
異種金属接合方法
【課題】接合界面に金属間化合物層を有しながら、高い継手強度を備えた異種金属接合部材を効率的に製作することができる異種金属接合方法を提供すること。
【解決手段】接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して異種金属材料の接合するに際して、急熱過程とこれに続く急冷過程を有する接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、かつ生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行う。
【解決手段】接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して異種金属材料の接合するに際して、急熱過程とこれに続く急冷過程を有する接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、かつ生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、両材料を加熱して接合しようとする場合に、接合界面に両材料の金属間化合物が生成される異種金属材料同士、例えば鋼材とアルミニウム合金材、鋼材とチタン合金材、アルミニウム合金材とチタン合金材などを容易かつ安価、しかも高強度に接合するための接合技術に係わり、高い接合強度を備えた接合部材を得るための異種金属接合方法に関するものである。
【背景技術】
【0002】
上記したような異種金属の接合に関して、例えば非特許文献1には、鋼とアルミニウム材から成る異種金属接合において、接合界面に生成する金属間化合物反応層中に、Si、Oを適正な濃度で存在させることによって、反応層の過剰成長が抑制されて接合強度が増加することができることが示されており、内部酸化を1.5μmに調節した鋼板を用いることによって、板厚1.6mmのアルミニウム合金板(A6022)とを組合せた電気抵抗スポット溶接において、最大で1.4kNの十字引張り強度が得られることが開示されている。
【0003】
また、非特許文献2には、板圧1.2mmの980MPa級合金化溶融亜鉛メッキ鋼板材と板厚1.0mmのアルミニウム合金板(A6022)とを組合せてスポット溶接するに際して、2段階の通電を行って、メッキ層の軟化溶融を促すようにすることによって、反応界面層にくさび状の金属間化合物Al3Fe2を生成させ、これによって1.2kNもの高い十字引張り強度が得られることが記載されている。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】「溶接学会全国講演概要」、社団法人日本溶接学会、2005年9月、第77集、p.320−321
【非特許文献2】「溶接学会全国講演概要」、社団法人日本溶接学会、2006年4月、第78集、p.162−163
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記非特許文献1に記載の方法の場合、接合界面の化合物の構造を制御するためには合金の成分の調整が必要なため、接合条件範囲が狭く、条件的な制限が厳しいという課題があった。
また、非特許文献2に記載の方法では、2枚重ねのスポット接合において2段階の通電を行う必要があり、通電時間が長くなるという問題がある。
【0006】
このように、拡散を伴う従来の異種金属材料の接合においては、接合強度を高くするために化合物層を薄くするには、工業的に不向きな非能率的な接合条件を採用せざるを得ず、効率的な条件を採用すると、粒径の大きな金属間化合物を含む厚い化合物層となって強度が確保できないという相反する課題があった。
【0007】
本発明は、拡散現象を伴う従来の異種金属材料接合における上記課題に鑑みてなされたものであって、その目的とするところは、接合界面に金属間化合物層を有しながら、高い接合強度を備えた異種金属接合部材を効率的に製作することができる異種金属接合方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的の達成に向けて、鋭意検討を重ねた結果、異種金属材料間の接合界面に生成する金属間化合物層の厚さやその大きさをコントロールすることによって、上記課題が解決できることを見出し、本発明を完成するに到った。
【0009】
本発明は上記知見に基づくものであって、本発明の異種金属接合方法においては、急熱過程とこれに続く急冷過程を有する接合、例えば電気抵抗接合によって、異種金属材料の接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して接合した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、好ましくは低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度であって、しかも生成する金属間化合物のうちの融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度、好ましくは当該融点の1/2の温度と析出強化相の消失又は再結晶により低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度範囲で熱処理を行うことを特徴としている。
【発明の効果】
【0010】
本発明によれば、急熱過程とこれに続く急冷過程を有する接合、例えば電気抵抗接合によって接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、好ましくは低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度であって、しかも生成する金属間化合物のうちの融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度、好ましくは当該融点の1/2の温度と析出強化相の消失又は再結晶により低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度範囲で熱処理を行うようにしているので、異種金属接合部材の接合強度を大幅に向上させることができる。
【図面の簡単な説明】
【0011】
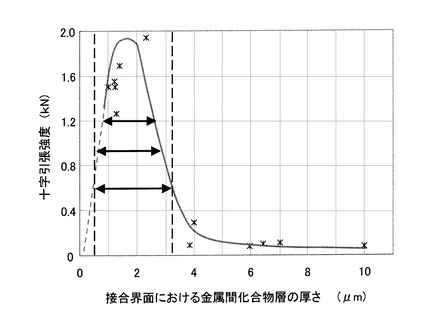
【図1】鋼とアルミニウム合金の接合界面に形成される金属化合物層の厚さと十字引張強度との関係を示すグラフである。
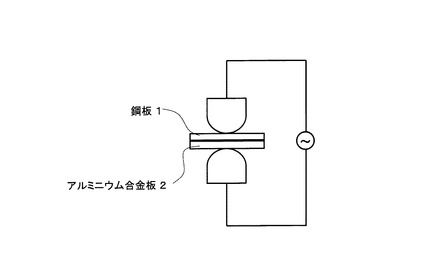
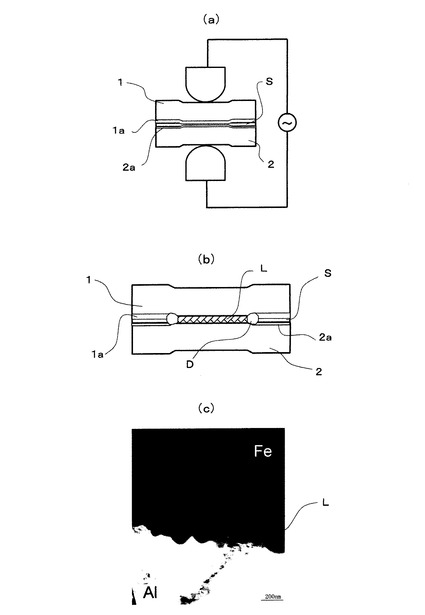
【図2】本発明の異種金属材料の接合に用いられるスポット溶接装置の全体図である。
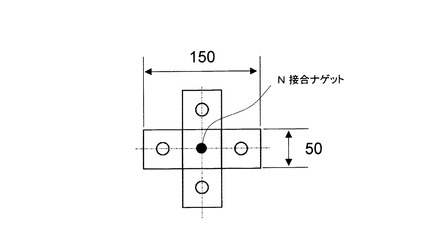
【図3】本発明において接合強度の評価に用いた十字引張試験片の形状を示す平面図である。
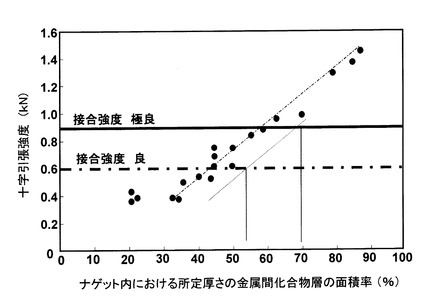
【図4】0.5〜3.2μmの厚さの金属間化合物層のナゲット内における面積比と接合強度の関係を示すグラフである。
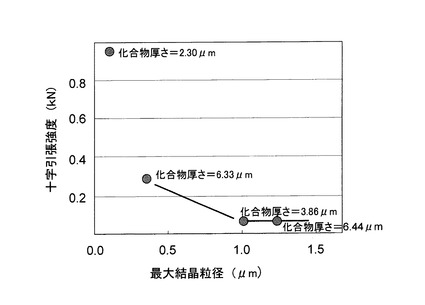
【図5】金属間化合物層の結晶粒径の最大値と接合強度の関係を示すグラフである。
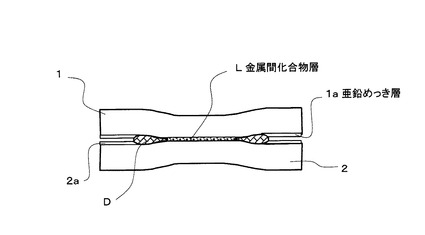
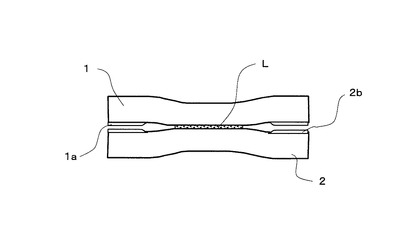
【図6】実施例1によって得られた亜鉛めっき鋼板とアルミニウム合金の接合構造を示す断面図である。
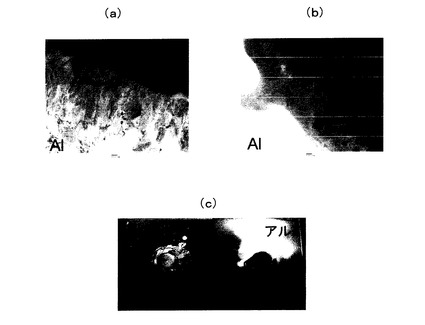
【図7】(a)実施例1によって得られた接合組織の熱処理前の状態を示す透過電子顕微鏡写真である。(b)実施例1によって得られた接合組織の熱処理後の状態を示す透過電子顕微鏡写真である。(c)実施例1の十字引張試験による試験片の破断状態を示す外観写真である。
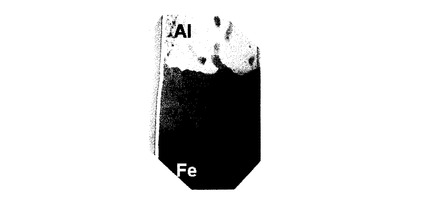
【図8】比較例1により得られた接合組織を示す透過電子顕微鏡写真である。
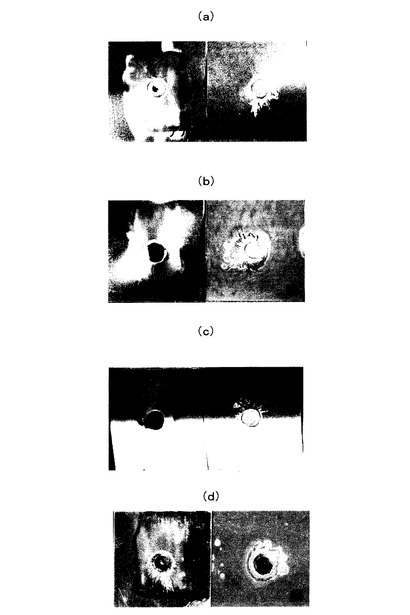
【図9】(a)比較例2の十字引張試験による試験片の破断状態を示す外観写真である。(b)実施例2の十字引張試験による試験片の破断状態を示す外観写真である。(c)実施例3の十字引張試験による試験片の破断状態を示す外観写真である。(d)比較例3の十字引張試験による試験片の破断状態を示す外観写真である。
【図10】(a)実施例4による異種金属材料の接合要領をスポット溶接装置と共に示す全体図である。(b)実施例4によって得られた亜鉛めっき鋼板とアルミニウム合金の接合構造を示す断面図である。(c)実施例4により得られた接合組織を示す透過電子顕微鏡写真である。
【図11】実施例5により得られた接合組織を示す透過電子顕微鏡写真である。
【発明を実施するための形態】
【0012】
以下に、本発明の異種金属接合接合方法と、これによって得られる異種金属接合部材について、さらに詳細かつ具体的に説明する。
