
異方導電性シート、および異方導電性シートの製造方法
【課題】回路基板等の被接着部材との接着力の向上を図ることができる異方導電性シートと、かかる異方導電性シートの製造方法を提供すること。
【解決手段】複数の金属線3により、互いに対向する2面である面5と面6とが配置される方向に電気的導通を有する異方導電性シートにおいて、面5に粘着剤層を設け、金属線3は、面5から突出する端部としての突出部7を有している。粘着剤層4の層厚Fは、突出部7の端面と面5との距離B1よりも厚く、粘着剤層4の表面14には、金属線3が露出していないこととする。
【解決手段】複数の金属線3により、互いに対向する2面である面5と面6とが配置される方向に電気的導通を有する異方導電性シートにおいて、面5に粘着剤層を設け、金属線3は、面5から突出する端部としての突出部7を有している。粘着剤層4の層厚Fは、突出部7の端面と面5との距離B1よりも厚く、粘着剤層4の表面14には、金属線3が露出していないこととする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異方導電性シート、および異方導電性シートの製造方法に関するものである。
【背景技術】
【0002】
特許文献1,2に、異方導電性シートの少なくとも一方の面に粘着剤層が形成される構成の異方導電性シートが開示されている。かかる異方導電性シートによれば、粘着剤層を利用して異方導電性シートを回路基板に固定することができる。異方導電性シートに備えられる金属線は、その先端部が粘着剤層の表面から露出している。そのため、異方導電性シートを基板に固定したときに、金属線の先端部が回路基板に対して接触することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−123867号公報
【特許文献2】特開2000−340037号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、粘着剤層の表面の金属線が露出している部分については、回路基板との接着が行われないため、異方導電性シートの回路基板に対する接着力が十分に図れないという問題がある。
【0005】
そこで、本発明は、回路基板等の被接着部材との接着力の向上を図ることができる異方導電性シートと、かかる異方導電性シートの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明の異方導電性シートは、複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有する異方導電性シートであって、2面のうち少なくとも一方の面に重ねて粘着剤層が設けられ、粘着剤層が設けられる粘着剤層設施面からは、金属線の端部が突出し、粘着剤層の表面の総面積のうち、この端部の端面が表面に露出している露出面積は、粘着剤層に対して2面が配置される方向における加圧が無い状態で10%以下であり、粘着剤層は、粘着剤層設施面から突出する端部との間に所定の強さの押圧力が作用したときに、押圧力が作用する部分においてせん断が発生し、端部が粘着剤層の表面に露出することができるせん断強度であることとしている。
【0007】
上記発明に加えて、異方導電性シートにおける、金属線の端部の端面が表面に露出する露出面積は、総面積の5%以下であることとする。
【0008】
上記発明に加えて、異方導電性シートは、端部の端面は、金属線の中心軸に対して傾斜していることとする。
【0009】
上記課題を解決するために、複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有し、2面のうち少なくとも一方の面から金属線の端部が突出する異方導電性シートと、剥離紙に粘着剤層が積層される粘着シートとを、異方導電性シートの金属線の端部が突出する面と、粘着シートの粘着剤層が露出する粘着面とを対向させる向きで、異方導電性シートと粘着シートとを重ね合わせる重ね合わせ工程と、第1の工程により重ねられた粘着シートと異方導電性シートとを、異方導電性シートと粘着シートとが重ね合わせられる方向に押圧し、粘着剤層と金属線が突出する面とを接触させる押圧工程とを経て、異方導電性シートを製造することとする。
【発明の効果】
【0010】
本発明によれば、回路基板等の被接着部材との接着力の向上を図ることができる異方導電性シートと、かかる異方導電性シートの製造方法を提供することができる。
【図面の簡単な説明】
【0011】
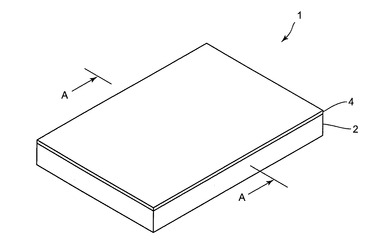
【図1】実施の形態に係る異方導電性シートの構成を示す斜視図である。
【図2】図1における切断性A−Aにおける断面の概略の構成を示す断面図である。
【図3】金属線の長さ方向に沿う面における断面図(縦断面図)である。
【図4】異方導電性シートの製造工程を示す図である。
【図5】異方導電性シートの製造工程を示す図である。
【図6】異方導電性シートの製造工程を示す図である。
【図7】異方導電性シートの製造工程を示す図である。
【図8】異方導電性シートの概略の構成を示す断面図である。
【図9】異方導電性シートの変形例を示す図である。
【図10】異方導電性シートの変形例を示す図である。
【発明を実施するための形態】
【0012】
(第1の実施の形態)
(異方導電性シート1の全体構成)
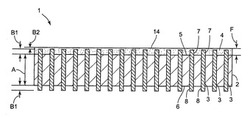
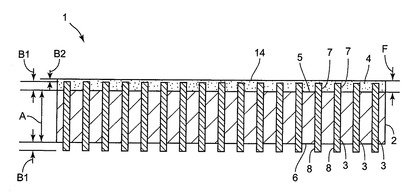
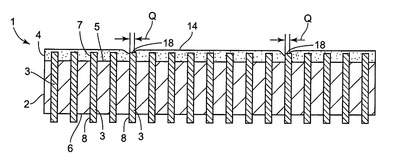
以下、本発明の第1の実施の形態に係る異方導電性シート1の構成について、図面を参照しながら説明する。図1は、異方導電性シート1の概略の構成を示す斜視図である。図2は、図1における切断性A−Aにおける断面の概略の構成を示す断面図である。
【0013】
異方導電性シート1は、絶縁性を有すると共に弾性変形可能な絶縁シート2と、導電性を有すると共に弾性変形可能な複数の金属線3と、粘着剤層4とを有している。異方導電性シート1は、粘着剤層4を介して、回路基板等の被接着部材に固定することができる。そのため、たとえば、電気部品と回路基板とを、異方導電性シート1を介して電気的に導通させる際、異方導電性シート1を粘着剤層4により回路基板に固定させた状態で、電気部品を回路基板に取り付けることができる。したがって、回路基板への電気部品の取り付け作業の効率化を図ることができる。
