
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、低合金鋼製配管とステンレス鋼製配管とをニッケル基溶接材料を用いて接合する異材継手構造及びその製造方法に関する。
【背景技術】
【0002】
PWR(加圧水型原子炉)において、圧力容器には低合金鋼の内面にステンレスでクラッディングしたものが用いられ、圧力容器に接続される配管にはステンレス鋼が用いられているため、低合金鋼製配管とステンレス鋼製配管との異材継手構造が必要となる。
【0003】
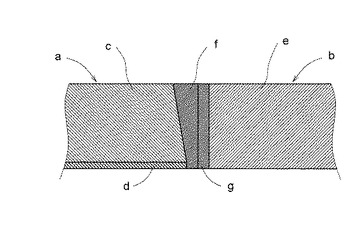
異材継手構造の一例を図3を用いて説明する。図3は異材継手構造の断面図であり、図中上側が配管の外面側、下側が配管の内面側である。
【0004】
図3に示すように、圧力容器にノズル(管台)aが一体的に形成され、そのノズルaの先端部にセーフエンドと称される配管bが接続される。ノズルaは低合金鋼製配管cの内面全周にステンレスでクラッディングしたものからなり、低合金鋼製配管cの内面にクラッド部(ステンレスクラッド)dが形成される。また、セーフエンドbは、ステンレス鋼製配管eからなる。
【0005】
また、低合金鋼製配管cとステンレス鋼製配管eとの接合の前に、低合金鋼製配管cの先端部にニッケル基合金の溶接材料を用いて肉盛溶接することで、低合金鋼製配管cの先端部に肉盛溶接部fが形成される。
【0006】
低合金鋼製配管cに対して溶接後熱処理(PWHT)が要求されるため、低合金鋼製配管cの先端部に肉盛溶接部fを形成した後、低合金鋼製配管cに対して溶接後熱処理を行う。
【0007】
そして、溶接後熱処理を行った後、肉盛溶接部fとステンレス鋼製配管eの端部とをニッケル基合金の溶接材料を用いて溶接接合して、肉盛溶接部fとステンレス鋼製配管eとの間に溶接接合部gを形成することで、低合金鋼製配管c(ノズルa)とステンレス鋼製配管e(セーフエンドb)とを接合している。
【0008】
例えば、低合金鋼製配管cはSFVQ1Aからなり、ステンレス鋼製配管eはSUS316LN(オーステナイト系ステンレス鋼)からなり、肉盛溶接部f及び溶接接合部gの材料はAlloy182或いはAlloy82からなる。
【0009】
なお、特許文献1には、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼或いは高ニッケル合金からなる配管と低合金鋼からなる配管とを接合する異材継手構造が記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭60−255268号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
近年では、PWRにおいては、低合金鋼製配管c及びステンレス鋼製配管eの材料については変更することなく、SCC(応力腐食割れ)対策のため、肉盛溶接部f及び溶接接合部gの材料を、Alloy182或いはAlloy82から、それらよりもSCCの感受性が低いAlloy152或いはAlloy52に変更して、異材継手構造を構成することがある。
【0012】
肉盛溶接部f及び溶接接合部gの材料(ニッケル基合金の溶接材料)がAlloy182或いはAlloy82である場合、Alloy182及びAlloy82はニッケル含有量(Ni含有量)が比較的高く(Alloy82において最低で67%)且つクロム含有量(Cr含有量)が比較的低いため、オーステナイト系ステンレス鋼等で懸念されるボンドマルテンサイト状組織による脆化割れは低合金鋼製配管cと肉盛溶接部fとの境界部外面に生じなかった。
【0013】
しかし、SCC対策のために用いているAlloy152或いはAlloy52では、クロム含有量を高めていることから、ニッケル含有量が低く(60%以下)なっている。
【0014】
このため、低合金鋼製配管cに対して溶接後熱処理を行うことから、低合金鋼製配管cと肉盛溶接部fとの境界部外面(肉盛溶接部fにおける低合金鋼とニッケル基合金との境界部)に、オーステナイト系ステンレス鋼等にみられるボンドマルテンサイト状組織が生じる可能性が高い。
【0015】
