
異材接合方法

【課題】 アルミニウム又はアルミニム合金材と鋼材とを接合することができ、且つ優れた接合強度が得られる異材接合方法を提供する。
【解決手段】 アルミニウム系材1と、表面にアルミニウム系めっき層3が形成された鋼材1とを、アルミニウム系めっき層3がアルミニウム系材1側になるようにしてその端部で重ね合わせる。そして、その重ね部に、アルミニウム系材1側から、回転駆動された接合ツール11のピン部12を進入させて摩擦撹拌接合する。このとき、ピン部12はアルミニウム系材1及びアルミニウム系めっき層3にのみ進入させて、ピン部12の先端部が鋼材1に進入しないようにする。
【解決手段】 アルミニウム系材1と、表面にアルミニウム系めっき層3が形成された鋼材1とを、アルミニウム系めっき層3がアルミニウム系材1側になるようにしてその端部で重ね合わせる。そして、その重ね部に、アルミニウム系材1側から、回転駆動された接合ツール11のピン部12を進入させて摩擦撹拌接合する。このとき、ピン部12はアルミニウム系材1及びアルミニウム系めっき層3にのみ進入させて、ピン部12の先端部が鋼材1に進入しないようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、摩擦撹拌接合により材質が相互に異なる金属材同士を接合して複合構造部材を得る異材接合方法に関し、特に、アルミニウム又はアルミニウム合金材と鋼材とを接合する異材接合方法に関する。
【背景技術】
【0002】
アルミニウム又はアルミニウム合金材(以下、これらを総称してアルミニウム系材ともいう)は、軽量で耐食性が優れているため、種々の分野で使用されている。その際、強度が要求される用途においては、厚肉化することにより要求強度を満足させている。しかしながら、アルミニウム系材を厚肉化すると、その長所である軽量性が損なわれ、更に、コンパクトな設計に対応する構造部材としても適さない。そこで、近時、機械的強度が優れている鋼材により形成された構造部材の一部に、軽量で耐食性が優れているアルミニウム系材を使用したハイブリッド構造部材が提案されている。
【0003】
従来、材質が異なる金属材同士を組み合わせて1つの構造部材とする場合は、金属材同士を重ね合わせて、その重ね合わせ部をボルトナット、リベット及び嵌め合わせ等により、機械的に結合している。しかしながら、このような機械的結合方法は、優れた継手強度が得られにくく、生産性も低い。
【0004】
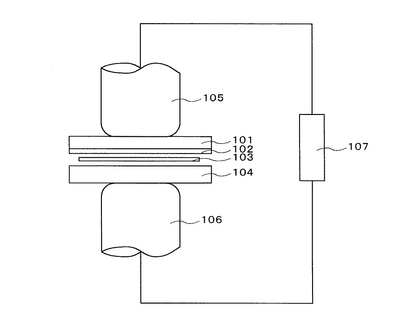
また、スポット溶接により鋼材とアルミニウム系材とを接合する方法もあるが、その場合、接合界面にFe−Al系の極めて脆弱な金属間化合物が多量に生成するため、十分な継手強度が得られない(例えば、特許文献1参照。)。そこで、特許文献1においては、抵抗溶接により鋼材とアルミニウム系材とを接合する方法が提案されている。図4は特許文献1に記載の抵抗溶接方法を模式的に示す図である。図4に示すように、特許文献1に記載の抵抗溶接方法は、鋼材101の接合面上に鋼よりも融点が低い金属材料からなるめっき層102を形成し、このめっき層102とアルミニム系材104との間に抵抗体103を介在させ、電源107により電極105及び電極106間に電圧を印加することによって、鋼材101及びアルミニウム系材104を接合している。
【0005】
一方、構造部材用のアルミニウム系材同士を接合する場合には、摩擦撹拌接合等が利用されている(例えば、特許文献2参照。)。摩擦撹拌接合は、継手強度が大きく、歪みが小さいため残留応力が少なく、溶接割れを生じやすい材料、鋳物及び複合材料等の接合が可能であるため、種々の材料の接合に使用されている。
【0006】
【特許文献1】特開平7−24581号公報
【特許文献2】特許第2792233号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、前述の従来の技術には以下に示す問題点がある。特許文献1に記載の抵抗溶接方法により構造材用のアルミニウム系材と鋼材とを接合する場合、鋼材101とアルミニウム系材104との間に抵抗体103を配置しなければならないため生産性が低くなる上に、この抵抗体103の材質が接合強度に影響を及ぼすという問題点がある。また、抵抗溶接により構造部材用の鋼材とアルミニウム系材とを接合するためには、大電力が必要となるという問題点もある。