【0014】
(絶縁シート2の構成)
絶縁シート2は、たとえば、シリコーンゴムから形成される。絶縁シート2としては、他に、ウレタンゴム、その他の合成ゴム、あるいは、熱可塑性エラストマ等を用いることができる。また、絶縁シート2は、金属線3を回路基板等の電極部に接触させた際に、電極部の高低差に追従できる可撓性および弾性を両立できるように、ショアA硬度を30度以上75度以下とすることが好ましい。また、耐久性の向上を考慮した場合には、ショアA硬度を、40度以上70度以下とすることが好ましい。
【0015】
(金属線3の構成)
金属線3は、その長さ方向(中心軸)を、絶縁シート2の厚さ方向に向けられて配置されている。また、金属線3は、絶縁シート2を厚さ方向から見たときに、マトリクス状に配置されている。具体的には、本実施の形態に係る異方導電性シート1の場合、金属線3は、接続される相手電極の配設ピッチに応じたピッチで、縦方向および横方向に配置されている。金属線3の配設ピッチは、たとえば、0.03mm〜0.6mmの範囲で選択することができる。
【0016】
金属線3は、絶縁シート2の厚さ方向に位置する互いに対向する2面である面5および面6に貫通している。金属線3の両端部は、それぞれ面5および面6から僅かに突出し、突出部7,8として構成されている。面5および面6から金属線3の端部である突出部7,8が突出していることで、金属線3を電気回路基板等の電極部に接触させ易くなる。
【0017】
また、金属線3は、その長さ方向が面5および面6に対して略直交するように配置されている。そのため、たとえば、回路基板の検査において、異方導電性シート1を挟んで配置される回路基板の電極部と検査治具側のピン端子とを、異方導電性シート1の厚さ方向において重なる位置に配置することができる。したがって、異方導電性シート1の金属線3を、回路基板の電極部とピン端子とに容易に位置合わせすることができる。なお、異方導電性シート1は、絶縁シート2の厚さAは、たとえば、0.1mm〜3.0mmとすることができ、面5および面6から突出する金属線3の先端と面5(面6)との距離B1(突出部7の面5からの突出長、突出部8の面6からの突出長)は、たとえば、1μm〜35μmに構成することができる。なお、絶縁シート2の厚さAおよび距離B1は、上記に限らず、異方導電性シート1の用途や使用状態等に応じて適宜に設定される。
【0018】
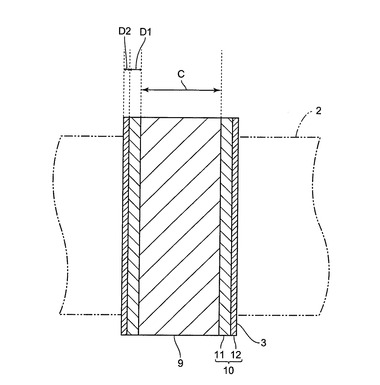
次に、図3を参照しながら、金属線3の構成について説明する。図3は、金属線3の長さ方向に沿う面における断面図(縦断面図)である。金属線3は、芯材9と、この芯材9を被覆する被覆層10とを有している。芯材9としては、たとえば、真鍮、ベリリウム銅、りん青銅、パラジウム、銀、銅、プラチナ、金、タングステン、ニッケルチタン合金(NiTi)等を用いることができる。また、被覆層10は、芯材9をニッケル(Ni)材により被覆するニッケル被覆層11と、ニッケル被覆層11を金(Au)材により被覆する金被覆層12とを有している。また、低抵抗化を目的として、ニッケル被覆層11と金被覆層12との間に、銅(Cu)材により形成される導電被覆層としての銅被覆層12を設ける場合もある。更に芯材9として、高引張り強さのタングステンを用いることもできる。なお、芯材9に金を用いることは、電気抵抗が低い点で好ましい。
【0019】
本実施の形態における異方導電性シート1の芯材9の直径Cは、たとえば、約38μmとされている。また、ニッケル被覆層11の厚さD1、金被覆層12の厚さD2は、順にそれぞれ約0.2μm、約0.1μmとされている。なお、直径C、厚さD1および厚さD2は、上記の数値に限られるものではなく、異方導電性シート1の用途や使用状態等に応じて適宜に設定される。
【0020】
(粘着剤層4の構成)
面5には、粘着剤層4が積層されている。粘着剤層4は、可撓性および弾性を有し、たとえば、アクリル系の粘着剤により構成することができる。粘着剤としては、他に、ゴム系、ウレタン系等の粘着剤を用いることができる。粘着剤層4は、層厚Fが、突出部7の先端と面5との距離B1よりも厚くなるように、たとえば、距離B1が35μmであるのに対し、層厚Fは、50μmの層厚に構成されている。つまり、突出部7は、粘着剤層4からは突出していない。したがって、粘着剤層4の表面14は、全面に亘って粘着面として構成されている。
【0021】
(実施の形態の主な効果)
異方導電性シート1は、上述のように、複数の金属線3により、互いに対向する2面である面5と面6とが配置される方向に電気的導通を有する異方導電性シートである。面5は粘着剤層が設けられる粘着剤層設施面であり、粘着剤層4が積層されている。金属線3は、面5から突出する端部としての突出部7を有している。粘着剤層4の層厚Fは、突出部7の端面と面5との距離B1よりも厚く、粘着剤層4の表面14には、金属線3が露出していない。そのため、異方導電性シート1を、回路基板等の被接着部材に接着する際に、表面14の全面を接着面として利用することができる。つまり、異方導電性シート1の被接着部材に対する接着力を高いものとすることができる。
【0022】
粘着剤層4のせん断強度は、表面14を被接着部材に対して当接させ、異方導電性シート1を被接着部材に対して所定の強さの押圧力で押圧したとき、突出部7によりせん断することができ、突出部7が表面14から露出し、金属線3が被接着部材に対して接触することができる強度とされている。所定の強さの押圧力とは、たとえば、異方導電性シート1を挟んで電子部品を回路基板に固定する場合には、電子部品を回路基板に対して固定し、固定状態を維持することができる強さの押圧力である。電子部品を回路基板に固定させることができる強さの押圧力により、粘着剤層4が、突出部7によりせん断され、突出部7が表面14から露出することで、異方導電性シート1と電子部品とを電気的に導通させることができる。
【0023】
また、粘着剤層4の表面14と突出部7の端面との間の厚さB2は、異方導電性シート1を被接着部材に対して所定の強さの押圧力で押圧したとき、突出部7の端面が表面14に露出し、被接着部材に対して接触することができる厚さとされている。本実施の形態では、距離B1は、上述のように、たとえば、35μmであり、また、厚さB2については、たとえば、15μmとされている。しかしながら、距離B1(突出部7の長さ)および厚さB2は、上記の数値に限られるものではなく、粘着剤層4の軟らかさや、突出部7の端面の形状等により適宜に設定される。たとえば、厚さB2を、突出部7の端面が表面7から露出しない範囲で、距離B1の2倍以内の厚さとすることで、異方導電性シート1を被接着部材に対して所定の強さの押圧力で押圧したとき、突出部7の端面が表面14に露出し易く、被接着部材に対しての接触性を確保し易くなる。
