
異方導電性シート、異方導電性シートの製造方法、回路基板の電気的検査方法および回路基板の電気検査装置
【課題】取扱いの容易化が図られた異方導電性シートを提供すること。
【解決手段】弾性を有する絶縁シート2と、絶縁シート2内に含まれ、かつ、長さ方向を絶縁シート2の厚さ方向に向けて配置される導電性を有する複数の金属線3とを有し、金属線3は、強磁性を有することとする。また、異方導電性シートを、導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有し、成形型内に配置されているマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加することで製造すること。
【解決手段】弾性を有する絶縁シート2と、絶縁シート2内に含まれ、かつ、長さ方向を絶縁シート2の厚さ方向に向けて配置される導電性を有する複数の金属線3とを有し、金属線3は、強磁性を有することとする。また、異方導電性シートを、導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有し、成形型内に配置されているマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加することで製造すること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異方導電性シート、異方導電性シートの製造方法、回路基板の電気的検査方法および回路基板の電気検査装置に関するものである。
【背景技術】
【0002】
電気回路基板の電気的性能を検査するための検査治具の電気接触子(プローブ)として、あるいは、電気回路基板と電子部品等との電気的接続を行う電気コネクタとして、各種の異方導電性シートが提案されている。かかる異方導電性シートは、カーボン繊維や真鍮により形成される複数の金属線が、その長さ方向をシートの厚さ方向に向けて配置される構成となっている(特許文献1参照)。このような、異方導電性シートの取り扱いに際しては、手指あるいはピンセット等の器具で異方導電性シートを挟み込むことが行われている。また、従来の異方導電性シートにおいては、金属線間においてリーク電流が発生することがある。
【0003】
また、異方導電性シートは、従来、つぎのように製造している。先ず、ゴム原料等により形成される絶縁シート上に、長尺状の金属線を所定ピッチで平行に配列した基本シートを複数枚準備する。そして、これらの複数枚の基本シートを、金属線の線方向が同方向に向くように積層する。次いで、複数枚積層された基本シートをプレス等により基本シート同士を圧接着し、ゴムシートのブロック体を形成する。そして、このブロック体を、金属線に直交する面に沿って、スライスするように切断する。以上のようにして、異方導電性シートを形成している(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平4−17282号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、異方導電性シートを手指あるいは器具により挟むと、挟み込まれた部分の金属線が折れ曲り、この折り曲げられた金属線において電気的な導通が損なわれてしまう虞があるため、異方導電性シートの取り扱いについては十分な注意を払う必要がある。また、リーク電流の発生により、電気回路基板の電気的性能の検査結果に精度を欠く虞、あるいは、電気回路基板と電子部品等との電気的接続に短絡が発生する虞がある。また、上述の製造方法にあっては、金属線の配列を作るために、複数の金属線をシートに配列する工程や、金属線が配列されたシートを積層する工程等の複雑な工程を有するという問題がある。
【0006】
そこで、本発明は、取扱いの容易化が図られた異方導電性シートを提供すること、また、リーク電流の発生の抑制が図られた異方導電性シートを提供すること、また、係る異方導電性シートを用いた回路基板の電気的検査方法および回路基板の電気的検査装置を提供することを課題とする。さらに、本発明は、製造工程を簡略化することができる異方導電性シートの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の異方導電性シートは、弾性を有する絶縁シートと、絶縁シート内に含まれ、かつ、長さ方向が絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置される導電性を有する複数の金属線とを有し、金属線は、強磁性を有することとする。
【0008】
上記課題を解決するために、本発明の異方導電性シートは、弾性を有する絶縁シートと、絶縁シート内に含まれ、かつ、長さ方向が上記絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置されると共に、導電性および強磁性を有する複数の金属線とを有し、複数の金属線は、複数の導電部を形成するように偏在して配置されていることとする。
【0009】
上記発明に加えて、異方導電性シートは、金属線が、強磁性材から形成される芯部と、この芯部を被覆する導電性を有する被覆部とから形成されることとする。
【0010】
上記発明に加えて、異方導電性シートは、芯部が、ニッケルチタン合金から形成されることとする。
【0011】
上記発明に加えて、異方導電性シートは、金属線が、異方導電性シートの厚さ方向に配置される面から突出している突出部を有することとする。
【0012】
上記発明に加えて、異方導電性シートは、金属線の長手方向が、面に直交する方向に対して傾斜していることとする。
【0013】
上記課題を解決するために、本発明の異方導電性シートの製造方法は、導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有し、成形型内に配置されているマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加することとする。
【0014】
上記発明に加えて、異方導電性シートの製造方法は、磁場が、異方導電性シートの厚み方向に位置する平面に沿う方向に分散した複数の磁場を有することとする。
【0015】
本発明の回路基板の電気的検査方法は、複数の被検査電極を備えた回路基板に対して、少なくとも、複数の被検査電極と上述の異方導電性シートの複数の金属線の一方の端とを各々対応させて電気的に接続した状態で、回路基板の電気的検査を行うこととする。
【0016】
本発明の回路基板の電気的検査装置は、異方導電性シートと、検査装置本体とを少なくとも備え、電気的検査に際して、検査装置本体と、複数の被検査電極を備えた回路基板との間に異方導電性シートを配置すると共に、検査装置本体と異方導電性シートとの間、および、異方導電性シートと回路基板との間を電気的に接続した状態で、回路基板の電気的検査を行うこととする。
【発明の効果】
【0017】
本発明によれば、取扱いの容易化が図られた異方導電性シート、また、この異方導電性シートを用いた回路基板の電気的検査方法、回路基板の電気的検査装置を提供することができる。また、本発明によれば、製造工程を簡略化することができる異方導電性シートの製造方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】実施の形態に係る異方導電性シートの概略の構成を示す断面図である。
【図2】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図3】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図4】実施の形態に係る異方導電性シートの概略の構成を示す断面図である。
【図5】図4におけるA−Aにおける断面の概略の構成を示す断面図である。
【図6】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図7】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図8】金属線の構成を示す断面図である。
【図9】金属線の構成を示す断面図である。
【図10】製造装置の概略構成を示す図である。
【図11】異方導電性シートの製造工程を示す図である。
【図12】製造装置の概略構成を示す図である。
【図13】異方導電性シートの製造工程を示す図である。
【図14】異方導電性シートを用いた回路基板の電気的検査装置の概略の構成を示す図である。
【発明を実施するための形態】
【0019】
(異方導電性シートに係る発明の第1の実施の形態)
本発明の第1の実施の形態に係る異方導電性シートは、弾性を有する絶縁シートと、この絶縁シート内に含まれ、かつ、長さ方向が絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置される導電性を有する複数の金属線とを有し、さらに、金属線は、強磁性を有している。
【0020】
第1の実施の形態に係る異方導電性シートにおいては、金属線が強磁性を有している。そのため、異方導電性シートを磁石の磁力により、磁石に着磁させることができる。したがって、異方導電性シートの取り扱いに際して、異方導電性シートを磁石に着磁させることができ、異方導電性シートの取り扱いの容易化を図ることができる。
【0021】
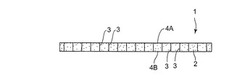
図1は、第1の実施の形態に係る異方導電性シート1の構成を示す図であり、異方導電性シート1の厚さ方向に沿う面における断面の概略の構成を示している。異方導電性シート1は、絶縁シート2と、強磁性および導電性を有する複数の金属線3とを有している。そして、金属線3は、その長手方向を絶縁シート2の厚さ方向に向け、絶縁シート2の厚さ方向に配置される面面4A,4Bに対して交差するように配置されている。
【0022】
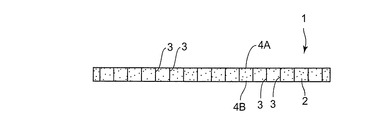
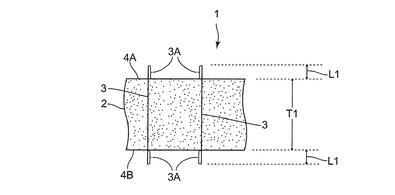
異方導電性シート1は、図2に示されるように、金属線3が、異方導電性シート1の厚み方向に位置する面4A,4Bよりも突出する突出部3Aを有することが好ましい。このように、面4A,4Bから突出部3Aが突出することで、金属線3を電気回路基板等の電極部等に接触させ易くなる。
【0023】
突出部3Aの長さL1は、たとえば、金属線3の直径が30μmであり、絶縁シート2の厚さT1が1mmであるとき、10μmから50μmとすることが好ましい。突出部3Aの長さL1を10μm未満とすると、電気回路基板等の電極部等への接触を十分に図れない虞がある。また、突出部3Aの長さL1が50μmを超える場合は、突出部3Aの剛性が低くなり電極部等への接触が十分に図れない虞がある。したがって、突出部3Aの長さL1を、10μmから50μmとすることで、金属線3と電極部等との接触不良を好適に防止できる。突出部3Aの長さL1を20μmから40μmとすることで、突出部3Aの剛性を確保することができ、電極部等への接触をより好適に行うことができる。
【0024】
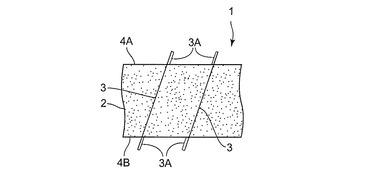
金属線3は、図3に示されるように、金属線3を、その長手方向が、面4A,4Bに直交する方向に対して傾斜するように配置してもよい。このように、金属線3を傾斜させることで、面4A,4Bから突出する突出部3Aが面4A,4Bに対して傾斜する。そのため、突出部3Aに電極部等が押圧された際に、突出部3Aが面4A,4B側に撓むことができる。そのため、突出部3Aに塑性変形を起き難くすることができる。
