
異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置
【課題】ループや毛羽の発生がなくて紡糸操業性が良好であり、また延伸仮撚工程の通過性もよく、さらに、製編織して得られる布帛にドライ感やふくらみ感を付与できる異型異繊度混繊糸を、高速紡糸で製造できる溶融紡糸方法と溶融紡糸装置を提供する。
【解決手段】太繊度糸群と細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状の異型異繊度混繊糸を溶融紡糸する際、同一の紡糸口金1から溶融紡糸した熱可塑性フィラメント群を環状冷却装置2で冷却した後、紡糸糸条を囲繞しかつ特定式を満足する整流カバー3中を流下させ、次いで特定式を満足するオイリング装置4で油剤を付与した後、引取速度2500〜4000m/分で引取る異型異繊度混繊糸の溶融紡糸方法。
【解決手段】太繊度糸群と細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状の異型異繊度混繊糸を溶融紡糸する際、同一の紡糸口金1から溶融紡糸した熱可塑性フィラメント群を環状冷却装置2で冷却した後、紡糸糸条を囲繞しかつ特定式を満足する整流カバー3中を流下させ、次いで特定式を満足するオイリング装置4で油剤を付与した後、引取速度2500〜4000m/分で引取る異型異繊度混繊糸の溶融紡糸方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置に関し、さらに詳しくは、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群を含有し、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する異型異繊度混繊糸を、均一な品質で、かつ安定して得ることができる異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置に関するものである。
【背景技術】
【0002】
ポリエステル繊維、ポリアミド繊維等の合成繊維は、織物、編物等の材料として広く使用されているが、合成繊維の欠点であるヌメリ感、ヘタリ感、さらにはイラツキなどを除去して織編物にドライ感やふくらみ感を付与するために、単糸断面を異型にしたり、単糸の繊度を異ならせる試みが種々行われてきた。
【0003】
本出願人も、特許文献1〜4において、各種の異型異繊度混繊糸を提案した。これらの異型異繊度混繊糸は、太繊度糸群と細繊度糸群とを含有し、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈するので、これらを製編織すれば、天然のシルクやウール等の特徴であるドレープ性あるいは、ソフト感を具備し、かつ、ハリ、コシ、ドライ感を具備した織編物を得ることはできる。
【0004】
これらの異型異繊度混繊糸は、異なる形状の太繊度糸と細繊度糸で構成されているため、同一の紡糸口金を用いた異型異繊度混繊糸の製造において、紡糸孔を複数有する口金から吐出したフィラメント群を空気流で冷却する場合、従来の冷却設備では冷却時間が短いために単糸間で冷却斑が発生しやすく、このため生産性を上げるために引取速度2500m/分以上の高速紡糸を行なうと、ある程度の割合でチーズにループや毛羽が発生して、紡糸操業性が低下する。
【0005】
さらに、チーズに発生するループや毛羽による単糸切れや単糸弛みは、後工程で延伸、仮撚を行う際に均一な延伸を妨げて単糸に部分的な太細斑が発生し、仮撚り調子の低下や製編織、染色後の布帛にも単糸の部分濃染が発生するという問題があった。
【特許文献1】特開昭62−21827号公報
【特許文献2】特開昭62−90345号公報
【特許文献3】特開昭62−156327号公報
【特許文献4】特開2004−3051号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記の問題を解決し、ループや毛羽の発生がなくて紡糸操業性が良好であり、また延伸仮撚工程の通過性もよく、さらに、製編織して得られる布帛にドライ感やふくらみ感を付与できる異型異繊度混繊糸を、高速紡糸で製造することができる異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置を提供することを技術的な課題とするものである。
【課題を解決するための手段】
【0007】
本発明者は、上記の課題を解決するために鋭意検討した結果、異型異繊度混繊糸を溶融紡糸するに際し、環状冷却装置の形状(長さ、直径)と整流カバーの形状(長さ、直径)
、並びにオイリング装置までの距離について特定の条件に設定することで、形状と繊度の多様に異なる混繊糸が混在する中にあっても、冷却条件を好適に設定・制御することが可能となり、その結果、ループや毛羽の発生がなく、さらに、製編織して得られる布帛にドライ感やふくらみ感を付与できる異型異繊度混繊糸を、高速紡糸下で安定して操業性良く生産できることを見出し、本発明に到達した。
【0008】
すなわち、本発明は、次の構成を要旨とするものである。
(a)単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群からなる異型異繊度混繊糸を溶融紡糸するに際し、同一の紡糸口金から溶融紡糸した前記熱可塑性フィラメント群を環状冷却装置で冷却した後、紡糸糸条を囲繞しかつ下記式(1)、(2)を満足する整流カバー中を流下させ、次いで下記式(3)を満足するオイリング装置で油剤を付与した後、引取速度2500〜4000m/分で引取ること特徴とする異型異繊度混繊糸の溶融紡糸方法。
