
異方導電性部材およびその製造方法
【課題】導通路の設置密度を飛躍的に向上させ、高集積化が一層進んだ現在においても半導体素子等の電子部品の電気的接続部材や検査用コネクタ等として使用することができ、かつ、柔軟性に優れる異方導電性部材を提供する。
【解決手段】異方導電性部材1は、絶縁性基材2中に、導電性部材からなる複数の導通路3が、互いに絶縁された状態で前記絶縁性基材2を厚み方向に貫通し、かつ、前記各導通路3の一端が前記絶縁性基材の一方の面において突出し、前記各導通路3の他端が前記絶縁性基材の他方の面において露出または突出した状態で設けられ、前記絶縁性基材2が樹脂材料を用いて形成され、前記導通路3の密度が100万個/mm2以上である、異方導電性部材1である。
【解決手段】異方導電性部材1は、絶縁性基材2中に、導電性部材からなる複数の導通路3が、互いに絶縁された状態で前記絶縁性基材2を厚み方向に貫通し、かつ、前記各導通路3の一端が前記絶縁性基材の一方の面において突出し、前記各導通路3の他端が前記絶縁性基材の他方の面において露出または突出した状態で設けられ、前記絶縁性基材2が樹脂材料を用いて形成され、前記導通路3の密度が100万個/mm2以上である、異方導電性部材1である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異方導電性部材およびその製造方法に関する。
【背景技術】
【0002】
異方導電性部材は、半導体素子等の電子部品と回路基板との間に挿入し、加圧するだけで電子部品と回路基板間の電気的接続が得られるため、半導体素子等の電子部品等の電気的接続部材や機能検査を行う際の検査用コネクタ等として広く使用されている。
【0003】
特に、半導体素子等の電子接続部材は、そのダウンサイジング化が顕著であり、従来のワイヤーボンディングのような直接配線基板を接続するような方式では、ワイヤーの径をこれ以上小さくすることが困難となってきている。
そこで、近年になり、絶縁素材の皮膜中に導電部材が貫通林立したタイプや金属球を配置したタイプの異方導電部材が注目されてきている。
【0004】
また、半導体素子等の検査用コネクタは、半導体素子等の電子部品を回路基板に実装した後に機能検査を行うと、電子部品が不良であった場合に、回路基板もともに処分されることとなり、金額的な損失が大きくなってしまうという問題を回避するために使用される。
即ち、半導体素子等の電子部品を、実装時と同様のポジションで回路基板に異方導電性部材を介して接触させて機能検査を行うことで、電子部品を回路基板上に実装せずに、機能検査を実施でき、上記の問題を回避することができる。
【0005】
このような異方導電性部材として、特許文献1には、「電気的絶縁材からなる保持体と、該保持体中に互いに絶縁状態にて備えられた複数の導電部材とを有し、前記各導電部材の一端が前記保持体の一方の面において露出しており、前記各導電部材の他端が前記保持体の他方の面において露出している電気的接続部材を製造する方法において、
基体と、該基体に積層されて設けられるところの前記保持体となる絶縁層とを有する母材に対し前記絶縁層側から高エネルギビームを照射して、複数の領域において前記絶縁層の全部と前記基体の一部とを除去し、前記母材に複数の穴を形成する第1の工程と、
形成された複数の穴に、前記絶縁層の面と面一またはこの面より突出させて、前記導電部材となる導電材料を充填する第2の工程と、前記基体を除去する第3の工程と、を有することを特徴とする電気的接続部材の製造方法。」が開示されており、絶縁層として、ポリイミド樹脂、エポキシ樹脂、シリコン樹脂等の種々の材質に関する検討も行なわれている。
【0006】
また、特許文献2には、「接着性絶縁材料からなるフィルム基板中に、導電性材料からなる複数の導通路が、互いに絶縁された状態で、かつ該フィルム基板を厚み方向に貫通した状態で配置され、フィルム基板の長手方向と平行な導通路の断面における形状の外周上の2点間の最大長の平均が10〜30μmであり、隣接する導通路の間隔が、上記最大長の平均の0.5〜3倍であることを特徴とする異方導電性フィルム。」が開示されている。
【0007】
更に、特許文献3には、「絶縁性樹脂よりなるフィルム基材中に、複数の導通路が、互いに絶縁されて、該フィルム基材を厚み方向に貫通し、かつ、千鳥配列で配置されている、異方導電性フィルムであって、導通路列内の導通路間距離よりも、隣り合う導通路列間での導通路間距離が小さいことを特徴とする、異方導電性フィルム。」が開示されている。
【0008】
ところで、近年、半導体素子等の電子部品は、高集積化が一層進むことに伴い、電極(端子)サイズはより小さくなり、電極(端子)数はより増加し、端子間の距離もより狭くなってきている。また、狭ピッチで多数配置されている各端子の表面が本体表面よりも奥まった位置にある表面構造の電子部品も現れてきている。
そのため、このような電子部品に対応できるよう、異方導電性部材における導通路もその外径(太さ)をより小さくし、かつ、狭ピッチで配列させる必要が生じている。
しかしながら、上記特許文献1〜3等に記載されている電気的接続部材や異方導電性フィルムを製造する方法では、導通路のサイズを小さくすることは非常に困難であった。
【0009】
これに対し、本出願人は、特許文献4において「絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で前記絶縁性基材を厚み方向に、1000万個/mm2以上の密度で貫通し、かつ、前記各導通路の一端が前記絶縁性基材の一方の面において露出し、前記各導通路の他端が前記絶縁性基材の他方の面において露出した状態で設けられる異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化し、マイクロポアを有するアルミナ皮膜を形成する陽極酸化処理工程、
(2)前記陽極酸化処理工程の後に、前記陽極酸化により生じたマイクロポアによる孔を貫通化して前記絶縁性基材を得る貫通化処理工程、および
(3)前記貫通化処理工程の後に、得られた前記絶縁性基材における貫通化した孔の内部に導電性部材を充填して前記異方導電性部材を得る導電性部材充填工程、
を具備する、異方導電性部材の製造方法。」を提案し、また、
特許文献5において「絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で前記絶縁性基材を厚み方向に貫通し、かつ、前記各導通路の一端が前記絶縁性基材の一方の面において露出し、前記各導通路の他端が前記絶縁性基材の他方の面において露出した状態で設けられる異方導電性部材であって、
前記導通路の密度が200万個/mm2以上であり、前記絶縁性基材がマイクロポアを有するアルミニウム基板の陽極酸化皮膜からなる構造体である、異方導電性部材。」を提案している。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平03−182081号公報
【特許文献2】特開2000−012619号公報
【特許文献3】特開2005−085634号公報
【特許文献4】特開2008−270157号公報
【特許文献5】特開2008−270158号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献4および5に記載の異方導電性部材は、絶縁性基材がアルミニウムの陽極酸化皮膜からなるため、Siウエハー等の平坦性が高い基板に対しては適切に使用することができるが、樹脂製のフレキシブルプリント基板(FPC(Flexible Printed Circuits))等の柔軟性を有する基板に対しては、基板の変形に追従する十分な柔軟性がなく、適切な使用が困難となる場合があることが分かった。
【0012】
したがって、本発明は、導通路の設置密度を飛躍的に向上させ、高集積化が一層進んだ現在においても半導体素子等の電子部品の電気的接続部材や検査用コネクタ等として使用することができ、かつ、柔軟性に優れる異方導電性部材、および、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者は、上記目的を達成すべく鋭意研究した結果、アルミニウムの陽極酸化技術を用い、マイクロポアを利用して導通路を形成した後に陽極酸化皮膜と樹脂材料を置き換えることにより、導通路の設置密度を飛躍的に向上させ、かつ、柔軟性に優れることを見出し、本発明を完成させた。
即ち、本発明は、以下の(i)〜(iv)を提供する。
【0014】
(i)絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で上記絶縁性基材を厚み方向に貫通し、かつ、上記各導通路の一端が上記絶縁性基材の一方の面において突出し、上記各導通路の他端が上記絶縁性基材の他方の面において露出または突出した状態で設けられる異方導電性部材であって、
上記絶縁性基材が樹脂材料を用いて形成され、上記導通路の密度が100万個/mm2以上である、異方導電性部材。
【0015】
(ii)上記各導通路の上記絶縁性基材の面からの突出した部分の高さが0.05〜30μmであり、上記突出部分のアスペクト比(高さ/直径)が1以上である、上記(i)に記載の異方導電性部材。
【0016】
(iii)上記絶縁性基材の厚みが20〜200μmであり、上記導通路の直径が20〜500nmである、上記(i)または(ii)に記載の異方導電性部材。
【0017】
(iv)上記(i)〜(iii)のいずれかに記載の異方導電性部材を製造する異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化して陽極酸化皮膜を形成する陽極酸化処理工程、
(2)上記陽極酸化処理工程の後に、上記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る貫通化処理工程、
(3)上記貫通化処理工程の後に、得られた上記微細構造体における貫通化した孔の内部に導電性部材を充填して上記導通路を形成する導電性部材充填工程、
(4)上記導電性部材充填工程の後に、上記微細構造体の表面または裏面から上記導通路を突出させて異方導電性部材前駆体を得る導通路突出工程、
(5)上記導通路突出工程の後、溶剤に可溶性の樹脂で上記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う樹脂被覆工程、
(6)上記樹脂被覆工程の後、上記異方導電性部材前駆体の上記陽極酸化皮膜を除去する皮膜除去工程、
(7)上記皮膜除去工程の後、溶剤に不溶性の樹脂を上記陽極酸化皮膜があった部分に充填して上記絶縁性基材を形成する樹脂充填工程、および、
(8)上記樹脂充填工程の後、上記溶剤に可溶性の樹脂を除去して上記異方導電性部材を得る樹脂除去工程、を具備する異方導電性部材の製造方法。
【発明の効果】
【0018】
以下に示すように、本発明によれば、導通路の設置密度を飛躍的に向上させ、高集積化が一層進んだ現在においても半導体素子等の電子部品の電気的接続部材や検査用コネクタ等として使用することができ、かつ、柔軟性に優れる異方導電性部材、および、その製造方法を提供することができる。
【0019】
また、本発明の異方導電性部材は、電子部品の電極(パッド)部分に接合される導通路の数が多く、圧力が分散されるため、電極へのダメージを軽減することが可能である。また、単一の電極に多くの導通路が接合(接触)しているので、導通路の一部分に異常が起きても全体の導電性確認への影響は極めて小さくなる。更に、評価用の回路基板の位置決めに対する負荷を大幅に低減することができる。
更に、本発明の異方導電性部材の製造方法は、本発明の異方導電性部材を効率的に製造することができるため非常に有用である。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の異方導電性部材の好適な実施態様の一例を示す簡略図である。
【図2】図2は、ポアの規則化度を算出する方法の説明図である。
【図3】図3は、本発明の製造方法における陽極酸化処理工程の一例を説明する模式的な断面図である。
【図4】図4は、本発明の製造方法における導電性部材充填工程等の一例を説明する模式的な端面図である。
【図5】図5は、本発明の製造方法における樹脂被覆工程等の一例を説明する模式的な断面図である。
【図6】図6は、異方導電性部材の導通路の密度を計算するための説明図である。
【図7】図7は、本発明の異方導電性部材の供給形態の一例を説明する模式図である。
【図8】図8は、本発明の異方導電性部材の供給形態の一例を説明する模式図である。
【図9】図9は、本発明の異方導電性部材の供給形態の一例を説明する模式図である。
【発明を実施するための形態】
【0021】
以下に、本発明の異方導電性部材およびその製造方法を詳細に説明する。
本発明の異方導電性部材は、絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で上記絶縁性基材を厚み方向に貫通し、かつ、上記各導通路の一端が上記絶縁性基材の一方の面において突出し、上記各導通路の他端が上記絶縁性基材の他方の面において露出または突出した状態で設けられる異方導電性部材であって、
上記絶縁性基材が樹脂材料を用いて形成され、上記導通路の密度が100万個/mm2以上である、異方導電性部材である。
次に、本発明の異方導電性部材について、図1を用いて説明する。
【0022】
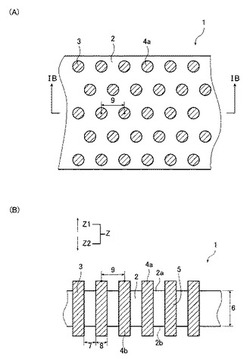
図1は、本発明の異方導電性部材の好適な実施態様の一例を示す簡略図であり、図1(A)は正面図、図1(B)は図1(A)の切断面線IB−IBからみた断面図である。
本発明の異方導電性部材1は、絶縁性基材2および導電性部材からなる複数の導通路3を具備するものである。
この導通路3は、軸線方向の長さが絶縁性基材2の厚み方向Zの長さ(厚み)以上で、かつ、密度が100万個/mm2以上となるよう互いに絶縁された状態で絶縁性基材2を貫通して設けられる。
また、この導通路3は、各導通路3の一端が絶縁性基材2の一方の面において突出し、各導通路3の他端が絶縁性基材2の他方の面において露出ないし突出した状態で設けられるが、図1(B)に示すように、各導通路3の一端が絶縁性基材2の一方の面2aから突出し、各導通路3の他端が絶縁性基材2の他方の面2bから突出した状態で設けられるのが好ましい。即ち、各導通路3の両端は、絶縁性基材の主面である2aおよび2bから突出する各突出部4aおよび4bを有するのが好ましい。
更に、この導通路3は、少なくとも絶縁性基材2内の部分(以下、「基材内導通部5」ともいう。)が、該フィルム基材2の厚み方向Zと略平行(図1においては平行)となるように設けられるのが好ましい。具体的には、上記絶縁性基材の厚みに対する上記導通路の中心線の長さ(長さ/厚み)が、1.0〜1.2であるのが好ましく、1.0〜1.05であるのがより好ましい。
次に、絶縁性基材および導通路のそれぞれについて、材料、寸法、形成方法等について説明する。
【0023】
[絶縁性基材]
本発明の異方導電性部材を構成する上記絶縁性基材は樹脂材料を用いて形成されるものである。
上記樹脂材料は特に限定されず、その具体例としては、エポキシ樹脂、フェノール樹脂、不飽和ポリエステル樹脂、アクリル樹脂、ポリカルボジイミド樹脂、シリコーン樹脂、ポリウレタン樹脂などの熱硬化性樹脂;
フェノキシ樹脂、ポリアミド樹脂、ポリイミド樹脂などの熱可塑性樹脂;
ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマーなどの熱可塑性エラストマー;等が挙げられ、これらを1種単独で用いてもよく、2種以上を併用してもよい。
【0024】
これらのうち、後述する本発明の異方導電性部材の製造方法に示すように、溶剤に不溶性の樹脂であるのが好ましく、具体的には、例えば、アクリル樹脂、不飽和ポリエステル樹脂であるのが好ましい。
【0025】
本発明においては、このような樹脂材料を用いて絶縁性基材が形成されることにより、特許文献4および5に記載の異方導電性部材に比較して、柔軟性に優れる異方導電性部材とすることができ、樹脂製のフレキシブルプリント基板(FPC(Flexible Printed Circuits))等の柔軟性を有する基板に対しても適切に使用することができる。
【0026】
また、本発明においては、上記絶縁性基材の厚み(図1(B)においては符号6で表される部分)は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。絶縁性基材の厚みがこの範囲であると、絶縁性基材の取り扱い性が良好となる。
【0027】
更に、本発明においては、上記絶縁性基材における上記導通路間の幅(図1(B)においては符号7で表される部分)は、10nm以上であるのが好ましく、20〜600nmであるのがより好ましく、50〜600nmであるのが更に好ましい。絶縁性基材における導通路間の幅がこの範囲であると、絶縁性基材が絶縁性の隔壁として十分に機能する。
【0028】
[導通路]
本発明の異方導電性部材を構成する上記導通路は導電性部材からなるものである。
上記導電性部材は、電気抵抗率が103Ω・cm以下の材料であれば特に限定されず、その具体例としては、金(Au)、銀(Ag)、銅(Cu)、アルミニウム(Al)、マグネシウム(Mg)、ニッケル(Ni)等の金属や、導電性高分子、カーボンナノチューブ等のいわゆる有機素材が好適に例示される。
中でも、電気伝導性の観点から、銅、金、アルミニウム、ニッケルが好ましく、銅、金がより好ましい。
また、コストの観点から、導通路の上記絶縁性基材の両面から露出した面や突出した面(以下、「端面」ともいう。)の表面だけが金で形成されるのがより好ましい。
【0029】
本発明においては、上記導通路は柱状であり、その直径(図1(B)においては符号8で表される部分)は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
導通路の直径がこの範囲であると、電気信号を流した際に十分な応答が得ることができるため、本発明の異方導電性部材を電子部品の電気的接続部材や検査用コネクタとして、より好適に用いることができる。また、導通路の直径がこの範囲であると、狭ピッチで多数配置されている各端子の表面が本体表面よりも奥まった位置にある表面構造の電子部品にも十分に対応することができ、また、上記導通路の上記絶縁性基材の面からの突出した部分(図1(B)においては符号4aおよび4bで表される部分。以下、「バンプ」ともいう。)が自重で変形することがなく、導通路の柱状の形状を維持しやすい。
【0030】
また、本発明においては、上述したように、上記絶縁性基材の厚みに対する上記導通路の中心線の長さ(長さ/厚み)は1.0〜1.2であるのが好ましく、1.0〜1.05であるのがより好ましい。
上記絶縁性基材の厚みに対する上記導通路の中心線の長さがこの範囲であると、上記導通路が直管構造であると評価でき、電気信号を流した際に1対1の応答を確実に得ることができるため、本発明の異方導電性部材を電子部品の検査用コネクタや電気的接続部材として、より好適に用いることができる。
【0031】
本発明においては、上記導通路のバンプの高さは、0.05〜30μmであるのが好ましく、0.1〜30μmであるのがより好ましく、0.5〜30μmであるのがより好ましい。
バンブの高さがこの範囲であると、上記導通路のバンプの表面積が大きく、機械的強度も維持できるので、上記導通路の突出形状を電子部品の電極(パッド)部分との接合直前まで維持することができ、また、電極基板の微細な凹凸形状に沿った変形も可能となり、電極部分との接合性が向上する。
【0032】
また、本発明においては、上記導通路のバンプの高さと直径(上記導通路の直径)との比であるアスペクト比(高さ/直径)が1以上であるのが好ましく、2以上であるのがより好ましく、3以上であるのが更に好ましく、5以上であるのが特に好ましい。
バンブのアスペクト比がこの範囲であると、上記導通路が微弱な力で変形可能であり、かつ、上記導通路のバンプの表面積が大きく、機械的強度も導通路1つ1つが独立して自立可能な範囲に維持できるので、上記導通路の突出形状を電子部品の電極(パッド)部分との接合直前まで維持することができる。
【0033】
本発明においては、上記導通路は上記絶縁性基材によって互いに絶縁された状態で存在するものであるが、その密度は100万個/mm2以上であり、100万個〜4000万個/mm2であるのが好ましく、150万〜4000万個/mm2であるのがより好ましく、200万〜3000万個/mm2であるのが更に好ましい。
上記導通路の密度がこの範囲にあることにより、本発明の異方導電性部材は高集積化が一層進んだ現在においても半導体素子等の電子部品の検査用コネクタや電気的接続部材等として使用することができる。
【0034】
また、本発明においては、隣接する各導通路の中心間距離(図1においては符号9で表される部分。以下、「ピッチ」ともいう。)は、20〜600nmであるのが好ましく、100〜580nmであるのがより好ましく、200〜550nmであるのが更に好ましい。ピッチがこの範囲であると、導通路直径と導通路間の幅(絶縁性の隔壁厚)とのバランスがとりやすい。
【0035】
本発明においては、上記導通路は、例えば、アルミニウム基板における貫通化したマイクロポアによる孔の内部に導電性部材を充填したものを利用することにより製造することができる。
ここで、導電性部材を充填する処理工程については、後述する本発明の異方導電性部材の製造方法において詳述する。
【0036】
本発明の異方導電性部材は、上述したように、上記絶縁性基材の厚みが20〜200μmであり、かつ、上記導通路の直径が20〜500nmであるのが、高い絶縁性を維持しつつ、かつ、高密度で導通が確認できる理由から好ましい。
【0037】
本発明の異方導電性部材の製造方法(以下、単に「本発明の製造方法」ともいう。)は、上述した本発明の異方導電性部材を製造する異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化して陽極酸化皮膜を形成する陽極酸化処理工程、
(2)上記陽極酸化処理工程の後に、上記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る貫通化処理工程、
(3)上記貫通化処理工程の後に、得られた上記微細構造体における貫通化した孔の内部に導電性部材を充填して上記導通路を形成する導電性部材充填工程、
(4)上記導電性部材充填工程の後に、上記微細構造体の表面または裏面から上記導通路を突出させて異方導電性部材前駆体を得る導通路突出工程、
(5)上記導通路突出工程の後、溶剤に可溶性の樹脂(以下、「溶剤可溶性樹脂」ともいう。)で上記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う樹脂被覆工程、
(6)上記樹脂被覆工程の後、上記異方導電性部材前駆体の上記陽極酸化皮膜を除去する皮膜除去工程、
(7)上記皮膜除去工程の後、溶剤に不溶性の樹脂(以下、「溶剤不溶性樹脂」ともいう。)を上記陽極酸化皮膜があった部分に充填して上記絶縁性基材を形成する樹脂充填工程、および、
(8)上記樹脂充填工程の後、上記溶剤可溶性樹脂を除去して上記異方導電性部材を得る樹脂除去工程、を具備する異方導電性部材の製造方法である。
次に、本発明の製造方法に用いられるアルミニウム基板ならびに該アルミニウム基板に施す各処理工程について詳述する。
【0038】
[アルミニウム基板]
本発明の製造方法に用いられるアルミニウム基板は、特に限定されず、その具体例としては、純アルミニウム板;アルミニウムを主成分とし微量の異元素を含む合金板;低純度のアルミニウム(例えば、リサイクル材料)に高純度アルミニウムを蒸着させた基板;シリコンウエハー、石英、ガラス等の表面に蒸着、スパッタ等の方法により高純度アルミニウムを被覆させた基板;アルミニウムをラミネートした樹脂基板;等が挙げられる。
【0039】
本発明においては、アルミニウム基板のうち、後述する陽極酸化処理工程により陽極酸化皮膜を設ける表面は、アルミニウム純度が、99.5質量%以上であるのが好ましく、99.9質量%以上であるのがより好ましく、99.99質量%以上であるのが更に好ましい。アルミニウム純度が上記範囲であると、マイクロポア配列の規則性が十分となる。
【0040】
また、本発明においては、アルミニウム基板のうち後述する陽極酸化処理工程を施す表面は、あらかじめ脱脂処理および鏡面仕上げ処理が施されるのが好ましい。
【0041】
<熱処理>
熱処理を施す場合は、200〜350℃で30秒〜2分程度施すのが好ましい。これにより、後述する陽極酸化処理工程により生成するマイクロポアの配列の規則性が向上する。
熱処理後のアルミニウム基板は、急速に冷却するのが好ましい。冷却する方法としては、例えば、水等に直接投入する方法が挙げられる。
【0042】
<脱脂処理>
脱脂処理は、酸、アルカリ、有機溶剤等を用いて、アルミニウム基板表面に付着した、ほこり、脂、樹脂等の有機成分等を溶解させて除去し、有機成分を原因とする後述の各処理における欠陥の発生を防止することを目的として行われる。
【0043】
