
異形セグメントの製造方法
【課題】1つの型枠で複数の異なる長さの異形セグメントを製造でき、しかも製造コストを低減させるようにした。
【解決手段】シールド工法によってセグメントが構築されたアプローチ部の上端部に配置されていて高さ寸法が異なる異形セグメント21は、型枠10の外殻体30内に打設面40aの位置を移動させる脱着可能な仕切り板40を複数配列させておき、打設面40a側にコンクリートCを打設して製造される。製造する異形セグメント21毎に異形セグメント21の高さ寸法を増大させるように仕切り板40を順次取り外すようにした。
【解決手段】シールド工法によってセグメントが構築されたアプローチ部の上端部に配置されていて高さ寸法が異なる異形セグメント21は、型枠10の外殻体30内に打設面40aの位置を移動させる脱着可能な仕切り板40を複数配列させておき、打設面40a側にコンクリートCを打設して製造される。製造する異形セグメント21毎に異形セグメント21の高さ寸法を増大させるように仕切り板40を順次取り外すようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールド工法によって構築されるアンダーパストンネルのアプローチ部などに使用される異形セグメントの製造方法に関する。
【背景技術】
【0002】
従来、立体交差などにおけるアンダーパストンネルは、トンネル部の両側に立坑を構築し、両立坑間を推進工法やシールド工法などによって施工され、アプローチ部が開削工法によって施工されている。そして、立坑の掘削や開削を行なう箇所には予め杭の打設などの土留め作業が必要であり、振動、騒音が発生するといった周辺環境に対する問題があるうえ、これらの掘削作業を行う際に重機の配置や開削及び立坑に必要な路上の施工占有面積が広範囲となるため、都市部などでは施工箇所における交通障害が生じるという問題があった。また、立坑があるため工期が長くなっていた。
このような問題を解消するため、地上からシールド掘削機を発進させてアンダーパストンネルの全線を連続施工する方法が、例えば特許文献1に開示されている。
特許文献1は、断面正方形状のシールド掘削機を複数組み合わせて矩形断面のアンダーパストンネルを掘削しながら、シールド掘削機の後端で断面矩形のセグメントを組み立てるものである。アプローチ部など土被りの小さな区間では、複数のシールド掘削機のうち上方に配置されているシールド掘削機をトンネル進行方向に突出させて先行掘削することで安全に掘進できる。これにより、大掛かりな立坑工事や開削工事が不要となることから、上述したような周辺環境の問題を解消できると共に、工期短縮を図ることを可能としたものである。
【特許文献1】特開2005−248546号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、シールド工法によりアンダーパストンネル全線を連続掘削する従来方法によると、アプローチ部におけるセグメントは、セグメント全体が地中に埋もれるまでの区間は天端部が開放された断面略U型状に構築され、セグメントの上端面はトンネルの軸方向に例えば地表面に平行となるように仕上げる必要があった。つまり、アプローチ部のセグメントは、トンネルの深度が深くなる方向に対して、1リング毎に側壁の高さが増すことになる。アプローチ部では、側壁の高さを調整するためにリング毎に異なる高さをなす異形セグメントを製造する必要があった。
そして、異形セグメントは、異形セグメント毎に個別の型枠を製作する方法があるが経済的でない。また、ほかの方法として、例えば、異形セグメントの高さ寸法を複数の異なる長さとなるように型枠の枠材を切除して枠材の長さを変える改造を行ないながら異形セグメントを製造する方法がある。この改造作業では、枠材の切断やその切断面の処理などに時間と手間がかかるうえ、異形セグメント毎に型枠の改造費用が発生し、経済的でないという問題があった。
【0004】
本発明は、上述する問題点に鑑みてなされたもので、1つの型枠で複数の異なる長さの異形セグメントを製造でき、しかも製造コストを低減させるようにした異形セグメントの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明に係る異形セグメントの製造方法は、型枠内で打設面の位置を移動させてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、型枠に、打設面の位置を移動させる脱着可能な移動型枠部材を設け、移動型枠部材で仕切られた型枠内にコンクリートを打設するようにしたことを特徴としている。
本発明によれば、移動型枠部材が型枠に脱着可能に設けられているため、製造する異形セグメントの高さ寸法に合わせた所定の位置に移動型枠部材を配置して打設面を形成することができる。そして、移動型枠部材を脱着させてその配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【0006】
また、本発明に係る異形セグメントの製造方法では、移動型枠部材は、型枠内で異形セグメントの高さ方向の寸法を仕切る仕切り板であることが好ましい。
本発明によれば、製造する異形セグメントの高さ方向の寸法に合わせて型枠内に仕切り板を配置することで所定位置に打設面を形成することができる。そして、仕切り板を脱着させて適宜移動させて配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【0007】
また、本発明に係る異形セグメントの製造方法では、仕切り板を型枠内に複数配列させておき、仕切り板を順次取り外すことで型枠内の打設領域の高さ方向の寸法を変えてコンクリートを打設することが好ましい。
本発明によれば、異形セグメントの高さ寸法を少しずつ大きくして製造することができる。しかも仕切り板を順次取り外すだけの簡単な作業で打設面を移動できることから効率的であり、作業の手間を少なくすることができる。
