の側に前記第2の熱可塑性材料を溶融結合する工程とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なる、第1の熱可塑性材料と第2の熱可塑性材料が互いに結合された物品を形成する方法にも関する。
【0011】
添付の図面に関連した本発明の詳細な説明から本発明をより完全に理解できるであろう。
【0012】
本発明を好ましい実施形態に関連して記載してきたが、本発明をその実施形態に限定することを意図するものではないと考えられる。逆に、添付の特許請求の範囲により定義される本発明の精神および範囲内に含まれる全ての変形、修正および等価物が含まれるものとする。
【発明を実施するための最良の形態】
【0013】
以下の定義は、本明細書および添付の特許請求の範囲の中でどのように用いられているかに従う基準として与えられている。
「シート」とは、表面のうち2つが、他の外部表面のいずれかの表面積の少なくとも約2倍、より好ましくは少なくとも約10倍である材料形状のことを意味する。この定義には、15cm×15cm×厚さ0.3cmの寸法のシート、および15cm×15cm×厚さ0.2mmのフィルムが入る。多くの場合、後者(フィルムと呼ばれることが多い)は可撓性で、ドレープ性があって、凹凸面に沿うようにできる。シートの最低厚さは、好ましくは約0.03mm、より好ましくは約0.08mm、特に好ましくは約0.13mmである。シートの最大厚さは、好ましくは約0.64mm、より好ましくは約0.38mm、特に好ましくは約0.25mmである。好ましい最低厚さを好ましい最大厚さと組み合わせて好ましい厚さ範囲を形成することができるものと考えられる。
【0014】
「凹凸面」とは、表面が、表面およびその凹凸に流れ込む溶融材料に機械的にロックするのを補助する凹凸を有していることを意味し、溶融材料が後に固化すると、材料が凹凸面に機械的にロックされる(すなわち、結合される)。
【0015】
「樹脂」とは、天然または人造(合成)のポリマー材料のことを意味する。合成材料が好ましい。
【0016】
「凹凸面シート(ISS)」とは、「凹凸面」を有するシートのことを意味する。
【0017】
「溶融ボンディング」とはTPが溶融することを意味し、「溶融」とは、結晶TPが約最高融点またはそれより高く加熱され、一方、アモルファス熱可塑性材料が最高ガラス転移温度を超えて溶融されることを意味する。溶融中、TPはISSの適切な面と接触配置される。この接触中、通常、ある程度の圧力(すなわち、力)がかかって、TPがISS表面の気孔または凹凸のいくつかに流れ、恐らく浸透する。TPを冷却させると、固体となる。
【0018】
「熱可塑性材料(TP)」とは、ISSに溶融結合する前および溶融結合中は溶融可能であるが、最終形態は固体である材料で、結晶またはガラス状(従って、一般的にはエラストマーで、融点および/またはガラス転移温度がある場合には周囲温度より低く、TPには含まれないが、熱可塑性エラストマーはTPに含まれる)である。このように、ポリエチレンのような一般的(すなわち「典型的」)なTPポリマーのことを意味する。熱硬化(架橋)前、すなわち、溶融可能で、溶融状態で流れる熱硬化性ポリマーのことも意味する。熱硬化は、溶融ボンディングがなされた後、恐らく、溶融ボンディングがなされたのと同じ装置で、恐らく熱硬化性樹脂を単にさらに加熱してガラス状および/または結晶の樹脂を形成することによりなされる。有用な熱可塑性エラストマーとしては、ポリエーテル軟質セグメントを備えたブロックコポリエステル、スチレン−ブタジエンブロックコポリマー、および熱可塑性ポリウレタンが挙げられる。
【0019】
TPが「異なる」とは、異なる化学組成を有することを意味する。異なる熱可塑性材料としては、ポリエチレン(PE)とポリプロピレン、ポリスチレンとポリ(エチレンテレフタレート)(PET)、ナイロン−6,6−とポリ(1,4−ブチレンテレフタレート、ナイロン−6,6とナイロン−6、ポリオキシメチレンとポリ(フェニレンスルフィド)、ポリ(エチレンテレフタレート)とポリ(ブチレンテレフタレート)、ポリ(エーテル−エーテル−ケトン)とポリ(ヘキサフルオロプロピレン)(パーフルオロメチルビニルエーテル)コポリマー)、サーモトロピック液晶ポリエステルと熱硬化性エポキシ樹脂(架橋前)、および熱硬化性メラミン樹脂(架橋前)と熱硬化性フェノール樹脂(架橋前)が例示される。異なる熱可塑性材料はまた、同じ熱可塑性材料のブレンドも含むが、異なる比率であり、例えば、85重量パーセントのPETと15重量パーセントのPEのブレンドは35重量パーセントのPETと65重量パーセントのPEのブレンドとは異なる。同様に、異なるには、他のコモノマーの存在および/または量の差が含まれ、例えば、PETはポリ(エチレンイソフタレート/テレフタレート)とは異なる。
【0020】
「結合」とは、多くの場合、永続的に、互いに、かつ/または材料の間のISSに付加した材料のことを意味する。一般的に、ISS以外に、他の接着剤または同様の材料はボンディングプロセスにおいては用いない。
【0021】
ISSシートは多くのやり方で形成された凹凸面を有する。布地、例えば、織、編または不織布、紙、発泡、特に、連続気泡および/またはマイクロセルラー泡、例えば、サンドブラストや、紙やすりやサメ皮等といった研磨材により形成された粗面を備えたシート、微孔性シート(MPS)である。ISSの好ましい形態は、布地、特に不織布(NWF)および微孔性シート(MPS)である。
【0022】
「微孔性」とは、少なくとも約20体積パーセント、より好ましくは少なくとも約35体積%の気孔を備えた材料、通常、熱硬化性または熱可塑性ポリマー材料、好ましくは熱可塑性材料である。体積パーセンテージは高いことが多く、例えば、約60体積%〜約75体積%の気孔である。多孔性は次式に従って求める。
「多孔性」=100(1−d1/d2)
式中、d1は、試料を秤量し、その重量を、試料の寸法から求められる試料の体積で除算することにより求めた多孔性試料の実際の密度である。値d2は、試料に空隙や気孔がないと仮定して、試料成分の量および対応の密度を用いて公知の計算により求められた試料の「理論」密度である。多孔性の計算の詳細については、参照により本明細書に援用される米国特許公報(特許文献1)にある。微孔性材料は相互接続気孔を有しているのが好ましい。
【0023】
MPSは、参照により本明細書に援用される米国特許公報(特許文献4)、米国特許公報(特許文献5)、米国特許公報(特許文献6)、米国特許公報(特許文献7)および米国特許公報(特許文献8)に記載された方法により作成してよい。好ましい微孔性シートは、参照により本明細書に援用される米国特許公報(特許文献1)に記載されている。多くの微孔性シートと同様に、この特許のシートは大量の微粒子材料(フィラー)を有している。この特定の種類のシートは、ポリエチレンから作成されており、その多くは鎖状超高分子量ポリマーである。
【0024】
「布地」とは、ファイバーでできたシート状材料である。ファイバーから作成される材料は、合成(人造)であっても天然であってもよい。布地は、織布、編布または不織布であってよいが、不織布が好ましい。布地に有用な材料としては、綿、ジュート、セルロース、ウール、ガラスファイバー、カーボンファイバー、ポリ(エチレンテレフタレート)、ナイロン−6、ナイロン−6,6および芳香族−脂肪族コポリアミドのようなポリアミド、ポリ(p−フェニレンテレフタルアミド)のようなアラミド、ポリプロピレン、ポリエチレン、サーモトロピック液晶ポリマー、フルオロポリマーおよびポリ(フェニレンスルフィド)が挙げられる。
【0025】
布地は、製織やニッティングのような公知の布地製造技術により製造することができる。しかしながら、好ましい布地種類はNWFである。NWFは、参照により本明細書に援用される(非特許文献2)に記載された方法により作成することができる。本発明においてNWFを製造するのに有用な種類のプロセスとしては、スパンボンドと溶融ブローンが挙げられる。一般的に、NWFのファイバーは、互いにある関係で固定される。NWFが溶融TP(例えば、スパンボンド)としてレイダウンさせると、ファイバーは、新規なファイバー層が前のファイバー層と接触する前は完全には固化せず、ファイバーが部分溶融する。布地をニードルまたはスパンレースして、ファイバーを交絡および固定してもよいし、ファイバーを熱結合してもよい。
【0026】
布地の特徴は結合されるTP間の結合の特徴をある程度決める。溶融TPが(使用される溶融ボンディング条件下で)布地のファイバーおよびその周囲へと浸透するのが難しいほど、布地はきつく製織されていないのが好ましい。従って、布地は比較的多孔性であるのが好ましい。しかしながら、布地があまりに多孔性だと、脆弱すぎる結合を形成する恐れがある。布地(ひいては布地に用いるファイバー)の強度および剛度は、形成された結合の強度およびその他特性をある程度決める。カーボンファイバーやアラミドファイバーのような高強度ファイバーが場合によっては有利である。
【0027】
理論に拘束されるものではないが、熱可塑性材料は、TPのISSシートへの機械的ロッキングによりISSシートの表面(少なくとも一部)に結合するものと考えられる。溶融ボンディング工程中、TPは表面の凹凸に、または気孔、空隙および/またはその他チャネル(存在する場合には)を通して実際には表面の下または表面を通過して「浸透」するものと考えられる。TPが固化すると、これらの凹凸、および存在する場合には、気孔、空隙および/またはその他チャネルの中および/または上に機械的にロックされる。
【0028】
第1および/または第2のTPに好ましい材料の1つの種類としては、「典型的な」TPがあり、これは、容易に架橋せず、融点および/またはガラス転移温度が約30℃を超える材料である。かかる典型的なTPが結晶の場合には、結晶融点が50℃以上であるのが好ましく、より好ましくは融解熱が2J/g以上、特に好ましくは5J/g以上である。TPがガラス状の場合には、ガラス転移点が50℃以上であるのが好ましい。場合によっては、融点またはガラス転移温度は、TPがその温度に達する前に分解するほど高い。かかるポリマーもまたTPとしてここでは含まれる。融点およびガラス転移温度は、ASTM法ASTMD3418−82を用いて測定する。融点は、溶解吸熱のピークとして取られ、ガラス転移温度は転移中点として取られる。
【0029】
かかる典型的なTPとしては、ポリ(オキシメチレン)およびそのコポリマー;PET、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,4−シクロヘキシルジメチレンテレフタレート)およびポリ(1,3−ポロピレンテレフタレート)のようなポリエステル;ナイロン−6,6、ナイロン−6、ナイロン−12、ナイロン−11および芳香族−脂肪族コポリアミドのようなポリアミド;ポリエチレン(例えば、低密度、鎖状低密度、高密度等のような全ての形態)、ポリプロピレン、ポリスチレン、ポリスチレン/ポリ(フェニレンオキシド)ブレンドのようなポリオレフィン、ポリ(ビスフェノール−Aカーボネート)のようなポリカーボネート;パーフルオロポリマー、およびテトラフルオロエチレンおよびヘキサフルオロプロピレンのコポリマーのような部分フッ素化ポリマー、ポリ(フッ化ビニル)、およびエチレンとフッ化ビニリデンまたはフッ化ビニルのコポリマーをはじめとするフルオロポリマー;ポリ(p−フェニレンスルフィド)のようなポリスルフィド;ポリ(エーテル−ケトン)、ポリ(エーテル−エーテル−ケトン)およびポリ(エーテル−ケトン−ケトン)のようなポリエーテルケトン;ポリ(エーテルイミド);アクリロニトリル−1,3−ブタジエン−スチレンコポリマー;ポリ(メチルメタクリレート)のような熱可塑性(メタ)アクリルポリマー;テレフタレート、1,4−ブタンジオールおよびポリ(テトラメチレンエーテル)グリコールからの「ブロック」コポリエステルおよびスチレンと(水素化)1,3−ブタジエンブロックを含有するブロックポリオレフィンのような熱可塑性エラストマー;およびポリ(塩化ビニル)、塩化ビニルコポリマーおよびポリ(塩化ビニリデン)のような塩素化ポリマーが挙げられる。(メタ)アクリレートエステルポリマーのようなイン・サイチュで形成されたポリマーも含まれる。ここに挙げた任意の種類のTPを、ここに挙げた任意のその他の種類のTPと本明細書に記載したプロセスにおいて、結合させて、好ましい組立品を作成してよい。単一種のポリマー(例えば、ポリオレフィン、ポリエチレンおよびポリプロピレン)を、2種類のポリマーが化学的に異質である限りは、本発明のプロセスにおいて結合してよい。1つの形態において、第1および第2のTPの一方または両方が典型的なTPであるのが好ましい。
【0030】
ISSを用いて結合されるTPの有用な対としては以下のものが挙げられる。
【0031】
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとポリオキシメチレンホモ−およびコポリマー、
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、(異なる)ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとのポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクヘキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]およびこれらの全てのコポリマー]、
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクヘキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、(異なる)ポリアミド(特にナイロン6,6、ナイロン−6、およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンをはじめとする)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]、および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとポリアミド[特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)、