【0024】
(異方導電性シート1の製造方法)
次に、図4〜図7を参照しながら、異方導電性シート1の製造方法について説明する。
【0025】
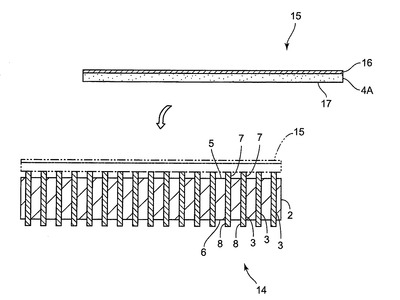
先ず、重ね合わせ工程として、図4に示すように、異方導電性シート1Aと粘着シート15とを重ね合わせる。異方導電性シート1Aは、図1〜図3に示した異方導電性シート1から粘着剤層4を取り除いた構成のものであり、絶縁シート2および金属線3の構成は、図1〜図3に示す異方導電性シート1の構成と同一である。また、粘着シート15は、剥離紙16に粘着剤層4Aが積層された構成となっている。粘着剤層4Aは、異方導電性シート1Aの面5に積層され、異方導電性シート1の粘着剤層4として構成されるものである。
【0026】
重ね合わせ工程では、異方導電性シート1Aの面5と、粘着シート15の粘着剤層4Aが露出する粘着面17とを対向させる向きで、異方導電性シート1Aと粘着シート15とを重ね合わせる。異方導電性シート1Aの面5は、金属線3の端部である突出部7が突出している面である。異方導電性シート1Aに粘着シート15を重ね合わせただけの状態では、粘着シート15は、面5から突出している突出部7の先端に乗っている状態にすぎない。つまり、面5と粘着面17とは接触していないか、部分的に接触しているだけの状態である。
【0027】
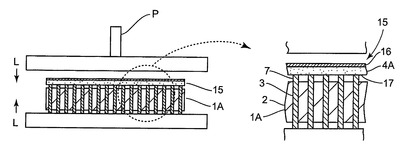
次いで、図5に示すように、粘着シート15が重ね合わされた異方導電性シート1Aをプレス装置Pにセットする。そして、押圧工程として、図5〜図6に示すように、プレス装置Pにより、異方導電性シート1Aと粘着シート15とに対し、これらが重ね合わされている方向である圧縮方向Lに押圧力を作用させる。
【0028】
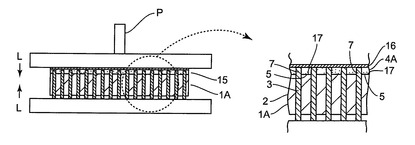
押圧工程により、図6に示すように、粘着シート15の粘着面17と面5とが接触し、両者が接着される。押圧力を作用させる前の段階では、図4および図5に示すように、粘着シート15は、突出部7の先端に載っている状態である。押圧力を作用させることで、突出部7が粘着剤層4Aをせん断し粘着剤層4Aの中に入り込む。そして、図6に示すように、粘着面17と面5とが接触する。また、粘着剤層4Aは、押圧力により圧縮方向Lに圧縮変形させられ層厚が薄くなる。そのため、粘着剤層4Aをせん断した突出部7は、図6に示すように、粘着剤層4Aを剥離紙16の側に貫通する。
【0029】
ここで、異方導電性シート1Aと粘着剤層4Aとは、粘着剤層4Aの方が異方導電性シート1Aに比べて軟らかい(硬度が低い)方が好ましい。粘着剤層4Aを異方導電性シート1Aに比べて軟らかくすることで、突出部7が粘着剤層4Aの中に入り込み易くなる。
【0030】
なお、図5〜図7は、押圧工程を説明するための略図である。異方導電性シート1Aと粘着シート15とに対し押圧力を作用させると、たとえば、図6においては、金属線3、絶縁シート2等に撓みが発生した状態で、異方導電性シート1Aおよび粘着シート15は押圧される状態になるが、かかる状態の図示については説明の簡略化のため省略している。
【0031】
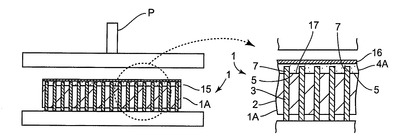
上述のように、粘着面17が面5に接触し、さらに、突出部7が粘着剤層4Aを剥離紙16の側に貫通した後、図7に示すように、押圧力を解除すると、圧縮変形させられ層厚が薄くされていた粘着剤層4Aは自己の弾性力で厚さを増し、突出部7の端面は、粘着剤層4Aの内部に隠れる。以上により、粘着剤層4Aが粘着剤層4として面5に接着された異方導電性シート1の製造が完了する。粘着剤層4の表面14には剥離紙16が付着されている。そのため、異方導電性シート1を被接着部材に接着するまでの間、粘着剤層4の表面14に塵埃等が付着することを防ぐことができる。
【0032】
なお、上述の押圧工程では、突出部7が剥離紙16を貫通しないように、押圧力の設定を行う。粘着剤層4Aは粘性を有している。そのため、異方導電性シート1と粘着シート15とを押圧する速度が速くなるほど、粘着剤層4Aの突出部7に対する粘性抵抗が大きくなる。したがって、押圧工程で、突出部7が粘着剤層4Aを貫通する時間の短縮化を図ろうとするばかりに、押圧する速度を速くするほど、強い押圧力が必要となる。そのため、プレス装置Pの大型化を招き易い。また、押圧力が強くなったり、粘着剤層4Aの突出部7に対する粘性抵抗が大きくなると、突出部7さらには,突出部8が挫屈してしまう虞もある。
【0033】
そこで、押圧力の強さを、突出部7,8が挫屈してしまうことのない範囲で粘着剤層4Aをせん断することができる強さ、かつ、剥離紙16を突き破ってしまうことのない強さとし、この押圧力を所定時間作用させることで、装置の大型化を抑えながら、粘着剤層4Aを面5に接着することができる。所定時間とは、粘着剤層4Aが突出部7によりせん断され、粘着面17が面5に接触し、かつ、粘着面17が十分に面5に接着するために要する時間である。
【0034】
ところで、異方導電性シート1は、被接着部材との接着力を高くするために、図2に示すように、突出部7の端面は、粘着剤層4の内部に入り、粘着剤層4の表面14から露出していないことが好ましい。しかしながら、異方導電性シート1には、図8に示すように、表面14には、突出部7の端面である露出部18が存在していることがある。突出部7の端面の全てが露出部18として表面14から露出する場合や、一部が露出部18として表面14から露出している場合がある。露出部18は、たとえば、次のようにして形成されると考えられる
【0035】
上述したように、異方導電性シート1の製造時に、突出部7は、押圧力により層厚が薄くなった粘着剤層4Aを剥離紙16の側に貫通させられる。しかしながら、粘着シート15と異方導電性シート1Aとの押圧力を解除すると、圧縮により薄くなっていた粘着剤層4Aの層厚は復元し厚くなる。そのため、剥離紙16の側に貫通し表面14に露出した突出部7の端面のほとんどについては、粘着剤層4Aにより覆われる。しかしながら、粘着剤層4Aの密度斑や、突出部7の形状等に起因して、層厚が十分に復元されない部分が発生する。この層厚が十分に復元されない部分において、突出部7の端面が表面14から露出してしまうことがあると考えられる。