【0008】
また、摩擦撹拌接合を鋼材とアルミニウム系材との接合に適用した場合、鋼材とアルミニウム系材との間で拡散が十分に進まないため、接合にしくいという問題点がある。また、接合できたとしても、前述のスポット溶接と同様に、接合界面にFe−Al系の極めて脆弱な金属間化合物が生成するため、十分な接合強度が得られないという問題点がある。
【0009】
本発明はかかる問題点に鑑みてなされたものであって、アルミニウム又はアルミニム合金材と鋼材とを接合することができ、且つ優れた接合強度が得られる異材接合方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の異材接合方法は、アルミニウム又はアルミニウム合金材と、少なくとも接合予定部の表面にアルミニウム又はアルミニウム合金からなる被覆層が形成された鋼材とを、前記被覆層が前記アルミニウム又はアルミニウム合金材側になるようにしてその端部で重ね合わせる工程と、その重ね部に回転駆動された接合ツールのピン部を前記アルミニウム又はアルミニウム合金材側から進入させることにより前記アルミニウム又はアルミニウム合金材と前記鋼材とを摩擦撹拌接合する工程と、を有することを特徴とする。
【0011】
本発明においては、鋼材の接合予定の表面にアルミニウム又はアルミニウム合金からなる被覆層を設け、この被覆層がアルミニウム又はアルミニウム合金材側になるようにして重ね合わせ、更に接合ツールのピン部をアルミニウム又はアルミニウム合金材側から進入させて摩擦撹拌接合しているため、ピン部により撹拌される部分が主にアルミニウム又はアルミニウム合金材及び被覆層となり、撹拌部を同種金属同士による良好な接合状態とすることができる。また、本発明においては、アルミニウム又はアルミニウム合金材と鋼材とを摩擦撹拌接合しているため、溶接等の従来の接合方法に比べて、接合部における熱影響部が小さくなり接合部の強度が向上すると共に、接合部表面の盛り上がりを少なくすることができる。その結果、接合部の強度が優れたアルミニウム又はアルミニム合金材と鋼材との複合構造部材が得られる。
【0012】
前記ピン部は、前記アルミニウム又はアルミニウム合金材及び前記被覆層にのみ進入させ、前記鋼材には進入させなくてもよい。これにより、接合部にFe−Al系の脆弱な金属間化合物が生成することを防止することができ、接合部の強度を向上させることができる。
【0013】
また、前記ピン部を、前記アルミニウム又はアルミニウム合金材及び/又は前記鋼材の端部に沿って移動させてもよい。このように、摩擦撹拌線接合することにより、継手の接合強度をより向上させることができる。
【0014】
更に、前記被覆層は、例えばめっきにより形成することができる。これにより、鋼材と被覆層との界面にAl−Si−Fe系の強固な3元系の金属間化合物が生成するため、良好な継手強度が得られる。
【発明の効果】
【0015】
本発明によれば、鋼材の接合予定部の表面にアルミニウム又はアルミニウム合金からなる被覆層を設け、この被覆層がアルミニウム又はアルミニウム合金材側になるようにして鋼材とアルミニウム又はアルミニウム合金材とを重ね合わせ、接合ツールのピン部をアルミニウム又はアルミニウム合金材側から進入させて摩擦撹拌接合しているため、接合部を主にアルミニウム又はアルミニウム合金により形成することができ、アルミニウム又はアルミニウム合金材と鋼材とからなり接合部の強度が良好な継手が得られる。
【発明を実施するための最良の形態】
【0016】
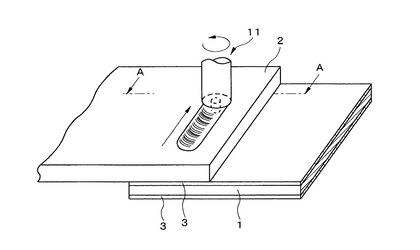
以下、本発明の実施の形態に係る異材接合方法について添付の図面を参照して具体的に説明する。図1は本発明の実施形態に係る異材接合方法を示す斜視図であり、図2は図1に示すA−A線による断面図である。図1及び2に示すように、本実施形態の異材接合方法においては、鋼材1とアルミニウム又はアルミニウム合金材(アルミニウム系材)2とを摩擦撹拌接合する。
【0017】
