
異方性、延伸性の不織布
本発明は、布地の繊維が、繊維の大部分が機械方向に実質的に平行な又は±45°の範囲内の角度を形成する繊維の方向をもつように配置されている不織布を対象とする。本発明はまた、機械方向に垂直な軸に沿って間隔をあけて配置され、そして機械方向に平行な軸に沿って配置された接着点より広く配置されたパターンの接着点をもつ不織布接着ウェブを対象とする。機械方向に非常に低い伸び率をもつ、製造された不織布は機械の横方向に比較的弱い力で伸長することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、布地の繊維が主として機械方向に配向をもって配置される不織布を対象とする。生成される不織布は、機械方向に高い引っ張り強さ及び非常に低い伸び率を有するが、横方向には、比較的低い引っ張り強さをもち、比較的少ない力で伸ばすことができる。この不織布を製造する方法において、必要な繊維の配向性は「圧縮」又は「ネッキング」の別の工程を伴わずに得られる。
【背景技術】
【0002】
ストレッチ不織布は衛生用品産業において急速な成長を示している。使用される大部分の製品はKimberly Clark Demique(R)及び「Flex−All」製品のような機械方向の伸長能を有するか、あるいは「Golden Phoenix」又は「Tredegar」不織布−弾性フィルムラミネートのような横方向の伸長のいずれかを有する。しかし、真の多方向ストレッチ不織布は、ストレッチ不織布に、衣料のような新規の最終用途を開放するのみならずまた、衛生関連製品に貴重な機能性を提供する。
【0003】
商品生産会社は従来のスパンボンド法でエラストマーの熱可塑性ポリマーを使用することにより、十分に弾性の多方向のスパンボンド不織布を製造してきた。しかし、これらの製品は優れた弾性を示すが、また、弾性ポリマーの特徴である、不愉快なゴム様触感を有する。不織布が最初に製造された後に、別の工程で、機械方向に引かれる、製造後の「ネッキング」又は「圧縮」工程により、主として機械方向に配向された繊維をもつ不織布を製造することが知られている。テネシー大学に指定され、一部この方法に関連し、開示している米国の特許は特許文献1〜8を包含する(特許文献1〜8参照)。
【0004】
先行技術の開示を考察すると、ネッキング又は圧縮法は少なくとも望ましい横方向の延伸性をもつ不織布製品を提供することは明白である。この横方向の延伸性は不織布の製造後の第2の工程後に得られる。全工程に対するこの工程の追加の経費は製品の経済的に実行可能な工程に対する欠陥である。
【0005】
【特許文献1】米国特許第5,441,550号明細書(1995年、8月15日開示)
【特許文献2】米国特許第5,443,606号明細書(1995年、8月25日開示)
【特許文献3】米国特許第5,486,411号明細書(1996年、1月23日開示)
【特許文献4】米国再発行特許第35,206号明細書(1996年、4月16日開示、米国特許第5,244,482号の再発行)
【特許文献5】米国特許第5,599,366号明細書(1997年、2月4日開示)
【特許文献6】米国特許第5,730,923号明細書(1998年、3月24日開示)
【特許文献7】米国特許第5,747,394号明細書(1998年、5月5日開示)
【特許文献8】米国特許第6,030,906号明細書(2000年、2月29日開示)
【発明の開示】
【0006】
発明の要約
ここに、圧縮又はネッキング工程を伴わずに直接、製造される横方向に延伸性の不織布を
提供する発明が開示される。
【0007】
本明細書に開示される方法により提供される不織布は、それが少なくとも約50パーセントの横方向の破断点伸び率を有することを特徴とする、横方向に対し、機械方向において実質的に異なる物理的性質を有する。実質的に異なる物理的性質は、機械方向及びその垂直方向に少なくとも破裂を伴わない伸びを意味する。
【0008】
本明細書の1つの態様に提供される不織布は約100〜約200パーセントの横方向の破断点伸び率を有する。
【0009】
本明細書の態様に提供される不織布は、スパンボンド、メルトブロー、カード熱ボンド及びスパンレース構造物を含んでなる群から選択される。
【0010】
本明細書により、繊維のウェブを配置し、次にウェブを接着させる:工程を含んでなる、横方向に対して機械方向において、実質的に異なる物理的性質を有する不織布を製造する方法が提供される。提供される方法は、不織布の繊維を実質的に機械方向に整列させ、生成される物質が横方向の延伸性をもつが、その後の加工(conversion)工程を許すのに十分な横方向及び機械方向の密着(coherence)をもつように、生成されるウェブを接着させる。
【0011】
本発明の1つのアスペクトには、繊維のウェブを配置し、そして、少数の接着点を含んでなる接着パターンを選択することによりウェブを接着する工程を含んでなる、延伸性不織布を製造し、そしてここで機械方向に垂直な軸に沿って配列された接着点が、機械方向に平行な軸に沿って配列された接着点より広く離して配置され、そしてここで接着点が熱エネルギーにより提供される方法が提供される。
