
異方性充填剤の配向方向制御方法並びに成形品及びその製造方法
【課題】異方性充填剤及び熱可塑性重合体を含む成形品において、異方性充填剤の配向を所望の方向に制御する方法並びに成形品及びその製造方法を提供する。
【解決手段】本発明における異方性充填剤の配向方向制御方法は、熱可塑性重合体(ABS樹脂、ジエン系エラストマー等)及び異方性充填剤(炭素繊維等)を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを、混合物ペレットに含まれる異方性充填剤の一軸配向の方向を規則的に又は不規則的にしつつ、成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程とを備えるである。
【解決手段】本発明における異方性充填剤の配向方向制御方法は、熱可塑性重合体(ABS樹脂、ジエン系エラストマー等)及び異方性充填剤(炭素繊維等)を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを、混合物ペレットに含まれる異方性充填剤の一軸配向の方向を規則的に又は不規則的にしつつ、成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程とを備えるである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性重合体及び異方性充填剤を含む成形品における異方性充填剤の配向方向制御方法並びに成形品及びその製造方法に関する。
【背景技術】
【0002】
従来、重合体を含む成形品には、特定の性質を付与する等の目的で、充填剤が含まれている場合がある。そして、重合体及び充填剤を含む組成物が、例えば、所定形状の空間を有する型に供給する方法(射出成形法等)、押出成形法、フィルム成形法等に供されて、所望の形状を有する成形品、又は、この組成物からなる成形部材と、他の組成物又は材料からなる部材とからなる複合品が製造されている。
【0003】
特許文献1には、ポリアミド樹脂と、ゴム質重合体、芳香族ビニル及びこれと共重合可能な他の単量体を重合してなるグラフト共重合体と、不飽和カルボン酸単量体、芳香族ビニル及びこれらと共重合可能な他の単量体を重合してなる不飽和カルボン酸変性共重合体と、芳香族ビニル及びこれと共重合可能な他の単量体を重合してなる共重合体と、扁平率(断面の長径/短径の比)が2.0以上の扁平形状を有するガラス繊維とを含有する熱可塑性樹脂組成物が開示されている。この熱可塑性樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、薄肉状の成形品等としている。
【0004】
特許文献2には、ABS樹脂と、アルミニウム、マイカ等からなり、球状、略球状、多面体、板状、線状等のメタリック顔料と、(メタ)アクリルオリゴマーとを含有するメタリック樹脂組成物が開示されている。このメタリック樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、光輝性模様を有する成形品としている。
【0005】
特許文献3には、エチレン・酢酸ビニル共重合体と、合成ゴム系ホットメルト接着剤と、窒化アルミニウム等からなり、平均粒子径が2〜40μmの熱伝導性フィラーとを含有する熱可塑性樹脂組成物が開示されている。この熱可塑性樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、フィルム等からなる放熱部材としている。
【0006】
特許文献4には、融点が30〜120℃のワックスと、30〜120℃で軟化するワックス類以外の樹脂(エチレン・酢酸ビニル共重合体)と、平均粒径1〜3μm、最大粒径3〜10μmの微粉及び平均粒径0.1〜0.9μmの超微粉が、所定の体積比であって、平均粒径0.5〜1.4μmとしてなる窒化アルミニウム及び/又はアルミナ粉末からなる充填材とを含有する熱伝導性樹脂組成物が開示されている。この熱伝導性樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、アルミニウム等からなる金属箔の表面に層形成されたフェーズチェンジ等としている。
【0007】
また、特許文献5には、ポリアミド樹脂と、平均粒径1〜200μmの六方晶系窒化ホウ素と、平均繊維長1〜15mmのアラミド繊維とを含有する熱伝導性樹脂組成物が開示されている。この熱伝導性樹脂組成物は、ポリアミド樹脂及び窒化ホウ素の溶融混練物を調製した後、この溶融混練物と、アラミド繊維とを混練することにより、製造され、その後、放熱部材等としている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−179675号公報
【特許文献2】特開2009−235187号公報
【特許文献3】特開2004−115596号公報
【特許文献4】特開2004−75760号公報
【特許文献5】特開2010−116518号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
近年、上記のような成形品において、充填剤により付与された性質は、成形品に含まれる充填剤の形状又はその配列によって、程度に差が出る場合があることが知られている。 例えば、異方性を有するメタリック顔料を含む熱可塑性樹脂組成物を用いる場合、成形品の部位どうしのあいだに異なる外観性が得られる。
また、線状又は板状の熱伝導性フィラーを含む熱可塑性樹脂組成物を、射出成形法に供して平板状成形品を作製した場合、熱伝導性は、溶融している樹脂組成物の流れ方向において優れており、この流れ方向に対して垂直な方向において劣っている。これは、異方性充填剤である熱伝導性フィラーの長手方向と、流れ方向とが平行になりやすいためと推測している。
【0010】
上記のように、線状又は板状の熱伝導性フィラーを含む熱可塑性樹脂組成物は、放熱部材として広く用いられている。例えば、板状又は薄肉状成形品における放熱性を、その一面側から他面側に対して優れたものとする場合には、熱伝導性フィラーを成形品の一面側から他面側に配向するように配置する必要がある。しかしながら、従来、公知の成形方法を適用した場合には、熱伝導性フィラーの分散性は低下しないものの、熱伝導性フィラーを所望の方向に配向させることは困難である。
【0011】
本発明の目的は、異方性充填剤及び熱可塑性重合体を含む成形品において、異方性充填剤の配向を所望の方向に制御する方法及びそれを利用して得られた成形品を提供することである。
【課題を解決するための手段】
【0012】
本発明は以下のとおりである。
1.熱可塑性重合体及び異方性充填剤を含有する成形品における上記異方性充填剤の配向方向を制御する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、上記熱可塑性重合体からなる相に、上記異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する第2工程と、
を備えることを特徴とする、異方性充填剤の配向方向制御方法。
2.上記異方性充填剤が線状及び/又は板状を有する上記1に記載の異方性充填剤の配向方向制御方法。
3.上記第2工程において、上記混合物ペレットを、上記混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を規則的にして、上記成形用型の中に配置する上記1又は2に記載の異方性充填剤の配向方向制御方法。
4.上記第2工程において、上記混合物ペレットを、上記混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を不規則的にして、上記成形用型の中に配置する上記1又は2に記載の異方性充填剤の配向方向制御方法。
5.熱可塑性重合体及び異方性充填剤を含有し、該異方性充填剤の配向方向が制御された成形品を製造する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、該熱可塑性重合体からなる相に、該異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する工程と、
を備えることを特徴とする、成形品の製造方法。
6.上記5に記載の方法により得られたことを特徴とする成形品。
7.上記異方性充填剤の含有量が、上記成形品100体積%に対して、0.05〜80体積%である上記6に記載の成形品。
【発明の効果】
【0013】
本発明の異方性充填剤の配向方向制御方法によれば、熱可塑性重合体及び異方性充填剤を含む成形品において、異方性充填剤の配向方向を、所望の方向に効率よく制御することができる。即ち、異方性充填剤の配向方向を、1方向だけでなく、2方向、3方向等、複数の異なる方向とすることができる。その結果、例えば、異方性充填剤の含有割合が同じであっても、配向方向の数を変化させることにより、外観性を変化させることができる。また、異方性充填剤による作用の度合を変化させることもできる。
また、公知の射出成形法により成形品を製造する場合には、溶融した重合体組成物の流れに沿うように充填剤が配置されてしまい、所望の作用が十分に発揮されないことがあった。本発明の成形品の製造方法によれば、所望の方向に配向した異方性充填剤を含む成形部材又は成形品を、効率よく得ることができるので、繊維強化部材、放熱部材、フェーズチェンジ部材、光輝性模様部材、ガスバリア性部材、導電性部材、絶縁性部材、低線膨張性部材、又はこれらの製造方法等への利用に好適である。
本発明の成形品によれば、異方性充填剤の含有割合を、熱可塑性重合体の種類に応じたものとすることができるので、この成形品は、所望の方向に配向させた異方性充填剤の作用が十分に反映されたものである。
【図面の簡単な説明】
【0014】
【図1】混合物ペレットの例を示す概略斜視図である。
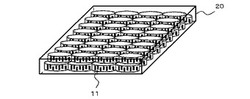
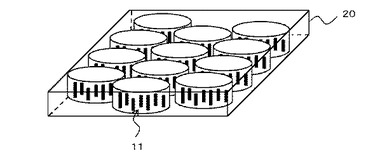
【図2】図1の(1)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が鉛直方向となるように、成形用型の中に配置したことを示す概略斜視図である。
【図3】図1の(1)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が鉛直方向となるように、成形用型の中に配置したことを示す概略斜視図である。
【図4】図1の(5)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が水平方向となるように、成形用型の中に配置したことを示す概略斜視図である。
【図5】図1の(1)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が不規則的となるように、成形用型の中に充填したことを示す概略斜視図である。
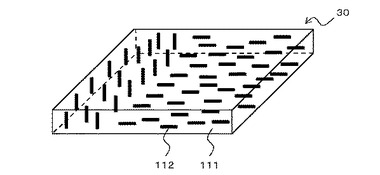
【図6】実施例1等で製造した平板型成形品を示す概略斜視図であり、異方性充填剤が鉛直方向に配向して含まれていることを示す図である。
【図7】実施例5等で製造した平板型成形品を示す概略斜視図であり、異方性充填剤が水平方向に配向して含まれていることを示す図である。
【図8】混合物ペレットを、その配置方法を2通りとして、成形用型の中に配置し製造した平板型成形品を示す概略斜視図であり、異方性充填剤が鉛直方向及び水平方向に配向して含まれていることを示す図である。
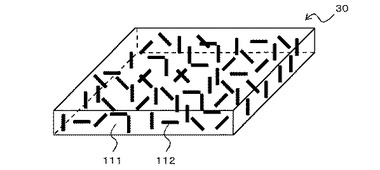
【図9】実施例2等で製造した平板型成形品を示す概略斜視図であり、異方性充填剤の配向が不規則となって含まれていることを示す図である。
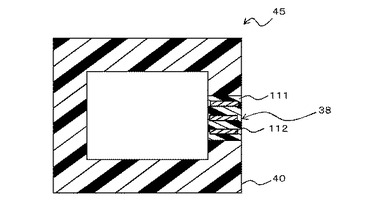
【図10】本発明を利用して得られる複合製品の一例(筐体)を示す概略断面図である。
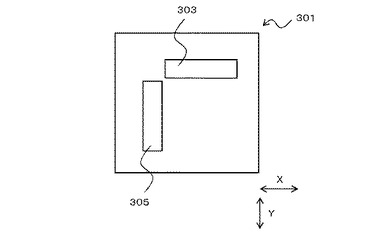
【図11】曲げモジュラスを測定するための試験片を取り出した場所を示す概略平面図である。
【図12】曲げモジュラスを測定するための試験片を取り出した場所を示す概略平面図である。
【図13】実施例13〜15及び比較例8で製造した、メタリック顔料を含む成形品を示す概略平面図である。
【発明を実施するための形態】
【0015】
以下、本発明を詳しく説明する。
本明細書において、「(メタ)アクリル」は、アクリル及びメタクリルを、「(メタ)アクリレート」は、アクリレート及びメタクリレートを、「(メタ)アクリロイル基」は、アクリロイル基又はメタクリロイル基を、「(共)重合体」は、単独重合体及び共重合体を意味する。
【0016】
本発明は、熱可塑性重合体及び異方性充填剤を含有する成形品における異方性充填剤の配向方向を制御する方法であって、熱可塑性重合体及び異方性充填剤を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程と、を備えることを特徴とする。
【0017】
本発明に係る第1工程においては、熱可塑性重合体及び異方性充填剤を含有する溶融混練物が用いられる。
【0018】
熱可塑性重合体は、特に限定されず、樹脂及びエラストマー(ゴムを含む)のいずれでもよく、これらの組み合わせでもよい。樹脂及びエラストマーの詳細は、後述される。
【0019】
異方性充填剤は、その形状の長径、短径又は厚みがほぼ同じである球状、立方体等の正多面体状を除く形状であって、線状、板状又は楕円球状、棒状等の非対称形状を有する充填剤を意味する。また、強度、膨張率、屈折率等の物理的性質が配向して現れるものであってよいし、物理的性質が一定であるものであってもよい。本発明において、異方性充填剤は、線状又は板状の充填剤が好ましい。
【0020】
上記異方性充填剤において、「線状」とは、直線状、曲線状、螺旋状等を意味し、これらを組み合わせた形状であってもよい。また、断面形状は、円形、楕円形、多角形、不定形等とすることができる。更に、一端側から他端側に向かって、径又は厚さが変化するものであってもよい。
線状充填剤の長さは、好ましくは30μm〜3mmであり、目的、用途等により好ましい長さの線状充填剤が用いられる。例えば、成形品の機械的強度の改良を目的とする場合、好ましい長さは、500μm〜3mmであり、より好ましくは1〜2.5mmである。また、成形品の熱的性質の改良を目的とする場合、好ましい長さは、30〜500μmであり、より好ましくは50〜400μm、更に好ましくは100〜300μmである。
更に、この線状充填剤におけるアスペクト比は、好ましくは3〜50、より好ましくは5〜40、更に好ましくは10〜30である。
【0021】
一方、「板状」とは、平面板、曲面板等を意味し、これらを組み合わせた形状であってもよい。平面形状は、特に限定されない。また、厚さが一定であるものであってよいし、異なるものであってもよい。
板状充填剤の最大長さは、好ましくは5〜500μm、より好ましくは10〜300μm、更に好ましくは20〜200μmである。
また、板状充填剤の厚さは、好ましくは3〜50μm、より好ましくは5〜40μm、更に好ましくは5〜30μmである。
更に、この板状充填剤におけるアスペクト比は、好ましくは1〜12、より好ましくは2〜10、更に好ましくは3〜8である。