【0013】
図1は、板厚0.55mmの鋼板と、板厚1.0mmの6000系アルミニウム合金板とを重ね合わせて、図2に示すような交流タイプのスポット溶接装置を用いて、種々の接合条件(電流:20000〜30000A、加圧力150〜600kgf、通電時間:250ミリ秒以下)の下に接合した後、種々変化させた条件で熱処理(処理温度:140〜500℃、処理時間:20分〜7時間)した場合に、接合界面に形成される金属化合物層の厚さと十字引張強度との関係を整理したものである。上記の条件のうち,図1の関係を得るために,溶接後の接合界面に形成される金属間化合物層の厚さがなるべく均一になるよう、90%以上が1μm以内の差に入る条件を選んでプロットを行った。
なお、十字引張試験は、図3に示すような寸法形状の試験片を用いて、JIS Z 3137に規定された方法に準じて行った。
【0014】
図1の結果から明らかなように、高強度の異種金属接合部材を得るためには、一定の面積率で拡散接合によって形成された金属化合物層の厚さを制御することが必要であって、引張り強度210MPaのアルミニウム合金板材の強度を目安にした接合強度、すなわち十字引張強度で0.6kN以上の強度を得るためには、金属間化合物の厚さの管理幅を0.5〜3.2μmの範囲とし、0.9kN以上の十字引張強度を得るためには、0.6〜2.8μmの範囲とし、さらに高強度の1.2kN以上を得るためには、上記金属間化合物層の厚さを0.8〜2.5μmの範囲とすることが必要であることが判る。
すなわち、金属間化合物層の厚さが3.2μmを超えると強度への寄与が低下し、0.5μm未満でも十分な強度が得られない.したがって,金属間化合物層の厚さは、少なくとも0.5μm以上3.2μm以下の範囲とすることが必要となる。
【0015】
スポット溶接装置によって形成された接合ナゲットにおいて、金属間化合物は必ずしもナゲット(接合面)の全域に形成されている訳ではなく、ナゲット内に化合物厚さの分布が認められた。
そこで、金属間化合物層の厚さが上記範囲となる面積率と接合強度の関係を調査した。
【0016】
すなわち、金属間化合物層が上記厚さに形成されて強固に接合している面積率は、接合部の中心断面を観察して、金属間化合物層が厚さの範囲となる長さを測定し、ナゲット中心からの距離から同心円状にドーナツ状の接合領域が形成されると仮定した面積の和がナゲット面積(接合面積)に対してどれだけの割合であったかを算出して求めた。その結果を図4に示す。
【0017】
図4によれば、金属間化合物層が0.8〜2.5μmの厚さに形成されている領域の接合面積に対する面積率が52%以上であれば、ばらつきの下限においても良好な接合強度を示し、当該面積率が70%以上になると接合強度はさらに向上し、0.9kN以上の十字引張強度が得られることが確認された。
【0018】
図5は、接合強度に及ぼす金属間化合物の結晶粒径(長径)の最大値の影響を示すものであって、金属間化合物層の厚さが少々厚くなったとしても、結晶粒が細かい場合には、接合強度が若干向上することが分かる。
【0019】
接合プロセスの後に続く熱処理によって、金属間化合物層の接合界面における結晶粒が細かくなる組織の変化は、急熱過程・急冷過程を伴う接合プロセスにより導入される格子欠陥と結晶の回復が影響しているものと考えられる。
結晶粒が成長あるいは消滅するためには、材料中を原子が移動する、つまり、拡散が生じる必要がある。急熱過程・急冷過程によって形成された組織は、系のエネルギが高い状態になっている。例えば、急冷過程によって、成分の傾斜や多くの空孔や転位が導入されて存在する状態である。
このようなエネルギの高い状態にある金属組織は、熱処理によって、よりエネルギの低い状態に変化する。その代表的な例が、成分傾斜の均一化、結晶粒の成長、消失あるいは、原子空孔が集合してできた転位ループやボイドの消滅、結晶粒界は低いエネルギの粒界に変化するなどの現象である。
【0020】
高温条件下では、格子中には原子空孔が多く含まれるが、このような高温の状態から急冷された場合、冷却された格子中には空孔が高濃度で残存し、このような過飽和の空孔も系のエネルギを高くしている。通常の組織を熱処理する場合では、熱力学的に許容される量しか空孔が存在しないために、熱処理によって生じる拡散もその空孔量と空孔の移動速度によって制限を受けるが、急冷によって過剰な空孔を含んだ組織を熱処理することによって、通常の熱処理では生じない拡散が生じうると考えられる。
つまり、結晶粒の成長、消滅を生じさせるには、十分な空孔量と原子移動量を確保するために、温度を上げ、時間をかけることが必要になるが、空孔の量は十分に結晶格子内に存在するため、比較的低い温度でも十分な拡散、反応は起こりうると考えられる。
【0021】
本発明における組織の変化として特徴的となっている結晶粒の微細化は、結晶核生成の数(頻度)が高く、粒成長速度があまり速くない熱処理条件で生じうる。急冷組織の低温での熱処理は、過剰な空孔が核生成の数(頻度)の増加させ、その後の粒成長で結晶粒の粗大化を招かない条件となると考えられる。
このような条件での熱処理を行うには、結晶粒の粗大化につながるような高い温度での熱処理を避けるべきであり、急熱過程・急冷過程によって導入された空孔を動かすに必要十分な温度を熱処理温度の下限値とすべきであると考えられる。つまり、金属組織の回復として、電気抵抗が回復する温度ではなく、原子空孔が集合してできたボイドの消滅あるいは転位ループの消滅が起こる温度で熱処理を行うべきである。
【0022】
結晶の回復については、丸善株式会社から出版された日本金属学会編「転位論」の第229〜235頁に詳細な記述が認められる。
金属組織の回復として原子空孔が集合してできたボイドの消失あるいは転位ループの消滅が起こる条件とは、金属組織の回復の第V段階以上の温度での熱処理を行うことであると言える。
【0023】
融点の異なる金属材料同士における、拡散接合界面中の金属間化合物の結晶粒の成長には、いずれかの母材金属の拡散が十分に生じることが必要となる。低融点側の母材の方が拡散を低温度で生じるため、界面の金属間化合物の粒成長も低融点側の母材の拡散に支配されると考えられる。
【0024】
例えば、鉄とアルミニウムの接合において、電気抵抗溶接に代表される急熱・急冷組織の熱処理による結晶粒の微細化は、鉄基合金に比べて融点が低い母材であるアルミニウム基合金の回復の第V段階に達したとき、つまり、127℃(400K)以上の温度で生じ始める。これは、母材であるアルミニウム基合金の急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度に一致し、急熱過程・急冷過程で生じた組織が安定的な組織に変化することによって生じると考えられる。
【0025】
上記に述べたように、低融点側金属母材格子中の空孔が移動することが本発明の熱処理条件になるが、より短い時間で効率よく目的の組織を得るためには、十分な拡散を生じる温度で熱処理することが好ましい。拡散が十分に生じるためには、絶対温度で表された融点の1/2以上の温度を目安とすることができる。
前述のように、低融点側の母材の方が拡散を低温度で生じるため、界面の金属間化合物の粒成長も低融点側の母材の拡散に支配されると考えられるため、低融点側母材の融点を絶対温度で表した値の1/2以上の温度以上とすることによって、十分な効果が期待できる。
【0026】
一方で、低融点側母材の融点を絶対温度で表した値の1/2以上の温度以上で、より高温で熱処理を行うと、例えば、析出強化型の合金ならば、析出相が消失する温度に達することも考えられる。また、加工硬化によって強度を得ているならば、再結晶によって母材の強度が低下することが考えられる。母材強化の主機能を担う析出相が消失してしまっては、接合部の強度が上昇したとしても接合強度そのものは向上させることができない。
したがって、本発明の接合後の熱処理は、母材の強度が構造体にとって必要な強度に維持されなければならない。すなわち、析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度以下で熱処理を行う必要がある。
【0027】
その他に、低融点母材金属の拡散は十分に生じさせる必要があるが、金属間化合物粒内での拡散が過度に生じると、金属間化合物の粒の粗大化することによって強度を得られない可能性がある。このような金属間化合物の粒の粗大化を回避するためには、接合部の金属間化合物粒内の拡散が十分に生じる、つまり、金属間化合物内を空孔が容易に移動できる温度の目安として、異種金属接合のために生成させる金属間化合物のうち、融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度で熱処理する必要がある。
【0028】
したがって、好ましい範囲は、低融点側母材格子中の空孔の移動が生じる温度で、金属間化合物粒が粗大化せず、母材の強度を十分に得られる温度範囲ということになり、この温度範囲でなるべく高い温度で熱処理することが工業的に最も効果的であることを見出した。すなわち、本発明の熱処理は、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2の温度及び析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度で行う必要がある。