【0012】
本発明の1つのアスペクトには、大部分の繊維が機械方向に実質的に平行な又は±45°の範囲の角度内の角度を作る繊維方向を有するように、繊維のカードバットを整列させ、そしてウェブを接着する工程を含んでなる、延伸性不織布を製造する方法が提供される。
【0013】
定義
以下の限定しない定義は、ストレッチ不織布工業の用語の解説を含んでなる。これらの定義は、本明細書に使用される当該技術分野の種々の用語の明白で詳細な意味に当業者を導くことが意図される。
【0014】
LYCRA(R)XAは、INVISTA S.a r.l.,3 Little Falls Centre,2801 Centreville Road,Wilmington,Delaware,19808の登録商標である。LYCRA(R)繊維はニット又は織物よりも、特に、所定の部分に接着され、そしておむつ及び成人の失禁用製品に使用されるようになっている。「XA」は「極めて粘着性(adherent)」又は「極めて接着性(adhesive)」を意味する。
【0015】
デシテックス及びデニールは糸の相対的太さ、線密度を意味する。デシテックスは10,000メーターの糸のグラム重量である。デニールは9,000メーターの糸のグラム重量である。
【0016】
不織布の機械方向の軸は、布地が機械を通って前進する方向に平行な方向、布地が製造される方向である。
【0017】
不織布の横方向の軸は布地が製造される方向に垂直な方向である。
【0018】
圧縮(consolidate)不織布は比較的低い力で横方向(「ネック」方向としても知られる)に延伸(伸長)され得るものである。通常、圧縮不織布は延伸後、低い退縮力及び高い永久歪み(変形)を有する。圧縮不織布は、製図法(例えば「Kimberly Clark」法)又は製図プラス熱(University of TennesseeのTANDEC)法によりほとんどあらゆる通常の「製造されたままの(as made)」不織布から製造される。圧縮不織布は通常、機械方向に高いモジュラス及び引っ張り強さをもち、例えば200又は250%まで破断しない伸びが可能である。
【0019】
延伸性不織布は比較的低い力で横方向に延伸させることができるものである。このような不織布は圧縮不織布でも又は「製造されたまま」の延伸性不織布であってもよい。「製造されたまま」の延伸性不織布は、圧縮不織布に類似の特徴を有するが、概括的に、特別なネッキング又は圧縮法の結果としてではなく、より低い伸び率を有する。
【0020】
異方性不織布は、機械に横方向に対して機械方向において、異なる性質(例えば延び率及び引っ張り強さ)を有するものである。異方性不織布は「製造されたまま」の延伸性不織布である。
【0021】
GSMは「平方メーター当りのグラム」を意味する。単位面積当りの不織布の重量又は厚さの一般的な指標である。通常、これらはスパンボンド及びメルトブロー不織布の最低10GSMから、ニードルパンチ不織布の100〜400GSMまでにわたる。例えば、「おむつカバーストック」不織布は15〜25GSMの範囲にある。
【0022】
MDXA、「機械方向XA」は、LYCRA(R)スパンデックス繊維及び不織布又はフィルムのラミネート(例えば不織布/LYCRA(R)/不織布)である。延伸下のLYCRA(R)はホットメルト接着剤を使用して不織布に接着性に接着される。ラミネートは退縮させると特徴的な皺を寄せたパターンを形成する。製品のMDXA群の性質はLYCRA(R)の間隔、デシテックス及び不織布又はフィルムの種類に応じて著しく異なる。
【0023】
CDXA(CDXA−Iとしても知られる)、「横方向のXA」は、LYCRA(R)繊維が「ジグザグ」模様に配置されている不織布の層間のLYCRA(R)スパンデックス繊維のラミネートである。LYCRA(R)繊維は所定の場所に糊付けされると延伸され、製品は弛緩されると、特徴的な皺のよった外観を有する。CDXA製品は通常、機械方向に硬いが横方向に弾性(伸長し、回復する)である狭いテープである。それは、ウエストバンド、サイドパネル、弾性のおむつの耳部及びクロージャ・テープのようなおむつ及び成人の失禁用製品における横方向伸長性の構成部品が意図される。
【0024】
CDXA−III(いわゆる「バージョン3」及びCDXAの継続品は、この製品は硬いセグメント及び柔らかいセグメントの、本質的にLYCRA(R)スパンデックスフィラメントを製造するために使用されたものと同様なポリマーのポリウレタンポリマーで含浸された、単層の延伸性不織布を有するラミネートである。高い退縮力をもつこの含浸ラミネートは凝固コーティング法により製造される延伸性不織布である。含浸ラミネートは機械方向に特徴的に硬く、横方向に弾性である。
【0025】
EDXA「各方向XA」は多方向(機械方向及び横方向の両方)の伸び及び回復をもつ不織布である。例はADC(Advanced Design Concepts GmbH)、ドイツにより熱可塑性エラストマーポリマーを使用して製造されたスパンボンド不織布である。