【0022】
上記異方性充填剤は、上記形状を有する充填剤であって、従来、公知の熱可塑性樹脂組成物又は熱可塑性エラストマー組成物に配合される、強化剤、導電性付与剤、熱伝導性付与剤、絶縁性付与剤、帯電性付与剤、光反射性付与剤、抗菌性付与剤、難燃性付与剤、着色剤、加飾剤、補強剤(引裂き強度向上剤)等である。これらの充填剤の構成材料は、特に限定されず、無機材料及び有機材料のいずれでもよく、これらの組み合わせであってもよい。
以下に、異方性充填剤の具体例を示すが、これらの充填剤が表面処理されたものであってもよい。
【0023】
上記異方性充填剤としては、ガラス繊維、炭素繊維、シリカ繊維、シリカ・アルミナ繊維、ジルコニア繊維、窒化硼素繊維、窒化硅素繊維、硼素繊維、チタン酸カリウムウィスカー、ウォラストナイト、アルミニウム、チタン、銅等の金属、真鍮、ステンレス等の合金等からなる無機系繊維状充填剤;ポリアミド、フッ素樹脂、アクリル樹脂等からなる有機系繊維状充填剤;タルク、カオリン、マイカ、クレイ、セリサイト、ガラスフレーク、合成ハイドロタルサイト、金属箔、黒鉛、二硫化モリブデン、二硫化タングステン、窒化ホウ素、板状酸化鉄、板状炭酸カルシウム、板状水酸化アルミニウム等の板状充填剤;カーボンブラック、シリカ、石英、ガラス、硅酸カルシウム、硅酸アルミニウム、カオリン、硅藻土等の硅酸塩、酸化鉄、酸化チタン、酸化亜鉛、アルミナ等の金属酸化物、炭酸カルシウム、炭酸マグネシウム等の炭酸塩、硫酸カルシウム、硫酸バリウム等の硫酸塩、炭化硅素、窒化硅素、窒化硼素、窒化アルミニウム等からなる非対称粒子状充填剤等が挙げられる。
【0024】
上記異方性充填剤は、単独で用いてよいし、2種以上を組み合わせて用いてもよい。後者の場合、形状の異なる2種以上の異方性充填剤を用いてもよい。
【0025】
第1工程で用いられる溶融混練物は、熱可塑性重合体及び異方性充填剤を含む原料が混練されてなるものである。
【0026】
上記原料における、熱可塑性重合体及び異方性充填剤の使用量の割合は、通常、熱可塑性重合体の種類、異方性充填剤の密度、成形品の用途等によって、適宜、選択される。
上記異方性充填剤の使用量は、熱可塑性重合体100質量部に対して、通常、0.1〜2,000質量部であるが、熱可塑性重合体組成物に含まれる異方性充填剤の含有量(体積基準)が、後述の範囲に入るように、適宜、選択される。
【0027】
上記熱可塑性重合体が熱可塑性樹脂であるとき、異方性充填剤の使用量は、熱可塑性樹脂100質量部に対して、好ましくは0.1〜700質量部である。
例えば、成形品の機械的強度の改良を目的とする場合、異方性充填剤の好ましい使用量は、10〜125質量部であり、より好ましくは15〜100質量部、更に好ましくは25〜80質量部である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい使用量は、25〜700質量部であり、より好ましくは35〜600質量部、更に好ましくは50〜450質量部である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい使用量は、0.1〜25質量部であり、より好ましくは0.15〜10質量部、更に好ましくは0.2〜8質量部である。
【0028】
熱可塑性重合体が熱可塑性エラストマーであるとき、熱可塑性重合体組成物の製造に際して、(i)熱可塑性エラストマーを単独で用いる場合、及び、(ii)熱可塑性エラストマーと、後述する液状成分とを併用する場合、がある。異方性充填剤の使用量は、熱可塑性エラストマーの使用方法に応じて、選択することができる。(ii)の場合、異方性充填剤の使用量は、熱可塑性エラストマー及び液状成分の合計量を基準とした量とすることができる。
【0029】
上記態様(i)の場合、異方性充填剤の使用量は、熱可塑性エラストマー100質量部に対して、好ましくは0.1〜1,000質量部である。
例えば、成形品の機械的強度の改良を目的とする場合、異方性充填剤の好ましい使用量は、3〜170質量部であり、より好ましくは13〜130質量部、更に好ましくは30〜110質量部である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい使用量は、25〜900質量部であり、より好ましくは45〜750質量部、更に好ましくは65〜600質量部である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい使用量は、0.1〜30質量部であり、より好ましくは0.12〜15質量部、更に好ましくは0.15〜8質量部である。
【0030】
また、上記態様(ii)の場合、異方性充填剤の使用量は、熱可塑性エラストマー及び液状成分の合計100質量部に対して、好ましくは0.1〜2,000質量部である。
例えば、成形品の機械的強度の改良を目的とする場合、異方性充填剤の好ましい使用量は、3〜350質量部であり、より好ましくは13〜300質量部、更に好ましくは30〜250質量部である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい使用量は、25〜1,800質量部であり、より好ましくは45〜1,500質量部、更に好ましくは65〜1,200質量部である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい使用量は、0.1〜60質量部であり、より好ましくは0.12〜30質量部、更に好ましくは0.15〜20質量部である。
【0031】
上記原料は、従来、公知の熱可塑性樹脂組成物又は熱可塑性エラストマー組成物に配合される添加剤を含んでもよい。
【0032】
上記原料を混練する場合、従来、公知の混練装置を用いればよく、例えば、二軸押出機、単軸押出機、加熱可能な二軸又は単軸のスクリューフィーダー、フィーダールーダー、バンバリーミキサー、ロールミル等を用いることができる。
【0033】
上記原料の混練温度は、熱可塑性重合体の種類によって、適宜、選択されるが、通常、熱可塑性重合体の溶融温度以上の温度であり、好ましくは(溶融温度+10℃)を超える温度である。
熱可塑性重合体が熱可塑性樹脂であって、この熱可塑性樹脂が、ABS樹脂等のゴム強化樹脂である場合、混練温度は、好ましくは180℃〜280℃である。ポリブチレンテレフタレート等のポリエステル系樹脂の場合、混練温度は、好ましくは200℃〜300℃である。また、ポリアミド系樹脂の場合、好ましくは240℃〜340℃である。
また、熱可塑性重合体が熱可塑性エラストマーであって、この熱可塑性エラストマーが、オレフィン系エラストマーである場合、混練温度は、好ましくは100℃〜220℃である。
【0034】
上記熱可塑性重合体組成物に含まれる異方性充填剤の含有量は、熱可塑性重合体組成物100体積%に対して、好ましくは0.05〜80体積%であり、この割合は、成形品の場合も同様である。
【0035】
例えば、成形品の機械的強度を目的とする場合、異方性充填剤の好ましい含有量は、1〜40体積%であり、更に好ましくは5〜35体積%、特に好ましくは10〜30体積%である。この割合は、成形品の場合も同様である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい含有量は、10〜80体積%であり、更に好ましくは15〜75体積%、特に好ましくは20〜70体積%である。この割合は、成形品の場合も同様である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい含有量は、熱可塑性重合体組成物100体積%に対して、0.05〜10体積%であり、更に好ましくは0.08〜5体積%、特に好ましくは0.1〜3体積%である。この割合は、成形品の場合も同様である。
【0036】
上記第1工程において、混合物ペレットを作製する方法は、特に限定されない。例えば、溶融混練物を、上記の混練装置の出口側に配設されたダイから、長手状のストランドを連続的に引き取った後、冷却し、完全に固化する前に、好ましくは0.5〜10mmの長さに切断する方法等が挙げられる。
【0037】
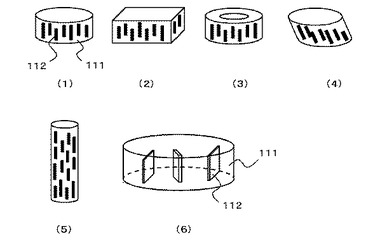
第1工程により得られた混合物ペレットは、図1(1)〜(6)に例示され、熱可塑性重合体からなる相111に、異方性充填剤112が一軸配向しつつ分散されている。
図1(1)〜(5)は、線状の異方性充填剤112が、一軸方向に配向しつつ含まれた混合物ペレットを示す例である。異方性充填剤112は、(略)同一の方向に配向しており、隣り合う異方性充填剤112の位置関係は、好ましくは、平行又はそれに近い状態である。
また、図1(6)は、板状の異方性充填剤112が一軸方向に配向しつつ含まれた混合物ペレットを示す例である。ここで、「板状の異方性充填剤が一軸方向に配向」とは、例えば、図1(6)における混合物ペレットを、異なる2箇所において水平に、同一の異方性充填剤が含まれるように、切断した際に得られる2つの断面を見た場合、ほぼ同じ位置に、ほぼ同じ厚さの異方性充填剤断面部が確認できることを意味する。
尚、上記混合物ペレットにおいて、異方性充填剤どうしの間隔は、特に限定されない。
【0038】
上記混合物ペレットの形状は、特に限定されないが、図1に示すように、通常、板状(柱状)、筒状等であり、これらの変形物であってもよい。尚、この混合物ペレットは、含有される異方性充填剤、混合物ペレットの製法等に由来して、表面に凹部、凸部、曲面部等を有してもよい。
上記溶融混練物並びに混合物ペレットにおける異方性充填剤の形状及び大きさは、通常、溶融混練物を調製する際に原料として使用するものとほぼ同じである。
【0039】
上記第1工程により得られた混合物ペレットは、第2工程において、所定形状のキャビティ空間を有する成形用型の中に配置され、型成形に供される。
型成形の方法は、特に限定されないが、所定のキャビティ空間を有する成形用型の中に、混合物ペレットを収容した状態で、後述する加熱手段により、混合物ペレットを構成する熱可塑性重合体を溶融し、必要に応じて、加圧等を行うものである。型成形では、加熱手段の種類に基づいて、適当な成形用型を用いることができる。成形用型の材質としては、金属、セラミックス、プラスチックス、シリコーンゴム等を用いることができる。
型成形の具体的な方法としては、金属製の成形用型と、電気ヒーターによる加熱装置とを用いたプレス成形法、シリコーンゴム製の成形用型と、電磁波照射による加熱装置とを用いた光成形法等が挙げられる。これらのうち、プレス成形法が好ましい。
【0040】
上記第2工程において、成形用型への混合物ペレットの配置方法は、成形品の形状及び大きさ、成形品に含まれる異方性充填剤の長さ及び配向方向、用途等によって、選択され、これらによって、同時に、混合物ペレットの形状及び大きさ、並びに、成形用型が決定される。混合物ペレットは、図1に示すように、多様な形状及び大きさとすることができるので、成形用型のキャビティ空間への配置は、適宜、選択される。例えば、形状が円柱(円板を含む)である場合、アスペクト比(外径φと長さLの関係)を、混合物ペレットの選択の指標とすることができる。
【0041】
以下、成形用型への混合物ペレットの配置方法を例示する。
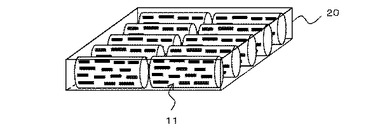
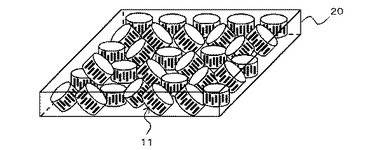
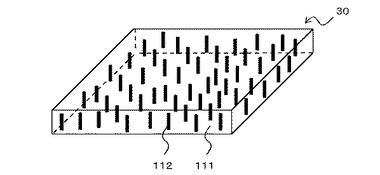
図6に示される、異方性充填剤112が(略)鉛直方向に配向して含まれる平板状成形品30を製造する場合、図2及び図3に示すように、図1(1)の混合物ペレット11(好ましいアスペクト比はφ>L)を、含まれる異方性充填剤112の一軸配向の方向を鉛直方向として、成形用型20の中に、規則的に配置すればよい。
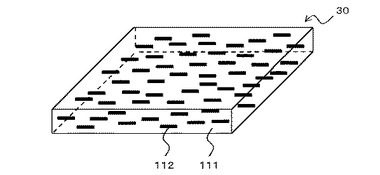
また、図7に示される、異方性充填剤112が(略)水平方向に配向して含まれる平板状成形品30を製造する場合、図4に示すように、図1(5)の混合物ペレット11(好ましいアスペクト比はφ<L)を横置きとし、含まれる異方性充填剤112の一軸配向の方向を水平方向となるようにして、成形用型20の中に、規則的に配置すればよい。この配置を利用して、第2工程に供した場合、得られる成形品の構成は、熱可塑性重合体及び異方性充填剤を含有する組成物を、射出成形法等の、公知の成形方法に供して得られた成形品の構成と、ほぼ同じとすることができる。
これらの方法によれば、成形品に含まれる異方性充填剤112の配向方向を1方向とすることができる。
【0042】
また、図1(1)の混合物ペレット及び図1(5)の混合物ペレットを、上記要領で、各ペレットに含まれる異方性充填剤の一軸配向の方向を、それぞれ、異なる方向となるように、成形用型20の中に規則的に配置することにより、成形品に含まれる異方性充填剤112の配向方向を2方向とすることができる(図8参照)。
尚、図示していないが、図1(1)の混合物ペレット、図1(4)の混合物ペレット及び図1(5)の混合物ペレットを、各ペレットに含まれる異方性充填剤の一軸配向の方向を、互いに異なる方向となるように、成形用型20の中に規則的に配置することにより、成形品に含まれる異方性充填剤112の配向方向を3方向とすることができる。
また、図示していないが、図1(5)の混合物ペレットを横置きとし、成形用型20の中に不規則に配置することにより、異方性充填剤が、複数の方向に、(略)水平に配向して含まれる平板状成形品30を製造することができる。
【0043】
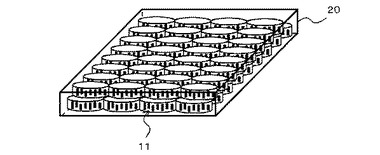
更に、図9に示される、異方性充填剤112が不規則な方向に配向して含まれる平板状成形品30を製造する場合、図5に示すように、図1(1)の混合物ペレット11(好ましいアスペクト比はφ=L)を、含まれる異方性充填剤112の一軸配向の方向を不規則的にして、成形用型20の中に配置すればよい。
【0044】
次に、プレス成形法による成形品の作製法を説明する。
成形用型20に配置された混合物ペレット11は、通常、熱可塑性重合体の溶融温度以上の温度に加熱される。加熱手段は、特に限定されないが、ヒーター、赤外線等の電磁波照射等とすることができる。その後、混合物ペレット11を構成する熱可塑性重合体は、成形用型20内にて溶融し、溶融物がプレスされることで、異方性充填剤112の配向方向を、載置した混合物ペレット11における一軸配向の方向とほぼ同じとしながら、所望の形状を有する成形品を得ることができる。
混合物ペレット11の配置を、図2に示すようにした場合、プレス成形法を適用するに際して、混合物ペレットの長さLを保つようにすることが、異方性充填剤の一軸配向を保持することとなり好ましい。
【0045】
上記混合物ペレットの加熱時間は、含まれる熱可塑性重合体の種類により、適宜、選択されるが、通常、5〜120秒間である。
【0046】
上記第2工程の後、必要に応じて、冷却を行う等によって、成形品に含まれる異方性充填剤の配向方向が所望の方向に制御されたものとすることができる。
【0047】
本発明の成形品の製造方法は、本発明の異方性充填剤の配向方向制御方法を利用して、成形品を製造したものとすることができる。本発明の成形品の製造方法は、上記本発明の異方性充填剤の配向方向制御方法に係る第1工程及び第2工程を備える方法により製造される。