【0025】
金属線3を、面4A,4Bに直交する方向に対して傾斜させる角度は、10度から45度の範囲とすることが好ましい。10度よりも角度が小さいと、突出部3Aに電極部等が押圧され押し曲げられたときの曲がりの曲率が大きくなり塑性変形を起こし易い。該角度が45度を超える場合には、突出部3Aの面4A、4Bからの立ち上り量を確保できなくなるため、電極部等との電気的接続が確保し難くなる。また、該角度が45度を超える場合には、面4Aと面4Bとの間で、金属線3の両端間におけるオフセット量が大きくなり、たとえば、面4A側の電極部と面4B側の電極とに対する金属線3の位置合わせが困難になる場合がある。
【0026】
(異方導電性シートに係る発明の第2の実施の形態)
本発明の第2の実施の形態に係る異方導電性シートは、複数の金属線が、複数の導電部を形成するように、導電部に偏在して配置されている点を除けば、上述の第1の実施の形態に係る異方導電性シートと同様の構成を有する。
【0027】
第2の実施の形態に係る異方導電性シートにおいては、複数の金属線が、複数の導電部を形成するように、導電部に偏在して配置されている。つまり、導電部以外の部分の金属線の分布密度が低いため、異方導電性シートの導電部以外の部分における絶縁性を高くすることができる。このため、導電部間におけるリーク電流の発生を抑えることができる。
【0028】
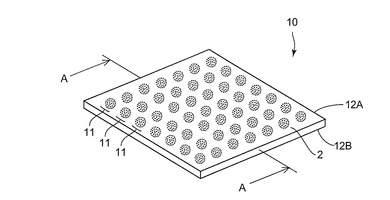
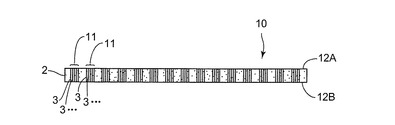
図4および図5は、第2の実施の形態に係る異方導電性シート10の構成を示す図である。図4は、異方導電性シート10の外観を示す斜視図であり、図5は、図4に示す切断線A−Aにおける断面、すなわち、異方導電性シート10の厚さ方向に沿う面における断面の概略の構成を示している。
【0029】
異方導電性シート10は、絶縁シート2と、導電部11とを有している。導電部11は、たとえば、回路基板の検査対象となる電極部の配置に合わせて配置され、図5に示すように、複数の金属線3により構成されている。また、絶縁シート2に含まれる金属線3は、導電部11に偏在している。すなわち、金属線3の絶縁シート2全体に対する分布の密度である平均密度に比べて、導電部11に配置される金属線3の分布密度は高く、また、導電部11以外の部分に配置される金属線3の分布密度は低くなっている。
【0030】
したがって、異方導電性シート10のように、導電部11に配置される金属線3の分布密度を高くすることで、金属線3が、絶縁シート2全体に均一の分布で配置される場合に比べて、導電部11の電気抵抗を低くすることができる。また、導電部11とここに接触する電極部あるいはピン端子等との電気的な接触をより確実なものとすることができる。また、導電部11以外の部分に配置される金属線3の分布密度を低くすることで、導電部11と導電部11との間におけるリーク電流の発生を抑えることができる。導電部11以外の部分については、金属線3が配置されていない状態が好ましい。
【0031】
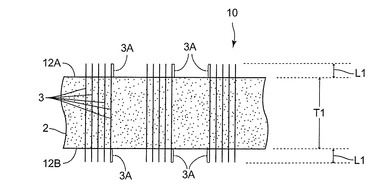
異方導電性シート10は、図6に示されるように、金属線3が、異方導電性シート10の厚み方向に位置する面12A,12Bよりも突出する突出部3Aを有することが好ましい。このように、面12A,12Bから突出部3Aが突出することで、金属線3を電気回路基板等の電極部等に接触させ易くなる。
【0032】
突出部3Aの長さL1は、たとえば、金属線3の直径が30μmであり、絶縁シート2の厚さT1が1mmであるとき、10μmから50μmとすることが好ましい。突出部3Aの長さL1を10μm未満とすると、電気回路基板等の電極部等への接触を十分に図れない虞がある。また、突出部3Aの長さL1が50μmを超える場合は、突出部3Aの剛性が低くなり電極部等への接触が十分に図れない虞がある。したがって、突出部3Aの長さL1を、10μmから50μmとすることで、金属線3と電極部等との接触不良を好適に防止できる。突出部3Aの長さL1を20μmから40μmとすることで、突出部3Aの剛性を確保することができ、電極部等への接触をより好適に行うことができる。
【0033】
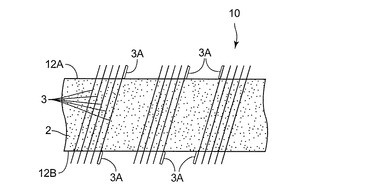
金属線3は、図7に示されるように、金属線3を、その長手方向が、面12A,12Bに直交する方向に対して傾斜するように配置してもよい。このように、金属線3を傾斜させることで、面12A,12Bから突出する突出部3Aが面12A,12Bに対して傾斜する。そのため、突出部3Aに電極部等が押圧された際に、突出部3Aが面12A,12B側に撓むことができる。そのため、突出部3Aに塑性変形を起き難くすることができる。
【0034】
金属線3を、面12,12Bに直交する方向に対して傾斜させる角度は、10度から45度の範囲とすることが好ましい。10度よりも角度が小さいと、突出部3Aに電極部等が押圧され押し曲げられたときの曲がりの曲率が大きくなり塑性変形を起こし易い。該角度が45度を超える場合には、突出部3Aの面12A、12Bからの立ち上り量を確保できなくなるため、電極部等との電気的接続が確保し難くなる。また、該角度が45度を超える場合には、面12Aと面12Bとの間で、金属線3の両端間におけるオフセット量が大きくなり、たとえば、面12A側の電極部と面12B側の電極とに対する金属線3の位置合わせが困難になる場合がある。
【0035】
(絶縁シート2の構成)
弾性を有する絶縁シート2を構成するマトリクスとしては、公知のゴム材料が利用でき、たとえば、シリコーンゴム、ポリブタジエンゴム、天然ゴム、ポリイソプレンゴム、スチレン−ブタジエン共重合体ゴム、アクリロニトリル−ブタジエン共重合体ゴム、エチレン−プロピレン共重合体ゴム、ウレタンゴム、ポリエステル系ゴム、クロロプレンゴム、エピクロルヒドリンゴムなどを挙げることができる。なお、これらの中でも絶縁シート2の材料としてはシリコーンゴムが好ましい。
【0036】
(金属線3の構成)
金属線3を形成する材料としては、導電性および強磁性を有する材料である、たとえば、鉄(9.0Ω)、タングステン(5.0Ω)、ニッケル(6Ω)、コバルト、ステンレス420シリーズ、ステンレス440シリーズ、炭素鋼あるいはこれらを含む混合物や化合物等を用いることができる。なお、強磁性とは、外部磁界を加えなくても磁化をもつ、すなわち、自発磁化をもつことを言う。
【0037】
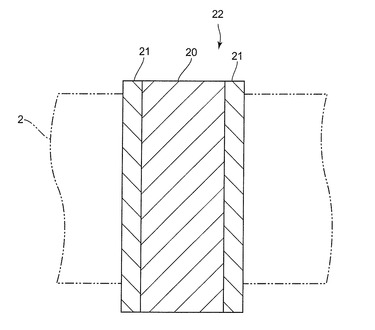
金属線は、図8に示すように、芯部20とこの芯部20を被覆する被覆部21とを有する金属線22として構成してもよい。このように構成した場合には、芯部20を強磁性の材料から形成し、そして、被覆部21を比抵抗の低い導電材料から形成することで、金属線22を強磁性に、かつ、低電気抵抗に構成することができる。
【0038】
たとえば、芯部20を、鉄、タングステン、ニッケル、コバルト、ステンレス420シリーズ、ステンレス440シリーズ、炭素鋼あるいはこれらを含む混合物や化合物等にて形成し、被覆部21を芯部20よりも低い比抵抗である銅、銀、金等の材料にて形成することができる。このように金属線22を構成することで、金属線22を強磁性としながら低電気抵抗に構成することができる。
【0039】
また、金属線22は、芯部20をニッケルチタン合金にて形成し、ニッケルチタン合金にて形成された芯部20を、銅にて形成される被覆部21にて被覆する構成としてもよい。ニッケルチタン合金は、鉄、タングステン、ニッケル、あるいはコバルト等に比べて復元性が高い。したがって、芯部20にニッケルチタン合金を使用することで、突出部3Aが繰り返し折り曲げられたり、あるいは長期間に亘って折り曲げられた状態が継続させられた場合でも、突出部3Aに塑性変形を起き難くすることができる。つまり、異方導電性シート1あるいは異方導電性シート10(以下、異方導電性シート1および異方導電性シート10を総称して異方導電性シート1等と記載する。)が回路基板の検査治具のプローブとして用いられ、繰り返し検査が行われた場合であっても、突出部3Aにおいて塑性変形が起き難い。また、異方導電性シート1等が、電気コネクタとして用いられ、長期間折れ曲り状態が継続した場合であっても、突出部3Aにおいて塑性変形が起き難い。
【0040】
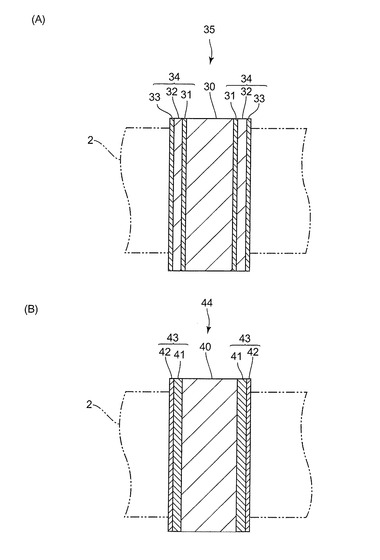
図9の上段(A)に示すように、金属線を、芯部30と、芯部30側から順に、ニッケルから形成されるニッケル層31、銅から形成される銅層32、そして金から形成される金層33の3層から形成される被覆部34とを有する金属線35として形成してもよい。芯部30と銅層32との間にニッケル層31を形成することで、芯部30に対する銅層32の密着性を高くすることができる。また、銅層32を金層33により被覆することで、銅層32について腐食防止等の耐候性を向上させることができる。被覆部34の銅層32は、ニッケル層31および金層33に比べて比抵抗が低い。したがって、銅層32の層厚を他の層の層厚に比べて厚くすることで、被覆部34の電気抵抗を効果的に低下させることができる。
【0041】
また、図9の下段(B)に示すように、金属線を、芯部40と、芯部40側から順に、ニッケルから形成されるニッケル層41、金から形成される金層42の2層から形成される被覆部43とを有する金属線44として形成してもよい。被覆部43においては、ニッケル層41の層厚を、金層42に比べて厚くすることで、被覆部43の電気抵抗を低下させることができる。金は、ニッケルに比べて高価である。そのため、金層42の層厚を厚くして被覆部43の電気抵抗を低下させることに比べて、ニッケル層41の層厚を厚くすることで、被覆部43の電気抵抗を安価に低下させることができる。
【0042】
なお、上述の金属線35,43における芯部30,40をニッケルチタン合金とすることで、突起部3Aに塑性変形が起き難くなる。また、芯部として利用できるニッケルチタン合金製の線材としては、公知のニッケルチタン合金製の線材が利用でき、線材の入手容易性の観点からは、市販の線材を用いることが好ましく、これらの中でも折り曲げに対する復元力により優れる観点でバネ材用途に用いられる市販の線材がより好ましい。このようなバネ材用途に用いられる市販の線材としては、たとえば、大同特殊鋼株式会社製のキオカロイ(KIOKALLOY)等を挙げることができる。
【0043】
(異方導電性シートの製造方法の発明に係る第1の実施の形態)
本発明の第1の実施の形態に係る異方導電性シートの製造方法は、成形型内に配置され、導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有するマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加するものである。
【0044】
かかる製造方法によれば、磁場を印加することで、金属線の長手方向が異方導電性シートの厚み方向に向けられた異方導電性シートを作成することができる。つまり、従来の異方導電性シートの製造方法においては、金属線の配列を作るために、複数の金属線を絶縁シートに配列する工程や、金属線が配列された絶縁シートを積層する工程等、複雑な工程を有している。しかしながら、上述の本実施の形態に係る製造方法によれば、複数の金属線が分散されている絶縁特性を有するマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加することで、金属線を、その長さ方向を異方導電性シートの厚さ方向に向けて配置することができ、異方導電性シートの製造工程を簡略化することができる。