【0009】
L≧A×1.5 ・・・(1)
R≧B ・・・・・・・・(2)
OR≧L+100 ・・・(3)
L:整流カバーの長さ(mm)
R:整流カバーが円筒時の直径、箱型の場合は断面である正方形あるいは長方形の一辺(短辺)の長さ(mm)
A:環状冷却装置の長さ(mm)
B:環状冷却装置の直径(mm)
OR:整流カバーの上端からオイリング装置までの距離(mm)
(b)上記(a)記載の異型異繊度混繊糸の溶融紡糸方法を実施するための装置であって、紡糸口金の下方に、紡糸糸条の走行方向に沿って、環状冷却装置と、紡糸糸条を囲繞しかつ上記式(1)、(2)を満足する整流カバーと、上記式(3)を満足するオイリング装置とを配設したこと特徴とする異型異繊度混繊糸の溶融紡糸装置。
【発明の効果】
【0010】
本発明によれば、引取速度2500m/分以上の高紡糸速度下の条件において、毛羽、ループ等の発生がなく、延伸仮撚工程の通過性もよく、製編織して得られる布帛に合成繊維の欠点であるヌメリ感、ヘタリ感、さらにはイラツキ等がなくて、天然のシルクやウール等の特徴であるドレープ性あるいは、ソフト感、ふくらみ感があり、かつ、ハリ、コシ、ドライ感を付与することができる異型異繊度混繊糸を安定して製造することができる異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置が提供される。
【発明を実施するための最良の形態】
【0011】
以下、本発明について詳細に説明する。
本発明の異型異繊度混繊糸の溶融紡糸方法は、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群からなる異型異繊度混繊糸を、後述する特定の条件で溶融紡糸するものである。
【0012】
まず、本発明において使用する熱可塑性ポリマーとしては、ポリエステル、ポリアミド等、繊維形成能を有するポリマーであれば特に限定されるものではなく、各種ポリエステルの混合物や共重合体であってもよいが、特にポリエチレンテレフタレート系のポリエステルが好ましい。
【0013】
上記の熱可塑性ポリマーは、副次的に、添加物を加えて各種の改質を行ったものでもよい。副次的な添加剤の例としては、熱安定剤、顔料、紫外線吸収剤、酸化防止剤、抗菌剤、滑剤、制電剤、離型剤、結晶核剤、柔軟化剤、耐光剤、界面活性剤、可塑剤、表面改質剤、香料、染料、難燃剤、艶消し剤、有機電解質等が挙げられる。
【0014】
本発明で製造する異型異繊度混繊糸は、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とが渾然一体となっており、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群で構成されていることが必要である。すなわち、この混繊糸を製編織して得られる布帛は、太繊度糸群を構成する単糸の存在によってハリ、コシあるいは、ドライ感のある風合を呈し、かつ、細繊度糸群を構成する単糸の存在によってソフト感、ふくらみ感あるいは、ドレープ性を有することができる。なお、異型異繊度混繊糸は、太繊度糸と細繊度糸の中間の単糸繊度を有する中繊度糸群を含有していてもよい。
【0015】
太繊度糸群の単糸繊度が3dtex未満では、単糸の断面積が小さいため、単糸に掛る横方向の力、曲げ、捩れに対する反発力が弱く、ハリ、コシが減少し、細繊度糸との繊度差が少ないので、凹凸感が少なくなってヌメリ感のある織編物となり好ましくない。そのため、太繊度糸群の単糸繊度は3dtex以上が必要であり、3.5〜5.0dtexが好ましい。また、ハリ、コシあるいは、ドライ感と同時にソフト感、ふくらみ感を付与するために、細繊度糸群の単糸繊度は2dtex以下とする必要があり、好ましくは、1.2〜1.7dtexである。細繊度糸群の単糸繊度が2dtexを超えると、剛直な風合いとなるため好ましくない。
【0016】
また、ハリ、コシ、ドライ感を付与するためには、混繊糸全体に対する太繊度糸群の単糸数の割合を5〜50%とすることが必要であるが、太繊度糸群の単糸数の割合が大きくなるにつれてドライ感が強調され、粗剛感が生じることがあるので20%以下とすることが好ましい。一方、細繊度糸群の単糸数の割合は20〜70%とすることが必要である。細繊度糸群の単糸数の割合が小さくなるにつれてソフト感が乏しくなり、ドライ感が強調され、粗剛感が生じることがあるので40%以上とすることが好ましい。
【0017】
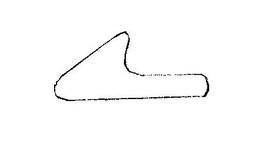
さらに、太繊度糸の一部ないし全部の断面形状が、例えば図3で示すような実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈することが必要である。すなわち、単糸に掛かる横方向の力、曲げ、捩りに対して、偏平状の幹部があるため安定しており、単糸の移動や転がりが制限されることによって単糸間の間隙が保持され、ふくらみ感が得られる。また、突起部があるため、織編物の表面を指で滑らせたときに引っ掛かりによって指先に伝わるドライ感が得られる。
【0018】
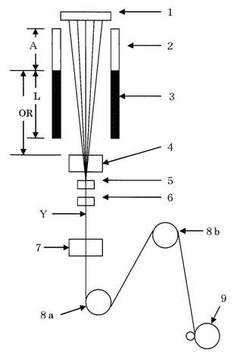