【0026】
不織布生産法:不織布の製造は3部:ウェブの形成、接着及び仕上げに分類することができる。ウェブの形成は熱可塑性ポリマーチップで開始する「スパンメルト」工程、「スパンメルト」不織布の溶媒スパンバージョンの「フラッシュスパン」不織布並びにステープルファイバーで開始する「カード又はエアレイド」不織布に分類することができる。「スパンメルト」は更に、「スパンボンド」及び「メルトブロー」不織布に分割される。スパンボンド不織布中の繊維はエア拡張(extension)チェンバー中にメルトスパンされ、そこで繊維は「エア・アテニュエーション」工程により引かれて、強度を強化され、次に移動ベルト上に配置される。メルトブロー工程においては、ポリマーのメルトは、繊維を小片に破壊する空気動力の高剪断領域に押し出され、熔融状態にある間に非常に微細なデニールに引かれる。スパンボンドは衛生用品産業(例えばおむつ)で広範に使用される、強く、耐久性の不織布を生産する、もっとも一般的な不織布製造工程である。メルトブロー布は通常、弱いが、非常に微細で、均一な孔径をもち、一般に濾過に使用される。
【0027】
スパンボンド、メルトブロー及びフラッシュスパン不織布は通常、熱接着法により圧縮される。混成不織布、例えばSMS又はSMMS(スパンボンド/メルトブロー/スパンボンド)がますます一般的になってきている。フラッシュスパン不織布においては、ポリマー(一般にポリエチレン及びポリプロピレン又は混合物)が、圧力降下及びスピンネレットからのポリマー溶液の押し出し時に即座に蒸発する低沸点溶媒中で加圧下で溶解される。もっとも重要なフラッシュスパン不織布はE.I.Du Pont de Nemours and Co.Inc.Wilmington,DelawareからのTYVEK(R)である。
【0028】
カード又はエアレイド不織布は、従来のカード法により又は、個々の繊維が空気流によりウェブ中に運ばれるエアレイ(air laying)のいずれかによりウェブに形成されるステープルファイバーで開始する。カード不織布及びエアレイ不織布は熱による、化学的又は機械的接着法を使用する工程により接着される。
【0029】
「ウェブ接着」は不織布のウェブの繊維を相互に接着するために使用される工程である。概括的に3種のウェブ接着タイプがある:「熱接着」は、通常、布地の特定の地点にウェブをまとめて接着する持ち上がった模様(点)を伴ってカレンダーロールにより繊維を部分的にまとめてメルトする。「化学的(又は接着的)接着」は樹脂又は接着剤を使用して繊維をまとめて接着する。「機械的接着」は、ニードルパンチとしても知られる、繊維をからませるために布地中を繰り返し通過される、多数の鋼の針を使用して実施される。同様に、繊維をからませるために、高圧水ジェットが使用され、しばしばスパンレース又はヒドロエンタングルド不織布と呼ばれる。E.I.Dup Pont de Nemours and Co.Inc.Wilmington,DelawareからのSONTARA(R)はスパンレース不織布の1例である。スパンレース不織布は他の不織布より三次元的であり、より布地様であり、そして概括的に不織布の領域の高品質物と見なされる。
【0030】
「ウェブの仕上げ」は仕上げ又は処理、すなわち、通常は、ある特徴、通常は親水性を付与するために不織布に適用される化合物を意味する。
【0031】
詳細な説明
本発明に従うと、布地様の手触りをもつ完全に弾性の不織布は、主要なスパンボンドエラストマー不織布(EXXON VISTAMAXX(R)エラストマーポリプロピレン基剤のような)を、ポリプロピレン、ポリエチレン、ポリエステル又はポリプロピレン−ポリエチレンブレンドのようなスパンボンド又はメルトブローの硬い繊維の軽量層により
、スパンボンド、メルトブロー及び2工程の混成組み合わせにより囲むことにより提供される。この方法で、スパンボンドエラストマーの両側の硬い繊維の層の沈着物(deposition)は、中心のエラストマー層の伸長及び回復を妨げないように十分薄く、軽量に接着される。弾性の不織布は主要な弾性層として高品質のメルトスパンエラストマーを使用することにより改善される。
【0032】
本発明の1つのアスペクトに従うと、布地の繊維が、主として機械方向の配向をもって意図的に配置された不織布が提供される。生成される不織布は、機械方向には高い引っ張り強さ及び非常に低い伸び率を有するが、横方向には、比較的低い引っ張り強さをもち、比較的少ない力で伸長することができる。この不織布を製造する工程において、必要な繊維配向性は、別の「圧縮」又は「ネッキング」工程なしに得られる。機械方向に対する横方向の実質的に異なる性質をもつ不織布は、以後「延伸性不織布」と呼ばれる生成される不織布が機械方向に高い破壊靭性を伴って硬い(rigid)ことを意味する。同時に、延伸性不織布は、比較的低い力の適用により破損せずに横方向に容易に延伸される。比較的低い力は、50%の伸び率において1ニュートン未満の適用力である。
【0033】