【0036】
突出部7は、表面14から完全に露出しないことが好ましいが、露出部18の露出面積Q(露出部18が複数ある場合はその合計面積)は、粘着剤層4の表面14の総面積Rの10%以下であれば、表面14と被接着部材への接着力を十分に確保することができる。また、露出面積Qは、総面積Rの5%以下であれば、さらに好適に、表面14と被接着部材への接着力を確保することができる。
【0037】
露出面積Qの多少、すなわち露出部18の多少は、たとえば、距離B1(突出部7の端部と面5との距離)と粘着剤層4Aの層厚Fとの関係や、金属線3の配置密度、あるいは粘着剤層4Aの粘着力や弾性等の種々の要因により変化する。突出部7の先端と面5との距離B1に比べて粘着剤層4Aの層厚Fが厚くなるほど、露出部18は少なくなる。また、たとえば、金属線3の配置密度が高くなるほど、粘着剤層4Aが、自身の粘性により金属線3に引っ張られ、露出部18が多くなり易い。したがって、層厚F、距離B1、金属線3の配置密度、粘着剤層4Aの粘度や弾性等を適宜に設定し、露出部18を少なくすることが好ましい。
【0038】
金属線3の表面には、金被覆層12がメッキ処理にて形成されている。金属線3に金属のメッキ層を形成することで、粘着剤層4Aに金属線3を素地のまま通すよりも、金属線3と粘着剤層4Aとの間の粘着力を低くすることができる。これにより、露出部18の低減を図ることができる。また、異方導電性シート1を挟んで電子部品を回路基板に固定するときに、金属線3が表面14から露出し易くなり、異方導電性シート1と電子部品とを電気的な導通を確実なものとすることができる。
【0039】
なお、面5は、プラズマ処理、レーザー光の照射等により荒したり、あるいはフレーム処理にて活性化させ水素結合を強くする改質を行い、粘着剤層4Aとの接着力を向上させることが好ましい。
【0040】
粘着剤層4の突出部7の端面を覆っている部分は、押圧工程において、一旦、突出部7により表面14側に貫通された部分である。そのため、この部分は、他の部分よりもせん断強度が低く、突出部7を表面14側に貫通させ易くなっている。つまり、異方導電性シート1を被接着部材に対して押圧したとき、突出部7が粘着剤層4を貫通し易く、被接着部材との接触性を確保し易い。
【0041】
ところで、面5に対して粘着剤層4を積層する方法は、上述した製造方法のように、粘着シート15の粘着剤層4Aを面5に接着し、粘着剤層4Aを粘着剤層4として形成する他、面5に粘着剤を塗付する方法を採用することもできる。しかし、粘着剤を塗付する方法による場合には、面5に積層される粘着剤層の層厚を、面5の場所に依らず、あるいは異方導電性シートの個体に依らず、均一に形成することが難しい。これに対し、剥離紙16に均一の層厚で付着している粘着剤層4Aを面5に接着することで粘着剤層4を形成する方法によれば、粘着剤を塗付する方法に比べて、容易に、所望の層厚の粘着剤層4を面5に均一に積層することができる。
【0042】
(他の実施の形態)
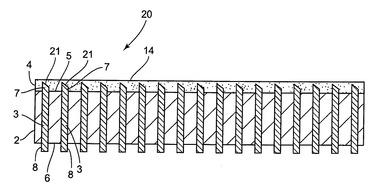
図9に異方導電性シート20の他の構成を示す。上述の異方導電性シート1の構成部材と同様の部材については、同一の符号を付し、その説明を省略または簡略化する。金属線3は、図9に示されるように、突出部3の端面21が、金属線3の中心軸に対して傾斜している。すなわち、端面21は、尖形状となっている。
【0043】
このように、金属線3の端面21を傾斜させることで、異方導電性シート20を挟んで、たとえば、電子部品を回路基板に固定するときに、端面21が粘着剤層4をせん断し易くなり、金属線3が表面14から露出し易くなる。そのため、異方導電性シート1と電子部品との電気的な導通を確実なものとすることができる。
【0044】
(他の実施の形態)
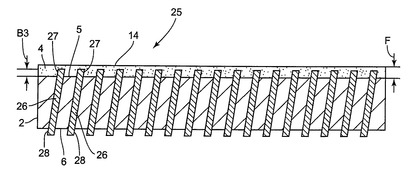
図10に異方導電性シート25の他の構成を示す。上述の異方導電性シート1の構成部材と同様の部材については、同一の符号を付し、その説明を省略または簡略化する。金属線26は、図10に示されるように、その中心軸(長手方向)が、面5,6に直交する方向に対して傾斜するように配置されている。
【0045】
このように、金属線26を傾斜させることで、面5,6から突出する突出部27,28が面5,6に対して傾斜する。そのため、突出部27,28に回路基板あるいは電子部品等が押圧された際に、突出部27,28が面5,6側に撓むことができる。これにより、突出部27,28に塑性変形を起き難くすることができる。
【0046】
粘着剤層4の層厚Fは、金属線26の面5から突出する突出部27の先端と面5との距離B3よりも厚く、粘着剤層4の表面14には、金属線26が露出していない。そのため、異方導電性シート25を、回路基板等の被接着部材に接着する際に、表面14全面を接着面として利用することができる。つまり、異方導電性シート25の被接着部材に対する接着力を高いものとすることができる。
【符号の説明】
【0047】
1,20,25 … 異方導電性シート
3,26 … 金属線
5 … 面(粘着剤層設施面)
4 … 粘着剤層
6 … 面
7,27 … 突出部(端部)
14 … 表面
18 … 露出部(端面)
21 … 端面
【技術分野】
【0001】
本発明は、異方導電性シート、および異方導電性シートの製造方法に関するものである。
【背景技術】
【0002】
特許文献1,2に、異方導電性シートの少なくとも一方の面に粘着剤層が形成される構成の異方導電性シートが開示されている。かかる異方導電性シートによれば、粘着剤層を利用して異方導電性シートを回路基板に固定することができる。異方導電性シートに備えられる金属線は、その先端部が粘着剤層の表面から露出している。そのため、異方導電性シートを基板に固定したときに、金属線の先端部が回路基板に対して接触することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−123867号公報
【特許文献2】特開2000−340037号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、粘着剤層の表面の金属線が露出している部分については、回路基板との接着が行われないため、異方導電性シートの回路基板に対する接着力が十分に図れないという問題がある。