【0008】
また、本発明に係る異形セグメントの製造方法では、移動型枠部材は、製造する異形セグメントの領域と型枠との間の空隙と同形状をなす嵌合部材であり、嵌合部材を型枠内に配置して打設面を形成することが好ましい。
本発明によれば、製造する異形セグメントの高さ寸法に対応した異なる形状の嵌合部材を型枠内に脱着させて配置させることで所定位置に打設面を形成することができ、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【0009】
また、本発明に係る異形セグメントの製造方法では、型枠の端板を移動させ、型枠内の打設領域の大きさを変えてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、端板は、異形セグメントの高さ方向の寸法を仕切る上部端板であり、異形セグメントの高さ方向に配置した型枠の側端板を複数に分割し、分割した側端板の少なくとも一部を取り外し又は取り付けて上部端板を高さ方向に移動させるようにしたことを特徴としている。
本発明によれば、製造する異形セグメントの高さ寸法に合わせて、適宜分割した側端板を取り外し又は取り付けることで側端板の長さ、すなわち異形セグメントの高さ方向の寸法を変え、この長さを変えた側端板に接続させるようにして上部端板を移動させて配置することで所定位置に打設面を形成することができ、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【発明の効果】
【0010】
本発明の異形セグメントの製造方法によれば、移動型枠部材が型枠に脱着可能に設けられているため、製造する異形セグメントの高さ寸法に合わせた所定の位置に移動型枠部材を配置して打設面を形成することができる。そして、移動型枠部材を脱着させてその配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。このため、移動型枠部材を移動させる作業は手間がかからずきわめて短時間で行うことができ、従来のように型枠を改造したり異形セグメント毎に型枠を設けたりする必要がないため、セグメントの製造コストの低減を図ることができる。
また、本発明の異形セグメントの製造方法によれば、型枠の上部端板を異形セグメントの高さ方向に移動させて配置することができ、所定位置に打設面を形成することができるため、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の第一の実施の形態による異形セグメントの製造方法について、図1乃至図4に基づいて説明する。
図1は本発明の第一の実施の形態による異形セグメントの製造状態を示す一部破断斜視図、図2は異形セグメント製造状態を示す平面図、図3(a)はアンダーパストンネルを示す全体側面図、(b)はアプローチ部を示す側面図、図4はアプローチ部に設置されているセグメントを示す図であって、(a)はその断面図、(b)はその部分側面図である。
【0012】
図1及び図2に示される本第一の実施の形態による異形セグメントの製造方法は、シールド工法によって地山内に延設された矩形状のセグメントにより構築されたシールドトンネルからなる立体交差などのアンダーパストンネル2のアプローチ部2Aに適用される異形セグメント21を型枠10を使用して製造するものである(図3(a)及び(b)参照)。
【0013】
先ず、本異形セグメント21が適用されるアンダーパストンネル2及びアプローチ部2Aについて説明する。
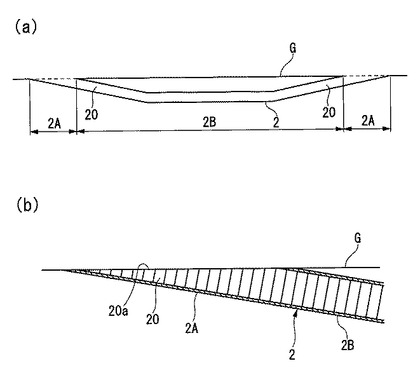
図3(a)及び(b)に示すように、アンダーパストンネル2は、側面視で略U字形に構築され、地中内に延設されているトンネル部2Bと、地上面Gからトンネル部2Bまでを連絡してなり上方が開放されたアプローチ部2Aとからなる。つまり、地上から地中に向けて徐々に深度を増していく傾斜路が形成され、所定の深さで略水平方向となり、さらに所定の位置で地上に向けた上り勾配の傾斜路が形成されている。
【0014】
図3(a)及び(b)に示すように、本アンダーパストンネル2の施工に採用されるシールド工法は、周知の種々の工法を採用できるが、本第一の実施の形態では、断面の有効利用といった利点から矩形断面シールド機(図示省略)が使用され、この矩形シールド掘削機の後方でコンクリート製のセグメントが組み立てられている。
なお、本矩形シールド掘削機は、例えばカッタを複数に分割させることで各々の掘削断面を小さくして掘削できる。そして、下部カッタより上部カッタを先行させることで、土被りの小さなアプローチ部2Aでも地山を安定させて掘削できる。
【0015】
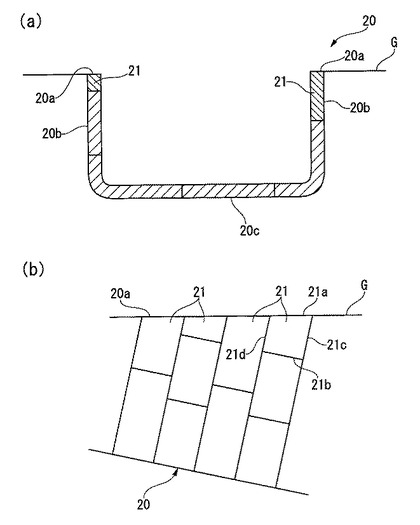
図3(b)、図4(a)及び(b)に示すように、アプローチ部2Aにトンネル軸方向に連続して構築されるセグメントリング20は、個々のセグメントピースを周方向に接続して構成され、上端を開放した断面視で略U型状をなしている。すなわち、セグメントリング20は、側部20b、20bと底部20cとからなる。そして、セグメントリング20の上端部20aが例えば地上面Gに略面一となるように構築されている。そのため、トンネルの深度が増加するにしたがって、セグメントリング20の側部20b(図4(a)参照)の高さ寸法が大きくなる。
【0016】
また、セグメントリング20は、その両側部20b、20bの上部にセグメントリング20毎に高さ寸法が異なる異形セグメント21が配置され、上述したアプローチ部2Aの高さが略地上面Gとなるように調整されている。
図2に示す平面視或いは図4(b)に示す側面視で、異形セグメント21は、その上端面21aは下端面21bに対して所定角度で傾斜し、側端面21c、21dは互いに平行になっている。