先ず、鋼材1とアルミニウム系材2とをその端部で重ね合わせる。このとき、鋼材1としては、表面にアルミニウム又はアルミニウム合金からなるアルミニウム系めっき層3が形成されているものを使用する。このアルミニウム系めっき層3の厚さは、片面で例えば5乃至80μmである。なお、図1及び図2においては、鋼材1の両面にアルミニウム系めっき層3が形成されているが、このアルミニウム系めっき層3は、接合に必要な箇所に設けられていれば部分的な被覆であってもよい。但し、少なくとも接合ツール11により撹拌される部分、即ち、接合部には必須であり、更に重ね部にも形成されていることが望ましい。また、鋼材1としては、軟鋼、高張力鋼及びステンレス鋼等種々の鋼材を適用することができる。更に、鋼材1及びアルミニウム系材2の形状は、重ね部が板状になっていればよく、種々の形状の形材及び鋳物等にも適用することができる。
【0018】
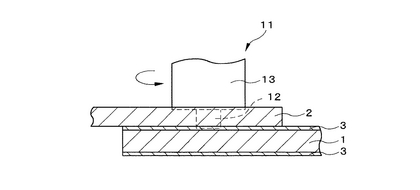
次に、回転駆動装置に支持された円柱状の本体部の先端に設けられたショルダー部13の端面に、ショルダー部13よりも小径のピン部12がショルダー部13と同軸的に設けられている接合ツール11を使用して、鋼材1とアルミニウム系材2との重ね部を接合する。具体的には、接合ツール10を回転させながらそのピン部12を、アルミニウム系材2の表面から重ね部におけるアルミニウム系材2及びアルミニウム系めっき層3に進入させる。そして、接合ツール11を回転させながら、ピン部12を鋼材1及び/又はアルミニウム系材2の端部に沿って移動させる。このとき、ピン部12の先端部の進入はアルミニウム系めっき層3までとし、鋼材1まで到達しないようにする。これにより、アルミニウム系材2及びアルミニウム系めっき層3中に進入しているピン部12の周囲は、摩擦熱により加熱されて塑性流動が生じ、ピン部12を鋼材1及び/又はアルミニウム系材2の端部に沿って移動させることにより、ピン部12の前方の材料が塑性流動しながらこれらの後方に移動して接合組織が形成され、鋼材1とアルミニウム系材2とが接合される。なお、ピン部12は、アルミニウム系めっき層3に進入していなくてもよく、アルミニウム系めっき層3の近傍まで進入していればアルミニウム系めっき層3に塑性流動が生じ、アルミニウム形材2とアルミニウム系めっき層3との間に接合組織が形成される。この場合、鋼材1は撹拌されない。
【0019】
本実施形態の異材接合方法においては、表面にアルミニウム系めっき層3が形成された鋼材1とアルミニウム系材2とを重ね合わせ、鋼材1にピン部12が進入しないようにして、重ね部におけるアルミニウム系材2及びアルミニウム系めっき層3のみを撹拌しているため、撹拌部を同種金属同士による良好な接合状態とすることができる。また、鋼板1とアルミニウム系めっき層3との界面には、アルミニウム系めっき層3を形成する際に、Al−Si−Fe系の強固な3元系金属間化合物が形成されるが、この3元系金属間化合物は摩擦撹拌接合によって消失することなく、接合後も鋼板1とアルミニウム系めっき層3との界面に残存する。その結果、本実施形態の異材接合方法により接合された継手は、スポット溶接による接合等の従来の異材接合方法により接合された継手よりも、接合強度を向上させることができる。
【0020】
なお、本実施形態の異材接合方法においては、アルミニウム系めっき層3に、必要に応じて、Ti、Sr、B、Zn、Cr及びMn等の元素を添加することができる。また、アルミニウム系めっき層3に添加された元素が、Al−Si−Fe系の3元系金属間化合物が形成されている層にも含まれる場合もある。
【0021】
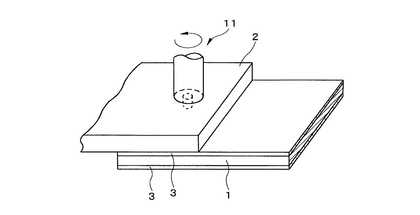
次に、本発明の実施形態の変形例について説明する。図3は本実施形態の変形例の異材接合方法を示す斜視図である。なお、図3においては、図1及び図2に示す異材接合方法における構成要素と同じものには同じ符号を付し、その詳細な説明は省略する。図1及び図2に示す異材接合方法においては、鋼材1とアルミニウム系材2とを重ね合わせ、摩擦撹拌接合によりその端部に沿って重ね部を線接合しているが、本発明はこれに限定されるものではなく、図3に示すように、摩擦撹拌接合法によって重ね部を局所的に点接合することもできる。その際、前述の実施形態の異材接合方法と同様に、ピン部12の先端が鋼材1に到達しないようにする。