このボンドマルテンサイト状組織は低合金鋼製配管cを溶接後熱処理で高温に長時間保持することで生成されるため、溶接方法等の工夫や変更ではボンドマルテンサイト状組織の生成防止は難しい。また、ボンドマルテンサイト状組織が生成すると脆くなるため表面割れ発生の要因となり得るので、ボンドマルテンサイト状組織による表面割れ対策を確立しておく必要がある。
【0016】
そこで、本発明の目的は、低合金鋼製配管の外面側におけるボンドマルテンサイト状組織による表面割れの発生を防止することにある。
【課題を解決するための手段】
【0017】
上記目的を達成するために、本発明は、内面がステンレスでクラッディングされ且つ内部を液体が流れる低合金鋼製配管とステンレス鋼製配管とを接合する異材継手構造において、上記低合金鋼製配管の先端部に設けられ、ニッケル基合金からなる肉盛溶接部と、該肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部と、上記肉盛溶接部と上記ステンレス鋼製配管の端部との間に設けられ、ニッケル基合金からなる溶接接合部とを備え、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金は、上記境界溶接部をなすニッケル基合金よりもクロム含有量が高く且つニッケル含有量が低く構成されて、上記境界溶接部をなすニッケル基合金よりも応力腐食割れの感受性が低いものであり、上記境界溶接部をなすニッケル基合金は、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもニッケル含有量が高く且つクロム含有量が低く構成されて、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもボンドマルテンサイト状組織の生成の感受性が低いものである。
【0018】
ここで、異材継手構造を製造する方法において、上記低合金鋼製配管の先端部に、ニッケル基合金の溶接材料を用いて肉盛溶接して上記肉盛溶接部を形成し、その肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように、ニッケル基合金の溶接材料を用いて肉盛溶接して上記境界溶接部を形成し、その後、低合金鋼製配管に対して溶接後熱処理を行い、溶接後熱処理を行った後、上記肉盛溶接部と上記ステンレス鋼製配管の端部とをニッケル基合金の溶接材料を用いて溶接接合して、上記溶接接合部を形成するようにしても良い。
【発明の効果】
【0019】
本発明によれば、低合金鋼製配管の外面側におけるボンドマルテンサイト状組織による表面割れの発生を防止することができるという優れた効果を奏する。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の一実施形態に係る異材継手構造の断面図である。
【図2】図2(a)から図2(e)は、異材継手構造の製造方法を説明するための図である。
【図3】図3は、従来の異材継手構造の断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の好適な実施形態を添付図面に基づいて詳述する。
【0022】
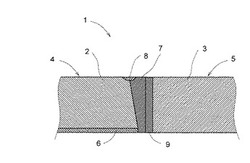
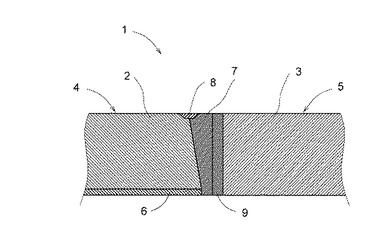
図1は異材継手構造1の断面図であり、図中上側が配管の外面側、下側が配管の内面側である。
【0023】
図1に示すように、異材継手構造1は、低合金鋼製配管2とステンレス鋼製配管3とを接合したものである。低合金鋼製配管2の内面全周を覆うようにステンレス系材料でクラッディングして、低合金鋼製配管2の内面にクラッド部(ステンレスクラッド)6が設けられる。これら低合金鋼製配管2及びステンレス鋼製配管3の内部には、液体が流れるようになっている。本実施形態の異材継手構造1は、例えば、PWR(加圧水型原子炉)の原子力圧力容器、加圧器及び蒸気発生器等の配管接続部に適用される。
【0024】