【0045】
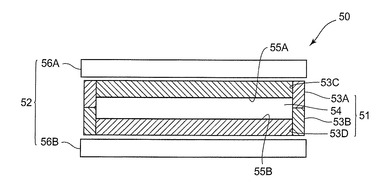
図10および図11を参照しながら、異方導電性シート1の製造方法について説明する。図10には、異方導電性シート1を製造するための製造装置50の概略の構成が示されている。なお、後述する金型51部分については、断面の概略構成が示されている。
【0046】
製造装置50は、成形型としての金型51と磁場印加装置52とを有している。金型51は、上型53Aと下型53Bとを備え、上型53Aと下型53Bとの間にキャビティ54が形成される。上型53Aの上部には強磁性体部55Aが備えられている。また、下型53Bの下部には強磁性体部55Bが備えられている。強磁性体部55Aと強磁性体部55Bとは、キャビティ54を挟んで、互いに対向するように配置されている。
【0047】
金型51は、強磁性体部55A,55Bを除いて、アルミニウム、ステンレス(303,304等)、プラスチック、PEI(ポリエーテルイミド)等のエンジニアリングプラスチック等の非磁性の部材から形成されている。上型53Aには、後述の磁場印加部56Aの側からキャビティ54内に貫通する孔部53Cが形成され、この孔部53C内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部55Aとして形成されている。また、下型53Bにも、後述の磁場印加部56Bの側からキャビティ54内に貫通する孔部53Dが形成され、この孔部53D内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部55Bとして形成されている。
【0048】
磁場印加装置52は、たとえば、不図示のコイルに対して通電することにより磁場を形成する電磁石にて構成することができる。磁場印加装置52は、強磁性体部55Aに対して磁場を印加する磁場印加部56Aと、強磁性体部55Bに対して磁場を印加する磁場印加部56Bとを有している。たとえば、磁場印加部56Aは、強磁性体部55AをN極に磁化し、磁場印加部56Bは、強磁性体部55BをS極に磁化する。なお、強磁性体部55Aと強磁性体部55Bとは、互いに異極に磁化されればよく、強磁性体部55AがS極に、磁場印加部56BがN極に磁化されてもよい。
【0049】
異方導電性シート1の製造に当たっては、先ず、1番目の工程として、絶縁シート2のマトリクスである溶融状態のシリコーンゴムに、複数の金属線3等(金属線3、22,35,44を総称して金属線3等と記載することとする。)を混合し分散させ、混合材57(図11(A)参照)を調整する。金属線3等をマトリクスに分散させる手法は、特に限定されないが、たとえば、ブレードを回転させるいわゆるプラネタリーミキサーあるいは超音波分散装置等を使用することできる。マトリクス中に金属線3等をできるだけ均等に分散させる点で、超音波分散装置を用いることが好ましい。なお、マトリクスとしては、シリコーンゴムの他、上述したように、ポリブタジエンゴム、天然ゴム等を用いることができる。
【0050】
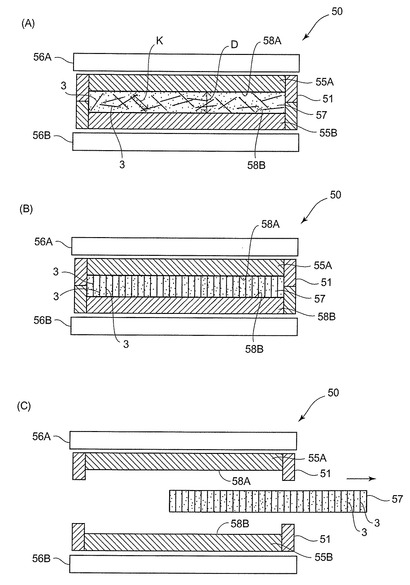
そして、2番目の工程として、この混合材57を、図11の上段(A)に示すように、金型51のキャビティ54内に注入する。次いで、3番目の工程として、混合材57が軟化している状態で、磁場印加装置52を動作させ、磁場印加部56A,56Bにより、強磁性体部55A,55Bに対して磁場を印加し、強磁性体部55AをN極に、強磁性体部55BをS極にそれぞれ磁化させる。
【0051】
金型51は、強磁性体部55A,55Bを除いて、非磁性の部材から形成されている。したがって、磁場印加部56A,56Bにより磁場が発生した場合であっても金型51の強磁性体部55A,55Bを除く部分について非磁性の状態である。一方、強磁性体部55Aと強磁性体部55Bとが異極に磁化されることで、強磁性体部55Aと強磁性体部55Bとの間においては、強磁性体部55A(N極)から強磁性体部55B(S極)に向かう磁場が形成される。強磁性体部55Aと強磁性体部55Bとが異極に磁化することで、図11の中段(B)に示すように、キャビティ54の混合材57に分散されている金属線3等は、その長さ方向を、強磁性体部55Aと強磁性体部55Bとが対向する方向に向けられて配列される。
【0052】
1番目の工程においてシリコーンゴムに混合される金属線3等の長さK(図11(A)参照)は、上型53Aと下型53Bとのキャビティ54内における間隔D以上とすることが好ましい。金属線3等の長さKを、間隔D以上とすることで、各金属線3等は、それぞれ1本で、キャビティ54を挟んで対向する成形面58Aと成形面58Bに亘って配列され易くなる。金属線3等が1本で、成形面58Aと成形面58Bとに亘るように配置されることで、製造された異方導電性シート1において、金属線3等は、金属線3等毎に異方導電性シート1の面4Aと面4Bとに亘って配置されることになる。そのため、異方導電性シート1の厚さ方向における導電性を向上させることができる。
【0053】
金属線3等の長さKを、間隔Dよりも長くすることで、各金属線3等を、上型53Aと下型53Bとが対向する方向、すなわち、異方導電性シート1の面4A,4Bに直交する方向に対して傾斜するように配置することができる。間隔Dに対して金属線3等の長さKを1%から40%程度長くすることで、金属線3を、面4A,4Bに直交する方向に対して、10度から45度の範囲で傾斜させることができる。
【0054】
上述の3番目の工程により、強磁性体部55Aと強磁性体部55Bとが互いに異極に磁化され、金属線3等が、その長さ方向を、強磁性体部55Aと強磁性体部55Bとが対向する方向に向けられて配列されている状態にて、4番目の工程として、キャビティ54の混合材57を冷却硬化する。
【0055】
そして、混合材57の硬化が完了した後、5番目の工程として、磁場印加装置52により磁場印加部56Aと磁場印加部56Bとの間に交流磁場を発生させ、強磁性体部55A,55Bおよび金属線3等を消磁する。その後、図11の下段(C)に示すように型開きし、金属線3等が配置された状態で硬化された混合材57を異方導電性シート1として取り出す。
【0056】
金型51から取り出された異方導電性シート1に対して、金属線3等の長手方向に配置される面にレーザー光を照射し、該面を溶融させることで面4A,4Bから金属線3等を突出部3Aに相当する分だけ突出させるようにしてもよい。
【0057】
上述の製造方法によれば、複数の金属線3等が分散されている混合材57に対して、異方導電性シート1の厚み方向に向けて磁場を印加することで、金属線3等を、その長さ方向を異方導電性シート1の厚さ方向に向けて配置することができる。つまり、従来の異方導電性シートの製造方法のように、複数の金属線をシートに配列する工程や、金属線が配列されたシートを積層する工程等が不要となり、異方導電性シート1の製造工程を簡略化することができる。
【0058】
(異方導電性シートの製造方法の発明に係る第2の実施の形態)
本発明の第2の実施の形態に係る異方導電性シートの製造方法は、磁場が、異方導電性シートの平面に沿う方向に分散している点を除いて、上述の第1の実施の形態に係る異方導電性シートの製法方法と同様である。
【0059】
かかる製造方法によれば、複数の金属線が、複数の導電部を形成するように偏在して配置されている異方導電性シートを製造することができる。
【0060】
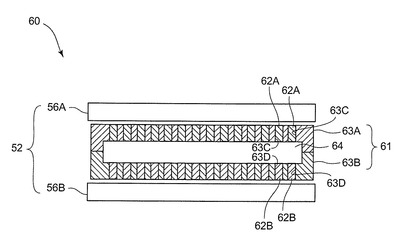
図12および図13を参照しながら、異方導電性シート10の製造方法について説明する。図12には、異方導電性シート10を製造するための製造装置60の概略の構成が示されている。なお、後述する金型61部分については、断面の概略構成が示されている。
【0061】
製造装置60は、成形型としての金型61と磁場印加装置52とを有している。磁場印加装置52は、製造装置50と同様の構成である。金型61は、強磁性体部62A,62Bの構成において、製造装置50の金型51の強磁性体部55A,55Bの構成と異なる点を除いて、金型51と同様な構成となっている。製造装置60において、製造装置50と同様の構成部分については、同一の符号を付し、その説明を省略または簡略する。
【0062】
強磁性体部62Aおよび強磁性体部62Bは、それぞれ複数備えられている。金型61は、強磁性体部62A,62Bを除いて、金型51と同様にアルミニウム、ステンレス(303,304等)、プラスチック、PEI(ポリエーテルイミド)等のエンジニアリングプラスチック等の非磁性の部材から形成されている。上型63Aには、磁場印加装置52の側からキャビティ54内に貫通する複数の孔部63Cが形成され、この孔部63C内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部62Aとして形成されている。また、下型63Bにも、磁場印加装置52の側からキャビティ64内に貫通する複数の孔部63Dが形成され、この孔部63D内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部62Bとして形成されている。
【0063】
強磁性体部62Aおよび強磁性体部62Bは、異方導電性シート10の導電部11に対応して配置されている。すなわち、強磁性体部62Aは、上型63Aと下型63Bとが配置される方向に直交する面に沿って、間隔を空けて配置されている。また、各強磁性体部62Bも、上型63Aと下型63Bとが配置される方向に直交する面に沿って、間隔を空けて配置されている。つまり、強磁性体部62A,62Bは、図12において図示される左右方向に配列されるものの他、図12の紙面に対して表裏方向においても配置されている。そして、強磁性体部62Aと強磁性体部62Bとは、上型63Aと下型63Bとが配置される方向において、互いに一対一で対向するように配置されている。上述のように強磁性体部62Aと強磁性体部62Bとを配置することで、強磁性体部62A,62Bに磁場が印加されたときに、磁場を異方導電性シート10の平面に沿う方向に分散して発生させることができる。
【0064】
上述のように構成される製造装置60により、異方導電性シート10を製造する工程を説明する。
【0065】
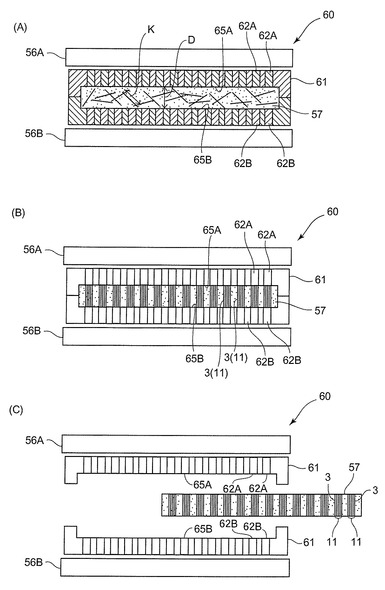
異方導電性シート10の製造に当たっては、先ず、1番目の工程として、絶縁シート2のマトリクスである溶融状態のシリコーンゴムに、複数の金属線3等を、混合し分散させ、混合材57(図13(A)参照)を調整する。金属線3等をマトリクスに混合する手法は、上述の第1の実施の形態に係る異方導電性シートの製法方法と同様に、たとえば、超音波分散装置等を用いることができる。なお、マトリクスとしては、シリコーンゴムの他、上述したように、ポリブタジエンゴム、天然ゴム等を用いることができる。そして、2番目の工程として、この混合材57を、図13の上段(A)に示すように、金型61のキャビティ64内に注入する。次いで、3番目の工程として、混合材57が軟化している状態で、磁場印加装置52を動作させ、磁場印加部56A,56Bにより、強磁性体部62A,62Bに対して磁場を印加し、強磁性体部62AをN極に、強磁性体部62BをS極にそれぞれ磁化させる。