【0048】
上記成形品の形状は、特に限定されず、板、シート、フィルム、多面体、角錐、円錐、線状体(直線、曲線等)、環状体(円形、多角形等)、管、球等の定形体、凹凸、溝、貫通孔、角部等を有する不定形体とすることができる。図2等において示した、混合物ペレット11を充填する成形用型20のキャビティ空間の形状を、これらの形に準ずるものとすればよい。
【0049】
また、本発明の異方性充填剤の配向方向制御方法を利用して、熱可塑性重合体からなる相と、この相に含まれ、配向方向が制御された異方性充填剤とを備える成形部を、その一部に含む複合製品とすることができる。
【0050】
図10は、複合製品の一例であり、異方性充填剤112が水平方向に配向して、熱可塑性重合体からなる相111に含まれている成形部38、及び、この成形部38の周縁部において、成形部38と接合しており、且つ、熱可塑性重合体組成物(W)を用いて得られた本体部40を備える筐体45を示す。
上記筐体45は、本発明に係る、異方性充填剤112を含む混合物ペレットと、上記熱可塑性重合体組成物(W)からなるペレットとを用いて、製造することができる。このとき、少なくとも、混合物ペレットは、含まれる異方性充填剤112の一軸配向の方向を規則的にして、成形用型の中の特定の位置に配置し、型成形することにより、成形部38及び本体部40が一体化した筐体を得ることができる。
このように、本発明の異方性充填剤の配向方向制御方法は、その全体において、異方性充填剤の配向方向が制御された成形品とすることができるだけでなく、複合製品における特定の部分を、異方性充填剤の配向方向が制御された成形部材とすることができる。
【0051】
更に、上記成形部を板、シート、フィルム等の形状として、その一面側又は両面側に保護層、粘着層等を備えることができる。
【0052】
以下、本発明において、熱可塑性重合体として好ましい熱可塑性樹脂及び熱可塑性エラストマー、並びに、必要に応じて用いられる添加剤について、説明する。
【0053】
熱可塑性樹脂としては、ポリスチレン、スチレン・アクリロニトリル共重合体、スチレン・無水マレイン酸共重合体、(メタ)アクリル酸エステル・スチレン共重合体、ABS樹脂、ASA樹脂、AES樹脂等のゴム強化樹脂等のスチレン系樹脂;他のゴム強化樹脂;ポリエチレン、ポリプロピレン、アイオノマー、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、環状オレフィン共重合体、塩素化ポリエチレン等のオレフィン系樹脂;ポリ塩化ビニル、エチレン・塩化ビニル重合体、ポリ塩化ビニリデン等の塩化ビニル系樹脂;ポリメタクリル酸メチル(PMMA)等の(メタ)アクリル酸エステルに由来する構造単位を1種以上含む(共)重合体等のアクリル系樹脂;ポリアミド6、ポリアミド6,6、ポリアミド6,12等のポリアミド系樹脂(PA);ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート等のポリエステル系樹脂;ポリアセタール樹脂(POM);ポリカーボネート樹脂(PC);ポリアリレート樹脂;ポリフェニレンエーテル;ポリフェニレンサルファイド;ポリテトラフルオロエチレン、ポリフッ化ビニリデン等のフッ素樹脂;液晶ポリマー;ポリイミド、ポリアミドイミド、ポリエーテルイミド等のイミド系樹脂;ポリエーテルケトン、ポリエーテルエーテルケトン等のケトン系樹脂;ポリスルホン、ポリエーテルスルホン等のスルホン系樹脂;ウレタン系樹脂;ポリ酢酸ビニル;ポリエチレンオキシド;ポリビニルアルコール;ポリビニルエーテル;ポリビニルブチラール;フェノキシ樹脂;感光性樹脂;生分解性プラスチック等が挙げられる。これらは、単独で用いても2種以上を組み合わせて用いてもよい。
尚、上記ゴム強化樹脂は、ゴム質重合体の存在下に、重合性不飽和単量体を重合して得られた、重合性不飽和単量体に由来する構造単位を含む(共)重合体が、ゴム質重合体にグラフトしている樹脂(ゴム強化共重合樹脂)、又は、このゴム強化共重合樹脂と、重合性不飽和単量体の(共)重合体との混合物からなる樹脂である。
【0054】
上記樹脂を2種以上用いる場合、従来、公知の熱可塑性アロイを用いてもよい。この熱可塑性アロイとしては、PA・ゴム強化樹脂、PC・ゴム強化樹脂、PBT・ゴム強化樹脂、PC・PMMA等が挙げられる。
【0055】
また、熱可塑性エラストマーとしては、オレフィン系エラストマー、スチレン系エラストマー、ジエン系エラストマー、ポリエステル系エラストマー、アクリル系エラストマー、ウレタン系エラストマー、塩化ビニル系エラストマー、ポリアミド系エラストマー、フッ素ゴム系エラストマー、水素添加ジエン系共重合体等が挙げられる。これらは、単独で用いても2種以上を組み合わせて用いてもよい。
【0056】
オレフィン系エラストマーとしては、オレフィン系共重合体が好適であり、エチレン・プロピレンゴム(EPR)、エチレン・オクテンゴム(EOR)、エチレン・ブタジエンゴム(EBR)、ブチルゴム、ハロゲン化ブチルゴム等のオレフィン系ゴムのほか、オレフィン系樹脂(ポリエチレン、ポリプロピレン等)等をハードセグメントとし、オレフィン系ゴム(エチレン・プロピレンゴム、ブチルゴム等)等をソフトセグメントとするエラストマー等が挙げられる。尚、上記エチレン・プロピレンゴムには、エチレンとプロピレンとの共重合体であるEPM、エチレン、プロピレン及び架橋用ジエンモノマー(例えば、エチリデンノルボルネン)との三元共重合体であるEPDMが含まれる。
【0057】
スチレン系エラストマーとしては、芳香族ビニル化合物に由来する構造単位を主として含む重合体ブロック(s1)と、共役ジエン化合物に由来する構造単位を主として含む重合体ブロック(s2)とを含むものであり、直鎖型であっても、ラジアル型であってもよい。
また、重合体ブロック(s2)が、芳香族ビニル化合物に由来する構造単位を少量含むランダム重合体ブロックであってよいし、芳香族ビニル化合物に由来する構造単位の含有量が漸増する、いわゆるテーパー型ブロックであってもよい。更に、上記重合体ブロック(s1)及び(s2)を含む重合体の水素添加物であってもよい。
【0058】
水素添加ジエン系共重合体は、次に例示する構成単位からなる重合体ブロック(A)、(B)及び(C)によって構成される重合体を水素添加して得られるものとすることができ、少なくとも1種の重合体ブロック(B)並びに、少なくとも1種の重合体ブロック(A)及び/又は少なくとも1種の重合体ブロック(C)を有するものが好ましく用いられる。
(A):芳香族ビニル化合物を80質量%を超えて含有する重合体ブロック
(B):共役ジエン化合物を50質量%を超えて含有し、その1,2−及び3,4−結合含量が30%以上90%以下である重合体ブロック
(C):1,3−ブタジエンを80質量%を超えて含有し、その1,2−及び3,4−結合含量が30%未満である重合体ブロック
【0059】
また、成分(A)、成分(B)及び成分(C)は、組み合わせて用いてもよい。(A)、(B)、(C)の重合体ブロックが2種以上の化合物からなる共重合体ブロックであるときは、得られる組成物の目的に応じて、芳香族ビニル化合物又は共役ジエン化合物の含有量が共重合体ブロック中で連続的に変化する、いわゆるテーパー型、若しくはランダム型にすることができる。
【0060】
上記芳香族ビニル化合物としては、スチレン、tert−ブチルスチレン、α−メチルスチレン、p−メチルスチレン、p−エチルスチレン、ジビニルベンゼン、1,1−ジフェニルスチレン、1−ビニルナフタレン、2−ビニルナフタレン、2−ビニルアントラセン、9−ビニルアントラセン、p−ビニルベンジルプロピルエーテル、p−ビニルベンジルブチルエーテル、p−ビニルベンジルヘキシルエーテル、p−ビニルベンジルペンチルエーテル、m−N,N−ジエチルアミノエチルスチレン、p−N,N−ジエチルアミノエチルスチレン、p−N,N−ジメチルアミノエチルスチレン、o−ビニルベンジルジメチルアミン、p−ビニルベンジルジメチルアミン、p−ビニルベンジルジエチルアミン、p−ビニルベンジルジ(n−プロピル)アミン、p−ビニルベンジルジ(n−ブチル)アミン、ビニルピリジン、2−ビニルビフェニル、4−ビニルビフェニル等が挙げられる。この中で、スチレン及びtert−ブチルスチレンが重合反応性が高く、工業的に入手し易く、しかも、得られる水素添加ジエン系共重合体の成形加工性が良好であることから好ましい。
【0061】
上記共役ジエンとしては、1,3−ブタジエン、イソプレン、2,3−ジメチル−1,3−ブタジエン、1,3−ペンタジエン、2−メチル−1,3−オクタジエン、1,3−ヘキサジエン、1,3−シクロヘキサジエン、4,5−ジエチル−1,3−オクタジエン、3−ブチル−1,3−オクタジエン、ミルセン、クロロプレン等が挙げられる。この中で、1,3−ブタジエン及びイソプレンは重合反応性が高く、工業的に入手し易いので好ましい。
【0062】
水素添加ジエン系共重合体の分子量は、特に限定されないが、GPC法におけるポリスチレン換算による重量平均分子量で、好ましくは3万〜200万、より好ましくは4万〜100万、更に好ましくは5万〜50万である。
【0063】
水素添加ジエン系共重合体は、カルボキシル基、酸無水物基、エポキシ基、(メタ)アクリロイル基、アミノ基、アルコキシシリル基、ヒドロキシル基、イソシアネート基、オキサゾリン基等から選択される少なくとも1種の官能基を有する重合体(官能基含有水素添加ジエン系共重合体)であってもよい。尚、水素添加ジエン系共重合体が有する官能基の量は、平均個数で、好ましくは0.01〜100個、特に好ましくは0.1〜10個である。
【0064】
上記カップリング剤としては、含ハロゲン化合物、エポキシ化合物、カルボニル化合物、ポリビニル化合物等が挙げられる。具体例としては、メチルジクロロシラン、メチルトリクロロシラン、ブチルトリクロロシラン、テトラクロロシラン、ジブロモエタン、エポキシ化大豆油、ジビニルベンゼン、テトラクロロ錫、ブチルトリクロロ錫、テトラクロロゲルマニウム、ビス(トリクロロシリル)エタン、アジピン酸ジエチル、アジピン酸ジメチル、ジメチルテレフタル酸、ジエチルテレフタル酸、ポリイソシアネート等が挙げられる。
【0065】
上記熱可塑性重合体が熱可塑性エラストマーを含む場合には、−15℃で液体である成分(以下、「液状成分」という。)を併用することが好ましい。特に、異方性充填剤の使用量が多い場合、熱可塑性エラストマー及び液状成分を併用すると、得られる成形品の柔軟性の付与、保持又は向上が容易となる。
上記液状成分としては、液状軟化剤、液状可塑剤、液状重合体等が挙げられる。これらは、単独で用いてよいし、2種以上を組み合わせて用いてもよい。
【0066】
液状軟化剤としては、パラフィン系油、ナフテン系油、アロマティック系油等の鉱物油、エチレン・α−オレフィン系オリゴマー等の合成油、オレイン酸、リシノール酸等の脂肪酸、ひまし油、綿実油、アマニ油、菜種油、大豆油、パーム油、落花生油等の植物油等が挙げられる。
【0067】
液状可塑剤としては、フタル酸誘導体、イソフタル酸誘導体、テトラヒドロフタル酸誘導体、アジピン酸誘導体、セバシン酸誘導体、フマル酸誘導体、クエン酸誘導体、アゼライン酸誘導体、リン酸誘導体、マレイン酸誘導体等が挙げられる。
【0068】
液状重合体としては、液状ポリブタジエン、液状イソプレン、液状ポリブテン、液状スチレン・ブタジエンゴム、ポリイソブチレン、シリコーンオイルや、これらの変性体等が挙げられる。
【0069】
上記液状成分が液状軟化剤を含む場合には、得られる成形品において、柔軟性、及び、他の部材への密着性に優れたものとすることができる。
【0070】
上記液状成分の使用量は、上記熱可塑性エラストマー100質量部に対して、好ましくは5〜1,000質量部、より好ましくは20〜800質量部、更に好ましくは50〜500質量部である。
【0071】
本発明において、異方性充填剤以外に、立方体等の正多面体、球等の形状を有する等方性充填剤を用いてもよい。この等方性充填剤としては、強化剤、導電性付与剤、熱伝導性付与剤、絶縁性付与剤、帯電性付与剤、光反射性付与剤、抗菌性付与剤、難燃性付与剤、着色剤、加飾剤、補強剤、紫外線吸収剤、酸化防止剤、老化防止剤、耐候剤、可塑剤、滑剤、親水性付与剤等が挙げられる。
【実施例】
【0072】
以下に、実施例を挙げ、本発明を更に詳細に説明するが、本発明の主旨を超えない限り、本発明はかかる実施例に限定されるものではない。
【0073】
1.製造原料
熱可塑性重合体組成物の製造に用いた原料は、以下の通りである。
(1)重合体A−1
テクノポリマー社製ABS樹脂「テクノABS130」(商品名)を用いた。
(2)重合体A−2
三井化学社製ポリアミド樹脂(PA6T)「アーレンC3200」(商品名)を用いた。
(3)重合体A−3
三菱エンジニアリングプラスチック社製PBT樹脂「NOVADURAN5007」(商品名)を用いた。
(4)重合体A−4
JSR社製オレフィン結晶−エチレン・ブチレン−オレフィン結晶ブロック共重合体「DYNARON6200」(商品名)を用いた。
(5)充填剤B−1
電気化学工業社製窒化ホウ素「デンカボロンナイトライドJP75」(商品名)を用いた。鱗片状粉末であり、平均粒子径は25μmである。
(6)充填剤B−2
帝人社製炭素繊維「ラヒーマR−A301」(商品名)を用いた。平均繊維径は8μm、平均繊維長は200μmである。アスペクト比は25である。
(7)充填剤B−3
東洋アルミニウム社製アルミ顔料「スパークルG」(商品名)を用いた。板状の粉末であり、体積平均粒子径は60μmである。
(8)軟化剤
出光興産社製鉱物油系軟化剤「PW−380」(商品名)を用いた。40℃における動粘度は381.6mm2/秒である。
【0074】
2.混合物ペレットの作製及び成形品の製造(1)
実施例1〜12及び比較例1〜7は、熱伝導性組成物を用いて平板型成形品を製造した実験例である。重合体A−1、重合体A−2又は重合体A−3を用いた実施例1〜7及び比較例1〜3で作製した平板型成形品の大きさは、150mm×150mm×0.8mmであり、重合体A−4を用いた実施例8〜12及び比較例4〜7で作製した平板型成形品の大きさは、300mm×210mm×0.5mmである。
【0075】
初めに、評価項目である熱伝導率及び曲げモジュラスの測定方法を以下に示す。
(a)熱伝導率
熱伝導率は、平板型成形品の厚さ方向R1及び横方向(面方向)R2の両方について測定した。
実施例1〜7及び比較例1〜3で作製した平板型成形品の熱伝導率は、アルバック理工社製レーザーフラッシュ法熱定数測定装置「TR−7000R」(型式名)を用いて、25℃で測定した。測定用試験片は、平板型成形品を加工した円板であり、その大きさ及び形状は、外径10mm及び厚さ0.8mmの円形である。尚、横方向(面方向)の熱伝導率を測定するための試験片は、平板型成形品を13枚重ねた状態で、圧力1MPa及び温度180℃の条件で、3分間加圧して、積層状の一体化物を得た後、縦方向に切削加工して得た平板成形品を加工して得た円板(外径10mm及び厚さ0.8mm)である。