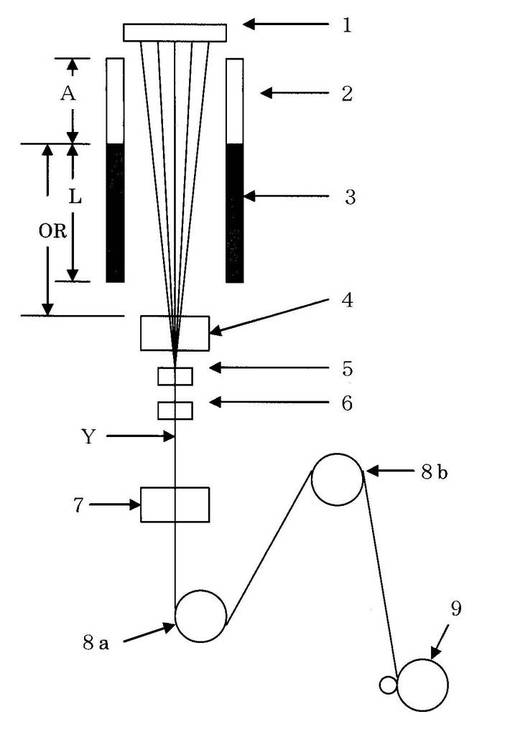
本発明の異型異繊度混繊糸の溶融紡糸方法は、図1に示す本発明の溶融紡糸装置を用いて行なう。図1において、紡糸口金1の下方には、紡糸糸条の走行方向に沿って、環状冷却装置2と、紡糸糸条を囲繞しかつ前記式(1)、(2)を満足する整流カバー3と、前記式(3)を満足するオイリング装置4が設けてある。また、オイリング装置4の下流側には集束ガイド5、交絡付与装置6、2段目のオイリング装置7、引取ローラ8a、8b、捲取装置9の順に配設されている。
【0019】
図1に示す溶融紡糸装置を用いて異型異繊度混繊糸を溶融紡糸するに際し、紡糸口金1より吐出された溶融ポリマーは環状冷却装置2で冷却固化されてフィラメントとなり、整流カバー3によって固化を助成され、オイリングローラを用いたオイリング装置4で油剤を付与された後、集束ガイド5で集束され、交絡付与装置6で交絡が付与されて異型異繊度混繊糸Yとなる。そして、異型異繊度混繊糸Yは2段目のオイリング装置7で再び油剤を付与され、引取ローラ8a、8bを介して捲取装置9により引取速度2500〜4000m/分で捲き取られる。
【0020】
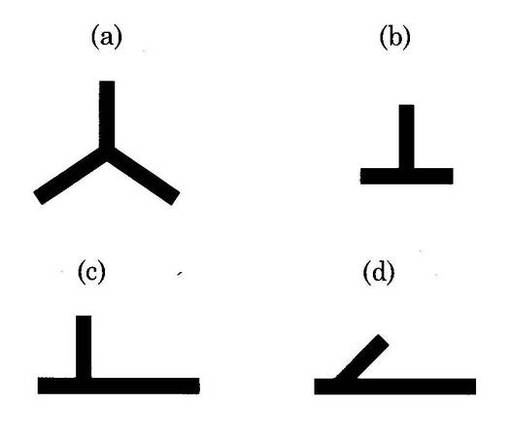
本発明で用いる紡糸口金1は、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈した断面形状であり、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%になるような紡糸孔を複数有する口金を用いる必要がある。太繊度糸の断面形状を実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈したものとするためには、例えば図2の(c)(d)に示す紡糸孔の形状が好適である。また、細繊度糸の断面形状は特に限定されるものではなく、太繊度糸と同様なものや、丸断面形状、図2の(a)(b)に示す紡糸孔で得られる三角乃至三葉断面形状のもの等を用いることができる。
【0021】
また、整流カバー3は、環状冷却装置2の直下に、好ましくは環状冷却装置2に連結して紡糸糸条を囲繞するように設けることが必要である。また、その長さ(糸条走行方向)L(mm)は、前記式(1)のように環状冷却装置2の長さAの1.5倍以上、好ましくは2.5〜3.5倍が必要であり、その直径、又は箱型の場合の断面である正方形あるいは長方形の一辺(短辺)の長さR(mm)は、前記式(2)のように環状冷却装置2の直径B以上、好ましくは2.0〜3.0倍が必要である。
【0022】
整流カバー3の長さLが環状冷却装置2の長さAの1.5倍より短い場合や、R(mm)が環状冷却装置2の直径Bより小さい場合は、細繊度糸と太繊度糸の冷却差が是正されずに斑が発生し、糸揺れによって単糸の融着が起こり、捲取られるチーズに毛羽、ループ等が発生する。
【0023】
なお、整流カバー3は、紡糸作業性を考慮して、前面が開閉式であることが好ましく、素材は適度な剛性を有していれば特に限定されるものではなく、紙、木、金属、合成樹脂等を用いることができる。
【0024】
次に、オイリングローラ等のオイリング装置4は、整流カバー3の上端からオイリング装置4までの距離OR(mm)が前記式(3)のように、整流カバー3の長さL+100以上、好ましくはL+200〜L+400を満足する、すなわち、整流カバー3の下端より100mm以上、下方に設けることが必要である。整流カバー3の下端からオイリング装置4までの距離が100mmより短いと、冷却風、随伴気流によってオイリング装置4の油膜の厚さが変化して油剤の付着が不均一になり、捲き取られるチーズにループや毛羽が発生して紡糸操業性が低下する等の問題が生じる。
【実施例】
【0025】
次に、本発明を実施例によって具体的に説明するが、本発明はこれらに限定されるものではない。なお、実施例における特性評価は、次のようにして行った。
(a)単糸繊度
混繊糸を10cm程度に切断した後に分繊し、サーチ(株)社製 DENIIR COMPUTER DC−11を使用して全ての単糸繊度を測定し、太繊度糸群、細繊度糸群、中間繊度糸群、それぞれの平均値を各単糸繊度とした。
(b)風合評価
得られた異型異繊度混繊糸を、延伸仮撚機にて延伸倍率1.4、熱処理温度160℃、撚数3670T/Mの条件で延伸仮撚加工を行い、得られた仮撚加工糸を経糸密度100本/2.54cm、緯糸密度100本/2.54cmで 組織の織物にしたものを用い、その織物のふくらみ感、ソフト感、ドライ感について、評価基準糸である110dtex(単糸繊度2.5dtex)の三角断面糸の仮撚加工糸織物と比較して下記のように官能評価し、Cを不合格とした。
A:評価基準糸よりかなり良い
B:評価基準糸よりやや良い
C:評価基準糸と同等又は劣る
【0026】
(c)製糸性
紡糸12錘を用いて24時間の操業を行い、この間の紡糸から捲取りまでの糸切れ回数とパツケージ欠点率により、次の3段階で評価し、Cを不合格とした。
【0027】
パツケージ欠点率(%)=(不良パッケージ数/総パッケージ数)×100
A:糸切れ回数が0〜2回、パツケージ欠点率が1%未満
B:糸切れ回数が3〜5回、パツケージ欠点率が1%以上〜4%未満
C:糸切れ回数が6回以上、パツケージ欠点率が4%以上