【0022】
摩擦撹拌点接合は、形状が複雑な被接合材同士を接合することができるため、本変形例の異材接合方法を適用することにより、例えば、自動車用構造部材等のように、複雑な形状の構造部材を作製することができる。また、本変形例の異材接合方法は、前述の実施形態の異材接合方法と同様に、表面にアルミニウム系めっき層3が形成された鋼材1とアルミニウム系材2とを重ね合わせ、鋼材1にピン部12が進入しないようにして、重ね部におけるアルミニウム系材2及びアルミニウム系めっき層3を撹拌して接合しているため、接合部に脆弱なFe−Al系金属間化合物が形成されず、また、Al−Si−Fe系の強固な3元系金属間化合物が残存しているため、優れた継手強度が得られる。なお、本変形例における上記以外の構成及び効果は、前述の実施形態の異材接合方法と同様である。
【実施例】
【0023】
以下、本発明の効果について、本発明の範囲から外れる比較例と比較して説明する。先ず、本発明の実施例として、JIS規格5052に規定されているアルミニウム合金からなり厚さが1.0mmのアルミニウム合金板と、厚さが1.0mmの鋼板の表面に、厚さが0.2乃至5μmのAl−Si−Fe系の3元系金属間化合物層が形成され、更にその上に、厚さが10μmで、Si含有量が3乃至15質量%で、残部がAl及び不可避的不純物からなる組成のアルミニウム合金めっき層が形成されているアルミニウム合金めっき鋼板とを、ショルダー部の外径が11mm、ピン部の外径が3mmである接合ツールを使用して、図1及び図2に示す方法で摩擦撹拌線接合するか、又は、図3に示す方法で摩擦撹拌点接合して実施例1及び実施例2の継手を作製した。
【0024】
また、本発明の比較例として、厚さが1.0mmでJIS規格5052に規定されているアルミニウム合金からなるアルミニウム合金板と、厚さが1.0mmでJIS規格G3141に規定されている裸鋼板(冷延鋼板SPCC)とを、ショルダー部の外径が11mm、ピン部の外径が3mmである接合ツールを使用して、図1及び図2に示す方法で摩擦撹拌線接合するか、又は、図3に示す方法で摩擦撹拌点接合して比較例1及び比較例2の継手を作製した。
【0025】
そして、実施例1及び2並びに比較例1及び2の継手について、JIS規格Z2201−5号に規定されている試験片に加工した後、引張試験を行った。これにより得られた各継手の接合部における引張せん断強度を下記表1に示す。
【0026】
【表1】

【0027】
上記表1に示すように、アルミニウムめっき鋼板を使用した実施例1及び実施例2の継手は、裸鋼板を使用した比較例1及び比較例2の継手に比べて、接合部の引張せん断強度が2倍以上となり、良好な継手強度が得られた。
【産業上の利用可能性】
【0028】
本発明は、鋼材とアルミニウム又はアルミニウム合金材とを接合して、複合構造部材を作製する際に適用することができ、特に、車両用構造部材及び自動車用構造部材等の複雑な形状の構造部材を製造する際に好適である。
【図面の簡単な説明】
【0029】
【図1】本発明の実施形態の異材接合方法を示す斜視図である。
【図2】鋼材とアルミニウム系材との重ね部を示す断面図である。
【図3】本発明の変形例の異材接合方法を示す斜視図である。
【図4】特許文献1に記載の抵抗溶接方法を模式的に示す図である。
【符号の説明】
【0030】
1、101;鋼材
2、104;アルミニウム系材
3;アルミニウム系めっき層
11;接合ツール
12;ピン部
13;ショルダー部
102;めっき層
103;抵抗体
105、106;電極
107;電源
【技術分野】
【0001】
本発明は、摩擦撹拌接合により材質が相互に異なる金属材同士を接合して複合構造部材を得る異材接合方法に関し、特に、アルミニウム又はアルミニウム合金材と鋼材とを接合する異材接合方法に関する。
【背景技術】
【0002】
アルミニウム又はアルミニウム合金材(以下、これらを総称してアルミニウム系材ともいう)は、軽量で耐食性が優れているため、種々の分野で使用されている。その際、強度が要求される用途においては、厚肉化することにより要求強度を満足させている。しかしながら、アルミニウム系材を厚肉化すると、その長所である軽量性が損なわれ、更に、コンパクトな設計に対応する構造部材としても適さない。そこで、近時、機械的強度が優れている鋼材により形成された構造部材の一部に、軽量で耐食性が優れているアルミニウム系材を使用したハイブリッド構造部材が提案されている。