本実施形態では、低合金鋼製配管2及びクラッド部6が圧力容器に一体的に形成されるノズル4を構成し、ステンレス鋼製配管3がノズル4の先端部に取り付けられるセーフエンド5を構成するものとする。本実施形態では、低合金鋼製配管2はSFVQ1Aからなり、ステンレス鋼製配管3はSUS316LN(オーステナイト系ステンレス鋼)からなる。また、本実施形態では、クラッド部6の材料(ステンレス系材料)は、炭素含有量が低い309L系及び308L系のものである。JIS規格で言えば、初層がY309L、二層目以降がY308Lとなる。
【0025】
また、本実施形態の異材継手構造1は、低合金鋼製配管2の先端部に肉盛溶接により設けられ、ニッケル基合金からなる肉盛溶接部7と、その肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように肉盛溶接により設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に溶接により設けられ、ニッケル基合金からなる溶接接合部9とを備えている。
【0026】
本実施形態では、肉盛溶接部7及び溶接接合部9の材料(ニッケル基合金の溶接材料)は、境界溶接部8の材料よりもクロム含有量が高く且つニッケル含有量が低く構成されて、境界溶接部8の材料よりもSCCの感受性が低いニッケル基合金からなる。例えば、肉盛溶接部7及び溶接接合部9の材料は、Alloy152(152合金)或いはAlloy52(52合金)からなる。
【0027】
また、本実施形態では、境界溶接部8の材料(ニッケル基合金の溶接材料)は、肉盛溶接部7及び溶接接合部9の材料よりもニッケル含有量が高く且つクロム含有量が低く構成されて、肉盛溶接部7及び溶接接合部9の材料よりもボンドマルテンサイト状組織の生成の感受性が低いニッケル基合金からなる。例えば、境界溶接部8の材料は、Alloy182(182合金)或いはAlloy82(82合金)からなる。
【0028】
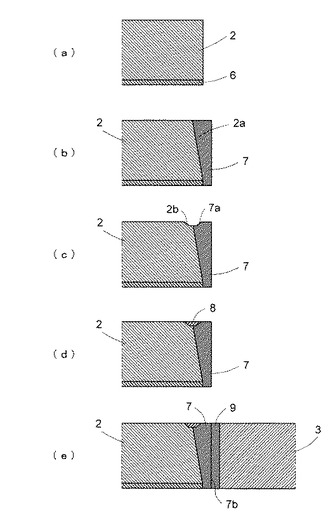
次に、本実施形態の異材継手構造の製造方法の一例を図2を用いて説明する。
【0029】
まず、図2(a)に示すように、低合金鋼製配管2の先端部の内面全周に、ステンレス系材料でクラッディングをし、低合金鋼製配管2の内面をクラッド部6で覆う。つまり、低合金鋼製配管2の内面にクラッド部6を形成する。
【0030】
次に、図2(b)に示すように、内面にクラッド部6が形成された低合金鋼製配管2の先端部を機械加工して、低合金鋼製配管2の先端部に開先2aを形成する。その後、低合金鋼製配管2の先端部に形成した開先2aに、ニッケル基合金の溶接材料(Alloy152或いはAlloy52)を用いて肉盛溶接をし、低合金鋼製配管2の先端部を肉盛溶接部7で覆う。つまり、低合金鋼製配管2の先端部に肉盛溶接部7を形成する。
【0031】
次に、図2(c)に示すように、低合金鋼製配管2の先端部外面及びその低合金鋼製配管2に隣接する肉盛溶接部7の外面を機械加工して、低合金鋼製配管2の先端部外面及び低合金鋼製配管2に隣接する肉盛溶接部7の外面にそれぞれ、開先2b、7aを形成する。
【0032】
次に、図2(d)に示すように、低合金鋼製配管2の先端部外面に形成した開先2bと肉盛溶接部7の外面に形成した開先7aとの間の空間に、ニッケル基合金の溶接材料(Alloy182或いはAlloy82)を用いて肉盛溶接をし、低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を境界溶接部8で覆う。つまり、低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を覆うように境界溶接部8を設ける。
【0033】
低合金鋼製配管2の先端部に肉盛溶接部7を形成し且つ低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を覆うように境界溶接部8を設けた後、低合金鋼製配管2に対して残留応力改善のための溶接後熱処理を行う。
【0034】
そして、図2(e)に示すように、肉盛溶接部7の先端部を機械加工して、肉盛溶接部7の先端部に開先7bを形成する。肉盛溶接部7の先端部(開先7b)とステンレス鋼製配管3の端部とを対向させ、肉盛溶接部7の先端部とステンレス鋼製配管3の端部とをニッケル基合金の溶接材料(Alloy152或いはAlloy52)を用いて溶接接合して、肉盛溶接部7とステンレス鋼製配管3の端部との間に溶接接合部9を形成する。つまり、肉盛溶接部7とステンレス鋼製配管3の端部との間に溶接接合部9を設ける。