なお、糸切れ回数とパツケージ欠点率で評価が異なる場合は、低い方の評価を採用した。
【0028】
(d)単糸部分濃染発生数
風合評価で使用したものと同じ仮撚加工糸、5000mを筒編し、単糸濃染部の長さ、発生数により、次の3段階で評価し、Aのみ合格とした。
【0029】
A:単糸濃染部の長さ1cm未満の部分が0〜3個所
B:単糸濃染部の長さ1cm未満の部分が4個所以上
C:単糸濃染部の長さ1cm以上の部分が1個所以上
(e)総合評価
風合評価、製糸性、単糸部分濃染発生数により、次の3段階で評価した。
【0030】
○:全ての項目において、合格である
△:いずれかの項目において、1ヶの不合格がある
×:いずれかの項目において、2ヶ以上の不合格がある
【0031】
(実施例1)
固有粘度(フェノールと四塩化エタンとの等質量混合物を溶媒として、温度20℃で測定した。)が0.68のボリエチレンテレフタレートを、図2(d)に示す形状で3種の大きさの紡糸孔を44孔有する紡糸口金を用いて、紡糸温度300℃、吐出量29.4g/分で紡糸し、環状冷却装置(長さ300mm、直径130mm)とその下方で紡糸糸条を囲繞する一辺の長さ450mmの断面正方形の整流カバー(長さ450mm)を通過させた後、整流カバーの下端より150mm下方のオイリングローラで油剤を付与した。引き続き、交絡付与装置で交絡を付与し、2段目のオイリングローラで再び油剤を付与した後、引取ローラを介して引取速度3000m/分で100dtex/44fの半未延伸糸(目的とする異型異繊度混繊糸)をパツケージに捲取った。
【0032】
(実施例2〜5)
太繊度糸群の単糸繊度、混繊糸全体に対する各繊度糸群の単糸数の割合、整流カバーの長さ、オイリングローラの位置を表1のように変更した以外は、実施例1と同様に行って異型異繊度混繊糸を得た。
【0033】
(比較例1)
太繊度糸群の単糸繊度、混繊糸全体に対する各繊度糸群の単糸数の割合を表2のように変更し、整流カバーを設けなかった以外は、実施例1と同様に行って異型異繊度混繊糸を得た。
(比較例2〜5)
太繊度糸群の単糸繊度、混繊糸全体に対する各繊度糸群の単糸数の割合、整流カバーの長さ、オイリングローラの位置を表2のように変更した以外は、実施例1と同様に行って異型異繊度混繊糸を得た。
【0034】
実施例1〜5で得られた異型異繊度混繊糸の評価結果を表1に、比較例1〜5で得られた異型異繊度混繊糸の評価結果を表2に示す。
【0035】
【表1】

【0036】
【表2】
【0037】
表1から明らかなように、実施例1〜5の異型異繊度混繊糸から得られた織物は、ドライ感、ソフト感、ふくらみ感を兼ね備えた風合を有し、製糸性、単糸部分濃染発生評価も良好なものであった。
【0038】
一方、比較例1は、整流カバーがないため冷却不足となり、捲取られたチーズに毛羽、ループが見られ、仮撚加工後の筒編地に単糸の部分濃染が発生し、得られた織物は風合に斑があった。また、比較例2は、太繊度糸群を構成する単糸繊度が細いため、ハリ、コシ感がなく、太繊度糸群と細繊度糸群を構成する単糸の繊度差が少ないため、織物はヌメリ感のある風合となった。
【0039】
次に、比較例3は、整流カバーが短いため充分な冷却効果が得られず、単糸間の融着によって、糸切れ、毛羽、ループが発生し、さらにオイリングローラの位置が整流カバーに近すぎたため油剤の付着斑が起り、製糸性が劣るものであった。また、得られた混繊糸は、太繊度糸と中間繊度糸からなるものであるため、織物はハリ、コシ感が強いものであった。比較例4は、整流カバーが短いため充分な冷却効果が得られず、単糸間の融着によって、糸切れ、毛羽、ループが発生し、製糸性が劣るものであり、さらに、太繊度糸群の混繊比率が高いため、ハリ、コシ感がさらに強調され、ソフト感に欠けるものであった。
【0040】
また、比較例5は、得られた混繊糸における細繊度糸群の比率が高いため、織物にハリ、コシ感がなく、ソフト感のみが強調された風合となった。
【図面の簡単な説明】
【0041】
【図1】本発明の異型異繊度混繊糸の溶融紡糸装置の一実施態様を示す概略工程図である。
【図2】(a)(b)(c)(d)は、本発明で使用する紡糸孔の実施態様を示す概略図である。
【図3】図2の(d)で示す紡糸孔を使用して得られる太繊度糸の断面形状を示す概略図である。
【符号の説明】
【0042】
1 紡糸口金
2 環状冷却装置
3 整流カバー
4 オイリング装置
5 集束ガイド
6 交絡付与装置
7 オイリング装置
8a 第1引取ローラ
8b 第2引取ローラ
9 捲取装置
Y 異型異繊度混繊糸
【技術分野】
【0001】
本発明は、異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置に関し、さらに詳しくは、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群を含有し、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する異型異繊度混繊糸を、均一な品質で、かつ安定して得ることができる異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置に関するものである。
【背景技術】
【0002】
ポリエステル繊維、ポリアミド繊維等の合成繊維は、織物、編物等の材料として広く使用されているが、合成繊維の欠点であるヌメリ感、ヘタリ感、さらにはイラツキなどを除去して織編物にドライ感やふくらみ感を付与するために、単糸断面を異型にしたり、単糸の繊度を異ならせる試みが種々行われてきた。
