
異方導電性コネクタおよび異方導電性コネクタの製造方法
【課題】設置部位に対して確実な固定が行えると共に、設置部位に粘着層が残存するのを抑えることが可能となる異方導電性コネクタおよび異方導電性コネクタの製造方法を提供を提供する。
【解決手段】異方導電性コネクタ10は、絶縁性を有する材料から構成される絶縁層20と、絶縁層20を貫通すると共に先端部分30aが絶縁層20から突出して設けられる複数の金属線30と、絶縁層20の一方の面21側に設けられると共に離型性を有し、金属線30の先端部分30aの少なくとも一部を覆わずに露呈させている粘着層40と、を有し、粘着層40は、測定角度が60度における光沢度が100%以上に設けられている。
【解決手段】異方導電性コネクタ10は、絶縁性を有する材料から構成される絶縁層20と、絶縁層20を貫通すると共に先端部分30aが絶縁層20から突出して設けられる複数の金属線30と、絶縁層20の一方の面21側に設けられると共に離型性を有し、金属線30の先端部分30aの少なくとも一部を覆わずに露呈させている粘着層40と、を有し、粘着層40は、測定角度が60度における光沢度が100%以上に設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異方導電性コネクタおよび異方導電性コネクタの製造方法に関する。
【背景技術】
【0002】
検査対象物である電子部品を検査する検査装置においては、その検査装置の基板の設置部位に異方導電性コネクタを設置し、その上に電子部品を載せて特性検査を行っている。ここで、基板の設置部位においては、異方導電性コネクタが動かないことが望まれている。そのため、現状では、治具を用いて異方導電性コネクタを固定したり、テープにて異方導電性コネクタを貼付固定している。
【0003】
また、特許文献1,2に示すように異方導電性コネクタを固定する場合もある。特許文献1,2には、異方導電性コネクタの少なくとも一方の面に粘着剤層が形成されている異方導電性コネクタが開示されている。かかる異方導電性コネクタによれば、粘着剤層を利用して異方導電性コネクタを検査装置の基板に固定することができる。異方導電性コネクタに備えられる金属線は、その先端部が粘着剤層の表面から露出している。そのため、異方導電性コネクタを基板に固定したときに、金属線の先端部が基板に対して接触することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−123867号公報
【特許文献2】特開2000−340037号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、仮に異方導電性コネクタが固定されないとすると、当該異方導電性コネクタが動いてしまう。そして、異方導電性コネクタには静電気が蓄えられ、異方導電性コネクタに載せられる電子部品に対して吸い付く場合がある。そのために、異方導電性コネクタは確実に固定されることが好ましい。しかしながら、特許文献1,2に示すような粘着材層を利用して、異方導電性を基板に固定する場合、異方導電性コネクタを基板から剥がす際に、粘着材層が基板に残ってしまう場合がある。
【0006】
本発明は上記の事情にもとづきなされたもので、その目的とするところは、設置部位に対して確実な固定が行えると共に、設置部位に粘着層が残存するのを抑えることが可能となる異方導電性コネクタおよび異方導電性コネクタの製造方法を提供しよう、とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の異方導電性コネクタの第1の側面は、絶縁性を有する材料から構成される絶縁層と、絶縁層を貫通すると共に先端部分が絶縁層から突出して設けられる複数の金属線と、絶縁層の一方の面側に設けられると共に離型性を有し、金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層と、を有し、粘着層の一方の面は、測定角度が60度における光沢度が100%以上に設けられている、ことを特徴とする。
【0008】
また、本発明の異方導電性コネクタの他の側面は、上述の発明に加えて更に、粘着層の硬度は、絶縁層の硬度よりも小さく設けられている、ことが好ましい。
【0009】
また、本発明の異方導電性コネクタの他の側面は、上述の発明に加えて更に、金属線のうち、絶縁層の先端部分には、メッキ処理による被覆部が設けられている、ことが好ましい。
【0010】
また、本発明の異方導電性コネクタの他の側面は、上述の発明に加えて更に、粘着層のうち絶縁層側とは反対側の表面には、金属線の先端部分から離れるにしたがって、絶縁層に向かって凹む凹部が設けられていて、この凹部の凹み深さは、粘着層が他の平滑部分に押し当てられ、その押し当てが開放された後に、その平滑部分に対して粘着力を維持する程度の深さである、ことが好ましい。
【0011】
また、本発明の他の側面は、絶縁性を有する材料から構成される絶縁層と、絶縁層を貫通すると共に先端が絶縁層から突出して設けられる複数の金属線と、絶縁層の一方の面側に設けられると共に離型性を有し、金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層とを備える異方導電性コネクタの製造方法であって、測定角度が60度における光沢度が100%以上に設けられているシート部材の表面に、液体状のシリコーンゴムを塗布する塗布工程と、塗布工程後に、絶縁層の一方の面側を、液体状のシリコーンゴムが塗布されたシート部材の表面に対して、金属線の先端が突き当たるように押し当てる押当工程と、押当工程の後に、液体状のシリコーンゴムを硬化させて粘着層を形成する硬化工程と、を具備することが好ましい。
【発明の効果】
【0012】
本発明によると、設置部位に対して確実な固定が行えると共に、設置部位に粘着層が残存するのを抑えることが可能となる。
【図面の簡単な説明】
【0013】
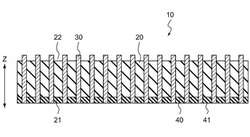
【図1】本発明の一実施の形態に係る異方導電性コネクタのうち、金属線が厚み方向に沿っている構成を示す部分的な側断面図である。
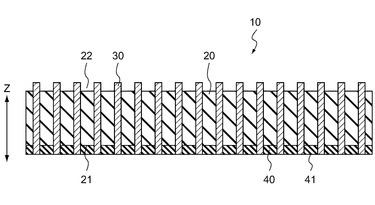
【図2】本発明の一実施の形態に係る異方導電性コネクタのうち、金属線が厚み方向に対して傾斜した方向に沿って設けられている構成を示す部分的な側断面図である。
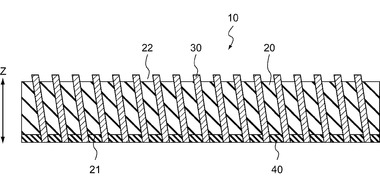
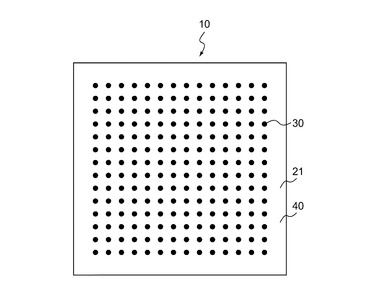
【図3】異方導電性コネクタの形状を示す平面図である。
【図4】異方導電性コネクタのうち、金属線の先端部付近を拡大して示す部分的な側断面図である。
【図5】異方導電性コネクタのうち、粘着層に形成される凹部の様子を示す部分的な断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態に係る、異方導電性コネクタ10および異方導電性コネクタ10の製造方法について、図面に基づいて説明する。なお、以下の説明においては、異方導電性コネクタ10の厚み方向をZ方向として説明する。
【0015】
<1.異方導電性コネクタ10の構成について>
