
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車の各種構造材等として使用されるアルミニウム系材料と鉄系材料との複合構造体を得るための異材接合方法に関する。
【背景技術】
【0002】
自動車の各種構造材は、その軽量化のために、一部アルミニウム系材料が使用されており、このため、鉄系材料とアルミニウム系材料との異材同士を接合する方法の開発が要望されている。従来の異材接合方法としては、アルミニウム系のろう材を使用するろう付が一般的である(特許文献1及び2、非特許文献1)。同種材料同士を接合する方法として一般的に使用されているティグ溶接又はレーザ溶接等の溶融溶接方法を、アルミニウム系被溶接材と鉄系被溶接材との異材接合に適用すると、アルミニウム系材料と鉄系材料との界面に、FeAl3又はFe2Al5等の脆いAl−Fe系金属間化合物が生成し、これがアルミニウム系被溶接材と鉄系被溶接材との間の接合強度を著しく低下させるからである。また、ミグ溶接としては、電極ワイヤに酸化膜の除去効果のあるフラックスコアードワイヤを用いて、純アルミと裸鋼板とを直流パルス電源を用いたミグ溶接例がある(非特許文献2)。このアルミにとっては特殊なワイヤを用いることで溶接は可能となるものの、上記の脆い金属間化合物の抑制のためには種々な施工配慮が必要となり施工条件範囲は狭いものとなっていた。
【0003】
また、ろう付ではなく、スポット溶接によりアルミニウム系材料と鉄系材料とを接合する方法もある。更に、異種金属のレーザロール方法も提案されている(特許文献3)。この方法は、第1金属板のみをレーザ照射によって加熱した後、その第1金属板の加熱部を圧接ローラによって第2金属板に押圧して密着させ、塑性変形を与えることによって両金属板を接合するものである。
【0004】
【特許文献1】特開平7−148571号公報
【特許文献2】特開平10−314933号公報
【特許文献3】特許第3535152号公報
【非特許文献1】溶接学会論文集第22巻第2号p315−322(2004)
【非特許文献1】“溶融プロセスアルミ/鋼異材接合技術に関する調査研究”p75−93、平成14年度成果報告書(平成15年3月)、大阪大学接合科学研究所異材接合研究会編
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の異材接合方法は、以下に示す欠点を有する。先ず、ろう付による異材接合方法は、アルミニウム系被溶接材と鉄系被溶接材との間に、ろう材を挿入する必要があるため、接合コストが高くなるという問題点がある。
【0006】
また、この溶接を従来の溶接法で行う場合は、脆い金属間化合物の生成が抑制できるような、つまり鋼を溶融させないように安定的に溶接するのは至難である。
【0007】
更に、スポット溶接の場合は、線接合ではなく、点接合であるため、接合点間の部分で、液体又は気体が通過するため、被接合材間を、気密的又は液密的に封止することができない。また、スポット溶接は、片面からの接合作業は不可能で、重ね部の両面に電極を配置する必要があるため、接合作業に制約がある。
【0008】
更にまた、ロール接合においては、異材同士をロールにより加圧する必要があり、大がかりな装置が必要であるという難点がある。
【0009】
また、直流パルスミグ溶接においては、電流を絞る必要があるためにアークが不安定になり、スパッタが発生しやすかったり、酸化膜を除去するクリーニング作用が余り期待できないという問題点がある。このため、これを補助するために、アルミニウムの溶接にとっては特殊なつまり高価なフラックスコアードワイヤを使用する必要があるといった難点がある。
【0010】
本発明はかかる問題点に鑑みてなされたものであって、アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックス等を使用せずに接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明に係る異材接合方法は、アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とをアーク溶接する異材接合方法において、前記鉄系被溶接材はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層を有するものを使用し、アルミニウム又はアルミニウム合金溶加材を使用して前記アルミニウム系被溶接材と前記鉄系被溶接材とをアーク溶接することを特徴とする。
【0012】