【0003】
本出願人も、特許文献1〜4において、各種の異型異繊度混繊糸を提案した。これらの異型異繊度混繊糸は、太繊度糸群と細繊度糸群とを含有し、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈するので、これらを製編織すれば、天然のシルクやウール等の特徴であるドレープ性あるいは、ソフト感を具備し、かつ、ハリ、コシ、ドライ感を具備した織編物を得ることはできる。
【0004】
これらの異型異繊度混繊糸は、異なる形状の太繊度糸と細繊度糸で構成されているため、同一の紡糸口金を用いた異型異繊度混繊糸の製造において、紡糸孔を複数有する口金から吐出したフィラメント群を空気流で冷却する場合、従来の冷却設備では冷却時間が短いために単糸間で冷却斑が発生しやすく、このため生産性を上げるために引取速度2500m/分以上の高速紡糸を行なうと、ある程度の割合でチーズにループや毛羽が発生して、紡糸操業性が低下する。
【0005】
さらに、チーズに発生するループや毛羽による単糸切れや単糸弛みは、後工程で延伸、仮撚を行う際に均一な延伸を妨げて単糸に部分的な太細斑が発生し、仮撚り調子の低下や製編織、染色後の布帛にも単糸の部分濃染が発生するという問題があった。
【特許文献1】特開昭62−21827号公報
【特許文献2】特開昭62−90345号公報
【特許文献3】特開昭62−156327号公報
【特許文献4】特開2004−3051号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記の問題を解決し、ループや毛羽の発生がなくて紡糸操業性が良好であり、また延伸仮撚工程の通過性もよく、さらに、製編織して得られる布帛にドライ感やふくらみ感を付与できる異型異繊度混繊糸を、高速紡糸で製造することができる異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置を提供することを技術的な課題とするものである。
【課題を解決するための手段】
【0007】
本発明者は、上記の課題を解決するために鋭意検討した結果、異型異繊度混繊糸を溶融紡糸するに際し、環状冷却装置の形状(長さ、直径)と整流カバーの形状(長さ、直径)
、並びにオイリング装置までの距離について特定の条件に設定することで、形状と繊度の多様に異なる混繊糸が混在する中にあっても、冷却条件を好適に設定・制御することが可能となり、その結果、ループや毛羽の発生がなく、さらに、製編織して得られる布帛にドライ感やふくらみ感を付与できる異型異繊度混繊糸を、高速紡糸下で安定して操業性良く生産できることを見出し、本発明に到達した。
【0008】
すなわち、本発明は、次の構成を要旨とするものである。
(a)単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群からなる異型異繊度混繊糸を溶融紡糸するに際し、同一の紡糸口金から溶融紡糸した前記熱可塑性フィラメント群を環状冷却装置で冷却した後、紡糸糸条を囲繞しかつ下記式(1)、(2)を満足する整流カバー中を流下させ、次いで下記式(3)を満足するオイリング装置で油剤を付与した後、引取速度2500〜4000m/分で引取ること特徴とする異型異繊度混繊糸の溶融紡糸方法。
【0009】
L≧A×1.5 ・・・(1)
R≧B ・・・・・・・・(2)
OR≧L+100 ・・・(3)
L:整流カバーの長さ(mm)
R:整流カバーが円筒時の直径、箱型の場合は断面である正方形あるいは長方形の一辺(短辺)の長さ(mm)
A:環状冷却装置の長さ(mm)
B:環状冷却装置の直径(mm)
OR:整流カバーの上端からオイリング装置までの距離(mm)
(b)上記(a)記載の異型異繊度混繊糸の溶融紡糸方法を実施するための装置であって、紡糸口金の下方に、紡糸糸条の走行方向に沿って、環状冷却装置と、紡糸糸条を囲繞しかつ上記式(1)、(2)を満足する整流カバーと、上記式(3)を満足するオイリング装置とを配設したこと特徴とする異型異繊度混繊糸の溶融紡糸装置。
【発明の効果】
【0010】
本発明によれば、引取速度2500m/分以上の高紡糸速度下の条件において、毛羽、ループ等の発生がなく、延伸仮撚工程の通過性もよく、製編織して得られる布帛に合成繊維の欠点であるヌメリ感、ヘタリ感、さらにはイラツキ等がなくて、天然のシルクやウール等の特徴であるドレープ性あるいは、ソフト感、ふくらみ感があり、かつ、ハリ、コシ、ドライ感を付与することができる異型異繊度混繊糸を安定して製造することができる異型異繊度混繊糸の溶融紡糸方法と溶融紡糸装置が提供される。
【発明を実施するための最良の形態】
【0011】
以下、本発明について詳細に説明する。
本発明の異型異繊度混繊糸の溶融紡糸方法は、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群からなる異型異繊度混繊糸を、後述する特定の条件で溶融紡糸するものである。
【0012】
まず、本発明において使用する熱可塑性ポリマーとしては、ポリエステル、ポリアミド等、繊維形成能を有するポリマーであれば特に限定されるものではなく、各種ポリエステルの混合物や共重合体であってもよいが、特にポリエチレンテレフタレート系のポリエステルが好ましい。
【0013】