なお、以下の説明において、「異形セグメント21の高さ寸法(方向)」及び「上下方向」とは、異形セグメント21が配置された状態の高さ寸方及び上下方向とする。
【0017】
次に、本第一の実施の形態による異形セグメント21を製造するために使用される型枠10の構成について図面に基づいて説明する。
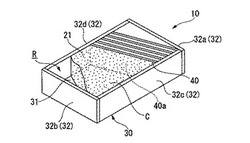
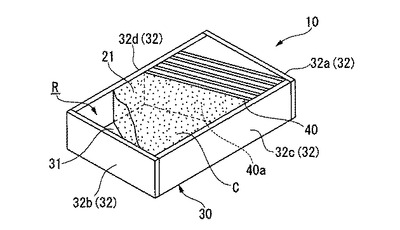
図1に示す型枠10は、箱形状に形成された外殻体30と、外殻体30の内部で異形セグメント21の高さ方向の寸法を仕切る平板状の仕切り板40(移動型枠部材)とからなる。
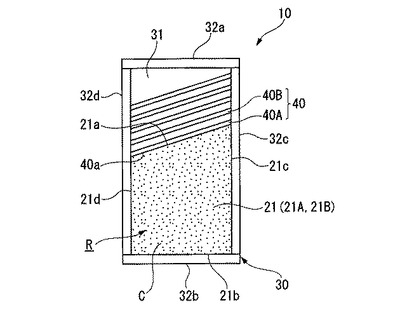
外殻体30は、異形セグメント21の内周面又は外周面を覆う薄板状の型枠板31と、型枠板31の外周縁31aに固着されている端板32とからなる。この端板32は、図2に示すように、異形セグメント21の上端面21aに対応する位置に配置される上部端板32aと、下端面21bに対応する位置に配置される下部端板32bと、側端面21c、21dに夫々対応する位置に配置される側端板32c、32dとからなる。そして、これらの各部材同士は、溶接などの固着手段によって接合されている。
【0018】
図2に示すように、外殻体30内に斜めに取り付けられて配置される仕切り板40、40・・・は、異形セグメント21の高さ方向に所定間隔をもって複数配列されている。
これらの仕切り板40、40・・・が配置される領域は、外殻体30の内側で異形セグメント21の打設領域Rを除いた領域となる。そして、最も高さ寸法の小さな異形セグメント21(これを「第一異形セグメント21A」とする)を打設する位置に第一仕切り板40Aを配置しておく。ここで、この第一仕切り板40Aの打設領域R側が打設面40aとなる。すなわち、打設面40aと外殻体30との間にコンクリートCが打設されることになる。そして、仕切り板40の打設面40aは、上述した異形セグメント21の上端面21aの傾斜面を形成できるように、同じ傾斜角度をもって配設されている。
【0019】
また、これらの仕切り板40、40・・・は、夫々が外殻体30に脱着可能に設けられている。仕切り板40を外殻体30に取り付ける方法は、仕切り板40が打設したコンクリートCの圧力で押圧されて外れたり、ずれたりしないように、例えば側端板32c、32dの外側からボルトなどの固定部材(図示省略)によって固定されている。
なお、異形セグメント21の製造時には、型枠10の上面側(図1及び図2に示す型枠板31に対向する側)をなす開口部を図示しない蓋枠板で覆っておき、例えばこの蓋枠板に貫通させた打設孔より型枠10の打設領域RにコンクリートCを打設するようにする。
【0020】
本第一の実施の形態による異形セグメント21及び型枠10の構成は上述したとおりであり、次に異形セグメント21の製造方法について図面に基づいて説明する。
先ず、図2に示すように、予め型枠10内の所定位置に複数の仕切り板40、40・・・を取り付けておく。そして、型枠10の第一仕切り板40Aの打設面40a側の打設領域RにコンクリートCを打設して第一異形セグメント21Aを製造する。
次に、第一仕切り板40Aを外殻体30から取り外す。そうすると、第一仕切り板40Aの打設面40aの裏面側に配設されていた第二仕切り板40Bが次に製造される第二異形セグメント21Bの打設面40aとなる。このとき製造される第二異形セグメント21Bは、第一異形セグメント21Aより高さ寸法が大きくなる。このように、コンクリート打設毎に複数配列されている仕切り板40を、第一仕切り板40Aから順次取り外すことで、高さ寸法の異なる異形セグメント21を製造することができる。
【0021】
なお、型枠10(外殻体30)内に配置される仕切り板40の数量は、複数であることに限定されずに単数であってもよい。単数の場合、製造する異形セグメント21の高さ寸法毎に仕切り板40を移動させて繰り返し使用すればよい。この場合、複数の仕切り板40を設ける必要がないため、コストを低減させる効果を奏する。
【0022】
上述したように実施の形態による異形セグメントの製造方法では、仕切り板40が型枠10の外殻体30に脱着可能に設けられているため、製造する異形セグメント21の高さ寸法に合わせた所定の位置に仕切り板40を配置して打設面40aを形成することができる。そして、仕切り板40を脱着させてその配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメント21を製造することができる。このため、仕切り板40を移動させる作業は手間がかからずきわめて短時間で行うことができ、従来のように型枠を改造したり異形セグメント毎に型枠を設けたりする必要がないため、セグメントの製造コストの低減を図ることができる。
【0023】
次に、本発明の第二及び第三の実施の形態について、図5及び図6に基づいて説明するが、上述の第一の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第一の実施の形態と異なる構成について説明する。
図5は第二の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
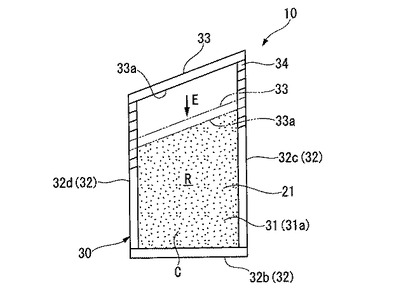
図5に示すように、第二の実施の形態による型枠10は、外殻体30の移動上部端板33(本発明の「上部端板」に相当)の内面が打設面33aをなし、この移動上部端板33を異形セグメント21の高さ方向に移動させる構成となっている。移動上部端板33の打設面33aは、上述した異形セグメント21の上端面21aの傾斜面を形成できるようにそれと同じ傾斜角度をもって配設されている。