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、(異なる)サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとのサーモトロピック液晶ポリマー、または
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、(異なる)フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとフッ素化ポリマー。
【0032】
「サーモトロピック液晶ポリマー」とは、参照により本明細書に援用される米国特許公報(特許文献9)に記載された通り、TOT試験またはその適切な修正版を用いて試験したときに異方性であるポリマーのことを意味する。有用なLCPとしては、ポリエステル、ポリ(エステル−アミド)およびポリ(エステル−イミド)が挙げられる。ポリマーのある好ましい形態は、「全て芳香族」である。すなわち、ポリマー主鎖にある基が全て芳香族(エステル基のような結合基を除く)であるが、副鎖には芳香族が存在していない。
【0033】
有用な熱硬化性(容易に架橋可能な)TPとしては、エポキシ樹脂、メラミン樹脂、フェノール樹脂、熱硬化性ポリウレタン樹脂および熱硬化性ポリエステル樹脂が挙げられる。これらの熱硬化性樹脂は、上に挙げた特定のTP樹脂または樹脂種類と組み合わせてもよい。本発明のある好ましい形態において、これらの熱硬化性樹脂は第1および第2のTPの一方または両方である。本発明の他の好ましい形態において、第1および第2のTPの一方が熱硬化性で、他方が典型的なTPである。
【0034】
ISSを異なる種類のTPのそれぞれの間で用いて結合を形成する限りは、3種類以上のTPを結合してもよい。例えば、3つの異なるTPのシートは、各TPシートの間にISSを入れ、組立品を(溶融)ラミネートしてTPとISSの間に溶融結合を形成することにより結合してもよい。これは、例えば、ベルトプレスの加熱カレンダロールにより実施してもよい。各TP対ISS表面のラミネーションは、連続または同時ヒートボンディングの組み合わせであってよい。
【0035】
溶融ボンディングは、数多くのやり方で実施される。例えば、ISSを射出成形金型の片側に押し付け、第1のTPを金型へ射出成形する。第1のTPが固化した後、第1のTPを含有する部品を取り外して、ISSの他の表面が露出している第2の金型に入れ、第2のTPをその金型で射出成形して、露出したISS表面を溶融結合する。第2のTPの固化後、結合した部品を金型から取り外す。このプロセスは、熱架橋性樹脂、およびこれらの樹脂が架橋(すなわち、熱硬化)するまで熱金型に保持された部品に用いてよい。このプロセスの変形において、異なるポリマーを、金型の適所に保持されたISSの2つの面で同時に射出成形してもよい。ISSは、真空、静電荷、機械等といった様々な公知の技術により金型の適所に保持される。
【0036】
他のプロセスにおいて、ISSを第1および/または第2のTPの表面にラミネートしてもよい。例えば、ロールラミネータを用いて、第1および第2のTPをISSの表面に結合してもよい。これは、連続または同時に行ってよく、第1および/または第2のTPがシートおよび/またはフィルムのとき特に有用である。ホットロールカレンダ加工および/またはベルトカレンダを用いてもよい。
【0037】
他のプロセスにおいて、圧縮金型を第1のTPで充填し、ISSを第1のTPの上部に置くか、または金型の片側に対向させる。金型を閉じ、加熱(または既に熱い)し、圧力を印加する。第2のTPを同様のやり方でISSの他の表面と接触させる。あるいは、第1のTPを金型に加え、ISSを上部(またはその側部)に置き、ISSの他の表面と接触するまで第2のTPを加える。金型を閉じ圧力を印加する。
【0038】
他のプロセスにおいて、異なるTPのフィルムをISSのいずれかの側に置いてから、組立品を熱形成機に入れる。そこでTPフィルムはシートを「通して」接合し、熱成形された形状の製品も製造される。このプロセスおよびその他同様のプロセス、特に、TPフィルムを用いるようなプロセスに、TPとISSの多数の層を用いてもよい。
【0039】
「溶接」を用いて、TP、特に典型的なTPをISSに溶融結合することもでき(ポリマー溶接の説明については、参照により本明細書に援用される(非特許文献3)、(非特許文献4)、(非特許文献5)、(非特許文献6)および米国特許公報(特許文献10)および米国特許公報(特許文献11)を参照のこと)、ISSがMPSの場合は好ましい。例えば、第1のTPは、射出成形によりISSに溶融結合してもよく、第2のTPは溶接によりISSの他の表面に結合してよい。あるいは、第1と第2のTPの両方をISSに連続または同時に溶接してもよい。超音波、スピン、電磁誘導(別個の電磁誘導加熱要素か、ポリマーフィラーとしての電磁誘導加熱材料による)、振動、ホットプレート(例えば、ホットツール)またはレーザー溶接のような標準TP溶接技術をこれらのプロセスに用いてもよい。好ましい溶接方法はレーザー、振動および超音波溶接である。
【0040】
ポリマー溶接において、結合する表面は、通常、互いに接触させて、押し合わせることが多い。ISSを用いた方法についても同じことが当てはまるが、ここでは、結合される部品の表面をISSの表面(当然のことながら結合される部品の間にある)と密着させる。多くの用途において、異種のポリマーを溶接しようとすると、異種の部品間のボンディングが乏しくなったり、ボンディングがなされないのが通常である。しかしながら、本発明の方法では、通常、良好な結合が得られる。これらの結合は強いばかりでなく、比較的漏れ(液体および気体)が少なく良好に封止されることが多く、これらの方法を用いて、特に圧力および/または真空下で液体および/または気体を取り扱うシステムを作ることができる。
【0041】
上記の方法の組み合わせを用いてもよい。例えば、第1のTPをISSの一表面にラミネートしてから、ISSの第2の表面を射出成形または圧縮成形プロセスにおいて第2のTPに溶融結合する。その他の組み合わせも当業者には明白である。
【0042】
上述した単一の溶融ボンディングプロセスまたはプロセスの組み合わせを用いて、本明細書に記載したような溶融結合された組立品の物品を作成してもよい。
【0043】
溶融ボンディングプロセスにおいて、ISSの粗面特徴は何であろうとも常に完全に破壊されず、かなり無傷のまま残ることが多い。例えば、ISSがTPを含む場合には、溶融ボンディングプロセスの温度によりそのTPが溶融して、ISSの凹凸が失われる。数多くの方法によりこれは回避することができる。第1および第2のTPを溶融するのに必要な温度は、ISSを含むTPの融点(ある場合には)および/またはガラス転移点が溶融ボンディングプロセス温度より高くなるよう、十分に低くてもよい。表面凹凸の喪失を回避する他の方法は、ISSを架橋熱硬化性樹脂または、例えば、金属のような高融点の他の材料から作成することである。ISSがTPを含む場合には、融点/ガラス転移温度以上だとTPは殆んど流れないほど粘性であってもよい。粘性は、大量のフィラーを用いる、かつ/または、超高分子量のポリエチレンのような非常に高分子量のTPを用いると増大する。例えば、好ましいISSのある種類において、好ましくは、熱可塑性材料でできたMPSでは、熱可塑性材料の重量平均分子量は約500,000以上、より好ましくは約1,000,000以上である。かかる高分子量で得られるTPのある有用な種類はポリエチレンであり、ISS、好ましくはMPSについては好ましいTPである。高融点またはガラス転移温度のTPをボンディングするときに粗表面特徴の喪失を防ぐ他の方法は、ISSを高温に晒す時間を最小にすることであり、そうすればTPが粗面に「浸透」する時間が短くなり、粗面が喪失するだけの十分な熱伝達時間はない。これらの方法のいくつかを組み合わせると、さらにISSの表面凹凸の喪失を防ぐことができる。
【0044】
結合した構造が形成されたら、多くの場合、結合された界面が構造中で弱点にはならない。すなわち、多くの場合、2種類のTPを互いに剥がそうとすると(溶融ボンディングプロセス中のTP)、TPまたはISSのうち一方が凝集破壊する。これは、材料の本来の強度が、結合された組立品の弱点であることを示している。
【0045】
本明細書に記載したポリマーは、TPおよび/またはISSのポリマーのいずれか、特に、TPは、例えば、フィラー、強化剤、酸化防止剤、顔料染料、難燃剤等、通常かかるポリマーに含まれる材料を、かかる組成に通常用いられる量で含有していてもよい。
【0046】
結合したTP物品は、2種類のTPを組み合わせた最良の属性を組み合わせられることから有用であることが多い。例えば、自動車燃料タンク本体は、低コストで物理的な強度のためにポリエチレンであることが多いが、他のTP成分、例えば、ポリオキシメチレンとそのコポリマーとして、剛性、靭性、耐クリープ性、耐疲労性、スナップフィット性、帯電防止性および耐燃料性のような燃料タンクに必要なその他の属性が付加される。異なるTPでできているとき、これらの成分を本明細書に記載した方法により結合してもよい。同じく燃料システムにある、これらの同じ特性を利用するその他の用途としては、燃料バルブ、燃料システムの固定具、燃料パイプ(剛性および可撓性)、燃料計部品、燃料噴射器、燃料ポンプおよびこれらの商品のコンポーネントが挙げられる。
【0047】
ポリ(オキシメチレン)とコポリマーを含むその他の用途はコンベヤリンクである。ポリ(オキシメチレン)は、低い摩擦係数、高い耐摩耗性および機械的強度のためにコンベヤに好ましい材料である。ポリ(オキシメチレン)コンベヤリンクの上部表面として、熱可塑性エラストマーのような高摩擦材料が望ましい領域もある。本発明のプロセスはかかる組み合わせを提供するものである。
【0048】
ISSを用いて結合されるその他の有用な種類のTPポリマー対は、比較的硬いTPと比較的柔らかいTPである。比較的柔らかいTPとしては、可塑化ポリ(塩化ビニル)、熱可塑性エラストマーおよびその他同様の材料といった可塑化材料が挙げられる。硬いTPとしては、ポリオキシメチレン、ポリ(エチレンテレフタレート)、ナイロン−6および−6,6のような代表的な半結晶およびガラス状TPが挙げられる。このように、この組み合わせの軟性ポリマーは、例えば、電動工具ハンドル、歯ブラシ、スポーツ用具、ダッシュボードや様々な種類のノブといった衝撃を受ける表面に、心地良い感触の柔らかいタッチを与えたり、コンベヤ、ローラ、ハンドル、容器や保管ゾーンのライニング、瓶の蓋のような封止物、弁およびコネクタに高摩擦面を与えたり、皿洗い機、衣類洗濯機および衣類乾燥機のような器具のライナ等防音または防振を与えることができる。全ての場合において、硬性ポリマーは、それを用いると高強度またはその他良好な構造特性を与える。
【0049】
他の用途は、TPを、本願特許出願人より入手可能なシーラー(Selar)(登録商標)バリア樹脂のようなTPバリア樹脂にボンディングするものである。このように、ポリエチレンのようなやや透過性の樹脂は、ISSを用いてバリア樹脂に結合して、水や酸素のような特定の材料にあまり透過性でない部品を作成してもよい。これは、管、瓶、タンク、カーボイ、ドラムのような「容器」および同様の商品に有用である。バリア樹脂は、容器の内側または外側に結合してもよいし、中間層であってもよい。
【0050】
融点およびガラス転移温度は、ここでは、ASTM法D3418を用いて測定する。融点は、溶融吸熱の最大として取り、ガラス転移温度は転移の中点として取った。融点およびガラス転移温度は、第2の熱で測定する。
【0051】
実施例(比較例)においては、以下の略称および材料を用いている。
アラトン(Alathon)(登録商標)M6060−米国、テキサス州ヒューストンのエクイスターケミカルズ(Equistar Chemicals,Houston,TX,USA)より入手可能なHDPE。
【0052】
デルリン(Delrin)(登録商標)100−本願特許出願人より入手可能な高粘度アセタールホモポリマー。
【0053】
デルリン(Delrin)(登録商標)500P−本願特許出願人より入手可能な中粘度アセタールホモポリマー。
【0054】
デルリン(Delrin)(登録商標)511P−本願特許出願人より入手可能な有核中粘度アセタールホモポリマー。
【0055】
HDPE−高密度ポリエチレン。
【0056】
ハイトレル(Hytrel)(登録商標)4069−本願特許出願人より入手可能な公称ショアD硬度が60のポリ(ブチレンテレフタレート)ポリ(テトラメチレンエーテルグリコールテレフタレート)熱可塑性エラストマー。
【0057】
LCP1−3部の4,4’−ビフェノール、37部のエチレングリコール、40部のテレフタル酸および60部の4−ヒドロキシ安息香酸でできた(部は全てモル部である)コポリマー。
【0058】
LCP2−2部の4,4’−ビフェノール、28部のエチレングリコール、30部のテレフタル酸と、50部の4−ヒドロキシ安息香酸および20部の4−ヒドロキシ−2−ナフトエ酸でできた(部は全てモル部である)コポリマー。
【0059】
ルポレン(Lupolen)(登録商標)4261AQ444は、オランダ、ホールトドルプMS2132、バセルNV(Basell NV,2132MS Hoofddorp,Netherlands)より入手可能なHDPE(天然色)である。
【0060】
P−圧力。
【0061】
PP−米国、メリーランド州、エルクトンのバセルポリオレフィン(Basell Polyolefins,Elkton,MD,USA)より販売されているポリプロピレン、プロファックス(Profax)(登録商標)6823。
【0062】
ソンタラ(Sontara)(登録商標)8000−本願特許出願人より入手可能なポリ(エチレンテレフタレート)スパンレースヒドロエンタングルNWF、40g/m2。
【0063】