【0029】
一方、Al−Fe系で形成される金属間化合物は、EDXによる分析ではAlとFeの原子比が3:1又は5:2に近い成分比が観測され、その成分比からAl3Fe、Al5Fe2と判断される。これらの金属間化合物の融点は、アルミニウムの融点660℃よりも高く、Al3Fe、Al5Fe2の融点はそれぞれ1160℃、1169℃と観測されており、金属間化合物構造の中で空孔が移動するための目安となる温度は絶対温度で表した融点の1/2、つまり、約440℃とすることができる。
本発明に際しての実験から、急熱過程・急冷過程によって形成した組織を金属間化合物を粗大化させることなく、安定的な組織に変化させるには低融点側基材の急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度、より好ましくは、低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度以上に上昇させることが望ましいことになるが、界面に生成する金属間化合物格子中の空孔が容易に移動できる温度を大きく超えて加熱されると、金属間化合物粒の粗大化が生じてしまうことが判った。
【0030】
拡散接合では、金属間化合物の厚さが薄すぎると接合強度を不足させてしまうが、生産性を上げようとしてプロセス温度を上昇させると、生成する金属間化合物粒が粗大化し易くなり、金属間化合物の脆い特性が現れる可能性がある。拡散接合では、一般に拡散速度が十分に大きい温度領域で行われるため、金属間化合物結晶粒が大きくなりやすい。結晶粒を微細に制御しようとすると、長時間のプロセス時間を必要として工業生産に適用するためには非現実的なプロセス時間を要することになる。これに対し、溶融接合では、融点に及ぶ高温に達するために金属間化合物が粗大に成長する場合がほとんどである。
【0031】
本発明においては、一旦電気抵抗発熱を接合界面に生じさせ、金属伝熱による急冷によって非平衡状態組成の組織を一定厚さで形成し、その後、低融点金属の急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度、より好ましくは低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度以上で、かつ界面に生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度以下で熱処理を行うことによって、異種金属材料間の接合時に金属間化合物層を一定の厚さで確保し、その上で非平衡組成の化合物組織を微細化することによって、結晶粒径が微細で、しかも一定の厚さを有する強固な金属間化合物層を形成することができる。
【0032】
本発明においては、異種金属材料として、上記したように鉄基合金とアルミニウム基合金の組合せを好適に用いることができる。
ここで言う鉄基合金とは、鉄を主成分とする材料を意味し、具体的には炭素鋼、合金鋼、軟鋼、高張力鋼などの圧延鋼板を好適に用いることができる。
【0033】
また、アルミニウム基合金とは、アルミニウムを主成分とする合金を意味し、例えば、1000系から7000系のアルミニウム合金を好適に使用することができる。
なお、本発明において「主成分」とは、その合金中に最も多く含まれる金属のことを意味する。
【0034】
本発明に用いられる異種金属材料の組合せとしては、上記した電気抵抗接合のように、急熱過程とこれに続く材料による抜熱による急冷過程が利用できるようなプロセスによって、拡散により界面に金属間化合物を形成するような金属を主成分として含む材料同士の組合わせでさえあれば、特に限定はなく、このような金属元素の組合せとして、例えばTi(チタン)とAl(アルミニウム)、TiとFe(鉄)の組合せを挙げることができる。
【0035】
本発明において、異種金属材料の組合せが鉄基合金とアルミニウム基合金の場合には、上記熱処理を低融点側金属材料の主成分金属が接合部における急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度、つまり、127℃以上、及び、金属間化合物の融点の絶対温度の1/2の温度以下から計算される130〜440℃の温度範囲で行うことができる。また、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行う観点から、190℃以上とすることが望ましい。また、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2の温度及び析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度範囲で熱処理を行う観点から、410℃以下とすることが望ましい。
【0036】
また、このとき、鉄基合金として、亜鉛めっき鋼板を用いることが好ましく、めっき層を形成する亜鉛とアルミニウムとの間で共晶溶融を生じさせ、加圧することによってアルミニウム基合金の表面に形成されている酸化皮膜を低融点の共晶溶融物と共に接合界面から容易に除去させることができ、亜鉛めっき層及び酸化皮膜が除去された両金属材料の新生面同士の拡散接合が可能になる。
【0037】
本発明の異種金属接合方法において、急熱過程とこれに続く急冷過程を有する接合として、代表的には、図2に示したようなスポット溶接装置を用いた電気抵抗接合を採用することができるが、このような抵抗発熱を利用するばかりでなく、これ以外の加熱手段として、例えばレーザビームを用いることも可能である。
また、ナゲット形成によるスポット接合のみならず、ローラ状の電極を使用することによって、シーム状の接合を行うことも可能である。
【0038】
また、本発明の異種金属接合方法において、得られた接合部材を塗装する場合には、上記接合に続く熱処理を、塗装工程における塗料の焼付け処理と併せて行うこともでき、これによって熱処理行程を省くことができ、消費エネルギの無駄をなくすことができるようになる。
【実施例】
【0039】
以下、本発明を実施例に基づいて具体的に説明する。なお、本発明は、これら実施例によって何ら限定されるものではない。
【0040】
(実施例1)
図2に示した交流タイプのスポット溶接装置を用いて、板厚0.55mmの亜鉛めっき鋼板1と、200MPaの引張強度を有する板厚1.0mmの6000系アルミニウム合金板2を重ね合わせ、加圧力300kN、電流24000A、通電時間0.2秒の条件のもとに、抵抗スポット接合を実施した。
接合に際しては、一旦、アルミニウムとめっき層の亜鉛を約400℃の温度で反応させて、共晶溶融を生じさせ、溶接装置の電極による加圧によって、図6に示すように、生成した共晶融体と共にアルミニウム合金板2の表面の酸化皮膜2aを排出物Dとして排出して、アルミニウム合金板2の新生面を生じさせると共に、拡散反応を生じさせ、アルミニウム合金を溶融させることなく、鋼板1とアルミニウム合金板2に拡散層を形成し、拡散層中でFeとAlを反応させて薄い金属間化合物層Lを形成させ、当該金属間化合物層Lを介して両異種金属材料1及び2を接合した。
【0041】
この結果、アルミニウム合金板2の表面にあったアルミニウムの酸化皮膜2aは、亜鉛とアルミニウムの反応相つまり、共晶合金と共にナゲット周辺に排出され、接合界面には0.8〜2.5μmの厚さを有する薄い金属間化合物層Lが接合面積(ナゲット面積)の48%の領域に形成されており、この金属間化合物層Lの金属間化合物結晶粒は、長楕円断面を呈し、長径は約0.3μmであった。当該接合部の透過電子顕微鏡写真を図7(a)に示す。
【0042】
次に、このように作成した接合部材に、440℃×1.5時間の熱処理を施すと、金属間化合物層全体の厚さは0.8〜2.5μmとなり、接合面積に対して89%の範囲に生成されていることが確認された。同時に金属間化合物粒は等軸状に変化し、結晶粒径は0.1μm以下に微細化できた。この透過電子顕微鏡写真を図7(b)に示す。
【0043】
そして、440℃×1.5時間の熱処理を施した接合部材の強度を図3に示した要領による十字引張試験によって測定した結果、1.60kNの接合強度が得られ、図7(c)に示すようにアルミニウム合金側で破断することが確認された。
なお、上記金属間化合物層Lについて、EDS及びX線回折によって調査した結果、当該化合物層がFeAl3及びFe5Al2に近いFe−Alの成分比による金属間化合物よって構成され、かつ化合物中にはメッキ層のZnは分析で検知されないほどほとんど含まれていない化合物であることが確認された。
【0044】
(比較例1)
上記実施例1と同様の条件によって得られた接合部材に500℃×0.5時間の熱処理を施した場合には、金属間化合物層は、3.2μmを超える厚さとなり、その面積率は98%であって、拡散接合層に金属間化合物層を有する界面を有していたが、金属間化合物の厚さが3.2μm以下となる接合層がほとんどなく、接合面積は2%となった。また、その結晶粒が等軸状部分と柱状の2層に変化し、結晶粒径は等軸粒部分で0.1〜0.2μm、柱状部分では接合界面に垂直方向に伸び、最大長径としては1.0μmに近い粒が観察された。この場合の透過電子顕微鏡写真を図8に示す。