実施例8〜12及び比較例4〜7で作製した平板型成形品の厚さ方向の熱伝導率は、アイフェイズ社製熱拡散率・熱伝導率測定装置「アイフェイズ・モバイル1μ」(型式名)を用いて、25℃で測定した。測定用試験片は、平板型成形品を加工した板であり、その大きさ及び形状は、20mm×20mm×0.5mmの正方形である。また、横方向(面方向)の熱伝導率は、上記レーザーフラッシュ法熱定数測定装置「TR−7000R」(型式名)を用いて、25℃で測定した。試験片は、平板型成形品を22枚重ねた状態で、圧力1MPa及び温度100℃の条件で、3分間加圧して、積層状の一体化物を得た後、縦方向に切削加工して得た平板成形品を加工して得た円板(外径10mm及び厚さ0.8mm)である。
【0076】
(b)曲げモジュラス
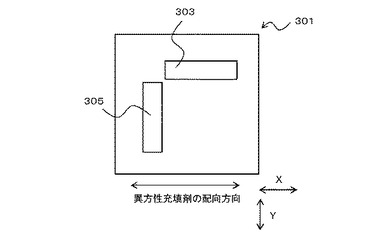
曲げモジュラスは、ISO178に準じて測定した。測定用試験片は、平板型成形品を5枚重ねた状態で、圧力1MPa及び温度180℃の条件で、3分間加圧して、積層状の一体化物を得た後、図11又は図12に示す303及び305の部位において切削加工して得た長尺状の板(80mm×10mm×4mm)である。
異方性充填剤の配向方向に応じた測定を行うため、実施例3及び4では、図11に示すX方向及びY方向の試験片を用い、実施例5及び比較例1〜3では、図12に示すX方向及びY方向の試験片を用いた。
【0077】
実施例1
100質量部の重合体A−1と、65質量部の充填剤B−1とを、弱練りタイプのスクリューを備えるプラスチック工学研究所社製2軸押出機「BT−40−S2−30−L」(型式名)を用いて、溶融混練し、外径3mm(外径φ=3mm)のストランドとした。混練は、スクリュー回転数100rpm、シリンダーの設定温度240℃として行った。尚、充填剤B−1は、サイドフィーダーにより供給した。
その後、このストランドを、いすず加工機社製ペレタイザー「SCF−150」(型式名)を用いて、厚さ1mm(長さL=1mm)の混合物ペレットを得た。
【0078】
上記で得られた混合物ペレット11を、図2に示すように、金属製の型20(寸法150mm×150mm×0.8mm)の中に、ペレットどうしが接するように高密度で配置し、岩城工業社製37ton油圧成型機「AT−37」(型式名)を用いて、圧力10MPa、温度180℃、時間3分の条件にて、熱プレスした(以下、この方法を「製造方法X−1」という。)。これにより、充填剤が一面側から他面側に配向している平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0079】
実施例2
実施例1と同じ原料を用いて、長さLが3mmである混合物ペレットを得た。その後、得られた混合物ペレットを、図5に示すように、型の中にランダムに充填し、実施例1と同じ条件にて、熱プレスした(以下、この方法を「製造方法X−2」という。)。これにより、含有される充填剤の配向方向が不規則である平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0080】
実施例3
65質量部の充填剤B−1に代えて、64質量部の充填剤B−2を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0081】
実施例4
65質量部の充填剤B−1に代えて、64質量部の充填剤B−2を用いた以外は、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−2を適用して、平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0082】
実施例5
65質量部の充填剤B−1に代えて、64質量部の充填剤B−2を用いた以外は、実施例1と同様にして、長さLが6mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図4に示すように、型の中に配置し、実施例1と同じ条件にて、熱プレスした(以下、この方法を「製造方法X−3」という。)。これにより、含有される充填剤が、平板型成形品の厚さ方向に対して垂直方向に配向している平板型成形品を得た(図7参照)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0083】
実施例6
100質量部の重合体A−1に代えて、100質量部の重合体A−2を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、圧力10MPa、温度300℃、時間3分の条件にて、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0084】
実施例7
100質量部の重合体A−1に代えて、100質量部の重合体A−3を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、圧力10MPa、温度240℃、時間3分の条件にて、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0085】
比較例1
実施例3で得られた混合物ペレットを、シリンダーの設定温度を240℃とした東芝機械社製射出成形機「EC60」(型式名)を用いて射出成形を行った(以下、この方法を「製造方法Y−1」という。)。これにより、含有される充填剤が溶融樹脂の流動方向に配向している平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0086】
比較例2
実施例4で得られた混合物ペレットを用い、製造方法Y−1を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0087】
比較例3
実施例5で得られた混合物ペレットを用い、製造方法Y−1を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0088】
【表1】

【0089】
実施例8
100質量部の重合体A−1及び65質量部の充填剤B−1に代えて、100質量部の重合体A−4及び75質量部の充填剤B−2を用い、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図2に示すように金属製の型(寸法300mm×210mm×0.5mm)の中に配置し、岩城工業社製37ton油圧成型機「AT−37」(型式名)を用いて、圧力10MPa、温度110℃、時間3分の条件にて、熱プレスした(以下、この方法を「製造方法X−4」という。)。これにより、充填剤が一面側から他面側に配向している平板型成形品(寸法300mm×210mm×0.5mm)を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0090】
実施例9
100質量部の重合体A−1及び65質量部の充填剤B−1に代えて、100質量部の重合体A−4及び75質量部の充填剤B−2を用い、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図5に示すように、型の中にランダムに充填し、実施例8と同様にして、熱プレスした(以下、この方法を「製造方法X−5」という。)。これにより、含有される充填剤の配向方向が不規則である平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0091】
実施例10
100質量部の重合体A−1及び65質量部の充填剤B−1に代えて、100質量部の重合体A−4及び75質量部の充填剤B−2を用い、実施例1と同様にして、長さLが6mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図4に示すように、型の中に配置し、実施例8と同じ条件にて、熱プレスした(以下、この方法を「製造方法X−6」という。)。これにより、含有される充填剤が、平板型成形品の厚さ方向に対して垂直方向に配向している平板型成形品を得た(図7参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0092】
実施例11
100質量部の重合体A−4及び軟化剤200質量部を、モリヤマ社製ニーダー「DS3−7.5MWA−H」(型式名)を用いて30秒間溶融混練した後、更に、750質量部の充填剤B−2を添加して5分間混練を行った。混練温度はいずれも150℃である。
その後、モリヤマ社製フィーダールーダー「2TR−75」(型式名)を用いて、外径3mmのストランドとした。このストランドの作製条件を、表3に示す。
【0093】
【表2】
【0094】
次に、得られたストランドを、石川時鐵工所社製ペレタイザーを用いて、厚さ1mm(長さL=1mm)の混合物ペレットを得た。
その後、得られた混合物ペレットを用い、製造方法X−4を適用して、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0095】
実施例12
100質量部の重合体A−4、750質量部の充填剤B−2及び200質量部の軟化剤を用い、実施例11と同様にして、長さLが3mmである混合物ペレットを作製した。
その後、得られた混合物ペレットを用い、製造方法X−5を適用して、平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0096】
比較例4
実施例8で得られた混合物ペレットを、シリンダーの設定温度を180℃とした東芝機械社製射出成形機「EC60」(型式名)を用いて射出成形を行った(以下、この方法を「製造方法Y−2」という。)。これにより、含有される充填剤が溶融重合体の流動方向に配向している平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0097】
比較例5
実施例9で得られた混合物ペレットを用い、製造方法Y−2を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0098】
比較例6
実施例10で得られた混合物ペレットを用い、製造方法Y−2を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0099】
比較例7
100質量部の重合体A−4及び軟化剤200質量部を、モリヤマ社製ニーダー「DS3−7.5MWA−H」(型式名)を用いて溶融混練した後、更に、750質量部の充填剤B−2を添加して混練を行った。混練は、ニーダー内の設定温度を150℃として行った。
その後、関西ロール社製テスト用6インチロール機を用いて、厚さ1.5mmのシート成形品を得た(以下、この方法を「製造方法Z−1」という。)。このシート成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0100】
【表3】
【0101】
3.混合物ペレットの作製及び成形品の製造(2)
下記の実施例13〜15及び比較例8は、メタリック顔料を含有する組成物を用いた実験例である。
【0102】
実施例13
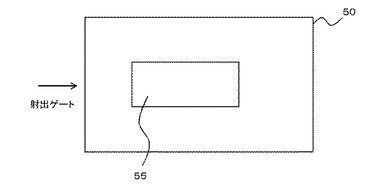
65質量部の充填剤B−1に代えて、0.5質量部の充填剤B−3を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した(図1(6)参照)。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、図13に示す、開口部を有する平板型成形品を得た。図13において、射出ゲートを示した。この平板型成形品について、外観性(ウェルドの有無及び色調)を目視にて評価した。その結果を、表4に示す。
【0103】
実施例14
65質量部の充填剤B−1に代えて、0.5質量部の充填剤B−3を用いた以外は、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−2を適用して、平板型成形品を得た(図13参照)。この平板型成形品について、実施例13と同様にして、外観性(ウェルドの有無及び色調)を評価した。その結果を、表4に示す。
【0104】
実施例15
65質量部の充填剤B−1に代えて、0.5質量部の充填剤B−3を用いた以外は、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−3を適用して、平板型成形品を得た(図13参照)。この平板型成形品について、実施例13と同様にして、外観性(ウェルドの有無及び色調)を評価した。その結果を、表4に示す。
【0105】
比較例8
実施例14で得られた混合物ペレットを用い、製造方法Y−1を適用して、図13に示す、平板型成形品を得た。この平板型成形品について、実施例13と同様にして、外観性(ウェルドの有無及び色調)を評価した。その結果を、表4に示す。
【0106】
【表4】
【0107】
尚、本発明に係る混合物ペレットは、第1工程により作製されるものであるが、他の作製方法として、以下の方法が考えられる。即ち、異方性充填剤として線状充填剤を、予め、熱可塑性重合体により収束しておき、これを複数用いて集合体とする。このとき、線状充填剤の一軸配向の方向を一定とする。その後、集合体を加熱して熱可塑性重合体を溶融させるとともに、集合体を一体化させ、棒状物を得る。次いで、棒状物を、適当な長さに切断することにより、混合物ペレットを作製することができる。
【産業上の利用可能性】
【0108】
本発明の異方性充填剤の配向方向制御方法によれば、熱可塑性重合体及び異方性充填剤を含む成形品において、異方性充填剤の配向方向を所望の方向に効率よく制御することができる。異方性充填剤の配向方向を、1方向だけでなく、2方向、3方向等、複数の異なる方向とすることができるので、異方性充填剤の含有割合が同じであっても、配向方向の数を変化させることにより、外観性を変化させることができる。また、異方性充填剤による作用の度合を変化させることもできる。このような性質に基づいて、繊維強化部材、放熱部材、フェーズチェンジ部材、光輝性模様部材、ガスバリア性部材、導電性部材、絶縁性部材、低線膨張性部材、又はこれらの製造方法等への利用に好適である。
【符号の説明】
【0109】
11:混合物ペレット
111:熱可塑性重合体からなる相
112:異方性充填剤
20:成形用型
30:成形品(平板型成形品)
301:平板型成形品の積層一体化物
303:X方向の熱伝導率測定用試験片
305:Y方向の熱伝導率測定用試験片
38:成形部
40:本体部
45:筐体
50:メタリック顔料を含む成形品
55:開口部
【技術分野】
【0001】
本発明は、熱可塑性重合体及び異方性充填剤を含む成形品における異方性充填剤の配向方向制御方法並びに成形品及びその製造方法に関する。
【背景技術】
【0002】
従来、重合体を含む成形品には、特定の性質を付与する等の目的で、充填剤が含まれている場合がある。そして、重合体及び充填剤を含む組成物が、例えば、所定形状の空間を有する型に供給する方法(射出成形法等)、押出成形法、フィルム成形法等に供されて、所望の形状を有する成形品、又は、この組成物からなる成形部材と、他の組成物又は材料からなる部材とからなる複合品が製造されている。
【0003】
特許文献1には、ポリアミド樹脂と、ゴム質重合体、芳香族ビニル及びこれと共重合可能な他の単量体を重合してなるグラフト共重合体と、不飽和カルボン酸単量体、芳香族ビニル及びこれらと共重合可能な他の単量体を重合してなる不飽和カルボン酸変性共重合体と、芳香族ビニル及びこれと共重合可能な他の単量体を重合してなる共重合体と、扁平率(断面の長径/短径の比)が2.0以上の扁平形状を有するガラス繊維とを含有する熱可塑性樹脂組成物が開示されている。この熱可塑性樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、薄肉状の成形品等としている。