図1に示すように、異方導電性コネクタ10は、絶縁性を有すると共に弾性変形可能な絶縁層20と、導電性を有すると共に弾性変形可能な複数の金属線30と、粘着層40とを有している。この異方導電性コネクタ10は、粘着層40を介して、検査装置における基板の設置部位(図示省略)に固定することができる。その状態で、異方導電性コネクタ10の粘着層40とは反対側(以下、上面側とする。なお、以下の説明では、粘着層40の表面を下面側と規定する。)に電子部品を載せることで、その電子部品に対して電気的な導電性を確保することができ、電子部品の特性の検査等を行うことを可能としている。なお、基板の設置部位は、請求項でいう他の平滑部分に対応する。
【0016】
(絶縁層20の構成)
絶縁層20は、絶縁性を有していて、当該絶縁層20を貫通している金属線30同士の間が電気的に導通するのを防いでいる。このような絶縁層20は、絶縁性を有する材料であって基板の設置部位の凹凸に追従する程度の柔軟性を有する材料から構成されていて、具体的には、エラストマーが挙げられる。かかるエラストマーの具体例としては、シリコーンゴム、シリコーンゲル、ウレタンゴム、ウレタンゲル等が挙げられる。その中でも、特にシリコーンゴムが好ましい。ただし、絶縁層20は、後述する粘着層40と同等か、それよりも硬度が高いことが望まれている。そのため、絶縁層20の硬度(ショアA硬度)は、20度以上80度以下であることが好ましいが、30度以上70度以下であることがさらに好ましい。なお、絶縁層20の厚さは、0.1mm〜3.0mmとすることが可能である。
【0017】
なお、本実施の形態における絶縁層20としては、熱硬化型(付加加硫型)の液状シリコーンゴムが好適であり、その中でも二液型のもので、商品名がKE−1934A/B(信越化学工業株式会社製)といったものが好適である。
【0018】
(金属線30の構成)
図1に示す異方導電性コネクタ10では、金属線30は、その長さ方向(中心軸)を、絶縁層20の厚み方向(Z方向)に沿って設けられている。ただし、金属線30は、厚み方向(Z方向)に沿って設けられていなくても良く、図2に示すように、金属線30を厚み方向(Z方向)に対して傾斜した方向に沿って設けるように構成しても良い。
【0019】
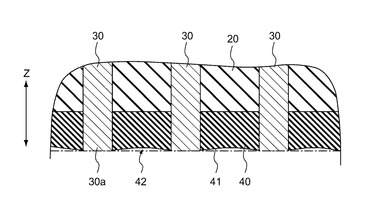
また、図3に示すように、金属線30は、厚み方向(Z方向)において異方導電性コネクタ10から離れる位置から見たときに、マトリクス状に配置されている。具体的には、本実施の形態に係る異方導電性コネクタ10の場合、金属線30は、接続される相手電極の配設ピッチに応じたピッチで、縦方向および横方向に配置されている。金属線30の配設ピッチは、たとえば、0.03mm〜0.6mmの範囲で選択することができる。
【0020】
図1および図2に示すように、金属線30は、絶縁層20の厚み方向(Z方向)に位置する2つの端面である、下面21と上面22とを貫通し、それら下面21および上面22から突出するように設けられている。また、金属線30のうち、下面21および上面22からそれぞれ突出する部分の突出長さは、たとえば1μm〜35μmに構成することができる。なお、絶縁層20の下面21は、請求項でいう一方の面に対応する。
【0021】
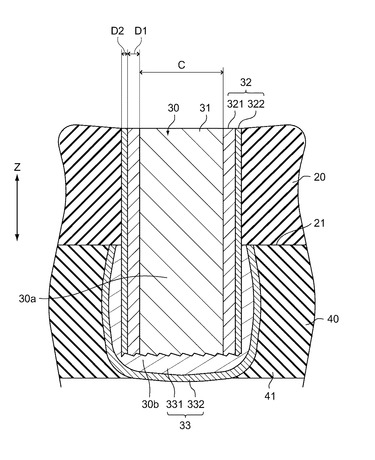
図4は、金属線30のうち、切断面30b以外の部分の構成を示す側断面図である。この図4に示すように、金属線30は、芯材31と、この芯材31を被覆する被覆層32とを有している。芯材31としては、たとえば、真鍮、ベリリウム銅、りん青銅、パラジウム、銀、銅、プラチナ、金、タングステン、ニッケルチタン合金(NiTi)等を用いることができる。また、被覆層32は、芯材31をニッケル(Ni)材により被覆するニッケル被覆層321と、ニッケル被覆層321を金(Au)材により被覆する金被覆層322とを有している。また、低抵抗化を目的として、ニッケル被覆層321と金被覆層322との間に、銅(Cu)材により形成される導電被覆層としての銅被覆層322を設ける場合もある。更に芯材31として、高引張り強さのタングステンを用いることもできる。なお、芯材31に金を用いることは、電気抵抗が低い点で好ましい。
【0022】
なお、本実施の形態における金属線30の芯材31の直径Cは、たとえば、約38μmとされている。また、ニッケル被覆層321の厚さD1、金被覆層322の厚さD2は、順にそれぞれ約0.2μm、約0.1μmとされている。なお、直径C、厚さD1および厚さD2は、上記の数値に限られるものではなく、異方導電性コネクタ10の用途や使用状態等に応じて適宜に設定される。
【0023】
また、図4に示すように、金属線30の先端部分30aにも、被覆部33が形成されている。この被覆部33は、異方導電性コネクタ10が所定の厚みとなるようにスライス状に切断した後に形成される金属線30の切断面30bを確実に被覆するように設けられている。なお、図4に示すように、被覆部33は金属線30のうち、絶縁層20の下面21から突出している先端部分30aを覆っている。そのため、被覆部33は、切断面30bを覆うと共に、先端部分30aに存在する被覆層32も覆う構成となっている。そのため、金属線30の先端部分30aにおいては、被覆層32の外周側にさらに被覆部33が設けられていて、金属線30のうち絶縁層20を貫通している部分よりも直径が大きく設けられている。
【0024】
この被覆部33は、たとえば無電解メッキのようなメッキ処理にて形成されている。なお、この被覆部33も、ニッケル被覆部331と金被覆部332とを有している。かかる被覆部33が設けられることにより、金属線30の先端部における導電性を良好なものとすることが可能となる。すなわち、被覆部33が存在しない場合には、不規則な切断面30bが直に基板と接触する。そのため、切断面30bの傾きや凹凸度合い等のような切断具合によっては、基板に対して点接触等のような状態が形成される場合があり、導電性が劣ったり不安定になるような状態が発生することがある。しかしながら、図4に示すような被覆部33が形成される場合、切断面30bの傾きが緩和されたり、切断面30bに存在する凹凸を埋めるように被覆部33が形成される等により、金属線30の先端部分30aにおける導電性を良好なものとすることが可能となる。
【0025】
(粘着層40の構成)
粘着層40は、絶縁層20の下面21側に設けられている。この粘着層40の材料としては、表示画面に対して再剥離可能に接着できる程度の粘着力を有するもの(離型性の良好なもの)であれば良い。また、好ましくは、基板の設置部位から剥離させたときに糊残りが少ないものが好ましい。
【0026】
このような粘着層40の材料としては、たとえば、エラストマー(低架橋密度品のゲル状物質を含む)の表面(下面41となる部分)が鏡面加工されたものが挙げられる。上述の粘着剤の具体例としては、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等が挙げられる。また、エラストマーの具体例としては、シリコーンゴム、シリコーンゲル、ウレタンゴム、ウレタンゲル等が挙げられる。これらの中でも、糊残りが少なく、離型性が良好であるという点で、シリコーンゴムが特に好ましい。また、粘着層40の材質としては、絶縁層20と同じ材質が好ましい。そのため、最も好ましいものは、絶縁層20の材質がシリコーンゴムから形成され、粘着層40もシリコーンゴムから形成される場合である。ただし、粘着層40の硬度は、絶縁層20と同等であるか、または絶縁層20よりも小さいものとなっている。