通常、不織布の生産において、すべての方向に同様な物理的性質(モジュラス、伸びパーセント及び破壊靭性)をもつシート構造物を製造するために繊維の配列方向をランダム化するように注意される。しかし、延伸性不織布は横方向をもつ不織シートを使用する種々の物質を製造するのに有用であることが示された。
【0034】
200%の横方向ストレッチをもつ延伸性不織布は周知であるが、不織布形成後の加工工程により製造される。本技術に関連する特許の開示はTANDEC(University of Tennessee Nonwovens Research Consortium),Kinberly Clark,and BBAに指定される。米国再発行特許第35,206号明細書に従うと、「ネッキング」又は「圧縮」として一般に知られる方法は、不織布、特にスパンボンド及びカード熱−接着不織布で開始し、次に機械方向に引かれて、機械方向に不織布の繊維を実質的に整列させて、所望の性質を生成する。更に、E.I.Dup Pont、Sheng Hung及びBBAを包含する種々の製造会社により製造されるスパンレース(ヒドロエンタングルド)不織布は、概括的に100%未満の伸び率を伴う以外は、所望の「延伸性」不織布に類似の性質を有する。本発明において、延伸性不織布は、形成後の工程の必要なしに、図2A及び2Bのフロー図により表されるように、不織布形成工程中に直接製造される。
【0035】
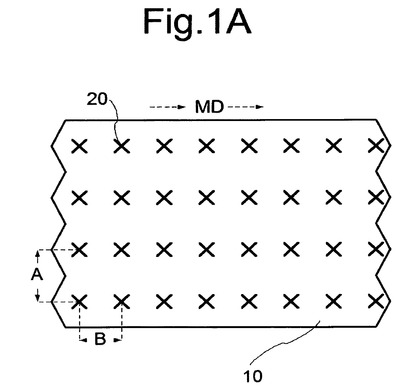
繊維のウェブ基材の不織布の場合は(図1A)、不織布の延伸性の特徴は比較的少数の接着点20をもつ接着パターン(図1A)及び/又は、接着点が、機械方向に垂直な軸に沿った接着点20が広く配置される、例えば図1Aにおける間隔Aをもち、他方、機械方向に平行な軸上の点が比較的近くに配置される、例えば図1Aにおける間隔Bをもつように配置されるもの、を選択することにより高められる。概括的に、接着点の間隔はA>Bの関係を充たす。より具体的には、接着点の間隔は少なくともA=1.1(B)であり、そしてより一般的にはA>2(B)であるように選択される。スパンボンド不織布の場合には、接着点のパターンは、カード熱接着不織布に対して前記のものと同様な繊維の配列をもたらすような繊維配列点でランダム化エアジェットの適当な調整によりそして更に前記の接着パターンを使用して達成される。
【0036】
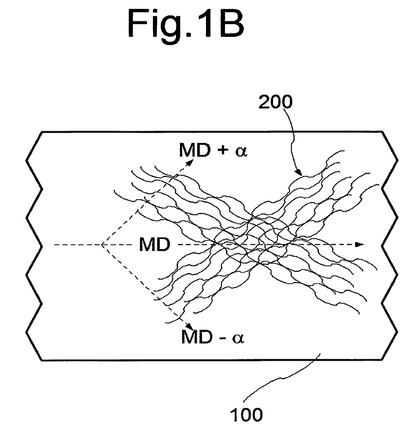
カードウェブ基材の不織布の場合には(図1B)、繊維の方向が機械方向に実質的に平行か又は±αの角度内にある(αは45°である)ようにカードバットを整列させると不織布を形成する。そのように形成された不織布の密着性は、知られた接着法を使用する接着により強化される。
【0037】
試験法
ASTM D 5035−90に基づく破断点伸び率
【図面の簡単な説明】
【0038】
【図1A】複数の接着点20を有するストレッチ不織布10の一部の表示である。
【図1B】機械方向MDの角度±α内に整列された繊維200を有するストレッチ不織布100の一部の表示である。
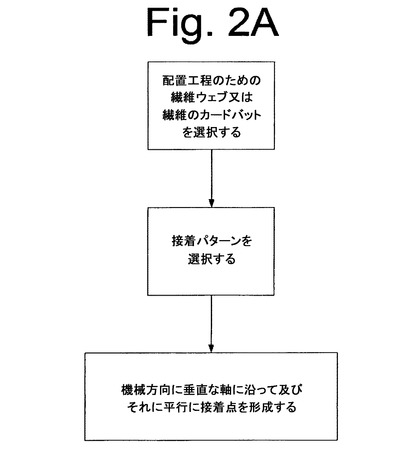
【図2A】本発明に従うストレッチ不織布を提供するための1つの工程のフロー図である。
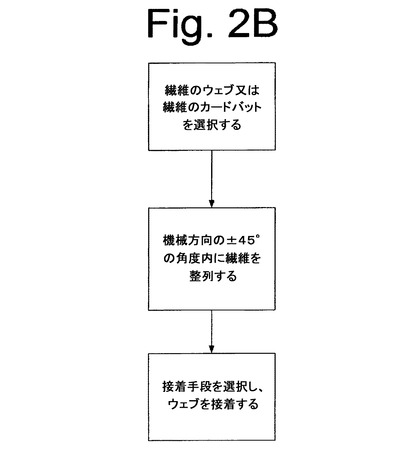
【図2B】本発明に従うストレッチ不織布を提供するためのもう1つの工程のフロー図である。
【技術分野】
【0001】
本発明は、布地の繊維が主として機械方向に配向をもって配置される不織布を対象とする。生成される不織布は、機械方向に高い引っ張り強さ及び非常に低い伸び率を有するが、横方向には、比較的低い引っ張り強さをもち、比較的少ない力で伸ばすことができる。この不織布を製造する方法において、必要な繊維の配向性は「圧縮」又は「ネッキング」の別の工程を伴わずに得られる。
【背景技術】
【0002】
ストレッチ不織布は衛生用品産業において急速な成長を示している。使用される大部分の製品はKimberly Clark Demique(R)及び「Flex−All」製品のような機械方向の伸長能を有するか、あるいは「Golden Phoenix」又は「Tredegar」不織布−弾性フィルムラミネートのような横方向の伸長のいずれかを有する。しかし、真の多方向ストレッチ不織布は、ストレッチ不織布に、衣料のような新規の最終用途を開放するのみならずまた、衛生関連製品に貴重な機能性を提供する。
【0003】
商品生産会社は従来のスパンボンド法でエラストマーの熱可塑性ポリマーを使用することにより、十分に弾性の多方向のスパンボンド不織布を製造してきた。しかし、これらの製品は優れた弾性を示すが、また、弾性ポリマーの特徴である、不愉快なゴム様触感を有する。不織布が最初に製造された後に、別の工程で、機械方向に引かれる、製造後の「ネッキング」又は「圧縮」工程により、主として機械方向に配向された繊維をもつ不織布を製造することが知られている。テネシー大学に指定され、一部この方法に関連し、開示している米国の特許は特許文献1〜8を包含する(特許文献1〜8参照)。