また、十字引張試験では、接合界面で破断し、0.09kNの強度しか得られなかった。
【0045】
(比較例2)
上記実施例1と同様のスポット溶接装置を用いて、板厚0.55mmの亜鉛めっき鋼板1と、板厚1.0mmの6000系アルミニウム合金板2を重ね合わせ、加圧力300kN、電流は実施例1の場合よりも小さくして21000A、通電時間0.2秒の条件のもとに、抵抗スポット接合を行い、両異種金属材料を拡散接合した。
その結果、金属間化合物層Lが形成し,0.8〜2.5μmの範囲の領域は接合面積の46%に形成されていた。また、当該金属間化合物層Lを構成する金属間化合物の結晶粒の最大長径は、0.06μmであった。
【0046】
図9(a)は、上記により得られた接合部材に熱処理を施すことなく、そのまま十字引張試験を実施した場合の試験片の破断状態を示すものであって、ナゲットの一部が鋼板側に残存するものの、大部分は接合界面から剥離破断し、0.67kNの強度が得られた。
【0047】
(実施例2)
上記比較例2と同様の条件によって作製した接合部材に、440℃×1.5時間の熱処理を施した結果、金属間化合物層Lの0.8〜2.5μmの厚さの面積は、接合面積に対して90%の領域に拡大されていると共に、金属間化合物の結晶粒が等軸状に変化し、その粒径が0.1μmに微細化されていることが確認された。
図9(b)は、上記の熱処理を施した後に、十字引張試験を実施した場合の試験片の破断状態を示すものであって、プラグ破断を生じ、十字引張強度は1.69kNに達した。
【0048】
このように、プラグ破断モードに変化したとしても母材強度に比して高い破断強度が得られたが、これはアルミニウム合金の時効による母材の強度上昇も影響しているものと考えられる。熱処理前には剥離型の破壊であったのに対して、1.69kNの十字引張強度を発生させても、接合界面から破断することなく、母材起点で破断が生じていることから、接合界面の強度が上昇していることを表している。
【0049】
(実施例3)
上記比較例2と同様の条件によって作製した接合部材に、300℃×7時間の熱処理を施した。その結果、金属間化合物層Lの0.8〜2.5μmの範囲の領域が拡大し,接合面積の82%の領域になっていた。金属間化合物の結晶粒については、等軸状に変化し、その粒径が0.05〜0.1μmに微細化されていることが確認された。
そして、図9(c)は、上記の熱処理を施した後に、十字引張試験を実施した場合の試験片の破断状態を示すものであって、十字引張強度は1.50kNであって、ナゲット破断させることができた。
【0050】
(比較例3)
上記比較例2と同様の条件によって作製した接合部材に、500℃×1時間の熱処理を施した結果、金属間化合物層Lは3.2μmを超える厚さに成長し、その面積は、接合面積に対して、ほとんど100%の領域に拡大されていると共に、金属間化合物の結晶粒が等軸状部分と柱状の2層に変化し、結晶粒径は等軸粒部分で0.1〜0.3μm、柱状部分では最大長径が1.8μmとなっていることが観察された。
図9(d)は、500℃×1時間の熱処理を施した後に、十字引張試験を実施した場合の試験片の破断状態を示すものであって、界面破断を生じ、十字引張強度は0.08kNに過ぎなかった。
【0051】
このように、金属間化合物層の厚さ及び面積をそれぞれ所定の範囲に制御することによって、十分な強度を発現させることができ、熱処理前の接合工程において十分に薄い金属間化合物層を形成した場合には、これに続く熱処理によって金属間化合物の粒径を微細化できる範囲で化合物層を厚くすることにより強度を上昇させることができ、逆に、接合工程において形成される金属間化合物層が比較的厚くなったときには、結晶粒を微細化する一方、化合物層を厚くしない熱処理条件を選択することによって異種金属接合部の品質を安定化させることができる。
このようにして、電気抵抗接合に代表される急熱・急冷組織を形成する工程と、その後の熱処理工程によって異種金属接合部の高い品質を安定的に得ることができるほか、母材の時効条件等を組合せることによって、異種金属接合の高強度化を図ることができる。
【0052】
(実施例4)
図10(a)に示すように、板厚0.55mmの溶融亜鉛めっき鋼板1と、210MPaの引張強度を有する板厚1.0mmの6000系アルミニウム合金板2を電気絶縁性を有する熱硬化性接着剤Sを介して重ね合わせ、加圧力300kN、電流24000A、通電時間0.2秒の条件のもとに、抵抗スポット接合を行い、アルミニウム板材2を溶融させることなく、両異種金属材料を拡散接合した。
このとき、一旦、アルミニウムとめっき層の亜鉛を約400℃の温度で反応させて、共晶溶融を生じさせ、溶接装置の電極による加圧によって、生成した共晶融体と共に、アルミニウム合金板2の酸化皮膜2a及び接着剤を排出物Dとして排出し、アルミニウム合金板2の新生面を生じさせ、鋼板1とアルミニウム合金板2に拡散層を形成し、接合界面に金属間化合物層Lを形成させ、図10(b)に示すように、アルミニウム合金を溶融させることなく金属間化合物層Lを介して両異種金属材料1及び2を接合した。
【0053】
その後、上記熱硬化性接着剤Sの硬化温度である170℃で熱処理を施すことによって、上記金属間化合物層Lが形成され、0.8〜2.5μmの厚さの範囲は、接合面積の56%の領域であった。その金属間化合物の結晶粒の最大長径が0.05〜0.1μmと微細化されていることが観察された(図10(c)参照)。
そして、同様に十字引張試験を実施した結果、0.94kNの接合強度が得られた。
【0054】
当該実施例においては、一度の熱処理によって、金属間化合物層の微細化と同時に接着剤Sを硬化させて異種金属材料間に絶縁層を形成することができ、工程数やエネルギー投入量を増加させることなく接合強度と耐電食性能の向上が可能になる。
なお、このような手法は、接合後の部材に塗装を施す場合にも同様に適用することができることは言うまでもない。
【0055】
(実施例5)
図2に示した交流タイプのスポット溶接装置を用いて、鋼板1とアルミニウム合金板2との異種金属接合を行うに際して、アルミニウム合金板2の表面に亜鉛めっき層2bを施したこと以外は、上記実施例1と同様の操作を繰り返すことによって、図11に示したような異種金属接合部材を得た。
この結果、接合界面には、金属間化合物層Lが0.5〜3.5μmの厚さで形成され、0.8〜2.5μmの厚さの範囲が接合面積の56%の領域であった。その金属間化合物粒子の最大長径は0.05μmであることが判った。また、同様に十字引張試験を実施した結果、1.2kNの接合強度が得られた。
【0056】
通常、アルミニウム合金板2の表面には、強固な高融点酸化皮膜が存在し、拡散接合の際にはその除去が課題となるが、当該実施例においては、アルミニウム合金板2に亜鉛めっきを施す工程において表面の酸化皮膜が除去されており、亜鉛めっき層2bが溶融除去(融点:420℃)されることによって、アルミニウム合金板2の新生面が露出されることから、通電加熱による鋼板との拡散接合が可能になる。
【符号の説明】
【0057】
1 鋼板(異種金属材料)
2 アルミニウム合金板(異種金属材料)
1a 亜鉛めっき層
L 金属間化合物層
【技術分野】
【0001】
本発明は、両材料を加熱して接合しようとする場合に、接合界面に両材料の金属間化合物が生成される異種金属材料同士、例えば鋼材とアルミニウム合金材、鋼材とチタン合金材、アルミニウム合金材とチタン合金材などを容易かつ安価、しかも高強度に接合するための接合技術に係わり、高い接合強度を備えた接合部材を得るための異種金属接合方法に関するものである。
【背景技術】
【0002】
上記したような異種金属の接合に関して、例えば非特許文献1には、鋼とアルミニウム材から成る異種金属接合において、接合界面に生成する金属間化合物反応層中に、Si、Oを適正な濃度で存在させることによって、反応層の過剰成長が抑制されて接合強度が増加することができることが示されており、内部酸化を1.5μmに調節した鋼板を用いることによって、板厚1.6mmのアルミニウム合金板(A6022)とを組合せた電気抵抗スポット溶接において、最大で1.4kNの十字引張り強度が得られることが開示されている。
【0003】
また、非特許文献2には、板圧1.2mmの980MPa級合金化溶融亜鉛メッキ鋼板材と板厚1.0mmのアルミニウム合金板(A6022)とを組合せてスポット溶接するに際して、2段階の通電を行って、メッキ層の軟化溶融を促すようにすることによって、反応界面層にくさび状の金属間化合物Al3Fe2を生成させ、これによって1.2kNもの高い十字引張り強度が得られることが記載されている。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】「溶接学会全国講演概要」、社団法人日本溶接学会、2005年9月、第77集、p.320−321
【非特許文献2】「溶接学会全国講演概要」、社団法人日本溶接学会、2006年4月、第78集、p.162−163
