
異常短繊維の検査方法及び検査装置
【課題】短繊維製造工程において、延伸工程で発生したトウの異常を捲縮機の上流側で簡易的に判別し、切断工程において色彩変化がなく形状変化の判別が困難な繊維でも、高確率かつ効率的に自動分別が出来る短繊維の異常繊維の検出装置と検査方法を提供する。
【解決手段】トウを捲縮機の上流側に取り付けた変位センサ及び加速度センサにより異常トウを検出させ、且つ捲縮機の下流側に取り付けた速度センサによりトウの速度を検出させ、トウの表面に超速乾性のインクを吹き付けることを特徴とし、前記のトウに塗付されたインクを切断工程の上流側で検知し、カットされたトウを、自動的にダンパーを切り替えて格下げ処理を行うことを特徴とする短繊維の異常繊維検出装置及び検出方法とする。
【解決手段】トウを捲縮機の上流側に取り付けた変位センサ及び加速度センサにより異常トウを検出させ、且つ捲縮機の下流側に取り付けた速度センサによりトウの速度を検出させ、トウの表面に超速乾性のインクを吹き付けることを特徴とし、前記のトウに塗付されたインクを切断工程の上流側で検知し、カットされたトウを、自動的にダンパーを切り替えて格下げ処理を行うことを特徴とする短繊維の異常繊維検出装置及び検出方法とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紡出した合成繊維からなるトウを延伸後に、切断工程でトウをショートカットして短繊維を製造する際に、品質に異常が生じた製品を分別して、品質に優れた製品からな短繊維を製造するための異常短繊維の検査方法とその検査装置に関する。
【背景技術】
【0002】
一般に、ポリエステル繊維、ポリアミド繊維、ポリオレフィン繊維などからなる短繊維の延伸・切断工程は、紡糸された繊維は原糸のままでは伸度が過大で強度も低く実用に適さないので、延伸され所定の長さに切断し開繊する。しかしながら、紡糸工程で集束送り出し時に引きつりが起きたり、トウ延伸工程でトウの一部が未延伸だったりすると熱処理によってトウが硬化するので、ガタツキが起き、捲縮が正常にかからなかったり、品質に問題が発生する。このため、正常に品質を管理するために延伸工程で異常を検査して、人間が異常部分のトウに結び目を付け、カッター工程でそれを検知し、格下げ処理を行っていた。
【0003】
しかしながら、短繊維の銘柄にもよるが、通常数十m/minと高速で延伸されている上に、切れ目のないトウに結び目を付けるためには一旦設備を停止させる必要がある。
言うまでもなく、このような格下げ処理方法は、異常トウがある毎に設備を停止させることになり、生産効率が落ちる要因ともなっていた。特に、結び目と格下げ処理の作業に人手を要し、延伸・切断工程のコストアップにつながっており、また、ヒューマン・エラーが起きる要因にもなっていた。
【0004】
そこで、異常な繊維の分別を人手に頼ることなく、自動分別装置によって行おうとする試みが特許文献1に提案されている。この従来技術では、速度4〜12m/minで動くベルトコンベア上の繊維自体の変色を検出し、装置の先端に固設してある吸着バイブで吸着するものである。
【0005】
しかしながら、いずれの従来技術も繊維自体の色彩の変化を検出しようとするものである。前述通り、短繊維は繊維自体に色彩の変化がないために、色彩変化がない繊維での異常トウ分別技術が求められており、簡易的な測定方法での分別技術が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭61−102471号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
以上に述べた従来技術が有する諸問題に鑑み、本発明が解決しようとする課題は、下記の通りである。
すなわち、本発明が解決しようとする課題は、色彩変化がなく、しかも形状変化の判別が困難な繊維であっても、延伸工程で発生したトウの異常を捲縮機を含んだ上流側で簡易的に検出して、異常トウを含む製品を高い確率で効率的に異常トウを含まない品質に優れた製品と自動的に分別できる異常短繊維の検査方法と検査装置を提供することにある。
【課題を解決するための手段】
【0008】
ここに、上記課題を解決する本発明として、下記(1)〜(11)に係る発明が提供される。
(1) 合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機で異常変位又は異常振動を検知することによって異常トウの発生を検出し、異常トウが検出されると発生した異常トウの下流側で異常発生の目印となるインクを付与し、捲縮を掛けられたトウを切断してカット綿とする短繊維化工程の上流でトウに付与された前記インクを検出し、前記インクが検出されたことに基づいて異常トウを含むカット綿と異常トウを含まない正常なカット綿とを分別することを特徴とする異常短繊維の検査方法。
(2) 前記インクが速乾性のUVインクであることを特徴とする、(1)に記載の短繊維の異常繊維検査方法。
(3) 前記異常トウの検出が、下記の(A)及び/又は(B)によって行なわれることを特徴とする、(1)又は(2)に記載の短繊維の異常繊維検査方法。
(A) 延伸された前記延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出すること。
(B) 延伸時に加熱されて熱硬化した未延伸トウの捲縮付与時に生じる振動を検出すること。
(4) 前記異常トウの速度を検出することを特徴とする、(1)〜(3)の何れかに記載の異常短繊維の検査方法。
(5) 前記異常トウの発生と前記異常トウの走行を検知した時に、インク噴き付けノズルによってトウへ前記インクの付与を行うことを特徴とする、(1)〜(4)の何れかに記載の異常短繊維の検査方法。
(6) 前記目印付与ステップによってトウにインクが付与されたにもかかわらず、付与されたインクが一定時間内に検出されなかった場合に、前記延伸工程から前記分別工程までの全ての工程を停止することを特徴とする、(1)〜(5)の何れかに記載の異常短繊維の検査方法。
(7) 合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機に発生する異常を検知して異常トウの発生を検出する異常トウ検出センサと、前記異常トウ検出センサの下流側でトウの走行を検出するトウ速度センサと、前記異常トウ検出センサからの異常トウ検出信号により異常トウが存在する部分の下流側でインクをトウに付与するインクジェットプリンタと、捲縮を掛けられたトウを最終的に切断してカット綿とするカッターと、前記カッターの上流でトウに付与された前記インクを検出するインク検出センサとを少なくとも備えた異常短繊維の検査装置。
(8) 前記異常トウ検出センサが、下記の(a)及び/又は(b)に記載のものであることを特徴とする、(7)に記載の異常短繊維の検査装置。