【0066】
金型61は、強磁性体部62A,62Bを除いて、非磁性の部材から形成されている。したがって、磁場印加部54A,54Bにより磁場が発生した場合であっても金型61の強磁性体部62A,62Bを除く部分について非磁性の状態である。一方、強磁性体部62Aと強磁性体部62Bとが異極に磁化されことで、強磁性体部62Aと強磁性体部62Bとの間においては、強磁性体部62A(N極)から強磁性体部62B(S極)に向かう磁場が形成される。キャビティ64内においては、強磁性体部62Aと強磁性体部62Bとが対向する部分において磁力線の密度が高くなり、強磁性体部62Aと強磁性体部62Bとが対向していない部分においては、磁力線が存在しないか、ほとんど存在しない状態となる。
【0067】
したがって、強磁性体部62Aと強磁性体部62Bとが異極に磁化することで、図13の中段(B)に示すように、キャビティ64の混合材57に分散されている金属線3等は、強磁性体部62Aと強磁性体部62Bとが対向する部分に偏在するように集まる。そして、金属線3等は、長さ方向を、強磁性体部62Aと強磁性体部62Bとが対向する方向に向けられて配列される。
【0068】
1番目の工程においてシリコーンゴムに混合される金属線3等の長さK(図13(A)参照)は、上型63Aと下型63Bとのキャビティ64内における間隔D以上とすることが好ましい。金属線3等の長さKを、間隔D以上とすることで、各金属線3等は、それぞれ1本で、キャビティ64を挟んで対向する成形面65Aと成形面65Bに亘って配列され易くなる。金属線3等が1本で、成形面65Aと成形面65Bとに亘るように配置されることで、製造された異方導電性シート10において、金属線3等は、金属線3等毎に異方導電性シート10の面12Aと面12Bとに亘って配置されることになる。そのため、異方導電性シート10の厚さ方向における導電性を向上させることができる。
【0069】
金属線3等の長さKを、間隔Dよりも長くすることで、各金属線3等を、上型63Aと下型63Bとが対向する方向、すなわち、異方導電性シート10の面12A,12Bに直交する方向に対して傾斜するように配置することができる。間隔Dに対して金属線3等の長さKを1%から40%程度長くすることで、金属線3を、面12A,12Bに直交する方向に対して、10度から45度の範囲で傾斜させることができる。
【0070】
上述の3番目の工程により、金属線3等が、強磁性体部62Aと強磁性体部62Bとが互いに対向する位置に偏在し、金属線3等が、長さ方向を、強磁性体部62Aと強磁性体部62Bとが対向する方向に向けられて配列されている状態にて、4番目の工程として、キャビティ64の混合材57を冷却硬化する。
【0071】
そして、混合材57の硬化が完了した後、5番目の工程として、磁場印加装置52により磁場印加部56Aと磁場印加部56Bとの間に交流磁場を発生させ、強磁性体部62A,62Bおよび金属線3等を消磁する。その後、図13の下段(C)に示すように型開きし、金属線3等が配置された状態で硬化された混合材57を、異方導電性シート10として取り出す。
【0072】
金型61から取り出された異方導電性シート10に対して、金属線3等の長手方向に配置される面にレーザー光を照射し、該面を溶融させることで面12A,12Bから金属線3等を突出部3Aに相当する分だけ突出させるようにしてもよい。
【0073】
上述の製造方法によれば、複数の金属線3等が集まった部分が導電部11として形成される異方導電性シート10を製造することができる。
【0074】
上述の製造方法においては、強磁性体部62Aと強磁性体部62Bとを、たとえば、検査対象となる回路基板の電極部に対応させた配置とすれば、回路基板の電極パターンの配列に合わせて配列される導電部11を備える異方導電性シート10を製造することができる。
【0075】
複数の金属線が配列された絶縁シートを複数枚積層したブロック体を、金属線に直交する方向の面に沿ってスライスして切り出すという、従来の製造方法によっても、異方導電性シート10を製造することができる。しかしながら、かかる従来の製造方法による場合は、積層されるシートに配列される金属線3等を、異方導電性シート10の導電部11の配置に合わせて配列するという熟練を要する作業工程を必要とする。しかしながら、上述の製造方法によれば、強磁性体部62Aおよび強磁性体部62Bを、異方導電性シート10の導電部11の配置に合わせて配置することで、導電部11を形成することができる。
【0076】
上述した第1、第2の実施の形態に係る製造方法において、マトリクスに混合される金属線3等については、芯部がニッケルチタンにより形成されていることが好ましい。上述したように、マトリクスに混合した金属線3等の分散は、プラネタリーミキサーや超音波分散装置等のいわゆる混合装置により行われる。そのため、金属線3等をマトリクスに分散させる処理を行う際に金属線3等に力が作用し、金属線3等が湾曲あるいは屈曲してしまうことがある。金属線3等が湾曲あるいは屈曲した際に塑性変形してしまうと、塑性変形した金属線3等については、混合材57に磁場を作用させた際に、上型53Aの成形面58Aと下型53Bの成形面58Bとに亘って配置されなくなる場合がある。
【0077】
金属線3等が、上型53Aの成形面58Aと下型53Bの成形面58Bとに亘って配置されない場合には、製造された異方導電性シート1等において、面4A(面12A)と面4B(面12B)に亘って金属線3等が配置されず、異方導電性シート1等の導電性が低下する虞がある。そこで、芯部にニッケルチタンを用い、金属線3等の復元力を高いものとすることで、金属線3等をマトリクスに分散させる処理を行う際に、金属線3等が塑性変形してしまうことを防止できる。
【0078】
(回路基板の電気的検査方法および電気的検査装置)
異方導電性シート1等を用いた回路基板の電気的検査は、複数の被検査電極を備えた回路基板に対して、少なくとも、複数の被検査電極と異方導電性シート10の複数の導電部40とを各々対応させて電気的に接続した状態で、実施される。ここで、回路基板の電気的検査装置は、第一〜第四の本実施形態の異方導電性シート10と、検査装置本体とを少なくとも備え、電気的検査に際して、検査装置本体と、複数の被検査電極を備えた回路基板との間に異方導電性シート10を配置すると共に、検査装置本体と異方導電性シート10との間、および、異方導電性シート10と回路基板との間を電気的に接続した状態で、回路基板の電気的検査を行う
【0079】
図14は、本実施形態の異方導電性シート1あるいは異方導電性シート10を用いた回路基板の電気的検査方法の一例を示す模式図である。ここで、図14中、異方導電性シート1等については、構造を簡略化して記載してある。図7に示すように、測定対象となるICパッケージ等の回路基板100の電気的検査に際しては、不図示のテスターに電気的に接続されたテストヘッド110と、このテストヘッド110上に配置されると共に、テストヘッド110と電気的にも接続されたパフォーマンスボード(測定基板)120と、パフォーマンスボード120上に配置されると共に、パフォーマンスボード120と電気的にも接続されたアダプターソケット130とを用いる。そして、測定に際しては、異方導電性シート1等が、アダプターソケット130上に配置される。なお、図7に示す例では、不図示のテスターと、テストヘッド110と、パフォーマンスボード120と、アダプターソケット130とが、検査装置本体を構成する。
【0080】
なお、アダプターソケット130の上面側には、異方導電性シート1等の複数の金属線3等に対応する位置に複数の上面側電極(図中、不図示)が設けられている。そして、これらの上面側電極と1対を成すように電気的に接続され、かつ、上面側電極とは平面方向における配置ピッチが異なる下面側電極(図中、不図示)が、アダプターソケット130の下面側にも配置されている。また、パフォーマンスボード120の上面側には、アダプターソケット130の下面側電極に対応する位置に複数の電極(図中、不図示)が設けられている。
【0081】
ここで、異方導電性シート1等は、各々の金属線3等(図7中では、黒色の縦線で示される部分)とアダプターソケット130の上面側電極とが電気的に接続されるように、アダプターソケット130上に設置される。そして、この異方導電性シート1等の外周部の上面に、ガイドソケット140を配置する。このガイドソケット140は、中空部142を有している。そして、測定に際しては、ガイドソケット140の中空部内に、回路基板100を嵌め込むようにして、異方導電性シート1等の上面に回路基板100を配置する。この際、異方導電性シート1等の上面側に露出する個々の金属線3等に対応するように、回路基板100の下面側の個々の電極(図中、不図示)が接触する。そして、この状態で、回路基板100を上方から押圧部材(図中、不図示)により押圧する。この際、回路基板100とアダプターソケット130の上面側電極とが金属線3を介して電気的に接続され、回路基板100の電気的検査が行える。
【符号の説明】
【0082】
1,10 … 異方導電性シート。
2 … 絶縁シート
3,22,35,44 … 金属線
3A … 突出部
4A,4B,12A,12B … 面
11 … 導電部
20,30,40 … 芯部
21,34,43 … 被覆部
51,61 … 金型(成形型)
100 … 回路基板
110 … テストヘッド
120 … パフォーマンスボード
130 … アダプターソケット
140 … ガイドソケット
142 … 中空部
【技術分野】
【0001】
本発明は、異方導電性シート、異方導電性シートの製造方法、回路基板の電気的検査方法および回路基板の電気検査装置に関するものである。
【背景技術】
【0002】
電気回路基板の電気的性能を検査するための検査治具の電気接触子(プローブ)として、あるいは、電気回路基板と電子部品等との電気的接続を行う電気コネクタとして、各種の異方導電性シートが提案されている。かかる異方導電性シートは、カーボン繊維や真鍮により形成される複数の金属線が、その長さ方向をシートの厚さ方向に向けて配置される構成となっている(特許文献1参照)。このような、異方導電性シートの取り扱いに際しては、手指あるいはピンセット等の器具で異方導電性シートを挟み込むことが行われている。また、従来の異方導電性シートにおいては、金属線間においてリーク電流が発生することがある。
【0003】
また、異方導電性シートは、従来、つぎのように製造している。先ず、ゴム原料等により形成される絶縁シート上に、長尺状の金属線を所定ピッチで平行に配列した基本シートを複数枚準備する。そして、これらの複数枚の基本シートを、金属線の線方向が同方向に向くように積層する。次いで、複数枚積層された基本シートをプレス等により基本シート同士を圧接着し、ゴムシートのブロック体を形成する。そして、このブロック体を、金属線に直交する面に沿って、スライスするように切断する。以上のようにして、異方導電性シートを形成している(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平4−17282号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、異方導電性シートを手指あるいは器具により挟むと、挟み込まれた部分の金属線が折れ曲り、この折り曲げられた金属線において電気的な導通が損なわれてしまう虞があるため、異方導電性シートの取り扱いについては十分な注意を払う必要がある。また、リーク電流の発生により、電気回路基板の電気的性能の検査結果に精度を欠く虞、あるいは、電気回路基板と電子部品等との電気的接続に短絡が発生する虞がある。また、上述の製造方法にあっては、金属線の配列を作るために、複数の金属線をシートに配列する工程や、金属線が配列されたシートを積層する工程等の複雑な工程を有するという問題がある。