また、前記アーク溶接は、交流電流又は交流パルス電流を印加するミグ溶接であり、鉄系被溶接材の素地を溶融させない条件で溶接するように構成することもできる。
【0013】
溶接態様は、例えば、前記アルミニウム系被溶接材を前記鉄系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成するものとすることができる。
【0014】
又は、前記鉄系被溶接材は、その表裏面に加えて端面も前記亜鉛系被覆層が被覆されており、前記アルミニウム系被溶接材と前記鉄系被溶接材とを突き合わせてアーク溶接するか、若しくは、前記鉄系被溶接材を前記アルミニウム系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成するものとすることができる。
【発明の効果】
【0015】
本発明によれば、ろう及びフラックス等を使用せずにアルミニウム系被溶接材と鉄系被溶接材とを接合することができるので、容易且つ低コストで、また、大がかりな装置を使用せずに、異材同士を接合することができる。そして、本発明は、点接合ではなく、線接合であるので、異材同士を接合部が封密的になるように接合することができる。
【発明を実施するための最良の形態】
【0016】
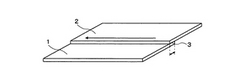
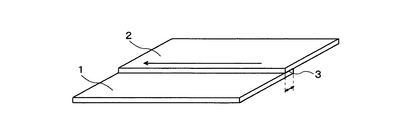
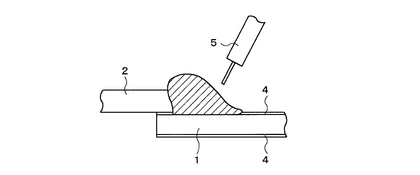
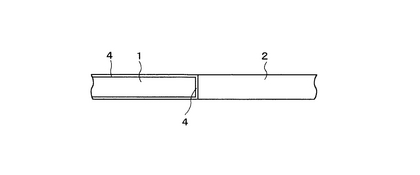
以下、本発明の実施の形態について添付の図面を参照して具体的に説明する。図1は、本発明の実施形態に係る異材接合方法を示す斜視図、図2は接合部の断面図である。鉄系被溶接材としての鋼板1と、アルミニウム系(アルミニウム又はアルミニウム合金)被溶接材としてのアルミニウム系板2とをその端部で重ね合わせ、重ね部3を、その端部に沿ってミグアークにより溶接する。
【0017】
鋼板1には、その表面に亜鉛系被覆層4が被覆されている。この被覆層4は、溶融めっき又は溶射等の手段により形成することができる。本被覆は、接合に必要な箇所に施されていれば、部分的な被覆であっても良く、少なくともアークが当たる面で、且つアークの当たる部位には必須であり、さらに重ね部にもあることが望ましい。この被覆層4は、純亜鉛又は、例えば、Fe,Al,Niなどが含まれた亜鉛合金である。鋼板1としては、軟鋼、高張力鋼、ステンレス鋼等種々の鋼材を適用することができ、また、鉄系被溶接材としては、その形状は板材に限らず、形鋼等にも適用できる。
【0018】
アルミニウム系板2としては、純アルミニウム及び種々のアルミニウム合金を適用することができる。また、アルミニウム系板2の形状としては、全体が板材である場合に限らず、重ね部3において、板状になっていればよく、種々の形状の形材及び鋳物等にも適用することができる。
【0019】
本実施形態においては、鋼板1の端部の上にアルミニウム系板2の端部を重ね、この重ね部3をトーチ5によりミグ(MIG:Metal Inert Gas)アーク溶接する。この場合に、鋼板1の表裏面には、前述の如く亜鉛系被覆層4が形成されているが、その端面には、亜鉛系被覆層4は形成されていない。これは、鋼板1は、通常、例えば、鋼板の表面に亜鉛系被覆層をめっきにより形成した後、必要な部分をシャーリング等により切断することにより製造するからである。
【0020】
このミグ溶接において、電源として、交流電流又は交流パルス電流を使用してアルミニウム系板2と鋼板1とを溶接する。
【0021】
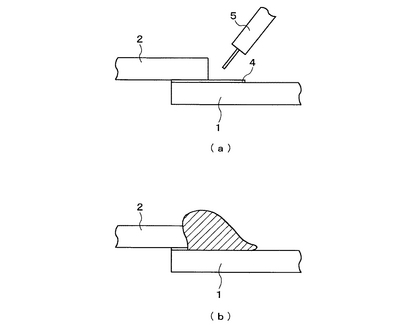
次に、本実施形態の異材接合方法の動作について説明する。先ず、アルミニウム系板2をトーチ側、つまり上方に配置して、その端部を鋼板1の端部上に重ね、重ね部3に重ね隅肉継手を構成する。そして、図2に示すように、この重ね部3にトーチ5から送給される溶接ワイヤと被溶接材との間に交流アークを発生させて、その電極ワイヤが陽極となるサイクルにおけるアークのクリーニング作用により酸化膜の除去を行ない、且つそのアーク熱により、亜鉛系被覆層とアルミニウム系板2の端部とを溶融させる。このように、鋼板1の表面を被覆する亜鉛系被覆層4がクリーニング作用により酸化膜が除去された後にアーク熱により溶融するので、鋼板1の表面に充分に濡れ広がることとなる。そして、アルミニウム系板2の端部が溶融して形成される溶融金属と、アルミニウム溶加材の溶融金属とが、鋼板1の表面に濡れ広がった被覆層4の溶融金属と良くなじむ結果、アルミニウム系板2と鋼板1とが良好に且つ広い面積で接合される。