(a) 前記延伸ステップを通過後の延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出する変位センサ。
(b) 前記延伸ステップ中で熱硬化した未延伸トウの捲縮付与時に生じる振動を検出する加速度センサ。
(9) 前記トウ速度検出センサが、前記異常トウ検出ステップの下流側を通過する際にトウの速度を検出する速度センサであることを特徴とする、請求項7又は8に記載の異常短繊維の検査装置。
(10) 前記インクが速乾性のUVインクであって、前記インク検出センサがUVインク検出センサであることを特徴とする、(6)又は(7)に記載の異常短繊維の検査装置。
(11) 前記インクが検出されたことに基づいて異常トウを含まない正常なカット綿の輸送先から格下げして異常トウを含むカット綿の輸送先へと切り替える切替機を備えたことを特徴とする、(7)〜(10)に記載の異常短繊維の検査装置。
【発明の効果】
【0009】
本発明によれば、延伸時にトウに異常が発生し、品質劣化の原因となる異常トウを充分に格下げ分別処理でき、安定的でコストパフォーマンスに優れたカット綿を製綿することが可能となるという極めて顕著な効果を奏する。
【図面の簡単な説明】
【0010】
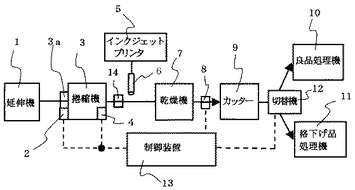
【図1】本発明を適用する延伸・切断装置の一実施形態を例示した概略装置構成図である。
【発明を実施するための形態】
【0011】
本発明は、延伸されたトウの異常部分を捲縮機の上流側で変位センサ及び加速度センサで検知し、捲縮機の出側のシュートに設置してある速度センサでトウの速度を検知し、速度センサと並列して設置してあるインクジェットプリンタよりUVインクを塗布し、切断工程の上流側に設置されたインク検出センサによりUVインクを検知したらカッターを停止し、ダンパーを良品処理から格下げ処理に切り替え、一定時間格下げ処理し、格下げ処理後に良品処理にダンパーを切り替えて自動的に格下げ分別処理をする方法と装置に関する。
【0012】
なお、本明細書において用いる「上流」とは、それぞれの位置から見た場合にトウの進行方向と逆方向側を意味し、また、「下流」とは、それぞれの位置から見た場合にトウの進行方向と順方向側を意味するものとする。
【0013】
以下、このような本発明の実施形態について、図面を参照しながら詳細に説明する。
図1は、本発明に係る短繊維の製造装置の1つの実施形態を模式的に例示した概略装置構成図である。この図1において、1は延伸機、2は変位センサ、3は捲縮機、3aは捲縮機のニップローラ、4は加速度センサ、5はインクジェットプリンタ、6はインク塗布ノズル、7は乾燥機、8はインク検出センサ、9はカッター、10は良品処理機、11は格下げ処理機、12は切替機、13は制御装置、そして、14は速度センサをそれぞれ示す。
【0014】
以上に述べたように構成される短繊維の製造工程において、延伸機1で延伸されたトウは、捲縮機3によって例えばスタッフィングボックスへトウを押込んで機械的に捲縮をかけられる。このとき、捲縮機3の上流側に設置された変位センサ2と捲縮機内部に搭載された加速度センサ4からなる異常トウ検出センサを用いて、異常トウの検出を行う。そこで、前記変位センサ2及び前記加速度センサ4からなる異常トウ検出センサを用いて行う異常トウの検出方法について以下に説明する。
【0015】
ポリエステル繊維、ポリアミド繊維、ポリオレフィン繊維などからなる短繊維を製造するための延伸工程で発生する未延伸トウ(異常トウ)は、延伸工程で受ける熱処理によって未延伸トウが硬化した状態となって、捲縮機3のニップローラ3aに送られる。そうすると、トウの未延伸部分は正常なトウの延伸部分より厚みがあるので、未延伸トウがニップローラ3aを通過するとニップローラ3aが僅かながら下方にズレを起こす(下側に動く)。そこで、このとき生じたニップローラ3aの変位量を変位センサ2によって検出し、異常トウが通過したと判定する。
【0016】
次に、捲縮機3のニップローラ3aから未延伸トウが硬化した状態となって捲縮機3に送られてくると、正常な延伸トウより硬いトウに捲縮を掛ける必要が生じるため、捲縮機3に通常より大きな振動が起こる。そこで、加速度センサ4によって捲縮機3に生じた前記振動を検知することによって異常トウの発生を判定することができる。すなわち、本発明では、変位センサ2と加速度センサ4とを用いることによって、異なる2つの箇所で異常トウの発生を検出することができる仕組みを採用しているために、異常トウの発生をより正確に検出することができる。
このようにして、変位センサ2と加速度センサ4とを用いて異常トウを検出すると、制御装置13に異常トウを検出したことを異常検出信号を送信することによって知らせる。
【0017】
また、捲縮機3の下流側のシュートでは、捲縮をかけるためトウの速度が変動しているので、速度センサ14を用いてトウの速度が予め設定した値を超えた速度を検出すると、制御装置13にトウが走行したこと(トウの流れ)を検出したことをトウ速度検出信号を送信することによって知らせる。そうすると、制御装置13は、受信した異常検出信号且つトウ速度検出信号に基づいてインクジェットプリンタ5にUVインクをトウに噴き付けるように指令する。
【0018】
このようにして、検出した異常トウが存在する部分の近傍に、インクジェットプリンタ5が備えるインク塗付ノズル6から超速乾性のUVインクを目印として噴き付けることができる。また、速度センサ14をインクジェットプリンタ5と併設することによって、トウへのインク付着ミスを防ぐことが出来る。なお、このとき噴き付けられた目印のUVインクは、インク検出センサ8によって検出され、検出信号として前記制御装置13に送られる。
【0019】
ここで、本発明の実施態様ではインクジェットプリンタ5としてユニオンコーポレーション社製のインクジェットプリンタ(型式:LINX4900)を使用したが、本発明の要旨を満足する限りにおいて、インクジェットプリンタの仕様を特に限定する必要は無い。ただし、インク固着を防ぐための循環機能を有するインクジェットプリンタ、あるいは有機溶剤と混合させたインクジェットプリンタを使用することが好ましい。
【0020】
ちなみに、本発明の実施態様に係る「UVインクを検出するインク検出センサ8」としてキーエンス社のセンサ(センサヘッド型式:CZ-H52、アンプユニット型式:CZ-V21P)を使用し、本発明の実施態様に係る変位センサ2としてキーエンス社のセンサ (センサヘッド型式:GT-H10、アンプユニット型式:GT-71A)を使用し、本発明の実施態様に係る加速度センサ(振動センサ)4としてトキメック社のセンサ(型式:66W)を使用し、本発明の実施態様に係る速度センサとして小野測器社のセンサ(型式:LC-3110)を用いたことを付言しておく。
【0021】