【0006】
そこで、本発明は、取扱いの容易化が図られた異方導電性シートを提供すること、また、リーク電流の発生の抑制が図られた異方導電性シートを提供すること、また、係る異方導電性シートを用いた回路基板の電気的検査方法および回路基板の電気的検査装置を提供することを課題とする。さらに、本発明は、製造工程を簡略化することができる異方導電性シートの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の異方導電性シートは、弾性を有する絶縁シートと、絶縁シート内に含まれ、かつ、長さ方向が絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置される導電性を有する複数の金属線とを有し、金属線は、強磁性を有することとする。
【0008】
上記課題を解決するために、本発明の異方導電性シートは、弾性を有する絶縁シートと、絶縁シート内に含まれ、かつ、長さ方向が上記絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置されると共に、導電性および強磁性を有する複数の金属線とを有し、複数の金属線は、複数の導電部を形成するように偏在して配置されていることとする。
【0009】
上記発明に加えて、異方導電性シートは、金属線が、強磁性材から形成される芯部と、この芯部を被覆する導電性を有する被覆部とから形成されることとする。
【0010】
上記発明に加えて、異方導電性シートは、芯部が、ニッケルチタン合金から形成されることとする。
【0011】
上記発明に加えて、異方導電性シートは、金属線が、異方導電性シートの厚さ方向に配置される面から突出している突出部を有することとする。
【0012】
上記発明に加えて、異方導電性シートは、金属線の長手方向が、面に直交する方向に対して傾斜していることとする。
【0013】
上記課題を解決するために、本発明の異方導電性シートの製造方法は、導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有し、成形型内に配置されているマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加することとする。
【0014】
上記発明に加えて、異方導電性シートの製造方法は、磁場が、異方導電性シートの厚み方向に位置する平面に沿う方向に分散した複数の磁場を有することとする。
【0015】
本発明の回路基板の電気的検査方法は、複数の被検査電極を備えた回路基板に対して、少なくとも、複数の被検査電極と上述の異方導電性シートの複数の金属線の一方の端とを各々対応させて電気的に接続した状態で、回路基板の電気的検査を行うこととする。
【0016】
本発明の回路基板の電気的検査装置は、異方導電性シートと、検査装置本体とを少なくとも備え、電気的検査に際して、検査装置本体と、複数の被検査電極を備えた回路基板との間に異方導電性シートを配置すると共に、検査装置本体と異方導電性シートとの間、および、異方導電性シートと回路基板との間を電気的に接続した状態で、回路基板の電気的検査を行うこととする。
【発明の効果】
【0017】
本発明によれば、取扱いの容易化が図られた異方導電性シート、また、この異方導電性シートを用いた回路基板の電気的検査方法、回路基板の電気的検査装置を提供することができる。また、本発明によれば、製造工程を簡略化することができる異方導電性シートの製造方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】実施の形態に係る異方導電性シートの概略の構成を示す断面図である。
【図2】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図3】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図4】実施の形態に係る異方導電性シートの概略の構成を示す断面図である。
【図5】図4におけるA−Aにおける断面の概略の構成を示す断面図である。
【図6】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図7】実施の形態に係る異方導電性シートの変形例の構成を示す断面図である。
【図8】金属線の構成を示す断面図である。
【図9】金属線の構成を示す断面図である。
【図10】製造装置の概略構成を示す図である。
【図11】異方導電性シートの製造工程を示す図である。
【図12】製造装置の概略構成を示す図である。
【図13】異方導電性シートの製造工程を示す図である。
【図14】異方導電性シートを用いた回路基板の電気的検査装置の概略の構成を示す図である。
【発明を実施するための形態】
【0019】
(異方導電性シートに係る発明の第1の実施の形態)
本発明の第1の実施の形態に係る異方導電性シートは、弾性を有する絶縁シートと、この絶縁シート内に含まれ、かつ、長さ方向が絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置される導電性を有する複数の金属線とを有し、さらに、金属線は、強磁性を有している。
【0020】
第1の実施の形態に係る異方導電性シートにおいては、金属線が強磁性を有している。そのため、異方導電性シートを磁石の磁力により、磁石に着磁させることができる。したがって、異方導電性シートの取り扱いに際して、異方導電性シートを磁石に着磁させることができ、異方導電性シートの取り扱いの容易化を図ることができる。
【0021】
図1は、第1の実施の形態に係る異方導電性シート1の構成を示す図であり、異方導電性シート1の厚さ方向に沿う面における断面の概略の構成を示している。異方導電性シート1は、絶縁シート2と、強磁性および導電性を有する複数の金属線3とを有している。そして、金属線3は、その長手方向を絶縁シート2の厚さ方向に向け、絶縁シート2の厚さ方向に配置される面面4A,4Bに対して交差するように配置されている。
【0022】
異方導電性シート1は、図2に示されるように、金属線3が、異方導電性シート1の厚み方向に位置する面4A,4Bよりも突出する突出部3Aを有することが好ましい。このように、面4A,4Bから突出部3Aが突出することで、金属線3を電気回路基板等の電極部等に接触させ易くなる。
【0023】
突出部3Aの長さL1は、たとえば、金属線3の直径が30μmであり、絶縁シート2の厚さT1が1mmであるとき、10μmから50μmとすることが好ましい。突出部3Aの長さL1を10μm未満とすると、電気回路基板等の電極部等への接触を十分に図れない虞がある。また、突出部3Aの長さL1が50μmを超える場合は、突出部3Aの剛性が低くなり電極部等への接触が十分に図れない虞がある。したがって、突出部3Aの長さL1を、10μmから50μmとすることで、金属線3と電極部等との接触不良を好適に防止できる。突出部3Aの長さL1を20μmから40μmとすることで、突出部3Aの剛性を確保することができ、電極部等への接触をより好適に行うことができる。
【0024】
金属線3は、図3に示されるように、金属線3を、その長手方向が、面4A,4Bに直交する方向に対して傾斜するように配置してもよい。このように、金属線3を傾斜させることで、面4A,4Bから突出する突出部3Aが面4A,4Bに対して傾斜する。そのため、突出部3Aに電極部等が押圧された際に、突出部3Aが面4A,4B側に撓むことができる。そのため、突出部3Aに塑性変形を起き難くすることができる。
【0025】
金属線3を、面4A,4Bに直交する方向に対して傾斜させる角度は、10度から45度の範囲とすることが好ましい。10度よりも角度が小さいと、突出部3Aに電極部等が押圧され押し曲げられたときの曲がりの曲率が大きくなり塑性変形を起こし易い。該角度が45度を超える場合には、突出部3Aの面4A、4Bからの立ち上り量を確保できなくなるため、電極部等との電気的接続が確保し難くなる。また、該角度が45度を超える場合には、面4Aと面4Bとの間で、金属線3の両端間におけるオフセット量が大きくなり、たとえば、面4A側の電極部と面4B側の電極とに対する金属線3の位置合わせが困難になる場合がある。
【0026】
(異方導電性シートに係る発明の第2の実施の形態)
本発明の第2の実施の形態に係る異方導電性シートは、複数の金属線が、複数の導電部を形成するように、導電部に偏在して配置されている点を除けば、上述の第1の実施の形態に係る異方導電性シートと同様の構成を有する。
【0027】
第2の実施の形態に係る異方導電性シートにおいては、複数の金属線が、複数の導電部を形成するように、導電部に偏在して配置されている。つまり、導電部以外の部分の金属線の分布密度が低いため、異方導電性シートの導電部以外の部分における絶縁性を高くすることができる。このため、導電部間におけるリーク電流の発生を抑えることができる。
【0028】
図4および図5は、第2の実施の形態に係る異方導電性シート10の構成を示す図である。図4は、異方導電性シート10の外観を示す斜視図であり、図5は、図4に示す切断線A−Aにおける断面、すなわち、異方導電性シート10の厚さ方向に沿う面における断面の概略の構成を示している。
【0029】
異方導電性シート10は、絶縁シート2と、導電部11とを有している。導電部11は、たとえば、回路基板の検査対象となる電極部の配置に合わせて配置され、図5に示すように、複数の金属線3により構成されている。また、絶縁シート2に含まれる金属線3は、導電部11に偏在している。すなわち、金属線3の絶縁シート2全体に対する分布の密度である平均密度に比べて、導電部11に配置される金属線3の分布密度は高く、また、導電部11以外の部分に配置される金属線3の分布密度は低くなっている。
【0030】
したがって、異方導電性シート10のように、導電部11に配置される金属線3の分布密度を高くすることで、金属線3が、絶縁シート2全体に均一の分布で配置される場合に比べて、導電部11の電気抵抗を低くすることができる。また、導電部11とここに接触する電極部あるいはピン端子等との電気的な接触をより確実なものとすることができる。また、導電部11以外の部分に配置される金属線3の分布密度を低くすることで、導電部11と導電部11との間におけるリーク電流の発生を抑えることができる。導電部11以外の部分については、金属線3が配置されていない状態が好ましい。
【0031】
異方導電性シート10は、図6に示されるように、金属線3が、異方導電性シート10の厚み方向に位置する面12A,12Bよりも突出する突出部3Aを有することが好ましい。このように、面12A,12Bから突出部3Aが突出することで、金属線3を電気回路基板等の電極部等に接触させ易くなる。
【0032】
突出部3Aの長さL1は、たとえば、金属線3の直径が30μmであり、絶縁シート2の厚さT1が1mmであるとき、10μmから50μmとすることが好ましい。突出部3Aの長さL1を10μm未満とすると、電気回路基板等の電極部等への接触を十分に図れない虞がある。また、突出部3Aの長さL1が50μmを超える場合は、突出部3Aの剛性が低くなり電極部等への接触が十分に図れない虞がある。したがって、突出部3Aの長さL1を、10μmから50μmとすることで、金属線3と電極部等との接触不良を好適に防止できる。突出部3Aの長さL1を20μmから40μmとすることで、突出部3Aの剛性を確保することができ、電極部等への接触をより好適に行うことができる。