ポナフレックス(Ponaflex)(登録商標)S650A−ドイツのプラストレン社(Plastolen GmbH,Germany)より入手可能なショアA硬度が50のブロックスチレン−ブタジエン−スチレン熱可塑性エラストマー。
【0064】
テスリン(Teslin)(登録商標)SP700−米国、ペンシルバニア州ピッツバーグのPPGインダストリーズ(PPG Industries,Pittsburgh,PA,USA)より入手可能な、高分子量のポリエチレンと大量の沈降シリカを含有する厚さ0.18mmの微孔性シート(同様の好適な材料はミスト(MiST)(登録商標)という商品名で入手可能である)。
【0065】
タイベック(Tyvek)(登録商標)−本願特許出願人より入手可能なスパンボンドポリエチレン不織布。
【0066】
接着試験を(0°)剪断モードで行った。インストロン(Instron)(登録商標)4024ロードフレーム機を用いて、材料Bの端部を上部ジョーに留めた。材料Bの一部を組立品のこの部分から機械的に取り外した後、材料Aを下部ジョーに留めて、下部ジョーが材料Aのみを掴むようにした。引張り速度は50mm/分であった。
【実施例】
【0067】
(実施例1〜4)
従来の二成分2バレル射出成形機(エングル(Engel)2C ES500H/200 1750HL−2F)で試料を調製した。バレルを互いに直角で水平に配置した。NWFをキャビティの片側(固定)に挿入し、金型を閉じ、材料Aをキャビティに注入した。射出成形部品の片側がNWFにカバーされた。金型を開け、回し(回転させ)て再び閉じ、NWF(Aが「裏打された」)がキャビティ表面の一方を形成した。材料Bをキャビティへと射出成形して、NWFの第2の側をカバーして溶融ボンディングした。材料BおよびNWFストリップを材料Aの幅の中心へ成形し、材料Bの一端を接合試験用のタブを形成するために、材料Aの端部を超えるように成形した。冷却後、部品を取り出した。この場合、材料Aの形状は矩形板で、寸法は140×40×3mmであった。NWFは約140×40mmの矩形ストリップで、Aの大きな成形面をカバーしていた。Bの形状は寸法125×20×2mmの板で、Aの領域の一部のみをカバーしていた。材料および結果を表1に示す。表1aに、これらの実施例の射出成形パラメータを挙げる。成形温度は全て74℃であった。
【0068】
【表1】

【0069】
【表2】
【0070】
(実施例5〜10)
これらの組み合わせを、実施例1〜4に記載したのと同じやり方で作成し試験した。材料および結果を表2に示す。成形条件を表2aに示してある。成形温度は全て74℃であった。
【0071】
【表3】
【0072】
【表4】
【0073】
(比較例A)
LCP1フィルム(約2.5×6.4cm×厚さ約75〜100μm)の矩形片とHDPEの同様なサイズのフィルムをヒートシール機のシーリングバーの間に入れた。この機械は、フィルムを加熱して、圧力下で衝撃シーリング可能であった(衝撃ヒートシーラー「インパルスオートシーラー(Impulse Autosealer)」、600W、台湾、Lt.のTEWエレクトリックヒーティング社(TEW Electric Heating Co.,Lt.,Taiwan)製)。加熱およびクランプ機構をオンにして、即時の加熱および圧力が約1.5〜2秒で加わった。機械から取り出した後、フィルムは分解された(すなわち、接着しなかった)。
【0074】
(実施例15)
表面に露出した多くのけば立ったファイバーを有するソンタラ(Sontara)(登録商標)8000の5×5cm×厚さ50μmの片を、それぞれ5×10cm×厚さ約100μmのLCP1のフィルムとHDPE2のフィルムの間に入れた。この組成物をヒートシール機のシーリングバーの間に入れ、ヒートクランプ機構を約1〜2秒でオンにした。機械から取り出した後、LCPとHDPEのフィルムを、ソンタラ(Sontara)(登録商標)の中間層を通して互いに結合した。2枚のフィルムを剥がそうとしても、中間NWFが凝集破壊するまで、手で分離することはできなかった。
【0075】
(実施例16)
厚さ約100μmのデルリン(Delrin)(登録商標)100フィルムをLCP1フィルムの代わりに用いた以外は実施例15の手順に従った。機械から取り出した後、デルリン(Delrin)(登録商標)100とHDPEのフィルムを、ソンタラ(Sontara)(登録商標)の中間層を通して互いに結合した。2枚のフィルムを剥がそうとしても、中間NWFが凝集破壊するまで、手で分離することはできなかった。
【0076】
(比較例B)
厚さ約200μmのデルリン(Delrin)(登録商標)100フィルムをLCP1フィルムの代わりに用いた以外は比較例Aの手順に従った。機械から取り出した後、フィルムは分解された(すなわち、接着しなかった)。
【0077】
(実施例17〜22)
それぞれ厚さ約200μmのTPの正方形のフィルム(約15.2×15.2cm)をNWFのいずれかの側に置いた。この組成物をパサデナプレス(Pasadena Press)(型番SP210C、現在、米国、インディアナ州エディンバラのテック−ツール社(Tec−Tool Inc.,Edinburgh,IN,USA))のプラテン(および非粘着性材料でコートされたAlホイルシート)の間に入れた。このプラテンはLCP1については205〜210℃まで、デルリン(Delrin)(登録商標)100については220℃まで予熱させておいた。他のポリマーについての温度はポリマーが溶融するように設定した。2分の予熱後、圧力(約6.9〜約13.8MPa)を約2分間印加して、冷水の循環によりプラテンを冷却した。試料の除去後、接着力を手で試験した。組成および結果を表3に示す。これらのラミネートの厚さは合計で約350〜300μmであった。
【0078】
【表5】
【0079】
(比較例C)
実施例13〜88の手順を用いて、ポリ(エチレンテレフタレート)フィルムをLCP2の層とデルリン(Delrin)(登録商標)100の層の間に入れ、パサデナプレス(Pasadena Press)に入れた。プレスから取り出した後、層の間に接着力はなかった。
【0080】
(比較例D)
実施例13〜18の手順を用いて、封筒用に作成されたタイベック(Tyvek)(登録商標)ポリエチレンNWFの層をデルリン(Delrin)(登録商標)100の2枚のフィルムの間に入れた。パサデナプレス(Pasadena Press)にて熱および圧力を加えて、プレスから取り出した後、層の間に接着力はなかった。タイベック(Tyvek)(登録商標)NWFは溶融した。
【0081】
(実施例19)
実施例13〜18の手順の後、LCP2(厚さ125μm)のフィルムおよびソンタラ(Sontara)(登録商標)8000をパサデナプレス(Pasadena Press)にて熱および圧力を加え、冷却してから取り出した。HDPE(厚さ100〜125μm)の層を、ラミネートのソンタラ(Sontara)(登録商標)側(LCP2の逆側)に押し付け、構造体にパサデナプレス(Pasadena Press)にて熱および圧力を加えた。プレスから取り出した後、LCPとHDPEフィルムの両方は良好に結合されていた。
【0082】
(実施例20)
実施例13〜18の手順と同様に、ソンタラ(Sontara)(登録商標)8000の約30.5×30.5cmの正方形片を、LCP2のフィルムとHDPEのフィルムの間に入れた。プレスにて熱および圧力を加えた後、ラミネートを取り出した。ラミネートを熱形成ユニット(米国、ニューヨーク州バレーコテージのハイドロトリム社(Hydrotrim Corp.,Valley Cottage,NY,USA)製のハイドロトリム(Hydrotrim)(登録商標)型番1620熱形成機)に入れ、約300℃まで加熱し、熱形成した。金型の形状は小さな皿(直径5.1cm×深さ2.5cm)であった。ラミネートを金型の形状へと熱形成し、金型キャビティを複製した。
【0083】
(実施例21〜31)
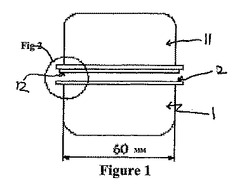
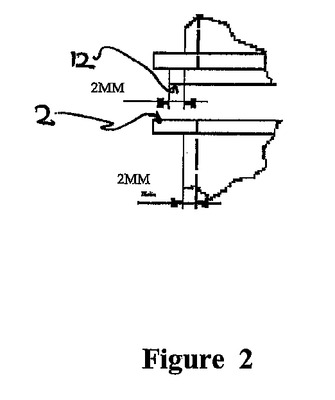
これらの実施例で結合するポリマーはデルリン(Delrin)(登録商標)511Pおよびルポレン(Lupolen)(登録商標)4261であった。これらを図1に示す試験部品へと射出成形した。デルリン(Delrin)(登録商標)は1、ルポレン(登録商標)は11である。図1において、1および11は、片側の幅が約60mmの正方形の「半箱」の側面図である。開いた側の表面からの各箱の深さは約30mmである。箱の端部は全て丸められており、壁の厚さは約2mmである。1は幅約6mmの合わせ面2を有している。11は幅約2mmで、箱の開いた面の底部表面から約2mm隆起した合わせ面12を有している。図1に示す寸法は全てmmである。図1の11および12に近い部分の詳細な図をまた図2に示す。
【0084】
テスリン(Teslin)(登録商標)700SP片を合わせ面2(このテスリン(Teslin)(登録商標)片はタブを有しており、ロボットアームで金型の適所に配置可能であった)の形状へと切断し、1を射出成形して、テスリン(Teslin)(登録商標)を(合わせ面2の)金型に挿入し、金型から取り出すと、デルリン(Delrin)(登録商標)部品1のテスリン(Teslin)(登録商標)は合わせ面2に固着していた。11をルポレン(Lupolen)(登録商標)から成形し、合わせ面12を2に取り付けたテスリン(Teslin)(登録商標)と接触させた。この組立品をブランソン(Branson)(登録商標)2400振動溶接機(米国、コネチカット州ダンブリー、06813のブランソンウルトラソニック社(Branson Ultrasonic Corp.,Danbury,CT 06813,USA))に入れた。この機械を、最大振幅1.75mm(ピークからピーク)および閉鎖圧力1000〜6000Nで240Hzで操作した。
【0085】
溶接後、溶接面から離してドリルで2つの穴を開け、固定具を取り付け、部品を油で充填して、内部圧縮した。部品を試験機に入れ、徐々に部品の内部を160バールまで加圧し、150℃まで加熱した。ただし、本実施例は23℃で試験した。溶接条件および試験結果を表4に示す。表4において、以下の定義が適用される。
「破裂圧力」とは、溶接が破壊された試験圧力のことを意味する。
「圧力装置」とは、ブランソン(Branson)(登録商標)2400空気圧シリンダーにおける圧力のことを意味する。
「力」とは、溶接を形成するのに用いる圧力である。
「圧力結合」は、溶接結合部の実際の圧力である。
「溶接時間」は、溶接を形成するのに用いる秒数である。
「振幅」は振動の振幅であり、「崩壊」はポリマーの溶解および溶接の形成により崩壊した片の距離である。
【0086】
溶接は、両片が同様の材料、例えば、デルリン(Delrin)(登録商標)またはルポレン(Lupolen)(登録商標)で、テスリン(Teslin)(登録商標)を存在させずに同様の条件で行ったところ、良好な溶接がなされた。しかしながら、デルリン(Derlin)(登録商標)およびルポレン(Lupolen)(登録商標)(すなわち、異なる材料)をテスリン(Teslin)(登録商標)なしで溶接すると、形成された「溶接」は実質的に強度がなかった。
【0087】
溶接をまた、テスリン(Teslin)(登録商標)をデルリン(Delrin)(登録商標)部品に固着させずに、組立品を合わせるときに、単に合わせ面2と12の間に挿入する同様の条件で行ったところ良好な溶接強度が得られた。
【0088】
【表6】
【0089】
(実施例32〜37)
これらの実施例において、デルリン(Delrin)(登録商標)511BK402(0.3重量パーセントのカーボンブラックを含有するデルリン(Delrin)(登録商標)511P)を、テスリン(Teslin)(登録商標)SP700を微孔性層として用いて、ルポレン(Lupolen)(登録商標)4261AQ444(天然着色HDPE)に結合した。この例では、デルリン(Delrin)(登録商標)とルポレン(Lupolen)(登録商標)を半箱1へと射出成形し、実施例21〜31に記載した通り、テスリン(Teslin)(登録商標)を射出成形プロセス中にデルリン(Delrin)(登録商標)部品へ「取り付け」た。デルリン(Delrin)(登録商標)部品(テスリン(Teslin)(登録商標)によりカバーされた)とルポレン(Lupolen)(登録商標)の合わせ面2を、その間にあるテスリン(Teslin)(登録商標)シートと接触させた。
【0090】
ボンディング方法はポリマーレーザー溶接であった。ノボラス(Novolas)(登録商標)Cレーザー溶接機(スイス、ザルネン6060のライスタープロセステクノロジーズ(Leister Process Technologies,6060 Sarnen,Switzerland)を用いた。この機械は、40W(最大出力)の940nmダイオードレーザーを備えており、最大溶接速度150mm/sが可能であった。溶接する組立品を留め、結合する表面をレーザーに露光した。レーザービームをまずルポレン(Lupolen)(登録商標)HDPEの表面で組立品と接触させ、そのポリマーはテスリン(Teslin)(登録商標)までおそらく通過して、残りのレーザー出力を黒色デルリン(Delrin)(登録商標)により吸収させた。溶接条件および結果を表5に示す。表5において、以下の定義が適用される。
「レーザー出力」は、レーザーのワットでの出力設定である。
「最大速度」は、溶接の際のmm/sでのレーザービーム速度である。
「距離」は、最後のレーザーレンズ要素からデルリン(Delrin)の表面までのmmでの距離である。
「結合幅」はレーザービームのmmでの幅である。
「圧力結合」は形成される結合に印加される圧力である。
「破裂圧力」は表4に定義したのと同様である。
【0091】
全ての場合において、溶接を形成したとき、ポリマーの崩壊はなかった。全ての場合において、破裂圧力は実施例21〜31に記載された通りにして求めた。
【0092】
【表7】
【0093】
(実施例38)