以上で、短繊維の製造工程において発生する異常トウの検出についての説明を終了する。次に、以下に前述のように異常トウを検出することによって異常トウを含む製品を分別すると共に、異常トウを含む製品については品質を格下げして、異常トウを含まない品質の良い製品のみを製造するための異常短繊維の検査装置とその検査方法について説明する。
【0022】
なお、以下に説明する短繊維の製造工程は、本発明を実施する上で特別な工程でなく、通常に行なわれている工程であれば良い。したがって、図1には、詳細工程を省略し、本発明の実施形態について十分に理解できる程度の概略装置構成を記載してある。
【0023】
図1に例示した概略装置構成図において、図示省略した紡糸装置に装着された紡糸口金群から紡出された各トウを数十本合糸して引き揃えたトウを延伸機1で延伸し、必要な強伸度、モジュラスなどの糸物性を発現させる。このとき、紡糸口金群からそれぞれ紡出された各トウを合糸して引き揃える際に、トウの引き揃えが十分でなかったり、特定のトウに引きつりなどが生じると、このような部分が次の延伸工程において未延伸トウ(異常トウ)となる。
【0024】
なお、未延伸トウが発生すると、延伸工程中に受ける熱処理によって未延伸トウが硬化することは既に述べた通りである。また、未延伸トウは延伸を十分に受けなかったトウであるから、当然のことながら、延伸を十分に受けて引き伸ばされた延伸トウより繊維径が太くなる。したがって、未延伸トウを含むトウは、トウ全体としてみた場合にも太くなる。
【0025】
以上に説明したように、延伸機1で延伸されたトウは捲縮機3へ送られるのであるが、この捲縮機3の上流側にはニップローラ3aが設けられている。なお、このニップローラ3aは上下一対のローラからなり、延伸工程を通過したトウがこの一対のローラ間に挟持されながら捲縮機3へ送られる。
【0026】
このとき、既に説明したように、未延伸トウを含む異常トウが捲縮機のニップローラ3aを通過すると、このトウは未延伸トウを含まない正常なトウより全体として太くなっているので、ニップローラ3aを無理やりにこじ開けながら通過する状態が現出することとなる。したがって、このときに生じるニップローラの変位を変位センサ2で捉えることにより、未延伸トウの発生部位を検知することができる。
【0027】
なお、通常はニップローラ3aとしては、異常な太さを有するトウが通過した場合に上下に設けられた一対のローラ中の何れか一方のローラが僅かに変位するようにして、過大な力がニップローラ3aの軸受部に懸からないようにされている。したがって、変位が許容された何れか一方のローラに変位センサ2を取り付けるようにすれば良い。
【0028】
ただし、一対のロール間に微小な隙間が形成され、この隙間を常に一定に保つように構成され、それ故に、変位を許容しないニップローラ3aを使用する場合もある。このような場合には、歪ゲージなどからなる歪センサをニップローラ3aを支持する軸受部に貼り付けて、未延伸トウが通過するときに生じる僅かな歪を検出するようにしても良い。
【0029】
以上に説明したように、本発明においては、捲縮機3のニップローラ3aに変位センサ(歪センサ)2を取り付けることによって、未延伸トウなどの異常トウの発生を検出することができる。しかしながら、本発明は、捲縮機3のニップローラ3aに取り付ける変位センサ(歪センサ)2で異常トウの発生を検出するだけでなく、既に説明したように、捲縮機3に発生した振動を加速度センサ(振動センサ)4で検出することによっても、異常トウの発生を検出する。
【0030】
すなわち、前述のように合糸異常や引揃え異常等に起因して未延伸トウが発生すると、延伸工程中に受ける熱処理によって、未延伸トウが熱硬化する。そうすると、捲縮機3を構成するスタッフィングボックスに押込む未延伸トウを含む異常トウに捲縮を掛ける際に無理な力が働き、捲縮機3に僅かな振動が発生する。それ故に、この振動を加速度センサ(振動センサ)4で検出すれば、異常トウの発生を検出できる。
【0031】
このようにして異常トウの発生を検出したならば、直ちにその発生部位の特定が可能なように目印として、インクジェットプリンタ5のインク塗布ノズル6からUVインクを即時に噴出させ、捲縮機3を出たトウに対してトウの速度を速度センサ14によってトウの速度を検知し、UVインクを噴き付ける。
【0032】
そうすると、捲縮処理中のトウに異常トウが含まれることが捲縮機3の振動などによって検出されると直ぐに、捲縮機2を出たトウにUVインクを噴き付けて目印されているので、目印されたトウより後にUVインクを検出することによって異常トウが存在することがわかる。また、トウの速度を検出することによってUVインクの付着ミスを防ぐことができる。
【0033】
なお、本発明において用いるインクをUVインクとすることの大きな理由は、人の目では紫外線(UV:ultraviolet)を認識して検知することができないからである。このため、人の目によって認識されなければ何等の問題も生じない殆どのケースにおいて、カット綿にUVインクが付着されたまま残っていたとしても大きな問題は生じない。
【0034】
次に、捲縮機2によって捲縮が付与されたトウは乾燥機7へ送られて乾燥され、引き続いて、カッター9が設けられた切断工程において、短く切断されて短繊維化される。このとき、捲縮機3にはトウ詰まりを起こした場合には処理を停止する機能が付設されている。しかしながら、前述の延伸機1、捲縮機3、そして、乾燥機7との関係において、トウ詰まりが発生すると、処理を停止して処理中のトウを取り除いて、再立上げを行う必要があり、製品ロスと機会ロスが生じる。このため、延伸機1と捲縮機3との間、更には捲縮機3と乾燥機7との間でトウ詰まりを防ぐために、その処理状況を監視して、処理工程が静止しないように絶えず互いに同期させた動作状態に置くことが必要となる。
【0035】
以上に説明したようにして、連続したトウから短繊維が製造されるのであるが、本発明においては、異常トウが発生した場合に、発生した異常トウを含むカット繊維については、正常なカット繊維とは別に品質格下げ製品とすることを特徴とする。そこで、この点について、以下に詳細に説明する。
【0036】
前述のように、異常トウが発生した場合は、変位センサ2や加速度センサ4によって、その発生を検出することが可能であり、異常トウが検出されると、トウの速度を検知し、制御装置13に異常トウの検出信号と速度信号を送信し、送信された検出信号を基にして制御装置13は、直ちにインクジェットプリンタ5に制御信号を出して捲縮機3の出側でトウにUVインクによる目印を付与することを指令することは既に説明した通りである。
【0037】
以上に説明したように、捲縮機3の出側でUVインクを塗付されたトウに付与された目印より上流側に異常トウを含むトウが存在することがインク検出センサ8によって検知されて、検知されたことが制御装置13に通信される。
【0038】