【0027】
なお、絶縁層20の硬度(ショアA)硬度が、たとえば50度等のように絶縁層20が比較的軟らかい場合には、粘着層40の硬度(ショアA硬度)も同等の50度等とすることができる。ただし、粘着層40の硬度は、絶縁層20の硬度よりも低いことが好ましい。
【0028】
この粘着層40は、その下面41側が鏡面状に設けられている。すなわち、粘着層40の下面41が鏡面状に設けられると、粘着力が大きくなるようになる。ただし、この粘着層40の粘着力は、基板の設置部位に設置された際に、粘着層40自体が絶縁層20から剥がれてしまう程に強いものではない。なお、粘着層40の下面41は、請求項でいう表面に対応する。
【0029】
ここで、粘着層40がシリコーンゴムから形成される場合を考えると、そのシリコーンゴムは、その表面が鏡面状に設けられる場合には他の部材に対する粘着性を有する状態となる。しかしながら、上記のシリコーンゴムは、粘着テープ程には粘着力を有していなく、したがって離型性も有している。かかる粘着性は、シリコーンゴムの表面が鏡面状の場合に良好となる。またシリコーンゴムの硬度が低い場合には、そのシリコーンゴムが接触する他の部材への追従性が良好になることで、粘着力が向上する、と考えられる。以上から、粘着層40の下面41は、鏡面状に設けられている。
【0030】
なお、この粘着層40の下面41は、後述するように、たとえばPET(Polyethylene
terephthalate)等を材質とするフィルム部材の表面と同等の鏡面に設けられていて、その光沢度は、100%以上であれば良いが、120%以上(いずれも光沢度測定方法がJISZ8741で入射角(測定角度)が60度の場合)であれば特に好ましい。なお、粘着層40の下面41における光沢度は、実用上は200%以下となっている。
【0031】
また、図5に示すように、粘着層40の下面41には、凹部42が設けられている。この下面41においては、金属線30の先端部分30aが存在する部分が最も突出していて、その金属線30と金属線30の間が凹んでいる凹部42となっている。ここで、図3に示すように、金属線30はマトリクス状に配置されているため、最小の正方形を構成する4つの金属線30の対角線における中央部分が最も凹んでいる。ただし、凹部42の凹み深さは、それほど大きなものではなく、粘着層40が基板の設置部位に接触して、その設置部位に凹部42が接触した際に、粘着層40の吸着力を十分に発揮できる程度の緩やかなものとなっている。
【0032】
<2.異方導電性コネクタ10の製造方法について>
続いて、上述のような構成を有する異方導電性コネクタ10の製造方法について説明する。まず、金属線30が絶縁層20となる部分で覆われて、板状に形成されている板状部材が、それぞれ接着される状態として複数積層して積層体を得る。なお、この板状部材においては、その幅方向の中央に金属線30が存在していても良いが、板状部材の間に金属線30が挟まれるものであっても良い。
【0033】
その後に、積層体を薄く切断して、シート状とする。続いて、金属線30のうち、絶縁層20から突出している部分に対して、無電解メッキ処理を行う。それにより、金属線30の先端部分30aには、被覆部33が形成される。
【0034】
続いて、たとえばPETを材質とする鏡面度の高いシート部材の表面に、液体状のシリコーンを塗布する(塗布工程に対応)。この塗布は、たとえばスクリーン印刷、コーティングといった手法により、所定の膜厚となるようにして行われる。なお、上述のシート部材の光沢度(鏡面度)は、粘着層40の下面41における光沢度と同等となっているが、粘着層40の下面41が上述の光沢度となるのであれば、シート部材の光沢度は粘着層40の下面41の光沢度よりも高くても良く、低くても良い。
【0035】
次に、絶縁層20の一方の面(下面21)側を、液体状のシリコーンが塗布されたシート部材に押し当てる(押当工程に対応)。このとき、シリコーンは液体状であり硬化していないため、金属線30の先端部分30aの最も先端側は、シート部材に突き当たる。より詳しく述べると、先端部分30aの最も先端側は、シート部材を局所的に押圧し、その押圧部位が他の部分よりも若干ながら凹む状態となる。そして、この状態で、真空吸引を行って液体状のシリコーンから気泡を除去しつつ、液体状のシリコーンを加熱硬化させる(硬化工程に対応)。なお、この加熱硬化に際しては、絶縁層20の他方の面(上面22)側に、所定の重さの重りを載せるようにしても良い。
【0036】
そして、加熱硬化後にシート部材を取り除くと、図1および図2に示すような、粘着層40を有する異方導電性コネクタ10が形成される。このとき、図5に示すように、粘着層40の下面41に凹部42が形成される状態となる。この凹部42の成因を詳しく述べると、先端部分30aの最も先端側でシート部材を局所的に押圧することで、その押圧部位が他の部分よりも若干ながら凹むため、先端部分30aの存在する部位の粘着層40の厚みが最も厚くなる。加えて、粘着層40の加熱硬化においては収縮が生じるが、先端部分30aが存在する部位においては、その先端部分30aと粘着層40との間の接着により、収縮がさほど生じない状態となる。それにより、先端部分30aから離れるにつれて凹む凹部42が形成される。
【0037】
また、粘着層40は、上述のようにシート部材に液体状のシリコーンを塗布し、それを加熱硬化させることで形成されるので、当該粘着層40の下面41の表面粗さ(鏡面度)は、シート部材の表面粗さ(鏡面度)と同程度のものとなる。すなわち、上述のような手法にて製造する場合、シート部材の鏡面度合いが粘着層40の下面41に転写される状態となる。
【0038】
<3.効果>
以上説明した異方導電性コネクタ10および異方導電性コネクタ10の製造方法によれば、粘着層40が存在することにより、異方導電性コネクタ10を基板の設置部位に固定することが可能となる。すなわち、本実施の形態においては、特に、粘着層40の下面41が鏡面状に設けられている。そのため、当該下面41には粘着性を発現させることが可能となり、その粘着層40(下面41)により異方導電性コネクタ10を基板の設置部位に固定することが可能となる。
【0039】
このように、粘着層40(下面41)を介して異方導電性コネクタ10が設置部位に固定される場合においては、当該粘着層40(下面41)の全面が設置部位に密着するようにして、設置部位に粘着させることが可能となる。それにより、異方導電性コネクタ10(下面41)と設置部位との間に隙間が形成されるのを防ぐことが可能となり、その隙間の存在によって異方導電性コネクタ10(下面41)に静電気が蓄えられるのを防止することが可能となる。それより、異方導電性コネクタ10が検査対象である電子部品に対して吸い付く、といった不具合が生じるのを防止可能となる。
【0040】
また、本実施の形態においては、粘着層40は粘着性を有する一方で、離型性を備えている。そのため、基板の設置部位から異方導電性コネクタ10を容易に剥がすことが可能となる。そのため、設置部位から剥がす際に、その設置部位に粘着層40の一部が破壊されて残存する、といった不具合が生じるのを防止可能となる。