【0004】
特許文献2には、ABS樹脂と、アルミニウム、マイカ等からなり、球状、略球状、多面体、板状、線状等のメタリック顔料と、(メタ)アクリルオリゴマーとを含有するメタリック樹脂組成物が開示されている。このメタリック樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、光輝性模様を有する成形品としている。
【0005】
特許文献3には、エチレン・酢酸ビニル共重合体と、合成ゴム系ホットメルト接着剤と、窒化アルミニウム等からなり、平均粒子径が2〜40μmの熱伝導性フィラーとを含有する熱可塑性樹脂組成物が開示されている。この熱可塑性樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、フィルム等からなる放熱部材としている。
【0006】
特許文献4には、融点が30〜120℃のワックスと、30〜120℃で軟化するワックス類以外の樹脂(エチレン・酢酸ビニル共重合体)と、平均粒径1〜3μm、最大粒径3〜10μmの微粉及び平均粒径0.1〜0.9μmの超微粉が、所定の体積比であって、平均粒径0.5〜1.4μmとしてなる窒化アルミニウム及び/又はアルミナ粉末からなる充填材とを含有する熱伝導性樹脂組成物が開示されている。この熱伝導性樹脂組成物は、これらの成分を一括混練することにより、製造され、その後、アルミニウム等からなる金属箔の表面に層形成されたフェーズチェンジ等としている。
【0007】
また、特許文献5には、ポリアミド樹脂と、平均粒径1〜200μmの六方晶系窒化ホウ素と、平均繊維長1〜15mmのアラミド繊維とを含有する熱伝導性樹脂組成物が開示されている。この熱伝導性樹脂組成物は、ポリアミド樹脂及び窒化ホウ素の溶融混練物を調製した後、この溶融混練物と、アラミド繊維とを混練することにより、製造され、その後、放熱部材等としている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−179675号公報
【特許文献2】特開2009−235187号公報
【特許文献3】特開2004−115596号公報
【特許文献4】特開2004−75760号公報
【特許文献5】特開2010−116518号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
近年、上記のような成形品において、充填剤により付与された性質は、成形品に含まれる充填剤の形状又はその配列によって、程度に差が出る場合があることが知られている。 例えば、異方性を有するメタリック顔料を含む熱可塑性樹脂組成物を用いる場合、成形品の部位どうしのあいだに異なる外観性が得られる。
また、線状又は板状の熱伝導性フィラーを含む熱可塑性樹脂組成物を、射出成形法に供して平板状成形品を作製した場合、熱伝導性は、溶融している樹脂組成物の流れ方向において優れており、この流れ方向に対して垂直な方向において劣っている。これは、異方性充填剤である熱伝導性フィラーの長手方向と、流れ方向とが平行になりやすいためと推測している。
【0010】
上記のように、線状又は板状の熱伝導性フィラーを含む熱可塑性樹脂組成物は、放熱部材として広く用いられている。例えば、板状又は薄肉状成形品における放熱性を、その一面側から他面側に対して優れたものとする場合には、熱伝導性フィラーを成形品の一面側から他面側に配向するように配置する必要がある。しかしながら、従来、公知の成形方法を適用した場合には、熱伝導性フィラーの分散性は低下しないものの、熱伝導性フィラーを所望の方向に配向させることは困難である。
【0011】
本発明の目的は、異方性充填剤及び熱可塑性重合体を含む成形品において、異方性充填剤の配向を所望の方向に制御する方法及びそれを利用して得られた成形品を提供することである。
【課題を解決するための手段】
【0012】
本発明は以下のとおりである。
1.熱可塑性重合体及び異方性充填剤を含有する成形品における上記異方性充填剤の配向方向を制御する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、上記熱可塑性重合体からなる相に、上記異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する第2工程と、
を備えることを特徴とする、異方性充填剤の配向方向制御方法。
2.上記異方性充填剤が線状及び/又は板状を有する上記1に記載の異方性充填剤の配向方向制御方法。
3.上記第2工程において、上記混合物ペレットを、上記混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を規則的にして、上記成形用型の中に配置する上記1又は2に記載の異方性充填剤の配向方向制御方法。
4.上記第2工程において、上記混合物ペレットを、上記混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を不規則的にして、上記成形用型の中に配置する上記1又は2に記載の異方性充填剤の配向方向制御方法。
5.熱可塑性重合体及び異方性充填剤を含有し、該異方性充填剤の配向方向が制御された成形品を製造する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、該熱可塑性重合体からなる相に、該異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する工程と、
を備えることを特徴とする、成形品の製造方法。
6.上記5に記載の方法により得られたことを特徴とする成形品。
7.上記異方性充填剤の含有量が、上記成形品100体積%に対して、0.05〜80体積%である上記6に記載の成形品。
【発明の効果】
【0013】
本発明の異方性充填剤の配向方向制御方法によれば、熱可塑性重合体及び異方性充填剤を含む成形品において、異方性充填剤の配向方向を、所望の方向に効率よく制御することができる。即ち、異方性充填剤の配向方向を、1方向だけでなく、2方向、3方向等、複数の異なる方向とすることができる。その結果、例えば、異方性充填剤の含有割合が同じであっても、配向方向の数を変化させることにより、外観性を変化させることができる。また、異方性充填剤による作用の度合を変化させることもできる。
また、公知の射出成形法により成形品を製造する場合には、溶融した重合体組成物の流れに沿うように充填剤が配置されてしまい、所望の作用が十分に発揮されないことがあった。本発明の成形品の製造方法によれば、所望の方向に配向した異方性充填剤を含む成形部材又は成形品を、効率よく得ることができるので、繊維強化部材、放熱部材、フェーズチェンジ部材、光輝性模様部材、ガスバリア性部材、導電性部材、絶縁性部材、低線膨張性部材、又はこれらの製造方法等への利用に好適である。
本発明の成形品によれば、異方性充填剤の含有割合を、熱可塑性重合体の種類に応じたものとすることができるので、この成形品は、所望の方向に配向させた異方性充填剤の作用が十分に反映されたものである。
【図面の簡単な説明】
【0014】
【図1】混合物ペレットの例を示す概略斜視図である。
【図2】図1の(1)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が鉛直方向となるように、成形用型の中に配置したことを示す概略斜視図である。
【図3】図1の(1)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が鉛直方向となるように、成形用型の中に配置したことを示す概略斜視図である。
【図4】図1の(5)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が水平方向となるように、成形用型の中に配置したことを示す概略斜視図である。
【図5】図1の(1)に示した混合物ペレットを、含まれる異方性充填剤の配向方向が不規則的となるように、成形用型の中に充填したことを示す概略斜視図である。
【図6】実施例1等で製造した平板型成形品を示す概略斜視図であり、異方性充填剤が鉛直方向に配向して含まれていることを示す図である。
【図7】実施例5等で製造した平板型成形品を示す概略斜視図であり、異方性充填剤が水平方向に配向して含まれていることを示す図である。
【図8】混合物ペレットを、その配置方法を2通りとして、成形用型の中に配置し製造した平板型成形品を示す概略斜視図であり、異方性充填剤が鉛直方向及び水平方向に配向して含まれていることを示す図である。
【図9】実施例2等で製造した平板型成形品を示す概略斜視図であり、異方性充填剤の配向が不規則となって含まれていることを示す図である。
【図10】本発明を利用して得られる複合製品の一例(筐体)を示す概略断面図である。
【図11】曲げモジュラスを測定するための試験片を取り出した場所を示す概略平面図である。
【図12】曲げモジュラスを測定するための試験片を取り出した場所を示す概略平面図である。
【図13】実施例13〜15及び比較例8で製造した、メタリック顔料を含む成形品を示す概略平面図である。
【発明を実施するための形態】
【0015】
以下、本発明を詳しく説明する。
本明細書において、「(メタ)アクリル」は、アクリル及びメタクリルを、「(メタ)アクリレート」は、アクリレート及びメタクリレートを、「(メタ)アクリロイル基」は、アクリロイル基又はメタクリロイル基を、「(共)重合体」は、単独重合体及び共重合体を意味する。
【0016】
本発明は、熱可塑性重合体及び異方性充填剤を含有する成形品における異方性充填剤の配向方向を制御する方法であって、熱可塑性重合体及び異方性充填剤を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程と、を備えることを特徴とする。
【0017】
本発明に係る第1工程においては、熱可塑性重合体及び異方性充填剤を含有する溶融混練物が用いられる。
【0018】
熱可塑性重合体は、特に限定されず、樹脂及びエラストマー(ゴムを含む)のいずれでもよく、これらの組み合わせでもよい。樹脂及びエラストマーの詳細は、後述される。
【0019】
異方性充填剤は、その形状の長径、短径又は厚みがほぼ同じである球状、立方体等の正多面体状を除く形状であって、線状、板状又は楕円球状、棒状等の非対称形状を有する充填剤を意味する。また、強度、膨張率、屈折率等の物理的性質が配向して現れるものであってよいし、物理的性質が一定であるものであってもよい。本発明において、異方性充填剤は、線状又は板状の充填剤が好ましい。
【0020】
上記異方性充填剤において、「線状」とは、直線状、曲線状、螺旋状等を意味し、これらを組み合わせた形状であってもよい。また、断面形状は、円形、楕円形、多角形、不定形等とすることができる。更に、一端側から他端側に向かって、径又は厚さが変化するものであってもよい。
線状充填剤の長さは、好ましくは30μm〜3mmであり、目的、用途等により好ましい長さの線状充填剤が用いられる。例えば、成形品の機械的強度の改良を目的とする場合、好ましい長さは、500μm〜3mmであり、より好ましくは1〜2.5mmである。また、成形品の熱的性質の改良を目的とする場合、好ましい長さは、30〜500μmであり、より好ましくは50〜400μm、更に好ましくは100〜300μmである。
更に、この線状充填剤におけるアスペクト比は、好ましくは3〜50、より好ましくは5〜40、更に好ましくは10〜30である。
【0021】
一方、「板状」とは、平面板、曲面板等を意味し、これらを組み合わせた形状であってもよい。平面形状は、特に限定されない。また、厚さが一定であるものであってよいし、異なるものであってもよい。
板状充填剤の最大長さは、好ましくは5〜500μm、より好ましくは10〜300μm、更に好ましくは20〜200μmである。
また、板状充填剤の厚さは、好ましくは3〜50μm、より好ましくは5〜40μm、更に好ましくは5〜30μmである。
更に、この板状充填剤におけるアスペクト比は、好ましくは1〜12、より好ましくは2〜10、更に好ましくは3〜8である。
【0022】
上記異方性充填剤は、上記形状を有する充填剤であって、従来、公知の熱可塑性樹脂組成物又は熱可塑性エラストマー組成物に配合される、強化剤、導電性付与剤、熱伝導性付与剤、絶縁性付与剤、帯電性付与剤、光反射性付与剤、抗菌性付与剤、難燃性付与剤、着色剤、加飾剤、補強剤(引裂き強度向上剤)等である。これらの充填剤の構成材料は、特に限定されず、無機材料及び有機材料のいずれでもよく、これらの組み合わせであってもよい。
以下に、異方性充填剤の具体例を示すが、これらの充填剤が表面処理されたものであってもよい。
【0023】
上記異方性充填剤としては、ガラス繊維、炭素繊維、シリカ繊維、シリカ・アルミナ繊維、ジルコニア繊維、窒化硼素繊維、窒化硅素繊維、硼素繊維、チタン酸カリウムウィスカー、ウォラストナイト、アルミニウム、チタン、銅等の金属、真鍮、ステンレス等の合金等からなる無機系繊維状充填剤;ポリアミド、フッ素樹脂、アクリル樹脂等からなる有機系繊維状充填剤;タルク、カオリン、マイカ、クレイ、セリサイト、ガラスフレーク、合成ハイドロタルサイト、金属箔、黒鉛、二硫化モリブデン、二硫化タングステン、窒化ホウ素、板状酸化鉄、板状炭酸カルシウム、板状水酸化アルミニウム等の板状充填剤;カーボンブラック、シリカ、石英、ガラス、硅酸カルシウム、硅酸アルミニウム、カオリン、硅藻土等の硅酸塩、酸化鉄、酸化チタン、酸化亜鉛、アルミナ等の金属酸化物、炭酸カルシウム、炭酸マグネシウム等の炭酸塩、硫酸カルシウム、硫酸バリウム等の硫酸塩、炭化硅素、窒化硅素、窒化硼素、窒化アルミニウム等からなる非対称粒子状充填剤等が挙げられる。
【0024】
上記異方性充填剤は、単独で用いてよいし、2種以上を組み合わせて用いてもよい。後者の場合、形状の異なる2種以上の異方性充填剤を用いてもよい。
【0025】
第1工程で用いられる溶融混練物は、熱可塑性重合体及び異方性充填剤を含む原料が混練されてなるものである。
【0026】
上記原料における、熱可塑性重合体及び異方性充填剤の使用量の割合は、通常、熱可塑性重合体の種類、異方性充填剤の密度、成形品の用途等によって、適宜、選択される。
上記異方性充填剤の使用量は、熱可塑性重合体100質量部に対して、通常、0.1〜2,000質量部であるが、熱可塑性重合体組成物に含まれる異方性充填剤の含有量(体積基準)が、後述の範囲に入るように、適宜、選択される。
【0027】
上記熱可塑性重合体が熱可塑性樹脂であるとき、異方性充填剤の使用量は、熱可塑性樹脂100質量部に対して、好ましくは0.1〜700質量部である。
例えば、成形品の機械的強度の改良を目的とする場合、異方性充填剤の好ましい使用量は、10〜125質量部であり、より好ましくは15〜100質量部、更に好ましくは25〜80質量部である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい使用量は、25〜700質量部であり、より好ましくは35〜600質量部、更に好ましくは50〜450質量部である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい使用量は、0.1〜25質量部であり、より好ましくは0.15〜10質量部、更に好ましくは0.2〜8質量部である。