そうすると、カッター9でこれらのトウを切断後に前記制御装置13の制御の下に異常トウを含むカット綿を格下げ処理機11に送ることができる。なお、その際、異常トウを含むカット綿が正常なカット綿に含まれないように、異常なカット綿の全てが処理されるのに必要十分な一定時間に渡って格下げ処理を行った後、再び良品処理機10へとカット綿が送られることは言うまでもない。
【0039】
このとき、異常トウ部は既に連続したトウの形状ではなく、既にカッター9によってカット綿とされていることに留意しなければならない。このように、本発明の実施形態においては、連続したトウがカット綿として切断されるが故に、異常トウ部を含むカット綿を正常なカット綿から容易かつ簡易に分離できる。更に、カット綿とされているが故に、「綿」の形状で容易にダクト内を空気輸送でき、しかも、これによって正常なカット綿と異常な格下げカット綿とを容易に分別できるのである。このとき、乾燥機7でのトウの乾燥速度とカッター9によるトウの切断速度とが異なるが、カッター9は常に作動と停止を繰り返すことによって速度調整していることは言うまでもない。
【0040】
ここで、本発明の実施態様において、カッター9によって切断したカット綿を途中から圧縮空気を用いて格下げ処理機11へ供給するために、空気供給配管(図示せず)を設置している。ただし、良品処理機10から格下げ処理機11に移行するときは、良品処理機10への格下げ品の混入を防止するために、空気供給配管(図示せず)からの圧縮空気の供給を止めることが望ましい。
【0041】
以上に説明したようにして、カッター9で切断されたそれぞれのカット綿は、空気輸送により図示省略したダクト内を移動させてそれぞれ良品処理機10と格下げ処理機11とへ運ばれる。また、その分別は、インク検出センサ8によるUVインクの検出と連動してカッター9と良品処理機10及び格下げ処理機11との間に設置された切替機12を前記制御装置13の制御下で切り替えることによって行なわれる。なお、本発明で言う「切替機12」の具体例として、ダクト配管経路を切り替えるためのダンパーなどを挙げることができる。
【0042】
本発明では、誤作動検知システムを用いることによって、良品処理機10にUVインク付きのカット綿が混入したことを知らせる構成を採用している。そこで、この誤作動検知システムの作動原理について以下に説明する。
【0043】
この誤作動検知システムでは、先ず異常トウを変位センサ2及び/又は加速度センサ4によって検知し、且つトウの速度を速度センサ14によって検知し、制御装置13の制御の下にインクジェットプリンタ5でUVインクを噴き付けることが前提となっている。しかしながら、変位センサ2、加速度センサ4、及び/又は速度センサ14が正常に作動してUVインクが噴き付けられたにもかかわらず、インク検出センサ8によってある一定時間内にUVインクが検知されない場合がある。このような場合に、延伸機1から良品処理機10及び格下げ処理機11までの間の全ての処理設備を制御装置13を介して停止させ、良品処理機10側にUVインク付きのカット綿が混入したことを知らせる構成となっている。
【0044】
なお、誤動作検知システムはインクジェットプリンタ5によるインク噴射信号とインク検出センサ8の信号とが前記制御装置13を介して相互に正常に通信していることを確認してシステムが正常に作動していることを知る仕組みとなっている。そして、この仕組みによって、良品処理機10にUVインク付きのカット綿が混入したことを知らせる仕様となっている。
【符号の説明】
【0045】
1 延伸機
2 変位センサ
3 捲縮機
3a ニップローラ
4 加速度センサ
5 インクジェットプリンタ
6 インク塗布ノズル
7 乾燥機
8 インク検出センサ
9 カッター
10 良品処理機
11 格下げ品処理機
12 切替機
13 制御装置
14 速度センサ
【技術分野】
【0001】
本発明は、紡出した合成繊維からなるトウを延伸後に、切断工程でトウをショートカットして短繊維を製造する際に、品質に異常が生じた製品を分別して、品質に優れた製品からな短繊維を製造するための異常短繊維の検査方法とその検査装置に関する。
【背景技術】
【0002】
一般に、ポリエステル繊維、ポリアミド繊維、ポリオレフィン繊維などからなる短繊維の延伸・切断工程は、紡糸された繊維は原糸のままでは伸度が過大で強度も低く実用に適さないので、延伸され所定の長さに切断し開繊する。しかしながら、紡糸工程で集束送り出し時に引きつりが起きたり、トウ延伸工程でトウの一部が未延伸だったりすると熱処理によってトウが硬化するので、ガタツキが起き、捲縮が正常にかからなかったり、品質に問題が発生する。このため、正常に品質を管理するために延伸工程で異常を検査して、人間が異常部分のトウに結び目を付け、カッター工程でそれを検知し、格下げ処理を行っていた。
【0003】
しかしながら、短繊維の銘柄にもよるが、通常数十m/minと高速で延伸されている上に、切れ目のないトウに結び目を付けるためには一旦設備を停止させる必要がある。
言うまでもなく、このような格下げ処理方法は、異常トウがある毎に設備を停止させることになり、生産効率が落ちる要因ともなっていた。特に、結び目と格下げ処理の作業に人手を要し、延伸・切断工程のコストアップにつながっており、また、ヒューマン・エラーが起きる要因にもなっていた。
【0004】
そこで、異常な繊維の分別を人手に頼ることなく、自動分別装置によって行おうとする試みが特許文献1に提案されている。この従来技術では、速度4〜12m/minで動くベルトコンベア上の繊維自体の変色を検出し、装置の先端に固設してある吸着バイブで吸着するものである。
【0005】
しかしながら、いずれの従来技術も繊維自体の色彩の変化を検出しようとするものである。前述通り、短繊維は繊維自体に色彩の変化がないために、色彩変化がない繊維での異常トウ分別技術が求められており、簡易的な測定方法での分別技術が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭61−102471号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
以上に述べた従来技術が有する諸問題に鑑み、本発明が解決しようとする課題は、下記の通りである。
すなわち、本発明が解決しようとする課題は、色彩変化がなく、しかも形状変化の判別が困難な繊維であっても、延伸工程で発生したトウの異常を捲縮機を含んだ上流側で簡易的に検出して、異常トウを含む製品を高い確率で効率的に異常トウを含まない品質に優れた製品と自動的に分別できる異常短繊維の検査方法と検査装置を提供することにある。
【課題を解決するための手段】
【0008】
ここに、上記課題を解決する本発明として、下記(1)〜(11)に係る発明が提供される。