【0005】
そこで、本発明は、回路基板等の被接着部材との接着力の向上を図ることができる異方導電性シートと、かかる異方導電性シートの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明の異方導電性シートは、複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有する異方導電性シートであって、2面のうち少なくとも一方の面に重ねて粘着剤層が設けられ、粘着剤層が設けられる粘着剤層設施面からは、金属線の端部が突出し、粘着剤層の表面の総面積のうち、この端部の端面が表面に露出している露出面積は、粘着剤層に対して2面が配置される方向における加圧が無い状態で10%以下であり、粘着剤層は、粘着剤層設施面から突出する端部との間に所定の強さの押圧力が作用したときに、押圧力が作用する部分においてせん断が発生し、端部が粘着剤層の表面に露出することができるせん断強度であることとしている。
【0007】
上記発明に加えて、異方導電性シートにおける、金属線の端部の端面が表面に露出する露出面積は、総面積の5%以下であることとする。
【0008】
上記発明に加えて、異方導電性シートは、端部の端面は、金属線の中心軸に対して傾斜していることとする。
【0009】
上記課題を解決するために、複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有し、2面のうち少なくとも一方の面から金属線の端部が突出する異方導電性シートと、剥離紙に粘着剤層が積層される粘着シートとを、異方導電性シートの金属線の端部が突出する面と、粘着シートの粘着剤層が露出する粘着面とを対向させる向きで、異方導電性シートと粘着シートとを重ね合わせる重ね合わせ工程と、第1の工程により重ねられた粘着シートと異方導電性シートとを、異方導電性シートと粘着シートとが重ね合わせられる方向に押圧し、粘着剤層と金属線が突出する面とを接触させる押圧工程とを経て、異方導電性シートを製造することとする。
【発明の効果】
【0010】
本発明によれば、回路基板等の被接着部材との接着力の向上を図ることができる異方導電性シートと、かかる異方導電性シートの製造方法を提供することができる。
【図面の簡単な説明】
【0011】
【図1】実施の形態に係る異方導電性シートの構成を示す斜視図である。
【図2】図1における切断性A−Aにおける断面の概略の構成を示す断面図である。
【図3】金属線の長さ方向に沿う面における断面図(縦断面図)である。
【図4】異方導電性シートの製造工程を示す図である。
【図5】異方導電性シートの製造工程を示す図である。
【図6】異方導電性シートの製造工程を示す図である。
【図7】異方導電性シートの製造工程を示す図である。
【図8】異方導電性シートの概略の構成を示す断面図である。
【図9】異方導電性シートの変形例を示す図である。
【図10】異方導電性シートの変形例を示す図である。
【発明を実施するための形態】
【0012】
(第1の実施の形態)
(異方導電性シート1の全体構成)
以下、本発明の第1の実施の形態に係る異方導電性シート1の構成について、図面を参照しながら説明する。図1は、異方導電性シート1の概略の構成を示す斜視図である。図2は、図1における切断性A−Aにおける断面の概略の構成を示す断面図である。
【0013】
異方導電性シート1は、絶縁性を有すると共に弾性変形可能な絶縁シート2と、導電性を有すると共に弾性変形可能な複数の金属線3と、粘着剤層4とを有している。異方導電性シート1は、粘着剤層4を介して、回路基板等の被接着部材に固定することができる。そのため、たとえば、電気部品と回路基板とを、異方導電性シート1を介して電気的に導通させる際、異方導電性シート1を粘着剤層4により回路基板に固定させた状態で、電気部品を回路基板に取り付けることができる。したがって、回路基板への電気部品の取り付け作業の効率化を図ることができる。
【0014】
(絶縁シート2の構成)
絶縁シート2は、たとえば、シリコーンゴムから形成される。絶縁シート2としては、他に、ウレタンゴム、その他の合成ゴム、あるいは、熱可塑性エラストマ等を用いることができる。また、絶縁シート2は、金属線3を回路基板等の電極部に接触させた際に、電極部の高低差に追従できる可撓性および弾性を両立できるように、ショアA硬度を30度以上75度以下とすることが好ましい。また、耐久性の向上を考慮した場合には、ショアA硬度を、40度以上70度以下とすることが好ましい。
【0015】
(金属線3の構成)
金属線3は、その長さ方向(中心軸)を、絶縁シート2の厚さ方向に向けられて配置されている。また、金属線3は、絶縁シート2を厚さ方向から見たときに、マトリクス状に配置されている。具体的には、本実施の形態に係る異方導電性シート1の場合、金属線3は、接続される相手電極の配設ピッチに応じたピッチで、縦方向および横方向に配置されている。金属線3の配設ピッチは、たとえば、0.03mm〜0.6mmの範囲で選択することができる。
【0016】
金属線3は、絶縁シート2の厚さ方向に位置する互いに対向する2面である面5および面6に貫通している。金属線3の両端部は、それぞれ面5および面6から僅かに突出し、突出部7,8として構成されている。面5および面6から金属線3の端部である突出部7,8が突出していることで、金属線3を電気回路基板等の電極部に接触させ易くなる。
【0017】
また、金属線3は、その長さ方向が面5および面6に対して略直交するように配置されている。そのため、たとえば、回路基板の検査において、異方導電性シート1を挟んで配置される回路基板の電極部と検査治具側のピン端子とを、異方導電性シート1の厚さ方向において重なる位置に配置することができる。したがって、異方導電性シート1の金属線3を、回路基板の電極部とピン端子とに容易に位置合わせすることができる。なお、異方導電性シート1は、絶縁シート2の厚さAは、たとえば、0.1mm〜3.0mmとすることができ、面5および面6から突出する金属線3の先端と面5(面6)との距離B1(突出部7の面5からの突出長、突出部8の面6からの突出長)は、たとえば、1μm〜35μmに構成することができる。なお、絶縁シート2の厚さAおよび距離B1は、上記に限らず、異方導電性シート1の用途や使用状態等に応じて適宜に設定される。
【0018】