【0003】
従来、材質が異なる金属材同士を組み合わせて1つの構造部材とする場合は、金属材同士を重ね合わせて、その重ね合わせ部をボルトナット、リベット及び嵌め合わせ等により、機械的に結合している。しかしながら、このような機械的結合方法は、優れた継手強度が得られにくく、生産性も低い。
【0004】
また、スポット溶接により鋼材とアルミニウム系材とを接合する方法もあるが、その場合、接合界面にFe−Al系の極めて脆弱な金属間化合物が多量に生成するため、十分な継手強度が得られない(例えば、特許文献1参照。)。そこで、特許文献1においては、抵抗溶接により鋼材とアルミニウム系材とを接合する方法が提案されている。図4は特許文献1に記載の抵抗溶接方法を模式的に示す図である。図4に示すように、特許文献1に記載の抵抗溶接方法は、鋼材101の接合面上に鋼よりも融点が低い金属材料からなるめっき層102を形成し、このめっき層102とアルミニム系材104との間に抵抗体103を介在させ、電源107により電極105及び電極106間に電圧を印加することによって、鋼材101及びアルミニウム系材104を接合している。
【0005】
一方、構造部材用のアルミニウム系材同士を接合する場合には、摩擦撹拌接合等が利用されている(例えば、特許文献2参照。)。摩擦撹拌接合は、継手強度が大きく、歪みが小さいため残留応力が少なく、溶接割れを生じやすい材料、鋳物及び複合材料等の接合が可能であるため、種々の材料の接合に使用されている。
【0006】
【特許文献1】特開平7−24581号公報
【特許文献2】特許第2792233号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、前述の従来の技術には以下に示す問題点がある。特許文献1に記載の抵抗溶接方法により構造材用のアルミニウム系材と鋼材とを接合する場合、鋼材101とアルミニウム系材104との間に抵抗体103を配置しなければならないため生産性が低くなる上に、この抵抗体103の材質が接合強度に影響を及ぼすという問題点がある。また、抵抗溶接により構造部材用の鋼材とアルミニウム系材とを接合するためには、大電力が必要となるという問題点もある。
【0008】
また、摩擦撹拌接合を鋼材とアルミニウム系材との接合に適用した場合、鋼材とアルミニウム系材との間で拡散が十分に進まないため、接合にしくいという問題点がある。また、接合できたとしても、前述のスポット溶接と同様に、接合界面にFe−Al系の極めて脆弱な金属間化合物が生成するため、十分な接合強度が得られないという問題点がある。
【0009】
本発明はかかる問題点に鑑みてなされたものであって、アルミニウム又はアルミニム合金材と鋼材とを接合することができ、且つ優れた接合強度が得られる異材接合方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の異材接合方法は、アルミニウム又はアルミニウム合金材と、少なくとも接合予定部の表面にアルミニウム又はアルミニウム合金からなる被覆層が形成された鋼材とを、前記被覆層が前記アルミニウム又はアルミニウム合金材側になるようにしてその端部で重ね合わせる工程と、その重ね部に回転駆動された接合ツールのピン部を前記アルミニウム又はアルミニウム合金材側から進入させることにより前記アルミニウム又はアルミニウム合金材と前記鋼材とを摩擦撹拌接合する工程と、を有することを特徴とする。
【0011】
本発明においては、鋼材の接合予定の表面にアルミニウム又はアルミニウム合金からなる被覆層を設け、この被覆層がアルミニウム又はアルミニウム合金材側になるようにして重ね合わせ、更に接合ツールのピン部をアルミニウム又はアルミニウム合金材側から進入させて摩擦撹拌接合しているため、ピン部により撹拌される部分が主にアルミニウム又はアルミニウム合金材及び被覆層となり、撹拌部を同種金属同士による良好な接合状態とすることができる。また、本発明においては、アルミニウム又はアルミニウム合金材と鋼材とを摩擦撹拌接合しているため、溶接等の従来の接合方法に比べて、接合部における熱影響部が小さくなり接合部の強度が向上すると共に、接合部表面の盛り上がりを少なくすることができる。その結果、接合部の強度が優れたアルミニウム又はアルミニム合金材と鋼材との複合構造部材が得られる。