【0035】
ここで、本実施形態では、低合金鋼製配管2の先端部とニッケル基合金からなる肉盛溶接部7との境界部外面にボンドマルテンサイト状組織の生成の感受性を有しない(ボンドマルテンサイト状組織の生成の感受性が肉盛溶接部7よりも低い)ニッケル基合金の溶接材料を用いて肉盛溶接することにより、低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を覆うように境界溶接部8を設けている。
【0036】
境界溶接部8はボンドマルテンサイト状組織の生成の感受性を有しないため、肉盛溶接部7及び境界溶接部8の形成後に、低合金鋼製配管2に対して溶接後熱処理を行っても、低合金鋼製配管2の先端部と境界溶接部8との境界部外面にボンドマルテンサイト状組織は生成されることはなく、低合金鋼製配管2の外面側にボンドマルテンサイト状組織が生成されることを防止することが可能となる。従って、ボンドマルテンサイト状組織による表面割れが低合金鋼製配管2の外面側には生じないので、異材継手構造1の長期健全性が向上する。
【0037】
なお、境界溶接部8の材料であるAlloy182及びAlloy82はPWR環境下でSCCの感受性がAlloy152及びAlloy52よりも高いが、低合金鋼製配管2の外面側に形成される境界溶接部8は接液しないため、境界溶接部8にSCCが生じるという問題は生じない。また、Alloy182及びAlloy82は強度がAlloy152及びAlloy52と同等であるので、強度上の問題も生じない。
【0038】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態には限定されず他の様々な実施形態を採ることが可能である。
【0039】
例えば、上記実施形態では、低合金鋼製配管2の内面にクラッド部6を形成するとしたが、これには限定はされない。
【符号の説明】
【0040】
1 異材継手構造
2 低合金鋼製配管
3 ステンレス鋼製配管
4 ノズル
5 セーフエンド
6 クラッド部(ステンレスクラッド)
7 肉盛溶接部
8 境界溶接部
9 溶接接合部
【技術分野】
【0001】
本発明は、低合金鋼製配管とステンレス鋼製配管とをニッケル基溶接材料を用いて接合する異材継手構造及びその製造方法に関する。
【背景技術】
【0002】
PWR(加圧水型原子炉)において、圧力容器には低合金鋼の内面にステンレスでクラッディングしたものが用いられ、圧力容器に接続される配管にはステンレス鋼が用いられているため、低合金鋼製配管とステンレス鋼製配管との異材継手構造が必要となる。
【0003】
異材継手構造の一例を図3を用いて説明する。図3は異材継手構造の断面図であり、図中上側が配管の外面側、下側が配管の内面側である。
【0004】
図3に示すように、圧力容器にノズル(管台)aが一体的に形成され、そのノズルaの先端部にセーフエンドと称される配管bが接続される。ノズルaは低合金鋼製配管cの内面全周にステンレスでクラッディングしたものからなり、低合金鋼製配管cの内面にクラッド部(ステンレスクラッド)dが形成される。また、セーフエンドbは、ステンレス鋼製配管eからなる。
【0005】
また、低合金鋼製配管cとステンレス鋼製配管eとの接合の前に、低合金鋼製配管cの先端部にニッケル基合金の溶接材料を用いて肉盛溶接することで、低合金鋼製配管cの先端部に肉盛溶接部fが形成される。
【0006】
低合金鋼製配管cに対して溶接後熱処理(PWHT)が要求されるため、低合金鋼製配管cの先端部に肉盛溶接部fを形成した後、低合金鋼製配管cに対して溶接後熱処理を行う。
【0007】
そして、溶接後熱処理を行った後、肉盛溶接部fとステンレス鋼製配管eの端部とをニッケル基合金の溶接材料を用いて溶接接合して、肉盛溶接部fとステンレス鋼製配管eとの間に溶接接合部gを形成することで、低合金鋼製配管c(ノズルa)とステンレス鋼製配管e(セーフエンドb)とを接合している。
【0008】