上記の熱可塑性ポリマーは、副次的に、添加物を加えて各種の改質を行ったものでもよい。副次的な添加剤の例としては、熱安定剤、顔料、紫外線吸収剤、酸化防止剤、抗菌剤、滑剤、制電剤、離型剤、結晶核剤、柔軟化剤、耐光剤、界面活性剤、可塑剤、表面改質剤、香料、染料、難燃剤、艶消し剤、有機電解質等が挙げられる。
【0014】
本発明で製造する異型異繊度混繊糸は、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とが渾然一体となっており、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群で構成されていることが必要である。すなわち、この混繊糸を製編織して得られる布帛は、太繊度糸群を構成する単糸の存在によってハリ、コシあるいは、ドライ感のある風合を呈し、かつ、細繊度糸群を構成する単糸の存在によってソフト感、ふくらみ感あるいは、ドレープ性を有することができる。なお、異型異繊度混繊糸は、太繊度糸と細繊度糸の中間の単糸繊度を有する中繊度糸群を含有していてもよい。
【0015】
太繊度糸群の単糸繊度が3dtex未満では、単糸の断面積が小さいため、単糸に掛る横方向の力、曲げ、捩れに対する反発力が弱く、ハリ、コシが減少し、細繊度糸との繊度差が少ないので、凹凸感が少なくなってヌメリ感のある織編物となり好ましくない。そのため、太繊度糸群の単糸繊度は3dtex以上が必要であり、3.5〜5.0dtexが好ましい。また、ハリ、コシあるいは、ドライ感と同時にソフト感、ふくらみ感を付与するために、細繊度糸群の単糸繊度は2dtex以下とする必要があり、好ましくは、1.2〜1.7dtexである。細繊度糸群の単糸繊度が2dtexを超えると、剛直な風合いとなるため好ましくない。
【0016】
また、ハリ、コシ、ドライ感を付与するためには、混繊糸全体に対する太繊度糸群の単糸数の割合を5〜50%とすることが必要であるが、太繊度糸群の単糸数の割合が大きくなるにつれてドライ感が強調され、粗剛感が生じることがあるので20%以下とすることが好ましい。一方、細繊度糸群の単糸数の割合は20〜70%とすることが必要である。細繊度糸群の単糸数の割合が小さくなるにつれてソフト感が乏しくなり、ドライ感が強調され、粗剛感が生じることがあるので40%以上とすることが好ましい。
【0017】
さらに、太繊度糸の一部ないし全部の断面形状が、例えば図3で示すような実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈することが必要である。すなわち、単糸に掛かる横方向の力、曲げ、捩りに対して、偏平状の幹部があるため安定しており、単糸の移動や転がりが制限されることによって単糸間の間隙が保持され、ふくらみ感が得られる。また、突起部があるため、織編物の表面を指で滑らせたときに引っ掛かりによって指先に伝わるドライ感が得られる。
【0018】
本発明の異型異繊度混繊糸の溶融紡糸方法は、図1に示す本発明の溶融紡糸装置を用いて行なう。図1において、紡糸口金1の下方には、紡糸糸条の走行方向に沿って、環状冷却装置2と、紡糸糸条を囲繞しかつ前記式(1)、(2)を満足する整流カバー3と、前記式(3)を満足するオイリング装置4が設けてある。また、オイリング装置4の下流側には集束ガイド5、交絡付与装置6、2段目のオイリング装置7、引取ローラ8a、8b、捲取装置9の順に配設されている。
【0019】
図1に示す溶融紡糸装置を用いて異型異繊度混繊糸を溶融紡糸するに際し、紡糸口金1より吐出された溶融ポリマーは環状冷却装置2で冷却固化されてフィラメントとなり、整流カバー3によって固化を助成され、オイリングローラを用いたオイリング装置4で油剤を付与された後、集束ガイド5で集束され、交絡付与装置6で交絡が付与されて異型異繊度混繊糸Yとなる。そして、異型異繊度混繊糸Yは2段目のオイリング装置7で再び油剤を付与され、引取ローラ8a、8bを介して捲取装置9により引取速度2500〜4000m/分で捲き取られる。
【0020】
本発明で用いる紡糸口金1は、単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈した断面形状であり、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%になるような紡糸孔を複数有する口金を用いる必要がある。太繊度糸の断面形状を実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈したものとするためには、例えば図2の(c)(d)に示す紡糸孔の形状が好適である。また、細繊度糸の断面形状は特に限定されるものではなく、太繊度糸と同様なものや、丸断面形状、図2の(a)(b)に示す紡糸孔で得られる三角乃至三葉断面形状のもの等を用いることができる。
【0021】
また、整流カバー3は、環状冷却装置2の直下に、好ましくは環状冷却装置2に連結して紡糸糸条を囲繞するように設けることが必要である。また、その長さ(糸条走行方向)L(mm)は、前記式(1)のように環状冷却装置2の長さAの1.5倍以上、好ましくは2.5〜3.5倍が必要であり、その直径、又は箱型の場合の断面である正方形あるいは長方形の一辺(短辺)の長さR(mm)は、前記式(2)のように環状冷却装置2の直径B以上、好ましくは2.0〜3.0倍が必要である。
【0022】