脱脂処理としては、具体的には、例えば、各種アルコール(例えば、メタノール等)、各種ケトン(例えば、メチルエチルケトン等)、ベンジン、揮発油等の有機溶剤を常温でアルミニウム基板表面に接触させる方法(有機溶剤法);石けん、中性洗剤等の界面活性剤を含有する液を常温から80℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(界面活性剤法);濃度10〜200g/Lの硫酸水溶液を常温から70℃までの温度でアルミニウム基板表面に30〜80秒間接触させ、その後、水洗する方法;濃度5〜20g/Lの水酸化ナトリウム水溶液を常温でアルミニウム基板表面に30秒間程度接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して電解し、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;各種公知の陽極酸化処理用電解液を常温でアルミニウム基板表面に接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して、または、交流電流を流して電解する方法;濃度10〜200g/Lのアルカリ水溶液を40〜50℃でアルミニウム基板表面に15〜60秒間接触させ、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;軽油、灯油等に界面活性剤、水等を混合させた乳化液を常温から50℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(乳化脱脂法);炭酸ナトリウム、リン酸塩類、界面活性剤等の混合液を常温から50℃までの温度でアルミニウム基板表面に30〜180秒間接触させ、その後、水洗する方法(リン酸塩法);等が挙げられる。
【0044】
これらのうち、アルミニウム表面の脂分を除去しうる一方で、アルミニウムの溶解がほとんど起こらない観点から、有機溶剤法、界面活性剤法、乳化脱脂法、リン酸塩法が好ましい。
【0045】
また、脱脂処理には、従来公知の脱脂剤を用いることができる。具体的には、例えば、市販されている各種脱脂剤を所定の方法で用いることにより行うことができる。
【0046】
<鏡面仕上げ処理>
鏡面仕上げ処理は、アルミニウム基板の表面の凹凸をなくして、電着法等による粒子形成処理の均一性や再現性を向上させるために行われる。アルミニウム基板の表面の凹凸としては、例えば、アルミニウム基板が圧延を経て製造されたものである場合における、圧延時に発生した圧延筋が挙げられる。
本発明において、鏡面仕上げ処理は、特に限定されず、従来公知の方法を用いることができる。例えば、機械研磨、化学研磨、電解研磨が挙げられる。
【0047】
機械研磨としては、例えば、各種市販の研磨布で研磨する方法、市販の各種研磨剤(例えば、ダイヤ、アルミナ)とバフとを組み合わせた方法等が挙げられる。具体的には、研磨剤を用いる場合、使用する研磨剤を粗い粒子から細かい粒子へと経時的に変更して行う方法が好適に例示される。この場合、最終的に用いる研磨剤としては、#1500のものが好ましい。これにより、光沢度を50%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに50%以上)とすることができる。
【0048】
化学研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法等が挙げられる。
また、リン酸−硝酸法、Alupol I法、Alupol V法、Alcoa R5法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好適に例示される。中でも、リン酸−硝酸法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好ましい。
化学研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0049】
電解研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法;米国特許第2708655号明細書に記載されている方法;「実務表面技術」,vol.33,No.3,1986年,p.32−38に記載されている方法;等が好適に挙げられる。
電解研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0050】
これらの方法は、適宜組み合わせて用いることができる。具体的には、例えば、研磨剤を粗い粒子から細かい粒子へと経時的に変更する機械研磨を施し、その後、電解研磨を施す方法が好適に挙げられる。
【0051】
鏡面仕上げ処理により、例えば、平均表面粗さRa0.1μm以下、光沢度50%以上の表面を得ることができる。平均表面粗さRaは、0.03μm以下であるのが好ましく、0.02μm以下であるのがより好ましい。また、光沢度は70%以上であるのが好ましく、80%以上であるのがより好ましい。
なお、光沢度は、圧延方向に垂直な方向において、JIS Z8741−1997の「方法3 60度鏡面光沢」の規定に準じて求められる正反射率である。具体的には、変角光沢度計(例えば、VG−1D、日本電色工業社製)を用いて、正反射率70%以下の場合には入反射角度60度で、正反射率70%を超える場合には入反射角度20度で、測定する。
【0052】
[陽極酸化処理工程]
上記陽極酸化工程は、上記アルミニウム基板に陽極酸化処理を施すことにより、該アルミニウム基板表面にマイクロポアを有する陽極酸化皮膜を形成する工程である。
本発明の製造方法における陽極酸化処理は、従来公知の方法を用いることができるが、上記導通路における垂直方向の導電性をより確実に担保する観点から、上記導通路が下記式(i)により定義される規則化度が50%以上となるように配列するマイクロポアを貫通化した孔に導電性部材を充填したものを利用するのが好ましいため、後述する自己規則化法や定電圧処理を用いるのが好ましい。
【0053】
規則化度(%)=B/A×100 (i)
【0054】
上記式(i)中、Aは、測定範囲におけるマイクロポアの全数を表す。Bは、一のマイクロポアの重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円を描いた場合に、その円の内部に上記一のマイクロポア以外のマイクロポアの重心を6個含むことになる上記一のマイクロポアの測定範囲における数を表す。
【0055】
ここで、図2は、ポアの規則化度を算出する方法の説明図である。図2を用いて、上記式(1)をより具体的に説明する。
図2(A)に示されるマイクロポア101は、マイクロポア101の重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円103(マイクロポア102に内接している。)を描いた場合に、円3の内部にマイクロポア101以外のマイクロポアの重心を6個含んでいる。したがって、マイクロポア101は、Bに算入される。
図2(B)に示されるマイクロポア104は、マイクロポア104の重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円106(マイクロポア105に内接している。)を描いた場合に、円106の内部にマイクロポア104以外のマイクロポアの重心を5個含んでいる。したがって、マイクロポア104は、Bに算入されない。
また、図2(B)に示されるマイクロポア107は、マイクロポア107の重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円109(マイクロポア108に内接している。)を描いた場合に、円109の内部にマイクロポア107以外のマイクロポアの重心を7個含んでいる。したがって、マイクロポア107は、Bに算入されない。
【0056】
自己規則化法は、陽極酸化皮膜のマイクロポアが規則的に配列する性質を利用し、規則的な配列をかく乱する要因を取り除くことで、規則性を向上させる方法である。具体的には、高純度のアルミニウムを使用し、電解液の種類に応じた電圧で、長時間(例えば、数時間から十数時間)かけて、低速で陽極酸化皮膜を形成させる。
この方法においては、マイクロポアの径(ポア径)は電圧に依存するので、電圧を制御することにより、ある程度所望のポア径を得ることができる。
【0057】
自己規則化法によりマイクロポアを形成するには、少なくとも後述する陽極酸化処理(A)を施せばよいが、後述する陽極酸化処理(A)、脱膜処理(B)および再陽極酸化処理(C)をこの順に施す方法(自己規則化方法I)や、後述する陽極酸化処理(D)と酸化皮膜溶解処理(E)とをこの順に少なくとも1回施す方法(自己規則化方法II)等により形成するのが好ましい。
次に、好適態様である自己規則化方法Iおよび自己規則化方法IIの各処理について詳述する。
【0058】
〔自己規則化方法I〕
<陽極酸化処理(A)>
陽極酸化処理(A)における電解液の平均流速は、0.5〜20.0m/minであるのが好ましく、1.0〜15.0m/minであるのがより好ましく、2.0〜10.0m/minであるのが更に好ましい。上記範囲の流速で陽極酸化処理(A)を行うことにより、均一かつ高い規則性を有することができる。
また、電解液を上記条件で流動させる方法は、特に限定されないが、例えば、スターラーのような一般的なかくはん装置を使用する方法が用いられる。特に、かくはん速度をデジタル表示でコントロールできるようなスターラーを用いると、平均流速が制御できるため好ましい。このようなかくはん装置としては、例えば、「マグネティックスターラーHS−50D(AS ONE製)」等が挙げられる。
【0059】
陽極酸化処理(A)は、例えば、酸濃度1〜10質量%の溶液中で、アルミニウム基板を陽極として通電する方法を用いることができる。
陽極酸化処理(A)に用いられる溶液としては、酸溶液であることが好ましく、硫酸、リン酸、クロム酸、シュウ酸、スルファミン酸、ベンゼンスルホン酸、アミドスルホン酸、グリコール酸、酒石酸、りんご酸、クエン酸等がより好ましく、中でも硫酸、リン酸、シュウ酸が特に好ましい。これらの酸は単独でまたは2種以上を組み合わせて用いることができる。
【0060】
陽極酸化処理(A)の条件は、使用される電解液によって種々変化するので一概に決定され得ないが、一般的には電解液濃度0.1〜20質量%、液温−10〜30℃、電流密度0.01〜20A/dm2、電圧3〜300V、電解時間0.5〜30時間であるのが好ましく、電解液濃度0.5〜15質量%、液温−5〜25℃、電流密度0.05〜15A/dm2、電圧5〜250V、電解時間1〜25時間であるのがより好ましく、電解液濃度1〜10質量%、液温0〜20℃、電流密度0.1〜10A/dm2、電圧10〜200V、電解時間2〜20時間であるのが更に好ましい。
【0061】
陽極酸化処理(A)の処理時間は、0.5分〜16時間であるのが好ましく、1分〜12時間であるのがより好ましく、2分〜8時間であるのが更に好ましい。
【0062】
陽極酸化処理(A)は、一定電圧下で行う以外に、電圧を断続的または連続的に変化させる方法も用いることができる。この場合は電圧を順次低くしていくのが好ましい。これにより、陽極酸化皮膜の抵抗を下げることが可能になり、陽極酸化皮膜に微細なマイクロポアが生成するため、特に電着処理により封孔処理する際に、均一性が向上する点で、好ましい。
【0063】
本発明においては、このような陽極酸化処理(A)により形成される陽極酸化皮膜の膜厚は、1〜1000μmであるのが好ましく、5〜500μmであるのがより好ましく、10〜300μmであるのが更に好ましい。
【0064】
また、本発明においては、このような陽極酸化処理(A)により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
ここで、マイクロポアの占める面積率は、アルミニウム表面の面積に対するマイクロポアの開口部の面積の合計の割合で定義される。
【0065】
<脱膜処理(B)>
脱膜処理(B)は、上記陽極酸化処理(A)によりアルミニウム基板表面に形成した陽極酸化皮膜を溶解させて除去する処理である。
上記陽極酸化処理(A)によりアルミニウム基板表面に陽極酸化皮膜を形成した後、後述する貫通化処理工程を直ちに施してもよいが、上記陽極酸化処理(A)の後、更に脱膜処理(B)および後述する再陽極酸化処理(C)をこの順で施した後に、後述する貫通化処理工程を施すのが好ましい。
【0066】
陽極酸化皮膜は、アルミニウム基板に近くなるほど規則性が高くなっているので、この脱膜処理(B)により、一度陽極酸化皮膜を除去して、アルミニウム基板の表面に残存した陽極酸化皮膜の底部分を表面に露出させて、規則的な窪みを得ることができる。したがって、脱膜処理(B)では、アルミニウムは溶解させず、アルミナ(酸化アルミニウム)からなる陽極酸化皮膜のみを溶解させる。
【0067】
アルミナ溶解液は、クロム化合物、硝酸、水酸化ナトリウム、水酸化カリウム、リン酸、ジルコニウム系化合物、チタン系化合物、リチウム塩、セリウム塩、マグネシウム塩、ケイフッ化ナトリウム、フッ化亜鉛、マンガン化合物、モリブデン化合物、マグネシウム化合物、バリウム化合物およびハロゲン単体からなる群から選ばれる少なくとも1種を含有した水溶液が好ましい。
【0068】
具体的なクロム化合物としては、例えば、酸化クロム(III)、無水クロム(VI)酸等が挙げられる。
ジルコニウム系化合物としては、例えば、フッ化ジルコンアンモニウム、フッ化ジルコニウム、塩化ジルコニウムが挙げられる。
チタン化合物としては、例えば、酸化チタン、硫化チタンが挙げられる。
リチウム塩としては、例えば、フッ化リチウム、塩化リチウムが挙げられる。
セリウム塩としては、例えば、フッ化セリウム、塩化セリウムが挙げられる。
マグネシウム塩としては、例えば、硫化マグネシウムが挙げられる。
マンガン化合物としては、例えば、過マンガン酸ナトリウム、過マンガン酸カルシウムが挙げられる。
モリブデン化合物としては、例えば、モリブデン酸ナトリウムが挙げられる。
マグネシウム化合物としては、例えば、フッ化マグネシウム・五水和物が挙げられる。
バリウム化合物としては、例えば、酸化バリウム、酢酸バリウム、炭酸バリウム、塩素酸バリウム、塩化バリウム、フッ化バリウム、ヨウ化バリウム、乳酸バリウム、シュウ酸バリウム、過塩素酸バリウム、セレン酸バリウム、亜セレン酸バリウム、ステアリン酸バリウム、亜硫酸バリウム、チタン酸バリウム、水酸化バリウム、硝酸バリウム、あるいはこれらの水和物等が挙げられる。
上記バリウム化合物の中でも、酸化バリウム、酢酸バリウム、炭酸バリウムが好ましく、酸化バリウムが特に好ましい。
ハロゲン単体としては、例えば、塩素、フッ素、臭素が挙げられる。
【0069】
中でも、上記アルミナ溶解液が、酸を含有する水溶液であるのが好ましく、酸として、硫酸、リン酸、硝酸、塩酸等が挙げられ、2種以上の酸の混合物であってもよい。
酸濃度としては、0.01mol/L以上であるのが好ましく、0.05mol/L以上であるのがより好ましく、0.1mol/L以上であるのが更に好ましい。上限は特にないが、一般的には10mol/L以下であるのが好ましく、5mol/L以下であるのがより好ましい。不要に高い濃度は経済的でないし、より高いとアルミニウム基板が溶解するおそれがある。
【0070】
アルミナ溶解液は、−10℃以上であるのが好ましく、−5℃以上であるのがより好ましく、0℃以上であるのが更に好ましい。なお、沸騰したアルミナ溶解液を用いて処理すると、規則化の起点が破壊され、乱れるので、沸騰させないで用いるのが好ましい。
【0071】
アルミナ溶解液は、アルミナを溶解し、アルミニウムを溶解しない。ここで、アルミナ溶解液は、アルミニウムを実質的に溶解させなければよく、わずかに溶解させるものであってもよい。
【0072】
脱膜処理(B)は、陽極酸化皮膜が形成されたアルミニウム基板を上述したアルミナ溶解液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。
【0073】
浸せき法は、陽極酸化皮膜が形成されたアルミニウム基板を上述したアルミナ溶解液に浸せきさせる処理である。浸せき処理の際にかくはんを行うと、ムラのない処理が行われるため、好ましい。
浸せき処理の時間は、10分以上であるのが好ましく、1時間以上であるのがより好ましく、3時間以上、5時間以上であるのが更に好ましい。
【0074】
<再陽極酸化処理(C)>
上記脱膜処理(B)により陽極酸化皮膜を除去して、アルミニウム基板の表面に規則的な窪みを形成した後、再び陽極酸化処理を施すことで、マイクロポアの規則化度がより高い陽極酸化皮膜を形成することができる。
再陽極酸化処理(C)における陽極酸化処理は、従来公知の方法を用いることができるが、上述した陽極酸化処理(A)と同一の条件で行われるのが好ましい。
また、直流電圧を一定としつつ、断続的に電流のオンおよびオフを繰り返す方法、直流電圧を断続的に変化させつつ、電流のオンおよびオフを繰り返す方法も好適に用いることができる。これらの方法によれば、陽極酸化皮膜に微細なマイクロポアが生成するため、特に電着処理により封孔処理する際に、均一性が向上する点で、好ましい。
【0075】
また、再陽極酸化処理(C)を低温で行うと、マイクロポアの配列が規則的になり、また、ポア径が均一になる。
一方、再陽極酸化処理(C)を比較的高温で行うことにより、マイクロポアの配列を乱し、また、ポア径のばらつきを所定の範囲にすることができる。また、処理時間によっても、ポア径のばらつきを制御することができる。
【0076】
本発明においては、このような再陽極酸化処理(C)により形成される陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0077】
また、本発明においては、このような陽極酸化処理(C)により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0078】
更に、本発明においては、このような陽極酸化処理(C)により形成される陽極酸化皮膜のマイクロポアのポア径は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
【0079】
自己規則化方法Iにおいては、上述した陽極酸化処理(A)および脱膜処理(B)に代えて、例えば、物理的方法、粒子線法、ブロックコポリマー法、レジストパターン・露光・エッチング法等により、上述した再陽極酸化処理(C)によるマイクロポア生成の起点となる窪みを形成させてもよい。
【0080】
<物理的方法>
例えば、インプリント法(突起を有する基板またはロールをアルミニウム板に圧接し、凹部を形成する、転写法、プレスパターニング法)を用いる方法が挙げられる。具体的には、複数の突起を表面に有する基板をアルミニウム表面に押し付けて窪みを形成させる方法が挙げられる。例えば、特開平10−121292号公報に記載されている方法を用いることができる。
また、アルミニウム表面にポリスチレン球を稠密状態で配列させ、その上からSiO2を蒸着した後、ポリスチレン球を除去し、蒸着されたSiO2をマスクとして基板をエッチングして窪みを形成させる方法も挙げられる。
【0081】
<粒子線法>
粒子線法は、アルミニウム表面に粒子線を照射して窪みを形成させる方法である。粒子線法は、窪みの位置を自由に制御することができるという利点を有する。
粒子線としては、例えば、荷電粒子ビーム、集束イオンビーム(FIB:Focused Ion Beam)、電子ビームが挙げられる。
粒子線法としては、例えば、特開2001−105400号公報に記載されている方法を用いることもできる。
【0082】
<ブロックコポリマー法>
ブロックコポリマー法は、アルミニウム表面にブロックコポリマー層を形成させ、熱アニールによりブロックコポリマー層に海島構造を形成させた後、島部分を除去して窪みを形成させる方法である。
ブロックコポリマー法としては、例えば、特開2003−129288号公報に記載されている方法を用いることができる。
【0083】
<レジストパターン・露光・エッチング法>
レジストパターン・露光・エッチング法は、フォトリソグラフィあるいは電子ビームリソグラフィ法によりアルミニウム板表面のレジストに露光および現像を施し、レジストパタンを形成した後これをエッチングする。レジストを設け、エッチングしてアルミニウム表面まで貫通した窪みを形成させる方法である。
【0084】
〔自己規則化方法II〕
<第1の工程:陽極酸化処理(D)>
陽極酸化処理(D)は、従来公知の電解液を用いることができるが、直流定電圧条件下にて、通電時の皮膜形成速度Aと、非通電時の皮膜溶解速度Bとした時、以下一般式(ii)で表されるパラメータRが、160≦R≦200、好ましくは170≦R≦190、特に好ましくは175≦R≦185を満たす電解液を用いて処理を施すことで、孔の規則配列性を大幅に向上することができる。
【0085】
R=A[nm/s]÷(B[nm/s]×加電圧[V]) ・・・ (ii)
【0086】
陽極酸化処理(D)における電解液の平均流速は、上述した陽極酸化処理(A)と同様、0.5〜20.0m/minであるのが好ましく、1.0〜15.0m/minであるのがより好ましく、2.0〜10.0m/minであるのが更に好ましい。上記範囲の流速で陽極酸化処理(D)を行うことにより、均一かつ高い規則性を有することができる。
また、電解液を上記条件で流動させる方法は、上述した陽極酸化処理(A)と同様、特に限定されないが、例えば、スターラーのような一般的なかくはん装置を使用する方法が用いられる。特に、かくはん速度をデジタル表示でコントロールできるようなスターラーを用いると、平均流速が制御できるため、好ましい。そのようなかくはん装置としては、例えば、「マグネティックスターラーHS−50D(AS ONE製)」等が挙げられる。
また、陽極酸化処理液の粘度としては、25℃1気圧下における粘度が0.0001〜100.0Pa・sが好ましく、0.0005〜80.0Pa・sが更に好ましい。上記範囲の粘度を有する電解液で陽極酸化処理(D)を行うことにより、均一かつ高い規則性を有することができる。
【0087】
陽極酸化処理(D)で用いる電解液には、酸性、アルカリ性いずれも使用することができるが、孔の真円性を高める観点から酸性の電解液が好適に用いられる。
具体的には、上述した陽極酸化処理(A)と同様、塩酸、硫酸、リン酸、クロム酸、シュウ酸、グリコール酸、酒石酸、りんご酸、クエン酸、スルファミン酸、ベンゼンスルホン酸、アミドスルホン酸、グリコール酸、酒石酸、りんご酸、クエン酸等がより好ましく、中でも硫酸、リン酸、シュウ酸が特に好ましい。これらの酸は単独でまたは2種以上を組み合わせて、上記一般式(ii)の計算式より所望のパラメータに調整して用いることができる。
【0088】
陽極酸化処理(D)の条件は、使用される電解液によって種々変化するので一概に決定され得ないが、上述した陽極酸化処理(A)と同様、一般的には電解液濃度0.1〜20質量%、液温−10〜30℃、電流密度0.01〜20A/dm2、電圧3〜500V、電解時間0.5〜30時間であるのが好ましく、電解液濃度0.5〜15質量%、液温−5〜25℃、電流密度0.05〜15A/dm2、電圧5〜250V、電解時間1〜25時間であるのがより好ましく、電解液濃度1〜10質量%、液温0〜20℃、電流密度0.1〜10A/dm2、電圧10〜200V、電解時間2〜20時間であるのが更に好ましい。
【0089】
本発明においては、このような陽極酸化処理(D)により形成される陽極酸化皮膜の膜厚は、0.1〜300μmであるのが好ましく、0.5〜150μmであるのがより好ましく、1〜100μmであるのが更に好ましい。
【0090】
また、本発明においては、このような陽極酸化処理(D)により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0091】
この陽極酸化処理(D)により、図3(A)に示されるように、アルミニウム基板12の表面に、マイクロポア16aを有する陽極酸化皮膜14aが形成される。なお、陽極酸化皮膜14aのアルミニウム基板12側には、バリア層18aが存在している。
【0092】
<第2の工程:酸化皮膜溶解処理(E)>
酸化皮膜溶解処理(E)は、上記陽極酸化処理(D)により形成された陽極酸化皮膜に存在するポア径を拡大させる処理(孔径拡大処理)である。
【0093】
酸化皮膜溶解処理(E)は、上記陽極酸化処理(D)後のアルミニウム基板を酸水溶液またはアルカリ水溶液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。
【0094】
酸化皮膜溶解処理(E)において、酸水溶液を用いる場合は、硫酸、リン酸、硝酸、塩酸等の無機酸またはこれらの混合物の水溶液を用いることが好ましい。中でも、クロム酸を含有しない水溶液が安全性に優れる点で好ましい。酸水溶液の濃度は1〜10質量%であるのが好ましい。酸水溶液の温度は、25〜60℃であるのが好ましい。