破裂圧力試験組立品は、実施例21〜31に用いたのと同様のやり方で振動溶接した。圧力装置は1.9バール、力は1500N、圧力結合は3.2MPa、溶接時間は6s、振幅は1.50mm、崩壊は1.6mmであった。成形部品としての組立品の破裂圧力は8.0バールであった。5つの組立品を、M15燃料(42.5%のトルエン、42.5%のn−オクタンおよび15%のメタノールの組成を有すると報告されている。パーセンテージは全て体積パーセントである)で1000h、60℃にてエージングさせた。過剰の燃料を組立品から除去した後、破裂圧力について試験した。5つの組立品の平均破裂圧力は6.5±1.5バール(標準偏差)であった。破裂圧力のこの優れた保持は、これらの振動溶接結合がM15燃料で良好な安定性を有し、燃料含有システムのコンポーネントに用いるのに好適であることを示している。
【0094】
従って、本発明によれば、ここに規定した目的および利点を完全に満足する、間に凹凸面を有する熱可塑性シートを用いて異なる熱可塑性ポリマーをボンディングする物品および方法が提供されることが明らかである。本発明を特定の実施形態について説明してきたが、多くの変形、修正および変更が当業者に明白であることは明らかである。従って、本発明の精神および範囲内に含まれる全てのかかる変形、修正および変更が包含されるものとする。
【図面の簡単な説明】
【0095】
【図1】溶接接合および破裂圧力試験用の組立品を形成するのに用いる射出成形部品の本発明の一実施形態を示す。
【図2】図1の合わせ面の拡大図を示す。
【技術分野】
【0001】
異なる熱可塑性ポリマーが、凹凸面を有するシートの表面に各ポリマーを溶融ボンディングすることにより接合される。
【背景技術】
【0002】
熱可塑性ポリマー(TP)は重要な商品であり、多くの異なる種類(化学組成)およびそのブレンドが多数の用途について製造されている。2種類以上の異なるTPを同じ装置または装置の一部に用いるのが、例えば、それらが異なる特性を有しているために望ましいことがある。多くの場合、2種類(以上)のTPを接合するのが望ましい。これは、メカニカルファスナまたはスナップフィットファスニングのような多くの方法により行えるが、最も単純で最も安価な方法はある種のボンディングプロセスである。これには、接着剤または相容性のある接着層の使用、または熱可塑性材料を単に溶融して、溶融しながら互いに接触させることが挙げられる。場合によっては、相容剤を1種類以上のTPに添加してかかるボンディングを改善してもよい。
【0003】
しかしながら、ほぼ全てのTPは互いに極めて不相容性であるのが周知であり、有効な接着剤または相容剤を見出すことは難しいことが多く、単純に互いを溶融ボンディングすることは通常はほとんど機能していない(結合強度がほとんど、または全く得られない)。このように、多くの場合、異なるTPを結合する単純で安価な方法が利用できていない。
【0004】
米国特許公報(特許文献1)には、特定の組成の微孔性ポリオレフィン層をTPのような非多孔性材料で融解ボンディングすることにより形成された多層物品が記載されている。ポリオレフィン層材料を用いて、2種類以上の異なるTPを結合することには触れられていない。
【0005】
不織布(NWF)も木材やポリエチレンのような異なる材料を結合するのに用いられてきた。例えば米国特許公報(特許文献2)では、NWFを粉末接着剤で含浸して、接着剤を溶融することによりNWFに結合している。このシートを用いて、NWFの接着剤を溶融することにより、「ビニルおよび/または布地カバーおよび金属、プラスチック、ゴムおよび木材をはじめとする様々な表面」を結合している。しかしながら、2種類のTPを結合することには特に触れられていない。
【0006】
米国特許公報(特許文献3)には、ゴムを微孔性シート表面に「融解」し、この組立品を露出した微孔性シートの未コート側で射出成形金型に配置し、プロピレンを金型に射出成形する実施例(実施例19)が挙げられている。この特許には、2種類の異なる熱可塑性材料および熱硬化性樹脂を接合することは開示されてない。
【0007】
(非特許文献1)には、ポリプロピレンを微孔性シートの両側に成形できることが報告されている。かかるシートを用いて2種類の異なる熱可塑材料を接合することは開示されていない。
【0008】
【特許文献1】米国特許第4,892,779号明細書
【特許文献2】米国特許第6,136,732号明細書
【特許文献3】米国特許第6,544,634号明細書
【特許文献4】米国特許第3,351,495号明細書
【特許文献5】米国特許第4,698,372号明細書
【特許文献6】米国特許第4,867,881号明細書
【特許文献7】米国特許第4,874,568号明細書
【特許文献8】米国特許第5,130,342号明細書
【特許文献9】米国特許第4,118,372号明細書
【特許文献10】米国特許第5,893,959号明細書
【特許文献11】米国特許第6,447,866号明細書
【非特許文献1】S.シュワルツ(S.Schwarz)らによる1997年10月Novi.,MI、第4回国際会議「自動車のTPO‘97(TPOs in Automotive ‘97)」「ミスト(商標)テクノロジー−界面接着の新しい手法(MistTM Technology − A New Approach to Interfacial Adhesion)」
【非特許文献2】I.バトラー(I.Butler)、不織布ハンドブック、(The Nonwoven Fabrics Handbook)、ノースカロライナ州ケーリーの不織工業協会(Association of the Nonwoven Fabrics Industry, Cary, NC)、1999年
【非特許文献3】V.K.ストークス(V.K.Stokes)、ANTEC’89、442−445頁
【非特許文献4】V.K.ストークス(V.K.Stokes)、Polym.Eng.Sci.、第40巻、2175−2181頁(2000年)
【非特許文献5】C.J.ノンホフ(C.J.Nonhof)ら、Polym.Eng.Sci.、第36巻、1177−1183頁(1996年)
【非特許文献6】エンジニアードマテリアルズハンドブック(Engineered Materials Handbook)、第2巻、エンジニアリングプラスチックス(Engineering Plastics)、ASMインターナショナル(ASM International)、オハイオ州メタルパーク(Metal Park,OH.)、1988年、721頁および724−725頁
【発明の開示】
【課題を解決するための手段】
【0009】
本発明は、第1の側と第2の側とを有する熱可塑性または架橋熱硬化性樹脂を含有するシートを含む物品であって、前記シートの第1の側に溶融結合された第1の熱可塑性材料と、前記シートの第2の側に溶融結合された第2の熱可塑性材料とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なる物品に関する。
【0010】
本発明はまた、(a)熱可塑性または架橋熱硬化性樹脂を含むシートの第1の側に前記第1の熱可塑性樹脂を溶融結合する工程と、
(b)前記シートの第2の側に前記第2の熱可塑性材料を溶融結合する工程とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なる、第1の熱可塑性材料と第2の熱可塑性材料が互いに結合された物品を形成する方法にも関する。
【0011】
添付の図面に関連した本発明の詳細な説明から本発明をより完全に理解できるであろう。
【0012】
本発明を好ましい実施形態に関連して記載してきたが、本発明をその実施形態に限定することを意図するものではないと考えられる。逆に、添付の特許請求の範囲により定義される本発明の精神および範囲内に含まれる全ての変形、修正および等価物が含まれるものとする。
【発明を実施するための最良の形態】
【0013】
以下の定義は、本明細書および添付の特許請求の範囲の中でどのように用いられているかに従う基準として与えられている。
「シート」とは、表面のうち2つが、他の外部表面のいずれかの表面積の少なくとも約2倍、より好ましくは少なくとも約10倍である材料形状のことを意味する。この定義には、15cm×15cm×厚さ0.3cmの寸法のシート、および15cm×15cm×厚さ0.2mmのフィルムが入る。多くの場合、後者(フィルムと呼ばれることが多い)は可撓性で、ドレープ性があって、凹凸面に沿うようにできる。シートの最低厚さは、好ましくは約0.03mm、より好ましくは約0.08mm、特に好ましくは約0.13mmである。シートの最大厚さは、好ましくは約0.64mm、より好ましくは約0.38mm、特に好ましくは約0.25mmである。好ましい最低厚さを好ましい最大厚さと組み合わせて好ましい厚さ範囲を形成することができるものと考えられる。
【0014】
「凹凸面」とは、表面が、表面およびその凹凸に流れ込む溶融材料に機械的にロックするのを補助する凹凸を有していることを意味し、溶融材料が後に固化すると、材料が凹凸面に機械的にロックされる(すなわち、結合される)。
【0015】
「樹脂」とは、天然または人造(合成)のポリマー材料のことを意味する。合成材料が好ましい。
【0016】
「凹凸面シート(ISS)」とは、「凹凸面」を有するシートのことを意味する。
【0017】
「溶融ボンディング」とはTPが溶融することを意味し、「溶融」とは、結晶TPが約最高融点またはそれより高く加熱され、一方、アモルファス熱可塑性材料が最高ガラス転移温度を超えて溶融されることを意味する。溶融中、TPはISSの適切な面と接触配置される。この接触中、通常、ある程度の圧力(すなわち、力)がかかって、TPがISS表面の気孔または凹凸のいくつかに流れ、恐らく浸透する。TPを冷却させると、固体となる。
【0018】
「熱可塑性材料(TP)」とは、ISSに溶融結合する前および溶融結合中は溶融可能であるが、最終形態は固体である材料で、結晶またはガラス状(従って、一般的にはエラストマーで、融点および/またはガラス転移温度がある場合には周囲温度より低く、TPには含まれないが、熱可塑性エラストマーはTPに含まれる)である。このように、ポリエチレンのような一般的(すなわち「典型的」)なTPポリマーのことを意味する。熱硬化(架橋)前、すなわち、溶融可能で、溶融状態で流れる熱硬化性ポリマーのことも意味する。熱硬化は、溶融ボンディングがなされた後、恐らく、溶融ボンディングがなされたのと同じ装置で、恐らく熱硬化性樹脂を単にさらに加熱してガラス状および/または結晶の樹脂を形成することによりなされる。有用な熱可塑性エラストマーとしては、ポリエーテル軟質セグメントを備えたブロックコポリエステル、スチレン−ブタジエンブロックコポリマー、および熱可塑性ポリウレタンが挙げられる。
【0019】
TPが「異なる」とは、異なる化学組成を有することを意味する。異なる熱可塑性材料としては、ポリエチレン(PE)とポリプロピレン、ポリスチレンとポリ(エチレンテレフタレート)(PET)、ナイロン−6,6−とポリ(1,4−ブチレンテレフタレート、ナイロン−6,6とナイロン−6、ポリオキシメチレンとポリ(フェニレンスルフィド)、ポリ(エチレンテレフタレート)とポリ(ブチレンテレフタレート)、ポリ(エーテル−エーテル−ケトン)とポリ(ヘキサフルオロプロピレン)(パーフルオロメチルビニルエーテル)コポリマー)、サーモトロピック液晶ポリエステルと熱硬化性エポキシ樹脂(架橋前)、および熱硬化性メラミン樹脂(架橋前)と熱硬化性フェノール樹脂(架橋前)が例示される。異なる熱可塑性材料はまた、同じ熱可塑性材料のブレンドも含むが、異なる比率であり、例えば、85重量パーセントのPETと15重量パーセントのPEのブレンドは35重量パーセントのPETと65重量パーセントのPEのブレンドとは異なる。同様に、異なるには、他のコモノマーの存在および/または量の差が含まれ、例えば、PETはポリ(エチレンイソフタレート/テレフタレート)とは異なる。
【0020】
「結合」とは、多くの場合、永続的に、互いに、かつ/または材料の間のISSに付加した材料のことを意味する。一般的に、ISS以外に、他の接着剤または同様の材料はボンディングプロセスにおいては用いない。
【0021】
ISSシートは多くのやり方で形成された凹凸面を有する。布地、例えば、織、編または不織布、紙、発泡、特に、連続気泡および/またはマイクロセルラー泡、例えば、サンドブラストや、紙やすりやサメ皮等といった研磨材により形成された粗面を備えたシート、微孔性シート(MPS)である。ISSの好ましい形態は、布地、特に不織布(NWF)および微孔性シート(MPS)である。
【0022】
「微孔性」とは、少なくとも約20体積パーセント、より好ましくは少なくとも約35体積%の気孔を備えた材料、通常、熱硬化性または熱可塑性ポリマー材料、好ましくは熱可塑性材料である。体積パーセンテージは高いことが多く、例えば、約60体積%〜約75体積%の気孔である。多孔性は次式に従って求める。
「多孔性」=100(1−d1/d2)
式中、d1は、試料を秤量し、その重量を、試料の寸法から求められる試料の体積で除算することにより求めた多孔性試料の実際の密度である。値d2は、試料に空隙や気孔がないと仮定して、試料成分の量および対応の密度を用いて公知の計算により求められた試料の「理論」密度である。多孔性の計算の詳細については、参照により本明細書に援用される米国特許公報(特許文献1)にある。微孔性材料は相互接続気孔を有しているのが好ましい。
【0023】
MPSは、参照により本明細書に援用される米国特許公報(特許文献4)、米国特許公報(特許文献5)、米国特許公報(特許文献6)、米国特許公報(特許文献7)および米国特許公報(特許文献8)に記載された方法により作成してよい。好ましい微孔性シートは、参照により本明細書に援用される米国特許公報(特許文献1)に記載されている。多くの微孔性シートと同様に、この特許のシートは大量の微粒子材料(フィラー)を有している。この特定の種類のシートは、ポリエチレンから作成されており、その多くは鎖状超高分子量ポリマーである。
【0024】