【0041】
さらに、本実施の形態においては、粘着層40の硬度は、絶縁層20の硬度よりも小さく設けられることが好ましい。このように、粘着層40の硬度が絶縁層20の硬度よりも小さく設けられる場合には、基板の設置部位に対する下面41の追従性が良好となり、設置部位と下面41との間の接触面積を大きくすることが可能となる。それにより、基板の設置部位と粘着層40(下面41)との間の粘着力を向上させることが可能となり、異方導電性コネクタ10を確実に基板の設置部位へ固定させることが可能となる。
【0042】
なお、粘着層40の硬度(ショアA硬度)は、5度以上70度以下であることが好ましいが、10度以上70度以下であることがさらに好ましい。このとき、上述したように粘着層40の硬度は、絶縁層20の硬度よりも小さく設けられることが好ましい。
【0043】
また、本実施の形態においては、金属線30のうち絶縁層20から突出している先端部分30aには、メッキ処理による被覆部33が設けられている。ここで、切断面30bがむき出しの場合には、その切断面30bの傾きや凹凸度合い等のような切断具合によっては、基板に対して点接触等のような状態が形成される場合があり、導電性が劣ったり不安定になるような状態が発生することがある。また、切断面30bの傾斜の程度によっては、その切断面30bの多くが粘着層40で覆われてしまい、導電性が劣る状態となる場合もある。しかしながら、メッキ処理による被覆部33が切断面30bを覆うように形成される場合、切断面30bの傾きが緩和されたり、切断面30bに存在する凹凸を埋めるように被覆部33が形成され、それによって金属線30の先端部分30aにおける導電性を良好なものとすることが可能となる。
【0044】
さらに、本実施の形態においては、粘着層40の下面41には、凹部42が設けられている。このような凹部42の存在により、基板の設置部位に対する金属線30の接触性を向上させることが可能となる。すなわち、粘着層40の下面41に凹部42が存在せず、逆に凸部が存在する場合には、金属線30の最も先端側を基板の設置部位に接触させることは困難であるか、または金属線30の最も先端側を基板の設置部位に接触させるために大きな押圧力が必要となる。しかしながら、上述のように粘着層40の下面41に凹部42が存在する場合には、金属線30の最も先端側を基板の設置部位に接触させることが容易となり、しかも金属線30の最も先端側を基板の設置部位に接触させるために要する押圧力は小さくて済む。そのため、凹部42の存在によって、基板の設置部位に対する金属線30の接触性を向上させることが可能となる。
【0045】
なお、上述の凹部42は、粘着層40が基板の設置部位に押し当てられ、その押し当てが開放された後でも、その基板の設置部位に対して粘着力を維持する程度の深さに設けられている。そのため、粘着層40の下面41に凹部42が設けられながらも、基板の設置部位に対して異方導電性コネクタ10を良好に固定させることが可能となる。
【0046】
また、本実施の形態では、光沢度が100%以上に設けられているシート部材の表面に、液体状のシリコーンゴムを塗布し、その塗布後に、絶縁層20の下面21側を、そのシート部材に対して、金属線30の最も先端側が突き当たるように押し当て、その押し当ての後に、液体状のシリコーンゴムを硬化させて粘着層40を形成している。このため、鏡面状のシート部材の表面が粘着層40に転写される状態となり、粘着層40の下面41に粘着性を確実に発現させることが可能となる。
【0047】
さらに、本実施の形態では、金属線30の最も先端側がシート部材に突き当たり、その状態で液体状のシリコーンゴムが硬化させられるので、金属線30の最も先端側が粘着層40で覆われずに外部に露呈する状態となり、基板の設置部位に対して確実な導電性を発揮させることが可能となる。
【0048】
<4.変形例>
以上、本発明の一実施の形態に係る、異方導電性コネクタ10および異方導電性コネクタ10の製造方法について説明したが、本発明はこれ以外にも種々変形可能となっている。以下、それについて述べる。
【0049】
上述の実施の形態においては、粘着層40の材料として、エラストマーの表面が鏡面加工されたものが挙げられている。しかしながら、粘着層40の材料としては、エラストマーの表面を鏡面加工したもの以外に、離型性の良い粘着剤として市販されている材料を用いるようにしても良い。このような材料としては、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等が挙げられる。
【0050】
また、上述の実施の形態においては、金属線30の先端部分30aに、無電解メッキによる被覆部33が形成された場合について説明している。しかしながら、被覆部33は、無電解メッキによって形成されるものには限られず、電界メッキによって形成されても良い。また、被覆部33は、電界メッキ以外にも、たとえばディッピングによって形成しても良く、塗装ガンを用いた塗装によって形成しても良い。なお、被覆層32および被覆部33を形成する材質は、導電性を有する金属であって耐久性を備えるものであれば、どのようなものであっても良い。
【符号の説明】
【0051】
10…異方導電性コネクタ
20…絶縁層
21…下面(一方の面に対応)
22…上面
30…金属線
30a…先端部分
30b…切断面
31…芯材
32…被覆層
33…被覆部
40…粘着層
41…下面(表面に対応)
42…凹部
321…ニッケル被覆層
322…金被覆層(銅被覆層)
331…ニッケル被覆層
332…金被覆層
【技術分野】
【0001】
本発明は、異方導電性コネクタおよび異方導電性コネクタの製造方法に関する。
【背景技術】
【0002】
検査対象物である電子部品を検査する検査装置においては、その検査装置の基板の設置部位に異方導電性コネクタを設置し、その上に電子部品を載せて特性検査を行っている。ここで、基板の設置部位においては、異方導電性コネクタが動かないことが望まれている。そのため、現状では、治具を用いて異方導電性コネクタを固定したり、テープにて異方導電性コネクタを貼付固定している。
【0003】
また、特許文献1,2に示すように異方導電性コネクタを固定する場合もある。特許文献1,2には、異方導電性コネクタの少なくとも一方の面に粘着剤層が形成されている異方導電性コネクタが開示されている。かかる異方導電性コネクタによれば、粘着剤層を利用して異方導電性コネクタを検査装置の基板に固定することができる。異方導電性コネクタに備えられる金属線は、その先端部が粘着剤層の表面から露出している。そのため、異方導電性コネクタを基板に固定したときに、金属線の先端部が基板に対して接触することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−123867号公報
【特許文献2】特開2000−340037号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、仮に異方導電性コネクタが固定されないとすると、当該異方導電性コネクタが動いてしまう。そして、異方導電性コネクタには静電気が蓄えられ、異方導電性コネクタに載せられる電子部品に対して吸い付く場合がある。そのために、異方導電性コネクタは確実に固定されることが好ましい。しかしながら、特許文献1,2に示すような粘着材層を利用して、異方導電性を基板に固定する場合、異方導電性コネクタを基板から剥がす際に、粘着材層が基板に残ってしまう場合がある。