また、側端板32c及び側端板32dは、異形セグメント21の高さ方向に複数に分割されてなる側端板ピース34を形成し、これらの分割された各々の側端板ピース34は取り外し可能に設けられている。そして、移動上部端板33は、所定の側端板ピース34を取り除いた後或いは取り付けた後の側端板32c、32dに対してボルトなどの固定部材(図示省略)によって取り外しできるように構成されている。
図5に示すように、異形セグメント21の高さ寸法を小さくして製造するとき、すなわち移動上部端板33の位置を矢印E方向(図中実線から二点鎖線への方向)に移動させるときは、移動上部端板33を取り外し、適宜数の側端板ピース34を取り除いた後に側端板32c、32dの端部に移動上部端板33を取り付ける。これにより、移動上部端板33の打設面33aを、図中二点鎖線の位置に移動させることができる。
このように移動させた移動上部端板33の打設面33aと外殻体30との間の空間(打設領域R)にコンクリートCを打設することで異形セグメント21を製作することができる。
第二の実施の形態についても1つの型枠10で異なる高さ寸法をなす異形セグメント21を製作することができることから、第一の実施の形態と同様の効果が得られる。
【0024】
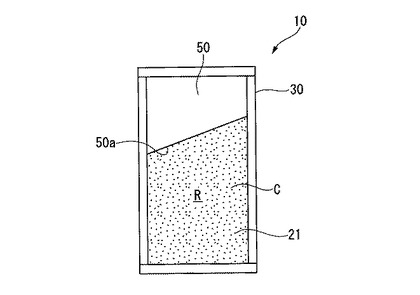
次に、図6は第三の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
図6に示すように、第三の実施の形態による外殻体30の構成は、第一の実施の形態と同様である。そして、本第三の実施の形態では、外殻体30内における打設領域Rと外殻体30との間の空隙に嵌合部材50を配置させることで打設面50aを形成し、打設領域RにコンクリートCを打設して異形セグメント21を製造するものである。
この嵌合部材50は、例えば発泡スチロール、樹脂、コンクリートなどの材料などを使用することができる。そして、異形セグメント21の高さ寸法に合わせた複数種類の嵌合部材50を用意しておき、製造する異形セグメント21に対応した大きさの嵌合部材50を外殻体30内に配置することで、複数種類の異形セグメント21を製造できる。
本第三の実施の形態についても1つの型枠10で異なる高さ寸法の異形セグメント21を製作することができることから、第一及び第二の実施の形態と同様の効果が得られる。
【0025】
以上、本発明による異形セグメントの製造方法の第一乃至第三の実施の形態について説明したが、本発明は上記の第一乃至第三の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、第一の実施の形態では予め外殻体30内に複数の仕切り板40を配列させておき、順次その仕切り板40を取り外すようにした製造手順としているが、これに限定されることはなく、順次仕切り板40を取り付けていく方法であってもよい。要は、第一乃至第三の実施の形態では、仕切り板40の数量や取り付け、取り外しを任意に行なうことができ、製造する異形セグメントの高さ寸法に対応させた位置に打設面40a、33a、50aを移動させるようにすればよいのである。
また、本第一乃至第三の実施の形態ではアンダーパストンネル2のアプローチ部2Aに使用される異形セグメント21の製造に適用しているが、このような用途に限定されることはなく、例えば斜路を有する開削部に構築されるプレキャスト製の構造物などの製造に適用してもかまわない。
【図面の簡単な説明】
【0026】
【図1】本発明の第一の実施の形態による異形セグメントの製造状態を示す一部破断斜視図である。
【図2】異形セグメント製造状態を示す平面図である。
【図3】(a)はアンダーパストンネルを示す全体側面図、(b)はアプローチ部を示す側面図である。
【図4】アプローチ部に設置されているセグメントを示す図であって、(a)はその断面図、(b)はその部分側面図である。
【図5】第二の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
【図6】第三の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
【符号の説明】
【0027】
2 アンダーパストンネル
2A アプローチ部
10 型枠
20 セグメント
21 異形セグメント
30 外殻体
32 端板
32c、32d 側端板
33 移動上部端板(上部端板)
40 仕切り板(移動型枠部材)
40a、33a、50a 打設面
50 嵌合部材(移動型枠部材)
R 打設領域
C コンクリート
【技術分野】
【0001】
本発明は、シールド工法によって構築されるアンダーパストンネルのアプローチ部などに使用される異形セグメントの製造方法に関する。
【背景技術】
【0002】
従来、立体交差などにおけるアンダーパストンネルは、トンネル部の両側に立坑を構築し、両立坑間を推進工法やシールド工法などによって施工され、アプローチ部が開削工法によって施工されている。そして、立坑の掘削や開削を行なう箇所には予め杭の打設などの土留め作業が必要であり、振動、騒音が発生するといった周辺環境に対する問題があるうえ、これらの掘削作業を行う際に重機の配置や開削及び立坑に必要な路上の施工占有面積が広範囲となるため、都市部などでは施工箇所における交通障害が生じるという問題があった。また、立坑があるため工期が長くなっていた。
このような問題を解消するため、地上からシールド掘削機を発進させてアンダーパストンネルの全線を連続施工する方法が、例えば特許文献1に開示されている。