一方、酸化皮膜溶解処理(E)において、アルカリ水溶液を用いる場合は、水酸化ナトリウム、水酸化カリウムおよび水酸化リチウムからなる群から選ばれる少なくとも一つのアルカリの水溶液を用いることが好ましい。アルカリ水溶液の濃度は0.1〜5質量%であるのが好ましい。アルカリ水溶液の温度は、20〜35℃であるのが好ましい。
具体的には、例えば、50g/L、40℃のリン酸水溶液、0.5g/L、30℃の水酸化ナトリウム水溶液または0.5g/L、30℃の水酸化カリウム水溶液が好適に用いられる。
酸水溶液またはアルカリ水溶液への浸せき時間は、8〜120分であるのが好ましく、10〜90分であるのがより好ましく、15〜60分であるのが更に好ましい。
【0095】
また、酸化皮膜溶解処理(E)において、ポア径の拡大量は陽極酸化処理(D)の条件により異なるが、処理前後の拡大比が1.05倍〜100倍が好ましく、1.1倍〜75倍がより好ましく、1.2倍〜50倍が特に好ましい。
【0096】
この酸化皮膜溶解処理(B)により、図3(B)に示されるように、図3(A)に示される陽極酸化皮膜14aの表面およびマイクロポア16aの内部(バリア層18aおよび多孔質層)が溶解し、アルミニウム基板12上に、マイクロポア16bを有する陽極酸化皮膜14bを有するアルミニウム部材が得られる。なお、図3(A)と同様、陽極酸化皮膜14bのアルミニウム基板12側には、バリア層18bが存在している。
【0097】
<第3の工程:陽極酸化処理(D)>
自己規則化方法IIにおいては、上記酸化皮膜溶解処理(E)の後に、再度上記陽極酸化処理(D)を施すのが好ましい。
【0098】
再度の陽極酸化処理(D)により、図3(C)に示されるように、図3(B)に示されるアルミニウム基板12の酸化反応が進行し、アルミニウム基板12上に、マイクロポア16bよりも深くなったマイクロポア16cを有する陽極酸化皮膜14cを有するアルミニウム部材が得られる。なお、図3(A)と同様、陽極酸化皮膜14cのアルミニウム基板12側には、バリア層18cが存在している。
【0099】
<第4の工程:酸化皮膜溶解処理(E)>
また、自己規則化方法IIにおいては、上記陽極酸化処理(D)、上記酸化皮膜溶解処理(E)および上記陽極酸化処理(D)をこの順に施した後に、更に上記酸化皮膜溶解処理(E)を施すのが好ましい。
【0100】
この処理により、マイクロポアの中に処理液が入るため、第3の工程で施した陽極酸化処理(D)で形成された陽極酸化皮膜を全て溶解し、第3の工程で施した陽極酸化処理(D)で形成されたマイクロポアのポア径を広げることができる。
即ち、再度の酸化皮膜溶解処理(E)により、図3(D)に示されるように、図3(C)に示される陽極酸化皮膜14cの変曲点より表面側のマイクロポア16cの内部が溶解し、アルミニウム基板12上に、直管状のマイクロポア16dを有する陽極酸化皮膜14dを有するアルミニウム部材が得られる。なお、図3(A)と同様、陽極酸化皮膜14dのアルミニウム基板12側には、バリア層18dが存在している。
【0101】
ここで、マイクロポアのポア径の拡大量は、第3の工程で施した陽極酸化処理(D)の処理条件により異なるが、処理前後の拡大比が1.05倍〜100倍が好ましく、1.1倍〜75倍がより好ましく、1.2倍〜50倍が特に好ましい。
【0102】
自己規則化方法IIは、上述した陽極酸化処理(D)と酸化皮膜溶解処理(E)のサイクルを1回以上行うものである。繰り返しの回数が多いほど、上述したポアの配列の規則性が高くなる。
また、直前の陽極酸化処理(D)で形成された陽極酸化皮膜を酸化皮膜溶解処理(E)で全て溶解することにより、皮膜表面から見たマイクロポアの真円性が飛躍的に向上するため、上記サイクルを2回以上繰り返して行うのが好ましく、3回以上繰り返して行うのがより好ましく、4回以上繰り返して行うのが更に好ましい。
また、上記サイクルを2回以上繰り返して行う場合、各回の酸化皮膜溶解処理および陽極酸化処理の条件は、それぞれ同じであっても、異なっていてもよく、また、最後の処理を陽極酸化処理で終えてもよい。
【0103】
本発明においては、このような自己規則化方法IIにより形成される陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0104】
また、本発明においては、このような自己規則化方法IIにより形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0105】
更に、本発明においては、このような自己規則化方法IIにより形成される陽極酸化皮膜のマイクロポアのポア径は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
【0106】
〔定電圧処理〕
定電圧処理は、長時間(例えば、数時間から十数時間)かけて、低速で陽極酸化皮膜を形成させる処理方法である。この処理方法においては、ポア径が電圧に依存するため、マイクロポアの分岐を防ぐ観点から、電圧を一定に制御することが必須となる。
【0107】
陽極酸化処理における電解液の平均流速は、0.5〜20.0m/minであるのが好ましく、1.0〜15.0m/minであるのがより好ましく、2.0〜10.0m/minであるのが更に好ましい。上記範囲の流速で陽極酸化処理を行うことにより、均一かつ高い規則性を有することができる。
また、電解液を上記条件で流動させる方法は、特に限定されないが、例えば、スターラーのような一般的なかくはん装置を使用する方法が用いられる。特に、かくはん速度をデジタル表示でコントロールできるようなスターラーを用いると、平均流速が制御できるため好ましい。このようなかくはん装置としては、例えば、「マグネティックスターラーHS−50D(AS ONE製)」等が挙げられる。
【0108】
陽極酸化処理は、例えば、酸濃度1〜10質量%の溶液中で、アルミニウム基板を陽極として通電する方法を用いることができる。
陽極酸化処理に用いられる溶液としては、酸溶液であることが好ましく、硫酸、リン酸、クロム酸、シュウ酸、スルファミン酸、ベンゼンスルホン酸、アミドスルホン酸、グリコール酸、酒石酸、りんご酸、クエン酸等がより好ましく、中でも硫酸、リン酸、シュウ酸が特に好ましい。これらの酸は単独でまたは2種以上を組み合わせて用いることができる。
【0109】
陽極酸化処理の条件は、使用される電解液によって種々変化するので一概に決定され得ないが、一般的には電解液濃度0.1〜20質量%、液温−10〜30℃、電流密度0.01〜20A/dm2、電圧3〜300V、電解時間0.5〜50時間であるのが好ましく、電解液濃度0.5〜15質量%、液温−5〜25℃、電流密度0.05〜15A/dm2、電圧5〜250V、電解時間1〜25時間であるのがより好ましく、電解液
濃度1〜10質量%、液温0〜20℃、電流密度0.1〜10A/dm2、電圧10〜2
00V、電解時間2〜20時間であるのが更に好ましい。
【0110】
陽極酸化処理の処理時間は、0.5分〜16時間であるのが好ましく、1分〜12時間であるのがより好ましく、2分〜8時間であるのが更に好ましい。
【0111】
本発明においては、このような定電圧処理により形成される陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0112】
また、本発明においては、このような定電圧処理により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0113】
更に、本発明においては、このような定電圧処理により形成される陽極酸化皮膜のマイクロポアのポア径は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
【0114】
[貫通化処理工程]
上記貫通化処理工程は、上記陽極酸化処理工程の後に、上記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る工程である。
【0115】
上記貫通化処理工程では、下記(a)または(b)の処理を施すのが好ましい。
(a)酸またはアルカリを用いて、陽極酸化皮膜を有するアルミニウム基板を溶解し、マイクロポアによる孔を貫通化する処理(化学溶解処理)。
(b)陽極酸化皮膜を有するアルミニウム基板を機械的に研磨し、マイクロポアによる孔を貫通化する処理(機械的研磨処理)。
以下に上記(a)および(b)の各処理について詳述する。
【0116】
<(a)化学溶解処理>
化学溶解処理では、具体的には、例えば、上記陽極酸化処理工程の後に、アルミニウム基板(図3(D)においては符号12で表される部分)を溶解し、さらに、陽極酸化皮膜の底部(図3(D)においては符号18dで表される部分)を除去して、マイクロポアによる孔を貫通化させる。
【0117】
(アルミニウム基板の溶解)
上記陽極酸化処理工程の後のアルミニウム基板の溶解は、陽極酸化皮膜(アルミナ)は溶解しにくく、アルミニウムを溶解しやすい処理液を用いる。
即ち、アルミニウム溶解速度1μm/分以上、好ましくは3μm/分以上、より好ましくは5μm/分以上、および、陽極酸化皮膜溶解速度0.1nm/分以下、好ましくは0.05nm/分以下、より好ましくは0.01nm/分以下の条件を有する処理液を用いる。
具体的には、アルミよりもイオン化傾向の低い金属化合物を少なくとも1種含み、かつ、pHが4以下8以上、好ましくは3以下9以上、より好ましくは2以下10以上の処理液を使用して浸漬処理を行う。
【0118】
このような処理液としては、酸またはアルカリ水溶液をベースとし、例えば、マンガン、亜鉛、クロム、鉄、カドミウム、コバルト、ニッケル、スズ、鉛、アンチモン、ビスマス、銅、水銀、銀、パラジウム、白金、金の化合物(例えば、塩化白金酸)、これらのフッ化物、これらの塩化物等を配合したものであるのが好ましい。
中でも、酸水溶液ベースが好ましく、塩化物をブレンドするのが好ましい。
特に、塩酸水溶液に塩化水銀をブレンドした処理液(塩酸/塩化水銀)、塩酸水溶液に塩化銅をブレンドした処理液(塩酸/塩化銅)が、処理ラチチュードの観点から好ましい。
なお、このような処理液の組成は特に限定されず、例えば、臭素/メタノール混合物、臭素/エタノール混合物、王水等を用いることができる。
【0119】
また、このような処理液の酸またはアルカリ濃度は、0.01〜10mol/Lが好ましく、0.05〜5mol/Lがより好ましい。
【0120】
更に、このような処理液を用いた処理温度は、−10℃〜80℃が好ましく、0℃〜60℃が好ましい。
【0121】
本発明においては、アルミニウム基板の溶解は、上記陽極酸化処理工程の後のアルミニウム基板を上述した処理液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。このときの接触時間としては、10秒〜5時間が好ましく、1分〜3時間がより好ましい。
【0122】
(陽極酸化皮膜の底部の除去)
アルミニウム基板を溶解した後の陽極酸化皮膜の底部の除去は、酸水溶液またはアルカリ水溶液に浸せきさせることにより行う。底部の陽極酸化皮膜が除去されることにより、マイクロポアによる孔が貫通する。
【0123】
陽極酸化皮膜の底部の除去は、予めpH緩衝液に浸漬させてマイクロポアによる孔の開口側から孔内にpH緩衝液を充填した後に、開口部の逆面、即ち、陽極酸化皮膜の底部に酸水溶液またはアルカリ水溶液に接触させる方法により行うのが好ましい。
【0124】
酸水溶液を用いる場合は、硫酸、リン酸、硝酸、塩酸等の無機酸またはこれらの混合物の水溶液を用いることが好ましい。酸水溶液の濃度は1〜10質量%であるのが好ましい。酸水溶液の温度は、25〜40℃であるのが好ましい。
一方、アルカリ水溶液を用いる場合は、水酸化ナトリウム、水酸化カリウムおよび水酸化リチウムからなる群から選ばれる少なくとも一つのアルカリの水溶液を用いることが好ましい。アルカリ水溶液の濃度は0.1〜5質量%であるのが好ましい。アルカリ水溶液の温度は、20〜35℃であるのが好ましい。
【0125】
具体的には、例えば、50g/L、40℃のリン酸水溶液や、0.5g/L、30℃の水酸化ナトリウム水溶液または0.5g/L、30℃の水酸化カリウム水溶液が好適に用いられる。
【0126】
酸水溶液またはアルカリ水溶液への浸せき時間は、8〜120分であるのが好ましく、10〜90分であるのがより好ましく、15〜60分であるのが更に好ましい。
また、予めpH緩衝液に浸漬させる場合は、上述した酸/アルカリに適宜対応した緩衝液を使用する。
【0127】
<(b)機械的研磨処理>
機械的研磨処理では、具体的には、例えば、上記陽極酸化処理工程の後に、アルミニウム基板(図3(D)においては符号12で表される部分)およびアルミニウム基板近傍の陽極酸化皮膜(図3(D)においては符号18dで表される部分)を機械的に研磨して除去することにより、マイクロポアによる孔を貫通化させる。
機械的研磨処理では、公知の機械的研磨処理方法を幅広く用いることができ、例えば、鏡面仕上げ処理について例示した機械研磨を用いることができる。但し、精密研磨速度が高いことから化学機械研磨(CMP:Chemical Mechanical Polishing)処理を行うことが好ましい。CMP処理には、フジミインコーポレイテッド社製のPNANERLITE−7000、日立化成社製のGPX HSC800、旭硝子(セイミケミカル)社製のCL−1000等のCMPスラリーを用いることができる。
【0128】
この貫通化処理工程により、図3(D)に示されるアルミニウム基板12およびバリア層18dがなくなった状態の構造物、即ち、図4(A)に示される微細構造体20が得られる。
【0129】
[保護膜形成処理工程]
本発明の製造方法においては、アルミナで形成された陽極酸化皮膜が、空気中の水分との水和により、経時により孔径が変化してしまうことから、後述する導電性部材充填工程前に、保護膜形成処理を施すことが好ましい。
【0130】
保護膜としては、Zr元素および/またはSi元素を含有する無機保護膜、あるいは、水不溶性ポリマーを含有する有機保護膜が挙げられる。
【0131】
Zr元素を有する保護膜の形成方法は特に限定されないが、例えば、ジルコニウム化合物が溶解している水溶液に直接浸せきして処理する方法が一般的である。また、保護膜の強固性と安定性の観点から、リン化合物をあわせて溶解させた水溶液を用いることが好ましい。
【0132】
ここで、ジルコニウム化合物としては、具体的には、例えば、ジルコニウム、フッ化ジルコニウム、フッ化ジルコン酸ナトリウム、フッ化ジルコン酸カルシウム、フッ化ジルコニウム、塩化ジルコニウム、オキシ塩化ジルコニウム、オキシ硝酸ジルコニウム、硫酸ジルコニウム、ジルコニウムエトキシド、ジルコニウムプロポキシド、ジルコニウムブトキシド、ジルコニウムアセチルアセトナート、テトラクロロビス(テトラヒドロフラン)ジルコニウム、ビス(メチルシクロペンタジエニル)ジルコニウムジクロリド、ジシクロペンタジエニルジルコニウムジクロリド、エチレンビス(インデニル)ジルコニウム(IV)ジクロリド等が挙げられ、中でも、フッ化ジルコン酸ナトリウムが好ましい。
また、水溶液におけるジルコニウム化合物の濃度としては、保護膜厚の均一性の観点から、0.01〜10wt%が好ましく、0.05〜5wt%がより好ましい。
【0133】
リン化合物としては、リン酸、リン酸ナトリウム、リン酸カルシウム、リン酸水素ナトリウム、リン酸水素カルシウム等が挙げられ、中でも、リン酸水素ナトリウムが好ましい。
また、水溶液におけるジルコニウム化合物の濃度としては、保護膜厚の均一性の観点から、0.1〜20wt%が好ましく、0.5〜10wt%がより好ましい。
【0134】
また、処理温度としては、0〜120℃が好ましく、20〜100℃がより好ましい。
【0135】
一方、Si元素を有する保護膜の形成方法は特に限定されないが、例えば、アルカリ金属ケイ酸塩が溶解している水溶液に直接浸せきして処理する方法が一般的である。
アルカリ金属ケイ酸塩の水溶液は、ケイ酸塩の成分である酸化ケイ素SiO2とアルカリ金属酸化物M2Oの比率(一般に〔SiO2〕/〔M2O〕のモル比で表す。)と濃度によって保護膜厚の調節が可能である。
ここで、Mとしては、特にナトリウム、カリウムが好適に用いられる。
また、モル比は、〔SiO2〕/〔M2O〕が0.1〜5.0が好ましく、0.5〜3.0がより好ましい。
更に、SiO2の含有量は、0.1〜20質量%が好ましく、0.5〜10質量%がより好ましい。
【0136】
有機保護膜としては、水不溶性ポリマーが溶解している有機溶剤に、直接浸せきしたのち、加熱処理により溶剤のみを揮発させる方法が好ましい。
水不溶性ポリマーとしては、例えば、ポリ塩化ビニリデン、ポリ(メタ)アクリロニトリル、ポリサルホン、ポリ塩化ビニル、ポリエチレン、ポリカーボネート、ポリスチレン、ポリアミド、セロハン等が挙げられる。
また、有機溶剤としては、エチレンジクロライド、シクロヘキサノン、メチルエチルケトン、メタノール、エタノール、プロパノール、エチレングリコールモノメチルエーテル、1−メトキシ−2−プロパノール、2−メトキシエチルアセテート、1−メトキシ−2−プロピルアセテート、ジメトキシエタン、乳酸メチル、乳酸エチル、N,N−ジメチルアセトアミド、N,N−ジメチルホルムアミド、テトラメチルウレア、N−メチルピロリドン、ジメチルスルホキシド、スルホラン、γ−ブチロラクトン、トルエン等が挙げられる。
濃度としては、0.1〜50wt%が好ましく、1〜30wt%がより好ましい。
また、溶剤揮発時の加熱温度としては、30〜300℃が好ましく、50〜200℃がより好ましい。
【0137】
保護膜形成処理後において、保護膜を含めた陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0138】
[導電性部材充填工程]
上記導電性部材充填工程は、上記貫通化処理工程の後に、得られた上記微細構造体における貫通化した孔(以下、「貫通孔」ともいう。)の内部に導電性部材を充填して上記導通路を形成する工程である。
【0139】
上記導電性部材充填工程では、下記(a)〜(c)のいずれかの処理を施すのが好ましい。
(a)導電性部材を含有する液中に、上記貫通化孔を有する微細構造体を浸漬し、上記貫通孔内に導電性部材を充填する処理(浸漬処理)。
(b)電解めっきにより、上記貫通化孔内に導電性部材を充填する処理(電解めっき処理)。
(c)蒸着により、上記貫通化孔内に導電性部材を充填する処理(蒸着処理)。
ここで、充填する導電性部材は、異方導電性部材の導通路を構成するものであり、本発明の異方導電性部材において説明したものと同様である。
以下に、上記(a)〜(c)の各処理について詳述する。
【0140】
<(a)浸漬処理>
導電性部材を有する液中に、上記貫通化孔を有する微細構造体を浸漬し、上記貫通孔内に導電性部材を充填する処理としては、無電解めっき処理、高粘度の溶融金属浸漬処理、導電性高分子溶解液浸漬処理等の公知の方法を用いることができる。
中でも、導電性部材としての好ましい材料が金属であることから、無電解めっき処理、溶融金属浸漬処理が好ましく、操作の簡易性から無電解めっき処理が好ましい。
【0141】
無電解めっきの方法特に限定されず、公知の方法および処理液を用いることができる。中でも、析出させる金属核を予め設け、その後に該金属を含む溶剤に溶ける化合物と還元剤を液に溶かし、絶縁性基材を該液に浸漬することにより、貫通化した孔内に金属を充填させる方法が好ましい。
また、後述する電解めっき処理と併用して処理してもよい。
【0142】
<(b)電解めっき処理>
本発明の製造方法において、電解めっきにより、上記貫通孔内に導電性部材を充填する場合は、パルス電解または定電位電解の際に休止時間を設ける必要がある。休止時間は、10秒以上必要で、30〜60秒であるのが好ましい。
また、電解液のかくはんを促進するため、超音波を加えることも望ましい。
更に、電解電圧は、通常20V以下であって望ましくは10V以下であるが、使用する電解液における目的金属の析出電位を予め測定し、その電位+1V以内で定電位電解を行うことが好ましい。なお、定電位電解を行う際には、サイクリックボルタンメトリを併用できるものが望ましく、Solartron社、BAS社、北斗電工社、IVIUM社等のポテンショスタット装置を用いることができる。
【0143】
めっき液は、従来公知のめっき液を用いることができる。
具体的には、銅を析出させる場合には硫酸銅水溶液が一般的に用いられるが、硫酸銅の濃度は、1〜300g/Lであるのが好ましく、100〜200g/Lであるのがより好ましい。また、電解液中に塩酸を添加すると析出を促進することができる。この場合、塩酸濃度は10〜20g/Lであるのが好ましい。
また、金を析出させる場合、テトラクロロ金の硫酸溶液を用い、交流電解でめっきを行うのが望ましい。
【0144】
<(c)蒸着処理>
蒸着により上記貫通孔内に導電性部材を充填する場合、物理蒸着(PVD)、化学蒸着(CVD)といった公知の蒸着処理を用いることができる。蒸着処理を行う際の条件としては、その対象物質により異なるが、温度−40℃〜80℃、真空度10−3Pa以下が蒸着速度の観点から好ましく、−20℃〜60℃、真空度真空度10−4Pa以下がより好ましい。
【0145】
また、充填を均一に行うために、蒸着方向に対する絶縁性基板の面を適宜傾けて、斜め方向から蒸着する方法も好適に用いることができる。
【0146】
この導電性部材充填工程により、図4(B)に示される微細構造体20が得られる。
【0147】
[表面平滑化処理工程]
本発明の製造方法においては、上記導電性部材充填工程の後に、上記微細構造体の表面および裏面を平滑化する表面平滑処理工程を具備するのが好ましい。
表面平滑処理工程を実施することにより、導電性部材を充填させた後の微細構造体の表面および裏面の平滑化と、該表面および裏面に付着した余分な導電性部材を除去することができる。
【0148】
上記表面平滑処理工程では、下記(a)〜(c)のいずれかの処理を施すのが好ましい。
(a)化学機械研磨(CMP)による処理。
(b)電解研磨による処理。
(c)イオンミリング処理。
以下に、上記(a)〜(c)の各処理について詳述する。
【0149】
<(a)化学機械研磨(CMP)による処理>
CMP処理には、フジミインコーポレイテッド社製のPNANERLITE−7000、日立化成社製のGPX HSC800、旭硝子(セイミケミカル)社製のCL−1000等のCMPスラリーを用いることができる。
なお、陽極酸化皮膜を研磨したくないので、層間絶縁膜やバリアメタル用のスラリーを用いるのは好ましくない。
【0150】
<(b)電解研磨による処理>
電解研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法;米国特許第2708655号明細書に記載されている方法;「実務表面技術」,vol.33,No.3,1986年,p.32−38に記載されている方法;等が好適に挙げられる。
【0151】
<(c)イオンミリング処理>
イオンミリング処理は、上記CMPによる処理や、電解研磨処理よりもさらに精密な研磨が必要な際に施され、公知の技術を用いることができる。イオン種としては一般的なアルゴンイオンを用いることが好ましい。
【0152】
[導通路突出工程]
上記導通路突出工程は、上記導電性部材充填工程の後(上記表面平滑化処理工程を実施した場合は上記表面平滑化処理工程の後。以下、同様。)に、上記微細構造体の表面および/または裏面から上記導通路を突出させて異方導電性部材前駆体を得る工程である。
本発明の製造方法においては、上記導通路突出工程により形成される上記導通路の突出部が、後述する皮膜除去工程において陽極酸化皮膜を溶解する際に、上記導通路が倒れたり凝集したりするのを防ぎ、また、最終的に得られる異方導電性部材においては電子部品の電極部分との接合部位に利用することができる。
【0153】
上記導通路突出工程では、下記(a)または(b)の処理を施すのが好ましい。
(a)上記導電性部材充填工程後の上記微細構造体の表面および/または裏面の陽極酸化皮膜部分の一部を除去することにより、上記微細構造体の表面および/または裏面から導電性部材が突出した構造を形成する処理。
(b)上記導電性部材充填工程後の上記微細構造体において上記導通路の表面に導電性部材を析出させることにより、上記微細構造体の表面および/または裏面から導電性部材が突出した構造を形成する処理。
以下に、上記(a)および(b)の各処理について詳述する。
【0154】
<(a)処理>
上記(a)処理では、上記導電性部材充填工程後の微細構造体の表面および/または裏面を酸水溶液またはアルカリ水溶液に接触させることにより、上記微細構造体の表面および/または裏面の陽極酸化皮膜部分のみを一部溶解させて除去して導通路を突出させる(図4(C))。
また、上記(a)処理は、上記導通路を構成する導電性部材を溶解しない条件であれば、上述した酸化皮膜溶解処理(E)と同様の処理条件で施すことができる。特に、溶解速度を管理しやすい酸水溶液またはアルカリ水溶液を用いるのが好ましい。
【0155】
<(b)処理>
上記(b)処理では、図4(B)に示される導通路3の表面にのみ、導電性部材を析出させることにより、導通路を突出させる(図4(D))。
導電性部材の析出は、無電解めっきまたは電着処理により行うことができる。なお、析出させる導電性部材は、導電性部材充填工程で充填した導電性部材と同一のものであってもよく、異なるものであってもよい。