次に、図3を参照しながら、金属線3の構成について説明する。図3は、金属線3の長さ方向に沿う面における断面図(縦断面図)である。金属線3は、芯材9と、この芯材9を被覆する被覆層10とを有している。芯材9としては、たとえば、真鍮、ベリリウム銅、りん青銅、パラジウム、銀、銅、プラチナ、金、タングステン、ニッケルチタン合金(NiTi)等を用いることができる。また、被覆層10は、芯材9をニッケル(Ni)材により被覆するニッケル被覆層11と、ニッケル被覆層11を金(Au)材により被覆する金被覆層12とを有している。また、低抵抗化を目的として、ニッケル被覆層11と金被覆層12との間に、銅(Cu)材により形成される導電被覆層としての銅被覆層12を設ける場合もある。更に芯材9として、高引張り強さのタングステンを用いることもできる。なお、芯材9に金を用いることは、電気抵抗が低い点で好ましい。
【0019】
本実施の形態における異方導電性シート1の芯材9の直径Cは、たとえば、約38μmとされている。また、ニッケル被覆層11の厚さD1、金被覆層12の厚さD2は、順にそれぞれ約0.2μm、約0.1μmとされている。なお、直径C、厚さD1および厚さD2は、上記の数値に限られるものではなく、異方導電性シート1の用途や使用状態等に応じて適宜に設定される。
【0020】
(粘着剤層4の構成)
面5には、粘着剤層4が積層されている。粘着剤層4は、可撓性および弾性を有し、たとえば、アクリル系の粘着剤により構成することができる。粘着剤としては、他に、ゴム系、ウレタン系等の粘着剤を用いることができる。粘着剤層4は、層厚Fが、突出部7の先端と面5との距離B1よりも厚くなるように、たとえば、距離B1が35μmであるのに対し、層厚Fは、50μmの層厚に構成されている。つまり、突出部7は、粘着剤層4からは突出していない。したがって、粘着剤層4の表面14は、全面に亘って粘着面として構成されている。
【0021】
(実施の形態の主な効果)
異方導電性シート1は、上述のように、複数の金属線3により、互いに対向する2面である面5と面6とが配置される方向に電気的導通を有する異方導電性シートである。面5は粘着剤層が設けられる粘着剤層設施面であり、粘着剤層4が積層されている。金属線3は、面5から突出する端部としての突出部7を有している。粘着剤層4の層厚Fは、突出部7の端面と面5との距離B1よりも厚く、粘着剤層4の表面14には、金属線3が露出していない。そのため、異方導電性シート1を、回路基板等の被接着部材に接着する際に、表面14の全面を接着面として利用することができる。つまり、異方導電性シート1の被接着部材に対する接着力を高いものとすることができる。
【0022】
粘着剤層4のせん断強度は、表面14を被接着部材に対して当接させ、異方導電性シート1を被接着部材に対して所定の強さの押圧力で押圧したとき、突出部7によりせん断することができ、突出部7が表面14から露出し、金属線3が被接着部材に対して接触することができる強度とされている。所定の強さの押圧力とは、たとえば、異方導電性シート1を挟んで電子部品を回路基板に固定する場合には、電子部品を回路基板に対して固定し、固定状態を維持することができる強さの押圧力である。電子部品を回路基板に固定させることができる強さの押圧力により、粘着剤層4が、突出部7によりせん断され、突出部7が表面14から露出することで、異方導電性シート1と電子部品とを電気的に導通させることができる。
【0023】
また、粘着剤層4の表面14と突出部7の端面との間の厚さB2は、異方導電性シート1を被接着部材に対して所定の強さの押圧力で押圧したとき、突出部7の端面が表面14に露出し、被接着部材に対して接触することができる厚さとされている。本実施の形態では、距離B1は、上述のように、たとえば、35μmであり、また、厚さB2については、たとえば、15μmとされている。しかしながら、距離B1(突出部7の長さ)および厚さB2は、上記の数値に限られるものではなく、粘着剤層4の軟らかさや、突出部7の端面の形状等により適宜に設定される。たとえば、厚さB2を、突出部7の端面が表面7から露出しない範囲で、距離B1の2倍以内の厚さとすることで、異方導電性シート1を被接着部材に対して所定の強さの押圧力で押圧したとき、突出部7の端面が表面14に露出し易く、被接着部材に対しての接触性を確保し易くなる。
【0024】
(異方導電性シート1の製造方法)
次に、図4〜図7を参照しながら、異方導電性シート1の製造方法について説明する。
【0025】
先ず、重ね合わせ工程として、図4に示すように、異方導電性シート1Aと粘着シート15とを重ね合わせる。異方導電性シート1Aは、図1〜図3に示した異方導電性シート1から粘着剤層4を取り除いた構成のものであり、絶縁シート2および金属線3の構成は、図1〜図3に示す異方導電性シート1の構成と同一である。また、粘着シート15は、剥離紙16に粘着剤層4Aが積層された構成となっている。粘着剤層4Aは、異方導電性シート1Aの面5に積層され、異方導電性シート1の粘着剤層4として構成されるものである。
【0026】
重ね合わせ工程では、異方導電性シート1Aの面5と、粘着シート15の粘着剤層4Aが露出する粘着面17とを対向させる向きで、異方導電性シート1Aと粘着シート15とを重ね合わせる。異方導電性シート1Aの面5は、金属線3の端部である突出部7が突出している面である。異方導電性シート1Aに粘着シート15を重ね合わせただけの状態では、粘着シート15は、面5から突出している突出部7の先端に乗っている状態にすぎない。つまり、面5と粘着面17とは接触していないか、部分的に接触しているだけの状態である。
【0027】
次いで、図5に示すように、粘着シート15が重ね合わされた異方導電性シート1Aをプレス装置Pにセットする。そして、押圧工程として、図5〜図6に示すように、プレス装置Pにより、異方導電性シート1Aと粘着シート15とに対し、これらが重ね合わされている方向である圧縮方向Lに押圧力を作用させる。
【0028】
押圧工程により、図6に示すように、粘着シート15の粘着面17と面5とが接触し、両者が接着される。押圧力を作用させる前の段階では、図4および図5に示すように、粘着シート15は、突出部7の先端に載っている状態である。押圧力を作用させることで、突出部7が粘着剤層4Aをせん断し粘着剤層4Aの中に入り込む。そして、図6に示すように、粘着面17と面5とが接触する。また、粘着剤層4Aは、押圧力により圧縮方向Lに圧縮変形させられ層厚が薄くなる。そのため、粘着剤層4Aをせん断した突出部7は、図6に示すように、粘着剤層4Aを剥離紙16の側に貫通する。
【0029】