(1) 合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機で異常変位又は異常振動を検知することによって異常トウの発生を検出し、異常トウが検出されると発生した異常トウの下流側で異常発生の目印となるインクを付与し、捲縮を掛けられたトウを切断してカット綿とする短繊維化工程の上流でトウに付与された前記インクを検出し、前記インクが検出されたことに基づいて異常トウを含むカット綿と異常トウを含まない正常なカット綿とを分別することを特徴とする異常短繊維の検査方法。
(2) 前記インクが速乾性のUVインクであることを特徴とする、(1)に記載の短繊維の異常繊維検査方法。
(3) 前記異常トウの検出が、下記の(A)及び/又は(B)によって行なわれることを特徴とする、(1)又は(2)に記載の短繊維の異常繊維検査方法。
(A) 延伸された前記延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出すること。
(B) 延伸時に加熱されて熱硬化した未延伸トウの捲縮付与時に生じる振動を検出すること。
(4) 前記異常トウの速度を検出することを特徴とする、(1)〜(3)の何れかに記載の異常短繊維の検査方法。
(5) 前記異常トウの発生と前記異常トウの走行を検知した時に、インク噴き付けノズルによってトウへ前記インクの付与を行うことを特徴とする、(1)〜(4)の何れかに記載の異常短繊維の検査方法。
(6) 前記目印付与ステップによってトウにインクが付与されたにもかかわらず、付与されたインクが一定時間内に検出されなかった場合に、前記延伸工程から前記分別工程までの全ての工程を停止することを特徴とする、(1)〜(5)の何れかに記載の異常短繊維の検査方法。
(7) 合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機に発生する異常を検知して異常トウの発生を検出する異常トウ検出センサと、前記異常トウ検出センサの下流側でトウの走行を検出するトウ速度センサと、前記異常トウ検出センサからの異常トウ検出信号により異常トウが存在する部分の下流側でインクをトウに付与するインクジェットプリンタと、捲縮を掛けられたトウを最終的に切断してカット綿とするカッターと、前記カッターの上流でトウに付与された前記インクを検出するインク検出センサとを少なくとも備えた異常短繊維の検査装置。
(8) 前記異常トウ検出センサが、下記の(a)及び/又は(b)に記載のものであることを特徴とする、(7)に記載の異常短繊維の検査装置。
(a) 前記延伸ステップを通過後の延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出する変位センサ。
(b) 前記延伸ステップ中で熱硬化した未延伸トウの捲縮付与時に生じる振動を検出する加速度センサ。
(9) 前記トウ速度検出センサが、前記異常トウ検出ステップの下流側を通過する際にトウの速度を検出する速度センサであることを特徴とする、請求項7又は8に記載の異常短繊維の検査装置。
(10) 前記インクが速乾性のUVインクであって、前記インク検出センサがUVインク検出センサであることを特徴とする、(6)又は(7)に記載の異常短繊維の検査装置。
(11) 前記インクが検出されたことに基づいて異常トウを含まない正常なカット綿の輸送先から格下げして異常トウを含むカット綿の輸送先へと切り替える切替機を備えたことを特徴とする、(7)〜(10)に記載の異常短繊維の検査装置。
【発明の効果】
【0009】
本発明によれば、延伸時にトウに異常が発生し、品質劣化の原因となる異常トウを充分に格下げ分別処理でき、安定的でコストパフォーマンスに優れたカット綿を製綿することが可能となるという極めて顕著な効果を奏する。
【図面の簡単な説明】
【0010】
【図1】本発明を適用する延伸・切断装置の一実施形態を例示した概略装置構成図である。
【発明を実施するための形態】
【0011】
本発明は、延伸されたトウの異常部分を捲縮機の上流側で変位センサ及び加速度センサで検知し、捲縮機の出側のシュートに設置してある速度センサでトウの速度を検知し、速度センサと並列して設置してあるインクジェットプリンタよりUVインクを塗布し、切断工程の上流側に設置されたインク検出センサによりUVインクを検知したらカッターを停止し、ダンパーを良品処理から格下げ処理に切り替え、一定時間格下げ処理し、格下げ処理後に良品処理にダンパーを切り替えて自動的に格下げ分別処理をする方法と装置に関する。
【0012】
なお、本明細書において用いる「上流」とは、それぞれの位置から見た場合にトウの進行方向と逆方向側を意味し、また、「下流」とは、それぞれの位置から見た場合にトウの進行方向と順方向側を意味するものとする。
【0013】
以下、このような本発明の実施形態について、図面を参照しながら詳細に説明する。
図1は、本発明に係る短繊維の製造装置の1つの実施形態を模式的に例示した概略装置構成図である。この図1において、1は延伸機、2は変位センサ、3は捲縮機、3aは捲縮機のニップローラ、4は加速度センサ、5はインクジェットプリンタ、6はインク塗布ノズル、7は乾燥機、8はインク検出センサ、9はカッター、10は良品処理機、11は格下げ処理機、12は切替機、13は制御装置、そして、14は速度センサをそれぞれ示す。
【0014】
以上に述べたように構成される短繊維の製造工程において、延伸機1で延伸されたトウは、捲縮機3によって例えばスタッフィングボックスへトウを押込んで機械的に捲縮をかけられる。このとき、捲縮機3の上流側に設置された変位センサ2と捲縮機内部に搭載された加速度センサ4からなる異常トウ検出センサを用いて、異常トウの検出を行う。そこで、前記変位センサ2及び前記加速度センサ4からなる異常トウ検出センサを用いて行う異常トウの検出方法について以下に説明する。
【0015】
ポリエステル繊維、ポリアミド繊維、ポリオレフィン繊維などからなる短繊維を製造するための延伸工程で発生する未延伸トウ(異常トウ)は、延伸工程で受ける熱処理によって未延伸トウが硬化した状態となって、捲縮機3のニップローラ3aに送られる。そうすると、トウの未延伸部分は正常なトウの延伸部分より厚みがあるので、未延伸トウがニップローラ3aを通過するとニップローラ3aが僅かながら下方にズレを起こす(下側に動く)。そこで、このとき生じたニップローラ3aの変位量を変位センサ2によって検出し、異常トウが通過したと判定する。
【0016】
次に、捲縮機3のニップローラ3aから未延伸トウが硬化した状態となって捲縮機3に送られてくると、正常な延伸トウより硬いトウに捲縮を掛ける必要が生じるため、捲縮機3に通常より大きな振動が起こる。そこで、加速度センサ4によって捲縮機3に生じた前記振動を検知することによって異常トウの発生を判定することができる。すなわち、本発明では、変位センサ2と加速度センサ4とを用いることによって、異なる2つの箇所で異常トウの発生を検出することができる仕組みを採用しているために、異常トウの発生をより正確に検出することができる。