例えば、低合金鋼製配管cはSFVQ1Aからなり、ステンレス鋼製配管eはSUS316LN(オーステナイト系ステンレス鋼)からなり、肉盛溶接部f及び溶接接合部gの材料はAlloy182或いはAlloy82からなる。
【0009】
なお、特許文献1には、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼或いは高ニッケル合金からなる配管と低合金鋼からなる配管とを接合する異材継手構造が記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭60−255268号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
近年では、PWRにおいては、低合金鋼製配管c及びステンレス鋼製配管eの材料については変更することなく、SCC(応力腐食割れ)対策のため、肉盛溶接部f及び溶接接合部gの材料を、Alloy182或いはAlloy82から、それらよりもSCCの感受性が低いAlloy152或いはAlloy52に変更して、異材継手構造を構成することがある。
【0012】
肉盛溶接部f及び溶接接合部gの材料(ニッケル基合金の溶接材料)がAlloy182或いはAlloy82である場合、Alloy182及びAlloy82はニッケル含有量(Ni含有量)が比較的高く(Alloy82において最低で67%)且つクロム含有量(Cr含有量)が比較的低いため、オーステナイト系ステンレス鋼等で懸念されるボンドマルテンサイト状組織による脆化割れは低合金鋼製配管cと肉盛溶接部fとの境界部外面に生じなかった。
【0013】
しかし、SCC対策のために用いているAlloy152或いはAlloy52では、クロム含有量を高めていることから、ニッケル含有量が低く(60%以下)なっている。
【0014】
このため、低合金鋼製配管cに対して溶接後熱処理を行うことから、低合金鋼製配管cと肉盛溶接部fとの境界部外面(肉盛溶接部fにおける低合金鋼とニッケル基合金との境界部)に、オーステナイト系ステンレス鋼等にみられるボンドマルテンサイト状組織が生じる可能性が高い。
【0015】
このボンドマルテンサイト状組織は低合金鋼製配管cを溶接後熱処理で高温に長時間保持することで生成されるため、溶接方法等の工夫や変更ではボンドマルテンサイト状組織の生成防止は難しい。また、ボンドマルテンサイト状組織が生成すると脆くなるため表面割れ発生の要因となり得るので、ボンドマルテンサイト状組織による表面割れ対策を確立しておく必要がある。
【0016】
そこで、本発明の目的は、低合金鋼製配管の外面側におけるボンドマルテンサイト状組織による表面割れの発生を防止することにある。
【課題を解決するための手段】
【0017】
上記目的を達成するために、本発明は、内面がステンレスでクラッディングされ且つ内部を液体が流れる低合金鋼製配管とステンレス鋼製配管とを接合する異材継手構造において、上記低合金鋼製配管の先端部に設けられ、ニッケル基合金からなる肉盛溶接部と、該肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部と、上記肉盛溶接部と上記ステンレス鋼製配管の端部との間に設けられ、ニッケル基合金からなる溶接接合部とを備え、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金は、上記境界溶接部をなすニッケル基合金よりもクロム含有量が高く且つニッケル含有量が低く構成されて、上記境界溶接部をなすニッケル基合金よりも応力腐食割れの感受性が低いものであり、上記境界溶接部をなすニッケル基合金は、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもニッケル含有量が高く且つクロム含有量が低く構成されて、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもボンドマルテンサイト状組織の生成の感受性が低いものである。
【0018】