【0033】
金属線3は、図7に示されるように、金属線3を、その長手方向が、面12A,12Bに直交する方向に対して傾斜するように配置してもよい。このように、金属線3を傾斜させることで、面12A,12Bから突出する突出部3Aが面12A,12Bに対して傾斜する。そのため、突出部3Aに電極部等が押圧された際に、突出部3Aが面12A,12B側に撓むことができる。そのため、突出部3Aに塑性変形を起き難くすることができる。
【0034】
金属線3を、面12,12Bに直交する方向に対して傾斜させる角度は、10度から45度の範囲とすることが好ましい。10度よりも角度が小さいと、突出部3Aに電極部等が押圧され押し曲げられたときの曲がりの曲率が大きくなり塑性変形を起こし易い。該角度が45度を超える場合には、突出部3Aの面12A、12Bからの立ち上り量を確保できなくなるため、電極部等との電気的接続が確保し難くなる。また、該角度が45度を超える場合には、面12Aと面12Bとの間で、金属線3の両端間におけるオフセット量が大きくなり、たとえば、面12A側の電極部と面12B側の電極とに対する金属線3の位置合わせが困難になる場合がある。
【0035】
(絶縁シート2の構成)
弾性を有する絶縁シート2を構成するマトリクスとしては、公知のゴム材料が利用でき、たとえば、シリコーンゴム、ポリブタジエンゴム、天然ゴム、ポリイソプレンゴム、スチレン−ブタジエン共重合体ゴム、アクリロニトリル−ブタジエン共重合体ゴム、エチレン−プロピレン共重合体ゴム、ウレタンゴム、ポリエステル系ゴム、クロロプレンゴム、エピクロルヒドリンゴムなどを挙げることができる。なお、これらの中でも絶縁シート2の材料としてはシリコーンゴムが好ましい。
【0036】
(金属線3の構成)
金属線3を形成する材料としては、導電性および強磁性を有する材料である、たとえば、鉄(9.0Ω)、タングステン(5.0Ω)、ニッケル(6Ω)、コバルト、ステンレス420シリーズ、ステンレス440シリーズ、炭素鋼あるいはこれらを含む混合物や化合物等を用いることができる。なお、強磁性とは、外部磁界を加えなくても磁化をもつ、すなわち、自発磁化をもつことを言う。
【0037】
金属線は、図8に示すように、芯部20とこの芯部20を被覆する被覆部21とを有する金属線22として構成してもよい。このように構成した場合には、芯部20を強磁性の材料から形成し、そして、被覆部21を比抵抗の低い導電材料から形成することで、金属線22を強磁性に、かつ、低電気抵抗に構成することができる。
【0038】
たとえば、芯部20を、鉄、タングステン、ニッケル、コバルト、ステンレス420シリーズ、ステンレス440シリーズ、炭素鋼あるいはこれらを含む混合物や化合物等にて形成し、被覆部21を芯部20よりも低い比抵抗である銅、銀、金等の材料にて形成することができる。このように金属線22を構成することで、金属線22を強磁性としながら低電気抵抗に構成することができる。
【0039】
また、金属線22は、芯部20をニッケルチタン合金にて形成し、ニッケルチタン合金にて形成された芯部20を、銅にて形成される被覆部21にて被覆する構成としてもよい。ニッケルチタン合金は、鉄、タングステン、ニッケル、あるいはコバルト等に比べて復元性が高い。したがって、芯部20にニッケルチタン合金を使用することで、突出部3Aが繰り返し折り曲げられたり、あるいは長期間に亘って折り曲げられた状態が継続させられた場合でも、突出部3Aに塑性変形を起き難くすることができる。つまり、異方導電性シート1あるいは異方導電性シート10(以下、異方導電性シート1および異方導電性シート10を総称して異方導電性シート1等と記載する。)が回路基板の検査治具のプローブとして用いられ、繰り返し検査が行われた場合であっても、突出部3Aにおいて塑性変形が起き難い。また、異方導電性シート1等が、電気コネクタとして用いられ、長期間折れ曲り状態が継続した場合であっても、突出部3Aにおいて塑性変形が起き難い。
【0040】
図9の上段(A)に示すように、金属線を、芯部30と、芯部30側から順に、ニッケルから形成されるニッケル層31、銅から形成される銅層32、そして金から形成される金層33の3層から形成される被覆部34とを有する金属線35として形成してもよい。芯部30と銅層32との間にニッケル層31を形成することで、芯部30に対する銅層32の密着性を高くすることができる。また、銅層32を金層33により被覆することで、銅層32について腐食防止等の耐候性を向上させることができる。被覆部34の銅層32は、ニッケル層31および金層33に比べて比抵抗が低い。したがって、銅層32の層厚を他の層の層厚に比べて厚くすることで、被覆部34の電気抵抗を効果的に低下させることができる。
【0041】
また、図9の下段(B)に示すように、金属線を、芯部40と、芯部40側から順に、ニッケルから形成されるニッケル層41、金から形成される金層42の2層から形成される被覆部43とを有する金属線44として形成してもよい。被覆部43においては、ニッケル層41の層厚を、金層42に比べて厚くすることで、被覆部43の電気抵抗を低下させることができる。金は、ニッケルに比べて高価である。そのため、金層42の層厚を厚くして被覆部43の電気抵抗を低下させることに比べて、ニッケル層41の層厚を厚くすることで、被覆部43の電気抵抗を安価に低下させることができる。
【0042】
なお、上述の金属線35,43における芯部30,40をニッケルチタン合金とすることで、突起部3Aに塑性変形が起き難くなる。また、芯部として利用できるニッケルチタン合金製の線材としては、公知のニッケルチタン合金製の線材が利用でき、線材の入手容易性の観点からは、市販の線材を用いることが好ましく、これらの中でも折り曲げに対する復元力により優れる観点でバネ材用途に用いられる市販の線材がより好ましい。このようなバネ材用途に用いられる市販の線材としては、たとえば、大同特殊鋼株式会社製のキオカロイ(KIOKALLOY)等を挙げることができる。
【0043】
(異方導電性シートの製造方法の発明に係る第1の実施の形態)
本発明の第1の実施の形態に係る異方導電性シートの製造方法は、成形型内に配置され、導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有するマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加するものである。
【0044】
かかる製造方法によれば、磁場を印加することで、金属線の長手方向が異方導電性シートの厚み方向に向けられた異方導電性シートを作成することができる。つまり、従来の異方導電性シートの製造方法においては、金属線の配列を作るために、複数の金属線を絶縁シートに配列する工程や、金属線が配列された絶縁シートを積層する工程等、複雑な工程を有している。しかしながら、上述の本実施の形態に係る製造方法によれば、複数の金属線が分散されている絶縁特性を有するマトリクスに対して、異方導電性シートの厚み方向に向けて磁場を印加することで、金属線を、その長さ方向を異方導電性シートの厚さ方向に向けて配置することができ、異方導電性シートの製造工程を簡略化することができる。
【0045】
図10および図11を参照しながら、異方導電性シート1の製造方法について説明する。図10には、異方導電性シート1を製造するための製造装置50の概略の構成が示されている。なお、後述する金型51部分については、断面の概略構成が示されている。
【0046】
製造装置50は、成形型としての金型51と磁場印加装置52とを有している。金型51は、上型53Aと下型53Bとを備え、上型53Aと下型53Bとの間にキャビティ54が形成される。上型53Aの上部には強磁性体部55Aが備えられている。また、下型53Bの下部には強磁性体部55Bが備えられている。強磁性体部55Aと強磁性体部55Bとは、キャビティ54を挟んで、互いに対向するように配置されている。
【0047】
金型51は、強磁性体部55A,55Bを除いて、アルミニウム、ステンレス(303,304等)、プラスチック、PEI(ポリエーテルイミド)等のエンジニアリングプラスチック等の非磁性の部材から形成されている。上型53Aには、後述の磁場印加部56Aの側からキャビティ54内に貫通する孔部53Cが形成され、この孔部53C内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部55Aとして形成されている。また、下型53Bにも、後述の磁場印加部56Bの側からキャビティ54内に貫通する孔部53Dが形成され、この孔部53D内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部55Bとして形成されている。
【0048】
磁場印加装置52は、たとえば、不図示のコイルに対して通電することにより磁場を形成する電磁石にて構成することができる。磁場印加装置52は、強磁性体部55Aに対して磁場を印加する磁場印加部56Aと、強磁性体部55Bに対して磁場を印加する磁場印加部56Bとを有している。たとえば、磁場印加部56Aは、強磁性体部55AをN極に磁化し、磁場印加部56Bは、強磁性体部55BをS極に磁化する。なお、強磁性体部55Aと強磁性体部55Bとは、互いに異極に磁化されればよく、強磁性体部55AがS極に、磁場印加部56BがN極に磁化されてもよい。
【0049】
異方導電性シート1の製造に当たっては、先ず、1番目の工程として、絶縁シート2のマトリクスである溶融状態のシリコーンゴムに、複数の金属線3等(金属線3、22,35,44を総称して金属線3等と記載することとする。)を混合し分散させ、混合材57(図11(A)参照)を調整する。金属線3等をマトリクスに分散させる手法は、特に限定されないが、たとえば、ブレードを回転させるいわゆるプラネタリーミキサーあるいは超音波分散装置等を使用することできる。マトリクス中に金属線3等をできるだけ均等に分散させる点で、超音波分散装置を用いることが好ましい。なお、マトリクスとしては、シリコーンゴムの他、上述したように、ポリブタジエンゴム、天然ゴム等を用いることができる。
【0050】
そして、2番目の工程として、この混合材57を、図11の上段(A)に示すように、金型51のキャビティ54内に注入する。次いで、3番目の工程として、混合材57が軟化している状態で、磁場印加装置52を動作させ、磁場印加部56A,56Bにより、強磁性体部55A,55Bに対して磁場を印加し、強磁性体部55AをN極に、強磁性体部55BをS極にそれぞれ磁化させる。
【0051】
金型51は、強磁性体部55A,55Bを除いて、非磁性の部材から形成されている。したがって、磁場印加部56A,56Bにより磁場が発生した場合であっても金型51の強磁性体部55A,55Bを除く部分について非磁性の状態である。一方、強磁性体部55Aと強磁性体部55Bとが異極に磁化されることで、強磁性体部55Aと強磁性体部55Bとの間においては、強磁性体部55A(N極)から強磁性体部55B(S極)に向かう磁場が形成される。強磁性体部55Aと強磁性体部55Bとが異極に磁化することで、図11の中段(B)に示すように、キャビティ54の混合材57に分散されている金属線3等は、その長さ方向を、強磁性体部55Aと強磁性体部55Bとが対向する方向に向けられて配列される。