ここで、異方導電性シート1Aと粘着剤層4Aとは、粘着剤層4Aの方が異方導電性シート1Aに比べて軟らかい(硬度が低い)方が好ましい。粘着剤層4Aを異方導電性シート1Aに比べて軟らかくすることで、突出部7が粘着剤層4Aの中に入り込み易くなる。
【0030】
なお、図5〜図7は、押圧工程を説明するための略図である。異方導電性シート1Aと粘着シート15とに対し押圧力を作用させると、たとえば、図6においては、金属線3、絶縁シート2等に撓みが発生した状態で、異方導電性シート1Aおよび粘着シート15は押圧される状態になるが、かかる状態の図示については説明の簡略化のため省略している。
【0031】
上述のように、粘着面17が面5に接触し、さらに、突出部7が粘着剤層4Aを剥離紙16の側に貫通した後、図7に示すように、押圧力を解除すると、圧縮変形させられ層厚が薄くされていた粘着剤層4Aは自己の弾性力で厚さを増し、突出部7の端面は、粘着剤層4Aの内部に隠れる。以上により、粘着剤層4Aが粘着剤層4として面5に接着された異方導電性シート1の製造が完了する。粘着剤層4の表面14には剥離紙16が付着されている。そのため、異方導電性シート1を被接着部材に接着するまでの間、粘着剤層4の表面14に塵埃等が付着することを防ぐことができる。
【0032】
なお、上述の押圧工程では、突出部7が剥離紙16を貫通しないように、押圧力の設定を行う。粘着剤層4Aは粘性を有している。そのため、異方導電性シート1と粘着シート15とを押圧する速度が速くなるほど、粘着剤層4Aの突出部7に対する粘性抵抗が大きくなる。したがって、押圧工程で、突出部7が粘着剤層4Aを貫通する時間の短縮化を図ろうとするばかりに、押圧する速度を速くするほど、強い押圧力が必要となる。そのため、プレス装置Pの大型化を招き易い。また、押圧力が強くなったり、粘着剤層4Aの突出部7に対する粘性抵抗が大きくなると、突出部7さらには,突出部8が挫屈してしまう虞もある。
【0033】
そこで、押圧力の強さを、突出部7,8が挫屈してしまうことのない範囲で粘着剤層4Aをせん断することができる強さ、かつ、剥離紙16を突き破ってしまうことのない強さとし、この押圧力を所定時間作用させることで、装置の大型化を抑えながら、粘着剤層4Aを面5に接着することができる。所定時間とは、粘着剤層4Aが突出部7によりせん断され、粘着面17が面5に接触し、かつ、粘着面17が十分に面5に接着するために要する時間である。
【0034】
ところで、異方導電性シート1は、被接着部材との接着力を高くするために、図2に示すように、突出部7の端面は、粘着剤層4の内部に入り、粘着剤層4の表面14から露出していないことが好ましい。しかしながら、異方導電性シート1には、図8に示すように、表面14には、突出部7の端面である露出部18が存在していることがある。突出部7の端面の全てが露出部18として表面14から露出する場合や、一部が露出部18として表面14から露出している場合がある。露出部18は、たとえば、次のようにして形成されると考えられる
【0035】
上述したように、異方導電性シート1の製造時に、突出部7は、押圧力により層厚が薄くなった粘着剤層4Aを剥離紙16の側に貫通させられる。しかしながら、粘着シート15と異方導電性シート1Aとの押圧力を解除すると、圧縮により薄くなっていた粘着剤層4Aの層厚は復元し厚くなる。そのため、剥離紙16の側に貫通し表面14に露出した突出部7の端面のほとんどについては、粘着剤層4Aにより覆われる。しかしながら、粘着剤層4Aの密度斑や、突出部7の形状等に起因して、層厚が十分に復元されない部分が発生する。この層厚が十分に復元されない部分において、突出部7の端面が表面14から露出してしまうことがあると考えられる。
【0036】
突出部7は、表面14から完全に露出しないことが好ましいが、露出部18の露出面積Q(露出部18が複数ある場合はその合計面積)は、粘着剤層4の表面14の総面積Rの10%以下であれば、表面14と被接着部材への接着力を十分に確保することができる。また、露出面積Qは、総面積Rの5%以下であれば、さらに好適に、表面14と被接着部材への接着力を確保することができる。
【0037】
露出面積Qの多少、すなわち露出部18の多少は、たとえば、距離B1(突出部7の端部と面5との距離)と粘着剤層4Aの層厚Fとの関係や、金属線3の配置密度、あるいは粘着剤層4Aの粘着力や弾性等の種々の要因により変化する。突出部7の先端と面5との距離B1に比べて粘着剤層4Aの層厚Fが厚くなるほど、露出部18は少なくなる。また、たとえば、金属線3の配置密度が高くなるほど、粘着剤層4Aが、自身の粘性により金属線3に引っ張られ、露出部18が多くなり易い。したがって、層厚F、距離B1、金属線3の配置密度、粘着剤層4Aの粘度や弾性等を適宜に設定し、露出部18を少なくすることが好ましい。
【0038】
金属線3の表面には、金被覆層12がメッキ処理にて形成されている。金属線3に金属のメッキ層を形成することで、粘着剤層4Aに金属線3を素地のまま通すよりも、金属線3と粘着剤層4Aとの間の粘着力を低くすることができる。これにより、露出部18の低減を図ることができる。また、異方導電性シート1を挟んで電子部品を回路基板に固定するときに、金属線3が表面14から露出し易くなり、異方導電性シート1と電子部品とを電気的な導通を確実なものとすることができる。
【0039】
なお、面5は、プラズマ処理、レーザー光の照射等により荒したり、あるいはフレーム処理にて活性化させ水素結合を強くする改質を行い、粘着剤層4Aとの接着力を向上させることが好ましい。
【0040】
粘着剤層4の突出部7の端面を覆っている部分は、押圧工程において、一旦、突出部7により表面14側に貫通された部分である。そのため、この部分は、他の部分よりもせん断強度が低く、突出部7を表面14側に貫通させ易くなっている。つまり、異方導電性シート1を被接着部材に対して押圧したとき、突出部7が粘着剤層4を貫通し易く、被接着部材との接触性を確保し易い。
【0041】
ところで、面5に対して粘着剤層4を積層する方法は、上述した製造方法のように、粘着シート15の粘着剤層4Aを面5に接着し、粘着剤層4Aを粘着剤層4として形成する他、面5に粘着剤を塗付する方法を採用することもできる。しかし、粘着剤を塗付する方法による場合には、面5に積層される粘着剤層の層厚を、面5の場所に依らず、あるいは異方導電性シートの個体に依らず、均一に形成することが難しい。これに対し、剥離紙16に均一の層厚で付着している粘着剤層4Aを面5に接着することで粘着剤層4を形成する方法によれば、粘着剤を塗付する方法に比べて、容易に、所望の層厚の粘着剤層4を面5に均一に積層することができる。