【0156】
本発明の製造方法においては、上記導通路突出工程として上記(a)処理を施すのが好ましく、上記導電性部材充填工程後の微細構造体を陽極酸化皮膜が溶解する処理液を用いた浸漬処理を施すのがより好ましい。
上記処理液としては、具体的には、例えば、上記導通路が銅で充填された場合、pH13以上のアルカリ水溶液(例えば、KOH、NaOH等の水溶液)等が挙げられる。
また、上記浸漬処理の温度は、0℃〜70℃であるのが好ましく、10〜50℃であるのがより好ましく、20〜45℃であるのが更に好ましい。
また、上記浸漬処理の処理時間は、導通路の径や周期によっても異なるが、作業性および実用性の観点から、1〜60分の範囲であるのが好ましい。処理時間がこの範囲であると、再現性も良好となる。
【0157】
一方、上記導通路が貴金属等の耐酸性を有する金属で充填された場合、上記処理液としては、リン酸、硫酸、硝酸等の水溶液も利用できる。
この場合の処理液のpHは、−1.0〜3.0であるのが好ましく、−0.5〜2.0であるのがより好ましく、0〜1.5であるのが更に好ましい。
また、この場合の浸漬処理の温度は、0〜70℃であるのが好ましく、10〜50℃であるのがより好ましく、20〜45℃であるのが更に好ましい。
また、この場合の浸漬処理の処理時間は、導通路の径や周期によっても異なるが、作業性および実用性の観点から、1〜60分の範囲であるのが好ましい。処理時間がこの範囲であると、再現性も良好となる。
【0158】
上記処理液は、水溶性高分子を添加して粘度を増加させるのが好ましい。
水溶性高分子を添加して粘度を増加させることにより、上記各導通路の上記絶縁性基材の面からの突出した部分(バンプ)の高さを0.05〜30μmとし、上記バンプのアスペクト比(高さ/直径)を1以上と調製しやすくなる。
上記水溶性高分子としては、具体的には、ポリエチレングリコール(PEG)、ポリビニルアルコール(PVA)、ポリアクリル酸ナトリウム、グリセリン、プロピレングリコール等が入手性、安定性、純度等の観点から好適に挙げられる。
また、上記水溶性高分子は、分子量が40〜5000であるのが好ましく、60〜4000であるのがより好ましく、80〜3000であるのが更に好ましい。
一方、上記水溶性高分子を添加した後の粘度は、1.2〜12cpであるのが好ましく、2〜6cpであるのがより好ましく、2〜5cpが更に好ましく、2.5〜4.8cpが特に好ましい。粘度がこの範囲であると、絶縁性基材と導通路との界面に処理液が浸透し、微細構造体の構造が崩壊し難いので、導通路の突出高さを高くすることが可能となる。
【0159】
この導通路突出工程により、図4(C)または図4(D)に示される異方導電性部材前駆体21が得られる。
【0160】
[樹脂被覆工程]
上記樹脂被覆工程は、上記導通路突出工程の後、溶剤可溶性樹脂で上記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う工程である。
ここで、上記溶剤可溶性樹脂とは、溶剤に可溶性の樹脂であって、後述する皮膜除去工程で用いられるアルミナ溶解液には溶解しない樹脂であり、後述する樹脂充填工程で用いられる樹脂(溶剤不溶性樹脂)を溶解することができない溶剤に可溶性の樹脂をいう。
【0161】
上記溶剤可溶性樹脂としては、例えば、フォトリソグラフィー用レジスト、研磨用WAX等が挙げられる。
また、メチルイソプロピルケトンに溶解するXP FILM TRIAL(SU−8 3000、化薬マイクロケム社製)、イソプロピルアルコールに溶解するアルコワックス(型番:5402F、日化精工社製)等も用いることができる。
【0162】
この樹脂被覆工程により、図5(A)に示される構造体が得られる。
なお、本発明の製造方法においては、図5(A)に示すように、上記異方導電性部材前駆体の表面および裏面の全面が溶剤可溶性樹脂30で覆われているのが好ましいが、後述する皮膜除去工程において陽極酸化皮膜を溶解する際に、上記導通路が倒れたり凝集したりするのを防ぐ機能が損なわれない限り、上記異方導電性部材前駆体の表面または裏面の少なくとも一部が溶剤可溶性樹脂で覆われていればよい。
【0163】
また、本発明の製造方法においては、上記樹脂被覆工程において上記異方導電性部材前駆体の表面および裏面のみならず側面も含めた全体を溶剤可溶性樹脂30で被覆してもよいが、この場合は、後述する皮膜除去工程において陽極酸化皮膜を溶解する際の起点となる上記異方導電性部材前駆体の側面が露出するように研磨等により開口させる必要がある。
【0164】
[皮膜除去工程]
上記皮膜除去工程は、上記樹脂被覆工程の後、上記異方導電性部材前駆体の上記陽極酸化皮膜を除去する工程である。
ここで、上記陽極酸化皮膜の除去は、上述した脱膜処理(B)と同様の条件で施すことができる。
アルミナ溶解液としては、上記溶剤可溶性樹脂を溶解させないようにする観点から、上述した脱膜処理(B)で説明したもののうち、水酸化ナトリウム、水酸化カリウムおよびリン酸のいずれかを含有する水溶液であるのが好ましい。
【0165】
本発明の製造方法においては、上記皮膜除去工程における陽極酸化皮膜の溶解性の観点から、上記樹脂被覆工程の後の上記異方導電性部材前駆体の形状は、短冊状であるのが好ましく、具体的には、長辺の長さが5〜100mm程度であり、短辺の長さが1〜10mm程度の短冊状であるのがより好ましい。
上記異方導電性部材前駆体の形状が短冊状であると、アルミナ溶解液が上記異方導電性部材前駆体の側面から陽極酸化皮膜の全体に行き渡りやすくなる。
【0166】
この皮膜除去工程により、導通路3が溶剤可溶性樹脂30により固定された図5(B)に示される構造体が得られる。
【0167】
[樹脂充填工程]
上記樹脂充填工程は、上記皮膜除去工程の後、溶剤不溶性樹脂を上記陽極酸化皮膜があった部分に充填して上記絶縁性基材を形成する工程である。
ここで、充填する溶剤不溶性樹脂は、異方導電性部材の絶縁性基材を構成するものであり、本発明の異方導電性部材において説明したものと同様である。中でも、硬化後の体積変化が少ない理由から、エポキシ樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂等の熱硬化樹脂であるのが好ましい。
【0168】
上記溶剤不溶性樹脂を充填は、減圧下または加圧下で行うことができるが、真空ポンプを用いて徐々に減圧しながら上記溶剤不溶性樹脂を含有する薬液を浸透させる方法が好ましい。
【0169】
この樹脂充填工程により、導通路3と溶剤可溶性樹脂30との間に溶剤不溶性樹脂である上記絶縁性基材2が充填された図5(C)に示される構造体が得られる。
【0170】
[樹脂除去工程]
上記樹脂除去工程は、上記樹脂充填工程の後、上記溶剤可溶性樹脂を除去して上記異方導電性部材を得る工程である。
ここで、上記溶剤可溶性樹脂の除去は、溶剤を用いて行うが、上述したように、上記樹脂充填工程により充填された上記溶剤不溶性樹脂を溶解しない溶剤を用いる。
【0171】
この樹脂除去工程により、溶剤可溶性樹脂30が除去された図5(D)に示される異方導電性部材1が得られる。
【実施例】
【0172】
(実施例1)
(A)鏡面仕上げ処理
高純度アルミニウム基板(住友軽金属社製、純度99.99質量%、厚さ0.4mm)を400℃で1時間焼きなましたものを1cm各の面積で陽極酸化処理できるように1cm×3cmの大きさにカットし、以下に機械研磨処理および電解研磨処理を施した。
【0173】
<機械研磨処理>
まず、1cm×3cm角の上記高純度アルミニウム基板を両面テープ(再剥離テープ9455、住友3M社製)にて鏡面仕上げ済みの金属ブロックに貼り付けた。
次いで、研磨盤(商品名:ラボポール‐5、丸本ストルアス社製)を用い、#80から#1500まで順じ番手を上げ、凹凸部分が目視確認できなくなるまで研磨した。
その後、バフに平均粒径1μmのダイヤモンドスラリーを供給し、鏡面状態に仕上げた。
【0174】
<電解研磨処理>
機械研磨処理の後、下記組成の電解研磨液を用い、電流密度5A/dm2、液温度65℃、液流速3.0m/minの条件で電解研磨処理を施し、加工変質層を除去した。
陰極はカーボン電極とし、電源は、GP0110−30R(高砂製作所社製)を用いた。また、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
(電解研磨液組成)
・85質量%リン酸(和光純薬社製試薬) 660mL
・純水 160mL
・硫酸 150mL
・エチレングリコール 30mL
【0175】
(B)陽極酸化処理工程
まず、周期100nmの四方配列の突起を有するSiCモールド(大きさ:5mm角、パターンエリア:3mm×0.5mm角、エヌ・ティ・ティ・アドバンステクノロジ株式会社製の特注品)の凹凸パターンを、転写装置(MODEL6000、ハイソル社製)を用いて、電解研磨処理後のアルミニウム基板表面に位置をずらしながら6回転写し、3mm角の転写領域を作製した。なお、転写は、突起部分の面積当たりの転写圧力が256N/cm2となるように設定し、室温にて行った。
次いで、アルミニウム基板の表面における転写領域(3mm角)以外および裏面に、市販のマスキングテープを用いてマスキングを施した。
その後、0.2mol/Lリン酸の電解液で、電圧195V、液温度0℃、液流速5.0m/minの条件で、16時間の陽極酸化を施した。
なお、陽極酸化処理は、陰極はステンレス電極とし、電源はGP0110−30R(高砂製作所社製)を用いた。また、冷却装置にはNeoCool BD36(ヤマト科学社製)、かくはん加温装置にはペアスターラー PS−100(EYELA社製)を用いた。更に、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
【0176】
(C)貫通化処理工程
20%塩酸水溶液に0.1mol/Lの塩化銅をブレンドした処理液を用い、液温15℃で、目視によりアルミニウムが除去されるまで浸漬させることによりアルミニウム基板を溶解し、更に、0.1mol/Lの水酸化カリウム水溶液(液温30℃)に30分間浸漬させることにより陽極酸化皮膜の底部を除去し、ポア径を拡大したマイクロポアを有する陽極酸化皮膜からなる微細構造体を作製した。
得られた貫通化処理後の微細構造体の表面写真および断面写真(倍率20000倍)をFE−SEMにより撮影し、以下の形状であることを確認した。
・構造体の厚さ:70μm
・貫通孔の深さ:70μm
・貫通孔の平均開孔径:200nm
・貫通孔の周期(中心間距離):500nm
・貫通孔(マイクロポア)の規則化度:100%
【0177】
ここで、上記貫通孔の周期は、上記貫通孔の中心間距離(ピッチ)をいい、50点測定した平均値である。
また、上記貫通孔(マイクロポア)の規則化度は、上記式(i)により定義される規則化度を測定した値である。
【0178】
(D)加熱処理
次いで、上記で得られた構造体に、温度400℃で1時間の加熱処理を施した。
【0179】
(E)導電性部材充填工程
次いで、上記加熱処理後の構造体の一方の表面にニッケル電極を密着させ、該ニッケル電極を陰極にし、白金を正極にして電解メッキを行なった。
硫酸ニッケル300g/Lを60℃に保った状態で電解液として使用し、定電圧パルス電解を実施することにより、上記貫通孔にニッケルが充填された微細構造体を製造した。
ここで、定電圧パルス電解は、山本鍍金社製のメッキ装置を用い、北斗電工社製の電源(HZ−3000)を用い、メッキ液中でサイクリックボルタンメトリを行なって析出電位を確認した後、皮膜側の電位を−2Vに設定して行った。また、定電圧パルス電解のパルス波形は矩形波であった。具体的には、電解の総処理時間が1800秒になるように、1回の電解時間が300秒の電解処理を、各電解処理の間に40秒の休止時間を設けて6回施した。
ニッケルを充填した後の表面をFE−SEMで観察すると、貫通孔の内部にニッケルが金電極側からの高さが約80μmとなる量で充填され、表面から10μm分がオーバーフローしていた。
【0180】
(F)表面平滑化処理
次いで、導電性部材充填処理後の微細構造体に機械研摩処理を施し、表面からオーバーフローしたニッケルを除去した後、更に金電極側の表面を2μm研磨し、その反対の面を8μm研磨する表面平滑化処理を施した。
表面平滑化処理後の構造体の破断面を光学顕微鏡で観察したところ、導通路(ニッケル)および陽極酸化皮膜の厚さがいずれも60μmとなる平滑な微細構造体であることが分かった。
【0181】
(G)導通路突出工程
次いで、表面平滑化処理後の微細構造体の両面を、KOHを用いてpH12.7に調整したPEG(分子量1000)30質量%水溶液に40℃で30分間浸漬させた。
処理後の微細構造体の破断面をFE−SEMにて観察したところ、導通路の突出部分が両面に形成された異方導電性部材前駆体であることが分かった。なお、突出部分の高さが7μmであり、アスペクト比(高さ/直径)が35であった。
【0182】
(H)樹脂被覆工程
次いで、導通路突出工程の異方導電性部材前駆体を、70℃で液状としたアルコワックス(型番:5402F、イソプロピルアルコールに溶解、日化精工社製)に1分間浸漬させた。
その後、ワックスが固化する前に、作製した構造体の表面および裏面を平坦なグラファイト板で挟み、50kg/m2の圧力で30分放置し、その後に冷却することにより、固化したワックスで全面が覆われた構造体を作製した。
次いで、後述する皮膜除去工程における陽極酸化皮膜の溶解の起点する目的で、図5(A)に示すように、半導体用ダイシング装置を用いて極酸化皮膜の側面を露出させた。なお、陽極酸化皮膜を露出させた後の構造体のサイズを2mm角とし、表面および裏面に設けたグラファイト部分についてはハンドリング用基板として使用するため切断しなかった。
【0183】
(I)皮膜除去工程
次いで、上記導電性部材充填工程において充填したニッケルおよび上記樹脂被覆工程において被覆したアルコワックスを溶解せず、陽極酸化皮膜のみを溶解させるため、上記樹脂被覆工程後の構造体を1mol/Lの水酸化カリウム水溶液に室温で4日間浸漬し、ダイシングした切断面(側面)から陽極酸化皮膜のみを完全に溶解させた。
【0184】
(J)樹脂充填工程
次いで、上記皮膜除去工程において陽極酸化皮膜を除去した構造体を水洗し、乾燥した後、陽極酸化皮膜のあった部分にメタクリル酸樹脂を充填した。
具体的には、水洗後に自然乾燥させた構造体を入れた容器をロータリーポンプで真空脱気した後、陽極酸化皮膜のあった部分に、メタクリル酸メチル(MMA)に重合促進剤として1%過酸化ベンゾイルを添加した樹脂溶液を滴下して包埋し、60℃で2日間重合した。
【0185】
(K)樹脂除去工程
上記樹脂充填工程の後の構造体を50℃に加熱したイソプロピルアルコールに2時間浸漬させ、上記樹脂被覆工程において被覆したアルコワックスを溶解させて異方導電性部材を作製した。
【0186】
実施例1で得られた異方導電性部材の表面写真および断面写真(倍率20000倍)をFE−SEMにより撮影し、以下の形状であることを確認した。
・絶縁性基材の厚さ:46μm
・導通路の直径:200nm
・導通路のバンプ高さ:7μm
・導通路のバンプのアスペクト比(高さ/直径):35
【0187】
また、実施例1で得られた異方導電性部材の導通路の密度は、図6に示すように、上記式(i)により定義される規則化度が100%となるように配列するマイクロポアの単位格子51中に1/2個の導電性電極部52があるとして、下記式により計算し、462万個/mm2と算出した。
ここで、下記式中、Ppは周期を表す。
【0188】
密度(個/μm2)=(1/2個)/{Pp(μm)×Pp(μm)×√3×(1/2)}
【0189】
(実施例2)
(A)〜(I)までの各処理を実施例1と同様に行なった後、陽極酸化皮膜を除去した構造体を水洗し、乾燥した後、陽極酸化皮膜のあった部分にポリエステル樹脂を充填した。
具体的には、水洗後の構造体を入れた容器をロータリーポンプで真空脱気した後、陽極酸化皮膜のあった部分に、1%過酸化ベンゾイルを硬化剤として含有する不飽和ポリエステル樹脂(電子顕微鏡用包埋剤、応研商事株式会社製)を滴下して包埋し、60℃で2日間重合した。
その後、実施例1と同様の方法により(K)樹脂除去を行い、異方導電性部材を作製した。
【0190】
実施例2で得られた異方導電性部材の表面写真および断面写真(倍率20000倍)をFE−SEMにより撮影し、以下の形状であることを確認した。
・絶縁性基材の厚さ:46μm
・導通路の直径:200nm
・導通路のバンプ高さ:7μm
・導通路のバンプのアスペクト比(高さ/直径):35
【0191】
また、実施例2で得られた異方導電性部材の導通路の密度を実施例1と同様の方法により計算し、462万個/mm2と算出した。
【0192】
(比較例1)
実施例1と同様の方法により(A)〜(G)処理を行い、異方導電性部材前駆体を作製した。
【0193】
実施例1および2で得られた異方導電性部材ならびに比較例1で得られた異方導電性部材前駆体を用いて、電極(配置周期:40μm、大きさ:20μm角)を形成した下記第1表に示す各種基板に接触させて、導通の可否を調べ、また、導通可能な電極総面積当たりの荷重を測定した。その結果を下記第2表に示す。
なお、下記第2表中、導通の可否に関し、導通できたものを「○」とし、導通に個体差があったものを「△」とし、導通できなかったものを「×」と評価した。また、荷重に関し、導通前に基板が破損したものを「−」とした。
【0194】
【表1】

【0195】
【表2】
【0196】
第2表に示す結果から、絶縁性部材が陽極酸化皮膜で構成されている異方導電性部材(前駆体)は、ガラスエポキシ基板やガラス基板に設けられた電極に対しては導通させることができず、また、導通する電極基板に対しても荷重が大きくなる傾向が分かった(比較例1)。
これに対し、絶縁性部材が樹脂材料で構成されている異方導電性部材は、いずれの電極基板に対しても導通させることができ、また、比較例1に比べて荷重も低い傾向にあることが分かった(実施例1および2)。
【産業上の利用可能性】
【0197】
本発明の異方導電性部材は、半導体素子等の電子部品等の機能検査を行う際の検査用コネクタとして用いることができるが、実施例でも示すように、従来公知の半導体検査装置であるプローブカードと組み合わせたり、一体化させて用いることもできる。
【0198】
また、本発明の異方導電性部材は、CPUなどのマザーボードとインターポーザーの間の電気的接点(電子接続部材)として用いることもでき、インターポーザーとSiウェハとの間の電気的接点として用いることもできる。
このような場合には、プローブではなく、信号取り出し用パッドを配線した基板上に本発明の膜を組み合わせることで、検査プローブとしても用いることが可能である。
なお、Siウェハの信号取り出し面に本発明の異方導電性部材を一体化させておくことにより、配線構造へのダメージを与えることなく、また製法上も非常に精密なアライメントを必要とすることなく電気信号の取り出しが可能となる。
【0199】
本発明の異方導電性部材は、特に、電子接続部材として使用する場合、ラベル貼付機で使用される、商品に価格表示や日付表示などを表示する表示ラベルのように、所定径および所定幅の巻き芯71に巻き取られたテープ(台紙)72の外側面に、所定寸法の異方導電性部材73を貼り付けた状態で供給することができる(図7参照。)。
ここで、異方導電性部材の寸法は、例えば、これを使用する半導体チップの寸法と略同一寸法とし、テープの幅は、異方導電性部材の幅に応じて適宜決定することができる。
また、異方導電性部材の基板はアルミナであり、後から切ったり、折り曲げたりすることは困難であるため、異方導電性部材の寸法に応じて巻き芯の径および幅を適宜決定することが望ましい。具体的には、テープ長さ方向の異方導電性部材の寸法が大きくなるほど、巻き芯の径を大きくすることが望ましい。
また、異方導電性部材はテープに貼り付けられているが、テープの材質は、異方導電性部材を剥した際に接着剤が異方導電性部材表面に残らないものであるのが好ましい。
この供給形態では、ユーザは、テープに貼り付けられた異方性導電膜を1枚ずつ剥がして使用することができる。
【0200】
また、本発明の異方導電性部材は、特に、電子接続部材として使用する場合、引き出し型の収納箱81の中に、所定寸法の異方導電性部材82を立てて並べて収納した状態で供給することができる(図8参照。)。
ここで、収納箱の寸法は、異方導電性部材の寸法に応じて適宜変更することができる。
また、収納箱の内部では、隣接する異方導電性部材同士が接触するため、両者の間に緩衝材を挿入したり、個々の異方性導電膜を袋詰めするなど、隣接する異方性導電膜同士が接触しないように収納することが望ましい。
この供給形態では、ユーザは、収納箱に収納された異方性導電膜を1枚ずつ取り出して使用することができる。
【0201】
また、本発明の異方導電性部材は、特に、電子接続部材として使用する場合、半導体ウェハのように、略円形の所定径の樹脂板91の一方の面の全面に異方導電性部材92を貼り付けた状態で供給することができる(図9参照。)。
ここで、樹脂板の直径は、例えば、この異方性導電膜を使用する半導体ウェハの直径と略同一の5インチや8インチとすることができる。
また、異方導電性部材は、例えば、半導体チップのウェハレベルチップサイズパッケージ(Wafer Level Chip Size Package)と同様、これを使用する半導体チップの寸法と略同一寸法に切断して使用できるように、あらかじめ樹脂板とともに切れ目93を入れておくのが望ましい。
この供給形態では、ユーザは、樹脂板の一方の面の全面に貼り付けられた異方性導電膜を、切れ目に沿って樹脂板とともに切断して個々に分割した後、樹脂板を取り除いてから異方性導電膜を使用することができる。
【0202】
また、個々の半導体チップとインターポーザとの接続部材として本発明の異方導電性部材を使用する場合、あらかじめ半導体ウェハとインターポーザとを、異方性導電膜で接続した状態で供給することもできる。
【0203】
更に、本発明の異方導電性部材は、光伝送素材の用途としても応用が期待できる。
【符号の説明】
【0204】
1 異方導電性部材
2 絶縁性基材
3 導通路
4a,4b 突出部
5 基材内導通部
6 絶縁性基材の厚み
7 導通路間の幅
8 導通路の直径
9 導通路の中心間距離(ピッチ)
12 アルミニウム基板
14a、14b、14c、14d 陽極酸化皮膜
16a、16b、16c、16d マイクロポア
18a、18b、18c、18d バリア層
20 微細構造体
21 異方導電性部材前駆体
30 溶剤可溶性樹脂
51 マイクロポアの単位格子
52 導電性電極部
71 巻き芯
72 テープ(台紙)
73、82、92 異方導電性部材
81 収納箱
91 樹脂板
93 切れ目
101、102、104、105、107、108 マイクロポア
103、106、109 円
【技術分野】
【0001】
本発明は、異方導電性部材およびその製造方法に関する。
【背景技術】
【0002】
異方導電性部材は、半導体素子等の電子部品と回路基板との間に挿入し、加圧するだけで電子部品と回路基板間の電気的接続が得られるため、半導体素子等の電子部品等の電気的接続部材や機能検査を行う際の検査用コネクタ等として広く使用されている。
【0003】
特に、半導体素子等の電子接続部材は、そのダウンサイジング化が顕著であり、従来のワイヤーボンディングのような直接配線基板を接続するような方式では、ワイヤーの径をこれ以上小さくすることが困難となってきている。
そこで、近年になり、絶縁素材の皮膜中に導電部材が貫通林立したタイプや金属球を配置したタイプの異方導電部材が注目されてきている。
【0004】
また、半導体素子等の検査用コネクタは、半導体素子等の電子部品を回路基板に実装した後に機能検査を行うと、電子部品が不良であった場合に、回路基板もともに処分されることとなり、金額的な損失が大きくなってしまうという問題を回避するために使用される。
即ち、半導体素子等の電子部品を、実装時と同様のポジションで回路基板に異方導電性部材を介して接触させて機能検査を行うことで、電子部品を回路基板上に実装せずに、機能検査を実施でき、上記の問題を回避することができる。
【0005】
このような異方導電性部材として、特許文献1には、「電気的絶縁材からなる保持体と、該保持体中に互いに絶縁状態にて備えられた複数の導電部材とを有し、前記各導電部材の一端が前記保持体の一方の面において露出しており、前記各導電部材の他端が前記保持体の他方の面において露出している電気的接続部材を製造する方法において、
基体と、該基体に積層されて設けられるところの前記保持体となる絶縁層とを有する母材に対し前記絶縁層側から高エネルギビームを照射して、複数の領域において前記絶縁層の全部と前記基体の一部とを除去し、前記母材に複数の穴を形成する第1の工程と、
形成された複数の穴に、前記絶縁層の面と面一またはこの面より突出させて、前記導電部材となる導電材料を充填する第2の工程と、前記基体を除去する第3の工程と、を有することを特徴とする電気的接続部材の製造方法。」が開示されており、絶縁層として、ポリイミド樹脂、エポキシ樹脂、シリコン樹脂等の種々の材質に関する検討も行なわれている。