ここで、異材継手構造を製造する方法において、上記低合金鋼製配管の先端部に、ニッケル基合金の溶接材料を用いて肉盛溶接して上記肉盛溶接部を形成し、その肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように、ニッケル基合金の溶接材料を用いて肉盛溶接して上記境界溶接部を形成し、その後、低合金鋼製配管に対して溶接後熱処理を行い、溶接後熱処理を行った後、上記肉盛溶接部と上記ステンレス鋼製配管の端部とをニッケル基合金の溶接材料を用いて溶接接合して、上記溶接接合部を形成するようにしても良い。
【発明の効果】
【0019】
本発明によれば、低合金鋼製配管の外面側におけるボンドマルテンサイト状組織による表面割れの発生を防止することができるという優れた効果を奏する。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の一実施形態に係る異材継手構造の断面図である。
【図2】図2(a)から図2(e)は、異材継手構造の製造方法を説明するための図である。
【図3】図3は、従来の異材継手構造の断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の好適な実施形態を添付図面に基づいて詳述する。
【0022】
図1は異材継手構造1の断面図であり、図中上側が配管の外面側、下側が配管の内面側である。
【0023】
図1に示すように、異材継手構造1は、低合金鋼製配管2とステンレス鋼製配管3とを接合したものである。低合金鋼製配管2の内面全周を覆うようにステンレス系材料でクラッディングして、低合金鋼製配管2の内面にクラッド部(ステンレスクラッド)6が設けられる。これら低合金鋼製配管2及びステンレス鋼製配管3の内部には、液体が流れるようになっている。本実施形態の異材継手構造1は、例えば、PWR(加圧水型原子炉)の原子力圧力容器、加圧器及び蒸気発生器等の配管接続部に適用される。
【0024】
本実施形態では、低合金鋼製配管2及びクラッド部6が圧力容器に一体的に形成されるノズル4を構成し、ステンレス鋼製配管3がノズル4の先端部に取り付けられるセーフエンド5を構成するものとする。本実施形態では、低合金鋼製配管2はSFVQ1Aからなり、ステンレス鋼製配管3はSUS316LN(オーステナイト系ステンレス鋼)からなる。また、本実施形態では、クラッド部6の材料(ステンレス系材料)は、炭素含有量が低い309L系及び308L系のものである。JIS規格で言えば、初層がY309L、二層目以降がY308Lとなる。
【0025】
また、本実施形態の異材継手構造1は、低合金鋼製配管2の先端部に肉盛溶接により設けられ、ニッケル基合金からなる肉盛溶接部7と、その肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように肉盛溶接により設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に溶接により設けられ、ニッケル基合金からなる溶接接合部9とを備えている。
【0026】
本実施形態では、肉盛溶接部7及び溶接接合部9の材料(ニッケル基合金の溶接材料)は、境界溶接部8の材料よりもクロム含有量が高く且つニッケル含有量が低く構成されて、境界溶接部8の材料よりもSCCの感受性が低いニッケル基合金からなる。例えば、肉盛溶接部7及び溶接接合部9の材料は、Alloy152(152合金)或いはAlloy52(52合金)からなる。
【0027】
また、本実施形態では、境界溶接部8の材料(ニッケル基合金の溶接材料)は、肉盛溶接部7及び溶接接合部9の材料よりもニッケル含有量が高く且つクロム含有量が低く構成されて、肉盛溶接部7及び溶接接合部9の材料よりもボンドマルテンサイト状組織の生成の感受性が低いニッケル基合金からなる。例えば、境界溶接部8の材料は、Alloy182(182合金)或いはAlloy82(82合金)からなる。
【0028】
次に、本実施形態の異材継手構造の製造方法の一例を図2を用いて説明する。
【0029】
まず、図2(a)に示すように、低合金鋼製配管2の先端部の内面全周に、ステンレス系材料でクラッディングをし、低合金鋼製配管2の内面をクラッド部6で覆う。つまり、低合金鋼製配管2の内面にクラッド部6を形成する。
【0030】