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記非特許文献1に記載の方法の場合、接合界面の化合物の構造を制御するためには合金の成分の調整が必要なため、接合条件範囲が狭く、条件的な制限が厳しいという課題があった。
また、非特許文献2に記載の方法では、2枚重ねのスポット接合において2段階の通電を行う必要があり、通電時間が長くなるという問題がある。
【0006】
このように、拡散を伴う従来の異種金属材料の接合においては、接合強度を高くするために化合物層を薄くするには、工業的に不向きな非能率的な接合条件を採用せざるを得ず、効率的な条件を採用すると、粒径の大きな金属間化合物を含む厚い化合物層となって強度が確保できないという相反する課題があった。
【0007】
本発明は、拡散現象を伴う従来の異種金属材料接合における上記課題に鑑みてなされたものであって、その目的とするところは、接合界面に金属間化合物層を有しながら、高い接合強度を備えた異種金属接合部材を効率的に製作することができる異種金属接合方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的の達成に向けて、鋭意検討を重ねた結果、異種金属材料間の接合界面に生成する金属間化合物層の厚さやその大きさをコントロールすることによって、上記課題が解決できることを見出し、本発明を完成するに到った。
【0009】
本発明は上記知見に基づくものであって、本発明の異種金属接合方法においては、急熱過程とこれに続く急冷過程を有する接合、例えば電気抵抗接合によって、異種金属材料の接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して接合した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、好ましくは低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度であって、しかも生成する金属間化合物のうちの融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度、好ましくは当該融点の1/2の温度と析出強化相の消失又は再結晶により低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度範囲で熱処理を行うことを特徴としている。
【発明の効果】
【0010】
本発明によれば、急熱過程とこれに続く急冷過程を有する接合、例えば電気抵抗接合によって接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、好ましくは低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度であって、しかも生成する金属間化合物のうちの融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度、好ましくは当該融点の1/2の温度と析出強化相の消失又は再結晶により低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度範囲で熱処理を行うようにしているので、異種金属接合部材の接合強度を大幅に向上させることができる。
【図面の簡単な説明】
【0011】
【図1】鋼とアルミニウム合金の接合界面に形成される金属化合物層の厚さと十字引張強度との関係を示すグラフである。
【図2】本発明の異種金属材料の接合に用いられるスポット溶接装置の全体図である。
【図3】本発明において接合強度の評価に用いた十字引張試験片の形状を示す平面図である。
【図4】0.5〜3.2μmの厚さの金属間化合物層のナゲット内における面積比と接合強度の関係を示すグラフである。
【図5】金属間化合物層の結晶粒径の最大値と接合強度の関係を示すグラフである。
【図6】実施例1によって得られた亜鉛めっき鋼板とアルミニウム合金の接合構造を示す断面図である。
【図7】(a)実施例1によって得られた接合組織の熱処理前の状態を示す透過電子顕微鏡写真である。(b)実施例1によって得られた接合組織の熱処理後の状態を示す透過電子顕微鏡写真である。(c)実施例1の十字引張試験による試験片の破断状態を示す外観写真である。
【図8】比較例1により得られた接合組織を示す透過電子顕微鏡写真である。
【図9】(a)比較例2の十字引張試験による試験片の破断状態を示す外観写真である。(b)実施例2の十字引張試験による試験片の破断状態を示す外観写真である。(c)実施例3の十字引張試験による試験片の破断状態を示す外観写真である。(d)比較例3の十字引張試験による試験片の破断状態を示す外観写真である。
【図10】(a)実施例4による異種金属材料の接合要領をスポット溶接装置と共に示す全体図である。(b)実施例4によって得られた亜鉛めっき鋼板とアルミニウム合金の接合構造を示す断面図である。(c)実施例4により得られた接合組織を示す透過電子顕微鏡写真である。
【図11】実施例5により得られた接合組織を示す透過電子顕微鏡写真である。
【発明を実施するための形態】
【0012】
以下に、本発明の異種金属接合接合方法と、これによって得られる異種金属接合部材について、さらに詳細かつ具体的に説明する。
【0013】
図1は、板厚0.55mmの鋼板と、板厚1.0mmの6000系アルミニウム合金板とを重ね合わせて、図2に示すような交流タイプのスポット溶接装置を用いて、種々の接合条件(電流:20000〜30000A、加圧力150〜600kgf、通電時間:250ミリ秒以下)の下に接合した後、種々変化させた条件で熱処理(処理温度:140〜500℃、処理時間:20分〜7時間)した場合に、接合界面に形成される金属化合物層の厚さと十字引張強度との関係を整理したものである。上記の条件のうち,図1の関係を得るために,溶接後の接合界面に形成される金属間化合物層の厚さがなるべく均一になるよう、90%以上が1μm以内の差に入る条件を選んでプロットを行った。
なお、十字引張試験は、図3に示すような寸法形状の試験片を用いて、JIS Z 3137に規定された方法に準じて行った。
【0014】
図1の結果から明らかなように、高強度の異種金属接合部材を得るためには、一定の面積率で拡散接合によって形成された金属化合物層の厚さを制御することが必要であって、引張り強度210MPaのアルミニウム合金板材の強度を目安にした接合強度、すなわち十字引張強度で0.6kN以上の強度を得るためには、金属間化合物の厚さの管理幅を0.5〜3.2μmの範囲とし、0.9kN以上の十字引張強度を得るためには、0.6〜2.8μmの範囲とし、さらに高強度の1.2kN以上を得るためには、上記金属間化合物層の厚さを0.8〜2.5μmの範囲とすることが必要であることが判る。
すなわち、金属間化合物層の厚さが3.2μmを超えると強度への寄与が低下し、0.5μm未満でも十分な強度が得られない.したがって,金属間化合物層の厚さは、少なくとも0.5μm以上3.2μm以下の範囲とすることが必要となる。
【0015】
スポット溶接装置によって形成された接合ナゲットにおいて、金属間化合物は必ずしもナゲット(接合面)の全域に形成されている訳ではなく、ナゲット内に化合物厚さの分布が認められた。
そこで、金属間化合物層の厚さが上記範囲となる面積率と接合強度の関係を調査した。
【0016】
すなわち、金属間化合物層が上記厚さに形成されて強固に接合している面積率は、接合部の中心断面を観察して、金属間化合物層が厚さの範囲となる長さを測定し、ナゲット中心からの距離から同心円状にドーナツ状の接合領域が形成されると仮定した面積の和がナゲット面積(接合面積)に対してどれだけの割合であったかを算出して求めた。その結果を図4に示す。
【0017】
図4によれば、金属間化合物層が0.8〜2.5μmの厚さに形成されている領域の接合面積に対する面積率が52%以上であれば、ばらつきの下限においても良好な接合強度を示し、当該面積率が70%以上になると接合強度はさらに向上し、0.9kN以上の十字引張強度が得られることが確認された。
【0018】
図5は、接合強度に及ぼす金属間化合物の結晶粒径(長径)の最大値の影響を示すものであって、金属間化合物層の厚さが少々厚くなったとしても、結晶粒が細かい場合には、接合強度が若干向上することが分かる。
【0019】
接合プロセスの後に続く熱処理によって、金属間化合物層の接合界面における結晶粒が細かくなる組織の変化は、急熱過程・急冷過程を伴う接合プロセスにより導入される格子欠陥と結晶の回復が影響しているものと考えられる。
結晶粒が成長あるいは消滅するためには、材料中を原子が移動する、つまり、拡散が生じる必要がある。急熱過程・急冷過程によって形成された組織は、系のエネルギが高い状態になっている。例えば、急冷過程によって、成分の傾斜や多くの空孔や転位が導入されて存在する状態である。
このようなエネルギの高い状態にある金属組織は、熱処理によって、よりエネルギの低い状態に変化する。その代表的な例が、成分傾斜の均一化、結晶粒の成長、消失あるいは、原子空孔が集合してできた転位ループやボイドの消滅、結晶粒界は低いエネルギの粒界に変化するなどの現象である。
【0020】