【0006】
また、特許文献2には、「接着性絶縁材料からなるフィルム基板中に、導電性材料からなる複数の導通路が、互いに絶縁された状態で、かつ該フィルム基板を厚み方向に貫通した状態で配置され、フィルム基板の長手方向と平行な導通路の断面における形状の外周上の2点間の最大長の平均が10〜30μmであり、隣接する導通路の間隔が、上記最大長の平均の0.5〜3倍であることを特徴とする異方導電性フィルム。」が開示されている。
【0007】
更に、特許文献3には、「絶縁性樹脂よりなるフィルム基材中に、複数の導通路が、互いに絶縁されて、該フィルム基材を厚み方向に貫通し、かつ、千鳥配列で配置されている、異方導電性フィルムであって、導通路列内の導通路間距離よりも、隣り合う導通路列間での導通路間距離が小さいことを特徴とする、異方導電性フィルム。」が開示されている。
【0008】
ところで、近年、半導体素子等の電子部品は、高集積化が一層進むことに伴い、電極(端子)サイズはより小さくなり、電極(端子)数はより増加し、端子間の距離もより狭くなってきている。また、狭ピッチで多数配置されている各端子の表面が本体表面よりも奥まった位置にある表面構造の電子部品も現れてきている。
そのため、このような電子部品に対応できるよう、異方導電性部材における導通路もその外径(太さ)をより小さくし、かつ、狭ピッチで配列させる必要が生じている。
しかしながら、上記特許文献1〜3等に記載されている電気的接続部材や異方導電性フィルムを製造する方法では、導通路のサイズを小さくすることは非常に困難であった。
【0009】
これに対し、本出願人は、特許文献4において「絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で前記絶縁性基材を厚み方向に、1000万個/mm2以上の密度で貫通し、かつ、前記各導通路の一端が前記絶縁性基材の一方の面において露出し、前記各導通路の他端が前記絶縁性基材の他方の面において露出した状態で設けられる異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化し、マイクロポアを有するアルミナ皮膜を形成する陽極酸化処理工程、
(2)前記陽極酸化処理工程の後に、前記陽極酸化により生じたマイクロポアによる孔を貫通化して前記絶縁性基材を得る貫通化処理工程、および
(3)前記貫通化処理工程の後に、得られた前記絶縁性基材における貫通化した孔の内部に導電性部材を充填して前記異方導電性部材を得る導電性部材充填工程、
を具備する、異方導電性部材の製造方法。」を提案し、また、
特許文献5において「絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で前記絶縁性基材を厚み方向に貫通し、かつ、前記各導通路の一端が前記絶縁性基材の一方の面において露出し、前記各導通路の他端が前記絶縁性基材の他方の面において露出した状態で設けられる異方導電性部材であって、
前記導通路の密度が200万個/mm2以上であり、前記絶縁性基材がマイクロポアを有するアルミニウム基板の陽極酸化皮膜からなる構造体である、異方導電性部材。」を提案している。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平03−182081号公報
【特許文献2】特開2000−012619号公報
【特許文献3】特開2005−085634号公報
【特許文献4】特開2008−270157号公報
【特許文献5】特開2008−270158号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献4および5に記載の異方導電性部材は、絶縁性基材がアルミニウムの陽極酸化皮膜からなるため、Siウエハー等の平坦性が高い基板に対しては適切に使用することができるが、樹脂製のフレキシブルプリント基板(FPC(Flexible Printed Circuits))等の柔軟性を有する基板に対しては、基板の変形に追従する十分な柔軟性がなく、適切な使用が困難となる場合があることが分かった。
【0012】
したがって、本発明は、導通路の設置密度を飛躍的に向上させ、高集積化が一層進んだ現在においても半導体素子等の電子部品の電気的接続部材や検査用コネクタ等として使用することができ、かつ、柔軟性に優れる異方導電性部材、および、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者は、上記目的を達成すべく鋭意研究した結果、アルミニウムの陽極酸化技術を用い、マイクロポアを利用して導通路を形成した後に陽極酸化皮膜と樹脂材料を置き換えることにより、導通路の設置密度を飛躍的に向上させ、かつ、柔軟性に優れることを見出し、本発明を完成させた。
即ち、本発明は、以下の(i)〜(iv)を提供する。
【0014】
(i)絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で上記絶縁性基材を厚み方向に貫通し、かつ、上記各導通路の一端が上記絶縁性基材の一方の面において突出し、上記各導通路の他端が上記絶縁性基材の他方の面において露出または突出した状態で設けられる異方導電性部材であって、
上記絶縁性基材が樹脂材料を用いて形成され、上記導通路の密度が100万個/mm2以上である、異方導電性部材。
【0015】
(ii)上記各導通路の上記絶縁性基材の面からの突出した部分の高さが0.05〜30μmであり、上記突出部分のアスペクト比(高さ/直径)が1以上である、上記(i)に記載の異方導電性部材。
【0016】
(iii)上記絶縁性基材の厚みが20〜200μmであり、上記導通路の直径が20〜500nmである、上記(i)または(ii)に記載の異方導電性部材。
【0017】
(iv)上記(i)〜(iii)のいずれかに記載の異方導電性部材を製造する異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化して陽極酸化皮膜を形成する陽極酸化処理工程、
(2)上記陽極酸化処理工程の後に、上記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る貫通化処理工程、
(3)上記貫通化処理工程の後に、得られた上記微細構造体における貫通化した孔の内部に導電性部材を充填して上記導通路を形成する導電性部材充填工程、
(4)上記導電性部材充填工程の後に、上記微細構造体の表面または裏面から上記導通路を突出させて異方導電性部材前駆体を得る導通路突出工程、
(5)上記導通路突出工程の後、溶剤に可溶性の樹脂で上記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う樹脂被覆工程、
(6)上記樹脂被覆工程の後、上記異方導電性部材前駆体の上記陽極酸化皮膜を除去する皮膜除去工程、
(7)上記皮膜除去工程の後、溶剤に不溶性の樹脂を上記陽極酸化皮膜があった部分に充填して上記絶縁性基材を形成する樹脂充填工程、および、
(8)上記樹脂充填工程の後、上記溶剤に可溶性の樹脂を除去して上記異方導電性部材を得る樹脂除去工程、を具備する異方導電性部材の製造方法。
【発明の効果】
【0018】
以下に示すように、本発明によれば、導通路の設置密度を飛躍的に向上させ、高集積化が一層進んだ現在においても半導体素子等の電子部品の電気的接続部材や検査用コネクタ等として使用することができ、かつ、柔軟性に優れる異方導電性部材、および、その製造方法を提供することができる。
【0019】
また、本発明の異方導電性部材は、電子部品の電極(パッド)部分に接合される導通路の数が多く、圧力が分散されるため、電極へのダメージを軽減することが可能である。また、単一の電極に多くの導通路が接合(接触)しているので、導通路の一部分に異常が起きても全体の導電性確認への影響は極めて小さくなる。更に、評価用の回路基板の位置決めに対する負荷を大幅に低減することができる。
更に、本発明の異方導電性部材の製造方法は、本発明の異方導電性部材を効率的に製造することができるため非常に有用である。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の異方導電性部材の好適な実施態様の一例を示す簡略図である。
【図2】図2は、ポアの規則化度を算出する方法の説明図である。
【図3】図3は、本発明の製造方法における陽極酸化処理工程の一例を説明する模式的な断面図である。
【図4】図4は、本発明の製造方法における導電性部材充填工程等の一例を説明する模式的な端面図である。
【図5】図5は、本発明の製造方法における樹脂被覆工程等の一例を説明する模式的な断面図である。
【図6】図6は、異方導電性部材の導通路の密度を計算するための説明図である。
【図7】図7は、本発明の異方導電性部材の供給形態の一例を説明する模式図である。
【図8】図8は、本発明の異方導電性部材の供給形態の一例を説明する模式図である。
【図9】図9は、本発明の異方導電性部材の供給形態の一例を説明する模式図である。
【発明を実施するための形態】
【0021】
以下に、本発明の異方導電性部材およびその製造方法を詳細に説明する。
本発明の異方導電性部材は、絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で上記絶縁性基材を厚み方向に貫通し、かつ、上記各導通路の一端が上記絶縁性基材の一方の面において突出し、上記各導通路の他端が上記絶縁性基材の他方の面において露出または突出した状態で設けられる異方導電性部材であって、
上記絶縁性基材が樹脂材料を用いて形成され、上記導通路の密度が100万個/mm2以上である、異方導電性部材である。
次に、本発明の異方導電性部材について、図1を用いて説明する。
【0022】
図1は、本発明の異方導電性部材の好適な実施態様の一例を示す簡略図であり、図1(A)は正面図、図1(B)は図1(A)の切断面線IB−IBからみた断面図である。
本発明の異方導電性部材1は、絶縁性基材2および導電性部材からなる複数の導通路3を具備するものである。
この導通路3は、軸線方向の長さが絶縁性基材2の厚み方向Zの長さ(厚み)以上で、かつ、密度が100万個/mm2以上となるよう互いに絶縁された状態で絶縁性基材2を貫通して設けられる。
また、この導通路3は、各導通路3の一端が絶縁性基材2の一方の面において突出し、各導通路3の他端が絶縁性基材2の他方の面において露出ないし突出した状態で設けられるが、図1(B)に示すように、各導通路3の一端が絶縁性基材2の一方の面2aから突出し、各導通路3の他端が絶縁性基材2の他方の面2bから突出した状態で設けられるのが好ましい。即ち、各導通路3の両端は、絶縁性基材の主面である2aおよび2bから突出する各突出部4aおよび4bを有するのが好ましい。
更に、この導通路3は、少なくとも絶縁性基材2内の部分(以下、「基材内導通部5」ともいう。)が、該フィルム基材2の厚み方向Zと略平行(図1においては平行)となるように設けられるのが好ましい。具体的には、上記絶縁性基材の厚みに対する上記導通路の中心線の長さ(長さ/厚み)が、1.0〜1.2であるのが好ましく、1.0〜1.05であるのがより好ましい。
次に、絶縁性基材および導通路のそれぞれについて、材料、寸法、形成方法等について説明する。
【0023】
[絶縁性基材]
本発明の異方導電性部材を構成する上記絶縁性基材は樹脂材料を用いて形成されるものである。
上記樹脂材料は特に限定されず、その具体例としては、エポキシ樹脂、フェノール樹脂、不飽和ポリエステル樹脂、アクリル樹脂、ポリカルボジイミド樹脂、シリコーン樹脂、ポリウレタン樹脂などの熱硬化性樹脂;
フェノキシ樹脂、ポリアミド樹脂、ポリイミド樹脂などの熱可塑性樹脂;
ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマーなどの熱可塑性エラストマー;等が挙げられ、これらを1種単独で用いてもよく、2種以上を併用してもよい。
【0024】
これらのうち、後述する本発明の異方導電性部材の製造方法に示すように、溶剤に不溶性の樹脂であるのが好ましく、具体的には、例えば、アクリル樹脂、不飽和ポリエステル樹脂であるのが好ましい。
【0025】
本発明においては、このような樹脂材料を用いて絶縁性基材が形成されることにより、特許文献4および5に記載の異方導電性部材に比較して、柔軟性に優れる異方導電性部材とすることができ、樹脂製のフレキシブルプリント基板(FPC(Flexible Printed Circuits))等の柔軟性を有する基板に対しても適切に使用することができる。
【0026】
また、本発明においては、上記絶縁性基材の厚み(図1(B)においては符号6で表される部分)は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。絶縁性基材の厚みがこの範囲であると、絶縁性基材の取り扱い性が良好となる。
【0027】
更に、本発明においては、上記絶縁性基材における上記導通路間の幅(図1(B)においては符号7で表される部分)は、10nm以上であるのが好ましく、20〜600nmであるのがより好ましく、50〜600nmであるのが更に好ましい。絶縁性基材における導通路間の幅がこの範囲であると、絶縁性基材が絶縁性の隔壁として十分に機能する。
【0028】
[導通路]
本発明の異方導電性部材を構成する上記導通路は導電性部材からなるものである。
上記導電性部材は、電気抵抗率が103Ω・cm以下の材料であれば特に限定されず、その具体例としては、金(Au)、銀(Ag)、銅(Cu)、アルミニウム(Al)、マグネシウム(Mg)、ニッケル(Ni)等の金属や、導電性高分子、カーボンナノチューブ等のいわゆる有機素材が好適に例示される。
中でも、電気伝導性の観点から、銅、金、アルミニウム、ニッケルが好ましく、銅、金がより好ましい。
また、コストの観点から、導通路の上記絶縁性基材の両面から露出した面や突出した面(以下、「端面」ともいう。)の表面だけが金で形成されるのがより好ましい。
【0029】
本発明においては、上記導通路は柱状であり、その直径(図1(B)においては符号8で表される部分)は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
導通路の直径がこの範囲であると、電気信号を流した際に十分な応答が得ることができるため、本発明の異方導電性部材を電子部品の電気的接続部材や検査用コネクタとして、より好適に用いることができる。また、導通路の直径がこの範囲であると、狭ピッチで多数配置されている各端子の表面が本体表面よりも奥まった位置にある表面構造の電子部品にも十分に対応することができ、また、上記導通路の上記絶縁性基材の面からの突出した部分(図1(B)においては符号4aおよび4bで表される部分。以下、「バンプ」ともいう。)が自重で変形することがなく、導通路の柱状の形状を維持しやすい。
【0030】
また、本発明においては、上述したように、上記絶縁性基材の厚みに対する上記導通路の中心線の長さ(長さ/厚み)は1.0〜1.2であるのが好ましく、1.0〜1.05であるのがより好ましい。
上記絶縁性基材の厚みに対する上記導通路の中心線の長さがこの範囲であると、上記導通路が直管構造であると評価でき、電気信号を流した際に1対1の応答を確実に得ることができるため、本発明の異方導電性部材を電子部品の検査用コネクタや電気的接続部材として、より好適に用いることができる。
【0031】
本発明においては、上記導通路のバンプの高さは、0.05〜30μmであるのが好ましく、0.1〜30μmであるのがより好ましく、0.5〜30μmであるのがより好ましい。
バンブの高さがこの範囲であると、上記導通路のバンプの表面積が大きく、機械的強度も維持できるので、上記導通路の突出形状を電子部品の電極(パッド)部分との接合直前まで維持することができ、また、電極基板の微細な凹凸形状に沿った変形も可能となり、電極部分との接合性が向上する。
【0032】
また、本発明においては、上記導通路のバンプの高さと直径(上記導通路の直径)との比であるアスペクト比(高さ/直径)が1以上であるのが好ましく、2以上であるのがより好ましく、3以上であるのが更に好ましく、5以上であるのが特に好ましい。
バンブのアスペクト比がこの範囲であると、上記導通路が微弱な力で変形可能であり、かつ、上記導通路のバンプの表面積が大きく、機械的強度も導通路1つ1つが独立して自立可能な範囲に維持できるので、上記導通路の突出形状を電子部品の電極(パッド)部分との接合直前まで維持することができる。
【0033】
本発明においては、上記導通路は上記絶縁性基材によって互いに絶縁された状態で存在するものであるが、その密度は100万個/mm2以上であり、100万個〜4000万個/mm2であるのが好ましく、150万〜4000万個/mm2であるのがより好ましく、200万〜3000万個/mm2であるのが更に好ましい。
上記導通路の密度がこの範囲にあることにより、本発明の異方導電性部材は高集積化が一層進んだ現在においても半導体素子等の電子部品の検査用コネクタや電気的接続部材等として使用することができる。
【0034】
また、本発明においては、隣接する各導通路の中心間距離(図1においては符号9で表される部分。以下、「ピッチ」ともいう。)は、20〜600nmであるのが好ましく、100〜580nmであるのがより好ましく、200〜550nmであるのが更に好ましい。ピッチがこの範囲であると、導通路直径と導通路間の幅(絶縁性の隔壁厚)とのバランスがとりやすい。
【0035】
本発明においては、上記導通路は、例えば、アルミニウム基板における貫通化したマイクロポアによる孔の内部に導電性部材を充填したものを利用することにより製造することができる。
ここで、導電性部材を充填する処理工程については、後述する本発明の異方導電性部材の製造方法において詳述する。
【0036】
本発明の異方導電性部材は、上述したように、上記絶縁性基材の厚みが20〜200μmであり、かつ、上記導通路の直径が20〜500nmであるのが、高い絶縁性を維持しつつ、かつ、高密度で導通が確認できる理由から好ましい。
【0037】
本発明の異方導電性部材の製造方法(以下、単に「本発明の製造方法」ともいう。)は、上述した本発明の異方導電性部材を製造する異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化して陽極酸化皮膜を形成する陽極酸化処理工程、
(2)上記陽極酸化処理工程の後に、上記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る貫通化処理工程、
(3)上記貫通化処理工程の後に、得られた上記微細構造体における貫通化した孔の内部に導電性部材を充填して上記導通路を形成する導電性部材充填工程、
(4)上記導電性部材充填工程の後に、上記微細構造体の表面または裏面から上記導通路を突出させて異方導電性部材前駆体を得る導通路突出工程、
(5)上記導通路突出工程の後、溶剤に可溶性の樹脂(以下、「溶剤可溶性樹脂」ともいう。)で上記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う樹脂被覆工程、
(6)上記樹脂被覆工程の後、上記異方導電性部材前駆体の上記陽極酸化皮膜を除去する皮膜除去工程、
(7)上記皮膜除去工程の後、溶剤に不溶性の樹脂(以下、「溶剤不溶性樹脂」ともいう。)を上記陽極酸化皮膜があった部分に充填して上記絶縁性基材を形成する樹脂充填工程、および、
(8)上記樹脂充填工程の後、上記溶剤可溶性樹脂を除去して上記異方導電性部材を得る樹脂除去工程、を具備する異方導電性部材の製造方法である。
次に、本発明の製造方法に用いられるアルミニウム基板ならびに該アルミニウム基板に施す各処理工程について詳述する。
【0038】
[アルミニウム基板]
本発明の製造方法に用いられるアルミニウム基板は、特に限定されず、その具体例としては、純アルミニウム板;アルミニウムを主成分とし微量の異元素を含む合金板;低純度のアルミニウム(例えば、リサイクル材料)に高純度アルミニウムを蒸着させた基板;シリコンウエハー、石英、ガラス等の表面に蒸着、スパッタ等の方法により高純度アルミニウムを被覆させた基板;アルミニウムをラミネートした樹脂基板;等が挙げられる。
【0039】
本発明においては、アルミニウム基板のうち、後述する陽極酸化処理工程により陽極酸化皮膜を設ける表面は、アルミニウム純度が、99.5質量%以上であるのが好ましく、99.9質量%以上であるのがより好ましく、99.99質量%以上であるのが更に好ましい。アルミニウム純度が上記範囲であると、マイクロポア配列の規則性が十分となる。
【0040】
また、本発明においては、アルミニウム基板のうち後述する陽極酸化処理工程を施す表面は、あらかじめ脱脂処理および鏡面仕上げ処理が施されるのが好ましい。
【0041】
<熱処理>
熱処理を施す場合は、200〜350℃で30秒〜2分程度施すのが好ましい。これにより、後述する陽極酸化処理工程により生成するマイクロポアの配列の規則性が向上する。
熱処理後のアルミニウム基板は、急速に冷却するのが好ましい。冷却する方法としては、例えば、水等に直接投入する方法が挙げられる。
【0042】
<脱脂処理>
脱脂処理は、酸、アルカリ、有機溶剤等を用いて、アルミニウム基板表面に付着した、ほこり、脂、樹脂等の有機成分等を溶解させて除去し、有機成分を原因とする後述の各処理における欠陥の発生を防止することを目的として行われる。
【0043】
脱脂処理としては、具体的には、例えば、各種アルコール(例えば、メタノール等)、各種ケトン(例えば、メチルエチルケトン等)、ベンジン、揮発油等の有機溶剤を常温でアルミニウム基板表面に接触させる方法(有機溶剤法);石けん、中性洗剤等の界面活性剤を含有する液を常温から80℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(界面活性剤法);濃度10〜200g/Lの硫酸水溶液を常温から70℃までの温度でアルミニウム基板表面に30〜80秒間接触させ、その後、水洗する方法;濃度5〜20g/Lの水酸化ナトリウム水溶液を常温でアルミニウム基板表面に30秒間程度接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して電解し、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;各種公知の陽極酸化処理用電解液を常温でアルミニウム基板表面に接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して、または、交流電流を流して電解する方法;濃度10〜200g/Lのアルカリ水溶液を40〜50℃でアルミニウム基板表面に15〜60秒間接触させ、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;軽油、灯油等に界面活性剤、水等を混合させた乳化液を常温から50℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(乳化脱脂法);炭酸ナトリウム、リン酸塩類、界面活性剤等の混合液を常温から50℃までの温度でアルミニウム基板表面に30〜180秒間接触させ、その後、水洗する方法(リン酸塩法);等が挙げられる。
【0044】
これらのうち、アルミニウム表面の脂分を除去しうる一方で、アルミニウムの溶解がほとんど起こらない観点から、有機溶剤法、界面活性剤法、乳化脱脂法、リン酸塩法が好ましい。
【0045】
また、脱脂処理には、従来公知の脱脂剤を用いることができる。具体的には、例えば、市販されている各種脱脂剤を所定の方法で用いることにより行うことができる。
【0046】
<鏡面仕上げ処理>
鏡面仕上げ処理は、アルミニウム基板の表面の凹凸をなくして、電着法等による粒子形成処理の均一性や再現性を向上させるために行われる。アルミニウム基板の表面の凹凸としては、例えば、アルミニウム基板が圧延を経て製造されたものである場合における、圧延時に発生した圧延筋が挙げられる。
本発明において、鏡面仕上げ処理は、特に限定されず、従来公知の方法を用いることができる。例えば、機械研磨、化学研磨、電解研磨が挙げられる。
【0047】
機械研磨としては、例えば、各種市販の研磨布で研磨する方法、市販の各種研磨剤(例えば、ダイヤ、アルミナ)とバフとを組み合わせた方法等が挙げられる。具体的には、研磨剤を用いる場合、使用する研磨剤を粗い粒子から細かい粒子へと経時的に変更して行う方法が好適に例示される。この場合、最終的に用いる研磨剤としては、#1500のものが好ましい。これにより、光沢度を50%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに50%以上)とすることができる。
【0048】
化学研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法等が挙げられる。
また、リン酸−硝酸法、Alupol I法、Alupol V法、Alcoa R5法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好適に例示される。中でも、リン酸−硝酸法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好ましい。