このようにして、変位センサ2と加速度センサ4とを用いて異常トウを検出すると、制御装置13に異常トウを検出したことを異常検出信号を送信することによって知らせる。
【0017】
また、捲縮機3の下流側のシュートでは、捲縮をかけるためトウの速度が変動しているので、速度センサ14を用いてトウの速度が予め設定した値を超えた速度を検出すると、制御装置13にトウが走行したこと(トウの流れ)を検出したことをトウ速度検出信号を送信することによって知らせる。そうすると、制御装置13は、受信した異常検出信号且つトウ速度検出信号に基づいてインクジェットプリンタ5にUVインクをトウに噴き付けるように指令する。
【0018】
このようにして、検出した異常トウが存在する部分の近傍に、インクジェットプリンタ5が備えるインク塗付ノズル6から超速乾性のUVインクを目印として噴き付けることができる。また、速度センサ14をインクジェットプリンタ5と併設することによって、トウへのインク付着ミスを防ぐことが出来る。なお、このとき噴き付けられた目印のUVインクは、インク検出センサ8によって検出され、検出信号として前記制御装置13に送られる。
【0019】
ここで、本発明の実施態様ではインクジェットプリンタ5としてユニオンコーポレーション社製のインクジェットプリンタ(型式:LINX4900)を使用したが、本発明の要旨を満足する限りにおいて、インクジェットプリンタの仕様を特に限定する必要は無い。ただし、インク固着を防ぐための循環機能を有するインクジェットプリンタ、あるいは有機溶剤と混合させたインクジェットプリンタを使用することが好ましい。
【0020】
ちなみに、本発明の実施態様に係る「UVインクを検出するインク検出センサ8」としてキーエンス社のセンサ(センサヘッド型式:CZ-H52、アンプユニット型式:CZ-V21P)を使用し、本発明の実施態様に係る変位センサ2としてキーエンス社のセンサ (センサヘッド型式:GT-H10、アンプユニット型式:GT-71A)を使用し、本発明の実施態様に係る加速度センサ(振動センサ)4としてトキメック社のセンサ(型式:66W)を使用し、本発明の実施態様に係る速度センサとして小野測器社のセンサ(型式:LC-3110)を用いたことを付言しておく。
【0021】
以上で、短繊維の製造工程において発生する異常トウの検出についての説明を終了する。次に、以下に前述のように異常トウを検出することによって異常トウを含む製品を分別すると共に、異常トウを含む製品については品質を格下げして、異常トウを含まない品質の良い製品のみを製造するための異常短繊維の検査装置とその検査方法について説明する。
【0022】
なお、以下に説明する短繊維の製造工程は、本発明を実施する上で特別な工程でなく、通常に行なわれている工程であれば良い。したがって、図1には、詳細工程を省略し、本発明の実施形態について十分に理解できる程度の概略装置構成を記載してある。
【0023】
図1に例示した概略装置構成図において、図示省略した紡糸装置に装着された紡糸口金群から紡出された各トウを数十本合糸して引き揃えたトウを延伸機1で延伸し、必要な強伸度、モジュラスなどの糸物性を発現させる。このとき、紡糸口金群からそれぞれ紡出された各トウを合糸して引き揃える際に、トウの引き揃えが十分でなかったり、特定のトウに引きつりなどが生じると、このような部分が次の延伸工程において未延伸トウ(異常トウ)となる。
【0024】
なお、未延伸トウが発生すると、延伸工程中に受ける熱処理によって未延伸トウが硬化することは既に述べた通りである。また、未延伸トウは延伸を十分に受けなかったトウであるから、当然のことながら、延伸を十分に受けて引き伸ばされた延伸トウより繊維径が太くなる。したがって、未延伸トウを含むトウは、トウ全体としてみた場合にも太くなる。
【0025】
以上に説明したように、延伸機1で延伸されたトウは捲縮機3へ送られるのであるが、この捲縮機3の上流側にはニップローラ3aが設けられている。なお、このニップローラ3aは上下一対のローラからなり、延伸工程を通過したトウがこの一対のローラ間に挟持されながら捲縮機3へ送られる。
【0026】
このとき、既に説明したように、未延伸トウを含む異常トウが捲縮機のニップローラ3aを通過すると、このトウは未延伸トウを含まない正常なトウより全体として太くなっているので、ニップローラ3aを無理やりにこじ開けながら通過する状態が現出することとなる。したがって、このときに生じるニップローラの変位を変位センサ2で捉えることにより、未延伸トウの発生部位を検知することができる。
【0027】
なお、通常はニップローラ3aとしては、異常な太さを有するトウが通過した場合に上下に設けられた一対のローラ中の何れか一方のローラが僅かに変位するようにして、過大な力がニップローラ3aの軸受部に懸からないようにされている。したがって、変位が許容された何れか一方のローラに変位センサ2を取り付けるようにすれば良い。
【0028】
ただし、一対のロール間に微小な隙間が形成され、この隙間を常に一定に保つように構成され、それ故に、変位を許容しないニップローラ3aを使用する場合もある。このような場合には、歪ゲージなどからなる歪センサをニップローラ3aを支持する軸受部に貼り付けて、未延伸トウが通過するときに生じる僅かな歪を検出するようにしても良い。
【0029】
以上に説明したように、本発明においては、捲縮機3のニップローラ3aに変位センサ(歪センサ)2を取り付けることによって、未延伸トウなどの異常トウの発生を検出することができる。しかしながら、本発明は、捲縮機3のニップローラ3aに取り付ける変位センサ(歪センサ)2で異常トウの発生を検出するだけでなく、既に説明したように、捲縮機3に発生した振動を加速度センサ(振動センサ)4で検出することによっても、異常トウの発生を検出する。
【0030】
すなわち、前述のように合糸異常や引揃え異常等に起因して未延伸トウが発生すると、延伸工程中に受ける熱処理によって、未延伸トウが熱硬化する。そうすると、捲縮機3を構成するスタッフィングボックスに押込む未延伸トウを含む異常トウに捲縮を掛ける際に無理な力が働き、捲縮機3に僅かな振動が発生する。それ故に、この振動を加速度センサ(振動センサ)4で検出すれば、異常トウの発生を検出できる。
【0031】
このようにして異常トウの発生を検出したならば、直ちにその発生部位の特定が可能なように目印として、インクジェットプリンタ5のインク塗布ノズル6からUVインクを即時に噴出させ、捲縮機3を出たトウに対してトウの速度を速度センサ14によってトウの速度を検知し、UVインクを噴き付ける。
【0032】
そうすると、捲縮処理中のトウに異常トウが含まれることが捲縮機3の振動などによって検出されると直ぐに、捲縮機2を出たトウにUVインクを噴き付けて目印されているので、目印されたトウより後にUVインクを検出することによって異常トウが存在することがわかる。また、トウの速度を検出することによってUVインクの付着ミスを防ぐことができる。