【0022】
この場合に、アルミニウム系板2の端部が溶融して形成される溶融金属と、アルミニウム溶加材の溶融金属は、図2に示すように、鋼板1とは直接混合しない。このため、この接合部に、硬くて脆いFe2Al5及びFeAl3等の金属間化合物が生成することを防止できる。ここでもし鋼側の素地が溶融するようになってしまうと、アルミニウムとの金属間化合物が容易に生成されてしまい、継手強度が低くなってしまうため、鋼側の素地は溶融しない条件で行う必要がある。ここにこの交流ミグあるいは交流パルスミグ溶接法を積極的に活用適用する理由がある。つまり、直流タイプのミグ溶接に対して、1次側からの入熱が同じであったとしても、母材への入熱を抑え、電極ワイヤへの入熱を増加させることにより、母材鋼素地への溶け込みを抑制し、アルミニウムと鉄との脆い金属間化合物の生成を抑制する一方で、継手強度向上につながる充分な溶着金属量を確保できるという特長がある。また、電極ワイヤが陽極(母材が陰極)になるサイクルにての所謂アークのクリーニング作用を利用すれば、鋼板を被覆している亜鉛又は亜鉛合金被覆層の酸化膜が効率的に除去され、その後のアーク熱による溶融過程で濡れ性も格段に向上し、その後滴下してくる電極ワイヤの溶融金属がその上に濡れ広がることが可能となり、いわゆる脚長が大きくなり継手強度上、非常に有利になる。このようにして、鋼板1の表面の金属被覆層4のみを効果的に溶融させ、鋼板1とアルミニウム系板2とを接合することができる。上記の効果、つまり溶着量(のど厚、脚長)を確保しつつ、鋼材への溶け込み抑制のためには、極性比率(電極ワイヤの陰極時間比率(EN比率))を5%乃至80%にすることが好ましい。更に、パルス電流を使用すると、臨界電流低減効果により、より低い電流でも安定した溶滴移行を得ることができるようになるので、より低入熱で溶接でき、より鋼板への溶込みが抑制可能となると同時に、送給性が安定した太径の溶接ワイヤを使用することができることとなり、より好ましい。
【0023】
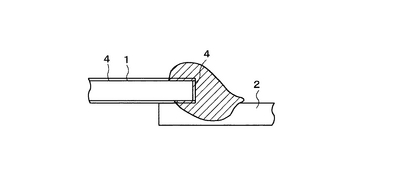
次に、本発明の他の実施形態について図3を参照して説明する。本実施形態は、アルミニウム系板2の端部上に、鋼板1の端部を重ね、重ね部をアーク溶接するものである。この場合に、鋼板1は、その表裏両面に加えて、端面にも亜鉛系被覆層4が被覆されているものを使用する。鋼板1が上方に重ねられていると、溶融金属は、鋼板1の端面にも接触するが、本実施形態においては、この鋼板1の端面にも亜鉛系被覆層4が形成されているため、図2の場合と同様に、溶融金属は、鋼板1の表面に直接接触しない。このため、金属間化合物の生成を防止することができ、図2の場合と同様に良好な継手強度の接合部が得られる。
【0024】
また、図4は本発明の更に他の実施形態を示す図である。本実施形態は、鋼板1とアルミニウム系板2とを突合せ溶接するものである。本実施形態においても、端面に亜鉛系被覆層4が被覆されている鋼板1を使用するので、接合部に金属間化合物が生成することを防止でき、良好な継手強度の接合部が得られる。
【実施例】
【0025】
以下、本発明の実施例について説明する。図1に示す重ね隅肉継手を構成した供試材は、アルミニウム系板2がJISA5182P−O材であり、その板厚は1mmである。鋼板1は合金化溶融亜鉛めっき鋼板(GA鋼板)や非合金の溶融亜鉛めっき鋼板(GI鋼板)などであり、板厚は1mmである。亜鉛めっき層のめっき量は、片面50g/m2であった。但し、実施例では溶射で被覆層を形成したものも示す。さらに、突合せ継手の例もラップ代0mmとして併せて示した。一方、比較例としては、めっきを施さない鋼板(板厚1mm)を使用した。なお、一部は図3に示すように鋼板1をアルミニウム系板2の上に配置した。
【0026】
図1に示すように、アルミニウム系板2と鋼板1の両端部を重ねあわせ、アルミニウム系板2側から、電流値50Aの条件でミグ溶接した。但し、一部はティグ溶接である。
【0027】
このようにしてアーク溶接した重ね隅肉継手について、JIS Z2201 5号試験片に加工した後、引張試験を行った。引張破断強度及び破断位置を下記表1に示す。但し、表1において、GA鋼板は合金化溶融亜鉛めっき鋼板であり、片面50g/m2のZnをめっきしたものである。Gl鋼板は溶融亜鉛めっき鋼板(非合金)であり、片面50g/m2のZnをめっきしたものである。Zn−55%Alめっき鋼板は溶融亜鉛−55%アルミニウムめっき鋼板であり、両面で100g/m2のZnをめっきしたものである。Zn−5%Alめっき鋼板は溶融亜鉛−5%アルミニウム合金めっき鋼板であり、片面50g/m2のZnをめっきしたものである。Zn−Niめっき鋼板は電気亜鉛合金めっき鋼板であり、片面40g/m2のZnをめっきしたものである。