整流カバー3の長さLが環状冷却装置2の長さAの1.5倍より短い場合や、R(mm)が環状冷却装置2の直径Bより小さい場合は、細繊度糸と太繊度糸の冷却差が是正されずに斑が発生し、糸揺れによって単糸の融着が起こり、捲取られるチーズに毛羽、ループ等が発生する。
【0023】
なお、整流カバー3は、紡糸作業性を考慮して、前面が開閉式であることが好ましく、素材は適度な剛性を有していれば特に限定されるものではなく、紙、木、金属、合成樹脂等を用いることができる。
【0024】
次に、オイリングローラ等のオイリング装置4は、整流カバー3の上端からオイリング装置4までの距離OR(mm)が前記式(3)のように、整流カバー3の長さL+100以上、好ましくはL+200〜L+400を満足する、すなわち、整流カバー3の下端より100mm以上、下方に設けることが必要である。整流カバー3の下端からオイリング装置4までの距離が100mmより短いと、冷却風、随伴気流によってオイリング装置4の油膜の厚さが変化して油剤の付着が不均一になり、捲き取られるチーズにループや毛羽が発生して紡糸操業性が低下する等の問題が生じる。
【実施例】
【0025】
次に、本発明を実施例によって具体的に説明するが、本発明はこれらに限定されるものではない。なお、実施例における特性評価は、次のようにして行った。
(a)単糸繊度
混繊糸を10cm程度に切断した後に分繊し、サーチ(株)社製 DENIIR COMPUTER DC−11を使用して全ての単糸繊度を測定し、太繊度糸群、細繊度糸群、中間繊度糸群、それぞれの平均値を各単糸繊度とした。
(b)風合評価
得られた異型異繊度混繊糸を、延伸仮撚機にて延伸倍率1.4、熱処理温度160℃、撚数3670T/Mの条件で延伸仮撚加工を行い、得られた仮撚加工糸を経糸密度100本/2.54cm、緯糸密度100本/2.54cmで 組織の織物にしたものを用い、その織物のふくらみ感、ソフト感、ドライ感について、評価基準糸である110dtex(単糸繊度2.5dtex)の三角断面糸の仮撚加工糸織物と比較して下記のように官能評価し、Cを不合格とした。
A:評価基準糸よりかなり良い
B:評価基準糸よりやや良い
C:評価基準糸と同等又は劣る
【0026】
(c)製糸性
紡糸12錘を用いて24時間の操業を行い、この間の紡糸から捲取りまでの糸切れ回数とパツケージ欠点率により、次の3段階で評価し、Cを不合格とした。
【0027】
パツケージ欠点率(%)=(不良パッケージ数/総パッケージ数)×100
A:糸切れ回数が0〜2回、パツケージ欠点率が1%未満
B:糸切れ回数が3〜5回、パツケージ欠点率が1%以上〜4%未満
C:糸切れ回数が6回以上、パツケージ欠点率が4%以上
なお、糸切れ回数とパツケージ欠点率で評価が異なる場合は、低い方の評価を採用した。
【0028】
(d)単糸部分濃染発生数
風合評価で使用したものと同じ仮撚加工糸、5000mを筒編し、単糸濃染部の長さ、発生数により、次の3段階で評価し、Aのみ合格とした。
【0029】
A:単糸濃染部の長さ1cm未満の部分が0〜3個所
B:単糸濃染部の長さ1cm未満の部分が4個所以上
C:単糸濃染部の長さ1cm以上の部分が1個所以上
(e)総合評価
風合評価、製糸性、単糸部分濃染発生数により、次の3段階で評価した。
【0030】
○:全ての項目において、合格である
△:いずれかの項目において、1ヶの不合格がある
×:いずれかの項目において、2ヶ以上の不合格がある
【0031】
(実施例1)
固有粘度(フェノールと四塩化エタンとの等質量混合物を溶媒として、温度20℃で測定した。)が0.68のボリエチレンテレフタレートを、図2(d)に示す形状で3種の大きさの紡糸孔を44孔有する紡糸口金を用いて、紡糸温度300℃、吐出量29.4g/分で紡糸し、環状冷却装置(長さ300mm、直径130mm)とその下方で紡糸糸条を囲繞する一辺の長さ450mmの断面正方形の整流カバー(長さ450mm)を通過させた後、整流カバーの下端より150mm下方のオイリングローラで油剤を付与した。引き続き、交絡付与装置で交絡を付与し、2段目のオイリングローラで再び油剤を付与した後、引取ローラを介して引取速度3000m/分で100dtex/44fの半未延伸糸(目的とする異型異繊度混繊糸)をパツケージに捲取った。
【0032】
(実施例2〜5)
太繊度糸群の単糸繊度、混繊糸全体に対する各繊度糸群の単糸数の割合、整流カバーの長さ、オイリングローラの位置を表1のように変更した以外は、実施例1と同様に行って異型異繊度混繊糸を得た。
【0033】
(比較例1)
太繊度糸群の単糸繊度、混繊糸全体に対する各繊度糸群の単糸数の割合を表2のように変更し、整流カバーを設けなかった以外は、実施例1と同様に行って異型異繊度混繊糸を得た。
(比較例2〜5)
太繊度糸群の単糸繊度、混繊糸全体に対する各繊度糸群の単糸数の割合、整流カバーの長さ、オイリングローラの位置を表2のように変更した以外は、実施例1と同様に行って異型異繊度混繊糸を得た。
【0034】
実施例1〜5で得られた異型異繊度混繊糸の評価結果を表1に、比較例1〜5で得られた異型異繊度混繊糸の評価結果を表2に示す。
【0035】
【表1】
【0036】
【表2】
【0037】
表1から明らかなように、実施例1〜5の異型異繊度混繊糸から得られた織物は、ドライ感、ソフト感、ふくらみ感を兼ね備えた風合を有し、製糸性、単糸部分濃染発生評価も良好なものであった。
【0038】