次に、図2(b)に示すように、内面にクラッド部6が形成された低合金鋼製配管2の先端部を機械加工して、低合金鋼製配管2の先端部に開先2aを形成する。その後、低合金鋼製配管2の先端部に形成した開先2aに、ニッケル基合金の溶接材料(Alloy152或いはAlloy52)を用いて肉盛溶接をし、低合金鋼製配管2の先端部を肉盛溶接部7で覆う。つまり、低合金鋼製配管2の先端部に肉盛溶接部7を形成する。
【0031】
次に、図2(c)に示すように、低合金鋼製配管2の先端部外面及びその低合金鋼製配管2に隣接する肉盛溶接部7の外面を機械加工して、低合金鋼製配管2の先端部外面及び低合金鋼製配管2に隣接する肉盛溶接部7の外面にそれぞれ、開先2b、7aを形成する。
【0032】
次に、図2(d)に示すように、低合金鋼製配管2の先端部外面に形成した開先2bと肉盛溶接部7の外面に形成した開先7aとの間の空間に、ニッケル基合金の溶接材料(Alloy182或いはAlloy82)を用いて肉盛溶接をし、低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を境界溶接部8で覆う。つまり、低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を覆うように境界溶接部8を設ける。
【0033】
低合金鋼製配管2の先端部に肉盛溶接部7を形成し且つ低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を覆うように境界溶接部8を設けた後、低合金鋼製配管2に対して残留応力改善のための溶接後熱処理を行う。
【0034】
そして、図2(e)に示すように、肉盛溶接部7の先端部を機械加工して、肉盛溶接部7の先端部に開先7bを形成する。肉盛溶接部7の先端部(開先7b)とステンレス鋼製配管3の端部とを対向させ、肉盛溶接部7の先端部とステンレス鋼製配管3の端部とをニッケル基合金の溶接材料(Alloy152或いはAlloy52)を用いて溶接接合して、肉盛溶接部7とステンレス鋼製配管3の端部との間に溶接接合部9を形成する。つまり、肉盛溶接部7とステンレス鋼製配管3の端部との間に溶接接合部9を設ける。
【0035】
ここで、本実施形態では、低合金鋼製配管2の先端部とニッケル基合金からなる肉盛溶接部7との境界部外面にボンドマルテンサイト状組織の生成の感受性を有しない(ボンドマルテンサイト状組織の生成の感受性が肉盛溶接部7よりも低い)ニッケル基合金の溶接材料を用いて肉盛溶接することにより、低合金鋼製配管2の先端部と肉盛溶接部7との境界部外面を覆うように境界溶接部8を設けている。
【0036】
境界溶接部8はボンドマルテンサイト状組織の生成の感受性を有しないため、肉盛溶接部7及び境界溶接部8の形成後に、低合金鋼製配管2に対して溶接後熱処理を行っても、低合金鋼製配管2の先端部と境界溶接部8との境界部外面にボンドマルテンサイト状組織は生成されることはなく、低合金鋼製配管2の外面側にボンドマルテンサイト状組織が生成されることを防止することが可能となる。従って、ボンドマルテンサイト状組織による表面割れが低合金鋼製配管2の外面側には生じないので、異材継手構造1の長期健全性が向上する。
【0037】
なお、境界溶接部8の材料であるAlloy182及びAlloy82はPWR環境下でSCCの感受性がAlloy152及びAlloy52よりも高いが、低合金鋼製配管2の外面側に形成される境界溶接部8は接液しないため、境界溶接部8にSCCが生じるという問題は生じない。また、Alloy182及びAlloy82は強度がAlloy152及びAlloy52と同等であるので、強度上の問題も生じない。
【0038】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態には限定されず他の様々な実施形態を採ることが可能である。
【0039】
例えば、上記実施形態では、低合金鋼製配管2の内面にクラッド部6を形成するとしたが、これには限定はされない。
【符号の説明】
【0040】
1 異材継手構造
2 低合金鋼製配管
3 ステンレス鋼製配管
4 ノズル
5 セーフエンド
6 クラッド部(ステンレスクラッド)
7 肉盛溶接部
8 境界溶接部
9 溶接接合部
【特許請求の範囲】
【請求項1】