特許文献1は、断面正方形状のシールド掘削機を複数組み合わせて矩形断面のアンダーパストンネルを掘削しながら、シールド掘削機の後端で断面矩形のセグメントを組み立てるものである。アプローチ部など土被りの小さな区間では、複数のシールド掘削機のうち上方に配置されているシールド掘削機をトンネル進行方向に突出させて先行掘削することで安全に掘進できる。これにより、大掛かりな立坑工事や開削工事が不要となることから、上述したような周辺環境の問題を解消できると共に、工期短縮を図ることを可能としたものである。
【特許文献1】特開2005−248546号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、シールド工法によりアンダーパストンネル全線を連続掘削する従来方法によると、アプローチ部におけるセグメントは、セグメント全体が地中に埋もれるまでの区間は天端部が開放された断面略U型状に構築され、セグメントの上端面はトンネルの軸方向に例えば地表面に平行となるように仕上げる必要があった。つまり、アプローチ部のセグメントは、トンネルの深度が深くなる方向に対して、1リング毎に側壁の高さが増すことになる。アプローチ部では、側壁の高さを調整するためにリング毎に異なる高さをなす異形セグメントを製造する必要があった。
そして、異形セグメントは、異形セグメント毎に個別の型枠を製作する方法があるが経済的でない。また、ほかの方法として、例えば、異形セグメントの高さ寸法を複数の異なる長さとなるように型枠の枠材を切除して枠材の長さを変える改造を行ないながら異形セグメントを製造する方法がある。この改造作業では、枠材の切断やその切断面の処理などに時間と手間がかかるうえ、異形セグメント毎に型枠の改造費用が発生し、経済的でないという問題があった。
【0004】
本発明は、上述する問題点に鑑みてなされたもので、1つの型枠で複数の異なる長さの異形セグメントを製造でき、しかも製造コストを低減させるようにした異形セグメントの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明に係る異形セグメントの製造方法は、型枠内で打設面の位置を移動させてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、型枠に、打設面の位置を移動させる脱着可能な移動型枠部材を設け、移動型枠部材で仕切られた型枠内にコンクリートを打設するようにしたことを特徴としている。
本発明によれば、移動型枠部材が型枠に脱着可能に設けられているため、製造する異形セグメントの高さ寸法に合わせた所定の位置に移動型枠部材を配置して打設面を形成することができる。そして、移動型枠部材を脱着させてその配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【0006】
また、本発明に係る異形セグメントの製造方法では、移動型枠部材は、型枠内で異形セグメントの高さ方向の寸法を仕切る仕切り板であることが好ましい。
本発明によれば、製造する異形セグメントの高さ方向の寸法に合わせて型枠内に仕切り板を配置することで所定位置に打設面を形成することができる。そして、仕切り板を脱着させて適宜移動させて配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【0007】
また、本発明に係る異形セグメントの製造方法では、仕切り板を型枠内に複数配列させておき、仕切り板を順次取り外すことで型枠内の打設領域の高さ方向の寸法を変えてコンクリートを打設することが好ましい。
本発明によれば、異形セグメントの高さ寸法を少しずつ大きくして製造することができる。しかも仕切り板を順次取り外すだけの簡単な作業で打設面を移動できることから効率的であり、作業の手間を少なくすることができる。
【0008】
また、本発明に係る異形セグメントの製造方法では、移動型枠部材は、製造する異形セグメントの領域と型枠との間の空隙と同形状をなす嵌合部材であり、嵌合部材を型枠内に配置して打設面を形成することが好ましい。
本発明によれば、製造する異形セグメントの高さ寸法に対応した異なる形状の嵌合部材を型枠内に脱着させて配置させることで所定位置に打設面を形成することができ、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【0009】
また、本発明に係る異形セグメントの製造方法では、型枠の端板を移動させ、型枠内の打設領域の大きさを変えてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、端板は、異形セグメントの高さ方向の寸法を仕切る上部端板であり、異形セグメントの高さ方向に配置した型枠の側端板を複数に分割し、分割した側端板の少なくとも一部を取り外し又は取り付けて上部端板を高さ方向に移動させるようにしたことを特徴としている。
本発明によれば、製造する異形セグメントの高さ寸法に合わせて、適宜分割した側端板を取り外し又は取り付けることで側端板の長さ、すなわち異形セグメントの高さ方向の寸法を変え、この長さを変えた側端板に接続させるようにして上部端板を移動させて配置することで所定位置に打設面を形成することができ、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【発明の効果】
【0010】
本発明の異形セグメントの製造方法によれば、移動型枠部材が型枠に脱着可能に設けられているため、製造する異形セグメントの高さ寸法に合わせた所定の位置に移動型枠部材を配置して打設面を形成することができる。そして、移動型枠部材を脱着させてその配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。このため、移動型枠部材を移動させる作業は手間がかからずきわめて短時間で行うことができ、従来のように型枠を改造したり異形セグメント毎に型枠を設けたりする必要がないため、セグメントの製造コストの低減を図ることができる。