【0028】
熱可塑性重合体が熱可塑性エラストマーであるとき、熱可塑性重合体組成物の製造に際して、(i)熱可塑性エラストマーを単独で用いる場合、及び、(ii)熱可塑性エラストマーと、後述する液状成分とを併用する場合、がある。異方性充填剤の使用量は、熱可塑性エラストマーの使用方法に応じて、選択することができる。(ii)の場合、異方性充填剤の使用量は、熱可塑性エラストマー及び液状成分の合計量を基準とした量とすることができる。
【0029】
上記態様(i)の場合、異方性充填剤の使用量は、熱可塑性エラストマー100質量部に対して、好ましくは0.1〜1,000質量部である。
例えば、成形品の機械的強度の改良を目的とする場合、異方性充填剤の好ましい使用量は、3〜170質量部であり、より好ましくは13〜130質量部、更に好ましくは30〜110質量部である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい使用量は、25〜900質量部であり、より好ましくは45〜750質量部、更に好ましくは65〜600質量部である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい使用量は、0.1〜30質量部であり、より好ましくは0.12〜15質量部、更に好ましくは0.15〜8質量部である。
【0030】
また、上記態様(ii)の場合、異方性充填剤の使用量は、熱可塑性エラストマー及び液状成分の合計100質量部に対して、好ましくは0.1〜2,000質量部である。
例えば、成形品の機械的強度の改良を目的とする場合、異方性充填剤の好ましい使用量は、3〜350質量部であり、より好ましくは13〜300質量部、更に好ましくは30〜250質量部である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい使用量は、25〜1,800質量部であり、より好ましくは45〜1,500質量部、更に好ましくは65〜1,200質量部である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい使用量は、0.1〜60質量部であり、より好ましくは0.12〜30質量部、更に好ましくは0.15〜20質量部である。
【0031】
上記原料は、従来、公知の熱可塑性樹脂組成物又は熱可塑性エラストマー組成物に配合される添加剤を含んでもよい。
【0032】
上記原料を混練する場合、従来、公知の混練装置を用いればよく、例えば、二軸押出機、単軸押出機、加熱可能な二軸又は単軸のスクリューフィーダー、フィーダールーダー、バンバリーミキサー、ロールミル等を用いることができる。
【0033】
上記原料の混練温度は、熱可塑性重合体の種類によって、適宜、選択されるが、通常、熱可塑性重合体の溶融温度以上の温度であり、好ましくは(溶融温度+10℃)を超える温度である。
熱可塑性重合体が熱可塑性樹脂であって、この熱可塑性樹脂が、ABS樹脂等のゴム強化樹脂である場合、混練温度は、好ましくは180℃〜280℃である。ポリブチレンテレフタレート等のポリエステル系樹脂の場合、混練温度は、好ましくは200℃〜300℃である。また、ポリアミド系樹脂の場合、好ましくは240℃〜340℃である。
また、熱可塑性重合体が熱可塑性エラストマーであって、この熱可塑性エラストマーが、オレフィン系エラストマーである場合、混練温度は、好ましくは100℃〜220℃である。
【0034】
上記熱可塑性重合体組成物に含まれる異方性充填剤の含有量は、熱可塑性重合体組成物100体積%に対して、好ましくは0.05〜80体積%であり、この割合は、成形品の場合も同様である。
【0035】
例えば、成形品の機械的強度を目的とする場合、異方性充填剤の好ましい含有量は、1〜40体積%であり、更に好ましくは5〜35体積%、特に好ましくは10〜30体積%である。この割合は、成形品の場合も同様である。
また、成形品の熱的性質の改良を目的とする場合、異方性充填剤の好ましい含有量は、10〜80体積%であり、更に好ましくは15〜75体積%、特に好ましくは20〜70体積%である。この割合は、成形品の場合も同様である。
更に、成形品の外観性(光輝性等)の改良を目的とする場合、異方性充填剤の好ましい含有量は、熱可塑性重合体組成物100体積%に対して、0.05〜10体積%であり、更に好ましくは0.08〜5体積%、特に好ましくは0.1〜3体積%である。この割合は、成形品の場合も同様である。
【0036】
上記第1工程において、混合物ペレットを作製する方法は、特に限定されない。例えば、溶融混練物を、上記の混練装置の出口側に配設されたダイから、長手状のストランドを連続的に引き取った後、冷却し、完全に固化する前に、好ましくは0.5〜10mmの長さに切断する方法等が挙げられる。
【0037】
第1工程により得られた混合物ペレットは、図1(1)〜(6)に例示され、熱可塑性重合体からなる相111に、異方性充填剤112が一軸配向しつつ分散されている。
図1(1)〜(5)は、線状の異方性充填剤112が、一軸方向に配向しつつ含まれた混合物ペレットを示す例である。異方性充填剤112は、(略)同一の方向に配向しており、隣り合う異方性充填剤112の位置関係は、好ましくは、平行又はそれに近い状態である。
また、図1(6)は、板状の異方性充填剤112が一軸方向に配向しつつ含まれた混合物ペレットを示す例である。ここで、「板状の異方性充填剤が一軸方向に配向」とは、例えば、図1(6)における混合物ペレットを、異なる2箇所において水平に、同一の異方性充填剤が含まれるように、切断した際に得られる2つの断面を見た場合、ほぼ同じ位置に、ほぼ同じ厚さの異方性充填剤断面部が確認できることを意味する。
尚、上記混合物ペレットにおいて、異方性充填剤どうしの間隔は、特に限定されない。
【0038】
上記混合物ペレットの形状は、特に限定されないが、図1に示すように、通常、板状(柱状)、筒状等であり、これらの変形物であってもよい。尚、この混合物ペレットは、含有される異方性充填剤、混合物ペレットの製法等に由来して、表面に凹部、凸部、曲面部等を有してもよい。
上記溶融混練物並びに混合物ペレットにおける異方性充填剤の形状及び大きさは、通常、溶融混練物を調製する際に原料として使用するものとほぼ同じである。
【0039】
上記第1工程により得られた混合物ペレットは、第2工程において、所定形状のキャビティ空間を有する成形用型の中に配置され、型成形に供される。
型成形の方法は、特に限定されないが、所定のキャビティ空間を有する成形用型の中に、混合物ペレットを収容した状態で、後述する加熱手段により、混合物ペレットを構成する熱可塑性重合体を溶融し、必要に応じて、加圧等を行うものである。型成形では、加熱手段の種類に基づいて、適当な成形用型を用いることができる。成形用型の材質としては、金属、セラミックス、プラスチックス、シリコーンゴム等を用いることができる。
型成形の具体的な方法としては、金属製の成形用型と、電気ヒーターによる加熱装置とを用いたプレス成形法、シリコーンゴム製の成形用型と、電磁波照射による加熱装置とを用いた光成形法等が挙げられる。これらのうち、プレス成形法が好ましい。
【0040】
上記第2工程において、成形用型への混合物ペレットの配置方法は、成形品の形状及び大きさ、成形品に含まれる異方性充填剤の長さ及び配向方向、用途等によって、選択され、これらによって、同時に、混合物ペレットの形状及び大きさ、並びに、成形用型が決定される。混合物ペレットは、図1に示すように、多様な形状及び大きさとすることができるので、成形用型のキャビティ空間への配置は、適宜、選択される。例えば、形状が円柱(円板を含む)である場合、アスペクト比(外径φと長さLの関係)を、混合物ペレットの選択の指標とすることができる。
【0041】
以下、成形用型への混合物ペレットの配置方法を例示する。
図6に示される、異方性充填剤112が(略)鉛直方向に配向して含まれる平板状成形品30を製造する場合、図2及び図3に示すように、図1(1)の混合物ペレット11(好ましいアスペクト比はφ>L)を、含まれる異方性充填剤112の一軸配向の方向を鉛直方向として、成形用型20の中に、規則的に配置すればよい。
また、図7に示される、異方性充填剤112が(略)水平方向に配向して含まれる平板状成形品30を製造する場合、図4に示すように、図1(5)の混合物ペレット11(好ましいアスペクト比はφ<L)を横置きとし、含まれる異方性充填剤112の一軸配向の方向を水平方向となるようにして、成形用型20の中に、規則的に配置すればよい。この配置を利用して、第2工程に供した場合、得られる成形品の構成は、熱可塑性重合体及び異方性充填剤を含有する組成物を、射出成形法等の、公知の成形方法に供して得られた成形品の構成と、ほぼ同じとすることができる。
これらの方法によれば、成形品に含まれる異方性充填剤112の配向方向を1方向とすることができる。
【0042】
また、図1(1)の混合物ペレット及び図1(5)の混合物ペレットを、上記要領で、各ペレットに含まれる異方性充填剤の一軸配向の方向を、それぞれ、異なる方向となるように、成形用型20の中に規則的に配置することにより、成形品に含まれる異方性充填剤112の配向方向を2方向とすることができる(図8参照)。
尚、図示していないが、図1(1)の混合物ペレット、図1(4)の混合物ペレット及び図1(5)の混合物ペレットを、各ペレットに含まれる異方性充填剤の一軸配向の方向を、互いに異なる方向となるように、成形用型20の中に規則的に配置することにより、成形品に含まれる異方性充填剤112の配向方向を3方向とすることができる。
また、図示していないが、図1(5)の混合物ペレットを横置きとし、成形用型20の中に不規則に配置することにより、異方性充填剤が、複数の方向に、(略)水平に配向して含まれる平板状成形品30を製造することができる。
【0043】
更に、図9に示される、異方性充填剤112が不規則な方向に配向して含まれる平板状成形品30を製造する場合、図5に示すように、図1(1)の混合物ペレット11(好ましいアスペクト比はφ=L)を、含まれる異方性充填剤112の一軸配向の方向を不規則的にして、成形用型20の中に配置すればよい。
【0044】
次に、プレス成形法による成形品の作製法を説明する。
成形用型20に配置された混合物ペレット11は、通常、熱可塑性重合体の溶融温度以上の温度に加熱される。加熱手段は、特に限定されないが、ヒーター、赤外線等の電磁波照射等とすることができる。その後、混合物ペレット11を構成する熱可塑性重合体は、成形用型20内にて溶融し、溶融物がプレスされることで、異方性充填剤112の配向方向を、載置した混合物ペレット11における一軸配向の方向とほぼ同じとしながら、所望の形状を有する成形品を得ることができる。
混合物ペレット11の配置を、図2に示すようにした場合、プレス成形法を適用するに際して、混合物ペレットの長さLを保つようにすることが、異方性充填剤の一軸配向を保持することとなり好ましい。
【0045】
上記混合物ペレットの加熱時間は、含まれる熱可塑性重合体の種類により、適宜、選択されるが、通常、5〜120秒間である。
【0046】
上記第2工程の後、必要に応じて、冷却を行う等によって、成形品に含まれる異方性充填剤の配向方向が所望の方向に制御されたものとすることができる。
【0047】
本発明の成形品の製造方法は、本発明の異方性充填剤の配向方向制御方法を利用して、成形品を製造したものとすることができる。本発明の成形品の製造方法は、上記本発明の異方性充填剤の配向方向制御方法に係る第1工程及び第2工程を備える方法により製造される。
【0048】
上記成形品の形状は、特に限定されず、板、シート、フィルム、多面体、角錐、円錐、線状体(直線、曲線等)、環状体(円形、多角形等)、管、球等の定形体、凹凸、溝、貫通孔、角部等を有する不定形体とすることができる。図2等において示した、混合物ペレット11を充填する成形用型20のキャビティ空間の形状を、これらの形に準ずるものとすればよい。
【0049】
また、本発明の異方性充填剤の配向方向制御方法を利用して、熱可塑性重合体からなる相と、この相に含まれ、配向方向が制御された異方性充填剤とを備える成形部を、その一部に含む複合製品とすることができる。
【0050】
図10は、複合製品の一例であり、異方性充填剤112が水平方向に配向して、熱可塑性重合体からなる相111に含まれている成形部38、及び、この成形部38の周縁部において、成形部38と接合しており、且つ、熱可塑性重合体組成物(W)を用いて得られた本体部40を備える筐体45を示す。
上記筐体45は、本発明に係る、異方性充填剤112を含む混合物ペレットと、上記熱可塑性重合体組成物(W)からなるペレットとを用いて、製造することができる。このとき、少なくとも、混合物ペレットは、含まれる異方性充填剤112の一軸配向の方向を規則的にして、成形用型の中の特定の位置に配置し、型成形することにより、成形部38及び本体部40が一体化した筐体を得ることができる。
このように、本発明の異方性充填剤の配向方向制御方法は、その全体において、異方性充填剤の配向方向が制御された成形品とすることができるだけでなく、複合製品における特定の部分を、異方性充填剤の配向方向が制御された成形部材とすることができる。
【0051】
更に、上記成形部を板、シート、フィルム等の形状として、その一面側又は両面側に保護層、粘着層等を備えることができる。
【0052】
以下、本発明において、熱可塑性重合体として好ましい熱可塑性樹脂及び熱可塑性エラストマー、並びに、必要に応じて用いられる添加剤について、説明する。
【0053】
熱可塑性樹脂としては、ポリスチレン、スチレン・アクリロニトリル共重合体、スチレン・無水マレイン酸共重合体、(メタ)アクリル酸エステル・スチレン共重合体、ABS樹脂、ASA樹脂、AES樹脂等のゴム強化樹脂等のスチレン系樹脂;他のゴム強化樹脂;ポリエチレン、ポリプロピレン、アイオノマー、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、環状オレフィン共重合体、塩素化ポリエチレン等のオレフィン系樹脂;ポリ塩化ビニル、エチレン・塩化ビニル重合体、ポリ塩化ビニリデン等の塩化ビニル系樹脂;ポリメタクリル酸メチル(PMMA)等の(メタ)アクリル酸エステルに由来する構造単位を1種以上含む(共)重合体等のアクリル系樹脂;ポリアミド6、ポリアミド6,6、ポリアミド6,12等のポリアミド系樹脂(PA);ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート等のポリエステル系樹脂;ポリアセタール樹脂(POM);ポリカーボネート樹脂(PC);ポリアリレート樹脂;ポリフェニレンエーテル;ポリフェニレンサルファイド;ポリテトラフルオロエチレン、ポリフッ化ビニリデン等のフッ素樹脂;液晶ポリマー;ポリイミド、ポリアミドイミド、ポリエーテルイミド等のイミド系樹脂;ポリエーテルケトン、ポリエーテルエーテルケトン等のケトン系樹脂;ポリスルホン、ポリエーテルスルホン等のスルホン系樹脂;ウレタン系樹脂;ポリ酢酸ビニル;ポリエチレンオキシド;ポリビニルアルコール;ポリビニルエーテル;ポリビニルブチラール;フェノキシ樹脂;感光性樹脂;生分解性プラスチック等が挙げられる。これらは、単独で用いても2種以上を組み合わせて用いてもよい。