「布地」とは、ファイバーでできたシート状材料である。ファイバーから作成される材料は、合成(人造)であっても天然であってもよい。布地は、織布、編布または不織布であってよいが、不織布が好ましい。布地に有用な材料としては、綿、ジュート、セルロース、ウール、ガラスファイバー、カーボンファイバー、ポリ(エチレンテレフタレート)、ナイロン−6、ナイロン−6,6および芳香族−脂肪族コポリアミドのようなポリアミド、ポリ(p−フェニレンテレフタルアミド)のようなアラミド、ポリプロピレン、ポリエチレン、サーモトロピック液晶ポリマー、フルオロポリマーおよびポリ(フェニレンスルフィド)が挙げられる。
【0025】
布地は、製織やニッティングのような公知の布地製造技術により製造することができる。しかしながら、好ましい布地種類はNWFである。NWFは、参照により本明細書に援用される(非特許文献2)に記載された方法により作成することができる。本発明においてNWFを製造するのに有用な種類のプロセスとしては、スパンボンドと溶融ブローンが挙げられる。一般的に、NWFのファイバーは、互いにある関係で固定される。NWFが溶融TP(例えば、スパンボンド)としてレイダウンさせると、ファイバーは、新規なファイバー層が前のファイバー層と接触する前は完全には固化せず、ファイバーが部分溶融する。布地をニードルまたはスパンレースして、ファイバーを交絡および固定してもよいし、ファイバーを熱結合してもよい。
【0026】
布地の特徴は結合されるTP間の結合の特徴をある程度決める。溶融TPが(使用される溶融ボンディング条件下で)布地のファイバーおよびその周囲へと浸透するのが難しいほど、布地はきつく製織されていないのが好ましい。従って、布地は比較的多孔性であるのが好ましい。しかしながら、布地があまりに多孔性だと、脆弱すぎる結合を形成する恐れがある。布地(ひいては布地に用いるファイバー)の強度および剛度は、形成された結合の強度およびその他特性をある程度決める。カーボンファイバーやアラミドファイバーのような高強度ファイバーが場合によっては有利である。
【0027】
理論に拘束されるものではないが、熱可塑性材料は、TPのISSシートへの機械的ロッキングによりISSシートの表面(少なくとも一部)に結合するものと考えられる。溶融ボンディング工程中、TPは表面の凹凸に、または気孔、空隙および/またはその他チャネル(存在する場合には)を通して実際には表面の下または表面を通過して「浸透」するものと考えられる。TPが固化すると、これらの凹凸、および存在する場合には、気孔、空隙および/またはその他チャネルの中および/または上に機械的にロックされる。
【0028】
第1および/または第2のTPに好ましい材料の1つの種類としては、「典型的な」TPがあり、これは、容易に架橋せず、融点および/またはガラス転移温度が約30℃を超える材料である。かかる典型的なTPが結晶の場合には、結晶融点が50℃以上であるのが好ましく、より好ましくは融解熱が2J/g以上、特に好ましくは5J/g以上である。TPがガラス状の場合には、ガラス転移点が50℃以上であるのが好ましい。場合によっては、融点またはガラス転移温度は、TPがその温度に達する前に分解するほど高い。かかるポリマーもまたTPとしてここでは含まれる。融点およびガラス転移温度は、ASTM法ASTMD3418−82を用いて測定する。融点は、溶解吸熱のピークとして取られ、ガラス転移温度は転移中点として取られる。
【0029】
かかる典型的なTPとしては、ポリ(オキシメチレン)およびそのコポリマー;PET、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,4−シクロヘキシルジメチレンテレフタレート)およびポリ(1,3−ポロピレンテレフタレート)のようなポリエステル;ナイロン−6,6、ナイロン−6、ナイロン−12、ナイロン−11および芳香族−脂肪族コポリアミドのようなポリアミド;ポリエチレン(例えば、低密度、鎖状低密度、高密度等のような全ての形態)、ポリプロピレン、ポリスチレン、ポリスチレン/ポリ(フェニレンオキシド)ブレンドのようなポリオレフィン、ポリ(ビスフェノール−Aカーボネート)のようなポリカーボネート;パーフルオロポリマー、およびテトラフルオロエチレンおよびヘキサフルオロプロピレンのコポリマーのような部分フッ素化ポリマー、ポリ(フッ化ビニル)、およびエチレンとフッ化ビニリデンまたはフッ化ビニルのコポリマーをはじめとするフルオロポリマー;ポリ(p−フェニレンスルフィド)のようなポリスルフィド;ポリ(エーテル−ケトン)、ポリ(エーテル−エーテル−ケトン)およびポリ(エーテル−ケトン−ケトン)のようなポリエーテルケトン;ポリ(エーテルイミド);アクリロニトリル−1,3−ブタジエン−スチレンコポリマー;ポリ(メチルメタクリレート)のような熱可塑性(メタ)アクリルポリマー;テレフタレート、1,4−ブタンジオールおよびポリ(テトラメチレンエーテル)グリコールからの「ブロック」コポリエステルおよびスチレンと(水素化)1,3−ブタジエンブロックを含有するブロックポリオレフィンのような熱可塑性エラストマー;およびポリ(塩化ビニル)、塩化ビニルコポリマーおよびポリ(塩化ビニリデン)のような塩素化ポリマーが挙げられる。(メタ)アクリレートエステルポリマーのようなイン・サイチュで形成されたポリマーも含まれる。ここに挙げた任意の種類のTPを、ここに挙げた任意のその他の種類のTPと本明細書に記載したプロセスにおいて、結合させて、好ましい組立品を作成してよい。単一種のポリマー(例えば、ポリオレフィン、ポリエチレンおよびポリプロピレン)を、2種類のポリマーが化学的に異質である限りは、本発明のプロセスにおいて結合してよい。1つの形態において、第1および第2のTPの一方または両方が典型的なTPであるのが好ましい。
【0030】
ISSを用いて結合されるTPの有用な対としては以下のものが挙げられる。
【0031】
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとポリオキシメチレンホモ−およびコポリマー、
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、(異なる)ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとのポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクヘキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]およびこれらの全てのコポリマー]、
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクヘキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、(異なる)ポリアミド(特にナイロン6,6、ナイロン−6、およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンをはじめとする)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]、および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとポリアミド[特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)、
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、(異なる)サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとのサーモトロピック液晶ポリマー、または
ポリオレフィン(特にポリエチレンとそのコポリマー、ポリプロピレンとそのコポリマー、およびポリスチレン)、ポリ(メタ)アクリレート[特にポリ(メチルメタクリレート)]、ポリカーボネート、(異なる)フッ素化ポリマー(特にパーフルオロポリマー)、ポリエステル[特にポリ(エチレンテレフタレート)、ポリ(1,3−プロピレン)テレフタレート)、ポリ(1,4−ブチレンテレフタレート)、ポリ(1,6−シクへキシレンジメタノールテレフタレート)およびポリ(エチレン1,6−ナフタレート)]、およびこれら全てのコポリマー]、ポリアミド(特にナイロン6,6、ナイロン−6およびポリ(1,4−フェニレンテレフタルアミド)およびこれらのコポリマー]、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン(エーテル結合基を含有するポリケトンを含む)、アクリロニトリル−ブタジエン−スチレン(ABS)コポリマー、塩素化ポリマー[特にポリ(塩化ビニル)およびポリ(塩化ビニリデン)]および熱可塑性エラストマー、特に熱可塑性ブロックコ(ポリエステル−ポリエーテル)、ブロックコポリオレフィン、熱可塑性ウレタンまたは熱可塑性エラストマーポリマーブレンドからなる群より選択されるポリマーとフッ素化ポリマー。
【0032】
「サーモトロピック液晶ポリマー」とは、参照により本明細書に援用される米国特許公報(特許文献9)に記載された通り、TOT試験またはその適切な修正版を用いて試験したときに異方性であるポリマーのことを意味する。有用なLCPとしては、ポリエステル、ポリ(エステル−アミド)およびポリ(エステル−イミド)が挙げられる。ポリマーのある好ましい形態は、「全て芳香族」である。すなわち、ポリマー主鎖にある基が全て芳香族(エステル基のような結合基を除く)であるが、副鎖には芳香族が存在していない。
【0033】
有用な熱硬化性(容易に架橋可能な)TPとしては、エポキシ樹脂、メラミン樹脂、フェノール樹脂、熱硬化性ポリウレタン樹脂および熱硬化性ポリエステル樹脂が挙げられる。これらの熱硬化性樹脂は、上に挙げた特定のTP樹脂または樹脂種類と組み合わせてもよい。本発明のある好ましい形態において、これらの熱硬化性樹脂は第1および第2のTPの一方または両方である。本発明の他の好ましい形態において、第1および第2のTPの一方が熱硬化性で、他方が典型的なTPである。
【0034】
ISSを異なる種類のTPのそれぞれの間で用いて結合を形成する限りは、3種類以上のTPを結合してもよい。例えば、3つの異なるTPのシートは、各TPシートの間にISSを入れ、組立品を(溶融)ラミネートしてTPとISSの間に溶融結合を形成することにより結合してもよい。これは、例えば、ベルトプレスの加熱カレンダロールにより実施してもよい。各TP対ISS表面のラミネーションは、連続または同時ヒートボンディングの組み合わせであってよい。
【0035】
溶融ボンディングは、数多くのやり方で実施される。例えば、ISSを射出成形金型の片側に押し付け、第1のTPを金型へ射出成形する。第1のTPが固化した後、第1のTPを含有する部品を取り外して、ISSの他の表面が露出している第2の金型に入れ、第2のTPをその金型で射出成形して、露出したISS表面を溶融結合する。第2のTPの固化後、結合した部品を金型から取り外す。このプロセスは、熱架橋性樹脂、およびこれらの樹脂が架橋(すなわち、熱硬化)するまで熱金型に保持された部品に用いてよい。このプロセスの変形において、異なるポリマーを、金型の適所に保持されたISSの2つの面で同時に射出成形してもよい。ISSは、真空、静電荷、機械等といった様々な公知の技術により金型の適所に保持される。
【0036】
他のプロセスにおいて、ISSを第1および/または第2のTPの表面にラミネートしてもよい。例えば、ロールラミネータを用いて、第1および第2のTPをISSの表面に結合してもよい。これは、連続または同時に行ってよく、第1および/または第2のTPがシートおよび/またはフィルムのとき特に有用である。ホットロールカレンダ加工および/またはベルトカレンダを用いてもよい。
【0037】
他のプロセスにおいて、圧縮金型を第1のTPで充填し、ISSを第1のTPの上部に置くか、または金型の片側に対向させる。金型を閉じ、加熱(または既に熱い)し、圧力を印加する。第2のTPを同様のやり方でISSの他の表面と接触させる。あるいは、第1のTPを金型に加え、ISSを上部(またはその側部)に置き、ISSの他の表面と接触するまで第2のTPを加える。金型を閉じ圧力を印加する。
【0038】
他のプロセスにおいて、異なるTPのフィルムをISSのいずれかの側に置いてから、組立品を熱形成機に入れる。そこでTPフィルムはシートを「通して」接合し、熱成形された形状の製品も製造される。このプロセスおよびその他同様のプロセス、特に、TPフィルムを用いるようなプロセスに、TPとISSの多数の層を用いてもよい。
【0039】
「溶接」を用いて、TP、特に典型的なTPをISSに溶融結合することもでき(ポリマー溶接の説明については、参照により本明細書に援用される(非特許文献3)、(非特許文献4)、(非特許文献5)、(非特許文献6)および米国特許公報(特許文献10)および米国特許公報(特許文献11)を参照のこと)、ISSがMPSの場合は好ましい。例えば、第1のTPは、射出成形によりISSに溶融結合してもよく、第2のTPは溶接によりISSの他の表面に結合してよい。あるいは、第1と第2のTPの両方をISSに連続または同時に溶接してもよい。超音波、スピン、電磁誘導(別個の電磁誘導加熱要素か、ポリマーフィラーとしての電磁誘導加熱材料による)、振動、ホットプレート(例えば、ホットツール)またはレーザー溶接のような標準TP溶接技術をこれらのプロセスに用いてもよい。好ましい溶接方法はレーザー、振動および超音波溶接である。
【0040】
ポリマー溶接において、結合する表面は、通常、互いに接触させて、押し合わせることが多い。ISSを用いた方法についても同じことが当てはまるが、ここでは、結合される部品の表面をISSの表面(当然のことながら結合される部品の間にある)と密着させる。多くの用途において、異種のポリマーを溶接しようとすると、異種の部品間のボンディングが乏しくなったり、ボンディングがなされないのが通常である。しかしながら、本発明の方法では、通常、良好な結合が得られる。これらの結合は強いばかりでなく、比較的漏れ(液体および気体)が少なく良好に封止されることが多く、これらの方法を用いて、特に圧力および/または真空下で液体および/または気体を取り扱うシステムを作ることができる。