【0006】
本発明は上記の事情にもとづきなされたもので、その目的とするところは、設置部位に対して確実な固定が行えると共に、設置部位に粘着層が残存するのを抑えることが可能となる異方導電性コネクタおよび異方導電性コネクタの製造方法を提供しよう、とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の異方導電性コネクタの第1の側面は、絶縁性を有する材料から構成される絶縁層と、絶縁層を貫通すると共に先端部分が絶縁層から突出して設けられる複数の金属線と、絶縁層の一方の面側に設けられると共に離型性を有し、金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層と、を有し、粘着層の一方の面は、測定角度が60度における光沢度が100%以上に設けられている、ことを特徴とする。
【0008】
また、本発明の異方導電性コネクタの他の側面は、上述の発明に加えて更に、粘着層の硬度は、絶縁層の硬度よりも小さく設けられている、ことが好ましい。
【0009】
また、本発明の異方導電性コネクタの他の側面は、上述の発明に加えて更に、金属線のうち、絶縁層の先端部分には、メッキ処理による被覆部が設けられている、ことが好ましい。
【0010】
また、本発明の異方導電性コネクタの他の側面は、上述の発明に加えて更に、粘着層のうち絶縁層側とは反対側の表面には、金属線の先端部分から離れるにしたがって、絶縁層に向かって凹む凹部が設けられていて、この凹部の凹み深さは、粘着層が他の平滑部分に押し当てられ、その押し当てが開放された後に、その平滑部分に対して粘着力を維持する程度の深さである、ことが好ましい。
【0011】
また、本発明の他の側面は、絶縁性を有する材料から構成される絶縁層と、絶縁層を貫通すると共に先端が絶縁層から突出して設けられる複数の金属線と、絶縁層の一方の面側に設けられると共に離型性を有し、金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層とを備える異方導電性コネクタの製造方法であって、測定角度が60度における光沢度が100%以上に設けられているシート部材の表面に、液体状のシリコーンゴムを塗布する塗布工程と、塗布工程後に、絶縁層の一方の面側を、液体状のシリコーンゴムが塗布されたシート部材の表面に対して、金属線の先端が突き当たるように押し当てる押当工程と、押当工程の後に、液体状のシリコーンゴムを硬化させて粘着層を形成する硬化工程と、を具備することが好ましい。
【発明の効果】
【0012】
本発明によると、設置部位に対して確実な固定が行えると共に、設置部位に粘着層が残存するのを抑えることが可能となる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施の形態に係る異方導電性コネクタのうち、金属線が厚み方向に沿っている構成を示す部分的な側断面図である。
【図2】本発明の一実施の形態に係る異方導電性コネクタのうち、金属線が厚み方向に対して傾斜した方向に沿って設けられている構成を示す部分的な側断面図である。
【図3】異方導電性コネクタの形状を示す平面図である。
【図4】異方導電性コネクタのうち、金属線の先端部付近を拡大して示す部分的な側断面図である。
【図5】異方導電性コネクタのうち、粘着層に形成される凹部の様子を示す部分的な断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態に係る、異方導電性コネクタ10および異方導電性コネクタ10の製造方法について、図面に基づいて説明する。なお、以下の説明においては、異方導電性コネクタ10の厚み方向をZ方向として説明する。
【0015】
<1.異方導電性コネクタ10の構成について>
図1に示すように、異方導電性コネクタ10は、絶縁性を有すると共に弾性変形可能な絶縁層20と、導電性を有すると共に弾性変形可能な複数の金属線30と、粘着層40とを有している。この異方導電性コネクタ10は、粘着層40を介して、検査装置における基板の設置部位(図示省略)に固定することができる。その状態で、異方導電性コネクタ10の粘着層40とは反対側(以下、上面側とする。なお、以下の説明では、粘着層40の表面を下面側と規定する。)に電子部品を載せることで、その電子部品に対して電気的な導電性を確保することができ、電子部品の特性の検査等を行うことを可能としている。なお、基板の設置部位は、請求項でいう他の平滑部分に対応する。
【0016】
(絶縁層20の構成)
絶縁層20は、絶縁性を有していて、当該絶縁層20を貫通している金属線30同士の間が電気的に導通するのを防いでいる。このような絶縁層20は、絶縁性を有する材料であって基板の設置部位の凹凸に追従する程度の柔軟性を有する材料から構成されていて、具体的には、エラストマーが挙げられる。かかるエラストマーの具体例としては、シリコーンゴム、シリコーンゲル、ウレタンゴム、ウレタンゲル等が挙げられる。その中でも、特にシリコーンゴムが好ましい。ただし、絶縁層20は、後述する粘着層40と同等か、それよりも硬度が高いことが望まれている。そのため、絶縁層20の硬度(ショアA硬度)は、20度以上80度以下であることが好ましいが、30度以上70度以下であることがさらに好ましい。なお、絶縁層20の厚さは、0.1mm〜3.0mmとすることが可能である。
【0017】
なお、本実施の形態における絶縁層20としては、熱硬化型(付加加硫型)の液状シリコーンゴムが好適であり、その中でも二液型のもので、商品名がKE−1934A/B(信越化学工業株式会社製)といったものが好適である。
【0018】
(金属線30の構成)
図1に示す異方導電性コネクタ10では、金属線30は、その長さ方向(中心軸)を、絶縁層20の厚み方向(Z方向)に沿って設けられている。ただし、金属線30は、厚み方向(Z方向)に沿って設けられていなくても良く、図2に示すように、金属線30を厚み方向(Z方向)に対して傾斜した方向に沿って設けるように構成しても良い。
【0019】
また、図3に示すように、金属線30は、厚み方向(Z方向)において異方導電性コネクタ10から離れる位置から見たときに、マトリクス状に配置されている。具体的には、本実施の形態に係る異方導電性コネクタ10の場合、金属線30は、接続される相手電極の配設ピッチに応じたピッチで、縦方向および横方向に配置されている。金属線30の配設ピッチは、たとえば、0.03mm〜0.6mmの範囲で選択することができる。
【0020】
図1および図2に示すように、金属線30は、絶縁層20の厚み方向(Z方向)に位置する2つの端面である、下面21と上面22とを貫通し、それら下面21および上面22から突出するように設けられている。また、金属線30のうち、下面21および上面22からそれぞれ突出する部分の突出長さは、たとえば1μm〜35μmに構成することができる。なお、絶縁層20の下面21は、請求項でいう一方の面に対応する。
【0021】