化学研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0049】
電解研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法;米国特許第2708655号明細書に記載されている方法;「実務表面技術」,vol.33,No.3,1986年,p.32−38に記載されている方法;等が好適に挙げられる。
電解研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0050】
これらの方法は、適宜組み合わせて用いることができる。具体的には、例えば、研磨剤を粗い粒子から細かい粒子へと経時的に変更する機械研磨を施し、その後、電解研磨を施す方法が好適に挙げられる。
【0051】
鏡面仕上げ処理により、例えば、平均表面粗さRa0.1μm以下、光沢度50%以上の表面を得ることができる。平均表面粗さRaは、0.03μm以下であるのが好ましく、0.02μm以下であるのがより好ましい。また、光沢度は70%以上であるのが好ましく、80%以上であるのがより好ましい。
なお、光沢度は、圧延方向に垂直な方向において、JIS Z8741−1997の「方法3 60度鏡面光沢」の規定に準じて求められる正反射率である。具体的には、変角光沢度計(例えば、VG−1D、日本電色工業社製)を用いて、正反射率70%以下の場合には入反射角度60度で、正反射率70%を超える場合には入反射角度20度で、測定する。
【0052】
[陽極酸化処理工程]
上記陽極酸化工程は、上記アルミニウム基板に陽極酸化処理を施すことにより、該アルミニウム基板表面にマイクロポアを有する陽極酸化皮膜を形成する工程である。
本発明の製造方法における陽極酸化処理は、従来公知の方法を用いることができるが、上記導通路における垂直方向の導電性をより確実に担保する観点から、上記導通路が下記式(i)により定義される規則化度が50%以上となるように配列するマイクロポアを貫通化した孔に導電性部材を充填したものを利用するのが好ましいため、後述する自己規則化法や定電圧処理を用いるのが好ましい。
【0053】
規則化度(%)=B/A×100 (i)
【0054】
上記式(i)中、Aは、測定範囲におけるマイクロポアの全数を表す。Bは、一のマイクロポアの重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円を描いた場合に、その円の内部に上記一のマイクロポア以外のマイクロポアの重心を6個含むことになる上記一のマイクロポアの測定範囲における数を表す。
【0055】
ここで、図2は、ポアの規則化度を算出する方法の説明図である。図2を用いて、上記式(1)をより具体的に説明する。
図2(A)に示されるマイクロポア101は、マイクロポア101の重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円103(マイクロポア102に内接している。)を描いた場合に、円3の内部にマイクロポア101以外のマイクロポアの重心を6個含んでいる。したがって、マイクロポア101は、Bに算入される。
図2(B)に示されるマイクロポア104は、マイクロポア104の重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円106(マイクロポア105に内接している。)を描いた場合に、円106の内部にマイクロポア104以外のマイクロポアの重心を5個含んでいる。したがって、マイクロポア104は、Bに算入されない。
また、図2(B)に示されるマイクロポア107は、マイクロポア107の重心を中心とし、他のマイクロポアの縁に内接する最も半径が短い円109(マイクロポア108に内接している。)を描いた場合に、円109の内部にマイクロポア107以外のマイクロポアの重心を7個含んでいる。したがって、マイクロポア107は、Bに算入されない。
【0056】
自己規則化法は、陽極酸化皮膜のマイクロポアが規則的に配列する性質を利用し、規則的な配列をかく乱する要因を取り除くことで、規則性を向上させる方法である。具体的には、高純度のアルミニウムを使用し、電解液の種類に応じた電圧で、長時間(例えば、数時間から十数時間)かけて、低速で陽極酸化皮膜を形成させる。
この方法においては、マイクロポアの径(ポア径)は電圧に依存するので、電圧を制御することにより、ある程度所望のポア径を得ることができる。
【0057】
自己規則化法によりマイクロポアを形成するには、少なくとも後述する陽極酸化処理(A)を施せばよいが、後述する陽極酸化処理(A)、脱膜処理(B)および再陽極酸化処理(C)をこの順に施す方法(自己規則化方法I)や、後述する陽極酸化処理(D)と酸化皮膜溶解処理(E)とをこの順に少なくとも1回施す方法(自己規則化方法II)等により形成するのが好ましい。
次に、好適態様である自己規則化方法Iおよび自己規則化方法IIの各処理について詳述する。
【0058】
〔自己規則化方法I〕
<陽極酸化処理(A)>
陽極酸化処理(A)における電解液の平均流速は、0.5〜20.0m/minであるのが好ましく、1.0〜15.0m/minであるのがより好ましく、2.0〜10.0m/minであるのが更に好ましい。上記範囲の流速で陽極酸化処理(A)を行うことにより、均一かつ高い規則性を有することができる。
また、電解液を上記条件で流動させる方法は、特に限定されないが、例えば、スターラーのような一般的なかくはん装置を使用する方法が用いられる。特に、かくはん速度をデジタル表示でコントロールできるようなスターラーを用いると、平均流速が制御できるため好ましい。このようなかくはん装置としては、例えば、「マグネティックスターラーHS−50D(AS ONE製)」等が挙げられる。
【0059】
陽極酸化処理(A)は、例えば、酸濃度1〜10質量%の溶液中で、アルミニウム基板を陽極として通電する方法を用いることができる。
陽極酸化処理(A)に用いられる溶液としては、酸溶液であることが好ましく、硫酸、リン酸、クロム酸、シュウ酸、スルファミン酸、ベンゼンスルホン酸、アミドスルホン酸、グリコール酸、酒石酸、りんご酸、クエン酸等がより好ましく、中でも硫酸、リン酸、シュウ酸が特に好ましい。これらの酸は単独でまたは2種以上を組み合わせて用いることができる。
【0060】
陽極酸化処理(A)の条件は、使用される電解液によって種々変化するので一概に決定され得ないが、一般的には電解液濃度0.1〜20質量%、液温−10〜30℃、電流密度0.01〜20A/dm2、電圧3〜300V、電解時間0.5〜30時間であるのが好ましく、電解液濃度0.5〜15質量%、液温−5〜25℃、電流密度0.05〜15A/dm2、電圧5〜250V、電解時間1〜25時間であるのがより好ましく、電解液濃度1〜10質量%、液温0〜20℃、電流密度0.1〜10A/dm2、電圧10〜200V、電解時間2〜20時間であるのが更に好ましい。
【0061】
陽極酸化処理(A)の処理時間は、0.5分〜16時間であるのが好ましく、1分〜12時間であるのがより好ましく、2分〜8時間であるのが更に好ましい。
【0062】
陽極酸化処理(A)は、一定電圧下で行う以外に、電圧を断続的または連続的に変化させる方法も用いることができる。この場合は電圧を順次低くしていくのが好ましい。これにより、陽極酸化皮膜の抵抗を下げることが可能になり、陽極酸化皮膜に微細なマイクロポアが生成するため、特に電着処理により封孔処理する際に、均一性が向上する点で、好ましい。
【0063】
本発明においては、このような陽極酸化処理(A)により形成される陽極酸化皮膜の膜厚は、1〜1000μmであるのが好ましく、5〜500μmであるのがより好ましく、10〜300μmであるのが更に好ましい。
【0064】
また、本発明においては、このような陽極酸化処理(A)により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
ここで、マイクロポアの占める面積率は、アルミニウム表面の面積に対するマイクロポアの開口部の面積の合計の割合で定義される。
【0065】
<脱膜処理(B)>
脱膜処理(B)は、上記陽極酸化処理(A)によりアルミニウム基板表面に形成した陽極酸化皮膜を溶解させて除去する処理である。
上記陽極酸化処理(A)によりアルミニウム基板表面に陽極酸化皮膜を形成した後、後述する貫通化処理工程を直ちに施してもよいが、上記陽極酸化処理(A)の後、更に脱膜処理(B)および後述する再陽極酸化処理(C)をこの順で施した後に、後述する貫通化処理工程を施すのが好ましい。
【0066】
陽極酸化皮膜は、アルミニウム基板に近くなるほど規則性が高くなっているので、この脱膜処理(B)により、一度陽極酸化皮膜を除去して、アルミニウム基板の表面に残存した陽極酸化皮膜の底部分を表面に露出させて、規則的な窪みを得ることができる。したがって、脱膜処理(B)では、アルミニウムは溶解させず、アルミナ(酸化アルミニウム)からなる陽極酸化皮膜のみを溶解させる。
【0067】
アルミナ溶解液は、クロム化合物、硝酸、水酸化ナトリウム、水酸化カリウム、リン酸、ジルコニウム系化合物、チタン系化合物、リチウム塩、セリウム塩、マグネシウム塩、ケイフッ化ナトリウム、フッ化亜鉛、マンガン化合物、モリブデン化合物、マグネシウム化合物、バリウム化合物およびハロゲン単体からなる群から選ばれる少なくとも1種を含有した水溶液が好ましい。
【0068】
具体的なクロム化合物としては、例えば、酸化クロム(III)、無水クロム(VI)酸等が挙げられる。
ジルコニウム系化合物としては、例えば、フッ化ジルコンアンモニウム、フッ化ジルコニウム、塩化ジルコニウムが挙げられる。
チタン化合物としては、例えば、酸化チタン、硫化チタンが挙げられる。
リチウム塩としては、例えば、フッ化リチウム、塩化リチウムが挙げられる。
セリウム塩としては、例えば、フッ化セリウム、塩化セリウムが挙げられる。
マグネシウム塩としては、例えば、硫化マグネシウムが挙げられる。
マンガン化合物としては、例えば、過マンガン酸ナトリウム、過マンガン酸カルシウムが挙げられる。
モリブデン化合物としては、例えば、モリブデン酸ナトリウムが挙げられる。
マグネシウム化合物としては、例えば、フッ化マグネシウム・五水和物が挙げられる。
バリウム化合物としては、例えば、酸化バリウム、酢酸バリウム、炭酸バリウム、塩素酸バリウム、塩化バリウム、フッ化バリウム、ヨウ化バリウム、乳酸バリウム、シュウ酸バリウム、過塩素酸バリウム、セレン酸バリウム、亜セレン酸バリウム、ステアリン酸バリウム、亜硫酸バリウム、チタン酸バリウム、水酸化バリウム、硝酸バリウム、あるいはこれらの水和物等が挙げられる。
上記バリウム化合物の中でも、酸化バリウム、酢酸バリウム、炭酸バリウムが好ましく、酸化バリウムが特に好ましい。
ハロゲン単体としては、例えば、塩素、フッ素、臭素が挙げられる。
【0069】
中でも、上記アルミナ溶解液が、酸を含有する水溶液であるのが好ましく、酸として、硫酸、リン酸、硝酸、塩酸等が挙げられ、2種以上の酸の混合物であってもよい。
酸濃度としては、0.01mol/L以上であるのが好ましく、0.05mol/L以上であるのがより好ましく、0.1mol/L以上であるのが更に好ましい。上限は特にないが、一般的には10mol/L以下であるのが好ましく、5mol/L以下であるのがより好ましい。不要に高い濃度は経済的でないし、より高いとアルミニウム基板が溶解するおそれがある。
【0070】
アルミナ溶解液は、−10℃以上であるのが好ましく、−5℃以上であるのがより好ましく、0℃以上であるのが更に好ましい。なお、沸騰したアルミナ溶解液を用いて処理すると、規則化の起点が破壊され、乱れるので、沸騰させないで用いるのが好ましい。
【0071】
アルミナ溶解液は、アルミナを溶解し、アルミニウムを溶解しない。ここで、アルミナ溶解液は、アルミニウムを実質的に溶解させなければよく、わずかに溶解させるものであってもよい。
【0072】
脱膜処理(B)は、陽極酸化皮膜が形成されたアルミニウム基板を上述したアルミナ溶解液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。
【0073】
浸せき法は、陽極酸化皮膜が形成されたアルミニウム基板を上述したアルミナ溶解液に浸せきさせる処理である。浸せき処理の際にかくはんを行うと、ムラのない処理が行われるため、好ましい。
浸せき処理の時間は、10分以上であるのが好ましく、1時間以上であるのがより好ましく、3時間以上、5時間以上であるのが更に好ましい。
【0074】
<再陽極酸化処理(C)>
上記脱膜処理(B)により陽極酸化皮膜を除去して、アルミニウム基板の表面に規則的な窪みを形成した後、再び陽極酸化処理を施すことで、マイクロポアの規則化度がより高い陽極酸化皮膜を形成することができる。
再陽極酸化処理(C)における陽極酸化処理は、従来公知の方法を用いることができるが、上述した陽極酸化処理(A)と同一の条件で行われるのが好ましい。
また、直流電圧を一定としつつ、断続的に電流のオンおよびオフを繰り返す方法、直流電圧を断続的に変化させつつ、電流のオンおよびオフを繰り返す方法も好適に用いることができる。これらの方法によれば、陽極酸化皮膜に微細なマイクロポアが生成するため、特に電着処理により封孔処理する際に、均一性が向上する点で、好ましい。
【0075】
また、再陽極酸化処理(C)を低温で行うと、マイクロポアの配列が規則的になり、また、ポア径が均一になる。
一方、再陽極酸化処理(C)を比較的高温で行うことにより、マイクロポアの配列を乱し、また、ポア径のばらつきを所定の範囲にすることができる。また、処理時間によっても、ポア径のばらつきを制御することができる。
【0076】
本発明においては、このような再陽極酸化処理(C)により形成される陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0077】
また、本発明においては、このような陽極酸化処理(C)により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0078】
更に、本発明においては、このような陽極酸化処理(C)により形成される陽極酸化皮膜のマイクロポアのポア径は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
【0079】
自己規則化方法Iにおいては、上述した陽極酸化処理(A)および脱膜処理(B)に代えて、例えば、物理的方法、粒子線法、ブロックコポリマー法、レジストパターン・露光・エッチング法等により、上述した再陽極酸化処理(C)によるマイクロポア生成の起点となる窪みを形成させてもよい。
【0080】
<物理的方法>
例えば、インプリント法(突起を有する基板またはロールをアルミニウム板に圧接し、凹部を形成する、転写法、プレスパターニング法)を用いる方法が挙げられる。具体的には、複数の突起を表面に有する基板をアルミニウム表面に押し付けて窪みを形成させる方法が挙げられる。例えば、特開平10−121292号公報に記載されている方法を用いることができる。
また、アルミニウム表面にポリスチレン球を稠密状態で配列させ、その上からSiO2を蒸着した後、ポリスチレン球を除去し、蒸着されたSiO2をマスクとして基板をエッチングして窪みを形成させる方法も挙げられる。
【0081】
<粒子線法>
粒子線法は、アルミニウム表面に粒子線を照射して窪みを形成させる方法である。粒子線法は、窪みの位置を自由に制御することができるという利点を有する。
粒子線としては、例えば、荷電粒子ビーム、集束イオンビーム(FIB:Focused Ion Beam)、電子ビームが挙げられる。
粒子線法としては、例えば、特開2001−105400号公報に記載されている方法を用いることもできる。
【0082】
<ブロックコポリマー法>
ブロックコポリマー法は、アルミニウム表面にブロックコポリマー層を形成させ、熱アニールによりブロックコポリマー層に海島構造を形成させた後、島部分を除去して窪みを形成させる方法である。
ブロックコポリマー法としては、例えば、特開2003−129288号公報に記載されている方法を用いることができる。
【0083】
<レジストパターン・露光・エッチング法>
レジストパターン・露光・エッチング法は、フォトリソグラフィあるいは電子ビームリソグラフィ法によりアルミニウム板表面のレジストに露光および現像を施し、レジストパタンを形成した後これをエッチングする。レジストを設け、エッチングしてアルミニウム表面まで貫通した窪みを形成させる方法である。
【0084】
〔自己規則化方法II〕
<第1の工程:陽極酸化処理(D)>
陽極酸化処理(D)は、従来公知の電解液を用いることができるが、直流定電圧条件下にて、通電時の皮膜形成速度Aと、非通電時の皮膜溶解速度Bとした時、以下一般式(ii)で表されるパラメータRが、160≦R≦200、好ましくは170≦R≦190、特に好ましくは175≦R≦185を満たす電解液を用いて処理を施すことで、孔の規則配列性を大幅に向上することができる。
【0085】
R=A[nm/s]÷(B[nm/s]×加電圧[V]) ・・・ (ii)
【0086】
陽極酸化処理(D)における電解液の平均流速は、上述した陽極酸化処理(A)と同様、0.5〜20.0m/minであるのが好ましく、1.0〜15.0m/minであるのがより好ましく、2.0〜10.0m/minであるのが更に好ましい。上記範囲の流速で陽極酸化処理(D)を行うことにより、均一かつ高い規則性を有することができる。
また、電解液を上記条件で流動させる方法は、上述した陽極酸化処理(A)と同様、特に限定されないが、例えば、スターラーのような一般的なかくはん装置を使用する方法が用いられる。特に、かくはん速度をデジタル表示でコントロールできるようなスターラーを用いると、平均流速が制御できるため、好ましい。そのようなかくはん装置としては、例えば、「マグネティックスターラーHS−50D(AS ONE製)」等が挙げられる。
また、陽極酸化処理液の粘度としては、25℃1気圧下における粘度が0.0001〜100.0Pa・sが好ましく、0.0005〜80.0Pa・sが更に好ましい。上記範囲の粘度を有する電解液で陽極酸化処理(D)を行うことにより、均一かつ高い規則性を有することができる。
【0087】
陽極酸化処理(D)で用いる電解液には、酸性、アルカリ性いずれも使用することができるが、孔の真円性を高める観点から酸性の電解液が好適に用いられる。
具体的には、上述した陽極酸化処理(A)と同様、塩酸、硫酸、リン酸、クロム酸、シュウ酸、グリコール酸、酒石酸、りんご酸、クエン酸、スルファミン酸、ベンゼンスルホン酸、アミドスルホン酸、グリコール酸、酒石酸、りんご酸、クエン酸等がより好ましく、中でも硫酸、リン酸、シュウ酸が特に好ましい。これらの酸は単独でまたは2種以上を組み合わせて、上記一般式(ii)の計算式より所望のパラメータに調整して用いることができる。
【0088】
陽極酸化処理(D)の条件は、使用される電解液によって種々変化するので一概に決定され得ないが、上述した陽極酸化処理(A)と同様、一般的には電解液濃度0.1〜20質量%、液温−10〜30℃、電流密度0.01〜20A/dm2、電圧3〜500V、電解時間0.5〜30時間であるのが好ましく、電解液濃度0.5〜15質量%、液温−5〜25℃、電流密度0.05〜15A/dm2、電圧5〜250V、電解時間1〜25時間であるのがより好ましく、電解液濃度1〜10質量%、液温0〜20℃、電流密度0.1〜10A/dm2、電圧10〜200V、電解時間2〜20時間であるのが更に好ましい。
【0089】
本発明においては、このような陽極酸化処理(D)により形成される陽極酸化皮膜の膜厚は、0.1〜300μmであるのが好ましく、0.5〜150μmであるのがより好ましく、1〜100μmであるのが更に好ましい。
【0090】
また、本発明においては、このような陽極酸化処理(D)により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0091】
この陽極酸化処理(D)により、図3(A)に示されるように、アルミニウム基板12の表面に、マイクロポア16aを有する陽極酸化皮膜14aが形成される。なお、陽極酸化皮膜14aのアルミニウム基板12側には、バリア層18aが存在している。
【0092】
<第2の工程:酸化皮膜溶解処理(E)>
酸化皮膜溶解処理(E)は、上記陽極酸化処理(D)により形成された陽極酸化皮膜に存在するポア径を拡大させる処理(孔径拡大処理)である。
【0093】
酸化皮膜溶解処理(E)は、上記陽極酸化処理(D)後のアルミニウム基板を酸水溶液またはアルカリ水溶液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。
【0094】
酸化皮膜溶解処理(E)において、酸水溶液を用いる場合は、硫酸、リン酸、硝酸、塩酸等の無機酸またはこれらの混合物の水溶液を用いることが好ましい。中でも、クロム酸を含有しない水溶液が安全性に優れる点で好ましい。酸水溶液の濃度は1〜10質量%であるのが好ましい。酸水溶液の温度は、25〜60℃であるのが好ましい。
一方、酸化皮膜溶解処理(E)において、アルカリ水溶液を用いる場合は、水酸化ナトリウム、水酸化カリウムおよび水酸化リチウムからなる群から選ばれる少なくとも一つのアルカリの水溶液を用いることが好ましい。アルカリ水溶液の濃度は0.1〜5質量%であるのが好ましい。アルカリ水溶液の温度は、20〜35℃であるのが好ましい。
具体的には、例えば、50g/L、40℃のリン酸水溶液、0.5g/L、30℃の水酸化ナトリウム水溶液または0.5g/L、30℃の水酸化カリウム水溶液が好適に用いられる。
酸水溶液またはアルカリ水溶液への浸せき時間は、8〜120分であるのが好ましく、10〜90分であるのがより好ましく、15〜60分であるのが更に好ましい。
【0095】
また、酸化皮膜溶解処理(E)において、ポア径の拡大量は陽極酸化処理(D)の条件により異なるが、処理前後の拡大比が1.05倍〜100倍が好ましく、1.1倍〜75倍がより好ましく、1.2倍〜50倍が特に好ましい。
【0096】
この酸化皮膜溶解処理(B)により、図3(B)に示されるように、図3(A)に示される陽極酸化皮膜14aの表面およびマイクロポア16aの内部(バリア層18aおよび多孔質層)が溶解し、アルミニウム基板12上に、マイクロポア16bを有する陽極酸化皮膜14bを有するアルミニウム部材が得られる。なお、図3(A)と同様、陽極酸化皮膜14bのアルミニウム基板12側には、バリア層18bが存在している。
【0097】
<第3の工程:陽極酸化処理(D)>
自己規則化方法IIにおいては、上記酸化皮膜溶解処理(E)の後に、再度上記陽極酸化処理(D)を施すのが好ましい。
【0098】
再度の陽極酸化処理(D)により、図3(C)に示されるように、図3(B)に示されるアルミニウム基板12の酸化反応が進行し、アルミニウム基板12上に、マイクロポア16bよりも深くなったマイクロポア16cを有する陽極酸化皮膜14cを有するアルミニウム部材が得られる。なお、図3(A)と同様、陽極酸化皮膜14cのアルミニウム基板12側には、バリア層18cが存在している。
【0099】
<第4の工程:酸化皮膜溶解処理(E)>
また、自己規則化方法IIにおいては、上記陽極酸化処理(D)、上記酸化皮膜溶解処理(E)および上記陽極酸化処理(D)をこの順に施した後に、更に上記酸化皮膜溶解処理(E)を施すのが好ましい。
【0100】
この処理により、マイクロポアの中に処理液が入るため、第3の工程で施した陽極酸化処理(D)で形成された陽極酸化皮膜を全て溶解し、第3の工程で施した陽極酸化処理(D)で形成されたマイクロポアのポア径を広げることができる。
即ち、再度の酸化皮膜溶解処理(E)により、図3(D)に示されるように、図3(C)に示される陽極酸化皮膜14cの変曲点より表面側のマイクロポア16cの内部が溶解し、アルミニウム基板12上に、直管状のマイクロポア16dを有する陽極酸化皮膜14dを有するアルミニウム部材が得られる。なお、図3(A)と同様、陽極酸化皮膜14dのアルミニウム基板12側には、バリア層18dが存在している。
【0101】
ここで、マイクロポアのポア径の拡大量は、第3の工程で施した陽極酸化処理(D)の処理条件により異なるが、処理前後の拡大比が1.05倍〜100倍が好ましく、1.1倍〜75倍がより好ましく、1.2倍〜50倍が特に好ましい。
【0102】
自己規則化方法IIは、上述した陽極酸化処理(D)と酸化皮膜溶解処理(E)のサイクルを1回以上行うものである。繰り返しの回数が多いほど、上述したポアの配列の規則性が高くなる。
また、直前の陽極酸化処理(D)で形成された陽極酸化皮膜を酸化皮膜溶解処理(E)で全て溶解することにより、皮膜表面から見たマイクロポアの真円性が飛躍的に向上するため、上記サイクルを2回以上繰り返して行うのが好ましく、3回以上繰り返して行うのがより好ましく、4回以上繰り返して行うのが更に好ましい。