【0012】
前記ピン部は、前記アルミニウム又はアルミニウム合金材及び前記被覆層にのみ進入させ、前記鋼材には進入させなくてもよい。これにより、接合部にFe−Al系の脆弱な金属間化合物が生成することを防止することができ、接合部の強度を向上させることができる。
【0013】
また、前記ピン部を、前記アルミニウム又はアルミニウム合金材及び/又は前記鋼材の端部に沿って移動させてもよい。このように、摩擦撹拌線接合することにより、継手の接合強度をより向上させることができる。
【0014】
更に、前記被覆層は、例えばめっきにより形成することができる。これにより、鋼材と被覆層との界面にAl−Si−Fe系の強固な3元系の金属間化合物が生成するため、良好な継手強度が得られる。
【発明の効果】
【0015】
本発明によれば、鋼材の接合予定部の表面にアルミニウム又はアルミニウム合金からなる被覆層を設け、この被覆層がアルミニウム又はアルミニウム合金材側になるようにして鋼材とアルミニウム又はアルミニウム合金材とを重ね合わせ、接合ツールのピン部をアルミニウム又はアルミニウム合金材側から進入させて摩擦撹拌接合しているため、接合部を主にアルミニウム又はアルミニウム合金により形成することができ、アルミニウム又はアルミニウム合金材と鋼材とからなり接合部の強度が良好な継手が得られる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施の形態に係る異材接合方法について添付の図面を参照して具体的に説明する。図1は本発明の実施形態に係る異材接合方法を示す斜視図であり、図2は図1に示すA−A線による断面図である。図1及び2に示すように、本実施形態の異材接合方法においては、鋼材1とアルミニウム又はアルミニウム合金材(アルミニウム系材)2とを摩擦撹拌接合する。
【0017】
先ず、鋼材1とアルミニウム系材2とをその端部で重ね合わせる。このとき、鋼材1としては、表面にアルミニウム又はアルミニウム合金からなるアルミニウム系めっき層3が形成されているものを使用する。このアルミニウム系めっき層3の厚さは、片面で例えば5乃至80μmである。なお、図1及び図2においては、鋼材1の両面にアルミニウム系めっき層3が形成されているが、このアルミニウム系めっき層3は、接合に必要な箇所に設けられていれば部分的な被覆であってもよい。但し、少なくとも接合ツール11により撹拌される部分、即ち、接合部には必須であり、更に重ね部にも形成されていることが望ましい。また、鋼材1としては、軟鋼、高張力鋼及びステンレス鋼等種々の鋼材を適用することができる。更に、鋼材1及びアルミニウム系材2の形状は、重ね部が板状になっていればよく、種々の形状の形材及び鋳物等にも適用することができる。
【0018】
次に、回転駆動装置に支持された円柱状の本体部の先端に設けられたショルダー部13の端面に、ショルダー部13よりも小径のピン部12がショルダー部13と同軸的に設けられている接合ツール11を使用して、鋼材1とアルミニウム系材2との重ね部を接合する。具体的には、接合ツール10を回転させながらそのピン部12を、アルミニウム系材2の表面から重ね部におけるアルミニウム系材2及びアルミニウム系めっき層3に進入させる。そして、接合ツール11を回転させながら、ピン部12を鋼材1及び/又はアルミニウム系材2の端部に沿って移動させる。このとき、ピン部12の先端部の進入はアルミニウム系めっき層3までとし、鋼材1まで到達しないようにする。これにより、アルミニウム系材2及びアルミニウム系めっき層3中に進入しているピン部12の周囲は、摩擦熱により加熱されて塑性流動が生じ、ピン部12を鋼材1及び/又はアルミニウム系材2の端部に沿って移動させることにより、ピン部12の前方の材料が塑性流動しながらこれらの後方に移動して接合組織が形成され、鋼材1とアルミニウム系材2とが接合される。なお、ピン部12は、アルミニウム系めっき層3に進入していなくてもよく、アルミニウム系めっき層3の近傍まで進入していればアルミニウム系めっき層3に塑性流動が生じ、アルミニウム形材2とアルミニウム系めっき層3との間に接合組織が形成される。この場合、鋼材1は撹拌されない。