【0028】
【表1】

【0029】
この表1に示すように、本発明の実施例の場合は、鋼部分への溶け込みがなく、また余盛不足が生じることなく、良好な継手強度が得られた。これに対し、亜鉛被覆層がまったくない裸鋼板を使用した比較例1では、鋼側の溶込みが見られ接合できなかった。また、比較例3,4に示すようにラップ代が短かい場合でも、熱容量が少なくなる結果、熱が滞留し鋼側の素地が溶融するようになり、接合できなかったり、継手強度が低いものであった。
【0030】
また、鋼が上側に配置されてその端面に亜鉛が被覆されていない比較例6、7、8、9はアークが直接当たり、容易に鋼が溶融してしまい、接合することが出来なかったが、鋼側の端部にも被覆がされた実施例8,9では、鋼側素地の溶融がなく、高い継手強度が得られた。
【0031】
実施例10は電流形式が通常の交流で線径1.2mmの太径ワイヤを使用したため、交流パルス電流を使用した実施例1等に比較すると、スパッタが多発した結果、実用には十分であるもののやや劣る継手強度となった。比較例10は電流形式が直流であったため、鋼側の素地が溶融するようになり、継手強度が低くなった。比較例11は、速度の遅い条件でティグ溶接を行ったため、鋼側の素地が溶融するようになり、継手強度が低くなった。
【0032】
また、突合せ継手であり、鋼側の端面に亜鉛が被覆された実施例7、15は、鋼材の溶融が無く、高い継手強度が得られたが、被覆が無い比較例5では、鋼側素地の溶融が見られ、ビード割れが観察され、接合できなかった。
【図面の簡単な説明】
【0033】
【図1】本発明の実施形態に係る異材接合方法を示す斜視図である。
【図2】同じくその接合部の断面図である。
【図3】本発明の他の実施形態に係る異材接合方法を示す断面図である。
【図4】本発明の更に他の実施形態に係る異材接合方法を示す断面図である。
【図5】本発明の更に他の実施形態に係る異材接合方法を示す断面図である。
【符号の説明】
【0034】
1:鋼板(鉄系被溶接材)
2:アルミニウム系板(アルミニウム系被溶接材)
3:重ね部
4:亜鉛系被覆層
5:トーチ
【技術分野】
【0001】
本発明は、自動車の各種構造材等として使用されるアルミニウム系材料と鉄系材料との複合構造体を得るための異材接合方法に関する。
【背景技術】
【0002】
自動車の各種構造材は、その軽量化のために、一部アルミニウム系材料が使用されており、このため、鉄系材料とアルミニウム系材料との異材同士を接合する方法の開発が要望されている。従来の異材接合方法としては、アルミニウム系のろう材を使用するろう付が一般的である(特許文献1及び2、非特許文献1)。同種材料同士を接合する方法として一般的に使用されているティグ溶接又はレーザ溶接等の溶融溶接方法を、アルミニウム系被溶接材と鉄系被溶接材との異材接合に適用すると、アルミニウム系材料と鉄系材料との界面に、FeAl3又はFe2Al5等の脆いAl−Fe系金属間化合物が生成し、これがアルミニウム系被溶接材と鉄系被溶接材との間の接合強度を著しく低下させるからである。また、ミグ溶接としては、電極ワイヤに酸化膜の除去効果のあるフラックスコアードワイヤを用いて、純アルミと裸鋼板とを直流パルス電源を用いたミグ溶接例がある(非特許文献2)。このアルミにとっては特殊なワイヤを用いることで溶接は可能となるものの、上記の脆い金属間化合物の抑制のためには種々な施工配慮が必要となり施工条件範囲は狭いものとなっていた。
【0003】
また、ろう付ではなく、スポット溶接によりアルミニウム系材料と鉄系材料とを接合する方法もある。更に、異種金属のレーザロール方法も提案されている(特許文献3)。この方法は、第1金属板のみをレーザ照射によって加熱した後、その第1金属板の加熱部を圧接ローラによって第2金属板に押圧して密着させ、塑性変形を与えることによって両金属板を接合するものである。
【0004】
【特許文献1】特開平7−148571号公報
【特許文献2】特開平10−314933号公報
【特許文献3】特許第3535152号公報
【非特許文献1】溶接学会論文集第22巻第2号p315−322(2004)
【非特許文献1】“溶融プロセスアルミ/鋼異材接合技術に関する調査研究”p75−93、平成14年度成果報告書(平成15年3月)、大阪大学接合科学研究所異材接合研究会編