また、本発明の異形セグメントの製造方法によれば、型枠の上部端板を異形セグメントの高さ方向に移動させて配置することができ、所定位置に打設面を形成することができるため、1つの型枠で高さ寸法の異なる異形セグメントを製造することができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の第一の実施の形態による異形セグメントの製造方法について、図1乃至図4に基づいて説明する。
図1は本発明の第一の実施の形態による異形セグメントの製造状態を示す一部破断斜視図、図2は異形セグメント製造状態を示す平面図、図3(a)はアンダーパストンネルを示す全体側面図、(b)はアプローチ部を示す側面図、図4はアプローチ部に設置されているセグメントを示す図であって、(a)はその断面図、(b)はその部分側面図である。
【0012】
図1及び図2に示される本第一の実施の形態による異形セグメントの製造方法は、シールド工法によって地山内に延設された矩形状のセグメントにより構築されたシールドトンネルからなる立体交差などのアンダーパストンネル2のアプローチ部2Aに適用される異形セグメント21を型枠10を使用して製造するものである(図3(a)及び(b)参照)。
【0013】
先ず、本異形セグメント21が適用されるアンダーパストンネル2及びアプローチ部2Aについて説明する。
図3(a)及び(b)に示すように、アンダーパストンネル2は、側面視で略U字形に構築され、地中内に延設されているトンネル部2Bと、地上面Gからトンネル部2Bまでを連絡してなり上方が開放されたアプローチ部2Aとからなる。つまり、地上から地中に向けて徐々に深度を増していく傾斜路が形成され、所定の深さで略水平方向となり、さらに所定の位置で地上に向けた上り勾配の傾斜路が形成されている。
【0014】
図3(a)及び(b)に示すように、本アンダーパストンネル2の施工に採用されるシールド工法は、周知の種々の工法を採用できるが、本第一の実施の形態では、断面の有効利用といった利点から矩形断面シールド機(図示省略)が使用され、この矩形シールド掘削機の後方でコンクリート製のセグメントが組み立てられている。
なお、本矩形シールド掘削機は、例えばカッタを複数に分割させることで各々の掘削断面を小さくして掘削できる。そして、下部カッタより上部カッタを先行させることで、土被りの小さなアプローチ部2Aでも地山を安定させて掘削できる。
【0015】
図3(b)、図4(a)及び(b)に示すように、アプローチ部2Aにトンネル軸方向に連続して構築されるセグメントリング20は、個々のセグメントピースを周方向に接続して構成され、上端を開放した断面視で略U型状をなしている。すなわち、セグメントリング20は、側部20b、20bと底部20cとからなる。そして、セグメントリング20の上端部20aが例えば地上面Gに略面一となるように構築されている。そのため、トンネルの深度が増加するにしたがって、セグメントリング20の側部20b(図4(a)参照)の高さ寸法が大きくなる。
【0016】
また、セグメントリング20は、その両側部20b、20bの上部にセグメントリング20毎に高さ寸法が異なる異形セグメント21が配置され、上述したアプローチ部2Aの高さが略地上面Gとなるように調整されている。
図2に示す平面視或いは図4(b)に示す側面視で、異形セグメント21は、その上端面21aは下端面21bに対して所定角度で傾斜し、側端面21c、21dは互いに平行になっている。
なお、以下の説明において、「異形セグメント21の高さ寸法(方向)」及び「上下方向」とは、異形セグメント21が配置された状態の高さ寸方及び上下方向とする。
【0017】
次に、本第一の実施の形態による異形セグメント21を製造するために使用される型枠10の構成について図面に基づいて説明する。
図1に示す型枠10は、箱形状に形成された外殻体30と、外殻体30の内部で異形セグメント21の高さ方向の寸法を仕切る平板状の仕切り板40(移動型枠部材)とからなる。
外殻体30は、異形セグメント21の内周面又は外周面を覆う薄板状の型枠板31と、型枠板31の外周縁31aに固着されている端板32とからなる。この端板32は、図2に示すように、異形セグメント21の上端面21aに対応する位置に配置される上部端板32aと、下端面21bに対応する位置に配置される下部端板32bと、側端面21c、21dに夫々対応する位置に配置される側端板32c、32dとからなる。そして、これらの各部材同士は、溶接などの固着手段によって接合されている。
【0018】
図2に示すように、外殻体30内に斜めに取り付けられて配置される仕切り板40、40・・・は、異形セグメント21の高さ方向に所定間隔をもって複数配列されている。
これらの仕切り板40、40・・・が配置される領域は、外殻体30の内側で異形セグメント21の打設領域Rを除いた領域となる。そして、最も高さ寸法の小さな異形セグメント21(これを「第一異形セグメント21A」とする)を打設する位置に第一仕切り板40Aを配置しておく。ここで、この第一仕切り板40Aの打設領域R側が打設面40aとなる。すなわち、打設面40aと外殻体30との間にコンクリートCが打設されることになる。そして、仕切り板40の打設面40aは、上述した異形セグメント21の上端面21aの傾斜面を形成できるように、同じ傾斜角度をもって配設されている。
【0019】
また、これらの仕切り板40、40・・・は、夫々が外殻体30に脱着可能に設けられている。仕切り板40を外殻体30に取り付ける方法は、仕切り板40が打設したコンクリートCの圧力で押圧されて外れたり、ずれたりしないように、例えば側端板32c、32dの外側からボルトなどの固定部材(図示省略)によって固定されている。
なお、異形セグメント21の製造時には、型枠10の上面側(図1及び図2に示す型枠板31に対向する側)をなす開口部を図示しない蓋枠板で覆っておき、例えばこの蓋枠板に貫通させた打設孔より型枠10の打設領域RにコンクリートCを打設するようにする。