図4は、金属線30のうち、切断面30b以外の部分の構成を示す側断面図である。この図4に示すように、金属線30は、芯材31と、この芯材31を被覆する被覆層32とを有している。芯材31としては、たとえば、真鍮、ベリリウム銅、りん青銅、パラジウム、銀、銅、プラチナ、金、タングステン、ニッケルチタン合金(NiTi)等を用いることができる。また、被覆層32は、芯材31をニッケル(Ni)材により被覆するニッケル被覆層321と、ニッケル被覆層321を金(Au)材により被覆する金被覆層322とを有している。また、低抵抗化を目的として、ニッケル被覆層321と金被覆層322との間に、銅(Cu)材により形成される導電被覆層としての銅被覆層322を設ける場合もある。更に芯材31として、高引張り強さのタングステンを用いることもできる。なお、芯材31に金を用いることは、電気抵抗が低い点で好ましい。
【0022】
なお、本実施の形態における金属線30の芯材31の直径Cは、たとえば、約38μmとされている。また、ニッケル被覆層321の厚さD1、金被覆層322の厚さD2は、順にそれぞれ約0.2μm、約0.1μmとされている。なお、直径C、厚さD1および厚さD2は、上記の数値に限られるものではなく、異方導電性コネクタ10の用途や使用状態等に応じて適宜に設定される。
【0023】
また、図4に示すように、金属線30の先端部分30aにも、被覆部33が形成されている。この被覆部33は、異方導電性コネクタ10が所定の厚みとなるようにスライス状に切断した後に形成される金属線30の切断面30bを確実に被覆するように設けられている。なお、図4に示すように、被覆部33は金属線30のうち、絶縁層20の下面21から突出している先端部分30aを覆っている。そのため、被覆部33は、切断面30bを覆うと共に、先端部分30aに存在する被覆層32も覆う構成となっている。そのため、金属線30の先端部分30aにおいては、被覆層32の外周側にさらに被覆部33が設けられていて、金属線30のうち絶縁層20を貫通している部分よりも直径が大きく設けられている。
【0024】
この被覆部33は、たとえば無電解メッキのようなメッキ処理にて形成されている。なお、この被覆部33も、ニッケル被覆部331と金被覆部332とを有している。かかる被覆部33が設けられることにより、金属線30の先端部における導電性を良好なものとすることが可能となる。すなわち、被覆部33が存在しない場合には、不規則な切断面30bが直に基板と接触する。そのため、切断面30bの傾きや凹凸度合い等のような切断具合によっては、基板に対して点接触等のような状態が形成される場合があり、導電性が劣ったり不安定になるような状態が発生することがある。しかしながら、図4に示すような被覆部33が形成される場合、切断面30bの傾きが緩和されたり、切断面30bに存在する凹凸を埋めるように被覆部33が形成される等により、金属線30の先端部分30aにおける導電性を良好なものとすることが可能となる。
【0025】
(粘着層40の構成)
粘着層40は、絶縁層20の下面21側に設けられている。この粘着層40の材料としては、表示画面に対して再剥離可能に接着できる程度の粘着力を有するもの(離型性の良好なもの)であれば良い。また、好ましくは、基板の設置部位から剥離させたときに糊残りが少ないものが好ましい。
【0026】
このような粘着層40の材料としては、たとえば、エラストマー(低架橋密度品のゲル状物質を含む)の表面(下面41となる部分)が鏡面加工されたものが挙げられる。上述の粘着剤の具体例としては、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等が挙げられる。また、エラストマーの具体例としては、シリコーンゴム、シリコーンゲル、ウレタンゴム、ウレタンゲル等が挙げられる。これらの中でも、糊残りが少なく、離型性が良好であるという点で、シリコーンゴムが特に好ましい。また、粘着層40の材質としては、絶縁層20と同じ材質が好ましい。そのため、最も好ましいものは、絶縁層20の材質がシリコーンゴムから形成され、粘着層40もシリコーンゴムから形成される場合である。ただし、粘着層40の硬度は、絶縁層20と同等であるか、または絶縁層20よりも小さいものとなっている。
【0027】
なお、絶縁層20の硬度(ショアA)硬度が、たとえば50度等のように絶縁層20が比較的軟らかい場合には、粘着層40の硬度(ショアA硬度)も同等の50度等とすることができる。ただし、粘着層40の硬度は、絶縁層20の硬度よりも低いことが好ましい。
【0028】
この粘着層40は、その下面41側が鏡面状に設けられている。すなわち、粘着層40の下面41が鏡面状に設けられると、粘着力が大きくなるようになる。ただし、この粘着層40の粘着力は、基板の設置部位に設置された際に、粘着層40自体が絶縁層20から剥がれてしまう程に強いものではない。なお、粘着層40の下面41は、請求項でいう表面に対応する。
【0029】
ここで、粘着層40がシリコーンゴムから形成される場合を考えると、そのシリコーンゴムは、その表面が鏡面状に設けられる場合には他の部材に対する粘着性を有する状態となる。しかしながら、上記のシリコーンゴムは、粘着テープ程には粘着力を有していなく、したがって離型性も有している。かかる粘着性は、シリコーンゴムの表面が鏡面状の場合に良好となる。またシリコーンゴムの硬度が低い場合には、そのシリコーンゴムが接触する他の部材への追従性が良好になることで、粘着力が向上する、と考えられる。以上から、粘着層40の下面41は、鏡面状に設けられている。
【0030】
なお、この粘着層40の下面41は、後述するように、たとえばPET(Polyethylene
terephthalate)等を材質とするフィルム部材の表面と同等の鏡面に設けられていて、その光沢度は、100%以上であれば良いが、120%以上(いずれも光沢度測定方法がJISZ8741で入射角(測定角度)が60度の場合)であれば特に好ましい。なお、粘着層40の下面41における光沢度は、実用上は200%以下となっている。
【0031】
また、図5に示すように、粘着層40の下面41には、凹部42が設けられている。この下面41においては、金属線30の先端部分30aが存在する部分が最も突出していて、その金属線30と金属線30の間が凹んでいる凹部42となっている。ここで、図3に示すように、金属線30はマトリクス状に配置されているため、最小の正方形を構成する4つの金属線30の対角線における中央部分が最も凹んでいる。ただし、凹部42の凹み深さは、それほど大きなものではなく、粘着層40が基板の設置部位に接触して、その設置部位に凹部42が接触した際に、粘着層40の吸着力を十分に発揮できる程度の緩やかなものとなっている。
【0032】
<2.異方導電性コネクタ10の製造方法について>
続いて、上述のような構成を有する異方導電性コネクタ10の製造方法について説明する。まず、金属線30が絶縁層20となる部分で覆われて、板状に形成されている板状部材が、それぞれ接着される状態として複数積層して積層体を得る。なお、この板状部材においては、その幅方向の中央に金属線30が存在していても良いが、板状部材の間に金属線30が挟まれるものであっても良い。
【0033】