また、上記サイクルを2回以上繰り返して行う場合、各回の酸化皮膜溶解処理および陽極酸化処理の条件は、それぞれ同じであっても、異なっていてもよく、また、最後の処理を陽極酸化処理で終えてもよい。
【0103】
本発明においては、このような自己規則化方法IIにより形成される陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0104】
また、本発明においては、このような自己規則化方法IIにより形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0105】
更に、本発明においては、このような自己規則化方法IIにより形成される陽極酸化皮膜のマイクロポアのポア径は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
【0106】
〔定電圧処理〕
定電圧処理は、長時間(例えば、数時間から十数時間)かけて、低速で陽極酸化皮膜を形成させる処理方法である。この処理方法においては、ポア径が電圧に依存するため、マイクロポアの分岐を防ぐ観点から、電圧を一定に制御することが必須となる。
【0107】
陽極酸化処理における電解液の平均流速は、0.5〜20.0m/minであるのが好ましく、1.0〜15.0m/minであるのがより好ましく、2.0〜10.0m/minであるのが更に好ましい。上記範囲の流速で陽極酸化処理を行うことにより、均一かつ高い規則性を有することができる。
また、電解液を上記条件で流動させる方法は、特に限定されないが、例えば、スターラーのような一般的なかくはん装置を使用する方法が用いられる。特に、かくはん速度をデジタル表示でコントロールできるようなスターラーを用いると、平均流速が制御できるため好ましい。このようなかくはん装置としては、例えば、「マグネティックスターラーHS−50D(AS ONE製)」等が挙げられる。
【0108】
陽極酸化処理は、例えば、酸濃度1〜10質量%の溶液中で、アルミニウム基板を陽極として通電する方法を用いることができる。
陽極酸化処理に用いられる溶液としては、酸溶液であることが好ましく、硫酸、リン酸、クロム酸、シュウ酸、スルファミン酸、ベンゼンスルホン酸、アミドスルホン酸、グリコール酸、酒石酸、りんご酸、クエン酸等がより好ましく、中でも硫酸、リン酸、シュウ酸が特に好ましい。これらの酸は単独でまたは2種以上を組み合わせて用いることができる。
【0109】
陽極酸化処理の条件は、使用される電解液によって種々変化するので一概に決定され得ないが、一般的には電解液濃度0.1〜20質量%、液温−10〜30℃、電流密度0.01〜20A/dm2、電圧3〜300V、電解時間0.5〜50時間であるのが好ましく、電解液濃度0.5〜15質量%、液温−5〜25℃、電流密度0.05〜15A/dm2、電圧5〜250V、電解時間1〜25時間であるのがより好ましく、電解液
濃度1〜10質量%、液温0〜20℃、電流密度0.1〜10A/dm2、電圧10〜2
00V、電解時間2〜20時間であるのが更に好ましい。
【0110】
陽極酸化処理の処理時間は、0.5分〜16時間であるのが好ましく、1分〜12時間であるのがより好ましく、2分〜8時間であるのが更に好ましい。
【0111】
本発明においては、このような定電圧処理により形成される陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0112】
また、本発明においては、このような定電圧処理により形成される陽極酸化皮膜のマイクロポアの平均ポア密度は100万個/mm2以上であるのが好ましく、100万個〜4000万個/mm2であるのがより好ましく、150万〜4000万個/mm2であるのが更に好ましく、200万〜3000万個/mm2であるのが特に好ましい。
また、マイクロポアの占める面積率は、3〜50%であるのが好ましい。
【0113】
更に、本発明においては、このような定電圧処理により形成される陽極酸化皮膜のマイクロポアのポア径は20〜500nmであるのが好ましく、40〜300nmであるのがより好ましく、50〜200nmであるのが更に好ましい。
【0114】
[貫通化処理工程]
上記貫通化処理工程は、上記陽極酸化処理工程の後に、上記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る工程である。
【0115】
上記貫通化処理工程では、下記(a)または(b)の処理を施すのが好ましい。
(a)酸またはアルカリを用いて、陽極酸化皮膜を有するアルミニウム基板を溶解し、マイクロポアによる孔を貫通化する処理(化学溶解処理)。
(b)陽極酸化皮膜を有するアルミニウム基板を機械的に研磨し、マイクロポアによる孔を貫通化する処理(機械的研磨処理)。
以下に上記(a)および(b)の各処理について詳述する。
【0116】
<(a)化学溶解処理>
化学溶解処理では、具体的には、例えば、上記陽極酸化処理工程の後に、アルミニウム基板(図3(D)においては符号12で表される部分)を溶解し、さらに、陽極酸化皮膜の底部(図3(D)においては符号18dで表される部分)を除去して、マイクロポアによる孔を貫通化させる。
【0117】
(アルミニウム基板の溶解)
上記陽極酸化処理工程の後のアルミニウム基板の溶解は、陽極酸化皮膜(アルミナ)は溶解しにくく、アルミニウムを溶解しやすい処理液を用いる。
即ち、アルミニウム溶解速度1μm/分以上、好ましくは3μm/分以上、より好ましくは5μm/分以上、および、陽極酸化皮膜溶解速度0.1nm/分以下、好ましくは0.05nm/分以下、より好ましくは0.01nm/分以下の条件を有する処理液を用いる。
具体的には、アルミよりもイオン化傾向の低い金属化合物を少なくとも1種含み、かつ、pHが4以下8以上、好ましくは3以下9以上、より好ましくは2以下10以上の処理液を使用して浸漬処理を行う。
【0118】
このような処理液としては、酸またはアルカリ水溶液をベースとし、例えば、マンガン、亜鉛、クロム、鉄、カドミウム、コバルト、ニッケル、スズ、鉛、アンチモン、ビスマス、銅、水銀、銀、パラジウム、白金、金の化合物(例えば、塩化白金酸)、これらのフッ化物、これらの塩化物等を配合したものであるのが好ましい。
中でも、酸水溶液ベースが好ましく、塩化物をブレンドするのが好ましい。
特に、塩酸水溶液に塩化水銀をブレンドした処理液(塩酸/塩化水銀)、塩酸水溶液に塩化銅をブレンドした処理液(塩酸/塩化銅)が、処理ラチチュードの観点から好ましい。
なお、このような処理液の組成は特に限定されず、例えば、臭素/メタノール混合物、臭素/エタノール混合物、王水等を用いることができる。
【0119】
また、このような処理液の酸またはアルカリ濃度は、0.01〜10mol/Lが好ましく、0.05〜5mol/Lがより好ましい。
【0120】
更に、このような処理液を用いた処理温度は、−10℃〜80℃が好ましく、0℃〜60℃が好ましい。
【0121】
本発明においては、アルミニウム基板の溶解は、上記陽極酸化処理工程の後のアルミニウム基板を上述した処理液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。このときの接触時間としては、10秒〜5時間が好ましく、1分〜3時間がより好ましい。
【0122】
(陽極酸化皮膜の底部の除去)
アルミニウム基板を溶解した後の陽極酸化皮膜の底部の除去は、酸水溶液またはアルカリ水溶液に浸せきさせることにより行う。底部の陽極酸化皮膜が除去されることにより、マイクロポアによる孔が貫通する。
【0123】
陽極酸化皮膜の底部の除去は、予めpH緩衝液に浸漬させてマイクロポアによる孔の開口側から孔内にpH緩衝液を充填した後に、開口部の逆面、即ち、陽極酸化皮膜の底部に酸水溶液またはアルカリ水溶液に接触させる方法により行うのが好ましい。
【0124】
酸水溶液を用いる場合は、硫酸、リン酸、硝酸、塩酸等の無機酸またはこれらの混合物の水溶液を用いることが好ましい。酸水溶液の濃度は1〜10質量%であるのが好ましい。酸水溶液の温度は、25〜40℃であるのが好ましい。
一方、アルカリ水溶液を用いる場合は、水酸化ナトリウム、水酸化カリウムおよび水酸化リチウムからなる群から選ばれる少なくとも一つのアルカリの水溶液を用いることが好ましい。アルカリ水溶液の濃度は0.1〜5質量%であるのが好ましい。アルカリ水溶液の温度は、20〜35℃であるのが好ましい。
【0125】
具体的には、例えば、50g/L、40℃のリン酸水溶液や、0.5g/L、30℃の水酸化ナトリウム水溶液または0.5g/L、30℃の水酸化カリウム水溶液が好適に用いられる。
【0126】
酸水溶液またはアルカリ水溶液への浸せき時間は、8〜120分であるのが好ましく、10〜90分であるのがより好ましく、15〜60分であるのが更に好ましい。
また、予めpH緩衝液に浸漬させる場合は、上述した酸/アルカリに適宜対応した緩衝液を使用する。
【0127】
<(b)機械的研磨処理>
機械的研磨処理では、具体的には、例えば、上記陽極酸化処理工程の後に、アルミニウム基板(図3(D)においては符号12で表される部分)およびアルミニウム基板近傍の陽極酸化皮膜(図3(D)においては符号18dで表される部分)を機械的に研磨して除去することにより、マイクロポアによる孔を貫通化させる。
機械的研磨処理では、公知の機械的研磨処理方法を幅広く用いることができ、例えば、鏡面仕上げ処理について例示した機械研磨を用いることができる。但し、精密研磨速度が高いことから化学機械研磨(CMP:Chemical Mechanical Polishing)処理を行うことが好ましい。CMP処理には、フジミインコーポレイテッド社製のPNANERLITE−7000、日立化成社製のGPX HSC800、旭硝子(セイミケミカル)社製のCL−1000等のCMPスラリーを用いることができる。
【0128】
この貫通化処理工程により、図3(D)に示されるアルミニウム基板12およびバリア層18dがなくなった状態の構造物、即ち、図4(A)に示される微細構造体20が得られる。
【0129】
[保護膜形成処理工程]
本発明の製造方法においては、アルミナで形成された陽極酸化皮膜が、空気中の水分との水和により、経時により孔径が変化してしまうことから、後述する導電性部材充填工程前に、保護膜形成処理を施すことが好ましい。
【0130】
保護膜としては、Zr元素および/またはSi元素を含有する無機保護膜、あるいは、水不溶性ポリマーを含有する有機保護膜が挙げられる。
【0131】
Zr元素を有する保護膜の形成方法は特に限定されないが、例えば、ジルコニウム化合物が溶解している水溶液に直接浸せきして処理する方法が一般的である。また、保護膜の強固性と安定性の観点から、リン化合物をあわせて溶解させた水溶液を用いることが好ましい。
【0132】
ここで、ジルコニウム化合物としては、具体的には、例えば、ジルコニウム、フッ化ジルコニウム、フッ化ジルコン酸ナトリウム、フッ化ジルコン酸カルシウム、フッ化ジルコニウム、塩化ジルコニウム、オキシ塩化ジルコニウム、オキシ硝酸ジルコニウム、硫酸ジルコニウム、ジルコニウムエトキシド、ジルコニウムプロポキシド、ジルコニウムブトキシド、ジルコニウムアセチルアセトナート、テトラクロロビス(テトラヒドロフラン)ジルコニウム、ビス(メチルシクロペンタジエニル)ジルコニウムジクロリド、ジシクロペンタジエニルジルコニウムジクロリド、エチレンビス(インデニル)ジルコニウム(IV)ジクロリド等が挙げられ、中でも、フッ化ジルコン酸ナトリウムが好ましい。
また、水溶液におけるジルコニウム化合物の濃度としては、保護膜厚の均一性の観点から、0.01〜10wt%が好ましく、0.05〜5wt%がより好ましい。
【0133】
リン化合物としては、リン酸、リン酸ナトリウム、リン酸カルシウム、リン酸水素ナトリウム、リン酸水素カルシウム等が挙げられ、中でも、リン酸水素ナトリウムが好ましい。
また、水溶液におけるジルコニウム化合物の濃度としては、保護膜厚の均一性の観点から、0.1〜20wt%が好ましく、0.5〜10wt%がより好ましい。
【0134】
また、処理温度としては、0〜120℃が好ましく、20〜100℃がより好ましい。
【0135】
一方、Si元素を有する保護膜の形成方法は特に限定されないが、例えば、アルカリ金属ケイ酸塩が溶解している水溶液に直接浸せきして処理する方法が一般的である。
アルカリ金属ケイ酸塩の水溶液は、ケイ酸塩の成分である酸化ケイ素SiO2とアルカリ金属酸化物M2Oの比率(一般に〔SiO2〕/〔M2O〕のモル比で表す。)と濃度によって保護膜厚の調節が可能である。
ここで、Mとしては、特にナトリウム、カリウムが好適に用いられる。
また、モル比は、〔SiO2〕/〔M2O〕が0.1〜5.0が好ましく、0.5〜3.0がより好ましい。
更に、SiO2の含有量は、0.1〜20質量%が好ましく、0.5〜10質量%がより好ましい。
【0136】
有機保護膜としては、水不溶性ポリマーが溶解している有機溶剤に、直接浸せきしたのち、加熱処理により溶剤のみを揮発させる方法が好ましい。
水不溶性ポリマーとしては、例えば、ポリ塩化ビニリデン、ポリ(メタ)アクリロニトリル、ポリサルホン、ポリ塩化ビニル、ポリエチレン、ポリカーボネート、ポリスチレン、ポリアミド、セロハン等が挙げられる。
また、有機溶剤としては、エチレンジクロライド、シクロヘキサノン、メチルエチルケトン、メタノール、エタノール、プロパノール、エチレングリコールモノメチルエーテル、1−メトキシ−2−プロパノール、2−メトキシエチルアセテート、1−メトキシ−2−プロピルアセテート、ジメトキシエタン、乳酸メチル、乳酸エチル、N,N−ジメチルアセトアミド、N,N−ジメチルホルムアミド、テトラメチルウレア、N−メチルピロリドン、ジメチルスルホキシド、スルホラン、γ−ブチロラクトン、トルエン等が挙げられる。
濃度としては、0.1〜50wt%が好ましく、1〜30wt%がより好ましい。
また、溶剤揮発時の加熱温度としては、30〜300℃が好ましく、50〜200℃がより好ましい。
【0137】
保護膜形成処理後において、保護膜を含めた陽極酸化皮膜の膜厚は、20〜200μmであるのが好ましく、40〜150μmであるのがより好ましく、50〜120μmであるのが更に好ましい。
【0138】
[導電性部材充填工程]
上記導電性部材充填工程は、上記貫通化処理工程の後に、得られた上記微細構造体における貫通化した孔(以下、「貫通孔」ともいう。)の内部に導電性部材を充填して上記導通路を形成する工程である。
【0139】
上記導電性部材充填工程では、下記(a)〜(c)のいずれかの処理を施すのが好ましい。
(a)導電性部材を含有する液中に、上記貫通化孔を有する微細構造体を浸漬し、上記貫通孔内に導電性部材を充填する処理(浸漬処理)。
(b)電解めっきにより、上記貫通化孔内に導電性部材を充填する処理(電解めっき処理)。
(c)蒸着により、上記貫通化孔内に導電性部材を充填する処理(蒸着処理)。
ここで、充填する導電性部材は、異方導電性部材の導通路を構成するものであり、本発明の異方導電性部材において説明したものと同様である。
以下に、上記(a)〜(c)の各処理について詳述する。
【0140】
<(a)浸漬処理>
導電性部材を有する液中に、上記貫通化孔を有する微細構造体を浸漬し、上記貫通孔内に導電性部材を充填する処理としては、無電解めっき処理、高粘度の溶融金属浸漬処理、導電性高分子溶解液浸漬処理等の公知の方法を用いることができる。
中でも、導電性部材としての好ましい材料が金属であることから、無電解めっき処理、溶融金属浸漬処理が好ましく、操作の簡易性から無電解めっき処理が好ましい。
【0141】
無電解めっきの方法特に限定されず、公知の方法および処理液を用いることができる。中でも、析出させる金属核を予め設け、その後に該金属を含む溶剤に溶ける化合物と還元剤を液に溶かし、絶縁性基材を該液に浸漬することにより、貫通化した孔内に金属を充填させる方法が好ましい。
また、後述する電解めっき処理と併用して処理してもよい。
【0142】
<(b)電解めっき処理>
本発明の製造方法において、電解めっきにより、上記貫通孔内に導電性部材を充填する場合は、パルス電解または定電位電解の際に休止時間を設ける必要がある。休止時間は、10秒以上必要で、30〜60秒であるのが好ましい。
また、電解液のかくはんを促進するため、超音波を加えることも望ましい。
更に、電解電圧は、通常20V以下であって望ましくは10V以下であるが、使用する電解液における目的金属の析出電位を予め測定し、その電位+1V以内で定電位電解を行うことが好ましい。なお、定電位電解を行う際には、サイクリックボルタンメトリを併用できるものが望ましく、Solartron社、BAS社、北斗電工社、IVIUM社等のポテンショスタット装置を用いることができる。
【0143】
めっき液は、従来公知のめっき液を用いることができる。
具体的には、銅を析出させる場合には硫酸銅水溶液が一般的に用いられるが、硫酸銅の濃度は、1〜300g/Lであるのが好ましく、100〜200g/Lであるのがより好ましい。また、電解液中に塩酸を添加すると析出を促進することができる。この場合、塩酸濃度は10〜20g/Lであるのが好ましい。
また、金を析出させる場合、テトラクロロ金の硫酸溶液を用い、交流電解でめっきを行うのが望ましい。
【0144】
<(c)蒸着処理>
蒸着により上記貫通孔内に導電性部材を充填する場合、物理蒸着(PVD)、化学蒸着(CVD)といった公知の蒸着処理を用いることができる。蒸着処理を行う際の条件としては、その対象物質により異なるが、温度−40℃〜80℃、真空度10−3Pa以下が蒸着速度の観点から好ましく、−20℃〜60℃、真空度真空度10−4Pa以下がより好ましい。
【0145】
また、充填を均一に行うために、蒸着方向に対する絶縁性基板の面を適宜傾けて、斜め方向から蒸着する方法も好適に用いることができる。
【0146】
この導電性部材充填工程により、図4(B)に示される微細構造体20が得られる。
【0147】
[表面平滑化処理工程]
本発明の製造方法においては、上記導電性部材充填工程の後に、上記微細構造体の表面および裏面を平滑化する表面平滑処理工程を具備するのが好ましい。
表面平滑処理工程を実施することにより、導電性部材を充填させた後の微細構造体の表面および裏面の平滑化と、該表面および裏面に付着した余分な導電性部材を除去することができる。
【0148】
上記表面平滑処理工程では、下記(a)〜(c)のいずれかの処理を施すのが好ましい。
(a)化学機械研磨(CMP)による処理。
(b)電解研磨による処理。
(c)イオンミリング処理。
以下に、上記(a)〜(c)の各処理について詳述する。
【0149】
<(a)化学機械研磨(CMP)による処理>
CMP処理には、フジミインコーポレイテッド社製のPNANERLITE−7000、日立化成社製のGPX HSC800、旭硝子(セイミケミカル)社製のCL−1000等のCMPスラリーを用いることができる。
なお、陽極酸化皮膜を研磨したくないので、層間絶縁膜やバリアメタル用のスラリーを用いるのは好ましくない。
【0150】
<(b)電解研磨による処理>
電解研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法;米国特許第2708655号明細書に記載されている方法;「実務表面技術」,vol.33,No.3,1986年,p.32−38に記載されている方法;等が好適に挙げられる。
【0151】
<(c)イオンミリング処理>
イオンミリング処理は、上記CMPによる処理や、電解研磨処理よりもさらに精密な研磨が必要な際に施され、公知の技術を用いることができる。イオン種としては一般的なアルゴンイオンを用いることが好ましい。
【0152】
[導通路突出工程]
上記導通路突出工程は、上記導電性部材充填工程の後(上記表面平滑化処理工程を実施した場合は上記表面平滑化処理工程の後。以下、同様。)に、上記微細構造体の表面および/または裏面から上記導通路を突出させて異方導電性部材前駆体を得る工程である。
本発明の製造方法においては、上記導通路突出工程により形成される上記導通路の突出部が、後述する皮膜除去工程において陽極酸化皮膜を溶解する際に、上記導通路が倒れたり凝集したりするのを防ぎ、また、最終的に得られる異方導電性部材においては電子部品の電極部分との接合部位に利用することができる。
【0153】
上記導通路突出工程では、下記(a)または(b)の処理を施すのが好ましい。
(a)上記導電性部材充填工程後の上記微細構造体の表面および/または裏面の陽極酸化皮膜部分の一部を除去することにより、上記微細構造体の表面および/または裏面から導電性部材が突出した構造を形成する処理。
(b)上記導電性部材充填工程後の上記微細構造体において上記導通路の表面に導電性部材を析出させることにより、上記微細構造体の表面および/または裏面から導電性部材が突出した構造を形成する処理。
以下に、上記(a)および(b)の各処理について詳述する。
【0154】
<(a)処理>
上記(a)処理では、上記導電性部材充填工程後の微細構造体の表面および/または裏面を酸水溶液またはアルカリ水溶液に接触させることにより、上記微細構造体の表面および/または裏面の陽極酸化皮膜部分のみを一部溶解させて除去して導通路を突出させる(図4(C))。
また、上記(a)処理は、上記導通路を構成する導電性部材を溶解しない条件であれば、上述した酸化皮膜溶解処理(E)と同様の処理条件で施すことができる。特に、溶解速度を管理しやすい酸水溶液またはアルカリ水溶液を用いるのが好ましい。
【0155】
<(b)処理>
上記(b)処理では、図4(B)に示される導通路3の表面にのみ、導電性部材を析出させることにより、導通路を突出させる(図4(D))。
導電性部材の析出は、無電解めっきまたは電着処理により行うことができる。なお、析出させる導電性部材は、導電性部材充填工程で充填した導電性部材と同一のものであってもよく、異なるものであってもよい。
【0156】
本発明の製造方法においては、上記導通路突出工程として上記(a)処理を施すのが好ましく、上記導電性部材充填工程後の微細構造体を陽極酸化皮膜が溶解する処理液を用いた浸漬処理を施すのがより好ましい。
上記処理液としては、具体的には、例えば、上記導通路が銅で充填された場合、pH13以上のアルカリ水溶液(例えば、KOH、NaOH等の水溶液)等が挙げられる。
また、上記浸漬処理の温度は、0℃〜70℃であるのが好ましく、10〜50℃であるのがより好ましく、20〜45℃であるのが更に好ましい。
また、上記浸漬処理の処理時間は、導通路の径や周期によっても異なるが、作業性および実用性の観点から、1〜60分の範囲であるのが好ましい。処理時間がこの範囲であると、再現性も良好となる。
【0157】
一方、上記導通路が貴金属等の耐酸性を有する金属で充填された場合、上記処理液としては、リン酸、硫酸、硝酸等の水溶液も利用できる。
この場合の処理液のpHは、−1.0〜3.0であるのが好ましく、−0.5〜2.0であるのがより好ましく、0〜1.5であるのが更に好ましい。
また、この場合の浸漬処理の温度は、0〜70℃であるのが好ましく、10〜50℃であるのがより好ましく、20〜45℃であるのが更に好ましい。
また、この場合の浸漬処理の処理時間は、導通路の径や周期によっても異なるが、作業性および実用性の観点から、1〜60分の範囲であるのが好ましい。処理時間がこの範囲であると、再現性も良好となる。
【0158】
上記処理液は、水溶性高分子を添加して粘度を増加させるのが好ましい。
水溶性高分子を添加して粘度を増加させることにより、上記各導通路の上記絶縁性基材の面からの突出した部分(バンプ)の高さを0.05〜30μmとし、上記バンプのアスペクト比(高さ/直径)を1以上と調製しやすくなる。
上記水溶性高分子としては、具体的には、ポリエチレングリコール(PEG)、ポリビニルアルコール(PVA)、ポリアクリル酸ナトリウム、グリセリン、プロピレングリコール等が入手性、安定性、純度等の観点から好適に挙げられる。
また、上記水溶性高分子は、分子量が40〜5000であるのが好ましく、60〜4000であるのがより好ましく、80〜3000であるのが更に好ましい。
一方、上記水溶性高分子を添加した後の粘度は、1.2〜12cpであるのが好ましく、2〜6cpであるのがより好ましく、2〜5cpが更に好ましく、2.5〜4.8cpが特に好ましい。粘度がこの範囲であると、絶縁性基材と導通路との界面に処理液が浸透し、微細構造体の構造が崩壊し難いので、導通路の突出高さを高くすることが可能となる。
【0159】
この導通路突出工程により、図4(C)または図4(D)に示される異方導電性部材前駆体21が得られる。
【0160】
[樹脂被覆工程]
上記樹脂被覆工程は、上記導通路突出工程の後、溶剤可溶性樹脂で上記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う工程である。
ここで、上記溶剤可溶性樹脂とは、溶剤に可溶性の樹脂であって、後述する皮膜除去工程で用いられるアルミナ溶解液には溶解しない樹脂であり、後述する樹脂充填工程で用いられる樹脂(溶剤不溶性樹脂)を溶解することができない溶剤に可溶性の樹脂をいう。
【0161】
上記溶剤可溶性樹脂としては、例えば、フォトリソグラフィー用レジスト、研磨用WAX等が挙げられる。