【0004】
先行技術の開示を考察すると、ネッキング又は圧縮法は少なくとも望ましい横方向の延伸性をもつ不織布製品を提供することは明白である。この横方向の延伸性は不織布の製造後の第2の工程後に得られる。全工程に対するこの工程の追加の経費は製品の経済的に実行可能な工程に対する欠陥である。
【0005】
【特許文献1】米国特許第5,441,550号明細書(1995年、8月15日開示)
【特許文献2】米国特許第5,443,606号明細書(1995年、8月25日開示)
【特許文献3】米国特許第5,486,411号明細書(1996年、1月23日開示)
【特許文献4】米国再発行特許第35,206号明細書(1996年、4月16日開示、米国特許第5,244,482号の再発行)
【特許文献5】米国特許第5,599,366号明細書(1997年、2月4日開示)
【特許文献6】米国特許第5,730,923号明細書(1998年、3月24日開示)
【特許文献7】米国特許第5,747,394号明細書(1998年、5月5日開示)
【特許文献8】米国特許第6,030,906号明細書(2000年、2月29日開示)
【発明の開示】
【0006】
発明の要約
ここに、圧縮又はネッキング工程を伴わずに直接、製造される横方向に延伸性の不織布を
提供する発明が開示される。
【0007】
本明細書に開示される方法により提供される不織布は、それが少なくとも約50パーセントの横方向の破断点伸び率を有することを特徴とする、横方向に対し、機械方向において実質的に異なる物理的性質を有する。実質的に異なる物理的性質は、機械方向及びその垂直方向に少なくとも破裂を伴わない伸びを意味する。
【0008】
本明細書の1つの態様に提供される不織布は約100〜約200パーセントの横方向の破断点伸び率を有する。
【0009】
本明細書の態様に提供される不織布は、スパンボンド、メルトブロー、カード熱ボンド及びスパンレース構造物を含んでなる群から選択される。
【0010】
本明細書により、繊維のウェブを配置し、次にウェブを接着させる:工程を含んでなる、横方向に対して機械方向において、実質的に異なる物理的性質を有する不織布を製造する方法が提供される。提供される方法は、不織布の繊維を実質的に機械方向に整列させ、生成される物質が横方向の延伸性をもつが、その後の加工(conversion)工程を許すのに十分な横方向及び機械方向の密着(coherence)をもつように、生成されるウェブを接着させる。
【0011】
本発明の1つのアスペクトには、繊維のウェブを配置し、そして、少数の接着点を含んでなる接着パターンを選択することによりウェブを接着する工程を含んでなる、延伸性不織布を製造し、そしてここで機械方向に垂直な軸に沿って配列された接着点が、機械方向に平行な軸に沿って配列された接着点より広く離して配置され、そしてここで接着点が熱エネルギーにより提供される方法が提供される。
【0012】
本発明の1つのアスペクトには、大部分の繊維が機械方向に実質的に平行な又は±45°の範囲の角度内の角度を作る繊維方向を有するように、繊維のカードバットを整列させ、そしてウェブを接着する工程を含んでなる、延伸性不織布を製造する方法が提供される。
【0013】
定義
以下の限定しない定義は、ストレッチ不織布工業の用語の解説を含んでなる。これらの定義は、本明細書に使用される当該技術分野の種々の用語の明白で詳細な意味に当業者を導くことが意図される。
【0014】
LYCRA(R)XAは、INVISTA S.a r.l.,3 Little Falls Centre,2801 Centreville Road,Wilmington,Delaware,19808の登録商標である。LYCRA(R)繊維はニット又は織物よりも、特に、所定の部分に接着され、そしておむつ及び成人の失禁用製品に使用されるようになっている。「XA」は「極めて粘着性(adherent)」又は「極めて接着性(adhesive)」を意味する。
【0015】
デシテックス及びデニールは糸の相対的太さ、線密度を意味する。デシテックスは10,000メーターの糸のグラム重量である。デニールは9,000メーターの糸のグラム重量である。
【0016】
不織布の機械方向の軸は、布地が機械を通って前進する方向に平行な方向、布地が製造される方向である。
【0017】
不織布の横方向の軸は布地が製造される方向に垂直な方向である。
【0018】
圧縮(consolidate)不織布は比較的低い力で横方向(「ネック」方向としても知られる)に延伸(伸長)され得るものである。通常、圧縮不織布は延伸後、低い退縮力及び高い永久歪み(変形)を有する。圧縮不織布は、製図法(例えば「Kimberly Clark」法)又は製図プラス熱(University of TennesseeのTANDEC)法によりほとんどあらゆる通常の「製造されたままの(as made)」不織布から製造される。圧縮不織布は通常、機械方向に高いモジュラス及び引っ張り強さをもち、例えば200又は250%まで破断しない伸びが可能である。