【0052】
1番目の工程においてシリコーンゴムに混合される金属線3等の長さK(図11(A)参照)は、上型53Aと下型53Bとのキャビティ54内における間隔D以上とすることが好ましい。金属線3等の長さKを、間隔D以上とすることで、各金属線3等は、それぞれ1本で、キャビティ54を挟んで対向する成形面58Aと成形面58Bに亘って配列され易くなる。金属線3等が1本で、成形面58Aと成形面58Bとに亘るように配置されることで、製造された異方導電性シート1において、金属線3等は、金属線3等毎に異方導電性シート1の面4Aと面4Bとに亘って配置されることになる。そのため、異方導電性シート1の厚さ方向における導電性を向上させることができる。
【0053】
金属線3等の長さKを、間隔Dよりも長くすることで、各金属線3等を、上型53Aと下型53Bとが対向する方向、すなわち、異方導電性シート1の面4A,4Bに直交する方向に対して傾斜するように配置することができる。間隔Dに対して金属線3等の長さKを1%から40%程度長くすることで、金属線3を、面4A,4Bに直交する方向に対して、10度から45度の範囲で傾斜させることができる。
【0054】
上述の3番目の工程により、強磁性体部55Aと強磁性体部55Bとが互いに異極に磁化され、金属線3等が、その長さ方向を、強磁性体部55Aと強磁性体部55Bとが対向する方向に向けられて配列されている状態にて、4番目の工程として、キャビティ54の混合材57を冷却硬化する。
【0055】
そして、混合材57の硬化が完了した後、5番目の工程として、磁場印加装置52により磁場印加部56Aと磁場印加部56Bとの間に交流磁場を発生させ、強磁性体部55A,55Bおよび金属線3等を消磁する。その後、図11の下段(C)に示すように型開きし、金属線3等が配置された状態で硬化された混合材57を異方導電性シート1として取り出す。
【0056】
金型51から取り出された異方導電性シート1に対して、金属線3等の長手方向に配置される面にレーザー光を照射し、該面を溶融させることで面4A,4Bから金属線3等を突出部3Aに相当する分だけ突出させるようにしてもよい。
【0057】
上述の製造方法によれば、複数の金属線3等が分散されている混合材57に対して、異方導電性シート1の厚み方向に向けて磁場を印加することで、金属線3等を、その長さ方向を異方導電性シート1の厚さ方向に向けて配置することができる。つまり、従来の異方導電性シートの製造方法のように、複数の金属線をシートに配列する工程や、金属線が配列されたシートを積層する工程等が不要となり、異方導電性シート1の製造工程を簡略化することができる。
【0058】
(異方導電性シートの製造方法の発明に係る第2の実施の形態)
本発明の第2の実施の形態に係る異方導電性シートの製造方法は、磁場が、異方導電性シートの平面に沿う方向に分散している点を除いて、上述の第1の実施の形態に係る異方導電性シートの製法方法と同様である。
【0059】
かかる製造方法によれば、複数の金属線が、複数の導電部を形成するように偏在して配置されている異方導電性シートを製造することができる。
【0060】
図12および図13を参照しながら、異方導電性シート10の製造方法について説明する。図12には、異方導電性シート10を製造するための製造装置60の概略の構成が示されている。なお、後述する金型61部分については、断面の概略構成が示されている。
【0061】
製造装置60は、成形型としての金型61と磁場印加装置52とを有している。磁場印加装置52は、製造装置50と同様の構成である。金型61は、強磁性体部62A,62Bの構成において、製造装置50の金型51の強磁性体部55A,55Bの構成と異なる点を除いて、金型51と同様な構成となっている。製造装置60において、製造装置50と同様の構成部分については、同一の符号を付し、その説明を省略または簡略する。
【0062】
強磁性体部62Aおよび強磁性体部62Bは、それぞれ複数備えられている。金型61は、強磁性体部62A,62Bを除いて、金型51と同様にアルミニウム、ステンレス(303,304等)、プラスチック、PEI(ポリエーテルイミド)等のエンジニアリングプラスチック等の非磁性の部材から形成されている。上型63Aには、磁場印加装置52の側からキャビティ54内に貫通する複数の孔部63Cが形成され、この孔部63C内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部62Aとして形成されている。また、下型63Bにも、磁場印加装置52の側からキャビティ64内に貫通する複数の孔部63Dが形成され、この孔部63D内にステンレス420、ステンレス440C、高速度鋼(たとえばSKH−51)、炭素鋼(たとえばSWP-B等のピアノ線材)等の強磁性体が嵌合されることで、強磁性体部62Bとして形成されている。
【0063】
強磁性体部62Aおよび強磁性体部62Bは、異方導電性シート10の導電部11に対応して配置されている。すなわち、強磁性体部62Aは、上型63Aと下型63Bとが配置される方向に直交する面に沿って、間隔を空けて配置されている。また、各強磁性体部62Bも、上型63Aと下型63Bとが配置される方向に直交する面に沿って、間隔を空けて配置されている。つまり、強磁性体部62A,62Bは、図12において図示される左右方向に配列されるものの他、図12の紙面に対して表裏方向においても配置されている。そして、強磁性体部62Aと強磁性体部62Bとは、上型63Aと下型63Bとが配置される方向において、互いに一対一で対向するように配置されている。上述のように強磁性体部62Aと強磁性体部62Bとを配置することで、強磁性体部62A,62Bに磁場が印加されたときに、磁場を異方導電性シート10の平面に沿う方向に分散して発生させることができる。
【0064】
上述のように構成される製造装置60により、異方導電性シート10を製造する工程を説明する。
【0065】
異方導電性シート10の製造に当たっては、先ず、1番目の工程として、絶縁シート2のマトリクスである溶融状態のシリコーンゴムに、複数の金属線3等を、混合し分散させ、混合材57(図13(A)参照)を調整する。金属線3等をマトリクスに混合する手法は、上述の第1の実施の形態に係る異方導電性シートの製法方法と同様に、たとえば、超音波分散装置等を用いることができる。なお、マトリクスとしては、シリコーンゴムの他、上述したように、ポリブタジエンゴム、天然ゴム等を用いることができる。そして、2番目の工程として、この混合材57を、図13の上段(A)に示すように、金型61のキャビティ64内に注入する。次いで、3番目の工程として、混合材57が軟化している状態で、磁場印加装置52を動作させ、磁場印加部56A,56Bにより、強磁性体部62A,62Bに対して磁場を印加し、強磁性体部62AをN極に、強磁性体部62BをS極にそれぞれ磁化させる。
【0066】
金型61は、強磁性体部62A,62Bを除いて、非磁性の部材から形成されている。したがって、磁場印加部54A,54Bにより磁場が発生した場合であっても金型61の強磁性体部62A,62Bを除く部分について非磁性の状態である。一方、強磁性体部62Aと強磁性体部62Bとが異極に磁化されことで、強磁性体部62Aと強磁性体部62Bとの間においては、強磁性体部62A(N極)から強磁性体部62B(S極)に向かう磁場が形成される。キャビティ64内においては、強磁性体部62Aと強磁性体部62Bとが対向する部分において磁力線の密度が高くなり、強磁性体部62Aと強磁性体部62Bとが対向していない部分においては、磁力線が存在しないか、ほとんど存在しない状態となる。
【0067】
したがって、強磁性体部62Aと強磁性体部62Bとが異極に磁化することで、図13の中段(B)に示すように、キャビティ64の混合材57に分散されている金属線3等は、強磁性体部62Aと強磁性体部62Bとが対向する部分に偏在するように集まる。そして、金属線3等は、長さ方向を、強磁性体部62Aと強磁性体部62Bとが対向する方向に向けられて配列される。
【0068】
1番目の工程においてシリコーンゴムに混合される金属線3等の長さK(図13(A)参照)は、上型63Aと下型63Bとのキャビティ64内における間隔D以上とすることが好ましい。金属線3等の長さKを、間隔D以上とすることで、各金属線3等は、それぞれ1本で、キャビティ64を挟んで対向する成形面65Aと成形面65Bに亘って配列され易くなる。金属線3等が1本で、成形面65Aと成形面65Bとに亘るように配置されることで、製造された異方導電性シート10において、金属線3等は、金属線3等毎に異方導電性シート10の面12Aと面12Bとに亘って配置されることになる。そのため、異方導電性シート10の厚さ方向における導電性を向上させることができる。
【0069】
金属線3等の長さKを、間隔Dよりも長くすることで、各金属線3等を、上型63Aと下型63Bとが対向する方向、すなわち、異方導電性シート10の面12A,12Bに直交する方向に対して傾斜するように配置することができる。間隔Dに対して金属線3等の長さKを1%から40%程度長くすることで、金属線3を、面12A,12Bに直交する方向に対して、10度から45度の範囲で傾斜させることができる。
【0070】
上述の3番目の工程により、金属線3等が、強磁性体部62Aと強磁性体部62Bとが互いに対向する位置に偏在し、金属線3等が、長さ方向を、強磁性体部62Aと強磁性体部62Bとが対向する方向に向けられて配列されている状態にて、4番目の工程として、キャビティ64の混合材57を冷却硬化する。
【0071】
そして、混合材57の硬化が完了した後、5番目の工程として、磁場印加装置52により磁場印加部56Aと磁場印加部56Bとの間に交流磁場を発生させ、強磁性体部62A,62Bおよび金属線3等を消磁する。その後、図13の下段(C)に示すように型開きし、金属線3等が配置された状態で硬化された混合材57を、異方導電性シート10として取り出す。
【0072】
金型61から取り出された異方導電性シート10に対して、金属線3等の長手方向に配置される面にレーザー光を照射し、該面を溶融させることで面12A,12Bから金属線3等を突出部3Aに相当する分だけ突出させるようにしてもよい。
【0073】
上述の製造方法によれば、複数の金属線3等が集まった部分が導電部11として形成される異方導電性シート10を製造することができる。
【0074】
上述の製造方法においては、強磁性体部62Aと強磁性体部62Bとを、たとえば、検査対象となる回路基板の電極部に対応させた配置とすれば、回路基板の電極パターンの配列に合わせて配列される導電部11を備える異方導電性シート10を製造することができる。
【0075】
複数の金属線が配列された絶縁シートを複数枚積層したブロック体を、金属線に直交する方向の面に沿ってスライスして切り出すという、従来の製造方法によっても、異方導電性シート10を製造することができる。しかしながら、かかる従来の製造方法による場合は、積層されるシートに配列される金属線3等を、異方導電性シート10の導電部11の配置に合わせて配列するという熟練を要する作業工程を必要とする。しかしながら、上述の製造方法によれば、強磁性体部62Aおよび強磁性体部62Bを、異方導電性シート10の導電部11の配置に合わせて配置することで、導電部11を形成することができる。
【0076】