高温条件下では、格子中には原子空孔が多く含まれるが、このような高温の状態から急冷された場合、冷却された格子中には空孔が高濃度で残存し、このような過飽和の空孔も系のエネルギを高くしている。通常の組織を熱処理する場合では、熱力学的に許容される量しか空孔が存在しないために、熱処理によって生じる拡散もその空孔量と空孔の移動速度によって制限を受けるが、急冷によって過剰な空孔を含んだ組織を熱処理することによって、通常の熱処理では生じない拡散が生じうると考えられる。
つまり、結晶粒の成長、消滅を生じさせるには、十分な空孔量と原子移動量を確保するために、温度を上げ、時間をかけることが必要になるが、空孔の量は十分に結晶格子内に存在するため、比較的低い温度でも十分な拡散、反応は起こりうると考えられる。
【0021】
本発明における組織の変化として特徴的となっている結晶粒の微細化は、結晶核生成の数(頻度)が高く、粒成長速度があまり速くない熱処理条件で生じうる。急冷組織の低温での熱処理は、過剰な空孔が核生成の数(頻度)の増加させ、その後の粒成長で結晶粒の粗大化を招かない条件となると考えられる。
このような条件での熱処理を行うには、結晶粒の粗大化につながるような高い温度での熱処理を避けるべきであり、急熱過程・急冷過程によって導入された空孔を動かすに必要十分な温度を熱処理温度の下限値とすべきであると考えられる。つまり、金属組織の回復として、電気抵抗が回復する温度ではなく、原子空孔が集合してできたボイドの消滅あるいは転位ループの消滅が起こる温度で熱処理を行うべきである。
【0022】
結晶の回復については、丸善株式会社から出版された日本金属学会編「転位論」の第229〜235頁に詳細な記述が認められる。
金属組織の回復として原子空孔が集合してできたボイドの消失あるいは転位ループの消滅が起こる条件とは、金属組織の回復の第V段階以上の温度での熱処理を行うことであると言える。
【0023】
融点の異なる金属材料同士における、拡散接合界面中の金属間化合物の結晶粒の成長には、いずれかの母材金属の拡散が十分に生じることが必要となる。低融点側の母材の方が拡散を低温度で生じるため、界面の金属間化合物の粒成長も低融点側の母材の拡散に支配されると考えられる。
【0024】
例えば、鉄とアルミニウムの接合において、電気抵抗溶接に代表される急熱・急冷組織の熱処理による結晶粒の微細化は、鉄基合金に比べて融点が低い母材であるアルミニウム基合金の回復の第V段階に達したとき、つまり、127℃(400K)以上の温度で生じ始める。これは、母材であるアルミニウム基合金の急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度に一致し、急熱過程・急冷過程で生じた組織が安定的な組織に変化することによって生じると考えられる。
【0025】
上記に述べたように、低融点側金属母材格子中の空孔が移動することが本発明の熱処理条件になるが、より短い時間で効率よく目的の組織を得るためには、十分な拡散を生じる温度で熱処理することが好ましい。拡散が十分に生じるためには、絶対温度で表された融点の1/2以上の温度を目安とすることができる。
前述のように、低融点側の母材の方が拡散を低温度で生じるため、界面の金属間化合物の粒成長も低融点側の母材の拡散に支配されると考えられるため、低融点側母材の融点を絶対温度で表した値の1/2以上の温度以上とすることによって、十分な効果が期待できる。
【0026】
一方で、低融点側母材の融点を絶対温度で表した値の1/2以上の温度以上で、より高温で熱処理を行うと、例えば、析出強化型の合金ならば、析出相が消失する温度に達することも考えられる。また、加工硬化によって強度を得ているならば、再結晶によって母材の強度が低下することが考えられる。母材強化の主機能を担う析出相が消失してしまっては、接合部の強度が上昇したとしても接合強度そのものは向上させることができない。
したがって、本発明の接合後の熱処理は、母材の強度が構造体にとって必要な強度に維持されなければならない。すなわち、析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度以下で熱処理を行う必要がある。
【0027】
その他に、低融点母材金属の拡散は十分に生じさせる必要があるが、金属間化合物粒内での拡散が過度に生じると、金属間化合物の粒の粗大化することによって強度を得られない可能性がある。このような金属間化合物の粒の粗大化を回避するためには、接合部の金属間化合物粒内の拡散が十分に生じる、つまり、金属間化合物内を空孔が容易に移動できる温度の目安として、異種金属接合のために生成させる金属間化合物のうち、融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度で熱処理する必要がある。
【0028】
したがって、好ましい範囲は、低融点側母材格子中の空孔の移動が生じる温度で、金属間化合物粒が粗大化せず、母材の強度を十分に得られる温度範囲ということになり、この温度範囲でなるべく高い温度で熱処理することが工業的に最も効果的であることを見出した。すなわち、本発明の熱処理は、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2の温度及び析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度で行う必要がある。
【0029】
一方、Al−Fe系で形成される金属間化合物は、EDXによる分析ではAlとFeの原子比が3:1又は5:2に近い成分比が観測され、その成分比からAl3Fe、Al5Fe2と判断される。これらの金属間化合物の融点は、アルミニウムの融点660℃よりも高く、Al3Fe、Al5Fe2の融点はそれぞれ1160℃、1169℃と観測されており、金属間化合物構造の中で空孔が移動するための目安となる温度は絶対温度で表した融点の1/2、つまり、約440℃とすることができる。
本発明に際しての実験から、急熱過程・急冷過程によって形成した組織を金属間化合物を粗大化させることなく、安定的な組織に変化させるには低融点側基材の急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度、より好ましくは、低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度以上に上昇させることが望ましいことになるが、界面に生成する金属間化合物格子中の空孔が容易に移動できる温度を大きく超えて加熱されると、金属間化合物粒の粗大化が生じてしまうことが判った。
【0030】
拡散接合では、金属間化合物の厚さが薄すぎると接合強度を不足させてしまうが、生産性を上げようとしてプロセス温度を上昇させると、生成する金属間化合物粒が粗大化し易くなり、金属間化合物の脆い特性が現れる可能性がある。拡散接合では、一般に拡散速度が十分に大きい温度領域で行われるため、金属間化合物結晶粒が大きくなりやすい。結晶粒を微細に制御しようとすると、長時間のプロセス時間を必要として工業生産に適用するためには非現実的なプロセス時間を要することになる。これに対し、溶融接合では、融点に及ぶ高温に達するために金属間化合物が粗大に成長する場合がほとんどである。
【0031】
本発明においては、一旦電気抵抗発熱を接合界面に生じさせ、金属伝熱による急冷によって非平衡状態組成の組織を一定厚さで形成し、その後、低融点金属の急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度、より好ましくは低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度以上で、かつ界面に生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度以下で熱処理を行うことによって、異種金属材料間の接合時に金属間化合物層を一定の厚さで確保し、その上で非平衡組成の化合物組織を微細化することによって、結晶粒径が微細で、しかも一定の厚さを有する強固な金属間化合物層を形成することができる。
【0032】
本発明においては、異種金属材料として、上記したように鉄基合金とアルミニウム基合金の組合せを好適に用いることができる。
ここで言う鉄基合金とは、鉄を主成分とする材料を意味し、具体的には炭素鋼、合金鋼、軟鋼、高張力鋼などの圧延鋼板を好適に用いることができる。
【0033】
また、アルミニウム基合金とは、アルミニウムを主成分とする合金を意味し、例えば、1000系から7000系のアルミニウム合金を好適に使用することができる。
なお、本発明において「主成分」とは、その合金中に最も多く含まれる金属のことを意味する。
【0034】
本発明に用いられる異種金属材料の組合せとしては、上記した電気抵抗接合のように、急熱過程とこれに続く材料による抜熱による急冷過程が利用できるようなプロセスによって、拡散により界面に金属間化合物を形成するような金属を主成分として含む材料同士の組合わせでさえあれば、特に限定はなく、このような金属元素の組合せとして、例えばTi(チタン)とAl(アルミニウム)、TiとFe(鉄)の組合せを挙げることができる。
【0035】