【0019】
延伸性不織布は比較的低い力で横方向に延伸させることができるものである。このような不織布は圧縮不織布でも又は「製造されたまま」の延伸性不織布であってもよい。「製造されたまま」の延伸性不織布は、圧縮不織布に類似の特徴を有するが、概括的に、特別なネッキング又は圧縮法の結果としてではなく、より低い伸び率を有する。
【0020】
異方性不織布は、機械に横方向に対して機械方向において、異なる性質(例えば延び率及び引っ張り強さ)を有するものである。異方性不織布は「製造されたまま」の延伸性不織布である。
【0021】
GSMは「平方メーター当りのグラム」を意味する。単位面積当りの不織布の重量又は厚さの一般的な指標である。通常、これらはスパンボンド及びメルトブロー不織布の最低10GSMから、ニードルパンチ不織布の100〜400GSMまでにわたる。例えば、「おむつカバーストック」不織布は15〜25GSMの範囲にある。
【0022】
MDXA、「機械方向XA」は、LYCRA(R)スパンデックス繊維及び不織布又はフィルムのラミネート(例えば不織布/LYCRA(R)/不織布)である。延伸下のLYCRA(R)はホットメルト接着剤を使用して不織布に接着性に接着される。ラミネートは退縮させると特徴的な皺を寄せたパターンを形成する。製品のMDXA群の性質はLYCRA(R)の間隔、デシテックス及び不織布又はフィルムの種類に応じて著しく異なる。
【0023】
CDXA(CDXA−Iとしても知られる)、「横方向のXA」は、LYCRA(R)繊維が「ジグザグ」模様に配置されている不織布の層間のLYCRA(R)スパンデックス繊維のラミネートである。LYCRA(R)繊維は所定の場所に糊付けされると延伸され、製品は弛緩されると、特徴的な皺のよった外観を有する。CDXA製品は通常、機械方向に硬いが横方向に弾性(伸長し、回復する)である狭いテープである。それは、ウエストバンド、サイドパネル、弾性のおむつの耳部及びクロージャ・テープのようなおむつ及び成人の失禁用製品における横方向伸長性の構成部品が意図される。
【0024】
CDXA−III(いわゆる「バージョン3」及びCDXAの継続品は、この製品は硬いセグメント及び柔らかいセグメントの、本質的にLYCRA(R)スパンデックスフィラメントを製造するために使用されたものと同様なポリマーのポリウレタンポリマーで含浸された、単層の延伸性不織布を有するラミネートである。高い退縮力をもつこの含浸ラミネートは凝固コーティング法により製造される延伸性不織布である。含浸ラミネートは機械方向に特徴的に硬く、横方向に弾性である。
【0025】
EDXA「各方向XA」は多方向(機械方向及び横方向の両方)の伸び及び回復をもつ不織布である。例はADC(Advanced Design Concepts GmbH)、ドイツにより熱可塑性エラストマーポリマーを使用して製造されたスパンボンド不織布である。
【0026】
不織布生産法:不織布の製造は3部:ウェブの形成、接着及び仕上げに分類することができる。ウェブの形成は熱可塑性ポリマーチップで開始する「スパンメルト」工程、「スパンメルト」不織布の溶媒スパンバージョンの「フラッシュスパン」不織布並びにステープルファイバーで開始する「カード又はエアレイド」不織布に分類することができる。「スパンメルト」は更に、「スパンボンド」及び「メルトブロー」不織布に分割される。スパンボンド不織布中の繊維はエア拡張(extension)チェンバー中にメルトスパンされ、そこで繊維は「エア・アテニュエーション」工程により引かれて、強度を強化され、次に移動ベルト上に配置される。メルトブロー工程においては、ポリマーのメルトは、繊維を小片に破壊する空気動力の高剪断領域に押し出され、熔融状態にある間に非常に微細なデニールに引かれる。スパンボンドは衛生用品産業(例えばおむつ)で広範に使用される、強く、耐久性の不織布を生産する、もっとも一般的な不織布製造工程である。メルトブロー布は通常、弱いが、非常に微細で、均一な孔径をもち、一般に濾過に使用される。
【0027】
スパンボンド、メルトブロー及びフラッシュスパン不織布は通常、熱接着法により圧縮される。混成不織布、例えばSMS又はSMMS(スパンボンド/メルトブロー/スパンボンド)がますます一般的になってきている。フラッシュスパン不織布においては、ポリマー(一般にポリエチレン及びポリプロピレン又は混合物)が、圧力降下及びスピンネレットからのポリマー溶液の押し出し時に即座に蒸発する低沸点溶媒中で加圧下で溶解される。もっとも重要なフラッシュスパン不織布はE.I.Du Pont de Nemours and Co.Inc.Wilmington,DelawareからのTYVEK(R)である。
【0028】
カード又はエアレイド不織布は、従来のカード法により又は、個々の繊維が空気流によりウェブ中に運ばれるエアレイ(air laying)のいずれかによりウェブに形成されるステープルファイバーで開始する。カード不織布及びエアレイ不織布は熱による、化学的又は機械的接着法を使用する工程により接着される。