一方、比較例1は、整流カバーがないため冷却不足となり、捲取られたチーズに毛羽、ループが見られ、仮撚加工後の筒編地に単糸の部分濃染が発生し、得られた織物は風合に斑があった。また、比較例2は、太繊度糸群を構成する単糸繊度が細いため、ハリ、コシ感がなく、太繊度糸群と細繊度糸群を構成する単糸の繊度差が少ないため、織物はヌメリ感のある風合となった。
【0039】
次に、比較例3は、整流カバーが短いため充分な冷却効果が得られず、単糸間の融着によって、糸切れ、毛羽、ループが発生し、さらにオイリングローラの位置が整流カバーに近すぎたため油剤の付着斑が起り、製糸性が劣るものであった。また、得られた混繊糸は、太繊度糸と中間繊度糸からなるものであるため、織物はハリ、コシ感が強いものであった。比較例4は、整流カバーが短いため充分な冷却効果が得られず、単糸間の融着によって、糸切れ、毛羽、ループが発生し、製糸性が劣るものであり、さらに、太繊度糸群の混繊比率が高いため、ハリ、コシ感がさらに強調され、ソフト感に欠けるものであった。
【0040】
また、比較例5は、得られた混繊糸における細繊度糸群の比率が高いため、織物にハリ、コシ感がなく、ソフト感のみが強調された風合となった。
【図面の簡単な説明】
【0041】
【図1】本発明の異型異繊度混繊糸の溶融紡糸装置の一実施態様を示す概略工程図である。
【図2】(a)(b)(c)(d)は、本発明で使用する紡糸孔の実施態様を示す概略図である。
【図3】図2の(d)で示す紡糸孔を使用して得られる太繊度糸の断面形状を示す概略図である。
【符号の説明】
【0042】
1 紡糸口金
2 環状冷却装置
3 整流カバー
4 オイリング装置
5 集束ガイド
6 交絡付与装置
7 オイリング装置
8a 第1引取ローラ
8b 第2引取ローラ
9 捲取装置
Y 異型異繊度混繊糸
【特許請求の範囲】
【請求項1】
単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群からなる異型異繊度混繊糸を溶融紡糸するに際し、同一の紡糸口金から溶融紡糸した前記熱可塑性フィラメント群を環状冷却装置で冷却した後、紡糸糸条を囲繞しかつ下記式(1)、(2)を満足する整流カバー中を流下させ、次いで下記式(3)を満足するオイリング装置で油剤を付与した後、引取速度2500〜4000m/分で引取ること特徴とする異型異繊度混繊糸の溶融紡糸方法。
L≧A×1.5 ・・・(1)
R≧B ・・・・・・・・(2)
OR≧L+100 ・・・(3)
L:整流カバーの長さ(mm)
R:整流カバーが円筒時の直径、箱型の場合は断面である正方形あるいは長方形の一辺(短辺)の長さ(mm)
A:環状冷却装置の長さ(mm)
B:環状冷却装置の直径(mm)
OR:整流カバーの上端からオイリング装置までの距離(mm)
【請求項2】
請求項1記載の異型異繊度混繊糸の溶融紡糸方法を実施するための装置であって、紡糸口金の下方に、紡糸糸条の走行方向に沿って、環状冷却装置と、紡糸糸条を囲繞しかつ上記式(1)、(2)を満足する整流カバーと、上記式(3)を満足するオイリング装置とを配設したこと特徴とする異型異繊度混繊糸の溶融紡糸装置。
【請求項1】
単糸繊度が3dtex以上の太繊度糸群と、単糸繊度が2dtex以下の細繊度糸群とを含有し、混繊糸全体に対する太繊度糸群の単糸数の割合が5〜50%で、細繊度糸群の単糸数の割合が20〜70%であり、かつ、太繊度糸の一部ないし全部の断面形状が実質的に直線状の偏平幹部と突起部とを持つ非回転対称形状を呈する熱可塑性フィラメント群からなる異型異繊度混繊糸を溶融紡糸するに際し、同一の紡糸口金から溶融紡糸した前記熱可塑性フィラメント群を環状冷却装置で冷却した後、紡糸糸条を囲繞しかつ下記式(1)、(2)を満足する整流カバー中を流下させ、次いで下記式(3)を満足するオイリング装置で油剤を付与した後、引取速度2500〜4000m/分で引取ること特徴とする異型異繊度混繊糸の溶融紡糸方法。
L≧A×1.5 ・・・(1)
R≧B ・・・・・・・・(2)
OR≧L+100 ・・・(3)
L:整流カバーの長さ(mm)
R:整流カバーが円筒時の直径、箱型の場合は断面である正方形あるいは長方形の一辺(短辺)の長さ(mm)
A:環状冷却装置の長さ(mm)
B:環状冷却装置の直径(mm)
OR:整流カバーの上端からオイリング装置までの距離(mm)
【請求項2】
請求項1記載の異型異繊度混繊糸の溶融紡糸方法を実施するための装置であって、紡糸口金の下方に、紡糸糸条の走行方向に沿って、環状冷却装置と、紡糸糸条を囲繞しかつ上記式(1)、(2)を満足する整流カバーと、上記式(3)を満足するオイリング装置とを配設したこと特徴とする異型異繊度混繊糸の溶融紡糸装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−209479(P2009−209479A)
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願番号】特願2008−53383(P2008−53383)
【出願日】平成20年3月4日(2008.3.4)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願日】平成20年3月4日(2008.3.4)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
[ Back to top ]