その後に、積層体を薄く切断して、シート状とする。続いて、金属線30のうち、絶縁層20から突出している部分に対して、無電解メッキ処理を行う。それにより、金属線30の先端部分30aには、被覆部33が形成される。
【0034】
続いて、たとえばPETを材質とする鏡面度の高いシート部材の表面に、液体状のシリコーンを塗布する(塗布工程に対応)。この塗布は、たとえばスクリーン印刷、コーティングといった手法により、所定の膜厚となるようにして行われる。なお、上述のシート部材の光沢度(鏡面度)は、粘着層40の下面41における光沢度と同等となっているが、粘着層40の下面41が上述の光沢度となるのであれば、シート部材の光沢度は粘着層40の下面41の光沢度よりも高くても良く、低くても良い。
【0035】
次に、絶縁層20の一方の面(下面21)側を、液体状のシリコーンが塗布されたシート部材に押し当てる(押当工程に対応)。このとき、シリコーンは液体状であり硬化していないため、金属線30の先端部分30aの最も先端側は、シート部材に突き当たる。より詳しく述べると、先端部分30aの最も先端側は、シート部材を局所的に押圧し、その押圧部位が他の部分よりも若干ながら凹む状態となる。そして、この状態で、真空吸引を行って液体状のシリコーンから気泡を除去しつつ、液体状のシリコーンを加熱硬化させる(硬化工程に対応)。なお、この加熱硬化に際しては、絶縁層20の他方の面(上面22)側に、所定の重さの重りを載せるようにしても良い。
【0036】
そして、加熱硬化後にシート部材を取り除くと、図1および図2に示すような、粘着層40を有する異方導電性コネクタ10が形成される。このとき、図5に示すように、粘着層40の下面41に凹部42が形成される状態となる。この凹部42の成因を詳しく述べると、先端部分30aの最も先端側でシート部材を局所的に押圧することで、その押圧部位が他の部分よりも若干ながら凹むため、先端部分30aの存在する部位の粘着層40の厚みが最も厚くなる。加えて、粘着層40の加熱硬化においては収縮が生じるが、先端部分30aが存在する部位においては、その先端部分30aと粘着層40との間の接着により、収縮がさほど生じない状態となる。それにより、先端部分30aから離れるにつれて凹む凹部42が形成される。
【0037】
また、粘着層40は、上述のようにシート部材に液体状のシリコーンを塗布し、それを加熱硬化させることで形成されるので、当該粘着層40の下面41の表面粗さ(鏡面度)は、シート部材の表面粗さ(鏡面度)と同程度のものとなる。すなわち、上述のような手法にて製造する場合、シート部材の鏡面度合いが粘着層40の下面41に転写される状態となる。
【0038】
<3.効果>
以上説明した異方導電性コネクタ10および異方導電性コネクタ10の製造方法によれば、粘着層40が存在することにより、異方導電性コネクタ10を基板の設置部位に固定することが可能となる。すなわち、本実施の形態においては、特に、粘着層40の下面41が鏡面状に設けられている。そのため、当該下面41には粘着性を発現させることが可能となり、その粘着層40(下面41)により異方導電性コネクタ10を基板の設置部位に固定することが可能となる。
【0039】
このように、粘着層40(下面41)を介して異方導電性コネクタ10が設置部位に固定される場合においては、当該粘着層40(下面41)の全面が設置部位に密着するようにして、設置部位に粘着させることが可能となる。それにより、異方導電性コネクタ10(下面41)と設置部位との間に隙間が形成されるのを防ぐことが可能となり、その隙間の存在によって異方導電性コネクタ10(下面41)に静電気が蓄えられるのを防止することが可能となる。それより、異方導電性コネクタ10が検査対象である電子部品に対して吸い付く、といった不具合が生じるのを防止可能となる。
【0040】
また、本実施の形態においては、粘着層40は粘着性を有する一方で、離型性を備えている。そのため、基板の設置部位から異方導電性コネクタ10を容易に剥がすことが可能となる。そのため、設置部位から剥がす際に、その設置部位に粘着層40の一部が破壊されて残存する、といった不具合が生じるのを防止可能となる。
【0041】
さらに、本実施の形態においては、粘着層40の硬度は、絶縁層20の硬度よりも小さく設けられることが好ましい。このように、粘着層40の硬度が絶縁層20の硬度よりも小さく設けられる場合には、基板の設置部位に対する下面41の追従性が良好となり、設置部位と下面41との間の接触面積を大きくすることが可能となる。それにより、基板の設置部位と粘着層40(下面41)との間の粘着力を向上させることが可能となり、異方導電性コネクタ10を確実に基板の設置部位へ固定させることが可能となる。
【0042】
なお、粘着層40の硬度(ショアA硬度)は、5度以上70度以下であることが好ましいが、10度以上70度以下であることがさらに好ましい。このとき、上述したように粘着層40の硬度は、絶縁層20の硬度よりも小さく設けられることが好ましい。
【0043】
また、本実施の形態においては、金属線30のうち絶縁層20から突出している先端部分30aには、メッキ処理による被覆部33が設けられている。ここで、切断面30bがむき出しの場合には、その切断面30bの傾きや凹凸度合い等のような切断具合によっては、基板に対して点接触等のような状態が形成される場合があり、導電性が劣ったり不安定になるような状態が発生することがある。また、切断面30bの傾斜の程度によっては、その切断面30bの多くが粘着層40で覆われてしまい、導電性が劣る状態となる場合もある。しかしながら、メッキ処理による被覆部33が切断面30bを覆うように形成される場合、切断面30bの傾きが緩和されたり、切断面30bに存在する凹凸を埋めるように被覆部33が形成され、それによって金属線30の先端部分30aにおける導電性を良好なものとすることが可能となる。
【0044】
さらに、本実施の形態においては、粘着層40の下面41には、凹部42が設けられている。このような凹部42の存在により、基板の設置部位に対する金属線30の接触性を向上させることが可能となる。すなわち、粘着層40の下面41に凹部42が存在せず、逆に凸部が存在する場合には、金属線30の最も先端側を基板の設置部位に接触させることは困難であるか、または金属線30の最も先端側を基板の設置部位に接触させるために大きな押圧力が必要となる。しかしながら、上述のように粘着層40の下面41に凹部42が存在する場合には、金属線30の最も先端側を基板の設置部位に接触させることが容易となり、しかも金属線30の最も先端側を基板の設置部位に接触させるために要する押圧力は小さくて済む。そのため、凹部42の存在によって、基板の設置部位に対する金属線30の接触性を向上させることが可能となる。
【0045】
なお、上述の凹部42は、粘着層40が基板の設置部位に押し当てられ、その押し当てが開放された後でも、その基板の設置部位に対して粘着力を維持する程度の深さに設けられている。そのため、粘着層40の下面41に凹部42が設けられながらも、基板の設置部位に対して異方導電性コネクタ10を良好に固定させることが可能となる。
【0046】
また、本実施の形態では、光沢度が100%以上に設けられているシート部材の表面に、液体状のシリコーンゴムを塗布し、その塗布後に、絶縁層20の下面21側を、そのシート部材に対して、金属線30の最も先端側が突き当たるように押し当て、その押し当ての後に、液体状のシリコーンゴムを硬化させて粘着層40を形成している。このため、鏡面状のシート部材の表面が粘着層40に転写される状態となり、粘着層40の下面41に粘着性を確実に発現させることが可能となる。