【0019】
本実施形態の異材接合方法においては、表面にアルミニウム系めっき層3が形成された鋼材1とアルミニウム系材2とを重ね合わせ、鋼材1にピン部12が進入しないようにして、重ね部におけるアルミニウム系材2及びアルミニウム系めっき層3のみを撹拌しているため、撹拌部を同種金属同士による良好な接合状態とすることができる。また、鋼板1とアルミニウム系めっき層3との界面には、アルミニウム系めっき層3を形成する際に、Al−Si−Fe系の強固な3元系金属間化合物が形成されるが、この3元系金属間化合物は摩擦撹拌接合によって消失することなく、接合後も鋼板1とアルミニウム系めっき層3との界面に残存する。その結果、本実施形態の異材接合方法により接合された継手は、スポット溶接による接合等の従来の異材接合方法により接合された継手よりも、接合強度を向上させることができる。
【0020】
なお、本実施形態の異材接合方法においては、アルミニウム系めっき層3に、必要に応じて、Ti、Sr、B、Zn、Cr及びMn等の元素を添加することができる。また、アルミニウム系めっき層3に添加された元素が、Al−Si−Fe系の3元系金属間化合物が形成されている層にも含まれる場合もある。
【0021】
次に、本発明の実施形態の変形例について説明する。図3は本実施形態の変形例の異材接合方法を示す斜視図である。なお、図3においては、図1及び図2に示す異材接合方法における構成要素と同じものには同じ符号を付し、その詳細な説明は省略する。図1及び図2に示す異材接合方法においては、鋼材1とアルミニウム系材2とを重ね合わせ、摩擦撹拌接合によりその端部に沿って重ね部を線接合しているが、本発明はこれに限定されるものではなく、図3に示すように、摩擦撹拌接合法によって重ね部を局所的に点接合することもできる。その際、前述の実施形態の異材接合方法と同様に、ピン部12の先端が鋼材1に到達しないようにする。
【0022】
摩擦撹拌点接合は、形状が複雑な被接合材同士を接合することができるため、本変形例の異材接合方法を適用することにより、例えば、自動車用構造部材等のように、複雑な形状の構造部材を作製することができる。また、本変形例の異材接合方法は、前述の実施形態の異材接合方法と同様に、表面にアルミニウム系めっき層3が形成された鋼材1とアルミニウム系材2とを重ね合わせ、鋼材1にピン部12が進入しないようにして、重ね部におけるアルミニウム系材2及びアルミニウム系めっき層3を撹拌して接合しているため、接合部に脆弱なFe−Al系金属間化合物が形成されず、また、Al−Si−Fe系の強固な3元系金属間化合物が残存しているため、優れた継手強度が得られる。なお、本変形例における上記以外の構成及び効果は、前述の実施形態の異材接合方法と同様である。
【実施例】
【0023】
以下、本発明の効果について、本発明の範囲から外れる比較例と比較して説明する。先ず、本発明の実施例として、JIS規格5052に規定されているアルミニウム合金からなり厚さが1.0mmのアルミニウム合金板と、厚さが1.0mmの鋼板の表面に、厚さが0.2乃至5μmのAl−Si−Fe系の3元系金属間化合物層が形成され、更にその上に、厚さが10μmで、Si含有量が3乃至15質量%で、残部がAl及び不可避的不純物からなる組成のアルミニウム合金めっき層が形成されているアルミニウム合金めっき鋼板とを、ショルダー部の外径が11mm、ピン部の外径が3mmである接合ツールを使用して、図1及び図2に示す方法で摩擦撹拌線接合するか、又は、図3に示す方法で摩擦撹拌点接合して実施例1及び実施例2の継手を作製した。
【0024】
また、本発明の比較例として、厚さが1.0mmでJIS規格5052に規定されているアルミニウム合金からなるアルミニウム合金板と、厚さが1.0mmでJIS規格G3141に規定されている裸鋼板(冷延鋼板SPCC)とを、ショルダー部の外径が11mm、ピン部の外径が3mmである接合ツールを使用して、図1及び図2に示す方法で摩擦撹拌線接合するか、又は、図3に示す方法で摩擦撹拌点接合して比較例1及び比較例2の継手を作製した。