【0029】
「ウェブ接着」は不織布のウェブの繊維を相互に接着するために使用される工程である。概括的に3種のウェブ接着タイプがある:「熱接着」は、通常、布地の特定の地点にウェブをまとめて接着する持ち上がった模様(点)を伴ってカレンダーロールにより繊維を部分的にまとめてメルトする。「化学的(又は接着的)接着」は樹脂又は接着剤を使用して繊維をまとめて接着する。「機械的接着」は、ニードルパンチとしても知られる、繊維をからませるために布地中を繰り返し通過される、多数の鋼の針を使用して実施される。同様に、繊維をからませるために、高圧水ジェットが使用され、しばしばスパンレース又はヒドロエンタングルド不織布と呼ばれる。E.I.Dup Pont de Nemours and Co.Inc.Wilmington,DelawareからのSONTARA(R)はスパンレース不織布の1例である。スパンレース不織布は他の不織布より三次元的であり、より布地様であり、そして概括的に不織布の領域の高品質物と見なされる。
【0030】
「ウェブの仕上げ」は仕上げ又は処理、すなわち、通常は、ある特徴、通常は親水性を付与するために不織布に適用される化合物を意味する。
【0031】
詳細な説明
本発明に従うと、布地様の手触りをもつ完全に弾性の不織布は、主要なスパンボンドエラストマー不織布(EXXON VISTAMAXX(R)エラストマーポリプロピレン基剤のような)を、ポリプロピレン、ポリエチレン、ポリエステル又はポリプロピレン−ポリエチレンブレンドのようなスパンボンド又はメルトブローの硬い繊維の軽量層により
、スパンボンド、メルトブロー及び2工程の混成組み合わせにより囲むことにより提供される。この方法で、スパンボンドエラストマーの両側の硬い繊維の層の沈着物(deposition)は、中心のエラストマー層の伸長及び回復を妨げないように十分薄く、軽量に接着される。弾性の不織布は主要な弾性層として高品質のメルトスパンエラストマーを使用することにより改善される。
【0032】
本発明の1つのアスペクトに従うと、布地の繊維が、主として機械方向の配向をもって意図的に配置された不織布が提供される。生成される不織布は、機械方向には高い引っ張り強さ及び非常に低い伸び率を有するが、横方向には、比較的低い引っ張り強さをもち、比較的少ない力で伸長することができる。この不織布を製造する工程において、必要な繊維配向性は、別の「圧縮」又は「ネッキング」工程なしに得られる。機械方向に対する横方向の実質的に異なる性質をもつ不織布は、以後「延伸性不織布」と呼ばれる生成される不織布が機械方向に高い破壊靭性を伴って硬い(rigid)ことを意味する。同時に、延伸性不織布は、比較的低い力の適用により破損せずに横方向に容易に延伸される。比較的低い力は、50%の伸び率において1ニュートン未満の適用力である。
【0033】
通常、不織布の生産において、すべての方向に同様な物理的性質(モジュラス、伸びパーセント及び破壊靭性)をもつシート構造物を製造するために繊維の配列方向をランダム化するように注意される。しかし、延伸性不織布は横方向をもつ不織シートを使用する種々の物質を製造するのに有用であることが示された。
【0034】
200%の横方向ストレッチをもつ延伸性不織布は周知であるが、不織布形成後の加工工程により製造される。本技術に関連する特許の開示はTANDEC(University of Tennessee Nonwovens Research Consortium),Kinberly Clark,and BBAに指定される。米国再発行特許第35,206号明細書に従うと、「ネッキング」又は「圧縮」として一般に知られる方法は、不織布、特にスパンボンド及びカード熱−接着不織布で開始し、次に機械方向に引かれて、機械方向に不織布の繊維を実質的に整列させて、所望の性質を生成する。更に、E.I.Dup Pont、Sheng Hung及びBBAを包含する種々の製造会社により製造されるスパンレース(ヒドロエンタングルド)不織布は、概括的に100%未満の伸び率を伴う以外は、所望の「延伸性」不織布に類似の性質を有する。本発明において、延伸性不織布は、形成後の工程の必要なしに、図2A及び2Bのフロー図により表されるように、不織布形成工程中に直接製造される。
【0035】
繊維のウェブ基材の不織布の場合は(図1A)、不織布の延伸性の特徴は比較的少数の接着点20をもつ接着パターン(図1A)及び/又は、接着点が、機械方向に垂直な軸に沿った接着点20が広く配置される、例えば図1Aにおける間隔Aをもち、他方、機械方向に平行な軸上の点が比較的近くに配置される、例えば図1Aにおける間隔Bをもつように配置されるもの、を選択することにより高められる。概括的に、接着点の間隔はA>Bの関係を充たす。より具体的には、接着点の間隔は少なくともA=1.1(B)であり、そしてより一般的にはA>2(B)であるように選択される。スパンボンド不織布の場合には、接着点のパターンは、カード熱接着不織布に対して前記のものと同様な繊維の配列をもたらすような繊維配列点でランダム化エアジェットの適当な調整によりそして更に前記の接着パターンを使用して達成される。