【0033】
なお、本発明において用いるインクをUVインクとすることの大きな理由は、人の目では紫外線(UV:ultraviolet)を認識して検知することができないからである。このため、人の目によって認識されなければ何等の問題も生じない殆どのケースにおいて、カット綿にUVインクが付着されたまま残っていたとしても大きな問題は生じない。
【0034】
次に、捲縮機2によって捲縮が付与されたトウは乾燥機7へ送られて乾燥され、引き続いて、カッター9が設けられた切断工程において、短く切断されて短繊維化される。このとき、捲縮機3にはトウ詰まりを起こした場合には処理を停止する機能が付設されている。しかしながら、前述の延伸機1、捲縮機3、そして、乾燥機7との関係において、トウ詰まりが発生すると、処理を停止して処理中のトウを取り除いて、再立上げを行う必要があり、製品ロスと機会ロスが生じる。このため、延伸機1と捲縮機3との間、更には捲縮機3と乾燥機7との間でトウ詰まりを防ぐために、その処理状況を監視して、処理工程が静止しないように絶えず互いに同期させた動作状態に置くことが必要となる。
【0035】
以上に説明したようにして、連続したトウから短繊維が製造されるのであるが、本発明においては、異常トウが発生した場合に、発生した異常トウを含むカット繊維については、正常なカット繊維とは別に品質格下げ製品とすることを特徴とする。そこで、この点について、以下に詳細に説明する。
【0036】
前述のように、異常トウが発生した場合は、変位センサ2や加速度センサ4によって、その発生を検出することが可能であり、異常トウが検出されると、トウの速度を検知し、制御装置13に異常トウの検出信号と速度信号を送信し、送信された検出信号を基にして制御装置13は、直ちにインクジェットプリンタ5に制御信号を出して捲縮機3の出側でトウにUVインクによる目印を付与することを指令することは既に説明した通りである。
【0037】
以上に説明したように、捲縮機3の出側でUVインクを塗付されたトウに付与された目印より上流側に異常トウを含むトウが存在することがインク検出センサ8によって検知されて、検知されたことが制御装置13に通信される。
【0038】
そうすると、カッター9でこれらのトウを切断後に前記制御装置13の制御の下に異常トウを含むカット綿を格下げ処理機11に送ることができる。なお、その際、異常トウを含むカット綿が正常なカット綿に含まれないように、異常なカット綿の全てが処理されるのに必要十分な一定時間に渡って格下げ処理を行った後、再び良品処理機10へとカット綿が送られることは言うまでもない。
【0039】
このとき、異常トウ部は既に連続したトウの形状ではなく、既にカッター9によってカット綿とされていることに留意しなければならない。このように、本発明の実施形態においては、連続したトウがカット綿として切断されるが故に、異常トウ部を含むカット綿を正常なカット綿から容易かつ簡易に分離できる。更に、カット綿とされているが故に、「綿」の形状で容易にダクト内を空気輸送でき、しかも、これによって正常なカット綿と異常な格下げカット綿とを容易に分別できるのである。このとき、乾燥機7でのトウの乾燥速度とカッター9によるトウの切断速度とが異なるが、カッター9は常に作動と停止を繰り返すことによって速度調整していることは言うまでもない。
【0040】
ここで、本発明の実施態様において、カッター9によって切断したカット綿を途中から圧縮空気を用いて格下げ処理機11へ供給するために、空気供給配管(図示せず)を設置している。ただし、良品処理機10から格下げ処理機11に移行するときは、良品処理機10への格下げ品の混入を防止するために、空気供給配管(図示せず)からの圧縮空気の供給を止めることが望ましい。
【0041】
以上に説明したようにして、カッター9で切断されたそれぞれのカット綿は、空気輸送により図示省略したダクト内を移動させてそれぞれ良品処理機10と格下げ処理機11とへ運ばれる。また、その分別は、インク検出センサ8によるUVインクの検出と連動してカッター9と良品処理機10及び格下げ処理機11との間に設置された切替機12を前記制御装置13の制御下で切り替えることによって行なわれる。なお、本発明で言う「切替機12」の具体例として、ダクト配管経路を切り替えるためのダンパーなどを挙げることができる。
【0042】
本発明では、誤作動検知システムを用いることによって、良品処理機10にUVインク付きのカット綿が混入したことを知らせる構成を採用している。そこで、この誤作動検知システムの作動原理について以下に説明する。
【0043】
この誤作動検知システムでは、先ず異常トウを変位センサ2及び/又は加速度センサ4によって検知し、且つトウの速度を速度センサ14によって検知し、制御装置13の制御の下にインクジェットプリンタ5でUVインクを噴き付けることが前提となっている。しかしながら、変位センサ2、加速度センサ4、及び/又は速度センサ14が正常に作動してUVインクが噴き付けられたにもかかわらず、インク検出センサ8によってある一定時間内にUVインクが検知されない場合がある。このような場合に、延伸機1から良品処理機10及び格下げ処理機11までの間の全ての処理設備を制御装置13を介して停止させ、良品処理機10側にUVインク付きのカット綿が混入したことを知らせる構成となっている。
【0044】
なお、誤動作検知システムはインクジェットプリンタ5によるインク噴射信号とインク検出センサ8の信号とが前記制御装置13を介して相互に正常に通信していることを確認してシステムが正常に作動していることを知る仕組みとなっている。そして、この仕組みによって、良品処理機10にUVインク付きのカット綿が混入したことを知らせる仕様となっている。
【符号の説明】
【0045】
1 延伸機
2 変位センサ
3 捲縮機
3a ニップローラ
4 加速度センサ
5 インクジェットプリンタ
6 インク塗布ノズル
7 乾燥機
8 インク検出センサ
9 カッター
10 良品処理機
11 格下げ品処理機
12 切替機
13 制御装置
14 速度センサ
【特許請求の範囲】
【請求項1】
合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機で異常変位又は異常振動を検知することによって異常トウの発生を検出し、異常トウが検出されると発生した異常トウの下流側で異常発生の目印となるインクを付与し、捲縮を掛けられたトウを切断してカット綿とする短繊維化工程の上流でトウに付与された前記インクを検出し、前記インクが検出されたことに基づいて異常トウを含むカット綿と異常トウを含まない正常なカット綿とを分別することを特徴とする異常短繊維の検査方法。
【請求項2】
前記インクが速乾性のUVインクであることを特徴とする、請求項1に記載の異常短繊維の検査方法。
【請求項3】