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の異材接合方法は、以下に示す欠点を有する。先ず、ろう付による異材接合方法は、アルミニウム系被溶接材と鉄系被溶接材との間に、ろう材を挿入する必要があるため、接合コストが高くなるという問題点がある。
【0006】
また、この溶接を従来の溶接法で行う場合は、脆い金属間化合物の生成が抑制できるような、つまり鋼を溶融させないように安定的に溶接するのは至難である。
【0007】
更に、スポット溶接の場合は、線接合ではなく、点接合であるため、接合点間の部分で、液体又は気体が通過するため、被接合材間を、気密的又は液密的に封止することができない。また、スポット溶接は、片面からの接合作業は不可能で、重ね部の両面に電極を配置する必要があるため、接合作業に制約がある。
【0008】
更にまた、ロール接合においては、異材同士をロールにより加圧する必要があり、大がかりな装置が必要であるという難点がある。
【0009】
また、直流パルスミグ溶接においては、電流を絞る必要があるためにアークが不安定になり、スパッタが発生しやすかったり、酸化膜を除去するクリーニング作用が余り期待できないという問題点がある。このため、これを補助するために、アルミニウムの溶接にとっては特殊なつまり高価なフラックスコアードワイヤを使用する必要があるといった難点がある。
【0010】
本発明はかかる問題点に鑑みてなされたものであって、アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックス等を使用せずに接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明に係る異材接合方法は、アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とをアーク溶接する異材接合方法において、前記鉄系被溶接材はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層を有するものを使用し、アルミニウム又はアルミニウム合金溶加材を使用して前記アルミニウム系被溶接材と前記鉄系被溶接材とをアーク溶接することを特徴とする。
【0012】
また、前記アーク溶接は、交流電流又は交流パルス電流を印加するミグ溶接であり、鉄系被溶接材の素地を溶融させない条件で溶接するように構成することもできる。
【0013】
溶接態様は、例えば、前記アルミニウム系被溶接材を前記鉄系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成するものとすることができる。
【0014】
又は、前記鉄系被溶接材は、その表裏面に加えて端面も前記亜鉛系被覆層が被覆されており、前記アルミニウム系被溶接材と前記鉄系被溶接材とを突き合わせてアーク溶接するか、若しくは、前記鉄系被溶接材を前記アルミニウム系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成するものとすることができる。
【発明の効果】
【0015】
本発明によれば、ろう及びフラックス等を使用せずにアルミニウム系被溶接材と鉄系被溶接材とを接合することができるので、容易且つ低コストで、また、大がかりな装置を使用せずに、異材同士を接合することができる。そして、本発明は、点接合ではなく、線接合であるので、異材同士を接合部が封密的になるように接合することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施の形態について添付の図面を参照して具体的に説明する。図1は、本発明の実施形態に係る異材接合方法を示す斜視図、図2は接合部の断面図である。鉄系被溶接材としての鋼板1と、アルミニウム系(アルミニウム又はアルミニウム合金)被溶接材としてのアルミニウム系板2とをその端部で重ね合わせ、重ね部3を、その端部に沿ってミグアークにより溶接する。
【0017】
鋼板1には、その表面に亜鉛系被覆層4が被覆されている。この被覆層4は、溶融めっき又は溶射等の手段により形成することができる。本被覆は、接合に必要な箇所に施されていれば、部分的な被覆であっても良く、少なくともアークが当たる面で、且つアークの当たる部位には必須であり、さらに重ね部にもあることが望ましい。この被覆層4は、純亜鉛又は、例えば、Fe,Al,Niなどが含まれた亜鉛合金である。鋼板1としては、軟鋼、高張力鋼、ステンレス鋼等種々の鋼材を適用することができ、また、鉄系被溶接材としては、その形状は板材に限らず、形鋼等にも適用できる。
【0018】
アルミニウム系板2としては、純アルミニウム及び種々のアルミニウム合金を適用することができる。また、アルミニウム系板2の形状としては、全体が板材である場合に限らず、重ね部3において、板状になっていればよく、種々の形状の形材及び鋳物等にも適用することができる。