【0042】
(他の実施の形態)
図9に異方導電性シート20の他の構成を示す。上述の異方導電性シート1の構成部材と同様の部材については、同一の符号を付し、その説明を省略または簡略化する。金属線3は、図9に示されるように、突出部3の端面21が、金属線3の中心軸に対して傾斜している。すなわち、端面21は、尖形状となっている。
【0043】
このように、金属線3の端面21を傾斜させることで、異方導電性シート20を挟んで、たとえば、電子部品を回路基板に固定するときに、端面21が粘着剤層4をせん断し易くなり、金属線3が表面14から露出し易くなる。そのため、異方導電性シート1と電子部品との電気的な導通を確実なものとすることができる。
【0044】
(他の実施の形態)
図10に異方導電性シート25の他の構成を示す。上述の異方導電性シート1の構成部材と同様の部材については、同一の符号を付し、その説明を省略または簡略化する。金属線26は、図10に示されるように、その中心軸(長手方向)が、面5,6に直交する方向に対して傾斜するように配置されている。
【0045】
このように、金属線26を傾斜させることで、面5,6から突出する突出部27,28が面5,6に対して傾斜する。そのため、突出部27,28に回路基板あるいは電子部品等が押圧された際に、突出部27,28が面5,6側に撓むことができる。これにより、突出部27,28に塑性変形を起き難くすることができる。
【0046】
粘着剤層4の層厚Fは、金属線26の面5から突出する突出部27の先端と面5との距離B3よりも厚く、粘着剤層4の表面14には、金属線26が露出していない。そのため、異方導電性シート25を、回路基板等の被接着部材に接着する際に、表面14全面を接着面として利用することができる。つまり、異方導電性シート25の被接着部材に対する接着力を高いものとすることができる。
【符号の説明】
【0047】
1,20,25 … 異方導電性シート
3,26 … 金属線
5 … 面(粘着剤層設施面)
4 … 粘着剤層
6 … 面
7,27 … 突出部(端部)
14 … 表面
18 … 露出部(端面)
21 … 端面
【特許請求の範囲】
【請求項1】
複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有する異方導電性シートにおいて、
前記2面のうち少なくとも一方の面に重ねて粘着剤層が設けられ、
前記粘着剤層が設けられる粘着剤層設施面からは、前記金属線の端部が突出し、
前記粘着剤層の表面の総面積のうち、前記端部の端面が前記表面に露出している露出面積は、前記粘着剤層に対して前記2面が配置される方向における加圧が無い状態で10%以下であり、
前記粘着剤層は、前記粘着剤層設施面から突出する前記端部との間に所定の強さの押圧力が作用したときに、前記押圧力が作用する部分においてせん断が発生し、前記端面が前記粘着剤層の表面に露出することができるせん断強度である、
ことを特徴とする異方導電性シート。
【請求項2】
請求項1に記載の異方導電性シートにおいて、
前記露出面積は、前記総面積の5%以下である、
ことを特徴とする異方導電性シート。
【請求項3】
請求項1または2に記載の異方導電性シートであって、
前記端面は、前記金属線の中心軸に対して傾斜している、
ことを特徴とする異方導電性シート。
【請求項4】
複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有し、前記2面のうち少なくとも一方の面から前記金属線の端部が突出する異方導電性シートと、剥離紙に粘着剤層が積層される粘着シートとを、前記異方導電性シートの前記金属線の端部が突出する面と、前記粘着シートの粘着剤層が露出する粘着面とを対向させる向きで、前記異方導電性シートと前記粘着シートとを重ね合わせる重ね合わせ工程と、
前記第1の工程により重ねられた前記粘着シートと前記異方導電性シートとを、前記異方導電性シートと前記粘着シートとが重ね合わせられる方向に押圧し、前記粘着剤層と前記金属線が突出する前記面とを接触させる押圧工程と、
を有することを特徴とする異方導電性シートの製造方法。
【請求項1】
複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有する異方導電性シートにおいて、
前記2面のうち少なくとも一方の面に重ねて粘着剤層が設けられ、
前記粘着剤層が設けられる粘着剤層設施面からは、前記金属線の端部が突出し、
前記粘着剤層の表面の総面積のうち、前記端部の端面が前記表面に露出している露出面積は、前記粘着剤層に対して前記2面が配置される方向における加圧が無い状態で10%以下であり、
前記粘着剤層は、前記粘着剤層設施面から突出する前記端部との間に所定の強さの押圧力が作用したときに、前記押圧力が作用する部分においてせん断が発生し、前記端面が前記粘着剤層の表面に露出することができるせん断強度である、
ことを特徴とする異方導電性シート。
【請求項2】
請求項1に記載の異方導電性シートにおいて、
前記露出面積は、前記総面積の5%以下である、
ことを特徴とする異方導電性シート。
【請求項3】
請求項1または2に記載の異方導電性シートであって、
前記端面は、前記金属線の中心軸に対して傾斜している、
ことを特徴とする異方導電性シート。
【請求項4】
複数の金属線によって、互いに対向する2面が配置される方向に電気的導通を有し、前記2面のうち少なくとも一方の面から前記金属線の端部が突出する異方導電性シートと、剥離紙に粘着剤層が積層される粘着シートとを、前記異方導電性シートの前記金属線の端部が突出する面と、前記粘着シートの粘着剤層が露出する粘着面とを対向させる向きで、前記異方導電性シートと前記粘着シートとを重ね合わせる重ね合わせ工程と、
前記第1の工程により重ねられた前記粘着シートと前記異方導電性シートとを、前記異方導電性シートと前記粘着シートとが重ね合わせられる方向に押圧し、前記粘着剤層と前記金属線が突出する前記面とを接触させる押圧工程と、
を有することを特徴とする異方導電性シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−204285(P2012−204285A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−70271(P2011−70271)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]