【0047】
さらに、本実施の形態では、金属線30の最も先端側がシート部材に突き当たり、その状態で液体状のシリコーンゴムが硬化させられるので、金属線30の最も先端側が粘着層40で覆われずに外部に露呈する状態となり、基板の設置部位に対して確実な導電性を発揮させることが可能となる。
【0048】
<4.変形例>
以上、本発明の一実施の形態に係る、異方導電性コネクタ10および異方導電性コネクタ10の製造方法について説明したが、本発明はこれ以外にも種々変形可能となっている。以下、それについて述べる。
【0049】
上述の実施の形態においては、粘着層40の材料として、エラストマーの表面が鏡面加工されたものが挙げられている。しかしながら、粘着層40の材料としては、エラストマーの表面を鏡面加工したもの以外に、離型性の良い粘着剤として市販されている材料を用いるようにしても良い。このような材料としては、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等が挙げられる。
【0050】
また、上述の実施の形態においては、金属線30の先端部分30aに、無電解メッキによる被覆部33が形成された場合について説明している。しかしながら、被覆部33は、無電解メッキによって形成されるものには限られず、電界メッキによって形成されても良い。また、被覆部33は、電界メッキ以外にも、たとえばディッピングによって形成しても良く、塗装ガンを用いた塗装によって形成しても良い。なお、被覆層32および被覆部33を形成する材質は、導電性を有する金属であって耐久性を備えるものであれば、どのようなものであっても良い。
【符号の説明】
【0051】
10…異方導電性コネクタ
20…絶縁層
21…下面(一方の面に対応)
22…上面
30…金属線
30a…先端部分
30b…切断面
31…芯材
32…被覆層
33…被覆部
40…粘着層
41…下面(表面に対応)
42…凹部
321…ニッケル被覆層
322…金被覆層(銅被覆層)
331…ニッケル被覆層
332…金被覆層
【特許請求の範囲】
【請求項1】
絶縁性を有する材料から構成される絶縁層と、
前記絶縁層を貫通すると共に先端部分が絶縁層から突出して設けられる複数の金属線と、
前記絶縁層の一方の面側に設けられると共に離型性を有し、前記金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層と、
を有し、前記粘着層の前記一方の面は、測定角度が60度における光沢度が100%以上に設けられている、
ことを特徴とする異方導電性コネクタ。
【請求項2】
請求項1記載の異方導電性コネクタであって、
前記粘着層の硬度は、前記絶縁層の硬度よりも小さく設けられている、
ことを特徴とする異方導電性コネクタ。
【請求項3】
請求項1または2記載の異方導電性コネクタであって、
前記金属線のうち、前記絶縁層の前記先端部分には、メッキ処理による被覆部が設けられている、
ことを特徴とする異方導電性コネクタ。
【請求項4】
請求項1から3のいずれか1項に記載の異方導電性コネクタであって、
前記粘着層のうち前記絶縁層側とは反対側の表面には、前記金属線の前記先端部分から離れるにしたがって、前記絶縁層に向かって凹む凹部が設けられていて、この凹部の凹み深さは、前記粘着層が他の平滑部分に押し当てられ、その押し当てが開放された後に、その平滑部分に対して粘着力を維持する程度の深さである、
ことを特徴とする異方導電性コネクタ。
【請求項5】
絶縁性を有する材料から構成される絶縁層と、前記絶縁層を貫通すると共に先端が絶縁層から突出して設けられる複数の金属線と、前記絶縁層の一方の面側に設けられると共に離型性を有し、前記金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層とを備える異方導電性コネクタの製造方法であって、
測定角度が60度における光沢度が100%以上に設けられているシート部材の表面に、液体状のシリコーンゴムを塗布する塗布工程と、
前記塗布工程後に、前記絶縁層の一方の面側を、前記液体状のシリコーンゴムが塗布された前記シート部材の表面に対して、前記金属線の先端が突き当たるように押し当てる押当工程と、
前記押当工程の後に、前記液体状のシリコーンゴムを硬化させて前記粘着層を形成する硬化工程と、
を具備することを特徴とする異方導電性コネクタの製造方法。
【請求項1】
絶縁性を有する材料から構成される絶縁層と、
前記絶縁層を貫通すると共に先端部分が絶縁層から突出して設けられる複数の金属線と、
前記絶縁層の一方の面側に設けられると共に離型性を有し、前記金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層と、
を有し、前記粘着層の前記一方の面は、測定角度が60度における光沢度が100%以上に設けられている、
ことを特徴とする異方導電性コネクタ。
【請求項2】
請求項1記載の異方導電性コネクタであって、
前記粘着層の硬度は、前記絶縁層の硬度よりも小さく設けられている、
ことを特徴とする異方導電性コネクタ。
【請求項3】
請求項1または2記載の異方導電性コネクタであって、
前記金属線のうち、前記絶縁層の前記先端部分には、メッキ処理による被覆部が設けられている、
ことを特徴とする異方導電性コネクタ。
【請求項4】
請求項1から3のいずれか1項に記載の異方導電性コネクタであって、
前記粘着層のうち前記絶縁層側とは反対側の表面には、前記金属線の前記先端部分から離れるにしたがって、前記絶縁層に向かって凹む凹部が設けられていて、この凹部の凹み深さは、前記粘着層が他の平滑部分に押し当てられ、その押し当てが開放された後に、その平滑部分に対して粘着力を維持する程度の深さである、
ことを特徴とする異方導電性コネクタ。
【請求項5】
絶縁性を有する材料から構成される絶縁層と、前記絶縁層を貫通すると共に先端が絶縁層から突出して設けられる複数の金属線と、前記絶縁層の一方の面側に設けられると共に離型性を有し、前記金属線の先端部分の少なくとも一部を覆わずに露呈させている粘着層とを備える異方導電性コネクタの製造方法であって、
測定角度が60度における光沢度が100%以上に設けられているシート部材の表面に、液体状のシリコーンゴムを塗布する塗布工程と、
前記塗布工程後に、前記絶縁層の一方の面側を、前記液体状のシリコーンゴムが塗布された前記シート部材の表面に対して、前記金属線の先端が突き当たるように押し当てる押当工程と、
前記押当工程の後に、前記液体状のシリコーンゴムを硬化させて前記粘着層を形成する硬化工程と、
を具備することを特徴とする異方導電性コネクタの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−8591(P2013−8591A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−141091(P2011−141091)
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]