内面がステンレスでクラッディングされ且つ内部を液体が流れる低合金鋼製配管とステンレス鋼製配管とを接合する異材継手構造において、
上記低合金鋼製配管の先端部に設けられ、ニッケル基合金からなる肉盛溶接部と、該肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部と、上記肉盛溶接部と上記ステンレス鋼製配管の端部との間に設けられ、ニッケル基合金からなる溶接接合部とを備え、
上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金は、上記境界溶接部をなすニッケル基合金よりもクロム含有量が高く且つニッケル含有量が低く構成されて、上記境界溶接部をなすニッケル基合金よりも応力腐食割れの感受性が低いものであり、
上記境界溶接部をなすニッケル基合金は、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもニッケル含有量が高く且つクロム含有量が低く構成されて、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもボンドマルテンサイト状組織の生成の感受性が低いものであることを特徴とする異材継手構造。
【請求項2】
請求項1に記載の異材継手構造を製造する方法において、
上記低合金鋼製配管の先端部に、ニッケル基合金の溶接材料を用いて肉盛溶接して上記肉盛溶接部を形成し、
その肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように、ニッケル基合金の溶接材料を用いて肉盛溶接して上記境界溶接部を形成し、
その後、低合金鋼製配管に対して溶接後熱処理を行い、
溶接後熱処理を行った後、上記肉盛溶接部と上記ステンレス鋼製配管の端部とをニッケル基合金の溶接材料を用いて溶接接合して、上記溶接接合部を形成することを特徴とする異材継手構造の製造方法。
【請求項1】
内面がステンレスでクラッディングされ且つ内部を液体が流れる低合金鋼製配管とステンレス鋼製配管とを接合する異材継手構造において、
上記低合金鋼製配管の先端部に設けられ、ニッケル基合金からなる肉盛溶接部と、該肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部と、上記肉盛溶接部と上記ステンレス鋼製配管の端部との間に設けられ、ニッケル基合金からなる溶接接合部とを備え、
上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金は、上記境界溶接部をなすニッケル基合金よりもクロム含有量が高く且つニッケル含有量が低く構成されて、上記境界溶接部をなすニッケル基合金よりも応力腐食割れの感受性が低いものであり、
上記境界溶接部をなすニッケル基合金は、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもニッケル含有量が高く且つクロム含有量が低く構成されて、上記肉盛溶接部及び上記溶接接合部をなすニッケル基合金よりもボンドマルテンサイト状組織の生成の感受性が低いものであることを特徴とする異材継手構造。
【請求項2】
請求項1に記載の異材継手構造を製造する方法において、
上記低合金鋼製配管の先端部に、ニッケル基合金の溶接材料を用いて肉盛溶接して上記肉盛溶接部を形成し、
その肉盛溶接部と上記低合金鋼製配管の先端部との境界部外面を覆うように、ニッケル基合金の溶接材料を用いて肉盛溶接して上記境界溶接部を形成し、
その後、低合金鋼製配管に対して溶接後熱処理を行い、
溶接後熱処理を行った後、上記肉盛溶接部と上記ステンレス鋼製配管の端部とをニッケル基合金の溶接材料を用いて溶接接合して、上記溶接接合部を形成することを特徴とする異材継手構造の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−234419(P2010−234419A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−86110(P2009−86110)
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]