本発明において、異種金属材料の組合せが鉄基合金とアルミニウム基合金の場合には、上記熱処理を低融点側金属材料の主成分金属が接合部における急冷組織の原子空孔が集合してできた転位ループやボイドを消滅させる温度、つまり、127℃以上、及び、金属間化合物の融点の絶対温度の1/2の温度以下から計算される130〜440℃の温度範囲で行うことができる。また、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行う観点から、190℃以上とすることが望ましい。また、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2の温度及び析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度範囲で熱処理を行う観点から、410℃以下とすることが望ましい。
【0036】
また、このとき、鉄基合金として、亜鉛めっき鋼板を用いることが好ましく、めっき層を形成する亜鉛とアルミニウムとの間で共晶溶融を生じさせ、加圧することによってアルミニウム基合金の表面に形成されている酸化皮膜を低融点の共晶溶融物と共に接合界面から容易に除去させることができ、亜鉛めっき層及び酸化皮膜が除去された両金属材料の新生面同士の拡散接合が可能になる。
【0037】
本発明の異種金属接合方法において、急熱過程とこれに続く急冷過程を有する接合として、代表的には、図2に示したようなスポット溶接装置を用いた電気抵抗接合を採用することができるが、このような抵抗発熱を利用するばかりでなく、これ以外の加熱手段として、例えばレーザビームを用いることも可能である。
また、ナゲット形成によるスポット接合のみならず、ローラ状の電極を使用することによって、シーム状の接合を行うことも可能である。
【0038】
また、本発明の異種金属接合方法において、得られた接合部材を塗装する場合には、上記接合に続く熱処理を、塗装工程における塗料の焼付け処理と併せて行うこともでき、これによって熱処理行程を省くことができ、消費エネルギの無駄をなくすことができるようになる。
【実施例】
【0039】
以下、本発明を実施例に基づいて具体的に説明する。なお、本発明は、これら実施例によって何ら限定されるものではない。
【0040】
(実施例1)
図2に示した交流タイプのスポット溶接装置を用いて、板厚0.55mmの亜鉛めっき鋼板1と、200MPaの引張強度を有する板厚1.0mmの6000系アルミニウム合金板2を重ね合わせ、加圧力300kN、電流24000A、通電時間0.2秒の条件のもとに、抵抗スポット接合を実施した。
接合に際しては、一旦、アルミニウムとめっき層の亜鉛を約400℃の温度で反応させて、共晶溶融を生じさせ、溶接装置の電極による加圧によって、図6に示すように、生成した共晶融体と共にアルミニウム合金板2の表面の酸化皮膜2aを排出物Dとして排出して、アルミニウム合金板2の新生面を生じさせると共に、拡散反応を生じさせ、アルミニウム合金を溶融させることなく、鋼板1とアルミニウム合金板2に拡散層を形成し、拡散層中でFeとAlを反応させて薄い金属間化合物層Lを形成させ、当該金属間化合物層Lを介して両異種金属材料1及び2を接合した。
【0041】
この結果、アルミニウム合金板2の表面にあったアルミニウムの酸化皮膜2aは、亜鉛とアルミニウムの反応相つまり、共晶合金と共にナゲット周辺に排出され、接合界面には0.8〜2.5μmの厚さを有する薄い金属間化合物層Lが接合面積(ナゲット面積)の48%の領域に形成されており、この金属間化合物層Lの金属間化合物結晶粒は、長楕円断面を呈し、長径は約0.3μmであった。当該接合部の透過電子顕微鏡写真を図7(a)に示す。
【0042】
次に、このように作成した接合部材に、440℃×1.5時間の熱処理を施すと、金属間化合物層全体の厚さは0.8〜2.5μmとなり、接合面積に対して89%の範囲に生成されていることが確認された。同時に金属間化合物粒は等軸状に変化し、結晶粒径は0.1μm以下に微細化できた。この透過電子顕微鏡写真を図7(b)に示す。
【0043】
そして、440℃×1.5時間の熱処理を施した接合部材の強度を図3に示した要領による十字引張試験によって測定した結果、1.60kNの接合強度が得られ、図7(c)に示すようにアルミニウム合金側で破断することが確認された。
なお、上記金属間化合物層Lについて、EDS及びX線回折によって調査した結果、当該化合物層がFeAl3及びFe5Al2に近いFe−Alの成分比による金属間化合物よって構成され、かつ化合物中にはメッキ層のZnは分析で検知されないほどほとんど含まれていない化合物であることが確認された。
【0044】
(比較例1)
上記実施例1と同様の条件によって得られた接合部材に500℃×0.5時間の熱処理を施した場合には、金属間化合物層は、3.2μmを超える厚さとなり、その面積率は98%であって、拡散接合層に金属間化合物層を有する界面を有していたが、金属間化合物の厚さが3.2μm以下となる接合層がほとんどなく、接合面積は2%となった。また、その結晶粒が等軸状部分と柱状の2層に変化し、結晶粒径は等軸粒部分で0.1〜0.2μm、柱状部分では接合界面に垂直方向に伸び、最大長径としては1.0μmに近い粒が観察された。この場合の透過電子顕微鏡写真を図8に示す。
また、十字引張試験では、接合界面で破断し、0.09kNの強度しか得られなかった。
【0045】
(比較例2)
上記実施例1と同様のスポット溶接装置を用いて、板厚0.55mmの亜鉛めっき鋼板1と、板厚1.0mmの6000系アルミニウム合金板2を重ね合わせ、加圧力300kN、電流は実施例1の場合よりも小さくして21000A、通電時間0.2秒の条件のもとに、抵抗スポット接合を行い、両異種金属材料を拡散接合した。
その結果、金属間化合物層Lが形成し,0.8〜2.5μmの範囲の領域は接合面積の46%に形成されていた。また、当該金属間化合物層Lを構成する金属間化合物の結晶粒の最大長径は、0.06μmであった。
【0046】
図9(a)は、上記により得られた接合部材に熱処理を施すことなく、そのまま十字引張試験を実施した場合の試験片の破断状態を示すものであって、ナゲットの一部が鋼板側に残存するものの、大部分は接合界面から剥離破断し、0.67kNの強度が得られた。
【0047】
(実施例2)
上記比較例2と同様の条件によって作製した接合部材に、440℃×1.5時間の熱処理を施した結果、金属間化合物層Lの0.8〜2.5μmの厚さの面積は、接合面積に対して90%の領域に拡大されていると共に、金属間化合物の結晶粒が等軸状に変化し、その粒径が0.1μmに微細化されていることが確認された。
図9(b)は、上記の熱処理を施した後に、十字引張試験を実施した場合の試験片の破断状態を示すものであって、プラグ破断を生じ、十字引張強度は1.69kNに達した。
【0048】
このように、プラグ破断モードに変化したとしても母材強度に比して高い破断強度が得られたが、これはアルミニウム合金の時効による母材の強度上昇も影響しているものと考えられる。熱処理前には剥離型の破壊であったのに対して、1.69kNの十字引張強度を発生させても、接合界面から破断することなく、母材起点で破断が生じていることから、接合界面の強度が上昇していることを表している。
【0049】
(実施例3)
上記比較例2と同様の条件によって作製した接合部材に、300℃×7時間の熱処理を施した。その結果、金属間化合物層Lの0.8〜2.5μmの範囲の領域が拡大し,接合面積の82%の領域になっていた。金属間化合物の結晶粒については、等軸状に変化し、その粒径が0.05〜0.1μmに微細化されていることが確認された。
そして、図9(c)は、上記の熱処理を施した後に、十字引張試験を実施した場合の試験片の破断状態を示すものであって、十字引張強度は1.50kNであって、ナゲット破断させることができた。
【0050】
(比較例3)
上記比較例2と同様の条件によって作製した接合部材に、500℃×1時間の熱処理を施した結果、金属間化合物層Lは3.2μmを超える厚さに成長し、その面積は、接合面積に対して、ほとんど100%の領域に拡大されていると共に、金属間化合物の結晶粒が等軸状部分と柱状の2層に変化し、結晶粒径は等軸粒部分で0.1〜0.3μm、柱状部分では最大長径が1.8μmとなっていることが観察された。
図9(d)は、500℃×1時間の熱処理を施した後に、十字引張試験を実施した場合の試験片の破断状態を示すものであって、界面破断を生じ、十字引張強度は0.08kNに過ぎなかった。
【0051】
このように、金属間化合物層の厚さ及び面積をそれぞれ所定の範囲に制御することによって、十分な強度を発現させることができ、熱処理前の接合工程において十分に薄い金属間化合物層を形成した場合には、これに続く熱処理によって金属間化合物の粒径を微細化できる範囲で化合物層を厚くすることにより強度を上昇させることができ、逆に、接合工程において形成される金属間化合物層が比較的厚くなったときには、結晶粒を微細化する一方、化合物層を厚くしない熱処理条件を選択することによって異種金属接合部の品質を安定化させることができる。