【0020】
本第一の実施の形態による異形セグメント21及び型枠10の構成は上述したとおりであり、次に異形セグメント21の製造方法について図面に基づいて説明する。
先ず、図2に示すように、予め型枠10内の所定位置に複数の仕切り板40、40・・・を取り付けておく。そして、型枠10の第一仕切り板40Aの打設面40a側の打設領域RにコンクリートCを打設して第一異形セグメント21Aを製造する。
次に、第一仕切り板40Aを外殻体30から取り外す。そうすると、第一仕切り板40Aの打設面40aの裏面側に配設されていた第二仕切り板40Bが次に製造される第二異形セグメント21Bの打設面40aとなる。このとき製造される第二異形セグメント21Bは、第一異形セグメント21Aより高さ寸法が大きくなる。このように、コンクリート打設毎に複数配列されている仕切り板40を、第一仕切り板40Aから順次取り外すことで、高さ寸法の異なる異形セグメント21を製造することができる。
【0021】
なお、型枠10(外殻体30)内に配置される仕切り板40の数量は、複数であることに限定されずに単数であってもよい。単数の場合、製造する異形セグメント21の高さ寸法毎に仕切り板40を移動させて繰り返し使用すればよい。この場合、複数の仕切り板40を設ける必要がないため、コストを低減させる効果を奏する。
【0022】
上述したように実施の形態による異形セグメントの製造方法では、仕切り板40が型枠10の外殻体30に脱着可能に設けられているため、製造する異形セグメント21の高さ寸法に合わせた所定の位置に仕切り板40を配置して打設面40aを形成することができる。そして、仕切り板40を脱着させてその配置位置を変更できることから、1つの型枠で高さ寸法の異なる異形セグメント21を製造することができる。このため、仕切り板40を移動させる作業は手間がかからずきわめて短時間で行うことができ、従来のように型枠を改造したり異形セグメント毎に型枠を設けたりする必要がないため、セグメントの製造コストの低減を図ることができる。
【0023】
次に、本発明の第二及び第三の実施の形態について、図5及び図6に基づいて説明するが、上述の第一の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第一の実施の形態と異なる構成について説明する。
図5は第二の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
図5に示すように、第二の実施の形態による型枠10は、外殻体30の移動上部端板33(本発明の「上部端板」に相当)の内面が打設面33aをなし、この移動上部端板33を異形セグメント21の高さ方向に移動させる構成となっている。移動上部端板33の打設面33aは、上述した異形セグメント21の上端面21aの傾斜面を形成できるようにそれと同じ傾斜角度をもって配設されている。
また、側端板32c及び側端板32dは、異形セグメント21の高さ方向に複数に分割されてなる側端板ピース34を形成し、これらの分割された各々の側端板ピース34は取り外し可能に設けられている。そして、移動上部端板33は、所定の側端板ピース34を取り除いた後或いは取り付けた後の側端板32c、32dに対してボルトなどの固定部材(図示省略)によって取り外しできるように構成されている。
図5に示すように、異形セグメント21の高さ寸法を小さくして製造するとき、すなわち移動上部端板33の位置を矢印E方向(図中実線から二点鎖線への方向)に移動させるときは、移動上部端板33を取り外し、適宜数の側端板ピース34を取り除いた後に側端板32c、32dの端部に移動上部端板33を取り付ける。これにより、移動上部端板33の打設面33aを、図中二点鎖線の位置に移動させることができる。
このように移動させた移動上部端板33の打設面33aと外殻体30との間の空間(打設領域R)にコンクリートCを打設することで異形セグメント21を製作することができる。
第二の実施の形態についても1つの型枠10で異なる高さ寸法をなす異形セグメント21を製作することができることから、第一の実施の形態と同様の効果が得られる。
【0024】
次に、図6は第三の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
図6に示すように、第三の実施の形態による外殻体30の構成は、第一の実施の形態と同様である。そして、本第三の実施の形態では、外殻体30内における打設領域Rと外殻体30との間の空隙に嵌合部材50を配置させることで打設面50aを形成し、打設領域RにコンクリートCを打設して異形セグメント21を製造するものである。
この嵌合部材50は、例えば発泡スチロール、樹脂、コンクリートなどの材料などを使用することができる。そして、異形セグメント21の高さ寸法に合わせた複数種類の嵌合部材50を用意しておき、製造する異形セグメント21に対応した大きさの嵌合部材50を外殻体30内に配置することで、複数種類の異形セグメント21を製造できる。
本第三の実施の形態についても1つの型枠10で異なる高さ寸法の異形セグメント21を製作することができることから、第一及び第二の実施の形態と同様の効果が得られる。
【0025】
以上、本発明による異形セグメントの製造方法の第一乃至第三の実施の形態について説明したが、本発明は上記の第一乃至第三の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、第一の実施の形態では予め外殻体30内に複数の仕切り板40を配列させておき、順次その仕切り板40を取り外すようにした製造手順としているが、これに限定されることはなく、順次仕切り板40を取り付けていく方法であってもよい。要は、第一乃至第三の実施の形態では、仕切り板40の数量や取り付け、取り外しを任意に行なうことができ、製造する異形セグメントの高さ寸法に対応させた位置に打設面40a、33a、50aを移動させるようにすればよいのである。