【0019】
本実施形態においては、鋼板1の端部の上にアルミニウム系板2の端部を重ね、この重ね部3をトーチ5によりミグ(MIG:Metal Inert Gas)アーク溶接する。この場合に、鋼板1の表裏面には、前述の如く亜鉛系被覆層4が形成されているが、その端面には、亜鉛系被覆層4は形成されていない。これは、鋼板1は、通常、例えば、鋼板の表面に亜鉛系被覆層をめっきにより形成した後、必要な部分をシャーリング等により切断することにより製造するからである。
【0020】
このミグ溶接において、電源として、交流電流又は交流パルス電流を使用してアルミニウム系板2と鋼板1とを溶接する。
【0021】
次に、本実施形態の異材接合方法の動作について説明する。先ず、アルミニウム系板2をトーチ側、つまり上方に配置して、その端部を鋼板1の端部上に重ね、重ね部3に重ね隅肉継手を構成する。そして、図2に示すように、この重ね部3にトーチ5から送給される溶接ワイヤと被溶接材との間に交流アークを発生させて、その電極ワイヤが陽極となるサイクルにおけるアークのクリーニング作用により酸化膜の除去を行ない、且つそのアーク熱により、亜鉛系被覆層とアルミニウム系板2の端部とを溶融させる。このように、鋼板1の表面を被覆する亜鉛系被覆層4がクリーニング作用により酸化膜が除去された後にアーク熱により溶融するので、鋼板1の表面に充分に濡れ広がることとなる。そして、アルミニウム系板2の端部が溶融して形成される溶融金属と、アルミニウム溶加材の溶融金属とが、鋼板1の表面に濡れ広がった被覆層4の溶融金属と良くなじむ結果、アルミニウム系板2と鋼板1とが良好に且つ広い面積で接合される。
【0022】
この場合に、アルミニウム系板2の端部が溶融して形成される溶融金属と、アルミニウム溶加材の溶融金属は、図2に示すように、鋼板1とは直接混合しない。このため、この接合部に、硬くて脆いFe2Al5及びFeAl3等の金属間化合物が生成することを防止できる。ここでもし鋼側の素地が溶融するようになってしまうと、アルミニウムとの金属間化合物が容易に生成されてしまい、継手強度が低くなってしまうため、鋼側の素地は溶融しない条件で行う必要がある。ここにこの交流ミグあるいは交流パルスミグ溶接法を積極的に活用適用する理由がある。つまり、直流タイプのミグ溶接に対して、1次側からの入熱が同じであったとしても、母材への入熱を抑え、電極ワイヤへの入熱を増加させることにより、母材鋼素地への溶け込みを抑制し、アルミニウムと鉄との脆い金属間化合物の生成を抑制する一方で、継手強度向上につながる充分な溶着金属量を確保できるという特長がある。また、電極ワイヤが陽極(母材が陰極)になるサイクルにての所謂アークのクリーニング作用を利用すれば、鋼板を被覆している亜鉛又は亜鉛合金被覆層の酸化膜が効率的に除去され、その後のアーク熱による溶融過程で濡れ性も格段に向上し、その後滴下してくる電極ワイヤの溶融金属がその上に濡れ広がることが可能となり、いわゆる脚長が大きくなり継手強度上、非常に有利になる。このようにして、鋼板1の表面の金属被覆層4のみを効果的に溶融させ、鋼板1とアルミニウム系板2とを接合することができる。上記の効果、つまり溶着量(のど厚、脚長)を確保しつつ、鋼材への溶け込み抑制のためには、極性比率(電極ワイヤの陰極時間比率(EN比率))を5%乃至80%にすることが好ましい。更に、パルス電流を使用すると、臨界電流低減効果により、より低い電流でも安定した溶滴移行を得ることができるようになるので、より低入熱で溶接でき、より鋼板への溶込みが抑制可能となると同時に、送給性が安定した太径の溶接ワイヤを使用することができることとなり、より好ましい。
【0023】
次に、本発明の他の実施形態について図3を参照して説明する。本実施形態は、アルミニウム系板2の端部上に、鋼板1の端部を重ね、重ね部をアーク溶接するものである。この場合に、鋼板1は、その表裏両面に加えて、端面にも亜鉛系被覆層4が被覆されているものを使用する。鋼板1が上方に重ねられていると、溶融金属は、鋼板1の端面にも接触するが、本実施形態においては、この鋼板1の端面にも亜鉛系被覆層4が形成されているため、図2の場合と同様に、溶融金属は、鋼板1の表面に直接接触しない。このため、金属間化合物の生成を防止することができ、図2の場合と同様に良好な継手強度の接合部が得られる。
【0024】