【0036】
カードウェブ基材の不織布の場合には(図1B)、繊維の方向が機械方向に実質的に平行か又は±αの角度内にある(αは45°である)ようにカードバットを整列させると不織布を形成する。そのように形成された不織布の密着性は、知られた接着法を使用する接着により強化される。
【0037】
試験法
ASTM D 5035−90に基づく破断点伸び率
【図面の簡単な説明】
【0038】
【図1A】複数の接着点20を有するストレッチ不織布10の一部の表示である。
【図1B】機械方向MDの角度±α内に整列された繊維200を有するストレッチ不織布100の一部の表示である。
【図2A】本発明に従うストレッチ不織布を提供するための1つの工程のフロー図である。
【図2B】本発明に従うストレッチ不織布を提供するためのもう1つの工程のフロー図である。
【特許請求の範囲】
【請求項1】
不織布が少なくとも約50パーセントの、横方向の伸び率を有することを特徴とする、横方向に対する機械の方向における、実質的に異なる物理的性質を有する延伸性不織布。
【請求項2】
約100〜約200パーセントの横方向の伸び率を有する、請求項1の延伸性不織布。
【請求項3】
スパンボンド、メルトブロー、カード熱ボンド及びスパンレース構造物:を含んでなる群から選択される、請求項1の延伸性不織布。
【請求項4】
繊維のウェブを配置し、そして複数の接着点を含んでなる接着パターンを選択することによりウェブを接着する:工程を含んでなり、そしてそこで、機械方向に垂直な軸に沿って配列された接着点が、機械方向に平行な軸に沿って配列された接着点よりも広く離して配置され、そしてそこで接着点が熱エネルギーにより提供される、延伸性不織布を製造する方法。
【請求項5】
大部分の繊維が機械方向に実質的に平行な又は±45°の範囲の角度以内の角度をつくる繊維の方向を有するように繊維のカードバットを整列させ、そしてウェブを接着する:工程を含んでなる、延伸性不織布を製造する方法。
【請求項6】
大部分の繊維が機械方向に実質的に平行な又は±45°の範囲の角度内の角度をつくる繊維の方向を有するように、ランダム化エアジェットを使用して繊維のウェブを配置し、そしてウェブを接着する:工程を含んでなる、延伸性不織布を製造する方法。
【請求項1】
不織布が少なくとも約50パーセントの、横方向の伸び率を有することを特徴とする、横方向に対する機械の方向における、実質的に異なる物理的性質を有する延伸性不織布。
【請求項2】
約100〜約200パーセントの横方向の伸び率を有する、請求項1の延伸性不織布。
【請求項3】
スパンボンド、メルトブロー、カード熱ボンド及びスパンレース構造物:を含んでなる群から選択される、請求項1の延伸性不織布。
【請求項4】
繊維のウェブを配置し、そして複数の接着点を含んでなる接着パターンを選択することによりウェブを接着する:工程を含んでなり、そしてそこで、機械方向に垂直な軸に沿って配列された接着点が、機械方向に平行な軸に沿って配列された接着点よりも広く離して配置され、そしてそこで接着点が熱エネルギーにより提供される、延伸性不織布を製造する方法。
【請求項5】
大部分の繊維が機械方向に実質的に平行な又は±45°の範囲の角度以内の角度をつくる繊維の方向を有するように繊維のカードバットを整列させ、そしてウェブを接着する:工程を含んでなる、延伸性不織布を製造する方法。
【請求項6】
大部分の繊維が機械方向に実質的に平行な又は±45°の範囲の角度内の角度をつくる繊維の方向を有するように、ランダム化エアジェットを使用して繊維のウェブを配置し、そしてウェブを接着する:工程を含んでなる、延伸性不織布を製造する方法。
【図1A】

【図1B】
【図2A】
【図2B】
【図1B】
【図2A】
【図2B】
【公表番号】特表2009−535525(P2009−535525A)
【公表日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願番号】特願2009−507843(P2009−507843)
【出願日】平成19年4月27日(2007.4.27)
【国際出願番号】PCT/US2007/010360
【国際公開番号】WO2007/127442
【国際公開日】平成19年11月8日(2007.11.8)
【出願人】(599088656)インビスタ テクノロジーズ エス エイ アール エル (11)
【Fターム(参考)】
【公表日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願日】平成19年4月27日(2007.4.27)
【国際出願番号】PCT/US2007/010360
【国際公開番号】WO2007/127442
【国際公開日】平成19年11月8日(2007.11.8)
【出願人】(599088656)インビスタ テクノロジーズ エス エイ アール エル (11)
【Fターム(参考)】
[ Back to top ]