また、本第一乃至第三の実施の形態ではアンダーパストンネル2のアプローチ部2Aに使用される異形セグメント21の製造に適用しているが、このような用途に限定されることはなく、例えば斜路を有する開削部に構築されるプレキャスト製の構造物などの製造に適用してもかまわない。
【図面の簡単な説明】
【0026】
【図1】本発明の第一の実施の形態による異形セグメントの製造状態を示す一部破断斜視図である。
【図2】異形セグメント製造状態を示す平面図である。
【図3】(a)はアンダーパストンネルを示す全体側面図、(b)はアプローチ部を示す側面図である。
【図4】アプローチ部に設置されているセグメントを示す図であって、(a)はその断面図、(b)はその部分側面図である。
【図5】第二の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
【図6】第三の実施の形態による異形セグメントの製造状態を示す平面図であって、図2に対応した図である。
【符号の説明】
【0027】
2 アンダーパストンネル
2A アプローチ部
10 型枠
20 セグメント
21 異形セグメント
30 外殻体
32 端板
32c、32d 側端板
33 移動上部端板(上部端板)
40 仕切り板(移動型枠部材)
40a、33a、50a 打設面
50 嵌合部材(移動型枠部材)
R 打設領域
C コンクリート
【特許請求の範囲】
【請求項1】
型枠内で打設面の位置を移動させてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、
前記型枠に、前記打設面の位置を移動させる脱着可能な移動型枠部材を設け、
前記移動型枠部材で仕切られた前記型枠内にコンクリートを打設するようにしたことを特徴とする異形セグメントの製造方法。
【請求項2】
前記移動型枠部材は、前記型枠内で前記異形セグメントの高さ方向の寸法を仕切る仕切り板であることを特徴とする請求項1に記載の異形セグメントの製造方法。
【請求項3】
前記仕切り板を前記型枠内に複数配列させておき、前記仕切り板を順次取り外すことで前記型枠内の打設領域の前記高さ方向の寸法を変えてコンクリートを打設するようにしたことを特徴とする請求項2に記載の異形セグメントの製造方法。
【請求項4】
前記移動型枠部材は、製造する前記異形セグメントの領域と前記型枠との間の空隙と同形状をなす嵌合部材であり、
前記嵌合部材を前記型枠内に配置して前記打設面を形成するようにしたことを特徴とする請求項1に記載の異形セグメントの製造方法。
【請求項5】
型枠の端板を移動させ、前記型枠内の打設領域の大きさを変えてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、
前記端板は、前記異形セグメントの高さ方向の寸法を仕切る上部端板であり、
前記異形セグメントの高さ方向に配置した前記型枠の側端板を複数に分割し、
前記分割した前記側端板の少なくとも一部を取り外し又は取り付けて前記上部端板を前記高さ方向に移動させるようにしたことを特徴とする異形セグメントの製造方法。
【請求項1】
型枠内で打設面の位置を移動させてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、
前記型枠に、前記打設面の位置を移動させる脱着可能な移動型枠部材を設け、
前記移動型枠部材で仕切られた前記型枠内にコンクリートを打設するようにしたことを特徴とする異形セグメントの製造方法。
【請求項2】
前記移動型枠部材は、前記型枠内で前記異形セグメントの高さ方向の寸法を仕切る仕切り板であることを特徴とする請求項1に記載の異形セグメントの製造方法。
【請求項3】
前記仕切り板を前記型枠内に複数配列させておき、前記仕切り板を順次取り外すことで前記型枠内の打設領域の前記高さ方向の寸法を変えてコンクリートを打設するようにしたことを特徴とする請求項2に記載の異形セグメントの製造方法。
【請求項4】
前記移動型枠部材は、製造する前記異形セグメントの領域と前記型枠との間の空隙と同形状をなす嵌合部材であり、
前記嵌合部材を前記型枠内に配置して前記打設面を形成するようにしたことを特徴とする請求項1に記載の異形セグメントの製造方法。
【請求項5】
型枠の端板を移動させ、前記型枠内の打設領域の大きさを変えてコンクリートを打設することで、高さ寸法が異なる異形セグメントを製造させるようにした異形セグメントの製造方法であって、
前記端板は、前記異形セグメントの高さ方向の寸法を仕切る上部端板であり、
前記異形セグメントの高さ方向に配置した前記型枠の側端板を複数に分割し、
前記分割した前記側端板の少なくとも一部を取り外し又は取り付けて前記上部端板を前記高さ方向に移動させるようにしたことを特徴とする異形セグメントの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−270500(P2007−270500A)
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願番号】特願2006−97005(P2006−97005)
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000000549)株式会社大林組 (1,758)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000000549)株式会社大林組 (1,758)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
[ Back to top ]