このようにして、電気抵抗接合に代表される急熱・急冷組織を形成する工程と、その後の熱処理工程によって異種金属接合部の高い品質を安定的に得ることができるほか、母材の時効条件等を組合せることによって、異種金属接合の高強度化を図ることができる。
【0052】
(実施例4)
図10(a)に示すように、板厚0.55mmの溶融亜鉛めっき鋼板1と、210MPaの引張強度を有する板厚1.0mmの6000系アルミニウム合金板2を電気絶縁性を有する熱硬化性接着剤Sを介して重ね合わせ、加圧力300kN、電流24000A、通電時間0.2秒の条件のもとに、抵抗スポット接合を行い、アルミニウム板材2を溶融させることなく、両異種金属材料を拡散接合した。
このとき、一旦、アルミニウムとめっき層の亜鉛を約400℃の温度で反応させて、共晶溶融を生じさせ、溶接装置の電極による加圧によって、生成した共晶融体と共に、アルミニウム合金板2の酸化皮膜2a及び接着剤を排出物Dとして排出し、アルミニウム合金板2の新生面を生じさせ、鋼板1とアルミニウム合金板2に拡散層を形成し、接合界面に金属間化合物層Lを形成させ、図10(b)に示すように、アルミニウム合金を溶融させることなく金属間化合物層Lを介して両異種金属材料1及び2を接合した。
【0053】
その後、上記熱硬化性接着剤Sの硬化温度である170℃で熱処理を施すことによって、上記金属間化合物層Lが形成され、0.8〜2.5μmの厚さの範囲は、接合面積の56%の領域であった。その金属間化合物の結晶粒の最大長径が0.05〜0.1μmと微細化されていることが観察された(図10(c)参照)。
そして、同様に十字引張試験を実施した結果、0.94kNの接合強度が得られた。
【0054】
当該実施例においては、一度の熱処理によって、金属間化合物層の微細化と同時に接着剤Sを硬化させて異種金属材料間に絶縁層を形成することができ、工程数やエネルギー投入量を増加させることなく接合強度と耐電食性能の向上が可能になる。
なお、このような手法は、接合後の部材に塗装を施す場合にも同様に適用することができることは言うまでもない。
【0055】
(実施例5)
図2に示した交流タイプのスポット溶接装置を用いて、鋼板1とアルミニウム合金板2との異種金属接合を行うに際して、アルミニウム合金板2の表面に亜鉛めっき層2bを施したこと以外は、上記実施例1と同様の操作を繰り返すことによって、図11に示したような異種金属接合部材を得た。
この結果、接合界面には、金属間化合物層Lが0.5〜3.5μmの厚さで形成され、0.8〜2.5μmの厚さの範囲が接合面積の56%の領域であった。その金属間化合物粒子の最大長径は0.05μmであることが判った。また、同様に十字引張試験を実施した結果、1.2kNの接合強度が得られた。
【0056】
通常、アルミニウム合金板2の表面には、強固な高融点酸化皮膜が存在し、拡散接合の際にはその除去が課題となるが、当該実施例においては、アルミニウム合金板2に亜鉛めっきを施す工程において表面の酸化皮膜が除去されており、亜鉛めっき層2bが溶融除去(融点:420℃)されることによって、アルミニウム合金板2の新生面が露出されることから、通電加熱による鋼板との拡散接合が可能になる。
【符号の説明】
【0057】
1 鋼板(異種金属材料)
2 アルミニウム合金板(異種金属材料)
1a 亜鉛めっき層
L 金属間化合物層
【特許請求の範囲】
【請求項1】
接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して接合する異種金属材料の接合方法であって、急熱過程とこれに続く急冷過程を有する接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、かつ生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行うことを特徴とする異種金属接合方法。
【請求項2】
上記熱処理を低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度で行うことを特徴とする請求項1に記載の異種金属接合方法。
【請求項3】
上記熱処理を、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2の温度及び析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度で行うことを特徴とする請求項1又は2に記載の異種金属接合方法。
【請求項4】
接合部における拡散層の一部に少なくとも1種のFe−Al系金属間化合物を含む化合物層を形成して接合する鉄基合金とアルミニウム基合金の接合方法であって、急熱過程とこれに続く急冷過程を有する接合を実施した後、130〜440℃の温度範囲で熱処理を行うことを特徴とする異種金属接合方法。
【請求項5】
上記熱処理温度が190℃以上であることを特徴とする請求項4に記載の異種金属接合方法。
【請求項6】
上記熱処理温度が410℃以下であることを特徴とする請求項4又は5に記載の異種金属接合方法。
【請求項7】
上記鉄基合金が亜鉛めっき鋼板であって、亜鉛とアルミニウムの間で共晶溶融を生じさせて低融点の溶融物を形成し、加圧によってアルミニウム基合金表面の酸化被膜を溶融物と共に接合界面から除去して、それぞれ亜鉛めっき層及び酸化被膜が除去された両金属材料の新生面同士を接合することを特徴とする請求項4〜6のいずれか1つの項に記載の異種金属接合方法。
【請求項8】
急熱過程とこれに続く急冷過程を有する上記接合が通電加熱による電気抵抗接合であることを特徴とする請求項1〜7のいずれか1つの項に記載の異種金属接合方法。
【請求項9】
急熱過程とこれに続く急冷過程を有する上記接合に続く熱処理を塗装工程における焼付け処理と併せて行うことを特徴とする請求項1〜8のいずれか1つの項に記載の異種金属接合方法。
【請求項1】
接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して接合する異種金属材料の接合方法であって、急熱過程とこれに続く急冷過程を有する接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、かつ生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行うことを特徴とする異種金属接合方法。
【請求項2】
上記熱処理を低融点側金属材料の主成分金属の絶対温度で表された融点の1/2以上の温度で行うことを特徴とする請求項1に記載の異種金属接合方法。
【請求項3】
上記熱処理を、生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2の温度及び析出強化相の消失又は再結晶によって低融点側金属材料が軟化する温度のうちのいずれか低い方の温度以下の温度で行うことを特徴とする請求項1又は2に記載の異種金属接合方法。
【請求項4】
接合部における拡散層の一部に少なくとも1種のFe−Al系金属間化合物を含む化合物層を形成して接合する鉄基合金とアルミニウム基合金の接合方法であって、急熱過程とこれに続く急冷過程を有する接合を実施した後、130〜440℃の温度範囲で熱処理を行うことを特徴とする異種金属接合方法。
【請求項5】
上記熱処理温度が190℃以上であることを特徴とする請求項4に記載の異種金属接合方法。
【請求項6】
上記熱処理温度が410℃以下であることを特徴とする請求項4又は5に記載の異種金属接合方法。
【請求項7】
上記鉄基合金が亜鉛めっき鋼板であって、亜鉛とアルミニウムの間で共晶溶融を生じさせて低融点の溶融物を形成し、加圧によってアルミニウム基合金表面の酸化被膜を溶融物と共に接合界面から除去して、それぞれ亜鉛めっき層及び酸化被膜が除去された両金属材料の新生面同士を接合することを特徴とする請求項4〜6のいずれか1つの項に記載の異種金属接合方法。
【請求項8】
急熱過程とこれに続く急冷過程を有する上記接合が通電加熱による電気抵抗接合であることを特徴とする請求項1〜7のいずれか1つの項に記載の異種金属接合方法。
【請求項9】
急熱過程とこれに続く急冷過程を有する上記接合に続く熱処理を塗装工程における焼付け処理と併せて行うことを特徴とする請求項1〜8のいずれか1つの項に記載の異種金属接合方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−78804(P2013−78804A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2012−277736(P2012−277736)
【出願日】平成24年12月20日(2012.12.20)
【分割の表示】特願2008−108663(P2008−108663)の分割
【原出願日】平成20年4月18日(2008.4.18)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成24年12月20日(2012.12.20)
【分割の表示】特願2008−108663(P2008−108663)の分割
【原出願日】平成20年4月18日(2008.4.18)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]