また、図4は本発明の更に他の実施形態を示す図である。本実施形態は、鋼板1とアルミニウム系板2とを突合せ溶接するものである。本実施形態においても、端面に亜鉛系被覆層4が被覆されている鋼板1を使用するので、接合部に金属間化合物が生成することを防止でき、良好な継手強度の接合部が得られる。
【実施例】
【0025】
以下、本発明の実施例について説明する。図1に示す重ね隅肉継手を構成した供試材は、アルミニウム系板2がJISA5182P−O材であり、その板厚は1mmである。鋼板1は合金化溶融亜鉛めっき鋼板(GA鋼板)や非合金の溶融亜鉛めっき鋼板(GI鋼板)などであり、板厚は1mmである。亜鉛めっき層のめっき量は、片面50g/m2であった。但し、実施例では溶射で被覆層を形成したものも示す。さらに、突合せ継手の例もラップ代0mmとして併せて示した。一方、比較例としては、めっきを施さない鋼板(板厚1mm)を使用した。なお、一部は図3に示すように鋼板1をアルミニウム系板2の上に配置した。
【0026】
図1に示すように、アルミニウム系板2と鋼板1の両端部を重ねあわせ、アルミニウム系板2側から、電流値50Aの条件でミグ溶接した。但し、一部はティグ溶接である。
【0027】
このようにしてアーク溶接した重ね隅肉継手について、JIS Z2201 5号試験片に加工した後、引張試験を行った。引張破断強度及び破断位置を下記表1に示す。但し、表1において、GA鋼板は合金化溶融亜鉛めっき鋼板であり、片面50g/m2のZnをめっきしたものである。Gl鋼板は溶融亜鉛めっき鋼板(非合金)であり、片面50g/m2のZnをめっきしたものである。Zn−55%Alめっき鋼板は溶融亜鉛−55%アルミニウムめっき鋼板であり、両面で100g/m2のZnをめっきしたものである。Zn−5%Alめっき鋼板は溶融亜鉛−5%アルミニウム合金めっき鋼板であり、片面50g/m2のZnをめっきしたものである。Zn−Niめっき鋼板は電気亜鉛合金めっき鋼板であり、片面40g/m2のZnをめっきしたものである。
【0028】
【表1】
【0029】
この表1に示すように、本発明の実施例の場合は、鋼部分への溶け込みがなく、また余盛不足が生じることなく、良好な継手強度が得られた。これに対し、亜鉛被覆層がまったくない裸鋼板を使用した比較例1では、鋼側の溶込みが見られ接合できなかった。また、比較例3,4に示すようにラップ代が短かい場合でも、熱容量が少なくなる結果、熱が滞留し鋼側の素地が溶融するようになり、接合できなかったり、継手強度が低いものであった。
【0030】
また、鋼が上側に配置されてその端面に亜鉛が被覆されていない比較例6、7、8、9はアークが直接当たり、容易に鋼が溶融してしまい、接合することが出来なかったが、鋼側の端部にも被覆がされた実施例8,9では、鋼側素地の溶融がなく、高い継手強度が得られた。
【0031】
実施例10は電流形式が通常の交流で線径1.2mmの太径ワイヤを使用したため、交流パルス電流を使用した実施例1等に比較すると、スパッタが多発した結果、実用には十分であるもののやや劣る継手強度となった。比較例10は電流形式が直流であったため、鋼側の素地が溶融するようになり、継手強度が低くなった。比較例11は、速度の遅い条件でティグ溶接を行ったため、鋼側の素地が溶融するようになり、継手強度が低くなった。
【0032】
また、突合せ継手であり、鋼側の端面に亜鉛が被覆された実施例7、15は、鋼材の溶融が無く、高い継手強度が得られたが、被覆が無い比較例5では、鋼側素地の溶融が見られ、ビード割れが観察され、接合できなかった。
【図面の簡単な説明】
【0033】
【図1】本発明の実施形態に係る異材接合方法を示す斜視図である。
【図2】同じくその接合部の断面図である。
【図3】本発明の他の実施形態に係る異材接合方法を示す断面図である。
【図4】本発明の更に他の実施形態に係る異材接合方法を示す断面図である。
【図5】本発明の更に他の実施形態に係る異材接合方法を示す断面図である。
【符号の説明】
【0034】
1:鋼板(鉄系被溶接材)
2:アルミニウム系板(アルミニウム系被溶接材)
3:重ね部
4:亜鉛系被覆層
5:トーチ
【特許請求の範囲】
【請求項1】
アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とをアーク溶接する異材接合方法において、前記鉄系被溶接材はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層を有するものを使用し、アルミニウム又はアルミニウム合金溶加材を使用して前記アルミニウム系被溶接材と前記鉄系被溶接材とをアーク溶接することを特徴とする異材接合方法。
【請求項2】
前記アーク溶接は、鉄系被溶接材の素地を溶融させない条件で溶接することを特徴とする請求項1に記載の異材接合方法。