【0041】
上記の方法の組み合わせを用いてもよい。例えば、第1のTPをISSの一表面にラミネートしてから、ISSの第2の表面を射出成形または圧縮成形プロセスにおいて第2のTPに溶融結合する。その他の組み合わせも当業者には明白である。
【0042】
上述した単一の溶融ボンディングプロセスまたはプロセスの組み合わせを用いて、本明細書に記載したような溶融結合された組立品の物品を作成してもよい。
【0043】
溶融ボンディングプロセスにおいて、ISSの粗面特徴は何であろうとも常に完全に破壊されず、かなり無傷のまま残ることが多い。例えば、ISSがTPを含む場合には、溶融ボンディングプロセスの温度によりそのTPが溶融して、ISSの凹凸が失われる。数多くの方法によりこれは回避することができる。第1および第2のTPを溶融するのに必要な温度は、ISSを含むTPの融点(ある場合には)および/またはガラス転移点が溶融ボンディングプロセス温度より高くなるよう、十分に低くてもよい。表面凹凸の喪失を回避する他の方法は、ISSを架橋熱硬化性樹脂または、例えば、金属のような高融点の他の材料から作成することである。ISSがTPを含む場合には、融点/ガラス転移温度以上だとTPは殆んど流れないほど粘性であってもよい。粘性は、大量のフィラーを用いる、かつ/または、超高分子量のポリエチレンのような非常に高分子量のTPを用いると増大する。例えば、好ましいISSのある種類において、好ましくは、熱可塑性材料でできたMPSでは、熱可塑性材料の重量平均分子量は約500,000以上、より好ましくは約1,000,000以上である。かかる高分子量で得られるTPのある有用な種類はポリエチレンであり、ISS、好ましくはMPSについては好ましいTPである。高融点またはガラス転移温度のTPをボンディングするときに粗表面特徴の喪失を防ぐ他の方法は、ISSを高温に晒す時間を最小にすることであり、そうすればTPが粗面に「浸透」する時間が短くなり、粗面が喪失するだけの十分な熱伝達時間はない。これらの方法のいくつかを組み合わせると、さらにISSの表面凹凸の喪失を防ぐことができる。
【0044】
結合した構造が形成されたら、多くの場合、結合された界面が構造中で弱点にはならない。すなわち、多くの場合、2種類のTPを互いに剥がそうとすると(溶融ボンディングプロセス中のTP)、TPまたはISSのうち一方が凝集破壊する。これは、材料の本来の強度が、結合された組立品の弱点であることを示している。
【0045】
本明細書に記載したポリマーは、TPおよび/またはISSのポリマーのいずれか、特に、TPは、例えば、フィラー、強化剤、酸化防止剤、顔料染料、難燃剤等、通常かかるポリマーに含まれる材料を、かかる組成に通常用いられる量で含有していてもよい。
【0046】
結合したTP物品は、2種類のTPを組み合わせた最良の属性を組み合わせられることから有用であることが多い。例えば、自動車燃料タンク本体は、低コストで物理的な強度のためにポリエチレンであることが多いが、他のTP成分、例えば、ポリオキシメチレンとそのコポリマーとして、剛性、靭性、耐クリープ性、耐疲労性、スナップフィット性、帯電防止性および耐燃料性のような燃料タンクに必要なその他の属性が付加される。異なるTPでできているとき、これらの成分を本明細書に記載した方法により結合してもよい。同じく燃料システムにある、これらの同じ特性を利用するその他の用途としては、燃料バルブ、燃料システムの固定具、燃料パイプ(剛性および可撓性)、燃料計部品、燃料噴射器、燃料ポンプおよびこれらの商品のコンポーネントが挙げられる。
【0047】
ポリ(オキシメチレン)とコポリマーを含むその他の用途はコンベヤリンクである。ポリ(オキシメチレン)は、低い摩擦係数、高い耐摩耗性および機械的強度のためにコンベヤに好ましい材料である。ポリ(オキシメチレン)コンベヤリンクの上部表面として、熱可塑性エラストマーのような高摩擦材料が望ましい領域もある。本発明のプロセスはかかる組み合わせを提供するものである。
【0048】
ISSを用いて結合されるその他の有用な種類のTPポリマー対は、比較的硬いTPと比較的柔らかいTPである。比較的柔らかいTPとしては、可塑化ポリ(塩化ビニル)、熱可塑性エラストマーおよびその他同様の材料といった可塑化材料が挙げられる。硬いTPとしては、ポリオキシメチレン、ポリ(エチレンテレフタレート)、ナイロン−6および−6,6のような代表的な半結晶およびガラス状TPが挙げられる。このように、この組み合わせの軟性ポリマーは、例えば、電動工具ハンドル、歯ブラシ、スポーツ用具、ダッシュボードや様々な種類のノブといった衝撃を受ける表面に、心地良い感触の柔らかいタッチを与えたり、コンベヤ、ローラ、ハンドル、容器や保管ゾーンのライニング、瓶の蓋のような封止物、弁およびコネクタに高摩擦面を与えたり、皿洗い機、衣類洗濯機および衣類乾燥機のような器具のライナ等防音または防振を与えることができる。全ての場合において、硬性ポリマーは、それを用いると高強度またはその他良好な構造特性を与える。
【0049】
他の用途は、TPを、本願特許出願人より入手可能なシーラー(Selar)(登録商標)バリア樹脂のようなTPバリア樹脂にボンディングするものである。このように、ポリエチレンのようなやや透過性の樹脂は、ISSを用いてバリア樹脂に結合して、水や酸素のような特定の材料にあまり透過性でない部品を作成してもよい。これは、管、瓶、タンク、カーボイ、ドラムのような「容器」および同様の商品に有用である。バリア樹脂は、容器の内側または外側に結合してもよいし、中間層であってもよい。
【0050】
融点およびガラス転移温度は、ここでは、ASTM法D3418を用いて測定する。融点は、溶融吸熱の最大として取り、ガラス転移温度は転移の中点として取った。融点およびガラス転移温度は、第2の熱で測定する。
【0051】
実施例(比較例)においては、以下の略称および材料を用いている。
アラトン(Alathon)(登録商標)M6060−米国、テキサス州ヒューストンのエクイスターケミカルズ(Equistar Chemicals,Houston,TX,USA)より入手可能なHDPE。
【0052】
デルリン(Delrin)(登録商標)100−本願特許出願人より入手可能な高粘度アセタールホモポリマー。
【0053】
デルリン(Delrin)(登録商標)500P−本願特許出願人より入手可能な中粘度アセタールホモポリマー。
【0054】
デルリン(Delrin)(登録商標)511P−本願特許出願人より入手可能な有核中粘度アセタールホモポリマー。
【0055】
HDPE−高密度ポリエチレン。
【0056】
ハイトレル(Hytrel)(登録商標)4069−本願特許出願人より入手可能な公称ショアD硬度が60のポリ(ブチレンテレフタレート)ポリ(テトラメチレンエーテルグリコールテレフタレート)熱可塑性エラストマー。
【0057】
LCP1−3部の4,4’−ビフェノール、37部のエチレングリコール、40部のテレフタル酸および60部の4−ヒドロキシ安息香酸でできた(部は全てモル部である)コポリマー。
【0058】
LCP2−2部の4,4’−ビフェノール、28部のエチレングリコール、30部のテレフタル酸と、50部の4−ヒドロキシ安息香酸および20部の4−ヒドロキシ−2−ナフトエ酸でできた(部は全てモル部である)コポリマー。
【0059】
ルポレン(Lupolen)(登録商標)4261AQ444は、オランダ、ホールトドルプMS2132、バセルNV(Basell NV,2132MS Hoofddorp,Netherlands)より入手可能なHDPE(天然色)である。
【0060】
P−圧力。
【0061】
PP−米国、メリーランド州、エルクトンのバセルポリオレフィン(Basell Polyolefins,Elkton,MD,USA)より販売されているポリプロピレン、プロファックス(Profax)(登録商標)6823。
【0062】
ソンタラ(Sontara)(登録商標)8000−本願特許出願人より入手可能なポリ(エチレンテレフタレート)スパンレースヒドロエンタングルNWF、40g/m2。
【0063】
ポナフレックス(Ponaflex)(登録商標)S650A−ドイツのプラストレン社(Plastolen GmbH,Germany)より入手可能なショアA硬度が50のブロックスチレン−ブタジエン−スチレン熱可塑性エラストマー。
【0064】
テスリン(Teslin)(登録商標)SP700−米国、ペンシルバニア州ピッツバーグのPPGインダストリーズ(PPG Industries,Pittsburgh,PA,USA)より入手可能な、高分子量のポリエチレンと大量の沈降シリカを含有する厚さ0.18mmの微孔性シート(同様の好適な材料はミスト(MiST)(登録商標)という商品名で入手可能である)。
【0065】
タイベック(Tyvek)(登録商標)−本願特許出願人より入手可能なスパンボンドポリエチレン不織布。
【0066】
接着試験を(0°)剪断モードで行った。インストロン(Instron)(登録商標)4024ロードフレーム機を用いて、材料Bの端部を上部ジョーに留めた。材料Bの一部を組立品のこの部分から機械的に取り外した後、材料Aを下部ジョーに留めて、下部ジョーが材料Aのみを掴むようにした。引張り速度は50mm/分であった。
【実施例】
【0067】
(実施例1〜4)
従来の二成分2バレル射出成形機(エングル(Engel)2C ES500H/200 1750HL−2F)で試料を調製した。バレルを互いに直角で水平に配置した。NWFをキャビティの片側(固定)に挿入し、金型を閉じ、材料Aをキャビティに注入した。射出成形部品の片側がNWFにカバーされた。金型を開け、回し(回転させ)て再び閉じ、NWF(Aが「裏打された」)がキャビティ表面の一方を形成した。材料Bをキャビティへと射出成形して、NWFの第2の側をカバーして溶融ボンディングした。材料BおよびNWFストリップを材料Aの幅の中心へ成形し、材料Bの一端を接合試験用のタブを形成するために、材料Aの端部を超えるように成形した。冷却後、部品を取り出した。この場合、材料Aの形状は矩形板で、寸法は140×40×3mmであった。NWFは約140×40mmの矩形ストリップで、Aの大きな成形面をカバーしていた。Bの形状は寸法125×20×2mmの板で、Aの領域の一部のみをカバーしていた。材料および結果を表1に示す。表1aに、これらの実施例の射出成形パラメータを挙げる。成形温度は全て74℃であった。
【0068】
【表1】
【0069】
【表2】
【0070】
(実施例5〜10)
これらの組み合わせを、実施例1〜4に記載したのと同じやり方で作成し試験した。材料および結果を表2に示す。成形条件を表2aに示してある。成形温度は全て74℃であった。
【0071】
【表3】
【0072】
【表4】
【0073】
(比較例A)
LCP1フィルム(約2.5×6.4cm×厚さ約75〜100μm)の矩形片とHDPEの同様なサイズのフィルムをヒートシール機のシーリングバーの間に入れた。この機械は、フィルムを加熱して、圧力下で衝撃シーリング可能であった(衝撃ヒートシーラー「インパルスオートシーラー(Impulse Autosealer)」、600W、台湾、Lt.のTEWエレクトリックヒーティング社(TEW Electric Heating Co.,Lt.,Taiwan)製)。加熱およびクランプ機構をオンにして、即時の加熱および圧力が約1.5〜2秒で加わった。機械から取り出した後、フィルムは分解された(すなわち、接着しなかった)。
【0074】
(実施例15)
表面に露出した多くのけば立ったファイバーを有するソンタラ(Sontara)(登録商標)8000の5×5cm×厚さ50μmの片を、それぞれ5×10cm×厚さ約100μmのLCP1のフィルムとHDPE2のフィルムの間に入れた。この組成物をヒートシール機のシーリングバーの間に入れ、ヒートクランプ機構を約1〜2秒でオンにした。機械から取り出した後、LCPとHDPEのフィルムを、ソンタラ(Sontara)(登録商標)の中間層を通して互いに結合した。2枚のフィルムを剥がそうとしても、中間NWFが凝集破壊するまで、手で分離することはできなかった。
【0075】
(実施例16)
厚さ約100μmのデルリン(Delrin)(登録商標)100フィルムをLCP1フィルムの代わりに用いた以外は実施例15の手順に従った。機械から取り出した後、デルリン(Delrin)(登録商標)100とHDPEのフィルムを、ソンタラ(Sontara)(登録商標)の中間層を通して互いに結合した。2枚のフィルムを剥がそうとしても、中間NWFが凝集破壊するまで、手で分離することはできなかった。
【0076】
(比較例B)
厚さ約200μmのデルリン(Delrin)(登録商標)100フィルムをLCP1フィルムの代わりに用いた以外は比較例Aの手順に従った。機械から取り出した後、フィルムは分解された(すなわち、接着しなかった)。
【0077】
(実施例17〜22)
それぞれ厚さ約200μmのTPの正方形のフィルム(約15.2×15.2cm)をNWFのいずれかの側に置いた。この組成物をパサデナプレス(Pasadena Press)(型番SP210C、現在、米国、インディアナ州エディンバラのテック−ツール社(Tec−Tool Inc.,Edinburgh,IN,USA))のプラテン(および非粘着性材料でコートされたAlホイルシート)の間に入れた。このプラテンはLCP1については205〜210℃まで、デルリン(Delrin)(登録商標)100については220℃まで予熱させておいた。他のポリマーについての温度はポリマーが溶融するように設定した。2分の予熱後、圧力(約6.9〜約13.8MPa)を約2分間印加して、冷水の循環によりプラテンを冷却した。試料の除去後、接着力を手で試験した。組成および結果を表3に示す。これらのラミネートの厚さは合計で約350〜300μmであった。
【0078】
【表5】
【0079】
(比較例C)
実施例13〜88の手順を用いて、ポリ(エチレンテレフタレート)フィルムをLCP2の層とデルリン(Delrin)(登録商標)100の層の間に入れ、パサデナプレス(Pasadena Press)に入れた。プレスから取り出した後、層の間に接着力はなかった。
【0080】