尚、上記ゴム強化樹脂は、ゴム質重合体の存在下に、重合性不飽和単量体を重合して得られた、重合性不飽和単量体に由来する構造単位を含む(共)重合体が、ゴム質重合体にグラフトしている樹脂(ゴム強化共重合樹脂)、又は、このゴム強化共重合樹脂と、重合性不飽和単量体の(共)重合体との混合物からなる樹脂である。
【0054】
上記樹脂を2種以上用いる場合、従来、公知の熱可塑性アロイを用いてもよい。この熱可塑性アロイとしては、PA・ゴム強化樹脂、PC・ゴム強化樹脂、PBT・ゴム強化樹脂、PC・PMMA等が挙げられる。
【0055】
また、熱可塑性エラストマーとしては、オレフィン系エラストマー、スチレン系エラストマー、ジエン系エラストマー、ポリエステル系エラストマー、アクリル系エラストマー、ウレタン系エラストマー、塩化ビニル系エラストマー、ポリアミド系エラストマー、フッ素ゴム系エラストマー、水素添加ジエン系共重合体等が挙げられる。これらは、単独で用いても2種以上を組み合わせて用いてもよい。
【0056】
オレフィン系エラストマーとしては、オレフィン系共重合体が好適であり、エチレン・プロピレンゴム(EPR)、エチレン・オクテンゴム(EOR)、エチレン・ブタジエンゴム(EBR)、ブチルゴム、ハロゲン化ブチルゴム等のオレフィン系ゴムのほか、オレフィン系樹脂(ポリエチレン、ポリプロピレン等)等をハードセグメントとし、オレフィン系ゴム(エチレン・プロピレンゴム、ブチルゴム等)等をソフトセグメントとするエラストマー等が挙げられる。尚、上記エチレン・プロピレンゴムには、エチレンとプロピレンとの共重合体であるEPM、エチレン、プロピレン及び架橋用ジエンモノマー(例えば、エチリデンノルボルネン)との三元共重合体であるEPDMが含まれる。
【0057】
スチレン系エラストマーとしては、芳香族ビニル化合物に由来する構造単位を主として含む重合体ブロック(s1)と、共役ジエン化合物に由来する構造単位を主として含む重合体ブロック(s2)とを含むものであり、直鎖型であっても、ラジアル型であってもよい。
また、重合体ブロック(s2)が、芳香族ビニル化合物に由来する構造単位を少量含むランダム重合体ブロックであってよいし、芳香族ビニル化合物に由来する構造単位の含有量が漸増する、いわゆるテーパー型ブロックであってもよい。更に、上記重合体ブロック(s1)及び(s2)を含む重合体の水素添加物であってもよい。
【0058】
水素添加ジエン系共重合体は、次に例示する構成単位からなる重合体ブロック(A)、(B)及び(C)によって構成される重合体を水素添加して得られるものとすることができ、少なくとも1種の重合体ブロック(B)並びに、少なくとも1種の重合体ブロック(A)及び/又は少なくとも1種の重合体ブロック(C)を有するものが好ましく用いられる。
(A):芳香族ビニル化合物を80質量%を超えて含有する重合体ブロック
(B):共役ジエン化合物を50質量%を超えて含有し、その1,2−及び3,4−結合含量が30%以上90%以下である重合体ブロック
(C):1,3−ブタジエンを80質量%を超えて含有し、その1,2−及び3,4−結合含量が30%未満である重合体ブロック
【0059】
また、成分(A)、成分(B)及び成分(C)は、組み合わせて用いてもよい。(A)、(B)、(C)の重合体ブロックが2種以上の化合物からなる共重合体ブロックであるときは、得られる組成物の目的に応じて、芳香族ビニル化合物又は共役ジエン化合物の含有量が共重合体ブロック中で連続的に変化する、いわゆるテーパー型、若しくはランダム型にすることができる。
【0060】
上記芳香族ビニル化合物としては、スチレン、tert−ブチルスチレン、α−メチルスチレン、p−メチルスチレン、p−エチルスチレン、ジビニルベンゼン、1,1−ジフェニルスチレン、1−ビニルナフタレン、2−ビニルナフタレン、2−ビニルアントラセン、9−ビニルアントラセン、p−ビニルベンジルプロピルエーテル、p−ビニルベンジルブチルエーテル、p−ビニルベンジルヘキシルエーテル、p−ビニルベンジルペンチルエーテル、m−N,N−ジエチルアミノエチルスチレン、p−N,N−ジエチルアミノエチルスチレン、p−N,N−ジメチルアミノエチルスチレン、o−ビニルベンジルジメチルアミン、p−ビニルベンジルジメチルアミン、p−ビニルベンジルジエチルアミン、p−ビニルベンジルジ(n−プロピル)アミン、p−ビニルベンジルジ(n−ブチル)アミン、ビニルピリジン、2−ビニルビフェニル、4−ビニルビフェニル等が挙げられる。この中で、スチレン及びtert−ブチルスチレンが重合反応性が高く、工業的に入手し易く、しかも、得られる水素添加ジエン系共重合体の成形加工性が良好であることから好ましい。
【0061】
上記共役ジエンとしては、1,3−ブタジエン、イソプレン、2,3−ジメチル−1,3−ブタジエン、1,3−ペンタジエン、2−メチル−1,3−オクタジエン、1,3−ヘキサジエン、1,3−シクロヘキサジエン、4,5−ジエチル−1,3−オクタジエン、3−ブチル−1,3−オクタジエン、ミルセン、クロロプレン等が挙げられる。この中で、1,3−ブタジエン及びイソプレンは重合反応性が高く、工業的に入手し易いので好ましい。
【0062】
水素添加ジエン系共重合体の分子量は、特に限定されないが、GPC法におけるポリスチレン換算による重量平均分子量で、好ましくは3万〜200万、より好ましくは4万〜100万、更に好ましくは5万〜50万である。
【0063】
水素添加ジエン系共重合体は、カルボキシル基、酸無水物基、エポキシ基、(メタ)アクリロイル基、アミノ基、アルコキシシリル基、ヒドロキシル基、イソシアネート基、オキサゾリン基等から選択される少なくとも1種の官能基を有する重合体(官能基含有水素添加ジエン系共重合体)であってもよい。尚、水素添加ジエン系共重合体が有する官能基の量は、平均個数で、好ましくは0.01〜100個、特に好ましくは0.1〜10個である。
【0064】
上記カップリング剤としては、含ハロゲン化合物、エポキシ化合物、カルボニル化合物、ポリビニル化合物等が挙げられる。具体例としては、メチルジクロロシラン、メチルトリクロロシラン、ブチルトリクロロシラン、テトラクロロシラン、ジブロモエタン、エポキシ化大豆油、ジビニルベンゼン、テトラクロロ錫、ブチルトリクロロ錫、テトラクロロゲルマニウム、ビス(トリクロロシリル)エタン、アジピン酸ジエチル、アジピン酸ジメチル、ジメチルテレフタル酸、ジエチルテレフタル酸、ポリイソシアネート等が挙げられる。
【0065】
上記熱可塑性重合体が熱可塑性エラストマーを含む場合には、−15℃で液体である成分(以下、「液状成分」という。)を併用することが好ましい。特に、異方性充填剤の使用量が多い場合、熱可塑性エラストマー及び液状成分を併用すると、得られる成形品の柔軟性の付与、保持又は向上が容易となる。
上記液状成分としては、液状軟化剤、液状可塑剤、液状重合体等が挙げられる。これらは、単独で用いてよいし、2種以上を組み合わせて用いてもよい。
【0066】
液状軟化剤としては、パラフィン系油、ナフテン系油、アロマティック系油等の鉱物油、エチレン・α−オレフィン系オリゴマー等の合成油、オレイン酸、リシノール酸等の脂肪酸、ひまし油、綿実油、アマニ油、菜種油、大豆油、パーム油、落花生油等の植物油等が挙げられる。
【0067】
液状可塑剤としては、フタル酸誘導体、イソフタル酸誘導体、テトラヒドロフタル酸誘導体、アジピン酸誘導体、セバシン酸誘導体、フマル酸誘導体、クエン酸誘導体、アゼライン酸誘導体、リン酸誘導体、マレイン酸誘導体等が挙げられる。
【0068】
液状重合体としては、液状ポリブタジエン、液状イソプレン、液状ポリブテン、液状スチレン・ブタジエンゴム、ポリイソブチレン、シリコーンオイルや、これらの変性体等が挙げられる。
【0069】
上記液状成分が液状軟化剤を含む場合には、得られる成形品において、柔軟性、及び、他の部材への密着性に優れたものとすることができる。
【0070】
上記液状成分の使用量は、上記熱可塑性エラストマー100質量部に対して、好ましくは5〜1,000質量部、より好ましくは20〜800質量部、更に好ましくは50〜500質量部である。
【0071】
本発明において、異方性充填剤以外に、立方体等の正多面体、球等の形状を有する等方性充填剤を用いてもよい。この等方性充填剤としては、強化剤、導電性付与剤、熱伝導性付与剤、絶縁性付与剤、帯電性付与剤、光反射性付与剤、抗菌性付与剤、難燃性付与剤、着色剤、加飾剤、補強剤、紫外線吸収剤、酸化防止剤、老化防止剤、耐候剤、可塑剤、滑剤、親水性付与剤等が挙げられる。
【実施例】
【0072】
以下に、実施例を挙げ、本発明を更に詳細に説明するが、本発明の主旨を超えない限り、本発明はかかる実施例に限定されるものではない。
【0073】
1.製造原料
熱可塑性重合体組成物の製造に用いた原料は、以下の通りである。
(1)重合体A−1
テクノポリマー社製ABS樹脂「テクノABS130」(商品名)を用いた。
(2)重合体A−2
三井化学社製ポリアミド樹脂(PA6T)「アーレンC3200」(商品名)を用いた。
(3)重合体A−3
三菱エンジニアリングプラスチック社製PBT樹脂「NOVADURAN5007」(商品名)を用いた。
(4)重合体A−4
JSR社製オレフィン結晶−エチレン・ブチレン−オレフィン結晶ブロック共重合体「DYNARON6200」(商品名)を用いた。
(5)充填剤B−1
電気化学工業社製窒化ホウ素「デンカボロンナイトライドJP75」(商品名)を用いた。鱗片状粉末であり、平均粒子径は25μmである。
(6)充填剤B−2
帝人社製炭素繊維「ラヒーマR−A301」(商品名)を用いた。平均繊維径は8μm、平均繊維長は200μmである。アスペクト比は25である。
(7)充填剤B−3
東洋アルミニウム社製アルミ顔料「スパークルG」(商品名)を用いた。板状の粉末であり、体積平均粒子径は60μmである。
(8)軟化剤
出光興産社製鉱物油系軟化剤「PW−380」(商品名)を用いた。40℃における動粘度は381.6mm2/秒である。
【0074】
2.混合物ペレットの作製及び成形品の製造(1)
実施例1〜12及び比較例1〜7は、熱伝導性組成物を用いて平板型成形品を製造した実験例である。重合体A−1、重合体A−2又は重合体A−3を用いた実施例1〜7及び比較例1〜3で作製した平板型成形品の大きさは、150mm×150mm×0.8mmであり、重合体A−4を用いた実施例8〜12及び比較例4〜7で作製した平板型成形品の大きさは、300mm×210mm×0.5mmである。
【0075】
初めに、評価項目である熱伝導率及び曲げモジュラスの測定方法を以下に示す。
(a)熱伝導率
熱伝導率は、平板型成形品の厚さ方向R1及び横方向(面方向)R2の両方について測定した。
実施例1〜7及び比較例1〜3で作製した平板型成形品の熱伝導率は、アルバック理工社製レーザーフラッシュ法熱定数測定装置「TR−7000R」(型式名)を用いて、25℃で測定した。測定用試験片は、平板型成形品を加工した円板であり、その大きさ及び形状は、外径10mm及び厚さ0.8mmの円形である。尚、横方向(面方向)の熱伝導率を測定するための試験片は、平板型成形品を13枚重ねた状態で、圧力1MPa及び温度180℃の条件で、3分間加圧して、積層状の一体化物を得た後、縦方向に切削加工して得た平板成形品を加工して得た円板(外径10mm及び厚さ0.8mm)である。
実施例8〜12及び比較例4〜7で作製した平板型成形品の厚さ方向の熱伝導率は、アイフェイズ社製熱拡散率・熱伝導率測定装置「アイフェイズ・モバイル1μ」(型式名)を用いて、25℃で測定した。測定用試験片は、平板型成形品を加工した板であり、その大きさ及び形状は、20mm×20mm×0.5mmの正方形である。また、横方向(面方向)の熱伝導率は、上記レーザーフラッシュ法熱定数測定装置「TR−7000R」(型式名)を用いて、25℃で測定した。試験片は、平板型成形品を22枚重ねた状態で、圧力1MPa及び温度100℃の条件で、3分間加圧して、積層状の一体化物を得た後、縦方向に切削加工して得た平板成形品を加工して得た円板(外径10mm及び厚さ0.8mm)である。
【0076】
(b)曲げモジュラス
曲げモジュラスは、ISO178に準じて測定した。測定用試験片は、平板型成形品を5枚重ねた状態で、圧力1MPa及び温度180℃の条件で、3分間加圧して、積層状の一体化物を得た後、図11又は図12に示す303及び305の部位において切削加工して得た長尺状の板(80mm×10mm×4mm)である。
異方性充填剤の配向方向に応じた測定を行うため、実施例3及び4では、図11に示すX方向及びY方向の試験片を用い、実施例5及び比較例1〜3では、図12に示すX方向及びY方向の試験片を用いた。
【0077】
実施例1
100質量部の重合体A−1と、65質量部の充填剤B−1とを、弱練りタイプのスクリューを備えるプラスチック工学研究所社製2軸押出機「BT−40−S2−30−L」(型式名)を用いて、溶融混練し、外径3mm(外径φ=3mm)のストランドとした。混練は、スクリュー回転数100rpm、シリンダーの設定温度240℃として行った。尚、充填剤B−1は、サイドフィーダーにより供給した。
その後、このストランドを、いすず加工機社製ペレタイザー「SCF−150」(型式名)を用いて、厚さ1mm(長さL=1mm)の混合物ペレットを得た。
【0078】
上記で得られた混合物ペレット11を、図2に示すように、金属製の型20(寸法150mm×150mm×0.8mm)の中に、ペレットどうしが接するように高密度で配置し、岩城工業社製37ton油圧成型機「AT−37」(型式名)を用いて、圧力10MPa、温度180℃、時間3分の条件にて、熱プレスした(以下、この方法を「製造方法X−1」という。)。これにより、充填剤が一面側から他面側に配向している平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0079】
実施例2
実施例1と同じ原料を用いて、長さLが3mmである混合物ペレットを得た。その後、得られた混合物ペレットを、図5に示すように、型の中にランダムに充填し、実施例1と同じ条件にて、熱プレスした(以下、この方法を「製造方法X−2」という。)。これにより、含有される充填剤の配向方向が不規則である平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0080】
実施例3
65質量部の充填剤B−1に代えて、64質量部の充填剤B−2を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0081】
実施例4
65質量部の充填剤B−1に代えて、64質量部の充填剤B−2を用いた以外は、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−2を適用して、平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0082】
実施例5
65質量部の充填剤B−1に代えて、64質量部の充填剤B−2を用いた以外は、実施例1と同様にして、長さLが6mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図4に示すように、型の中に配置し、実施例1と同じ条件にて、熱プレスした(以下、この方法を「製造方法X−3」という。)。これにより、含有される充填剤が、平板型成形品の厚さ方向に対して垂直方向に配向している平板型成形品を得た(図7参照)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0083】