また、メチルイソプロピルケトンに溶解するXP FILM TRIAL(SU−8 3000、化薬マイクロケム社製)、イソプロピルアルコールに溶解するアルコワックス(型番:5402F、日化精工社製)等も用いることができる。
【0162】
この樹脂被覆工程により、図5(A)に示される構造体が得られる。
なお、本発明の製造方法においては、図5(A)に示すように、上記異方導電性部材前駆体の表面および裏面の全面が溶剤可溶性樹脂30で覆われているのが好ましいが、後述する皮膜除去工程において陽極酸化皮膜を溶解する際に、上記導通路が倒れたり凝集したりするのを防ぐ機能が損なわれない限り、上記異方導電性部材前駆体の表面または裏面の少なくとも一部が溶剤可溶性樹脂で覆われていればよい。
【0163】
また、本発明の製造方法においては、上記樹脂被覆工程において上記異方導電性部材前駆体の表面および裏面のみならず側面も含めた全体を溶剤可溶性樹脂30で被覆してもよいが、この場合は、後述する皮膜除去工程において陽極酸化皮膜を溶解する際の起点となる上記異方導電性部材前駆体の側面が露出するように研磨等により開口させる必要がある。
【0164】
[皮膜除去工程]
上記皮膜除去工程は、上記樹脂被覆工程の後、上記異方導電性部材前駆体の上記陽極酸化皮膜を除去する工程である。
ここで、上記陽極酸化皮膜の除去は、上述した脱膜処理(B)と同様の条件で施すことができる。
アルミナ溶解液としては、上記溶剤可溶性樹脂を溶解させないようにする観点から、上述した脱膜処理(B)で説明したもののうち、水酸化ナトリウム、水酸化カリウムおよびリン酸のいずれかを含有する水溶液であるのが好ましい。
【0165】
本発明の製造方法においては、上記皮膜除去工程における陽極酸化皮膜の溶解性の観点から、上記樹脂被覆工程の後の上記異方導電性部材前駆体の形状は、短冊状であるのが好ましく、具体的には、長辺の長さが5〜100mm程度であり、短辺の長さが1〜10mm程度の短冊状であるのがより好ましい。
上記異方導電性部材前駆体の形状が短冊状であると、アルミナ溶解液が上記異方導電性部材前駆体の側面から陽極酸化皮膜の全体に行き渡りやすくなる。
【0166】
この皮膜除去工程により、導通路3が溶剤可溶性樹脂30により固定された図5(B)に示される構造体が得られる。
【0167】
[樹脂充填工程]
上記樹脂充填工程は、上記皮膜除去工程の後、溶剤不溶性樹脂を上記陽極酸化皮膜があった部分に充填して上記絶縁性基材を形成する工程である。
ここで、充填する溶剤不溶性樹脂は、異方導電性部材の絶縁性基材を構成するものであり、本発明の異方導電性部材において説明したものと同様である。中でも、硬化後の体積変化が少ない理由から、エポキシ樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂等の熱硬化樹脂であるのが好ましい。
【0168】
上記溶剤不溶性樹脂を充填は、減圧下または加圧下で行うことができるが、真空ポンプを用いて徐々に減圧しながら上記溶剤不溶性樹脂を含有する薬液を浸透させる方法が好ましい。
【0169】
この樹脂充填工程により、導通路3と溶剤可溶性樹脂30との間に溶剤不溶性樹脂である上記絶縁性基材2が充填された図5(C)に示される構造体が得られる。
【0170】
[樹脂除去工程]
上記樹脂除去工程は、上記樹脂充填工程の後、上記溶剤可溶性樹脂を除去して上記異方導電性部材を得る工程である。
ここで、上記溶剤可溶性樹脂の除去は、溶剤を用いて行うが、上述したように、上記樹脂充填工程により充填された上記溶剤不溶性樹脂を溶解しない溶剤を用いる。
【0171】
この樹脂除去工程により、溶剤可溶性樹脂30が除去された図5(D)に示される異方導電性部材1が得られる。
【実施例】
【0172】
(実施例1)
(A)鏡面仕上げ処理
高純度アルミニウム基板(住友軽金属社製、純度99.99質量%、厚さ0.4mm)を400℃で1時間焼きなましたものを1cm各の面積で陽極酸化処理できるように1cm×3cmの大きさにカットし、以下に機械研磨処理および電解研磨処理を施した。
【0173】
<機械研磨処理>
まず、1cm×3cm角の上記高純度アルミニウム基板を両面テープ(再剥離テープ9455、住友3M社製)にて鏡面仕上げ済みの金属ブロックに貼り付けた。
次いで、研磨盤(商品名:ラボポール‐5、丸本ストルアス社製)を用い、#80から#1500まで順じ番手を上げ、凹凸部分が目視確認できなくなるまで研磨した。
その後、バフに平均粒径1μmのダイヤモンドスラリーを供給し、鏡面状態に仕上げた。
【0174】
<電解研磨処理>
機械研磨処理の後、下記組成の電解研磨液を用い、電流密度5A/dm2、液温度65℃、液流速3.0m/minの条件で電解研磨処理を施し、加工変質層を除去した。
陰極はカーボン電極とし、電源は、GP0110−30R(高砂製作所社製)を用いた。また、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
(電解研磨液組成)
・85質量%リン酸(和光純薬社製試薬) 660mL
・純水 160mL
・硫酸 150mL
・エチレングリコール 30mL
【0175】
(B)陽極酸化処理工程
まず、周期100nmの四方配列の突起を有するSiCモールド(大きさ:5mm角、パターンエリア:3mm×0.5mm角、エヌ・ティ・ティ・アドバンステクノロジ株式会社製の特注品)の凹凸パターンを、転写装置(MODEL6000、ハイソル社製)を用いて、電解研磨処理後のアルミニウム基板表面に位置をずらしながら6回転写し、3mm角の転写領域を作製した。なお、転写は、突起部分の面積当たりの転写圧力が256N/cm2となるように設定し、室温にて行った。
次いで、アルミニウム基板の表面における転写領域(3mm角)以外および裏面に、市販のマスキングテープを用いてマスキングを施した。
その後、0.2mol/Lリン酸の電解液で、電圧195V、液温度0℃、液流速5.0m/minの条件で、16時間の陽極酸化を施した。
なお、陽極酸化処理は、陰極はステンレス電極とし、電源はGP0110−30R(高砂製作所社製)を用いた。また、冷却装置にはNeoCool BD36(ヤマト科学社製)、かくはん加温装置にはペアスターラー PS−100(EYELA社製)を用いた。更に、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
【0176】
(C)貫通化処理工程
20%塩酸水溶液に0.1mol/Lの塩化銅をブレンドした処理液を用い、液温15℃で、目視によりアルミニウムが除去されるまで浸漬させることによりアルミニウム基板を溶解し、更に、0.1mol/Lの水酸化カリウム水溶液(液温30℃)に30分間浸漬させることにより陽極酸化皮膜の底部を除去し、ポア径を拡大したマイクロポアを有する陽極酸化皮膜からなる微細構造体を作製した。
得られた貫通化処理後の微細構造体の表面写真および断面写真(倍率20000倍)をFE−SEMにより撮影し、以下の形状であることを確認した。
・構造体の厚さ:70μm
・貫通孔の深さ:70μm
・貫通孔の平均開孔径:200nm
・貫通孔の周期(中心間距離):500nm
・貫通孔(マイクロポア)の規則化度:100%
【0177】
ここで、上記貫通孔の周期は、上記貫通孔の中心間距離(ピッチ)をいい、50点測定した平均値である。
また、上記貫通孔(マイクロポア)の規則化度は、上記式(i)により定義される規則化度を測定した値である。
【0178】
(D)加熱処理
次いで、上記で得られた構造体に、温度400℃で1時間の加熱処理を施した。
【0179】
(E)導電性部材充填工程
次いで、上記加熱処理後の構造体の一方の表面にニッケル電極を密着させ、該ニッケル電極を陰極にし、白金を正極にして電解メッキを行なった。
硫酸ニッケル300g/Lを60℃に保った状態で電解液として使用し、定電圧パルス電解を実施することにより、上記貫通孔にニッケルが充填された微細構造体を製造した。
ここで、定電圧パルス電解は、山本鍍金社製のメッキ装置を用い、北斗電工社製の電源(HZ−3000)を用い、メッキ液中でサイクリックボルタンメトリを行なって析出電位を確認した後、皮膜側の電位を−2Vに設定して行った。また、定電圧パルス電解のパルス波形は矩形波であった。具体的には、電解の総処理時間が1800秒になるように、1回の電解時間が300秒の電解処理を、各電解処理の間に40秒の休止時間を設けて6回施した。
ニッケルを充填した後の表面をFE−SEMで観察すると、貫通孔の内部にニッケルが金電極側からの高さが約80μmとなる量で充填され、表面から10μm分がオーバーフローしていた。
【0180】
(F)表面平滑化処理
次いで、導電性部材充填処理後の微細構造体に機械研摩処理を施し、表面からオーバーフローしたニッケルを除去した後、更に金電極側の表面を2μm研磨し、その反対の面を8μm研磨する表面平滑化処理を施した。
表面平滑化処理後の構造体の破断面を光学顕微鏡で観察したところ、導通路(ニッケル)および陽極酸化皮膜の厚さがいずれも60μmとなる平滑な微細構造体であることが分かった。
【0181】
(G)導通路突出工程
次いで、表面平滑化処理後の微細構造体の両面を、KOHを用いてpH12.7に調整したPEG(分子量1000)30質量%水溶液に40℃で30分間浸漬させた。
処理後の微細構造体の破断面をFE−SEMにて観察したところ、導通路の突出部分が両面に形成された異方導電性部材前駆体であることが分かった。なお、突出部分の高さが7μmであり、アスペクト比(高さ/直径)が35であった。
【0182】
(H)樹脂被覆工程
次いで、導通路突出工程の異方導電性部材前駆体を、70℃で液状としたアルコワックス(型番:5402F、イソプロピルアルコールに溶解、日化精工社製)に1分間浸漬させた。
その後、ワックスが固化する前に、作製した構造体の表面および裏面を平坦なグラファイト板で挟み、50kg/m2の圧力で30分放置し、その後に冷却することにより、固化したワックスで全面が覆われた構造体を作製した。
次いで、後述する皮膜除去工程における陽極酸化皮膜の溶解の起点する目的で、図5(A)に示すように、半導体用ダイシング装置を用いて極酸化皮膜の側面を露出させた。なお、陽極酸化皮膜を露出させた後の構造体のサイズを2mm角とし、表面および裏面に設けたグラファイト部分についてはハンドリング用基板として使用するため切断しなかった。
【0183】
(I)皮膜除去工程
次いで、上記導電性部材充填工程において充填したニッケルおよび上記樹脂被覆工程において被覆したアルコワックスを溶解せず、陽極酸化皮膜のみを溶解させるため、上記樹脂被覆工程後の構造体を1mol/Lの水酸化カリウム水溶液に室温で4日間浸漬し、ダイシングした切断面(側面)から陽極酸化皮膜のみを完全に溶解させた。
【0184】
(J)樹脂充填工程
次いで、上記皮膜除去工程において陽極酸化皮膜を除去した構造体を水洗し、乾燥した後、陽極酸化皮膜のあった部分にメタクリル酸樹脂を充填した。
具体的には、水洗後に自然乾燥させた構造体を入れた容器をロータリーポンプで真空脱気した後、陽極酸化皮膜のあった部分に、メタクリル酸メチル(MMA)に重合促進剤として1%過酸化ベンゾイルを添加した樹脂溶液を滴下して包埋し、60℃で2日間重合した。
【0185】
(K)樹脂除去工程
上記樹脂充填工程の後の構造体を50℃に加熱したイソプロピルアルコールに2時間浸漬させ、上記樹脂被覆工程において被覆したアルコワックスを溶解させて異方導電性部材を作製した。
【0186】
実施例1で得られた異方導電性部材の表面写真および断面写真(倍率20000倍)をFE−SEMにより撮影し、以下の形状であることを確認した。
・絶縁性基材の厚さ:46μm
・導通路の直径:200nm
・導通路のバンプ高さ:7μm
・導通路のバンプのアスペクト比(高さ/直径):35
【0187】
また、実施例1で得られた異方導電性部材の導通路の密度は、図6に示すように、上記式(i)により定義される規則化度が100%となるように配列するマイクロポアの単位格子51中に1/2個の導電性電極部52があるとして、下記式により計算し、462万個/mm2と算出した。
ここで、下記式中、Ppは周期を表す。
【0188】
密度(個/μm2)=(1/2個)/{Pp(μm)×Pp(μm)×√3×(1/2)}
【0189】
(実施例2)
(A)〜(I)までの各処理を実施例1と同様に行なった後、陽極酸化皮膜を除去した構造体を水洗し、乾燥した後、陽極酸化皮膜のあった部分にポリエステル樹脂を充填した。
具体的には、水洗後の構造体を入れた容器をロータリーポンプで真空脱気した後、陽極酸化皮膜のあった部分に、1%過酸化ベンゾイルを硬化剤として含有する不飽和ポリエステル樹脂(電子顕微鏡用包埋剤、応研商事株式会社製)を滴下して包埋し、60℃で2日間重合した。
その後、実施例1と同様の方法により(K)樹脂除去を行い、異方導電性部材を作製した。
【0190】
実施例2で得られた異方導電性部材の表面写真および断面写真(倍率20000倍)をFE−SEMにより撮影し、以下の形状であることを確認した。
・絶縁性基材の厚さ:46μm
・導通路の直径:200nm
・導通路のバンプ高さ:7μm
・導通路のバンプのアスペクト比(高さ/直径):35
【0191】
また、実施例2で得られた異方導電性部材の導通路の密度を実施例1と同様の方法により計算し、462万個/mm2と算出した。
【0192】
(比較例1)
実施例1と同様の方法により(A)〜(G)処理を行い、異方導電性部材前駆体を作製した。
【0193】
実施例1および2で得られた異方導電性部材ならびに比較例1で得られた異方導電性部材前駆体を用いて、電極(配置周期:40μm、大きさ:20μm角)を形成した下記第1表に示す各種基板に接触させて、導通の可否を調べ、また、導通可能な電極総面積当たりの荷重を測定した。その結果を下記第2表に示す。
なお、下記第2表中、導通の可否に関し、導通できたものを「○」とし、導通に個体差があったものを「△」とし、導通できなかったものを「×」と評価した。また、荷重に関し、導通前に基板が破損したものを「−」とした。
【0194】
【表1】
【0195】
【表2】
【0196】
第2表に示す結果から、絶縁性部材が陽極酸化皮膜で構成されている異方導電性部材(前駆体)は、ガラスエポキシ基板やガラス基板に設けられた電極に対しては導通させることができず、また、導通する電極基板に対しても荷重が大きくなる傾向が分かった(比較例1)。
これに対し、絶縁性部材が樹脂材料で構成されている異方導電性部材は、いずれの電極基板に対しても導通させることができ、また、比較例1に比べて荷重も低い傾向にあることが分かった(実施例1および2)。
【産業上の利用可能性】
【0197】
本発明の異方導電性部材は、半導体素子等の電子部品等の機能検査を行う際の検査用コネクタとして用いることができるが、実施例でも示すように、従来公知の半導体検査装置であるプローブカードと組み合わせたり、一体化させて用いることもできる。
【0198】
また、本発明の異方導電性部材は、CPUなどのマザーボードとインターポーザーの間の電気的接点(電子接続部材)として用いることもでき、インターポーザーとSiウェハとの間の電気的接点として用いることもできる。
このような場合には、プローブではなく、信号取り出し用パッドを配線した基板上に本発明の膜を組み合わせることで、検査プローブとしても用いることが可能である。
なお、Siウェハの信号取り出し面に本発明の異方導電性部材を一体化させておくことにより、配線構造へのダメージを与えることなく、また製法上も非常に精密なアライメントを必要とすることなく電気信号の取り出しが可能となる。
【0199】
本発明の異方導電性部材は、特に、電子接続部材として使用する場合、ラベル貼付機で使用される、商品に価格表示や日付表示などを表示する表示ラベルのように、所定径および所定幅の巻き芯71に巻き取られたテープ(台紙)72の外側面に、所定寸法の異方導電性部材73を貼り付けた状態で供給することができる(図7参照。)。
ここで、異方導電性部材の寸法は、例えば、これを使用する半導体チップの寸法と略同一寸法とし、テープの幅は、異方導電性部材の幅に応じて適宜決定することができる。
また、異方導電性部材の基板はアルミナであり、後から切ったり、折り曲げたりすることは困難であるため、異方導電性部材の寸法に応じて巻き芯の径および幅を適宜決定することが望ましい。具体的には、テープ長さ方向の異方導電性部材の寸法が大きくなるほど、巻き芯の径を大きくすることが望ましい。
また、異方導電性部材はテープに貼り付けられているが、テープの材質は、異方導電性部材を剥した際に接着剤が異方導電性部材表面に残らないものであるのが好ましい。
この供給形態では、ユーザは、テープに貼り付けられた異方性導電膜を1枚ずつ剥がして使用することができる。
【0200】
また、本発明の異方導電性部材は、特に、電子接続部材として使用する場合、引き出し型の収納箱81の中に、所定寸法の異方導電性部材82を立てて並べて収納した状態で供給することができる(図8参照。)。
ここで、収納箱の寸法は、異方導電性部材の寸法に応じて適宜変更することができる。
また、収納箱の内部では、隣接する異方導電性部材同士が接触するため、両者の間に緩衝材を挿入したり、個々の異方性導電膜を袋詰めするなど、隣接する異方性導電膜同士が接触しないように収納することが望ましい。
この供給形態では、ユーザは、収納箱に収納された異方性導電膜を1枚ずつ取り出して使用することができる。
【0201】
また、本発明の異方導電性部材は、特に、電子接続部材として使用する場合、半導体ウェハのように、略円形の所定径の樹脂板91の一方の面の全面に異方導電性部材92を貼り付けた状態で供給することができる(図9参照。)。
ここで、樹脂板の直径は、例えば、この異方性導電膜を使用する半導体ウェハの直径と略同一の5インチや8インチとすることができる。
また、異方導電性部材は、例えば、半導体チップのウェハレベルチップサイズパッケージ(Wafer Level Chip Size Package)と同様、これを使用する半導体チップの寸法と略同一寸法に切断して使用できるように、あらかじめ樹脂板とともに切れ目93を入れておくのが望ましい。
この供給形態では、ユーザは、樹脂板の一方の面の全面に貼り付けられた異方性導電膜を、切れ目に沿って樹脂板とともに切断して個々に分割した後、樹脂板を取り除いてから異方性導電膜を使用することができる。
【0202】
また、個々の半導体チップとインターポーザとの接続部材として本発明の異方導電性部材を使用する場合、あらかじめ半導体ウェハとインターポーザとを、異方性導電膜で接続した状態で供給することもできる。
【0203】
更に、本発明の異方導電性部材は、光伝送素材の用途としても応用が期待できる。
【符号の説明】
【0204】
1 異方導電性部材
2 絶縁性基材
3 導通路
4a,4b 突出部
5 基材内導通部
6 絶縁性基材の厚み
7 導通路間の幅
8 導通路の直径
9 導通路の中心間距離(ピッチ)
12 アルミニウム基板
14a、14b、14c、14d 陽極酸化皮膜
16a、16b、16c、16d マイクロポア
18a、18b、18c、18d バリア層
20 微細構造体
21 異方導電性部材前駆体
30 溶剤可溶性樹脂
51 マイクロポアの単位格子
52 導電性電極部
71 巻き芯
72 テープ(台紙)
73、82、92 異方導電性部材
81 収納箱
91 樹脂板
93 切れ目
101、102、104、105、107、108 マイクロポア
103、106、109 円
【特許請求の範囲】
【請求項1】
絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で前記絶縁性基材を厚み方向に貫通し、かつ、前記各導通路の一端が前記絶縁性基材の一方の面において突出し、前記各導通路の他端が前記絶縁性基材の他方の面において露出または突出した状態で設けられる異方導電性部材であって、
前記絶縁性基材が樹脂材料を用いて形成され、前記導通路の密度が100万個/mm2以上である、異方導電性部材。
【請求項2】
前記各導通路の前記絶縁性基材の面からの突出した部分の高さが0.05〜30μmであり、前記突出部分のアスペクト比(高さ/直径)が1以上である、請求項1に記載の異方導電性部材。
【請求項3】
前記絶縁性基材の厚みが20〜200μmであり、前記導通路の直径が20〜500nmである、請求項1または2に記載の異方導電性部材。
【請求項4】
請求項1〜3のいずれかに記載の異方導電性部材を製造する異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化して陽極酸化皮膜を形成する陽極酸化処理工程、
(2)前記陽極酸化処理工程の後に、前記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る貫通化処理工程、
(3)前記貫通化処理工程の後に、得られた前記微細構造体における貫通化した孔の内部に導電性部材を充填して前記導通路を形成する導電性部材充填工程、
(4)前記導電性部材充填工程の後に、前記微細構造体の表面または裏面から前記導通路を突出させて異方導電性部材前駆体を得る導通路突出工程、
(5)前記導通路突出工程の後、溶剤に可溶性の樹脂で前記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う樹脂被覆工程、
(6)前記樹脂被覆工程の後、前記異方導電性部材前駆体の前記陽極酸化皮膜を除去する皮膜除去工程、
(7)前記皮膜除去工程の後、溶剤に不溶性の樹脂を前記陽極酸化皮膜があった部分に充填して前記絶縁性基材を形成する樹脂充填工程、および、
(8)前記樹脂充填工程の後、前記溶剤に可溶性の樹脂を除去して前記異方導電性部材を得る樹脂除去工程、を具備する異方導電性部材の製造方法。
【請求項1】
絶縁性基材中に、導電性部材からなる複数の導通路が、互いに絶縁された状態で前記絶縁性基材を厚み方向に貫通し、かつ、前記各導通路の一端が前記絶縁性基材の一方の面において突出し、前記各導通路の他端が前記絶縁性基材の他方の面において露出または突出した状態で設けられる異方導電性部材であって、
前記絶縁性基材が樹脂材料を用いて形成され、前記導通路の密度が100万個/mm2以上である、異方導電性部材。
【請求項2】
前記各導通路の前記絶縁性基材の面からの突出した部分の高さが0.05〜30μmであり、前記突出部分のアスペクト比(高さ/直径)が1以上である、請求項1に記載の異方導電性部材。
【請求項3】
前記絶縁性基材の厚みが20〜200μmであり、前記導通路の直径が20〜500nmである、請求項1または2に記載の異方導電性部材。
【請求項4】
請求項1〜3のいずれかに記載の異方導電性部材を製造する異方導電性部材の製造方法であって、少なくとも、
(1)アルミニウム基板を陽極酸化して陽極酸化皮膜を形成する陽極酸化処理工程、
(2)前記陽極酸化処理工程の後に、前記陽極酸化により生じたマイクロポアによる孔を貫通化して微細構造体を得る貫通化処理工程、
(3)前記貫通化処理工程の後に、得られた前記微細構造体における貫通化した孔の内部に導電性部材を充填して前記導通路を形成する導電性部材充填工程、
(4)前記導電性部材充填工程の後に、前記微細構造体の表面または裏面から前記導通路を突出させて異方導電性部材前駆体を得る導通路突出工程、
(5)前記導通路突出工程の後、溶剤に可溶性の樹脂で前記異方導電性部材前駆体の表面または裏面の少なくとも一部を覆う樹脂被覆工程、
(6)前記樹脂被覆工程の後、前記異方導電性部材前駆体の前記陽極酸化皮膜を除去する皮膜除去工程、
(7)前記皮膜除去工程の後、溶剤に不溶性の樹脂を前記陽極酸化皮膜があった部分に充填して前記絶縁性基材を形成する樹脂充填工程、および、
(8)前記樹脂充填工程の後、前記溶剤に可溶性の樹脂を除去して前記異方導電性部材を得る樹脂除去工程、を具備する異方導電性部材の製造方法。
【図1】

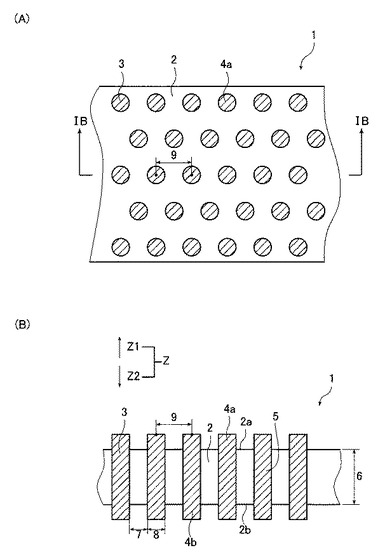
【図2】
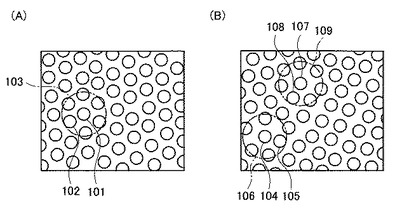
【図3】
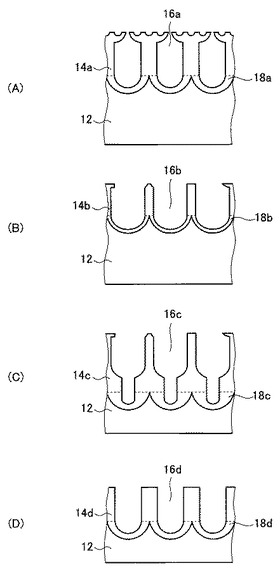
【図4】

【図5】

【図6】
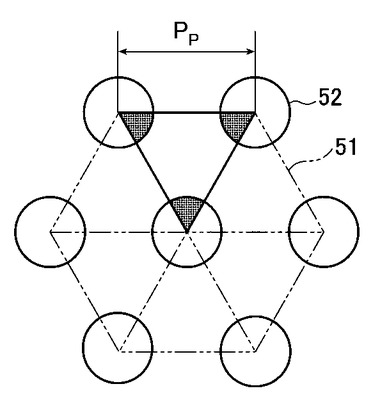
【図7】
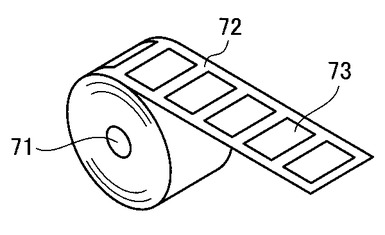
【図8】
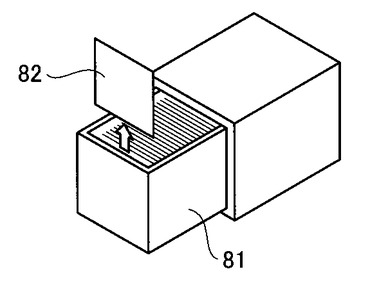
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−192204(P2010−192204A)
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願番号】特願2009−34074(P2009−34074)
【出願日】平成21年2月17日(2009.2.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願日】平成21年2月17日(2009.2.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]