【請求項3】
前記アーク溶接は、交流電流又は交流パルス電流を印加するミグ溶接であり、鉄系被溶接材の素地を溶融させない条件で溶接することを特徴とする請求項1に記載の異材接合方法。
【請求項4】
前記アルミニウム系被溶接材を前記鉄系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成することを特徴とする請求項1乃至3のいずれか1項に記載の異材接合方法。
【請求項5】
前記鉄系被溶接材は、その表裏面に加えて端面も前記亜鉛系被覆層が被覆されており、前記アルミニウム系被溶接材と前記鉄系被溶接材とを突き合わせてアーク溶接することにより突き合わせ継手を形成することを特徴とする請求項1乃至4のいずれか1項に記載の異材接合方法。
【請求項6】
前記鉄系被溶接材は、その表裏面に加えて端面も前記亜鉛系被覆層が被覆されており、前記鉄系被溶接材を前記アルミニウム系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成することを特徴とする請求項1乃至3のいずれか1項に記載の異材接合方法。
【請求項7】
前記鉄系被溶接材は,その表面、裏面、端面の溶接に必要な箇所に部分的に亜鉛又は亜鉛合金を被覆することを特徴とする請求項1乃至6に記載の異材接合方法。
【請求項1】
アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とをアーク溶接する異材接合方法において、前記鉄系被溶接材はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層を有するものを使用し、アルミニウム又はアルミニウム合金溶加材を使用して前記アルミニウム系被溶接材と前記鉄系被溶接材とをアーク溶接することを特徴とする異材接合方法。
【請求項2】
前記アーク溶接は、鉄系被溶接材の素地を溶融させない条件で溶接することを特徴とする請求項1に記載の異材接合方法。
【請求項3】
前記アーク溶接は、交流電流又は交流パルス電流を印加するミグ溶接であり、鉄系被溶接材の素地を溶融させない条件で溶接することを特徴とする請求項1に記載の異材接合方法。
【請求項4】
前記アルミニウム系被溶接材を前記鉄系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成することを特徴とする請求項1乃至3のいずれか1項に記載の異材接合方法。
【請求項5】
前記鉄系被溶接材は、その表裏面に加えて端面も前記亜鉛系被覆層が被覆されており、前記アルミニウム系被溶接材と前記鉄系被溶接材とを突き合わせてアーク溶接することにより突き合わせ継手を形成することを特徴とする請求項1乃至4のいずれか1項に記載の異材接合方法。
【請求項6】
前記鉄系被溶接材は、その表裏面に加えて端面も前記亜鉛系被覆層が被覆されており、前記鉄系被溶接材を前記アルミニウム系被溶接材の上方に重ねた重ね部をアーク溶接して重ね隅肉継手を形成することを特徴とする請求項1乃至3のいずれか1項に記載の異材接合方法。
【請求項7】
前記鉄系被溶接材は,その表面、裏面、端面の溶接に必要な箇所に部分的に亜鉛又は亜鉛合金を被覆することを特徴とする請求項1乃至6に記載の異材接合方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−88174(P2006−88174A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−274250(P2004−274250)
【出願日】平成16年9月21日(2004.9.21)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成14年度新エネルギー・産業技術総合開発機構「地球温暖化防止新技術プログラム/自動車軽量化のためのアルミニウム合金高度加工・形成技術の開発事業(2.アルミニウム/鋼ハイブリッド構造の開発)プロジェクト」委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月21日(2004.9.21)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成14年度新エネルギー・産業技術総合開発機構「地球温暖化防止新技術プログラム/自動車軽量化のためのアルミニウム合金高度加工・形成技術の開発事業(2.アルミニウム/鋼ハイブリッド構造の開発)プロジェクト」委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]