【0025】
そして、実施例1及び2並びに比較例1及び2の継手について、JIS規格Z2201−5号に規定されている試験片に加工した後、引張試験を行った。これにより得られた各継手の接合部における引張せん断強度を下記表1に示す。
【0026】
【表1】
【0027】
上記表1に示すように、アルミニウムめっき鋼板を使用した実施例1及び実施例2の継手は、裸鋼板を使用した比較例1及び比較例2の継手に比べて、接合部の引張せん断強度が2倍以上となり、良好な継手強度が得られた。
【産業上の利用可能性】
【0028】
本発明は、鋼材とアルミニウム又はアルミニウム合金材とを接合して、複合構造部材を作製する際に適用することができ、特に、車両用構造部材及び自動車用構造部材等の複雑な形状の構造部材を製造する際に好適である。
【図面の簡単な説明】
【0029】
【図1】本発明の実施形態の異材接合方法を示す斜視図である。
【図2】鋼材とアルミニウム系材との重ね部を示す断面図である。
【図3】本発明の変形例の異材接合方法を示す斜視図である。
【図4】特許文献1に記載の抵抗溶接方法を模式的に示す図である。
【符号の説明】
【0030】
1、101;鋼材
2、104;アルミニウム系材
3;アルミニウム系めっき層
11;接合ツール
12;ピン部
13;ショルダー部
102;めっき層
103;抵抗体
105、106;電極
107;電源
【特許請求の範囲】
【請求項1】
アルミニウム又はアルミニウム合金材と、少なくとも接合予定部の表面にアルミニウム又はアルミニウム合金からなる被覆層が形成された鋼材とを、前記被覆層が前記アルミニウム又はアルミニウム合金材側になるようにしてその端部で重ね合わせる工程と、その重ね部に回転駆動された接合ツールのピン部を前記アルミニウム又はアルミニウム合金材側から進入させることにより前記アルミニウム又はアルミニウム合金材と前記鋼材とを摩擦撹拌接合する工程と、を有することを特徴とする異材接合方法。
【請求項2】
前記ピン部を前記アルミニウム又はアルミニウム合金材及び前記被覆層にのみ進入させ、前記鋼材には進入させないことを特徴とする請求項1に記載の異材接合方法。
【請求項3】
前記ピン部を前記アルミニウム又はアルミニウム合金材及び/又は前記鋼材の端部に沿って移動させることを特徴とする請求項1又は2に記載の異材接合方法。
【請求項4】
前記被覆層は、めっきにより形成されたものであることを特徴とする請求項1乃至3のいずれか1項に記載の異材接合方法。
【請求項1】
アルミニウム又はアルミニウム合金材と、少なくとも接合予定部の表面にアルミニウム又はアルミニウム合金からなる被覆層が形成された鋼材とを、前記被覆層が前記アルミニウム又はアルミニウム合金材側になるようにしてその端部で重ね合わせる工程と、その重ね部に回転駆動された接合ツールのピン部を前記アルミニウム又はアルミニウム合金材側から進入させることにより前記アルミニウム又はアルミニウム合金材と前記鋼材とを摩擦撹拌接合する工程と、を有することを特徴とする異材接合方法。
【請求項2】
前記ピン部を前記アルミニウム又はアルミニウム合金材及び前記被覆層にのみ進入させ、前記鋼材には進入させないことを特徴とする請求項1に記載の異材接合方法。
【請求項3】
前記ピン部を前記アルミニウム又はアルミニウム合金材及び/又は前記鋼材の端部に沿って移動させることを特徴とする請求項1又は2に記載の異材接合方法。
【請求項4】
前記被覆層は、めっきにより形成されたものであることを特徴とする請求項1乃至3のいずれか1項に記載の異材接合方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−224146(P2006−224146A)
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願番号】特願2005−41293(P2005−41293)
【出願日】平成17年2月17日(2005.2.17)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願日】平成17年2月17日(2005.2.17)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]