(比較例D)
実施例13〜18の手順を用いて、封筒用に作成されたタイベック(Tyvek)(登録商標)ポリエチレンNWFの層をデルリン(Delrin)(登録商標)100の2枚のフィルムの間に入れた。パサデナプレス(Pasadena Press)にて熱および圧力を加えて、プレスから取り出した後、層の間に接着力はなかった。タイベック(Tyvek)(登録商標)NWFは溶融した。
【0081】
(実施例19)
実施例13〜18の手順の後、LCP2(厚さ125μm)のフィルムおよびソンタラ(Sontara)(登録商標)8000をパサデナプレス(Pasadena Press)にて熱および圧力を加え、冷却してから取り出した。HDPE(厚さ100〜125μm)の層を、ラミネートのソンタラ(Sontara)(登録商標)側(LCP2の逆側)に押し付け、構造体にパサデナプレス(Pasadena Press)にて熱および圧力を加えた。プレスから取り出した後、LCPとHDPEフィルムの両方は良好に結合されていた。
【0082】
(実施例20)
実施例13〜18の手順と同様に、ソンタラ(Sontara)(登録商標)8000の約30.5×30.5cmの正方形片を、LCP2のフィルムとHDPEのフィルムの間に入れた。プレスにて熱および圧力を加えた後、ラミネートを取り出した。ラミネートを熱形成ユニット(米国、ニューヨーク州バレーコテージのハイドロトリム社(Hydrotrim Corp.,Valley Cottage,NY,USA)製のハイドロトリム(Hydrotrim)(登録商標)型番1620熱形成機)に入れ、約300℃まで加熱し、熱形成した。金型の形状は小さな皿(直径5.1cm×深さ2.5cm)であった。ラミネートを金型の形状へと熱形成し、金型キャビティを複製した。
【0083】
(実施例21〜31)
これらの実施例で結合するポリマーはデルリン(Delrin)(登録商標)511Pおよびルポレン(Lupolen)(登録商標)4261であった。これらを図1に示す試験部品へと射出成形した。デルリン(Delrin)(登録商標)は1、ルポレン(登録商標)は11である。図1において、1および11は、片側の幅が約60mmの正方形の「半箱」の側面図である。開いた側の表面からの各箱の深さは約30mmである。箱の端部は全て丸められており、壁の厚さは約2mmである。1は幅約6mmの合わせ面2を有している。11は幅約2mmで、箱の開いた面の底部表面から約2mm隆起した合わせ面12を有している。図1に示す寸法は全てmmである。図1の11および12に近い部分の詳細な図をまた図2に示す。
【0084】
テスリン(Teslin)(登録商標)700SP片を合わせ面2(このテスリン(Teslin)(登録商標)片はタブを有しており、ロボットアームで金型の適所に配置可能であった)の形状へと切断し、1を射出成形して、テスリン(Teslin)(登録商標)を(合わせ面2の)金型に挿入し、金型から取り出すと、デルリン(Delrin)(登録商標)部品1のテスリン(Teslin)(登録商標)は合わせ面2に固着していた。11をルポレン(Lupolen)(登録商標)から成形し、合わせ面12を2に取り付けたテスリン(Teslin)(登録商標)と接触させた。この組立品をブランソン(Branson)(登録商標)2400振動溶接機(米国、コネチカット州ダンブリー、06813のブランソンウルトラソニック社(Branson Ultrasonic Corp.,Danbury,CT 06813,USA))に入れた。この機械を、最大振幅1.75mm(ピークからピーク)および閉鎖圧力1000〜6000Nで240Hzで操作した。
【0085】
溶接後、溶接面から離してドリルで2つの穴を開け、固定具を取り付け、部品を油で充填して、内部圧縮した。部品を試験機に入れ、徐々に部品の内部を160バールまで加圧し、150℃まで加熱した。ただし、本実施例は23℃で試験した。溶接条件および試験結果を表4に示す。表4において、以下の定義が適用される。
「破裂圧力」とは、溶接が破壊された試験圧力のことを意味する。
「圧力装置」とは、ブランソン(Branson)(登録商標)2400空気圧シリンダーにおける圧力のことを意味する。
「力」とは、溶接を形成するのに用いる圧力である。
「圧力結合」は、溶接結合部の実際の圧力である。
「溶接時間」は、溶接を形成するのに用いる秒数である。
「振幅」は振動の振幅であり、「崩壊」はポリマーの溶解および溶接の形成により崩壊した片の距離である。
【0086】
溶接は、両片が同様の材料、例えば、デルリン(Delrin)(登録商標)またはルポレン(Lupolen)(登録商標)で、テスリン(Teslin)(登録商標)を存在させずに同様の条件で行ったところ、良好な溶接がなされた。しかしながら、デルリン(Derlin)(登録商標)およびルポレン(Lupolen)(登録商標)(すなわち、異なる材料)をテスリン(Teslin)(登録商標)なしで溶接すると、形成された「溶接」は実質的に強度がなかった。
【0087】
溶接をまた、テスリン(Teslin)(登録商標)をデルリン(Delrin)(登録商標)部品に固着させずに、組立品を合わせるときに、単に合わせ面2と12の間に挿入する同様の条件で行ったところ良好な溶接強度が得られた。
【0088】
【表6】
【0089】
(実施例32〜37)
これらの実施例において、デルリン(Delrin)(登録商標)511BK402(0.3重量パーセントのカーボンブラックを含有するデルリン(Delrin)(登録商標)511P)を、テスリン(Teslin)(登録商標)SP700を微孔性層として用いて、ルポレン(Lupolen)(登録商標)4261AQ444(天然着色HDPE)に結合した。この例では、デルリン(Delrin)(登録商標)とルポレン(Lupolen)(登録商標)を半箱1へと射出成形し、実施例21〜31に記載した通り、テスリン(Teslin)(登録商標)を射出成形プロセス中にデルリン(Delrin)(登録商標)部品へ「取り付け」た。デルリン(Delrin)(登録商標)部品(テスリン(Teslin)(登録商標)によりカバーされた)とルポレン(Lupolen)(登録商標)の合わせ面2を、その間にあるテスリン(Teslin)(登録商標)シートと接触させた。
【0090】
ボンディング方法はポリマーレーザー溶接であった。ノボラス(Novolas)(登録商標)Cレーザー溶接機(スイス、ザルネン6060のライスタープロセステクノロジーズ(Leister Process Technologies,6060 Sarnen,Switzerland)を用いた。この機械は、40W(最大出力)の940nmダイオードレーザーを備えており、最大溶接速度150mm/sが可能であった。溶接する組立品を留め、結合する表面をレーザーに露光した。レーザービームをまずルポレン(Lupolen)(登録商標)HDPEの表面で組立品と接触させ、そのポリマーはテスリン(Teslin)(登録商標)までおそらく通過して、残りのレーザー出力を黒色デルリン(Delrin)(登録商標)により吸収させた。溶接条件および結果を表5に示す。表5において、以下の定義が適用される。
「レーザー出力」は、レーザーのワットでの出力設定である。
「最大速度」は、溶接の際のmm/sでのレーザービーム速度である。
「距離」は、最後のレーザーレンズ要素からデルリン(Delrin)の表面までのmmでの距離である。
「結合幅」はレーザービームのmmでの幅である。
「圧力結合」は形成される結合に印加される圧力である。
「破裂圧力」は表4に定義したのと同様である。
【0091】
全ての場合において、溶接を形成したとき、ポリマーの崩壊はなかった。全ての場合において、破裂圧力は実施例21〜31に記載された通りにして求めた。
【0092】
【表7】
【0093】
(実施例38)
破裂圧力試験組立品は、実施例21〜31に用いたのと同様のやり方で振動溶接した。圧力装置は1.9バール、力は1500N、圧力結合は3.2MPa、溶接時間は6s、振幅は1.50mm、崩壊は1.6mmであった。成形部品としての組立品の破裂圧力は8.0バールであった。5つの組立品を、M15燃料(42.5%のトルエン、42.5%のn−オクタンおよび15%のメタノールの組成を有すると報告されている。パーセンテージは全て体積パーセントである)で1000h、60℃にてエージングさせた。過剰の燃料を組立品から除去した後、破裂圧力について試験した。5つの組立品の平均破裂圧力は6.5±1.5バール(標準偏差)であった。破裂圧力のこの優れた保持は、これらの振動溶接結合がM15燃料で良好な安定性を有し、燃料含有システムのコンポーネントに用いるのに好適であることを示している。
【0094】
従って、本発明によれば、ここに規定した目的および利点を完全に満足する、間に凹凸面を有する熱可塑性シートを用いて異なる熱可塑性ポリマーをボンディングする物品および方法が提供されることが明らかである。本発明を特定の実施形態について説明してきたが、多くの変形、修正および変更が当業者に明白であることは明らかである。従って、本発明の精神および範囲内に含まれる全てのかかる変形、修正および変更が包含されるものとする。
【図面の簡単な説明】
【0095】
【図1】溶接接合および破裂圧力試験用の組立品を形成するのに用いる射出成形部品の本発明の一実施形態を示す。
【図2】図1の合わせ面の拡大図を示す。
【特許請求の範囲】
【請求項1】
第1の側と第2の側とを有する熱可塑性または架橋熱硬化性樹脂を含有するシートを含む物品であって、前記シートの前記第1の側に溶融結合された第1の熱可塑性材料と、前記熱可塑性シートの前記第2の側に溶融結合された第2の熱可塑性材料とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なることを特徴とする物品。
【請求項2】
前記シートが微孔性シートであることを特徴とする請求項1に記載の物品。
【請求項3】
前記微孔性シートが超高分子量のポリエチレンとフィラーとを含むことを特徴とする請求項2に記載の物品。
【請求項4】
前記シートが布地であることを特徴とする請求項1に記載の物品。
【請求項5】
前記布地が不織布であることを特徴とする請求項4に記載の物品。
【請求項6】
前記不織布がスパンボンドまたは溶融ブローンされていることを特徴とする請求項5に記載の物品。
【請求項7】
前記第1および第2の熱可塑性材料のうち一方または両方が独立して、ポリ(オキシメチレン)またはそのコポリマー、ポリエステル、ポリアミド、ポリオレフィン、ポリスチレン/ポリ(フェニレンオキシド)ブレンド、ポリカーボネート、フルオロポリマー、ポリスルフィド、ポリエーテルケトン、ポリ(エーテルイミド)、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、(メタ)アクリルポリマー、熱可塑性エラストマー、サーモトロピック液晶ポリマーおよび塩素化ポリマーからなる群より選択されることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項8】
前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、フッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリカーボネート、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリエステルであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、第2のポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリアミドであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、第2のポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがサーモトロピック液晶ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、ポリアミド、第2のサーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがフッ素化ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、第2のフッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択されることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項9】
前記第1および第2のポリマーの一方または両方が熱硬化性であることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項10】
燃料システムのいくつか、または全てを含むことを特徴とする請求項1〜9のいずれか一項に記載の物品。
【請求項11】
燃料タンク、燃料バルブ、燃料管継手、燃料パイプ、燃料計部品、燃料噴射装置または燃料ポンプの1つまたは複数の部品であることを特徴とする請求項10に記載の物品。
【請求項12】
前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであることを特徴とする請求項10または11に記載の物品。
【請求項13】
コンベヤのいくつかまたは全てを含み、前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであることを特徴とする請求項1〜8のいずれか一項に記載の物品。
【請求項14】
前記第1のポリマーが比較的硬く、前記第2のポリマーが比較的柔らかいことを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項15】
電動工具ハンドル、歯ブラシ、スポーツ用具、衝撃を受けるよう設計された表面、ノブ、高摩擦面を与えるよう設計された部品、シーリング面を含有する商品、または防音または防振設計された商品を含むことを特徴とする請求項14に記載の物品。
【請求項16】