上述した第1、第2の実施の形態に係る製造方法において、マトリクスに混合される金属線3等については、芯部がニッケルチタンにより形成されていることが好ましい。上述したように、マトリクスに混合した金属線3等の分散は、プラネタリーミキサーや超音波分散装置等のいわゆる混合装置により行われる。そのため、金属線3等をマトリクスに分散させる処理を行う際に金属線3等に力が作用し、金属線3等が湾曲あるいは屈曲してしまうことがある。金属線3等が湾曲あるいは屈曲した際に塑性変形してしまうと、塑性変形した金属線3等については、混合材57に磁場を作用させた際に、上型53Aの成形面58Aと下型53Bの成形面58Bとに亘って配置されなくなる場合がある。
【0077】
金属線3等が、上型53Aの成形面58Aと下型53Bの成形面58Bとに亘って配置されない場合には、製造された異方導電性シート1等において、面4A(面12A)と面4B(面12B)に亘って金属線3等が配置されず、異方導電性シート1等の導電性が低下する虞がある。そこで、芯部にニッケルチタンを用い、金属線3等の復元力を高いものとすることで、金属線3等をマトリクスに分散させる処理を行う際に、金属線3等が塑性変形してしまうことを防止できる。
【0078】
(回路基板の電気的検査方法および電気的検査装置)
異方導電性シート1等を用いた回路基板の電気的検査は、複数の被検査電極を備えた回路基板に対して、少なくとも、複数の被検査電極と異方導電性シート10の複数の導電部40とを各々対応させて電気的に接続した状態で、実施される。ここで、回路基板の電気的検査装置は、第一〜第四の本実施形態の異方導電性シート10と、検査装置本体とを少なくとも備え、電気的検査に際して、検査装置本体と、複数の被検査電極を備えた回路基板との間に異方導電性シート10を配置すると共に、検査装置本体と異方導電性シート10との間、および、異方導電性シート10と回路基板との間を電気的に接続した状態で、回路基板の電気的検査を行う
【0079】
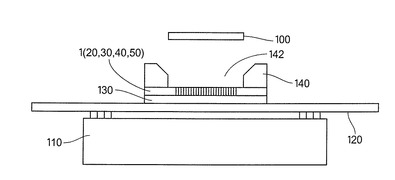
図14は、本実施形態の異方導電性シート1あるいは異方導電性シート10を用いた回路基板の電気的検査方法の一例を示す模式図である。ここで、図14中、異方導電性シート1等については、構造を簡略化して記載してある。図7に示すように、測定対象となるICパッケージ等の回路基板100の電気的検査に際しては、不図示のテスターに電気的に接続されたテストヘッド110と、このテストヘッド110上に配置されると共に、テストヘッド110と電気的にも接続されたパフォーマンスボード(測定基板)120と、パフォーマンスボード120上に配置されると共に、パフォーマンスボード120と電気的にも接続されたアダプターソケット130とを用いる。そして、測定に際しては、異方導電性シート1等が、アダプターソケット130上に配置される。なお、図7に示す例では、不図示のテスターと、テストヘッド110と、パフォーマンスボード120と、アダプターソケット130とが、検査装置本体を構成する。
【0080】
なお、アダプターソケット130の上面側には、異方導電性シート1等の複数の金属線3等に対応する位置に複数の上面側電極(図中、不図示)が設けられている。そして、これらの上面側電極と1対を成すように電気的に接続され、かつ、上面側電極とは平面方向における配置ピッチが異なる下面側電極(図中、不図示)が、アダプターソケット130の下面側にも配置されている。また、パフォーマンスボード120の上面側には、アダプターソケット130の下面側電極に対応する位置に複数の電極(図中、不図示)が設けられている。
【0081】
ここで、異方導電性シート1等は、各々の金属線3等(図7中では、黒色の縦線で示される部分)とアダプターソケット130の上面側電極とが電気的に接続されるように、アダプターソケット130上に設置される。そして、この異方導電性シート1等の外周部の上面に、ガイドソケット140を配置する。このガイドソケット140は、中空部142を有している。そして、測定に際しては、ガイドソケット140の中空部内に、回路基板100を嵌め込むようにして、異方導電性シート1等の上面に回路基板100を配置する。この際、異方導電性シート1等の上面側に露出する個々の金属線3等に対応するように、回路基板100の下面側の個々の電極(図中、不図示)が接触する。そして、この状態で、回路基板100を上方から押圧部材(図中、不図示)により押圧する。この際、回路基板100とアダプターソケット130の上面側電極とが金属線3を介して電気的に接続され、回路基板100の電気的検査が行える。
【符号の説明】
【0082】
1,10 … 異方導電性シート。
2 … 絶縁シート
3,22,35,44 … 金属線
3A … 突出部
4A,4B,12A,12B … 面
11 … 導電部
20,30,40 … 芯部
21,34,43 … 被覆部
51,61 … 金型(成形型)
100 … 回路基板
110 … テストヘッド
120 … パフォーマンスボード
130 … アダプターソケット
140 … ガイドソケット
142 … 中空部
【特許請求の範囲】
【請求項1】
弾性を有する絶縁シートと、
上記絶縁シート内に含まれ、かつ、長さ方向が上記絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置される導電性を有する複数の金属線と、
を有し、
上記金属線は、強磁性を有する、
ことを特徴とする異方導電性シート。
【請求項2】
弾性を有する絶縁シートと、
上記絶縁シート内に含まれ、かつ、長さ方向が上記絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置されると共に、導電性および強磁性を有する複数の金属線とを有し、
上記複数の金属線は、複数の導電部を形成するように偏在して配置されている、
ことを特徴とする異方導電性シート。
【請求項3】
請求項1または2に記載の異方導電性シートにおいて、
前記金属線は、強磁性材から形成される芯部と、この芯部を被覆する導電性を有する被覆部とから形成される、
ことを特徴とする異方導電性シート。
【請求項4】
請求項3に記載の異方導電性シートにおいて、
前記芯部は、ニッケルチタン合金から形成される、
ことを特徴とする異方導電性シート。
【請求項5】
請求項1から4のいずれか1項に記載の異方導電性シートにおいて、
前記金属線は、前記面から突出している突出部を有する、
ことを特徴とする異方導電性シート。
【請求項6】
請求項5に記載の異方導電性シートにおいて、
前記金属線の長手方向は、前記面に直交する方向に対して傾斜している、
ことを特徴とする異方導電性シート。
【請求項7】
異方導電性シートの製造方法において、
導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有し、成形型内に配置されているマトリクスに対して、上記異方導電性シートの厚み方向に向けて磁場を印加する、
ことを特徴とする異方導電性シートの製造方法。
【請求項8】
請求項7に記載の異方導電性シートの製造方法において、
前記磁場は、前記異方導電性シートの厚み方向に位置する平面に沿う方向に分散した複数の磁場を有する、
ことを特徴とする異方導電性シートの製造方法。
【請求項9】
複数の被検査電極を備えた回路基板に対して、少なくとも、上記複数の被検査電極と請求項1から4のいずれか1つに記載の異方導電性シートの前記複数の金属線の一方の端とを各々対応させて電気的に接続した状態で、上記回路基板の電気的検査を行うことを特徴とする回路基板の電気的検査方法。
【請求項10】
請求項1から6のいずれか1つに記載の異方導電性シートと、検査装置本体とを少なくとも備え、
電気的検査に際して、上記検査装置本体と、複数の被検査電極を備えた回路基板との間に上記異方導電性シートを配置すると共に、
上記検査装置本体と上記異方導電性シートとの間、および、上記異方導電性シートと上記回路基板との間、を電気的に接続した状態で、上記回路基板の電気的検査を行うことを特徴とする回路基板の電気的検査装置。
【請求項1】
弾性を有する絶縁シートと、
上記絶縁シート内に含まれ、かつ、長さ方向が上記絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置される導電性を有する複数の金属線と、
を有し、
上記金属線は、強磁性を有する、
ことを特徴とする異方導電性シート。
【請求項2】
弾性を有する絶縁シートと、
上記絶縁シート内に含まれ、かつ、長さ方向が上記絶縁シートの厚さ方向に配置される面に対して交差する方向に向けて配置されると共に、導電性および強磁性を有する複数の金属線とを有し、
上記複数の金属線は、複数の導電部を形成するように偏在して配置されている、
ことを特徴とする異方導電性シート。
【請求項3】
請求項1または2に記載の異方導電性シートにおいて、
前記金属線は、強磁性材から形成される芯部と、この芯部を被覆する導電性を有する被覆部とから形成される、
ことを特徴とする異方導電性シート。
【請求項4】
請求項3に記載の異方導電性シートにおいて、
前記芯部は、ニッケルチタン合金から形成される、
ことを特徴とする異方導電性シート。
【請求項5】
請求項1から4のいずれか1項に記載の異方導電性シートにおいて、
前記金属線は、前記面から突出している突出部を有する、
ことを特徴とする異方導電性シート。
【請求項6】
請求項5に記載の異方導電性シートにおいて、
前記金属線の長手方向は、前記面に直交する方向に対して傾斜している、
ことを特徴とする異方導電性シート。
【請求項7】
異方導電性シートの製造方法において、
導電性かつ強磁性を有する複数の金属線が分散されている絶縁特性を有し、成形型内に配置されているマトリクスに対して、上記異方導電性シートの厚み方向に向けて磁場を印加する、
ことを特徴とする異方導電性シートの製造方法。
【請求項8】
請求項7に記載の異方導電性シートの製造方法において、
前記磁場は、前記異方導電性シートの厚み方向に位置する平面に沿う方向に分散した複数の磁場を有する、
ことを特徴とする異方導電性シートの製造方法。
【請求項9】
複数の被検査電極を備えた回路基板に対して、少なくとも、上記複数の被検査電極と請求項1から4のいずれか1つに記載の異方導電性シートの前記複数の金属線の一方の端とを各々対応させて電気的に接続した状態で、上記回路基板の電気的検査を行うことを特徴とする回路基板の電気的検査方法。
【請求項10】
請求項1から6のいずれか1つに記載の異方導電性シートと、検査装置本体とを少なくとも備え、
電気的検査に際して、上記検査装置本体と、複数の被検査電極を備えた回路基板との間に上記異方導電性シートを配置すると共に、
上記検査装置本体と上記異方導電性シートとの間、および、上記異方導電性シートと上記回路基板との間、を電気的に接続した状態で、上記回路基板の電気的検査を行うことを特徴とする回路基板の電気的検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−22828(P2012−22828A)
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願番号】特願2010−158470(P2010−158470)
【出願日】平成22年7月13日(2010.7.13)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願日】平成22年7月13日(2010.7.13)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]