実施例6
100質量部の重合体A−1に代えて、100質量部の重合体A−2を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、圧力10MPa、温度300℃、時間3分の条件にて、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0084】
実施例7
100質量部の重合体A−1に代えて、100質量部の重合体A−3を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、圧力10MPa、温度240℃、時間3分の条件にて、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表1に示す。
【0085】
比較例1
実施例3で得られた混合物ペレットを、シリンダーの設定温度を240℃とした東芝機械社製射出成形機「EC60」(型式名)を用いて射出成形を行った(以下、この方法を「製造方法Y−1」という。)。これにより、含有される充填剤が溶融樹脂の流動方向に配向している平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0086】
比較例2
実施例4で得られた混合物ペレットを用い、製造方法Y−1を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0087】
比較例3
実施例5で得られた混合物ペレットを用い、製造方法Y−1を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率及び曲げモジュラスを測定した。その結果を、表1に示す。
【0088】
【表1】
【0089】
実施例8
100質量部の重合体A−1及び65質量部の充填剤B−1に代えて、100質量部の重合体A−4及び75質量部の充填剤B−2を用い、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図2に示すように金属製の型(寸法300mm×210mm×0.5mm)の中に配置し、岩城工業社製37ton油圧成型機「AT−37」(型式名)を用いて、圧力10MPa、温度110℃、時間3分の条件にて、熱プレスした(以下、この方法を「製造方法X−4」という。)。これにより、充填剤が一面側から他面側に配向している平板型成形品(寸法300mm×210mm×0.5mm)を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0090】
実施例9
100質量部の重合体A−1及び65質量部の充填剤B−1に代えて、100質量部の重合体A−4及び75質量部の充填剤B−2を用い、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図5に示すように、型の中にランダムに充填し、実施例8と同様にして、熱プレスした(以下、この方法を「製造方法X−5」という。)。これにより、含有される充填剤の配向方向が不規則である平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0091】
実施例10
100質量部の重合体A−1及び65質量部の充填剤B−1に代えて、100質量部の重合体A−4及び75質量部の充填剤B−2を用い、実施例1と同様にして、長さLが6mmである混合物ペレットを作製した。その後、得られた混合物ペレットを、図4に示すように、型の中に配置し、実施例8と同じ条件にて、熱プレスした(以下、この方法を「製造方法X−6」という。)。これにより、含有される充填剤が、平板型成形品の厚さ方向に対して垂直方向に配向している平板型成形品を得た(図7参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0092】
実施例11
100質量部の重合体A−4及び軟化剤200質量部を、モリヤマ社製ニーダー「DS3−7.5MWA−H」(型式名)を用いて30秒間溶融混練した後、更に、750質量部の充填剤B−2を添加して5分間混練を行った。混練温度はいずれも150℃である。
その後、モリヤマ社製フィーダールーダー「2TR−75」(型式名)を用いて、外径3mmのストランドとした。このストランドの作製条件を、表3に示す。
【0093】
【表2】
【0094】
次に、得られたストランドを、石川時鐵工所社製ペレタイザーを用いて、厚さ1mm(長さL=1mm)の混合物ペレットを得た。
その後、得られた混合物ペレットを用い、製造方法X−4を適用して、平板型成形品を得た(図6参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0095】
実施例12
100質量部の重合体A−4、750質量部の充填剤B−2及び200質量部の軟化剤を用い、実施例11と同様にして、長さLが3mmである混合物ペレットを作製した。
その後、得られた混合物ペレットを用い、製造方法X−5を適用して、平板型成形品を得た(図9参照)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0096】
比較例4
実施例8で得られた混合物ペレットを、シリンダーの設定温度を180℃とした東芝機械社製射出成形機「EC60」(型式名)を用いて射出成形を行った(以下、この方法を「製造方法Y−2」という。)。これにより、含有される充填剤が溶融重合体の流動方向に配向している平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0097】
比較例5
実施例9で得られた混合物ペレットを用い、製造方法Y−2を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0098】
比較例6
実施例10で得られた混合物ペレットを用い、製造方法Y−2を適用して、平板型成形品を得た(図示せず)。この平板型成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0099】
比較例7
100質量部の重合体A−4及び軟化剤200質量部を、モリヤマ社製ニーダー「DS3−7.5MWA−H」(型式名)を用いて溶融混練した後、更に、750質量部の充填剤B−2を添加して混練を行った。混練は、ニーダー内の設定温度を150℃として行った。
その後、関西ロール社製テスト用6インチロール機を用いて、厚さ1.5mmのシート成形品を得た(以下、この方法を「製造方法Z−1」という。)。このシート成形品について、熱伝導率を測定した。その結果を、表3に示す。
【0100】
【表3】
【0101】
3.混合物ペレットの作製及び成形品の製造(2)
下記の実施例13〜15及び比較例8は、メタリック顔料を含有する組成物を用いた実験例である。
【0102】
実施例13
65質量部の充填剤B−1に代えて、0.5質量部の充填剤B−3を用いた以外は、実施例1と同様にして、長さLが1mmである混合物ペレットを作製した(図1(6)参照)。その後、得られた混合物ペレットを用い、製造方法X−1を適用して、図13に示す、開口部を有する平板型成形品を得た。図13において、射出ゲートを示した。この平板型成形品について、外観性(ウェルドの有無及び色調)を目視にて評価した。その結果を、表4に示す。
【0103】
実施例14
65質量部の充填剤B−1に代えて、0.5質量部の充填剤B−3を用いた以外は、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−2を適用して、平板型成形品を得た(図13参照)。この平板型成形品について、実施例13と同様にして、外観性(ウェルドの有無及び色調)を評価した。その結果を、表4に示す。
【0104】
実施例15
65質量部の充填剤B−1に代えて、0.5質量部の充填剤B−3を用いた以外は、実施例1と同様にして、長さLが3mmである混合物ペレットを作製した。その後、得られた混合物ペレットを用い、製造方法X−3を適用して、平板型成形品を得た(図13参照)。この平板型成形品について、実施例13と同様にして、外観性(ウェルドの有無及び色調)を評価した。その結果を、表4に示す。
【0105】
比較例8
実施例14で得られた混合物ペレットを用い、製造方法Y−1を適用して、図13に示す、平板型成形品を得た。この平板型成形品について、実施例13と同様にして、外観性(ウェルドの有無及び色調)を評価した。その結果を、表4に示す。
【0106】
【表4】
【0107】
尚、本発明に係る混合物ペレットは、第1工程により作製されるものであるが、他の作製方法として、以下の方法が考えられる。即ち、異方性充填剤として線状充填剤を、予め、熱可塑性重合体により収束しておき、これを複数用いて集合体とする。このとき、線状充填剤の一軸配向の方向を一定とする。その後、集合体を加熱して熱可塑性重合体を溶融させるとともに、集合体を一体化させ、棒状物を得る。次いで、棒状物を、適当な長さに切断することにより、混合物ペレットを作製することができる。
【産業上の利用可能性】
【0108】
本発明の異方性充填剤の配向方向制御方法によれば、熱可塑性重合体及び異方性充填剤を含む成形品において、異方性充填剤の配向方向を所望の方向に効率よく制御することができる。異方性充填剤の配向方向を、1方向だけでなく、2方向、3方向等、複数の異なる方向とすることができるので、異方性充填剤の含有割合が同じであっても、配向方向の数を変化させることにより、外観性を変化させることができる。また、異方性充填剤による作用の度合を変化させることもできる。このような性質に基づいて、繊維強化部材、放熱部材、フェーズチェンジ部材、光輝性模様部材、ガスバリア性部材、導電性部材、絶縁性部材、低線膨張性部材、又はこれらの製造方法等への利用に好適である。
【符号の説明】
【0109】
11:混合物ペレット
111:熱可塑性重合体からなる相
112:異方性充填剤
20:成形用型
30:成形品(平板型成形品)
301:平板型成形品の積層一体化物
303:X方向の熱伝導率測定用試験片
305:Y方向の熱伝導率測定用試験片
38:成形部
40:本体部
45:筐体
50:メタリック顔料を含む成形品
55:開口部
【特許請求の範囲】
【請求項1】
熱可塑性重合体及び異方性充填剤を含有する成形品における該異方性充填剤の配向方向を制御する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、該熱可塑性重合体からなる相に、該異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する第2工程と、
を備えることを特徴とする、異方性充填剤の配向方向制御方法。
【請求項2】
上記異方性充填剤が線状及び/又は板状を有する請求項1に記載の異方性充填剤の配向方向制御方法。
【請求項3】
上記第2工程において、上記混合物ペレットを、該混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を規則的にして、上記成形用型の中に配置する請求項1又は2に記載の異方性充填剤の配向方向制御方法。
【請求項4】
上記第2工程において、上記混合物ペレットを、該混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を不規則的にして、上記成形用型の中に配置する請求項1又は2に記載の異方性充填剤の配向方向制御方法。
【請求項5】
熱可塑性重合体及び異方性充填剤を含有し、該異方性充填剤の配向方向が制御された成形品を製造する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、該熱可塑性重合体からなる相に、該異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する工程と、
を備えることを特徴とする、成形品の製造方法。
【請求項6】
請求項5に記載の方法により得られたことを特徴とする成形品。
【請求項7】
上記異方性充填剤の含有量が、上記成形品100体積%に対して、0.05〜80体積%である請求項6に記載の成形品。
【請求項1】
熱可塑性重合体及び異方性充填剤を含有する成形品における該異方性充填剤の配向方向を制御する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、該熱可塑性重合体からなる相に、該異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する第2工程と、
を備えることを特徴とする、異方性充填剤の配向方向制御方法。
【請求項2】
上記異方性充填剤が線状及び/又は板状を有する請求項1に記載の異方性充填剤の配向方向制御方法。
【請求項3】
上記第2工程において、上記混合物ペレットを、該混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を規則的にして、上記成形用型の中に配置する請求項1又は2に記載の異方性充填剤の配向方向制御方法。
【請求項4】
上記第2工程において、上記混合物ペレットを、該混合物ペレットに含まれる上記異方性充填剤の一軸配向の方向を不規則的にして、上記成形用型の中に配置する請求項1又は2に記載の異方性充填剤の配向方向制御方法。
【請求項5】
熱可塑性重合体及び異方性充填剤を含有し、該異方性充填剤の配向方向が制御された成形品を製造する方法であって、
上記熱可塑性重合体及び上記異方性充填剤を含有する溶融混練物を用いて、該熱可塑性重合体からなる相に、該異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る工程と、
上記混合物ペレットを成形用型の中に配置し、上記熱可塑性重合体を溶融させて型成形する工程と、
を備えることを特徴とする、成形品の製造方法。
【請求項6】
請求項5に記載の方法により得られたことを特徴とする成形品。
【請求項7】
上記異方性充填剤の含有量が、上記成形品100体積%に対して、0.05〜80体積%である請求項6に記載の成形品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−40811(P2012−40811A)
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2010−185366(P2010−185366)
【出願日】平成22年8月20日(2010.8.20)
【出願人】(396021575)テクノポリマー株式会社 (278)
【出願人】(000004178)JSR株式会社 (3,320)
【Fターム(参考)】
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成22年8月20日(2010.8.20)
【出願人】(396021575)テクノポリマー株式会社 (278)
【出願人】(000004178)JSR株式会社 (3,320)
【Fターム(参考)】
[ Back to top ]