前記第1の熱可塑性材料がバリア樹脂であることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項17】
(a)熱可塑性または架橋熱硬化性樹脂を含むシートの第1の側に第1の熱可塑性樹脂を溶融結合する工程と、
(b)前記シートの第2の側に第2の熱可塑性材料を溶融結合する工程とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なることを特徴とする第1の熱可塑性材料と第2の熱可塑性材料が互いに結合された物品を形成する方法。
【請求項18】
前記シートが微孔性シートであることを特徴とする請求項17に記載の方法。
【請求項19】
前記微孔性シートが超高分子量のポリエチレンとフィラーとを含むことを特徴とする請求項18に記載の方法。
【請求項20】
前記シートが布地であることを特徴とする請求項17に記載の方法。
【請求項21】
前記布地が不織布であることを特徴とする請求項20に記載の方法。
【請求項22】
前記不織布がスパンボンドまたは溶融ブローンされていることを特徴とする請求項21に記載の方法。
【請求項23】
前記第1および第2の熱可塑性材料のうち一方または両方が独立して、ポリ(オキシメチレン)またはそのコポリマー、ポリエステル、ポリアミド、ポリオレフィン、ポリスチレン/ポリ(フェニレンオキシド)ブレンド、ポリカーボネート、フルオロポリマー、ポリスルフィド、ポリエーテルケトン、ポリ(エーテルイミド)、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、(メタ)アクリルポリマー、熱可塑性エラストマー、サーモトロピック液晶ポリマーおよび塩素化ポリマーからなる群より選択されることを特徴とする請求項17〜22のいずれか一項に記載の方法。
【請求項24】
前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、フッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリカーボネート、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリエステルであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、第2のポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリアミドであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、第2のポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがサーモトロピック液晶ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、ポリアミド、第2のサーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがフッ素化ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、第2のフッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択されることを特徴とする請求項17〜22のいずれか一項に記載の方法。
【請求項25】
前記第1および第2のポリマーの一方または両方が熱硬化性であることを特徴とする請求項17〜22のいずれか一項に記載の方法。
【請求項26】
前記溶融ボンディングの少なくとも一部が射出成形金型、ロールラミネータ、圧縮成形金型または熱形成機で実施されることを特徴とする請求項17〜25のいずれか一項に記載の方法。
【請求項27】
前記溶融ボンディングの少なくとも一部が溶接プロセスであることを特徴とする請求項17〜25のいずれか一項に記載の方法。
【請求項28】
前記溶接がレーザー、振動または超音波溶接であることを特徴とする請求項27に記載の方法。
【請求項1】
第1の側と第2の側とを有する熱可塑性または架橋熱硬化性樹脂を含有するシートを含む物品であって、前記シートの前記第1の側に溶融結合された第1の熱可塑性材料と、前記熱可塑性シートの前記第2の側に溶融結合された第2の熱可塑性材料とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なることを特徴とする物品。
【請求項2】
前記シートが微孔性シートであることを特徴とする請求項1に記載の物品。
【請求項3】
前記微孔性シートが超高分子量のポリエチレンとフィラーとを含むことを特徴とする請求項2に記載の物品。
【請求項4】
前記シートが布地であることを特徴とする請求項1に記載の物品。
【請求項5】
前記布地が不織布であることを特徴とする請求項4に記載の物品。
【請求項6】
前記不織布がスパンボンドまたは溶融ブローンされていることを特徴とする請求項5に記載の物品。
【請求項7】
前記第1および第2の熱可塑性材料のうち一方または両方が独立して、ポリ(オキシメチレン)またはそのコポリマー、ポリエステル、ポリアミド、ポリオレフィン、ポリスチレン/ポリ(フェニレンオキシド)ブレンド、ポリカーボネート、フルオロポリマー、ポリスルフィド、ポリエーテルケトン、ポリ(エーテルイミド)、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、(メタ)アクリルポリマー、熱可塑性エラストマー、サーモトロピック液晶ポリマーおよび塩素化ポリマーからなる群より選択されることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項8】
前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、フッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリカーボネート、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリエステルであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、第2のポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリアミドであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、第2のポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがサーモトロピック液晶ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、ポリアミド、第2のサーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがフッ素化ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、第2のフッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択されることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項9】
前記第1および第2のポリマーの一方または両方が熱硬化性であることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項10】
燃料システムのいくつか、または全てを含むことを特徴とする請求項1〜9のいずれか一項に記載の物品。
【請求項11】
燃料タンク、燃料バルブ、燃料管継手、燃料パイプ、燃料計部品、燃料噴射装置または燃料ポンプの1つまたは複数の部品であることを特徴とする請求項10に記載の物品。
【請求項12】
前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであることを特徴とする請求項10または11に記載の物品。
【請求項13】
コンベヤのいくつかまたは全てを含み、前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであることを特徴とする請求項1〜8のいずれか一項に記載の物品。
【請求項14】
前記第1のポリマーが比較的硬く、前記第2のポリマーが比較的柔らかいことを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項15】
電動工具ハンドル、歯ブラシ、スポーツ用具、衝撃を受けるよう設計された表面、ノブ、高摩擦面を与えるよう設計された部品、シーリング面を含有する商品、または防音または防振設計された商品を含むことを特徴とする請求項14に記載の物品。
【請求項16】
前記第1の熱可塑性材料がバリア樹脂であることを特徴とする請求項1〜6のいずれか一項に記載の物品。
【請求項17】
(a)熱可塑性または架橋熱硬化性樹脂を含むシートの第1の側に第1の熱可塑性樹脂を溶融結合する工程と、
(b)前記シートの第2の側に第2の熱可塑性材料を溶融結合する工程とを含み、
前記第1の側と前記第2の側は凹凸面を有しており、
前記第1の熱可塑性材料と前記第2の熱可塑性材料は異なることを特徴とする第1の熱可塑性材料と第2の熱可塑性材料が互いに結合された物品を形成する方法。
【請求項18】
前記シートが微孔性シートであることを特徴とする請求項17に記載の方法。
【請求項19】
前記微孔性シートが超高分子量のポリエチレンとフィラーとを含むことを特徴とする請求項18に記載の方法。
【請求項20】
前記シートが布地であることを特徴とする請求項17に記載の方法。
【請求項21】
前記布地が不織布であることを特徴とする請求項20に記載の方法。
【請求項22】
前記不織布がスパンボンドまたは溶融ブローンされていることを特徴とする請求項21に記載の方法。
【請求項23】
前記第1および第2の熱可塑性材料のうち一方または両方が独立して、ポリ(オキシメチレン)またはそのコポリマー、ポリエステル、ポリアミド、ポリオレフィン、ポリスチレン/ポリ(フェニレンオキシド)ブレンド、ポリカーボネート、フルオロポリマー、ポリスルフィド、ポリエーテルケトン、ポリ(エーテルイミド)、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、(メタ)アクリルポリマー、熱可塑性エラストマー、サーモトロピック液晶ポリマーおよび塩素化ポリマーからなる群より選択されることを特徴とする請求項17〜22のいずれか一項に記載の方法。
【請求項24】
前記第1のポリマーがポリ(オキシメチレン)またはそのコポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、フッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリカーボネート、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリエステルであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、第2のポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがポリアミドであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、第2のポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがサーモトロピック液晶ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、フッ素化ポリマー、ポリエステル、ポリアミド、第2のサーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択され、または
前記第1のポリマーがフッ素化ポリマーであり、前記第2のポリマーがポリオレフィン、ポリ(メタ)アクリレート、ポリカーボネート、第2のフッ素化ポリマー、ポリエステル、ポリアミド、サーモトロピック液晶ポリマー、ポリスルホン、ポリスルフィド、ポリケトン、アクリロニトリル−1,3−ブタジエン−スチレンコポリマー、塩素化ポリマーおよび熱可塑性エラストマーからなる群より選択されることを特徴とする請求項17〜22のいずれか一項に記載の方法。
【請求項25】
前記第1および第2のポリマーの一方または両方が熱硬化性であることを特徴とする請求項17〜22のいずれか一項に記載の方法。
【請求項26】
前記溶融ボンディングの少なくとも一部が射出成形金型、ロールラミネータ、圧縮成形金型または熱形成機で実施されることを特徴とする請求項17〜25のいずれか一項に記載の方法。
【請求項27】
前記溶融ボンディングの少なくとも一部が溶接プロセスであることを特徴とする請求項17〜25のいずれか一項に記載の方法。
【請求項28】
前記溶接がレーザー、振動または超音波溶接であることを特徴とする請求項27に記載の方法。
【図1】

【図2】
【図2】
【公表番号】特表2007−502733(P2007−502733A)
【公表日】平成19年2月15日(2007.2.15)
【国際特許分類】
【出願番号】特願2006−533361(P2006−533361)
【出願日】平成16年5月24日(2004.5.24)
【国際出願番号】PCT/US2004/016289
【国際公開番号】WO2004/110753
【国際公開日】平成16年12月23日(2004.12.23)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成19年2月15日(2007.2.15)
【国際特許分類】
【出願日】平成16年5月24日(2004.5.24)
【国際出願番号】PCT/US2004/016289
【国際公開番号】WO2004/110753
【国際公開日】平成16年12月23日(2004.12.23)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]