前記異常トウ検出が、下記の(A)及び/又は(B)によって行なわれることを特徴とする、請求項1又は請求項2に記載の異常短繊維の検査方法。
(A) 延伸された前記延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出すること。
(B) 延伸時に加熱されて熱硬化した未延伸トウの捲縮付与時に生じる振動を検出すること。
【請求項4】
前記異常トウの速度を検出することを特徴とする、請求項1〜3の何れかに記載の異常短繊維の検査方法。
【請求項5】
前記異常トウの発生と前記異常トウの走行を検知した時に、インク噴き付けノズルによってトウへ前記インクの付与を行うことを特徴とする、請求項1〜4の何れかに記載の異常短繊維の検査方法。
【請求項6】
前記目印付与ステップによってトウにインクが付与されたにもかかわらず、付与されたインクが一定時間内に検出されなかった場合に、前記延伸工程から前記分別工程までの全ての工程を停止することを特徴とする、請求項1〜5の何れかに記載の異常短繊維の検査方法。
【請求項7】
合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機の異常を検知して異常トウの発生を検出する異常トウ検出センサと、前記異常トウ検出センサの下流側でトウの走行を検出するトウ速度センサと、前記異常トウ検出センサからの異常トウ検出信号により異常トウが存在する部分の下流側でインクをトウに付与するインクジェットプリンタと、捲縮を掛けられたトウを最終的に切断してカット綿とするカッターと、前記カッターの上流でトウに付与された前記インクを検出するインク検出センサとを少なくとも備えた異常短繊維の検査装置。
【請求項8】
前記異常トウ検出センサが、下記の(a)及び/又は(b)に記載のものであることを特徴とする、請求項7に記載の異常短繊維の検査装置。
(a) 前記延伸ステップを通過後の延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出する変位センサ。
(b) 前記延伸ステップ中で熱硬化した未延伸トウの捲縮付与時に生じる振動を検出する加速度センサ。
【請求項9】
前記トウ速度検出センサが、前記異常トウ検出ステップの下流側を通過する際にトウの速度を検出する速度センサであることを特徴とする、請求項7又は8に記載の異常短繊維の検査装置。
【請求項10】
前記インクが速乾性のUVインクであって、前記インク検出センサがUVインク検出センサであることを特徴とする、請求項7〜9に記載の異常短繊維の検査装置。
【請求項11】
前記インクが検出されたことに基づいて異常トウを含まない正常なカット綿の輸送先から格下げして異常トウを含むカット綿の輸送先へと切り替える切替機を備えたことを特徴とする、請求項7〜10に記載の異常短繊維の検査装置。
【請求項1】
合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機で異常変位又は異常振動を検知することによって異常トウの発生を検出し、異常トウが検出されると発生した異常トウの下流側で異常発生の目印となるインクを付与し、捲縮を掛けられたトウを切断してカット綿とする短繊維化工程の上流でトウに付与された前記インクを検出し、前記インクが検出されたことに基づいて異常トウを含むカット綿と異常トウを含まない正常なカット綿とを分別することを特徴とする異常短繊維の検査方法。
【請求項2】
前記インクが速乾性のUVインクであることを特徴とする、請求項1に記載の異常短繊維の検査方法。
【請求項3】
前記異常トウ検出が、下記の(A)及び/又は(B)によって行なわれることを特徴とする、請求項1又は請求項2に記載の異常短繊維の検査方法。
(A) 延伸された前記延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出すること。
(B) 延伸時に加熱されて熱硬化した未延伸トウの捲縮付与時に生じる振動を検出すること。
【請求項4】
前記異常トウの速度を検出することを特徴とする、請求項1〜3の何れかに記載の異常短繊維の検査方法。
【請求項5】
前記異常トウの発生と前記異常トウの走行を検知した時に、インク噴き付けノズルによってトウへ前記インクの付与を行うことを特徴とする、請求項1〜4の何れかに記載の異常短繊維の検査方法。
【請求項6】
前記目印付与ステップによってトウにインクが付与されたにもかかわらず、付与されたインクが一定時間内に検出されなかった場合に、前記延伸工程から前記分別工程までの全ての工程を停止することを特徴とする、請求項1〜5の何れかに記載の異常短繊維の検査方法。
【請求項7】
合成繊維から成る未延伸の合糸トウを加熱延伸した後に捲縮をかける捲縮機の異常を検知して異常トウの発生を検出する異常トウ検出センサと、前記異常トウ検出センサの下流側でトウの走行を検出するトウ速度センサと、前記異常トウ検出センサからの異常トウ検出信号により異常トウが存在する部分の下流側でインクをトウに付与するインクジェットプリンタと、捲縮を掛けられたトウを最終的に切断してカット綿とするカッターと、前記カッターの上流でトウに付与された前記インクを検出するインク検出センサとを少なくとも備えた異常短繊維の検査装置。
【請求項8】
前記異常トウ検出センサが、下記の(a)及び/又は(b)に記載のものであることを特徴とする、請求項7に記載の異常短繊維の検査装置。
(a) 前記延伸ステップを通過後の延伸トウ中に含まれる未延伸トウが捲縮機のニップローラを通過する際に生じるニップローラの変位を検出する変位センサ。
(b) 前記延伸ステップ中で熱硬化した未延伸トウの捲縮付与時に生じる振動を検出する加速度センサ。
【請求項9】
前記トウ速度検出センサが、前記異常トウ検出ステップの下流側を通過する際にトウの速度を検出する速度センサであることを特徴とする、請求項7又は8に記載の異常短繊維の検査装置。
【請求項10】
前記インクが速乾性のUVインクであって、前記インク検出センサがUVインク検出センサであることを特徴とする、請求項7〜9に記載の異常短繊維の検査装置。
【請求項11】
前記インクが検出されたことに基づいて異常トウを含まない正常なカット綿の輸送先から格下げして異常トウを含むカット綿の輸送先へと切り替える切替機を備えたことを特徴とする、請求項7〜10に記載の異常短繊維の検査装置。
【図1】


【公開番号】特開2010−180516(P2010−180516A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−27292(P2009−27292)
【出願日】平成21年2月9日(2009.2.9)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月9日(2009.2.9)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]